Wydział Mechatroniki i Budowy Maszyn Kierunek: MECHANIKA I BUDOWA MASZYN |
|||
Laboratorium spawalnictwa |
|||
Temat: Spawanie metodą Mig-Mag, spawanie metodą Tig.
|
|||
Wykonał: |
Bartosz Chmura |
Data wykonania: |
.2010 |
Grupa: |
202M L04 |
Ocena: |
|
CHARAKTERYSTYKA METOD
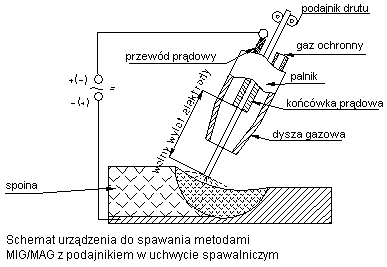
MIG (Metal Inert Gas)- jest to metoda spawania w której źródłem ciepła jest łuk elektryczny, osłonięty gazami obojętnymi (argon, hel), mającymi za zadanie podwyższanie temperatury i ochronę przed dostępem powietrza. Może być prowadzona prądem stałym lub przemiennym. Metodę tą stosuje się do stali wysokotemperaturowych (stale nierdzewne, żaro- i kwasoodporne,) i metali nieżelaznych (aluminium, magnez, miedź, tytan, brązy), przy czym metale i stopy nieżelazne spawa się bez topników, używając gołego drutu albo spoiwa. Przez drut o małej średnicy(0,8-2,4mm) płynie prąd o znacznie wyższych niż przy spawaniu łukowym zwykłym, a duża gęstość sprawia, że łuk wtapia się w metal rodzimy na znaczną głębokość, tak że rowek spoiny może być bardzo wąski. Zawartość gazu biorąca udział w procesie spawania zależna jest od materiału rodzimego (do stali stopowych i metali nieżelaznych ciężkich do Argonu o czystości 99,99%dodaje się 1-3% tlenu, lub stosuje się Argon o czystości 97%, natomiast do spawania aluminium i stopów lekkich stosuje się argon o czystości 99,99%) oraz od jeziorka topionego metalu i wynosi 15-25 l/min.MAG (Metal Active Gas)- jest to metoda spawania, w osłonie gazów aktywnych(CO2, H2, O2, N2, i NO), pozwalających na zastosowanie na elektrodzie bardzo dużego natężenia (100-400A). Łuk w osłonie CO2 charakteryzuje się głębokim wtopem, można więc spawać bez ukosowania. Metody tej używa się wyłącznie do stali węglowych, nawet o znacznej grubości. Źródłem prądu jest prostownik o płaskiej charakterystyce. Ponieważ drut topi się bardzo szybko, posuw drutu jest znaczny i wynosi 100-700m/h, przy czym jest on podawany ze stałą szybkością niezależną od napięcia. Elektroda połączona z biegunem ujemnym jest wykonana ze spoiwa o dużej zawartości krzemu i manganu (0,6%Si i 0,9% Mn), przeciwdziałającym utlenianiu metalu spoiny. Konieczność ta spowodowana jest rozkładem w łuku gazu CO2 na CO i O2 . Dostarczanie gazu odbywa się z prędkością 8-20l/min (pod ciśnieniem 1-1,5 atmosfery).
TIG (Tungsten Inert Gas)- metoda spawania łukiem jarzącym się między elektrodą wolframową osłoniętą strumieniem gazu obojętnego, najczęściej argonu. Elektroda nie ulega stapianiu. Łuk elektryczny zostaje zainicjowany albo poprzez potarcie elektrodą wolframową w materiał spawany albo bezdotykowo dzięki działaniu układu jonizatora. W spawaniu TIG uchwyt spawalniczy jest pchany jedną ręką, podczas gdy druga podaje materiał dodatkowy w postaci pręta. Zadaniem operatora jest po wstępnym rozgrzaniu materiału utrzymanie stałej długości łuku. Spawanie odbywa się bez dodawania spoiwa (cienkie elementy) lub z dodawaniem spoiwa topionego w łuku jednocześnie z metalem rodzimym. Elektrody wolframowe wytwarzane są z czystego, sproszkowanego wolframu poprzez spiekanie go w atmosferze wodoru. Stosuje się również domieszki dwutlenku toru (ThO2) - 1 do 2%, co zwiększa obciążalność elektrody o 25% oraz jej zużycie aż o około 50%. Jeżeli elektroda ma biegunowość ujemną, jest ona źródłem emisji elektronów i jonizacji gazu, jej temperatura wynosi około 3300OC a łuk ma napięcie od 9 do 14V. Natomiast gdy elektroda ma biegunowość dodatnią, ulega ona szybkiemu zniszczeniu gdyż bombardowana jest strumieniem elektronów z przedmiotu. Przy takiej polaryzacji napięcie łuku wzrasta o 3 do 7V w stosunku do poprzedniego przypadku. Jest to podstawowa metoda łączenia konstrukcji ze stali wysokostopowych, stali specjalnych, stopów niklu, tytanu i innych. Spawanie przeprowadzane jest prądem stałym lub przemiennym (do metali ciężkich stosuje się prąd stały (natężenie zależy od średnicy elektrody) i elektrodę torowaną o biegunowości ujemnej).
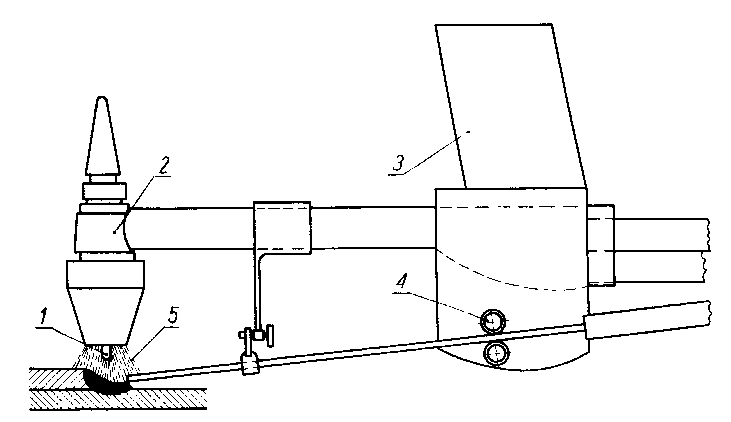
Spawanie półautomatyczne metodą TIG
elektroda wolframowa, 2 - uchwyt,
3 - podajnik drutu z silnikiem, 4 - rolki napędzające drut, 5 - osłona argonowa
PARAMETRY SPAWANIA
Podstawowe parametry procesu spawania metodą MIG/MAG
Rodzaj i biegunowość prądu spawania- w metodzie MIG/MAG stosuje się prąd stały o biegunowości dodatniej, co powoduje intensywne stapianie drutu spawalniczego.
Półautomaty spawalnicze wyższej klasy umożliwiają spawanie prądem pulsującym, a nawet prądem o podwójnej pulsacji. Między drutem a spoiną jarzy się wówczas łuk o małej mocy, zasilany prądem podstawowym (bazowym), przerywany impulsami o bardzo wysokim natężeniu prądu. Wszystkie parametry są tak dobrane, aby w czasie niskiego prądu następowało uformowanie jednej kropli ciekłego metalu na końcu drutu, a następnie jej bez zwarciowe przeniesienie w sposób natryskowy do spoiny w czasie wysokiego impulsu. Pierwotnie spawanie prądem pulsującym było wykorzystywanie do spawania aluminium oraz stali nierdzewnych. Największą korzyścią spawania prądem pulsującym jest spoina wolna od odprysków o prawidłowym przekroju bez porowatości. W przypadku związków niklu oraz innych trudno spawalnych materiałów, ułatwia to również pracę spawacza.Natężenie i napięcie łuku - półautomaty spawalnicze mają płaskie charakterystyki napięciowe źródła prądu, przez co parametrem bezpośrednio regulowanym jest napięcie łuku. Natężenie prądu spawania jest natomiast uzależnione od wartości nastawionego napięcia, ale także od szybkości podawania drutu i jego średnicy. Wartość napięcia może być regulowana w migomatach skokowo lub płynnie. Wyższa wartość napięcia to dłuższy łuk, co powoduje mniejszą głębokość wtopienia i szersze lico spoiny. Zbyt duże napięcie zwiększa rozprysk, porowatość, ryzyko podtopień i przyklejeń. Zbyt małe napięcie może spowodować niestabilność procesu.
Prędkość podawania drutu - to drugi obok napięcia łuku podstawowy parametr nastawiany podczas spawania półautomatem. Przy danej wartości napięcia łuku należy tak nastawić prędkość podawania drutu aby jego stapianie miało stabilny przebieg.
Rodzaj i średnica drutu - rodzaj drutu dobiera się w zależności od spawanego materiału. Drut spawalniczy występuje w średnicach: 0,6mm, 0,8mm, 1,0mm, 1,2mm, 1,6mm i dobiera się w zależności od grubości spawanego elementu i pozycji spawania. Istotna jest gęstość prądu płynącego przez drut spawalniczy. Im mniejsza średnica tym większa gęstość i większa głębokość wtopienia. Gęstość prądu ma również wpływ na charakter przenoszenia metalu w łuku spawalniczym.
Rodzaj i natężenie przepływu gazu osłonowego - rodzaj gazu osłonowego ma bardzo duży wpływ na przebieg procesu spawania. Stale niestopowe i niskostopowe spawa się głównie w osłonie mieszanek aktywnych na bazie argonu z dodatkiem CO2 lub CO2 i O2 co daje lepszą jakość spoin i wydajność niż przy użyciu samego CO2, który to gaz zaleca się używać tylko do stali niskowęglowych.
W osłonie gazów obojętnych takich jak argon, hel i ich mieszanki można spawać wszystkie metale, ale praktycznie używa się ich do spawania metali podatnych na utlenianie, takich jak Al, Mg, Cu, Ti, Zr i ich stopów.
Stale wysokostopowe również można spawać w samych gazach obojętnych, ale proces przebiega korzystniej w mieszance argonu z dodatkiem 1÷3% O2 lub 2÷4% CO2.
Natężenie przepływu gazu osłonowego powinno być tak dobrane, aby zapewnić skuteczną osłonę łuku spawalniczego i jeziorka, nawet w przypadku niewielkich przeciągów powietrza. Orientacyjnie można przyjąć zasadę, aby natężenie przepływu wynosiło 1,0 litr/min. na każdy milimetr średnicy dyszy gazowej.Wolny wylot - czyli długość wysunięcia drutu mierzona jako odległość od topiącego się końca drutu do końcówki prądowej. Wolny wylot drutu spawacz reguluje wysokością trzymania uchwytu nad spawanym przedmiotem. Długość wysunięcia drutu wpływa na intensywność podgrzania drutu na długości między końcówką prądową a stapiającym się końcem drutu, a więc o jego temperaturze i prędkości stapiania. W związku z tym, ze wzrostem długości wolnego wylotu elektrody, przy tym samym natężeniu prądu, znacznie wzrasta wydajność stapiania elektrody, a więc wyższe są prędkości spawania. Zbyt duża wartość wysunięcia drutu zaburza stabilność łuku, aż do powstania tzw. "strzelania" i zwiększonego rozprysku. Za krótki wolny wylot prowadzi do jarzenia łuku zbyt blisko końcówki prądowej i może prowadzić do przyklejenia się drutu i zniszczenia końcówki.
Długość wolnego wylotu jest uzależniona m.in. od rodzaju i średnicy drutu, natężenia prądu i napięcia łuku. Przykładowo podczas spawania metodą MAG łukiem zwarciowym optymalna długość wynosi 6÷15mm, a przy łuku natryskowym 18÷25mm.Prędkość spawania - to szybkość przemieszczania końca drutu z jarzącym się łukiem. Prędkość jest parametrem wynikowym dla danego natężenia prądu i napięcia łuku, przy zachowaniu właściwego kształtu spoiny. Gdy prędkość spawania ma być nawet nieznacznie zmieniona, należy zmienić prędkość podawania drutu lub napięcie łuku w celu utrzymania stałego kształtu spoiny. Prędkość spawania ręcznego zwykle mieści się w zakresie 0,25÷1,3 m/min.
Pochylenie uchwytu - pochylenie uchwytu zależy m.in. od rodzaju złącza i spoiny oraz pozycji spawania. Pochylenie decyduje o głębokości wtopienia oraz szerokości i kształcie lica spoiny. Pochylenie uchwytu w kierunku zgodnym z kierunkiem spawania daje większą głębokość wtopienia przy mniejszej szerokości spoiny. Pochylenie w kierunku przeciwnym zmniejsza głębokość wtopienia a lico spoiny jest wyższe i szersze, co pozwala na spawanie cieńszych materiałów.
Parametry spawania metodą TIG
Rodzaj i biegunowość prądu spawania
-przy prowadzeniu spawania prądem stałym (TIG-DC) stosuje się na elektrodzie biegunowość ujemną, w celu wydłużenia żywotności elektrody i zapobiegnięcia nadmiernemu rozgrzaniu się uchwytu. Metoda ta nie nadaje Siudo łączenia aluminium i magnezu oraz ich stopów- używany jest wówczas prąd przemienny.
-przy spawaniu z użyciem prądu przemiennego (TIG-AC) w miejsce prądu przemiennego sinusoidalnego 50 Hz stosowany jest prąd przemienny prostokątny, dający większą stabilność i kontrolę nad procesem spawania.
Natężenie prądu spawania
Jest dobierana w zależności od rodzaju i grubości spawanego materiału, średnicy i rodzaju elektrody nietopliwej, biegunowości prądu, rodzaju gazu osłonowego i pozycji spawania.
Zmiana natężenia ma bezpośredni wpływ na głębokość wtopienia i szerokość spoiny, jednak zastosowanie zbyt dużego natężenia ma negatywny wpływ na końcówkę elektrody- ta ulega nadtopieniu.Rodzaj i średnica elektrody nietopliwej
podstawowym materiałem elektrod jest wolfram, jednak w celu zwiększenia trwałości elektrod, łatwości zajarzenia łuku i zwiększenia stabilności jarzenia się łuku stosuje się dodatki: toru, cyrkonu, ceru. Średnicę dobiera się na podstawie rodzaju, natężenia i biegunowości prądu.
Rodzaj i natężenie przepływu gazu osłonowego
najczęściej stosowanym gazem osłonowym jest argon lub mieszanka argon-hel, rzadziej sam hel, który podnosi energię cieplną łuku i szybkość spawania, ale pogarsza stabilność łuku.
Natężenie przepływu gazu jest związane z jego rodzajem i natężeniem prądu. W typowych warunkach natężenie przepływu argonu wynosi 8÷16 litrów/min.Prędkość spawania
Jest to szybkość przemieszczania końca elektrody z jarzącym się łukiem. Prędkość zależy od wielu czynników i prawidłowy jej dobór zależy od umiejętności spawacza. Prędkość spawania wpływa na głębokość przetopienia i szerokość spoiny. Zwykle mieści się w zakresie 0,1÷0,3 m/min.
Rodzaj i wymiary materiału dodatkowego (spoiwa)
spoiwo do spawania TIG może mieć postać drutu, pałeczki, taśmy lub wkładki stapianej bezpośrednio w złączu. Do spawania ręcznego stosowane są druty lub pręty proste o średnicy 0,5÷8,0 mm i o długości 500÷1000mm. Jako materiały dodatkowe do spawania TIG w większości przypadków stosowane są materiały o tym samym składzie chemicznym, co spawany materiał. W niektórych przypadkach konieczne jest zastosowanie materiału dodatkowego o innym składzie chemicznym niż spawany materiał, np. do spawania stali odpornych na korozję typu 9% Ni stosuje się stopy niklu; mosiądze spawa się brązami aluminiowymi, fosforowymi lub krzemowymi. Zazwyczaj dąży się jednak do tego, aby materiał dodatkowy miał lepsze własności niż materiał spawany.
W metodzie TIG nie zawsze wymagane jest podawanie spoiwa - możliwe jest spajanie materiału tylko za pomocą stopienia samych krawędzi spawanych przedmiotów.Pochylenie elektrody i spoiwa
pochylenie elektrody i dodatkowego spoiwa w stosunku do wykonywanego złącza zależy m.in. od rodzaju złącza i spoiny oraz pozycji spawania.
WNIOSKI
Spawanie TIG prowadzone może być we wszystkich pozycjach, ręcznie, półautomatycznie lub automatycznie. Spawane brzegi przedmiotów muszą być dokładnie przygotowane, tak aby nie ulegały odkształceniu w czasie spawania, zmieniając przez to np. odstęp i kąt ukosowania rowka spawalniczego. Stosuje się w tym celu sczepianie spoinami sczepnymi o długości 10÷30mm i odstępie 10÷60mm, w zależności od sztywności (grubości) spawanych przedmiotów, lub mocowanie w specjalnych przyrządach z podkładkami formującymi grań. W celu uniknięcia odkształcenia kątowego złącza, występującego często przy spawaniu cienkich blach, należy zastosować wstępne odkształcenie brzegów blach pod takim kątem, by naprężenia spawalnicze sprawiły, że złącze po spawaniu jest płaskie.
Przed przystąpieniem do spawania migomatem należy dobrać podstawowe parametry spawania.
Zajarzenie łuku następuje po naciśnięciu przycisku na uchwycie spawalniczym. Zajarzenie ma charakter kontaktowy. Wysuwający się drut z zadaną prędkością stapia się i dzięki zjawisku samoregulacji długość łuku pozostaje w przybliżeniu stała. Po rozpoczęciu spawania należy uchwyt spawalniczy przemieszczać równomiernie wzdłuż spoiny. Należy obserwować kształt spoiny, utrzymywać stałą pozycję oraz odległość uchwytu od spawanego elementu
Wyszukiwarka
Podobne podstrony:
janus,procesy i techniki wytwarzania I, spawanie MIG MAG TIG
mig,mag,tig
MIG MAG TIG sprawozdanie
MIG MAG TIG OCIS
mig mag tig, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
MIG MAG TIG OCIS
sprawozdanie mig mag tig, Spawanie, TIG
Jaki wybrać gaz osłonowy do spawania TIG a jaki do spawania MIG MAG
Technika spawania MIG MAG Poradnik eSpawarka pl ICD
Materiałoznawstwo i Techniki Wytwarzania Struktury
Materiałoznawstwo i Techniki Wytwarzania Plan Laboratoriów
żelazo węgiel, techniki wytwarzania z materiałoznawstwem
obróbka rezcna, WIEDZA, BHP, techniki wytwarzania
MIG MAG sprawko
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
techniki wytwarzania 4 03 13
Praca semestralna techniki wytwarzania sem II
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
więcej podobnych podstron