POLITECHNIKA LUBELSKA |
WYDZIAŁ MECHANICZNY |
Str. |
||
|
|
1 |
||
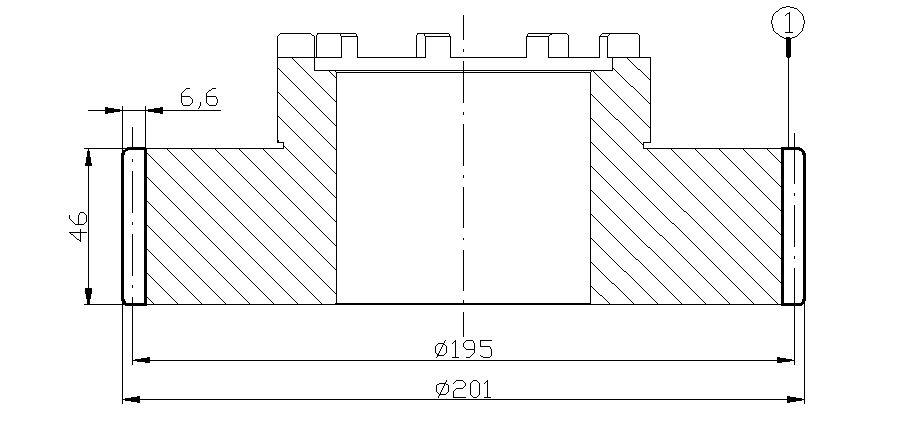
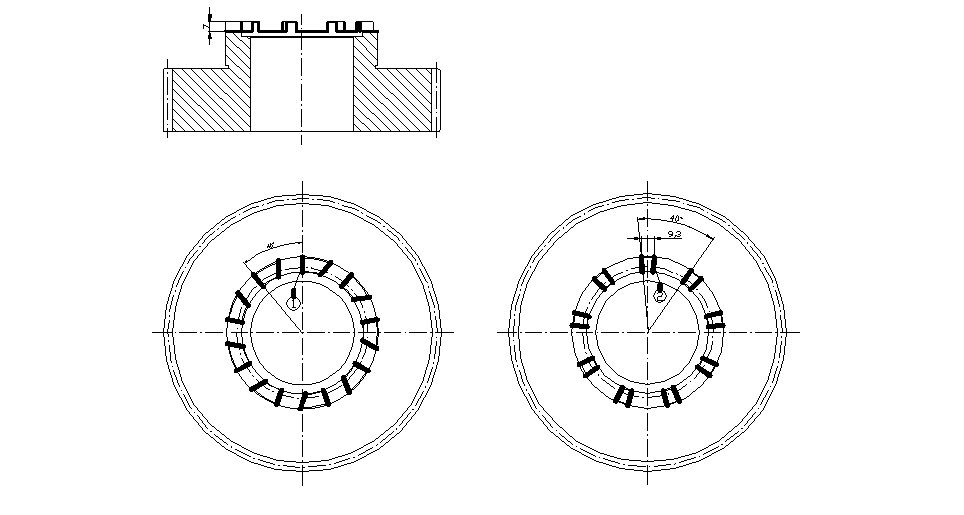
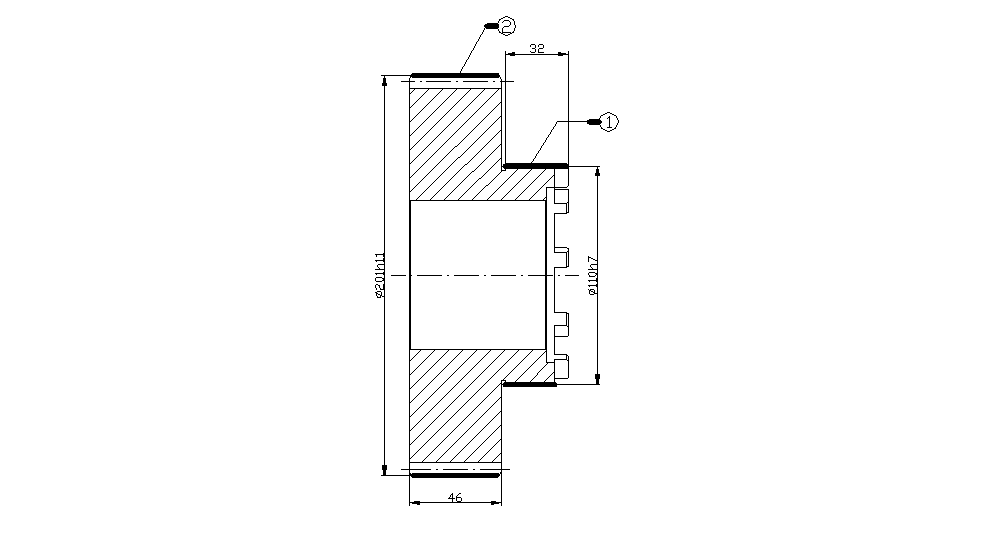
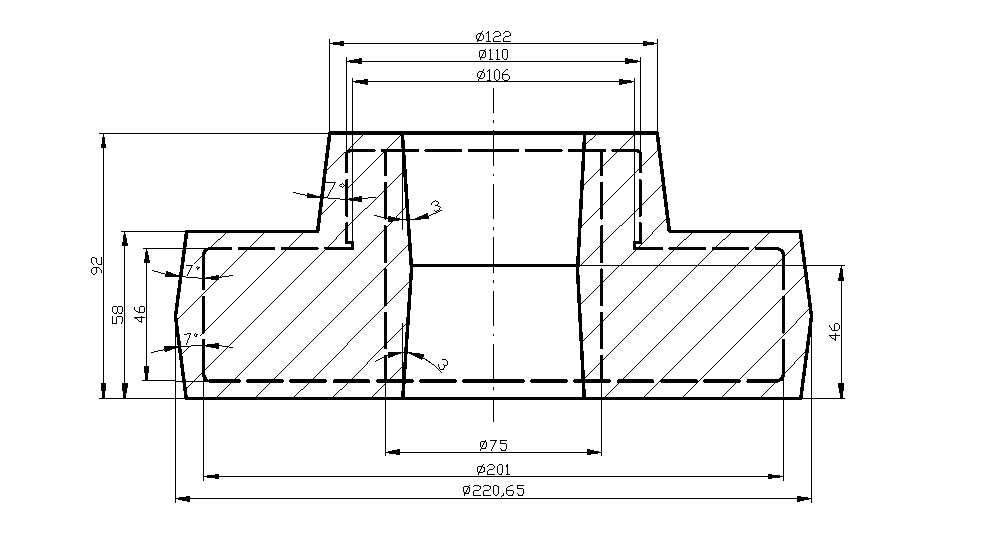
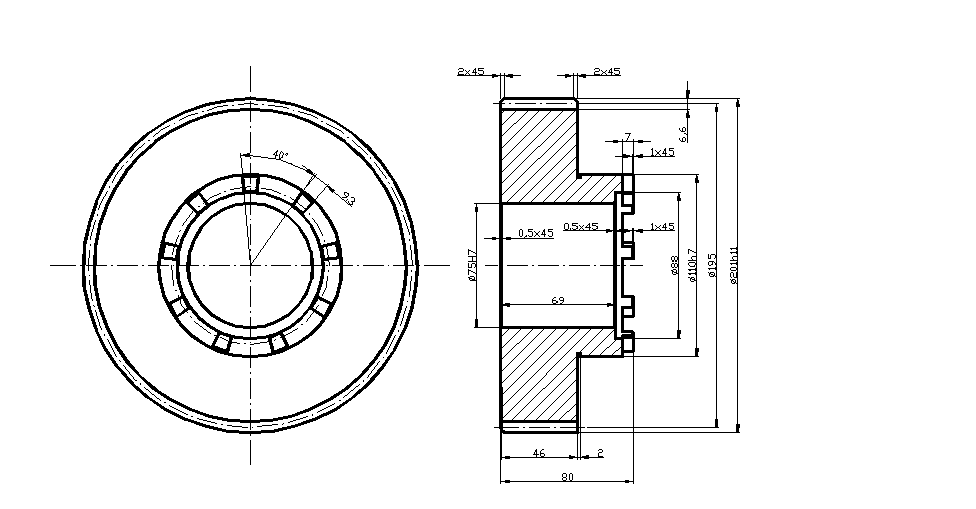
PROCES TECHNOLOGICZNY OBRÓBKI
CZĘŚCI TYPU Koło zębate
NUMER RYSUNKU T.1.11
|
||||
TECHNOLOG |
DATA |
SPRAWDZAJĄCY |
||
Paweł Gorzym |
5. VI. 2001 r. |
|
||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
PROCES TECHNOLOGICZNY - spis dokumentacji |
Str. |
||||
|
|
3 |
||||
Spis dokumentów procesu technologicznego |
||||||
L.p. |
Nazwa dokumentu |
Strona dokumentu w procesie technologicznym |
Ilość sztuk |
Nazwa części:
Koło zębate |
||
1 |
Rysunek wykonawczy obrabianej części |
2 |
1 |
|
||
2 |
Karta tytułowa |
1 |
1 |
|
||
3 |
Karta procesu technologicznego - spis dokumentacji |
3 |
1 |
Założona wielkość produkcji (sztuk):
1000 |
||
4 |
Karta technologiczna zbiorcza (plan operacji) |
4 |
1 |
|
||
5 |
Karta półfabrykatu |
5 |
1 |
|
||
6 |
Karta operacyjna |
7,8,10,11,12,13 |
6 |
|
||
7 |
Karta uzbrojenia obrabiarki |
9 |
1 |
Proces zawiera stron:
19 |
||
8 |
Instrukcja obróbki cieplnej |
6,14 |
2 |
|
||
9 |
Karta szkiców |
- |
- |
|
||
10 |
Karta kontrolna |
15 |
1 |
|
||
11 |
Karta normowania czasu |
16,17,18 |
3 |
Technolog:
Paweł Gorzym |
||
12 |
Spis pomocy warsztatowych |
19 |
1 |
|
||
|
|
|
|
|
||
|
|
|
|
|
||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA TECHNOLOGICZNA ZBIORCZA (PLAN OPERACJI) |
Str. |
||||
|
|
4 |
||||
Numer operacji |
Nazwa operacji |
Stanowisko |
Norma czasu w godz. |
|||
|
|
Nazwa |
Symbol |
Tj |
Tpz |
|
10 |
Ulepszanie cieplne |
Piec elektryczny komorowy |
PEK-3 |
- |
- |
|
20 |
Toczenie I |
Tokarka rewolwerowa |
RVP-100 |
- |
- |
|
30 |
Toczenie II |
Tokarka uniwersalna |
TUB-25 |
(4,184) |
25 |
|
40 |
Frezowanie zębów sprzęgła |
Frezarka uniwersalna |
FWC 25 |
- |
- |
|
50 |
Frezowanie uzębienia |
Frezarka obwiedniowa |
ZFA 75 |
4,147 |
25 |
|
60 |
Szlifowanie |
Szlifierka |
SWA 100 |
3,036 |
25 |
|
70 |
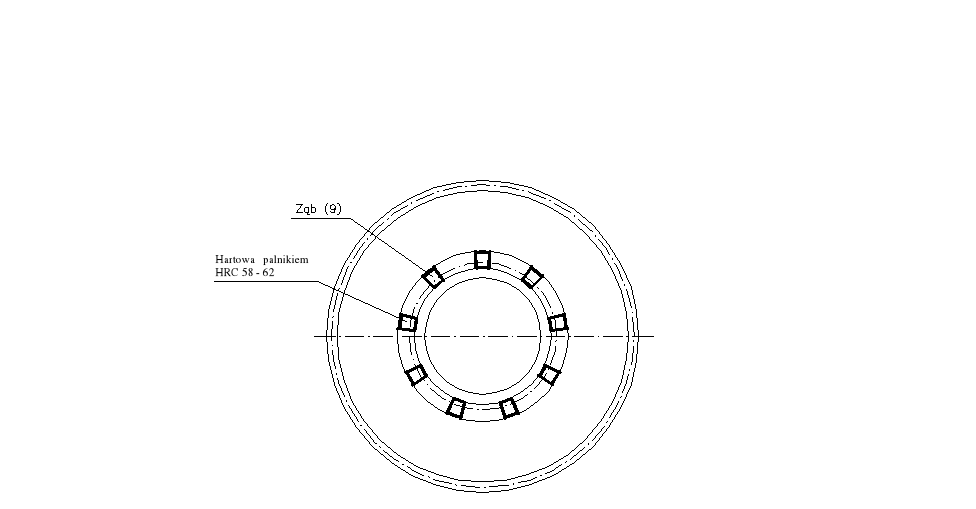
Hartowanie zębów sprzęgła |
Palnik acetylenowo-tlenowy |
|
- |
- |
|
80 |
Kontrola techniczna |
|
|
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA SZKICÓW |
Str. |
||||||||||||||||||||
|
DO OPERACJI |
|
|
|||||||||||||||||||
|
||||||||||||||||||||||
TECHNOLOG |
DATA |
SPRAWDZAJĄCY |
||||||||||||||||||||
Paweł Gorzym |
5. VI. 2001 r. |
|
||||||||||||||||||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
INSTRUKCJA OBRÓBKI CIEPLNEJ |
NR OPERACJI |
Str. |
|||||||||||||||||||
|
NAZWA OPERACJI |
Ulepszanie cieplne |
10 |
|
||||||||||||||||||
|
Nazwa części |
Koło zębate |
Urządzenie
|
|||||||||||||||||||
|
Gatunek materiału |
15HN |
Nazwa |
Symbol |
||||||||||||||||||
|
Stan dostawy |
Normalizowany |
Piec elektryczny komorowy |
PEK-3 |
||||||||||||||||||
|
Twardość |
powierzchni |
HRC = 32 |
Dodatkowe informacje |
||||||||||||||||||
|
|
rdzenia |
HRC = 32 |
Moc 55KW |
||||||||||||||||||
|
Grubość warstwy utwardzonej [mm] |
Na wskroś |
|
|||||||||||||||||||
|
Warunki wymagane przy obróbce cieplnej (dodatkowe) |
----- |
|
|||||||||||||||||||
Parametry obróbki cieplnej |
||||||||||||||||||||||
Lp. |
Czynności |
Grzanie |
Chłodzenie |
Twardość |
||||||||||||||||||
|
|
Temp. Ładowania [0C] |
Czas podgrzewania[min] |
Temp. Grzania [0C] |
Czas Grzania [min] |
ośrodek |
Temperatura [0C] |
Czas [min] |
HRC |
HB |
HV |
|||||||||||
1 |
Nawęglanie |
|
|
|
|
|
|
|
|
|
|
|||||||||||
2
|
Hartowanie |
na wskroś
|
820-850 |
30 |
820-850 |
15 |
olej |
18 |
|
58-62 |
|
|
||||||||||
|
|
Powierzchniowe |
|
|
|
|
|
|
|
|
|
|
||||||||||
3 |
Odpuszczanie |
530-550 |
15 |
530-550 |
45 |
olej |
18 |
|
30-32 |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Tokarka rewolwerowa |
RVP-100 |
Toczenie I |
20 |
||||||||||||||
|
Nr. zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
Przyrządy |
narzędzia |
Sprawdziany |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
5,35 |
0,5 |
5 |
1 |
2,15 |
1 |
1,3 |
|
|
|
|
|
|
|||||
Ilość przejść |
4 |
1 |
2 |
1 |
|
1 |
1 |
|
|
|
|
|
|
|||||
V [m/min] |
139 |
139 |
139 |
139 |
34 |
134 |
134 |
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
363 |
398 |
207 |
207 |
98 |
485 |
387 |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/.....] |
0,2 |
0,15 |
0,2 |
0,15 |
0,05 |
0,15 |
0,15 |
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||||||||||
|
Tokarka rewolwerowa |
RVP-100 |
Toczenie I |
20 |
||||||||||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||||||||||
|
|
|
przyrządy |
narzędzia |
Sprawdziany |
|||||||||||||||||||||
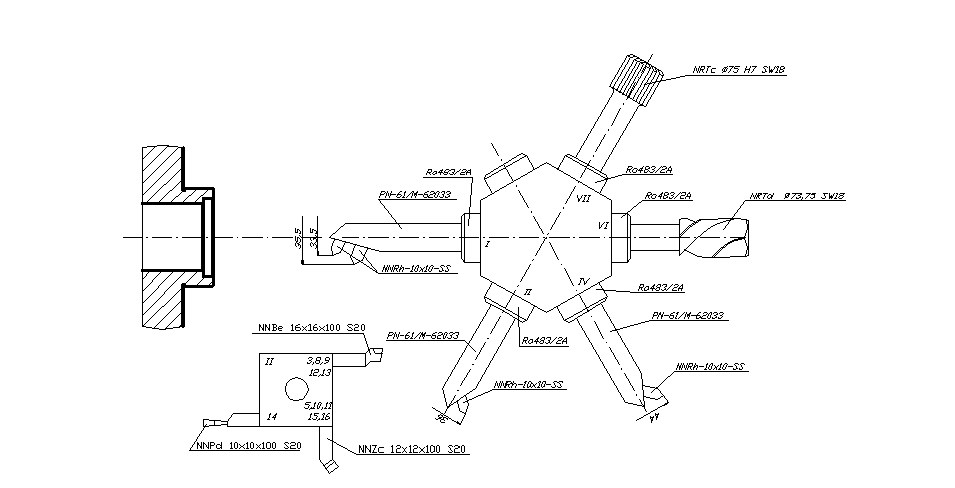
|
1. |
Wytaczanie zgrubne otwór Ø71 x 92 mm |
Uchwyt trójszczękowy PUTm-250
Ro483/2A |
-NNRh 10x10 SS -NRTd Ø74 SW18 -NRTc Ø75 H7 SW18 -NNZc 12x12x100 S20 -NNPd 10x10x100 S20 -NNBe 16x16x100 S20 |
Suwmiar-ka MAUb-140 MSBa Ø75 H7 |
|||||||||||||||||||||
|
2. |
Wytaczać wykańczająco Ø72 x 92 mm |
|
|
|
|||||||||||||||||||||
|
3. |
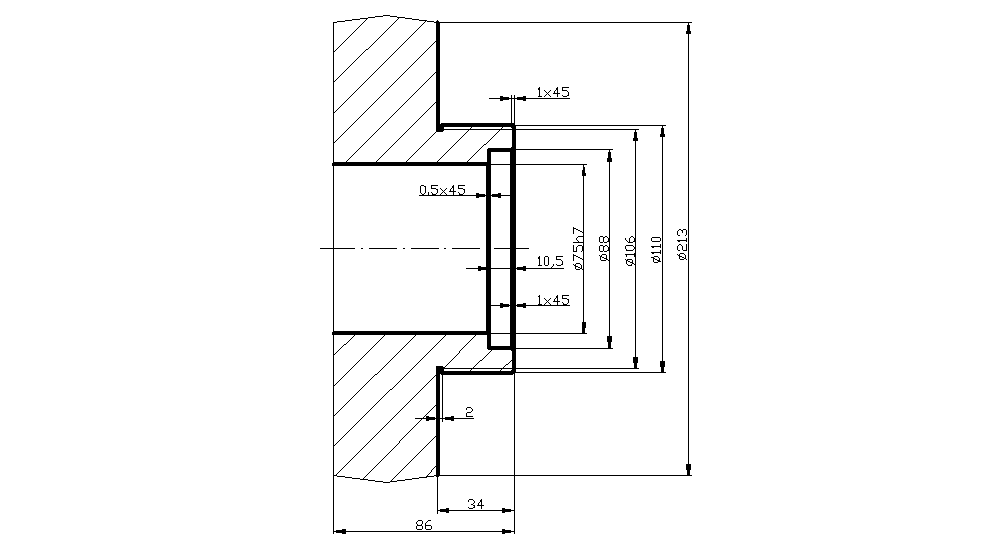
Toczyć otwór Ø87 x 10,5 mm |
|
|
|
|||||||||||||||||||||
|
4. |
Wytaczać wykańczająco Ø88 x 10,5 mm |
|
|
|
|||||||||||||||||||||
|
5. |
Wykonać fazkę 2x45° |
|
|
|
|||||||||||||||||||||
|
6. |
Rozwiercać zgrubnie Ø74 x 92 mm |
|
|
|
|||||||||||||||||||||
|
7. |
Rozwiercać wykańczająco Ø75H7 x 92 mm |
|
|
|
|||||||||||||||||||||
|
8. |
Toczyć zgrubnie czoło na l = 87 mm |
|
|
|
|||||||||||||||||||||
|
9. |
Toczyć wykańczająco czoło na l = 86 mm |
|
|
|
|||||||||||||||||||||
|
10. |
Toczyć zgrubnie na Ø111,3 x 32 mm |
|
|
|
|||||||||||||||||||||
|
11. |
Toczyć wykańczająco Ø110,3 x 32 mm |
|
|
|
|||||||||||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
12. |
Toczyć zgrubnie na l1 = 33 mm |
|
|
|
||||||||||||
Głęb.skr.[mm] |
2 |
0,5 |
3 |
0,5 |
2 |
1 |
0,5 |
2,5 |
1 |
13. |
Toczyć wykańczająco na l2 = 34 mm |
|
|
|
||||||||||||
Ilość przejść |
2 |
1 |
5 |
1 |
1 |
1 |
1 |
2 |
1 |
14. |
Wykonać podcięcie na 2 x Ø106 |
|
|
|
||||||||||||
V [m/min] |
171 |
171 |
139 |
171 |
134 |
14,6 |
8,4 |
139 |
139 |
15. |
Wykonać fazkę 1x45° |
|
|
|
||||||||||||
n [obr/min] |
767 |
756 |
509 |
619 |
592 |
63 |
36 |
363 |
363 |
16. |
Wykonać fazkę 1,3x45° |
|
|
|
||||||||||||
p [mm/obr] |
0,06 |
0,03 |
0,2 |
0,03 |
0,15 |
1 |
1,5 |
0,2 |
0,15 |
|
|
|
|
|
||||||||||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||||||||||
|
Tokarka uniwersalna |
TUB-25 |
Toczenie II |
30 |
||||||||||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||||||||||
|
|
|
Przyrządy |
narzędzia |
sprawdziany |
|||||||||||||||||||||
|
1. |
Toczyć zgrubnie czoło na l = 81 mm |
PTTc 25-30 |
NNZa 16×16×100 S20 NNZa 16×16×100 S20 NNZa 10×10×100 S20
|
Suw-miarka MAUb-140 |
|||||||||||||||||||||
|
2. |
Toczyć wykańczająco czoło na l = 80 mm |
|
|
|
|||||||||||||||||||||
|
3. |
Toczyć zgrubnie na Ø202,3 x 46 mm |
|
|
|
|||||||||||||||||||||
|
4. |
Toczyć wykańczająco na Ø201,3 x 46 mm |
|
|
|
|||||||||||||||||||||
|
5. |
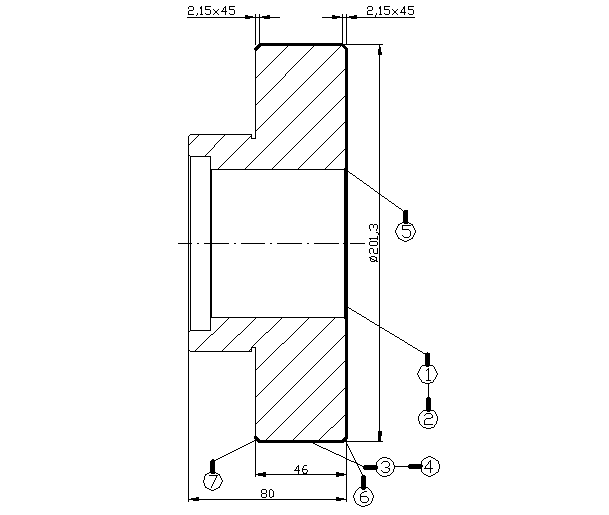
Wykonać fazkę 0,5x45° |
|
|
|
|||||||||||||||||||||
|
6. |
Wykonać fazkę 2x45° |
|
|
|
|||||||||||||||||||||
|
7. |
Wykonać fazkę 2x45° |
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|||||||||||||
Głęb.skr.[mm] |
5 |
1 |
5,35 |
0,5 |
0,5 |
2,15 |
2,15 |
|
|
|
|
|
|
|||||||||||||
Ilość przejść |
2 |
1 |
4 |
1 |
1 |
1 |
1 |
|
|
|
|
|
|
|||||||||||||
V [m/min] |
139 |
139 |
123 |
152 |
130 |
130 |
130 |
|
|
|
|
|
|
|||||||||||||
n [obr/min] n [2h/min] |
208 |
208 |
184 |
239 |
552 |
206 |
206 |
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
p [mm/obr] |
0,2 |
0,15 |
0,2 |
0,15 |
0,25 |
0,25 |
0,25 |
|
|
|
|
|
|
|||||||||||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Frezarka obwiedniowa |
ZFA 75 |
Frezowanie uzębienia |
50 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
Przyrządy |
narzędzia |
sprawdziany |
|||||||||||||
|
1. |
Frezować zęby koła : Z = 65 m = 3 α = 20° |
- PTTc 20-25 - docisk |
- NFMc Ø80 m=3 SW7M |
MAZc 5-36 Suwmiarka MAUb - 140 |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
6,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
201 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Frezarka uniwersalna |
FWC 25 |
Frezowanie zębów sprzęgła |
40 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
Przyrządy |
narzędzia |
sprawdziany |
|||||||||||||
|
1. |
Frezować boki lewe zębów sprzęgła na głębokość 7mm |
- PUTp-200/M60 - Zderzak - Podzielnica 3Fc |
NFTa 80x27 SS (specjalny) |
MAUb - 150 |
|||||||||||||
|
2. |
Frezować boki prawe zębów sprzęgła na głębokość 7mm |
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
7 |
7 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1x9 |
1x9 |
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
39 |
39 |
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
155 |
155 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/ostrze] |
0,05 |
0,05 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Szlifierka |
SWA 100 |
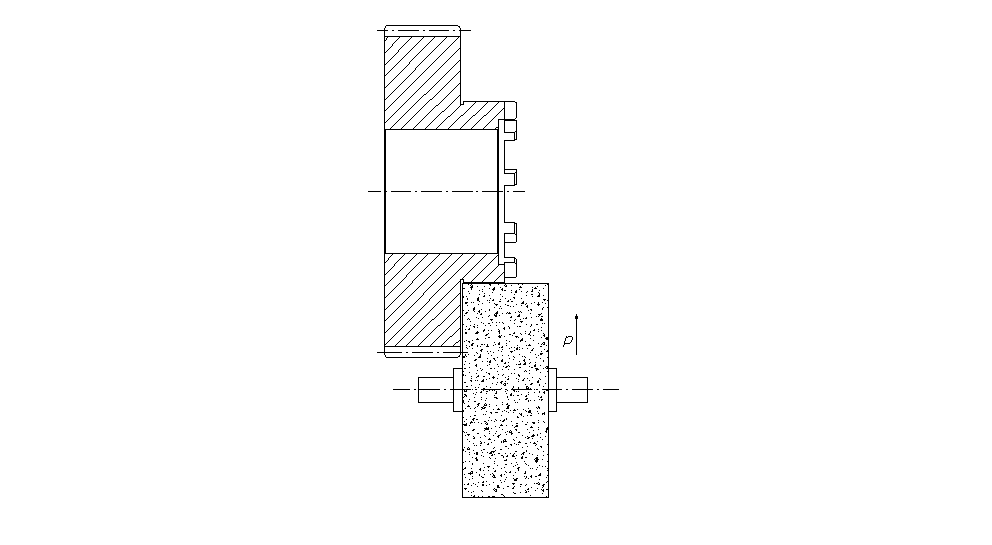
Szlifowanie |
60 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
Przyrządy |
narzędzia |
sprawdziany |
|||||||||||||
|
1. |
Szlifować Ø110h7 na l = 32 mm |
Trzpień rozprężny PTTc-40
|
Ściernica tarczowa NSAa 200×32×10 SC160(12)NGC |
MSLa Ø110h7
|
|||||||||||||
|
2. |
Szlifować Ø201h11 na l = 46 mm |
|
|
MSLa Ø201h11 |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
0,15 |
0,15 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
25 |
25 |
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
72 |
40 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,05 |
0,05 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Vs [m/s] |
25 |
25 |
|
|
|
|
|
|
|
|
|
|
|
|||||
ns [obr/min] |
2389 |
2389 |
|
|
|
|
|
|
|
|
|
|
|
|||||
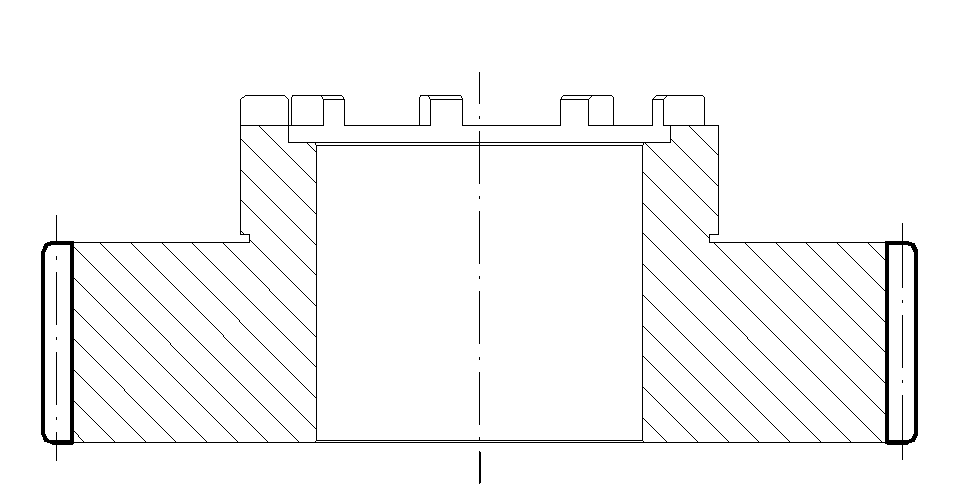
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA PÓŁFABRYKATU |
Str. |
||||
|
NAZWA CZĘŚCI |
Koło zębate |
|
|||
|
Lp |
Rodzaj materiału, wymiary |
||||
|
1 |
Nazwa materiału |
Stal |
|||
|
2 |
Gatunek materiału |
15HN |
|||
|
3 |
Rodzaj półfabrykatu |
Odkuwka matrycowana |
|||
|
4 |
Stan dostawy |
Normalizowany |
|||
|
5 |
Twardość materiału półfabrykatu |
xxx |
|||
|
6 |
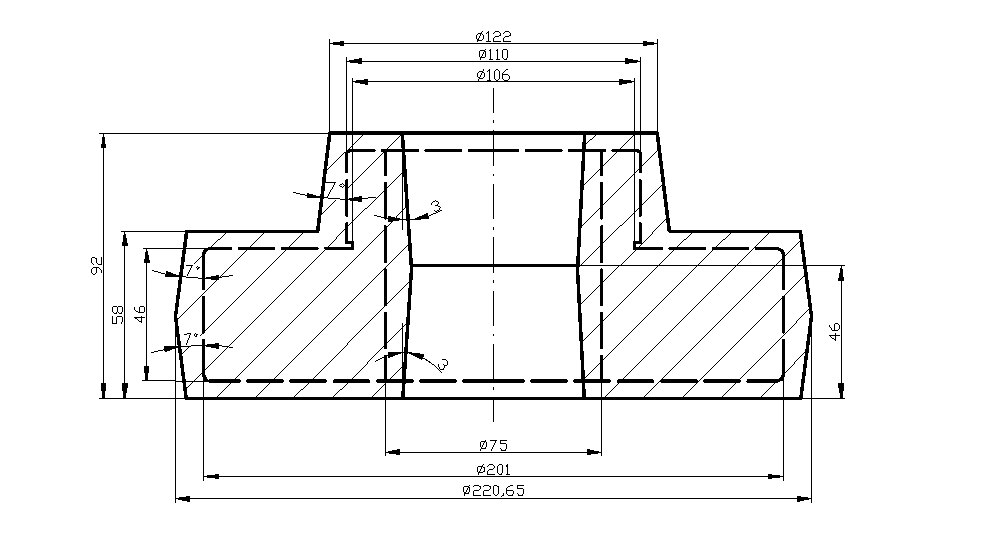
Wymiary gabarytowe części |
Ø201 x 80 |
|||
|
7 |
Wymiary półfabrykatu |
Ø220,65 x 92 |
|||
|
8 |
Materiał bez cięcia |
- |
|||
|
9 |
Materiał z naddatkiem na cięcie |
- |
|||
|
10 |
Ilość części z półfabrykatu |
1 |
|||
|
11 |
Naddatek na uchwycenie przy cięciu |
- |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
60 |
wg strony dokumentacji |
|
|
||
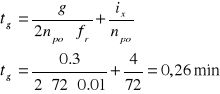
g = 0,3 [mm] - naddatek na szlifowanie na średnicy npo = 72 [obr/min]- prędkość obrotowa przedmiotu fr = 0,01 [mm/obr] - posuw wgłębny
|
Nr rysunku: Nr karty technologicznej: |
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
Czas główny |
tg |
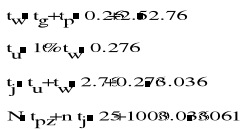
0,26 |
|||
|
Nazwa operacji (zabiegu): |
Czas pomocniczy |
tp |
2,5 |
|||
|
Szlifowanie |
Czas wykonania |
tw |
2,76 |
|||
|
Obrabiarka: |
Czas obsługi technolog. |
tot |
- |
|||
|
Szlifierka SWA 100 |
Czas obsługi organizacyjnej |
too |
- |
|||
|
Wielkość partii: |
Czas obsługi stanowiska |
to |
- |
|||
|
n = 1000 |
Czas na odpoczynek |
tfo |
- |
|||
|
Norma czasu na partię N |
Czas na potrzeby naturalne |
tfa |
- |
|||
|
|
Czas na potrzeby fizjologiczne |
tf |
- |
|||
|
N = 3061 |
Czas uzupełniający |
tu |
0,276 |
|||
|
Technolog: |
Czas jednostkowy |
tj |
3,036 |
|||
|
Paweł Gorzym |
Czas przygotowawczo - zakończeniowy |
tpz |
25 |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
50 |
wg strony dokumentacji |
|
|
||
|
Nr rysunku: Nr karty technologicznej: |
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
Czas główny |
tg |
1,27 |
|||
|
Nazwa operacji (zabiegu): |
Czas pomocniczy |
tp |
2,5 |
|||
|
Frezowanie uzębienia |
Czas wykonania |
tw |
3,77 |
|||
|
Obrabiarka: |
Czas obsługi technolog. |
tot |
- |
|||
|
Frezarka obwiedniowa ZFA 25 |
Czas obsługi organizacyjnej |
too |
- |
|||
|
Wielkość partii: |
Czas obsługi stanowiska |
to |
- |
|||
|
n = 1000 |
Czas na odpoczynek |
tfo |
- |
|||
|
Norma czasu na partię N |
Czas na potrzeby naturalne |
tfa |
- |
|||
|
|
Czas na potrzeby fizjologiczne |
tf |
- |
|||
|
N = 4172 |
Czas uzupełniający |
tu |
0,377 |
|||
|
Technolog: |
Czas jednostkowy |
tj |
4,147 |
|||
|
Paweł Gorzym |
Czas przygotowawczo - zakończeniowy |
tpz |
25 |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
30 |
wg strony dokumentacji |
|
|
||
|
Nr rysunku: Nr karty technologicznej: |
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
Czas główny |
tg |
1,34 |
|||
|
Nazwa operacji (zabiegu): |
Czas pomocniczy |
tp |
2,5 |
|||
|
Toczenie II |
Czas wykonania |
tw |
3,84 |
|||
|
Obrabiarka: |
Czas obsługi technolog. |
tot |
- |
|||
|
Tokarka uniwersalna TUB-25 |
Czas obsługi organizacyjnej |
too |
- |
|||
|
Wielkość partii: |
Czas obsługi stanowiska |
to |
- |
|||
|
n = 1000 |
Czas na odpoczynek |
tfo |
- |
|||
|
Norma czasu na partię N |
Czas na potrzeby naturalne |
tfa |
- |
|||
|
|
Czas na potrzeby fizjologiczne |
tf |
- |
|||
|
N = 4205 |
Czas uzupełniający |
tu |
0,384 |
|||
|
Technolog: |
Czas jednostkowy |
tj |
4,184 |
|||
|
Paweł Gorzym |
Czas przygotowawczo - zakończeniowy |
tpz |
25 |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA KONTROLNA |
Str. |
|||||
|
MATERIAŁ |
Stal 15HN |
całości |
|
|||
|
L.p. |
Nazwa czynności kontrolnej |
Narzędzie pomiarowe |
% spr. pow. |
|||
|
|
|
nazwa |
symbol |
|
||
|
1 |
Sprawdzić wymiar: 2, 6.6 ,7, 46, 69, 80 |
Suwmiarka |
MAUb140 |
|
||
|
2. |
Sprawdzić wymiar Ø110 h7 |
Sprawdzian szczękowy |
MSLa Ø110 h7 |
|
||
|
3. |
Sprawdzić wymiar Ø201 h11 |
|
MSLa Ø201 h11 |
|
||
|
4. |
Pomiar otworu Ø75H7 |
Sprawdzian do otw. Ø75h7 |
MSBa ∅75H7 |
|
||
|
5. |
Sprawdzenie bicia |
Czujnik mikrometryczny |
MDAa 0 - 10 |
|
||
|
6. |
Sprawdzić uzębienie koła zębatego. |
Mikromierz talerzykowy, suwmiarka modułowa, wałeczki pomiarowe |
MAZc1-18 MMSw/1 25-50 MLCa-A |
|
||
|
7. |
Sprawdzić wymiar: 2×45 |
Sprawdzian kątowy |
|
|
||
|
8. |
Sprawdzić wymiar: 1×45 |
|
|
|
||
|
9. |
Sprawdzić wymiar: 1×45 |
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
INSTRUKCJA OBRÓBKI CIEPLNEJ |
NR OPERACJI |
Str.
|
||||||||||||||||
|
NAZWA OPERACJI |
Hartowanie zębów sprzęgła |
70 |
|
|||||||||||||||
Szkic części:
|
Nazwa części |
Koło zębate ze sprzęgłem |
Urządzenie
|
||||||||||||||||
|
Gatunek materiału |
15HN |
Nazwa |
Symbol |
|||||||||||||||
|
Stan dostawy |
Normalizowany |
Palnik acetylenowo tlenowy |
- |
|||||||||||||||
|
Twardość |
powierzchni |
HRC = 32 HB=250 |
Dodatkowe informacje |
|||||||||||||||
|
|
rdzenia |
HRC = 32 HB=250 |
- |
|||||||||||||||
|
Grubość warstwy utwardzonej [mm] |
2 |
|
||||||||||||||||
|
Warunki wymagane przy obróbce cieplnej (dodatkowe) |
- |
|
||||||||||||||||
Parametry obróbki cieplnej
|
|||||||||||||||||||
Lp. |
Czynności
|
Grzanie |
Chłodzenie |
Twardość |
|||||||||||||||
|
|
Temp. ładowania |
Czas podgrzewania [min] |
Temp. Grzania [0C] |
Czas grzania [min] |
ośrodek |
Temp.
[ C] |
czas
[min] |
HRC |
HB |
HV |
||||||||
1 |
Hartowanie powierzchniowe |
- |
5 |
850 |
1 |
olej |
20 |
5 |
58-62 |
- |
- |
||||||||
Wyszukiwarka
Podobne podstrony:
c.d, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia maszyn,
Str.4 - Karta technologicza zbiorcza, Politechnika Lubelska, Studia, Studia, organizacja produkcji,
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Str.10 - Operacja 50, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Str.13 - Operacja 80, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
szlif, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia maszy
Karta operacyjna4, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, techn
Str.11 - Operacja 60, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
karta uzbrojenia obrab, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
Str.5 - Obróbka cieplna, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
Karta operacyjna2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, techn
tocz1, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia maszy
Karta procesu tech, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, tech
więcej podobnych podstron