Laboratorium z Odlewnictwa |
Numer ćw 05 |
Data ćw: 07-12-1998 |
Grupa: 21 M |
Politechnika Świętokrzyska w Kielcach |
|||
Temat ćwiczenia: Formowanie Modelu Bezrdzeniowego Naturalnego |
|||||||
Wykonał: Kiniorski Rafał |
Ocena: |
Data:
|
Podpis: |
||||
CEL ĆWICZENIA.
Celem ćwiczenia jest zapoznanie się studentów ze sposobami wykonania form modelu bezrdzeniowego.
UKŁAD WLEWOWY.
Układem wlewowym nazywa się system kanałów wykonanych w formie odlewniczej w celu:
doprowadzenia ciekłego metalu do wnęki formy w określonym czasie,
zatrzymanie wtrąceń niemetalicznych i żużla,
uzyskanie żądanego rozkładu temperatur metalu w czasie krzepnięcia
i stygnięcia odlewu,
zasilanie krzepnącego odlewu ciekłym metalem.
Pierwsze z wymieniowych zadań jest funkcją podstawową układu wlewowego, toteż muszą je spełniać wszystkie układy wlewowe. Pozostałe zadania również realizowane są przez wszystkie układy wlewowe, lecz w różnym stopniu i zakresie. Stopień zatrzymania zanieczyszczeń przez układ wlewowy dla odlewów żeliwnych musi być większy niż dla odlewów staliwnych. Wynika to z różnego zalewania formy ciekłym metalem i właściwości tworzywa odlewniczego.
Formy na odlewy ze staliwa zalewane są przez otwór w dnie kadzi, co powoduje że z kadzi wypływa czysty metal bez zanieczyszczeń żużlowych, które jako lżejsze utrzymują się na powierzchni metalu.
Odlewy wykonane z żeliwa wykonuje się przez zalanie formy przez dziób kadzi, co powoduje iż razem z ciekłym metalem spływa żużel, który muszą zatrzymać odpowiednie elementy układu wlewowego. W zależności od potrzeb konstruuje się
i dobiera tak układ wlewowy, aby krzepnięcie metalu odbywało się kierunkowo lub równocześnie w całej objętości.
I tak odlewy wykonane ze stopów mających skłonności do tworzenia się jam skurczowych, wymagają bardzo intensywnego zasilania, co realizuje się przez kierunkowe krzepnięcie. Kierunek ten kształtujemy z dołu do góry formy, a więc tak, aby najpóźniej krzepły elementy znajdujące się w górnej części formy, gdzie skupia się jama skurczowa.
W celu dodatkowego zasilania formy stosuje się, oprócz odpowiednio dobranego układu wlewowego, nadlewy, w których metal krzepnie najpóźniej.
W niektórych przypadkach stosuje się zasilanie formy przez nadlewy otwarte. Nadlewy wraz z jamą skurczową odcina się.
Metal powinien być doprowadzony do najgrubszej części formy w sposób zapewniający wolne wypełnianie się formy.
Układ wlewowy powinien zapewnić szybkie zalanie formy. Zaleca się stosowanie dużą liczbę wlewów doprowadzających w określonym przekroju.
Schemat układu wlewowego
MODEL ODLEWNICZY NATURALNY
Modelem odlewniczym naturalnym nazywamy przyrząd służący do wykonania formy, która po wypełnieniu tworzywem odlewniczym odtworzy kształt odlewu
w jego naturalnej wielkości. Model może być wieloczęściowy, wtedy nazywamy go zespołem odlewniczym. Kompletem modelowym nazywamy model
i przyrządy pomocnicze służące do wytworzenia formy oraz jej wypełnienia. Modele odlewnicze wykonuje się najczęściej jako dzielone, gdyż ułatwia to technologię formy. Od wyboru powierzchni podziału modelu zależy budowa modelu oraz przebieg formowania i dokładność wymiarów odlewu. Podział modelu może być dokonany
w jednej lub w kilku płaszczyznach. W niektórych stosuje się podział według płaszczyzny łamanej. Główną przyczyną stosowania podziału modelu jest uzyskanie możliwości wyjęcia modelu z formy. Zazwyczaj płaszczyzna podziału przechodzi przez największy przekrój odlewu.
CZYNNOŚCI PRZY WykONyWANIU RęCZNIE TORMY ODLEWICZEJ Z MODELU BEzrDZeNIOwGO W SKRZYNKACH FORMIERSKICH
1. Oczyścić model i przetrzeć szmatka nawilżoną ropą lub nafta.
2. Ułożyć na desce podmodelowej skrzynkę formierską i ustawić w niej model,
przewidując miejsce na układ wlewowy.
3. Posypać model pudrem formierskim lub grafitem.
4. Nasiać masę przymodelową.
5. Obłożyć model masą przymodelową,
6. Nasypać masę wypełniającą.
7. Wstępnie ubić masę stopką klinową wokół skrzynki i modelu.
Uzupełnić masę wypełniającą . Przed ubiciem masa powinna wystawać około
5 cm nad krawędź skrzynki.Zagęścić formę. Ostatni etap ubijania przeprowadzić
stopką płaską.
9. Usunąć nadmiar masy zgarniaczem.
10. Odpowietrzyć formę przez nakłucie.
11. Założyć deskę podformową.
12. Obrócić skrzynkę o 180°.
13. Założyć górną część modelu, modele układu wlewowego i przelewu.
Na płaszczyznę podziałową formy nasiać suchy piasek kwarcowy, pokryć model
pudrem formierskim usunąć piasek kwarcowy z modelu.
15. Założyć górną skrzynkę i sworznie ustalające.
16. wykonać operacje formowania poprzednie. Przy ubijaniu pierwszej warstwy
zwracać uwagę, aby nie uszkodzić powierzchni dolnej połformy. Pierwsze
uderzenia stopką klinową muszą być delikatne, dopiero następne warstwy mogą
być w normalny sposób ubijane.
Wyjąć modele przelewu i wlewu głównego z formy i wykonać zbiornik
wlewowy.
Obić model młotkiem drewnianym lub gumowy, wyjąć części modelu i układu
wlewowego. Wykonać głęboki obrys wokół formy celem sprawdzenia jej
szczelności.
Sprawdzić formę, a ewentualnie uszkodzone miejsca naprawić.
Formę nasiać grafitem lut pokryć czernidłem i wygładzić gładzikiem. Wysuszyć
w suszarni for»ę pomalowaną lab napyloną Czernidłem za pomocą rozpylacza; są
również specjalne metody powierzchniowego podsuszania form. np. napylenie
czernidłem spirytusowym i zapalenie.
21. Założyć górną skrzynkę na dolną.
22. Założyć zaciski lub obciążyć formę i zalać ją ciekłym metalem.
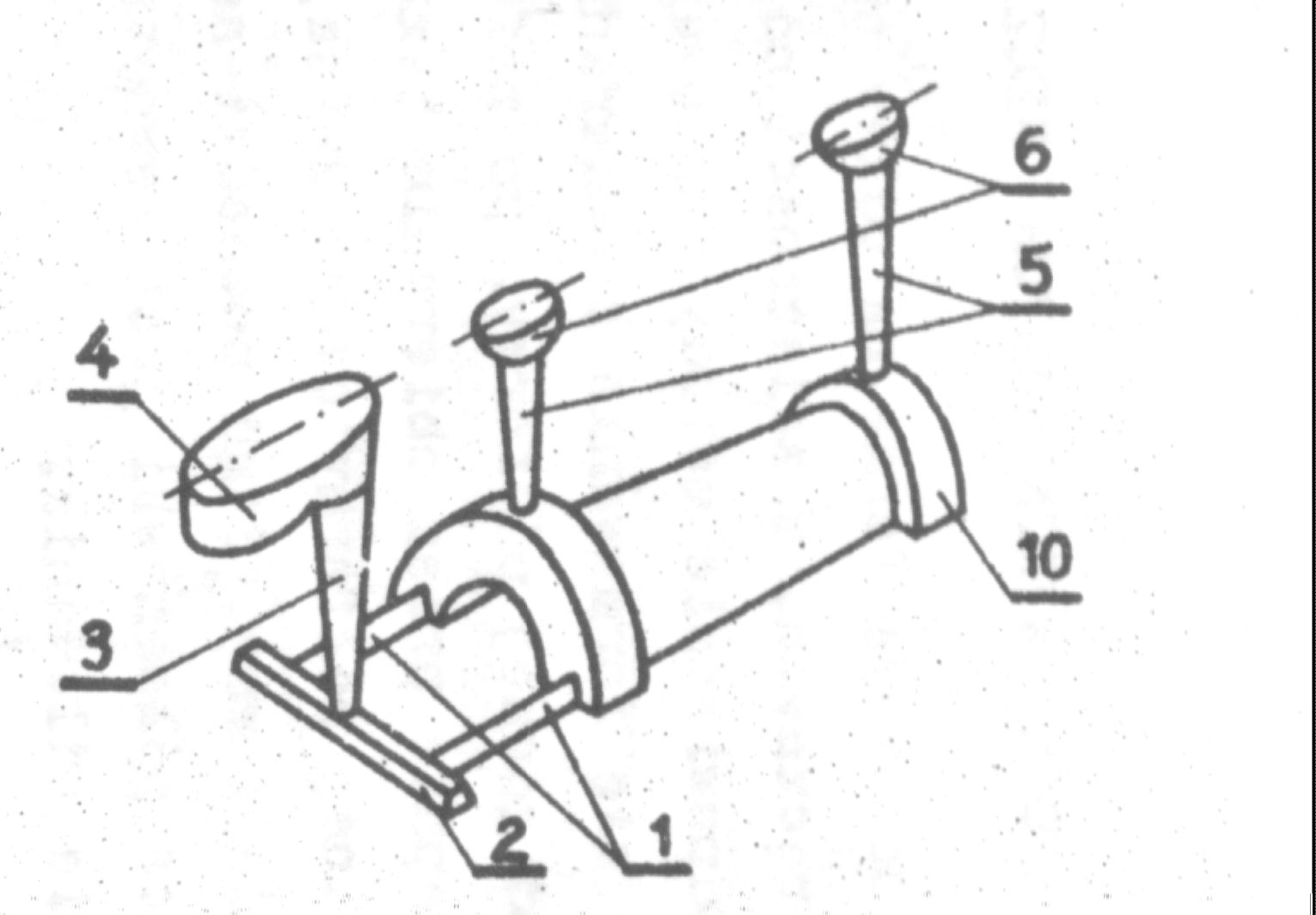
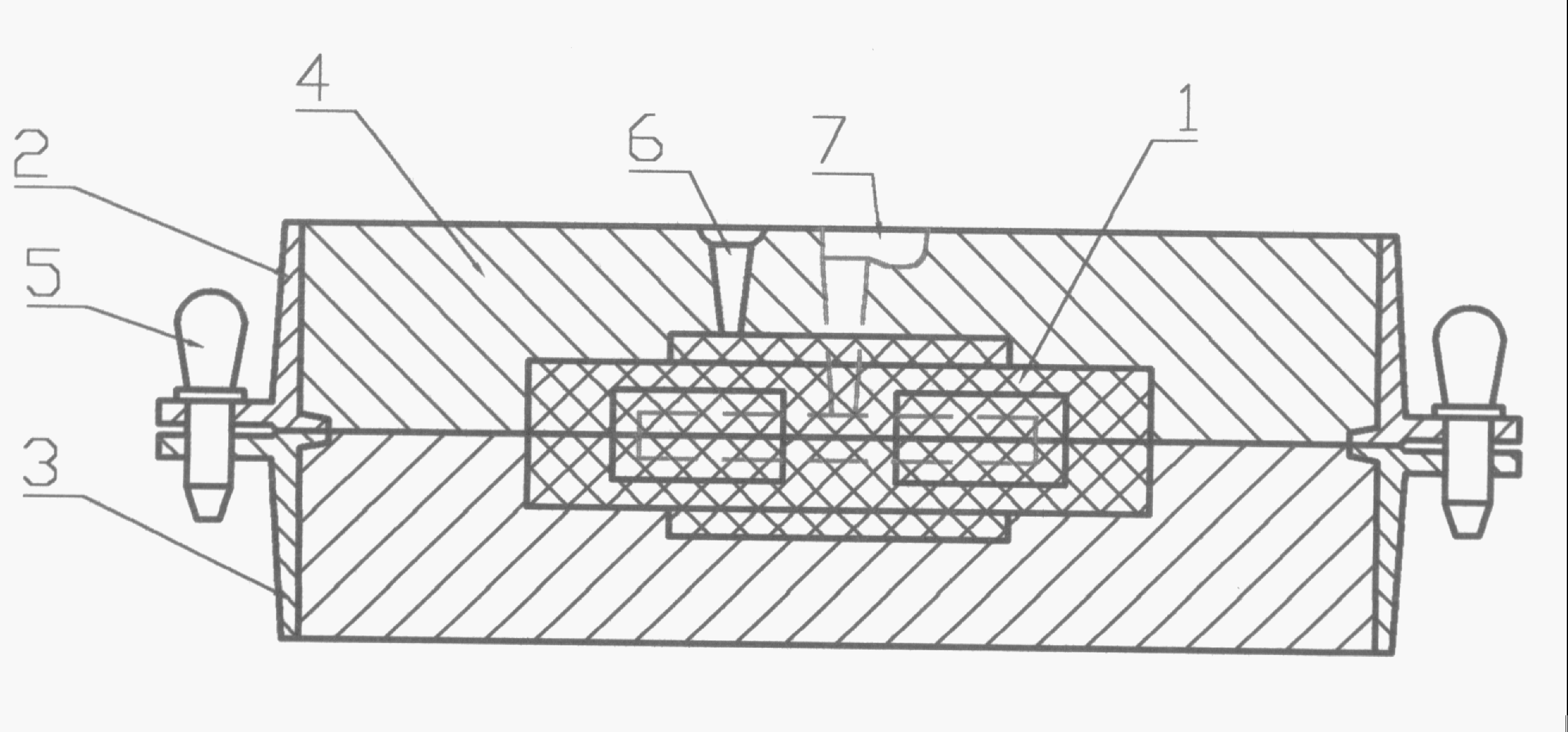
Szkic formy i zespołu modelowego

4
2
1 - wlew doprowadzający,
2 - wlew rozprowadzający,
3 - wlew główny,
4 - zbiornik wlewowy,
5 - kanał przelewowy,
6 - zbiornik przelewu,
10 - przykładowy odlew.
Wyszukiwarka
Podobne podstrony:
formy bezrdzeniowe, Techniki wytwarzania
FORMOWANIE MODELU BEZRDZENIOWEGO NATURALNEGO, Techniki wytwarzania
Materiałoznawstwo i Techniki Wytwarzania Struktury
Materiałoznawstwo i Techniki Wytwarzania Plan Laboratoriów
żelazo węgiel, techniki wytwarzania z materiałoznawstwem
obróbka rezcna, WIEDZA, BHP, techniki wytwarzania
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
techniki wytwarzania 4 03 13
Praca semestralna techniki wytwarzania sem II
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Techniki wytwarzania-drewno, Ukw, II Lic, Drewno, Wyk�?ady
Materiałoznastwo- odpowiedzi, PG inżynierka, Semestr 1, Materiałoznawstwo i techniki wytwarzania
Specjalne metody tloczenia, Studia, Techniki wytwarzania
Materiał2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 3B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 6B
cichosz,techniki wytwarzania,Obróbka elektrochemiczna?M
więcej podobnych podstron