Dobór naddatków i program obróbki załączonego wałka wielostopniowego
1. Dobór naddatków dla odkuwek:
a) Dla produkcji małoseryjnej i średnioseryjnej stosujemy odkuwkę swobodnie kutą, a naddatki dobieramy zgodnie ze schematem (Feld nowy) z rys.3.12, str.95 z tabeli 3.21 ze strony 100/101.
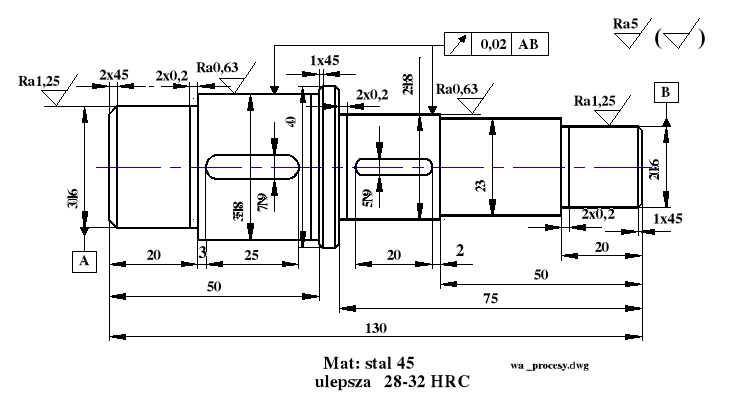
Dla długości wału do 250 mm i średnicy do 50mm naddatek dla każdej ze średnic wynosi 5±2 mm, naddatek dla długości wału wynosi 10±4 mm, zatem odkuwka swobodna będzie mieć średnice:
Φ30k6 - Φ35±2 Φ25h8 - Φ30±2
Φ35h8 - Φ40±2 Φ23 - Φ28±2
Φ40 - Φ45±2 Φ20k6 - Φ25±2
i długości:
cały wałek 130 -140±4, zaś strona lewa - wymiar 20 - 20±4, wymiar 50 - 50±4,
strona prawa - wymiar 20 - 20±4, wymiar 50 - 50±4 i wymiar 75 - 75±4 mm.
b) Dla produkcji średnioseryjnej i wielkoseryjnej stosujemy odkuwkę matrycową, dla której wykonania potrzebna jest matryca (str.100). Rozróżniamy 4 klasy odkuwek matrycowych::
Z - zwykła, P - podwyższona, D - dokładna, BD - bardzo dokładna
oraz dwa stopnie trudności wykonania z uwagi na rodzaj materiału:
M1 - zawartość węgla < 0,65% lub maksymalna zawartość (Mn + Ni + Cr + Mo + V + W) > 5%
M2 - zawartość węgla > 0,65% lub maksymalna zawartość (Mn + Ni + Cr + Mo + V + W) > 5%
Z uwagi na zwartość kształtu rozróżniamy 4 stopnie trudności wykonania w zależności od wartości stosunku ![]()
, w którym „m” - masa odkuwki, mb - masa bryły opisanej na odkuwce. Najczęściej jest to walec lub prostopadłościan opisany na bryle przedmiotu.
S1 = 0,63 - 1, S2 = 0,32 - 0,63, S3 = 0,16 - 0,32, S4 < 0,16
Przyjmujemy w naszym przypadku odkuwkę klasy P i dla stali 45 stopień trudności M1.
Masa części (γ=7,8kg/dm3) - 0,63 kg, masa bryły opisanej na wałku 1,99 kg, zatem wskaźnik zwartości kształtu S m/mb = 0,63/1,99 = 0,317.
Z tablicy 3.22 str.104 naddatki średnic i długości (dla największej średnicy i największej długości) wynoszą: dla D= 32-100 n=1,2. Jest to odchyłka jednostronna średnic, zatem odpowiednie średnice będą powiększone o dwie odchyłki, czyli o 2,4 mm. Zaś dla długości 130 z przedziału 100-160 odczytujemy, że n=1,3 mm.
Tolerancje odchyłek: dla wskaźnika zwartości kształtu S3 = 0,317, stopnia trudności M1 z tabl.3.25 str.107 mamy dla wszystkich średnic - odchyłka górna +0,7, dolna -0,4, dla wymiarów długości - górna + 0,8, dolna -0,4. Zatem wymiary średnic z odchyłkami są następujące:

Wymiary długościowe wynoszą:
![]()
Pochylenia ścianek na powierzchniach prostopadłych do kierunku kucia wynoszą zwykle 6o (pochylenie 1:10), przy kuciu na kuźniarkach jest mniejsze i wynosi 1-3o (pochylenie 1:50 lub 1:20). Dla wysokich ścianek kutych pod młotem wynosi 9o (1:6).
W produkcji wielkoseryjnej i masowej naddatki powinny być ustalone, niezależnie od sposobu wykonania półfabrykatu metodą anlityczno-obliczeniową (Feld str.232). Pamiętajmy, że seryjność produkcji określa podana niżej tabela:
|
|
Wielkość produkcji |
|
Rodzaj produkcji |
|
Wyroby |
|
|
ciężkie |
średnie |
lekkie |
jednostkowa |
do 5 |
do 10 |
do 50 |
małoseryjna |
5-100 |
10-200 |
50-500 |
seryjna |
100-300 |
200-500 |
500-5000 |
wielkoseryjna |
300-1000 |
500-5000 |
5000-50000 |
masowa |
>1000 |
>5000 |
>50000 |
2. Dobór naddatków dla prętów walcowanych:
Metoda analityczno-obliczeniowa w odniesieniu do prętów hutniczych polega na:
- obliczeniu ![]()
, gdzie Tpf - tolerancja wymiaru półfabrykatu, T - tolerancja gotowej części,
- dla obliczonego K0 ustala się liczbę operacji:
- K0 ≤ 10 stosujemy jedną operację,
- 10< K0 ≤ 50 stosujemy 2 operacje,
- K0 > 50 stosujemy 3 operacje,
- oblicza się nominalny naddatek na jedną operację na podstawie błędów półfabrykatu lub błędów przedmiotu z poprzedniej operacji. Dla półfabrykatu są to odchyłki z indeksami:
- Tpf - tolerancja wymiaru półfabrykatu,
- Rzpf - średnia wysokość chropowatości półfabrykatu,
- Wpf - głębokość warstwy wadliwej,
- Spf - normatyw wypadkowego odchylenia przestrzennego,
- ez - błąd ustalania części.
Naddatek jednostronny oblicza się ze wzoru:
g1nom = Tpf + Rzpf + Wpf + Spf + ez
zaś dwustronny
2g = Tpf + 2(Rzpf + Wpf ) + 2(Spf + ez)
Wartości naddatków podaje się albo w postaci normatywów podstawowych składowych (T, R, W, S, e), które należy zsumować samemu np. tabl.6.5 str.238 lub jako normatywy naddatków operacyjnych, gdzie jest podane g lub 2g już zsumowane np. tabl.6.6, str.240. Feld podaje te naddatki dla prętów ze stali węglowej.
Dla rozpatrywanego wałka skorzystamy z tabeli 6.6 na str.240 i dla długości 130 dobierzemy naddatki dla obróbki zgrubnej i kształtującej:
dla Φ 40 - 2,2 + 0,5 = 2,7 i otrzymujemy średnicę Φ 42,7
Ponieważ jest to największa średnica pręta pozostałe średnice można wykonać, gdyż naddatek przewyższa wartość wymaganą.
Z tabeli 2, str.68 dobieram pręt walcowany zwykłej dokładności wykonania Φ 43±0,8 lub dla dokładności podwyższonej Φ43±0,6 lub dla dokładności wysokiej Φ43±0,4. Z tabeli 6.6. str.240 dobrze jest dobrać największy zalecany posuw narzędzia.
Dla powierzchni czołowych do Poradnika inżyniera obróbki skrawaniem, t.II, str.658, tabl. XIX-6 i odczytać:
- strata na przecinanie - 3,5 mm,
- tolerancja przecinania 0,9 mm,
- naddatek na obróbkę średnio dokładną 0,7 mm na stronę,
- tolerancja po obróbce średnio dokładnej 0,2 mm na stronę.
Zatem należy uciąć pręt z naddatkiem 2x(0,9+07)=3,2 mm. Długość pręta wyniesie zatem 133,2 mm.
Dla produkcji jednostkowej i małoseryjnej i dla półfabrykatu hutniczego dobieramy pręt walcowany na podstawie normatywów zakładowych. Przykład doboru naddatków zawierają tablice 6.1 do 6.4 ze str.233 do 236. Dla największej średnicy Φ40 z tabl. 6.1 dobieram dla długości l=100-250 i dla średnicy D=30-50
- na toczenie zgrubne naddatek - 3,5-0,6
na toczenie kształtujące naddatek - 1,4-0,17
Sumaryczny naddatek na średnicy wynosi zatem - 4,9 mm. Zatem wyjściowa średnica pręta powinna wynosić na podstawie tabl.2 str.68 Φ45±0,8 dla dokładności zwykłej, Φ45±0,6 dla dokładności podwyższonej, Φ45±0,4 dla dokładności wysokiej.
Naddatek na obróbkę kształtującą dla powierzchni czołowych dobieram z tabeli 6.3 str.236 i dla l=120-260 i D=18-50 wynosi on 1,1 mm na stronę. Biorąc pod uwagę tolerancję przecinania należy uciąć pręt z naddatkiem 2x(1,1+0,7)=3,6 mm. Czyli długość pręta wynosi 133,6 mm.
Proces technologiczny
Zakładamy produkcję małoseryjną: Jeśli przedmiot zaliczymy do grupy wyrobów średnich będzie to 10-200 szt. w partii, jeśli do lekkich to 50-500 szt. w partii.
Dobór naddatku z tabl.6.1, str.233 i tabl.6.3, str.236 jak podano poprzednio. Dla dokładności podwyższonej pręta jest:
średnica pręta z tabl.2, str.68 - Φ45±0,6
długość pręta po ucięciu - 133,6-1,4.
Ponieważ materiałem wyjściowym jest stal 45, która ma być ulepszona do twardości 28-32 HRC to obróbkę można przeprowadzić na dwa sposoby:
a) ulepszyć pręt po ucięciu go na wymiar,
b) ulepszyć wałek po obróbce kształtującej, a przed obróbką wykańczającą.
Będziemy prowadzić obróbkę według 2-go sposobu.
Operacja 10 - ucinanie pręta na pile tarczowej.
Poradnik inżyniera obróbki skrawaniem (tabl. XIX-10 str.666, t-II) podaje dla długości pręta l=100-160 i średnicy D=25-40:
- strata na zamocowanie - 55 mm,
- średnica piły - 400 mm,
- szerokość ostrza piły - 5 mm,
- strata na przecinanie - 5,5 mm,
- tolerancja długości przy przecinaniu w pakietach - 0,7 mm.
Parametry skrawania:
Choroszy nowy: str.281 v=15 do 30 m/min.
posuw dobieramy jak dla przecinania frezem piłkowym z Poradnika inż. obr. skrawaniem t-II, str.203, tabl. XVI-134 - posuw na ząb fz=0,007-0,01 mm/ząb.
Operacja 20 - prostowanie pręta.
Operacja 30 - nakiełkowanie i planowanie czół.
Operację tę prowadzimy zwykle na tokarce lub na frezarko-nakiełczarce. Tutaj założymy, że dysponujemy frezarko-nakiełczarką. Przedmiot ustalamy i mocujemy w dwóch pryzmach. Najpierw planujemy czoła wałka do wymiaru l=130 mm.
Narzędzie: głowica fezarska z katalogu Corokey (Sandwik 1999 - 5), str.121 - D=63mm, oznaczenie głowicy R390-063Q22-17M - liczba ostrzy 5, płytki dobieram ze strony 129, płytka R390-17 04 08 M-PL 1025. Z tej samej strony katalogu dobieram zalecane przez producenta narzędzi parametry skrawania - Vc=345 m/min i posuw fz=0,08 mm/ząb
Nawiercanie prowadzi się na tej samej obrabiarce jako kolejny zabieg po planowaniu czół. Dla wałka Φ40 dobieram nakiełek A2,5 np. z tabl. XXIII-2, str.226 (Poradnik t.III). Omówić inne nakiełki
Parametry obróbki jak dla wiercenia wiertłem ze stali SS, zatem np. v=30 m/min, posuw f=0,09 mm/obr. (Por. inż obr. skrawaniem t.II, tabela XVI-86, str.176).
Przy nawiercaniu zatoczymy jeszcze jedną stronę wałka do Φ40, aby mieć przygotowaną bazową powierzchnię do następnej operacji
Narzędzie: nóż tokarski typu T-MAX P (Katalog Corokey 5, str.51) nóż C3-PSSNR-22 032-12 z płytką CNMM 12 04 08 - PR (str.27). Parametry obróbki - vc=280 m/min, fn=0,4 mm/obr. Ponieważ jest to toczenie obracającą się oprawką i prędkość obrotowa wynosiłaby 1800 obr/min, zmniejszam prędkość obrotową do 1000 obr/min, wtedy v=157 m/min, zaś posuw jak dla nawiertaka f=0,09 mm/obr.
Operacja 40 toczenie zgrubne
Przedmiot mocujemy w uchwycie 3-szczękowym za zatoczoną powierzchnię i podpieramy kłem.
- toczyć Φ41,4 na długości 84 (zostawiamy naddatek 1,4 mm na obróbkę kształtującą średnicy 40)
- toczyć Φ32, a następnie Φ26,7 na długości odpowiednio 70, a następnie na długości 67 (pozostaje 1,3 mm na obróbkę kształtującą i 0,4 mm na szlifowanie),
- toczyć Φ24,3 na długości 48 (zostaje 1,3 na obróbkę kształtującą),
- toczyć Φ21,7 na długości 17 (pozostaje 1,3 + 0,4).
Odwrócić przedmiot
Przedmiot mocujemy w uchwycie 3 szczękowym za Φ24,3 i podpieramy kłem.
- toczyć Φ36,8 na długości 46 (zostaje 1,4 + 0,4),
- toczyć Φ31,7 na długości 16,5 (zostaje 1,3 + 0,4).
Narzędzia: nóż tokarski typu T-MAX P - symbol PSSNR 32x32 P15 (Corokey 5 str.50) z płytką SNMG 15 06 08 - PR (str.25) i z tej samej tabeli dobieram parametry obróbki: vc = 310 m/min i fn = 0,35 mm/obr.
Operacja 50 toczenie kształtujące
Przedmiot ustalamy w kłach (stały i obrotowy), a napęd przenosimy poprzez zabierak za średnicę Φ31,7
- toczyć Φ25,4 do wymiaru 75 (zostaje 0,4 na szlifowanie),
- toczyć Φ23 do wymiaru 50 (na gotowo),
- toczyć Φ20,4 do wymiaru 20,
- toczyć 2 podcięcia 2x0,2,
- toczyć skosy 1x45o,
Odwrócić przedmiot: ustalić przedmiot w kłach, moment przenosimy przez zabierak za Φ23
- toczyć Φ35,4 do wymiaru 50,
- toczyć Φ30,4 do wymiaru 20,
- toczyć 2 podcięcia 2x0,2,
- toczyć 2 fazy 1x45o i 2x45o.
Narzędzia:
Do toczenia wzdłużnego: nóż tokarski typu T-MAX P - symbol PCLNR 25x25 M09, (str.48) z płytką CNMG 09 03 04 (str.23). Parametry (str.23) - vc=375 m/min, fn=0,2 mm/obr.
Do toczenia podcięć: płytka N 151.2-200-20-5G/ GC 40 25 (str.99) o szerokości ostrza 2mm z listwą 151.2-21-20 i z blokiem mocującym 151.2-2020-21M (str.104). Parametry skrawania ze str.99) vc = 175 m/min, fnx= 0,06 mm/obr.
Do toczenia faz: nóż PSSNR 25x25 M12 (str.46) SNMG 12 04 08-PM (str.23). Parametry skrawania v=325 m/min, fn = 0,3 mm/obr.
Operacja 60: frezowanie rowków 7N9 i 5N9 na frezarce pionowej. Przedmiot ustalamy w pryźmie.
- frezować rowek 7N9 na długości 25 mm i głębokość 3,4 mm (3,2 gł. rowka + 0,2 na szlif.)
- frezować rowek 5N9 na dł 20 i gł. 2,4 (2,2 + 0,2)
Narzędzia: frez palcowy NFPg Φ7 i NFPgΦ5 (Por. inż. obr. skrawaniem str.510, tab. X-27)
Parametry: vc = 27 m/min, fz = 0,006 mm/ząb dla stali SS (Por. inż. obr. skrawaniem, str.517, tabl. X-36),
Operacja 70: ulepszanie cieplne
Operacja 80: prostowanie (w razie potrzeby)
Operacja 90: szlifowanie nakiełków - szlifierka do nakiełków
Operacja 100: szlifowanie wałka - szlifierka pozioma do wałków, ustalanie pomiędzy kłami stałymi, przenoszenie momentu przez zabierak,
- szlifować Φ20k6,
- szlifować Φ25 h8
Odwrócić przedmiot:
- szlifować Φ30k6,
- szlifować Φ35h8.
Narzędzie: ściernica T1A Φ300x13x127 - 95A 36 - L 5 VBE, (Mat. i wyroby ścierne + Por. inż. obr. skrawaniem str.533, t.I). W oznaczeniu: T1A - kształt ściernicy - walcowa płaska, Φ300x13x127 - wymiary, 95A - rodzaj materiału - elektrokorund, 36 - wielkość ziarna, L - twardość, 5 - struktura, VBE - rodzaj spoiwa - ceramiczne
Parametry skrawania: prędkość obwodowa ściernicy - 30 m/s (Mat. i wyroby ścierne), prędkość obwodowa przedmiotu - 20 m/min, posuw wzdłużny 8 mm/obrót, dosuw wgłębny 0,025 mm/skok (Por. inż. obr. skrawaniem t.II, str.206-207, tabl. XVI-137 do XVI-139.
Operacja 110: - kontrola
odkuwki.doc
8
Wyszukiwarka
Podobne podstrony:
Dobór naddatków na obróbkę elementu odlewanego - Projekt, Uczelnia, Technologia budowy maszyn
Projekt, Proces-technologiczny-wałka, POLITECHNIKA
projektowanie procesów technologicznych F
karta ins3, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
Projektowanie Procesów Technologicznych (2)
projektowanie procesow technologicznych
Projekt procesow technologicznych zakres egzamin
Ściaga PPT pytania, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologi
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO ELEMENTU FREZOWANEGO SIŁOWNIKA
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO ELEMENTU FREZOWANEGO SIŁOWNIKA
Projektowanie procesów technologicznych dla części klasy
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
Karta Technologiczna (wydruk do uzupelnienia), Projektowanie procesów technologicznych
HDPE, Projektowanie procesów technologicznych
karta tech, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
Ściaga PPT całość, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologic
Automatyzacja projektowania procesów technologicznych, Materiały
więcej podobnych podstron