1. Podaj definicję wyraźnej i umownej granicy plastyczności.
Wyraźna granica plastyczności materiału - Re jest to naprężenie rozciągające, po osiagnięciu ,którego następuje wyraźny wzrost rozciąganej próbki bez wzrostu, lub przy minimalnym spadku obciążenia. Może wystąpić tylko w czasie pierwszego etapu obciążania próbki. Wyraźna granica plastyczności liczona jest ze wzoru:


Umowna granica plastyczności - stale wysoko-węglowe i kruche nie posiadają wyraźnej granicy plastyczności, w tych przypadkach wprowadza się jako kryterium porównawcze dla praktycznej oceny materiałów umowną granice plastyczności R0,2. Przez umowna granice plastyczności rozumiemy taka wartość naprężenia rozciągjacego, która wywołuje w próbce umowne wydłużenie trwale x=0,2% pierwotnej długości pomiarowej próbki
2. Podaj warunek przejścia metalu w stan plastyczny przy prostym i złożonym stanie naprężenia.
Stan metalu lub stopu w czasie jego trwałego odkształcania nazywa się stanem plastycznym, a proces trwałej zmiany postaci, zachodzący w tym stanie, określa się jako odkształcenie plastyczne. Poszczególne objętości metalu przemieszczają się względem siebie pod działaniem sił zewnętrznych i metal otrzymuje żądany kształt bez naruszenia spójności międzykrystalicznej, przy czym tę jego zdolność nazywamy plastycznością.
Warunkiem przejścia ze stanu sprężystego w stan plastyczny jest osiągnięcie pewnej krytycznej wartości naprężeń, zwanej granicą plastyczności - w jednoosiowym stanie naprężeń, lub naprężenia uplastyczniającego - w płaskim lub przestrzennym stanie naprężeń, uzależnionych od rodzaju tworzywa i historii poprzednich odkształceń, oraz warunków obecnego procesu odkształceń plastycznych, tj. jego temperatury, stopnia i prędkości odkształcenia.
HIPOTEZA HMH (HUBERA- MISESA- HENCKY'EGO)
Huber zaobserwował, że:
- nie jest możliwe przejście w stan plastyczny ciał z odkształceniami objętościowymi
- musi nastąpić zmiana postaciowa a nie objętościowa, co świadczy o tym, że decyduje energia typu postaciowego;
Miarą wytężenia materiału jest energia sprężysta odkształcenia czystopostaciowego.
Wytężenie materiału - dążenie do zbliżenia się do granicy Rm.
Wytężenie materiału to stan materiału obciążonego siłami zewnętrznymi, w którym istnieje możliwość przejścia w stan plastyczny, czyli przekroczenie granicy sprężystości bądź utrata spójności jeśli materiał nie posiada granicy sprężystości. Wytężenie materiału określa się poprzez redukcje złożonego stanu naprężeń do jednego zredukowanego lub zastępczego naprężenia. Do redukcji stosuje się hipotezy wytężeniowe. Najczęściej jest to hipoteza energii odkształcenia (Hubera). Zakłada ona, że ciało jest doskonale sprężyste i praca naprężenia zredukowanego jest równa sumie prac naprężeń składowych. Hipoteza energii odkształcenia czysto postaciowego głosi, że miarą wytężenia materiału w dowolnym punkcie obciążonego (siłami) ciała sprężystego jest ta część energii sprężystej materiału, która jest związana z odkształceniem postaciowym - tylko ten rodzaj odkształcenia ma wpływ na osiągniecie stanu krytycznego![]()
![]()
1>![]()
2>![]()
3 - naprężenia główne
Warunkiem przejścia ze stanu sprężystego w stan plastyczny jest osiągnięcie pewnej krytycznej wartości naprężeń, zwanej granicą plastyczności w jednoosiowym stanie naprężeń, lub naprężenia uplastyczniającego - w płaskim lub przestrzennym stanie naprężeń, uzależnionych od rodzaju tworzywa i historii poprzednich odkształceń, oraz warunków obecnego procesu odkształceń plastycznych, tj. jego temperatury, stopnia i prędkości odkształcenia.
![]()
1>![]()
2>![]()
3 - naprężenia główne
3. Wymień jakie czynniki decydują o wartości energii potrzebnej do plastycznego odkształcenia metalu.
Wartość energii potrzebnej do realizacji odkształcenia plastycznego zależy od energii potrzebnej do pokonania sił spójności i sił tarcia na powierzchni zetknięcia materiału z narzędziem.
4.Znaczenie normalizacji warunków przeprowadzania statycznej próby rozciągania i zawartość polskiej normy
Podstawową próbą w badaniach materiałów, a zwłaszcza metali jest statyczna próba rozciągania. Wyznaczone w próbie własności mechaniczne umożliwiają odbiór techniczny metali i stopów, pozwalają na porównanie i klasyfikacją według przewidywanych zastosowań oraz ocenę skuteczności przeprowadzonych procesów technologicznych. Wyniki badań własności mechanicznych są wykorzystywane również przez konstruktorów w procesie projektowania elementów konstrukcyjnych. Zaletą tej próby jest między innymi to, że w prosty sposób pozwala określić szereg parametrów, które dzięki stosowaniu próbek znormalizowanych, można porównywać. Próbę wykorzystuje się również do badania własności mechanicznych i reakcji na obciążenie gotowych elementów konstrukcyjnych takich jak liny, druty, łańcuchy czy elementy złączne.
Próba polega na wolnym rozciąganiu próbki materiału na maszynie wytrzymałościowej, na ogół aż do rozerwania.
Jeżeli nie ustalono inaczej próbę należy prowadzić w temperaturze otoczenia od 10 oC do 35oC. Przy zaostrzonych wymaganiach próbę przeprowadza się w temperaturze 23±5 oC. Próbki powinny być zamocowane w odpowiednich uchwytach tak aby zapewnić osiowe działanie siły. Szczegółowe wytyczne dotyczące przeprowadzania próby rozciągania podaje norma PN-EN 10002-1+AC1:1998 [81].
Próbki do badań
Kształt i wymiary próbek zależą od kształtu i wymiarów wyrobów metalowych, których własności mają być określone. Próbkę zwykle wykonuje się z wyrobu lub półwyrobu poprzez obróbkę mechaniczną, prasowanie albo odlewanie. Wyroby o niezmiennym przekroju poprzecznym (profile, pręty, druty itp.) jak i próbki odlane (np. z żeliwa i metali nieżelaznych} mogą być badane bez obróbki mechanicznej. Przekrój poprzeczny próbki powinien być okrągły, kwadratowy, prostokątny lub pierścieniowy. W szczególnych przypadkach dopuszczalny jest jednak inny kształt przekroju poprzecznego.
Próbki dla których początkowa długość pomiarowa L0 jest związana z początkową powierzchnią przekroju poprzecznego S0 i obliczona na podstawie równania ![]()
,określa się jako proporcjonalne. Przyjęto, że wartość k wynosi 5,65.
Jeżeli przekroje poprzeczne próbek zmieniają się, powinny one mieć łagodne przejścia między długością roboczą, a główkami, Kształt główek próbki może być dowolny, odpowiednio przystosowany do uchwytów maszyny wytrzymałościowej (szczękowych bądź pierścieniowych).
Próbki z różnych materiałów powinny być pobrane i wykonane zgodnie z wymaganiami odpowiednich norm. Normy te podają również zalecane wymiary i tolerancje wymiarowe próbek.
W czasie próby rozciągania dokonuje się rejestracji siły oraz wydłużenia próbki. W praktyce wykonuje się to poprzez wykreślenie krzywoliniowej zależności w układzie współrzędnych siła F wydłużenie ΔL.
Spośród własności mechanicznych wyodrębnić można dwie grupy. Pierwsza, to własności wytrzymałościowe będące reakcją materiału na przyłożoną silę, których miernikiem jest naprężenie. Druga grupa to własności plastyczne określane w oparciu o zmianę wymiarów odkształcanej próbki.
Na podstawie punktów charakterystycznych wykresu rozciągania oraz stosownych pomiarów próbki przed i po próbie rozciągania, zgodnie z normą dokonuje się wyznaczenia własności mechanicznych (wytrzymałościowych i plastycznych) badanego materiału.
Typową krzywą rozciągania z wyraźną granicą plastyczności:
5. W pewnym procesie przeróbki plastycznej naprężenia główne osiągnęły wartości +320MPa. +150MPa -70MPa. Naprężenie uplastyczniające obranego stopu jest równe 490 MPa. Podaj czy materiał przejdzie w stan plastyczny.
Zgodnie ze wzorem Huberta:
![]()
H = ![]()
;![]()
1>![]()
2>![]()
3
![]()
1=320MPa, ![]()
2=150MPa ![]()
3=-70MPa Re=490MPa
![]()
H = ![]()
= 0,707*![]()
=0,707*478,9=338,9
338,9<490 - metal nie przejdzie w stan plastyczny
6. Podaj znane ci miary odkształceń i związki między nimi
Zakładając, że początkowo wymiary próbki wynosiły h0b0l0 końcowe zaś h1b1l1
Tak obliczamy odkształcenia rzeczywiste.
Stosunki wymiarów odkształconego elementu do odpowiednich wymiarów przed odkształceniem, nazywamy:
![]()
- współczynnik gniotu
![]()
- współczynnik poszerzenia
![]()
- współczynnik wydłużenia
Współczynniki te określają zasadę stałej objętości, którą w najprostszy sposób wyrażamy:
V0 = V1
b0 · h0 · l0 = b1 · h1 · l1
![]()
Jednym z podstawowych założeń teorii plastyczności jest zasada stałej objętości, którą można zapisać za pomocą odkształceń rzeczywistych:
![]()
![]()
δl + δ b + δh = 0
![]()
![]()
![]()
7. Masz dwa przedmioty o takich samych wymiarach i kształcie, jeden uzyskany na drodze odlewania a drugi w procesie przeróbki plastycznej. Czy ich własności są takie same czy różne. Jeżeli różne, to na czym ta różnica polega.
Ich własności są różne:
- przedmiot uzyskany w drodze obróbki plastycznej będzie się charakteryzował lepszymi właściwościami wytrzymałościowymi (np. twardość) i równocześnie gorszymi właściwościami plastycznymi (np. mniejsza udarność, zdolność do wydłużenia).
- odlew jest kruchy, posiada naprężenia odlewnicze oraz dużą chropowatość
8. Jaką technologię obróbki plastycznej zastosujesz aby z regularnego walca o średnicy Do i wysokości ho uzyskać taki sam walec lecz o średnicy D1 (D1<Do) i wysokośći h1.
Do tego celu można zastosować dwie metody:
Walcowanie na walcarce reduktor
W czasie walcowania redukowana jest średnica oraz poprawiany jest kształt - regularność walca. W konsekwencji otrzymujemy taki sam walec tylko o mniejszej średnicy.
Ciągnienie swobodne
Podczas ciągnienia w matrycy stożkowej lub łukowej otrzymujemy pręt o bardzo regularnym kształcie oraz dużym umocnieniu.
9. Znając rzeczywiste wydłużenie ![]()
=0,47 wylicz współczynnik wydłużenia i wydłużenie względne.
Współczynnik wydłużenia![]()
![]()
Wydłużenie względne - ![]()
10. Scharakteryzuj procesy kucia - zakres zastosowania, zalety, ograniczenia.
Kucie - proces technologiczny polegający na odkształcaniu materiału za pomocą uderzeń lub nacisku narzędzi. Narzędzia - czyli matryce lub bijaki umieszczane są na częściach ruchomych narzędzi. Proces ten również może być realizowany w specjalnych przyrządach kuźniczych. W procesie tym nadaje się kutemu materiałowi odpowiedni kształt, strukturę i własności mechaniczne. Materiałem wsadowym jest przedkuwka, natomiast produktem jest odkuwka.
Procesy kucia są najczęściej prowadzone na gorąco. Dzięki temu praca i siła
niezbędne do kształtowania przedmiotu są małe, a zdolność materiału do odkształceń
plastycznych szczególnie duża.
Zalety:
- metoda umożliwiająca wytworzenie części o dużej wytrzymałości, które można stosować w urządzeniach mocno obciążonych lub urządzeniach wymagających długiej i bezawaryjnej pracy;
- metoda stosunkowo tanią i bardzo szybką w przypadku produkcji wielkoseryjnej
Wady:
- metoda dość kosztowną dla niewielkiej liczby części wykonanych;
Rodzaje kucia:
- kucie swobodne - polega na kształtowaniu plastycznym wyrobu za pomocą narzędzi nie
ograniczających przemieszczania się materiału w kierunkach prostopadłych do kierunku
wywieranej siły uderzenia. Kucie to jest procesem długotrwałym, który stosuje się
w produkcji niewielkiej ilości sztuk przedmiotu
-kucie półswobodne - posiada cechy kucia swobodnego oraz dodatkowo ogranicza się
płynięcie metalu w jednym kierunku.
-kucie matrycowe - w którym kształt odkuwki jest odwzorowaniem kształtu wykroju roboczego matrycy - polega na kształtowaniu wyrobu w wykroju matrycy składającej się z dwóch części, zamocowanych na młotach, prasach korbowych, prasach hydraulicznych, prasach śrubowych, walcarkach, kuźniarkach, elektrosprężarkach.
Dolna część matrycy spoczywa na nieruchomej części młota mechanicznego, zwanej szabotą.
Górna część matrycy, umocowana w ruchomej części młota, zwanej bijakiem może podnosić
się ku górze. Jeżeli w czasie pracy młota zostanie w obszarze wykroju dolnej części matrycy umieszczony nagrzany materiał, to uderzenie górnej części matrycy spowoduje wypełnienie wykroju matrycy materiałem. Powstaje wówczas produkt zwany odkuwką.
Zaletami procesu kucia matrycowego są:
- niewielki czas wykonania wyrobu,
- możliwość produkowania odkuwek o skomplikowanych kształtach,
- możliwość zatrudnienia w produkcji pracowników przyuczonych,
- małe straty materiału wskutek stasowania małych naddatków na obróbkę.
Wady kucia matrycowego są następujące:
-konieczność stosowania maszyn kuźniczych o podwyższonej dokładności prowadzenia matryc,
-dodatkowe koszty związane z prasami do okrawania wypływki,
-duży koszt oprzyrządowania,
-opłacalność przy dużych seriach odkuwek,
-niewielkie wymiary wykonywanych odkuwek.
11. Scharakteryzuj procesy walcowania wyrobów długich: zakres zastosowania, zalety, ograniczenia.
12. Scharakteryzuj procesy walcowania wyrobów płaskich: zakres zastosowania, zalety, ograniczenia.
13. Wymień podstawowe wymagania stawiane blachom karoseryjnym.
Niewielka waga;
Odporność na korozję;
Odporność na środki chemiczne;
Duża wytrzymałość przy niewielkiej grubości;
Aerodynamiczne kształty dla samochodów sportowych;
Kanciaste dla samochodów terenowych (częste naprawy, łatwiejsza wymiana);
Gładka powierzchnia;
Jednorodna struktura przy często niejednakowej grubość;
14. Narysuj schemat kinematyczny kuźniarki, Podaj do otrzymania jakich wyrobów służy.
Kuźniarka to typ prasy mechanicznej o układzie korbowym i o dwóch suwakach poruszających się względem siebie pod kątem prostym. Kuźniarki buduje się z pionowym lub coraz szerzej stosowanym poziomym podziałem matryc. Ponieważ w przypadku tych urządzeń powstają duże naprężenia termiczne, przy doborze materiałów na matryce należy kierować się warunkami pracy narzędzia. Matryce stosowane do kucia na gorąco na kuźniarkach, prasach kuźniczych i młotach konwencjonalnych wykonuje się z narzędziowej stali węglowej.
Odkuwki wykonane na kuźniarkach cechuje:
-duża dokładność wymiarów;
-małe zbieżności kuźnicze;
-małe dodatki na obróbkę skrawaniem;
-równomierny stopień przekucia;
-takie same własności odkuwek wykonanych w jednej partii;
Kuźniarki służą do produkcji gł. przedmiotów o kształcie brył obrotowych (np. piast, pierścieni łożysk tocznych);
15. Wykreśl przebieg zależności kosztu jednostkowego wyrobu w procesie kucia swobodnego i matrycowego. Wyjaśnij różnice w przebiegach tych krzywych.
Kucie swobodne stosuje się w produkcji jednostkowej lub małoseryjnej mniejszych odkuwek oraz do kucia odkuwek o dużych wymiarach i dużym ciężarze, ze względu do wysoki koszt wykonania matrycy.
Kucie matrycowe, zwane także matrycowaniem, jest opłacalne tylko do seryjnego wykonywania odkuwek, ze względu na duży koszt wykonania matryc.
Koszt odkuwki zależy od:
-rodzaju materiału, wymiaru odkuwki, kształtu odkuwki, wielkość serii, sposobu kucia;
K = G · c + (r + w) · t + N/n
K - koszt odkuwki
G - masa materiału (kg) brutto
c - cena jednostkowa materiału (zł/kg)
r - koszt robocizny
w - koszt pracy urządzenia (zł/h)
t - czas kucia
N - koszt oprzyrządowania
n - ilość sztuk wykonanych
Kucie matrycowe jest tańsze dla dużej ilości sztuk, kucie swobodne jest tańsze tylko dla małych serii produkcji wyrobu.
16. Podaj jakie urządzenia technologiczne są wykorzystywane kolejno w produkcji blach o grubości 0,2mm.
17. Narysuj schemat ułożenia walców w walcarce Sendzimira. Wyjaśnij sens takiej konstrukcji.
Ugięcie sprężyste walców roboczych, dzięki ich małym średnicom i dużej sztywności walców oporowych zostaje prawie całkowicie wyeliminowane.
18. Narysuj schemat ułożenia walców w walcarce kwarto. Wyjaśnij sens takiej
konstrukcji.8D__'_
Umieszczając między walcami oporowymi o dużej średnicy małe walce robocze uzyskuje się zmniejszenie powierzchni styku walec - materiał, a przez to również obniżenie całkowitego obciążenia walców. Dzięki temu w walcarkach takich można stosować znaczne gnioty, przy zachowaniu dużej dokładności geometrii i wymiarów wyrobów. Jest to podstawowa zaleta walcarek kwarto.
Walce oporowe stosuje się w celu zmniejszenia nacisku pasma na walce główne, który to powoduje ich wygięcie i nierównomierny rozkład grubości walcowanego produktu, dzięki walcom oporowym, ów wygięcie jest niwelowane.
19. Narysuj schemat kinematyczny prasy korbowej pojedynczego działania.
Prasy korbowe mają stały skok suwaka. Największe zastosowanie w procesach tłoczenia spośród pras maja prasy korbowe ramowe, odznaczające się szczególnie dużą sztywnością. Produkuje się je jako dwu i czteropunktowe, tzn. mające dwa lub cztery korbowody. Pozwalaja one na tłoczenie wyrobów o dużych wymiarach gabarytowych
( elementy karoserii samochodowych). Prasy tego typu z przeznaczeniem do tłoczenia złożonych i głębokich przedmiotów są budowane jako prasy podwójnego i potrójnego działania. Mają one dwa lub trzy niezależne od siebie przesuwające się suwaki; zewnętrzny, służący przede wszystkim do przytrzymania materiału, a wewnętrzny do kształtowania wyrobu. Zasadniczy ruch roboczy wykonuje suwak wewnętrzny , związany korbowodem z wałem korbowym prasy. Suwak zewnętrzny, dociskający materiał, jest napędzany również przez wał korbowy, za pośrednictwem mechanizmu krzywkowego lub kolanowo-dźwigowego. Skok i nacisk suwaka wewnętrznego są zwykle większe niż suwaka zewnętrznego.
Prasy korbowe budowane są o maksymalnych skokach suwaka od 160 do 900 mm. Przy tych skokach prasy te mogą pracować z dużą prędkością (np. 500 skoków na minutę), zapewniając dzięki temu wysoką wydajność.
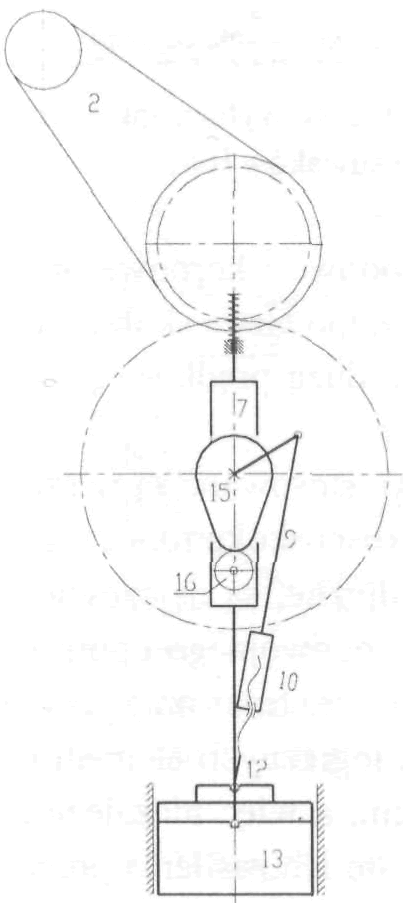
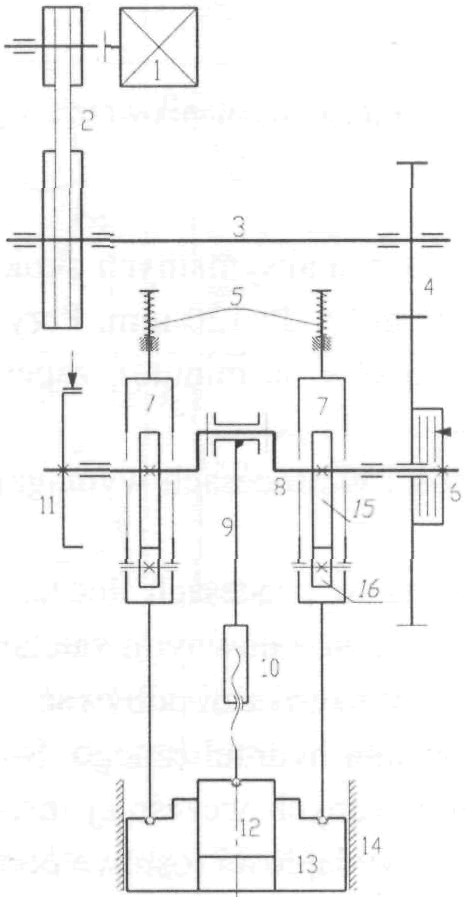
l - silnik
2 - przekładnia pasowa
3 - wał napędowy, pośredni
4 - przekładnia zębata
5 - sprężyny odciążające suwak
6 - sprzęgło
7 - jarzmo z rolkami
8 - wał korbowy
9 - korbowód
10 - łącznik
11 - hamulec
12 - suwak wewnętrzny
13 - suwak zewnętrzny
14 - prowadnice, korpus prasy
15 - krzywka
16 - rolki
20. Narysuj schemat kinematyczny prasy korbowej podwójnego działania.
21. Opisz proces hydroformingu. Porównaj jego wady i zalety z procesem konwencjonalny.
22. Wsad o średnicy jest wyciskany współbieżnie przez otwór matrycy o średnicy 25mm. Podaj długość wsadu potrzebną do uzyskania 10m pręta.
23. Scharakteryzuj procesy ciągnienia - stosowanie, zalety i ograniczenia.
Ciągnieniem nazywamy sposób obróbki plastycznej materiału (metalu lub stopu) polegający na przeciągnięciu go przez otwór w specjalnie ukształtowanej matrycy, zwanej ciągadłem, pod wpływem przyłożonej z zewnątrz siły F c ,
zwanej siłą ciągnienia. W ten sposób uzyskuje się zmniejszenie przekroju poprzecznego materiału, przy równoczesnym jego wydłużeniu, a w niektórych przypadkach zmianie ulega także kształt przekroju poprzecznego. Ponadto zmieniają się własności fizyczne materiału , a także wzrasta dokładność wymiarowa i gładkość powierzchni. Ciągnienie jest w większości przypadków procesem przeróbki plastycznej na zimno.
Zalety ciągnienia
-wysoka dokładność wymiarowa
-bardzo wysoka gładkość powierzchni
-niskie koszty wytwarzania
-bardzo szeroki zakres wymiarowy wyrobów ciągnionych
-duża wydajność i szybkość
Wady ciągnienia
-szybkie zużywanie ciągadeł
-problem z zapewnieniem odpowiednich naprężeń
Wyroby otrzymywane w przemyśle po przez ciągnienie obejmują bardzo szeroki asortyment produkcji :
a)profile pełne
b)profile rurowe
-energetyka
-chemia
-przemysł spożywczy
-medycyna (igły do strzykawek)
c)profile okrągłe:
-przemysł maszynowy (wytwarzanie elementów konstrukcyjnych np. lin, śrub, nitów, zawleczek, sprężyn, łańcuchów, łożysk tocznych, osi wałów napędowych itp.)
-budownictwo (do betonów sprężonych żelbetu siatek a także do wyrobu wszelkiego rodzaju gwoździ)
-elektronika i przemysł elektrotechniczny (kable, przewody)
-włókienniczy (igły, szpilki, agrafki itp..)
Inne zastosowania:
-elementy grzejne
-sita, filtry
-elementy mechaniki precyzyjnej
-druty jezdne dla trakcji elektrycznej
-struny do instrumentów muzycznych
-wiertła
-elektrody do spawania
-implanty wszczepiane do układu kostnego
-różnego rodzaju przedmioty codziennego użytku wykorzystywane domu i biurze
24. Scharakteryzuj procesy tłoczenia - zastosowanie, zalety i ograniczenia.
Tłoczenie obejmuje sposoby przeróbki plastycznej blach, taśm i folii (głównie na zimno) polegające na kształtowaniu ich w przestrzenne wyroby typu: powłoki blaszane, kształtowniki gięte (otwarte lub ze szwem ) i innych. Tłoczenie obejmuje szeroka gamę zabiegów a czynności tłoczenia w zakresie procesów technologicznych różniących się sposobem działania sił, rodzajem zmienny kształtu oraz stosowanymi urządzeniami i narzędziami, jest to technologia szczególnie szybko rozwijająca się w świecie i wykazująca znaczy postąp technologiczny.
Odmiany tłoczenia:
-cięcie, gięcie, wytłaczanie, zginanie, zawijanie
Prasy do tłoczenia:
-Prasy korbowe mają stały skok suwaka. Największe zastosowanie w procesach tłoczenia spośród pras maja prasy korbowe ramowe, odznaczające się szczególnie dużą sztywnością. Produkuje się je jako dwu i czteropunktowe, tzn. mające dwa lub cztery korbowody. Pozwalają one na tłoczenie wyrobów o dużych wymiarach gabarytowych (elementy karoserii samochodowych). prasy tego typu z przeznaczeniem do tłoczenia złożonych i głębokich przedmiotów są budowane do podwójnego i potrójnego działania. Mają one dwa lub trzy niezależne od siebie przesuwające się suwaki; zewnętrzny, służący przede wszystkim do przytrzymania materiału, a wewnętrzny do kształtowania wyrobu. Zasadniczy ruch roboczy wykonuje suwak wewnętrzny , związany korbowodem z wałem korbowym prasy. Suwak zewnętrzny, dociskający materiał, jest napędzany również przez wał korbowy, za pośrednictwem mechanizmu krzywkowego lub kolanowo-dźwigowego. Skok i nacisk suwaka wewnętrznego są zwykle większe niż suwaka zewnętrznego.
Prasy mimośrodowe i korbowe budowane sa o maksymalnych skokach suwaka od 160 -900mm czemu odpowiada skok roboczy o długości do 120mm. Przy tych skokach prasy te mogą pracować z duża prędkością(np.500 skoków/min) zapewniają dzięki temu duża wyd.
Prasy hydrauliczne - są stosowane w procesach tłoczenia i wyciskania. Głównymi zaletami tych pras jest:
-blokowa budowa,
-sterownie poszczególnymi suwakami odbywać się może niezależnie przy wykorzystaniu logicznych elementów sterowania hydraulicznego.
Są to prasy budowane z własnym zasilaniem. Ponadto stosowanie do ich zasilania pomp o dużej wydajności powoduje to że szybkości ruchów suwaków są porównywalne z prasami mechanicznymi. Inna ważna zaleta jest również to, że nie ma niebezpieczeństwa jak w prasach mechanicznych występowania blokad suwaków prasy i ich przeciążania. Porównując długości możliwych skoków suwaków prasy hydrauliczne są bezkonkurencyjne. Gwarantując przy tym ich dokładne prowadzenie i stałą lub możliwa do dowolnego sterowania prędkością ruchu suwaka i jego naciskiem.
Z ekonomicznego punktu widzenia stosowanie pras hydraulicznych jest uzasadnione w tych wszystkich przypadkach gdzie występują częste zmiany programu produkcyjnego. W takich przypadkach ze względu na łatwa regulacje skoku prędkości suwaka jego nacisku maksymalnego prasa hydrauliczna posiada przewagę nad prasa mechaniczna.
![]()
![]()
Wyszukiwarka
Podobne podstrony:
Zad 25 10 11, AGH Imir materiały mix, Studia
termo 1, AGH Imir materiały mix, Studia
matmascigi, AGH Imir materiały mix, Studia
sprawko M4, AGH Imir materiały mix, Studia
pnom sprawko, AGH Imir materiały mix, Studia
laborka-cw3 (1), AGH Imir materiały mix, Studia
sprawko M4 (1), AGH Imir materiały mix, Studia
ankietaONR, AGH Imir materiały mix, Studia
zestaw 1 - Kopia, AGH Imir materiały mix, Studia
Zad 15 11 11, AGH Imir materiały mix, Studia
Zad 6 03 12, AGH Imir materiały mix, Studia
Zad 6 12 11, AGH Imir materiały mix, Studia
p, AGH Imir materiały mix, Studia
pytanie 1, AGH Imir materiały mix, Studia
Zad 3 04 12, AGH Imir materiały mix, Studia
Zad 20 03 12, AGH Imir materiały mix, Studia
więcej podobnych podstron