I Piece odlewnicze .
Do wytapiania stopów odlewniczych używa się różnego rodzaju pieców a uzależnione jest to od :
- rodzaju stopu
- źródła energii cieplnej
- wielkości i sposobu produkcji
- wymagań jakości ciekłego stopu ,
W metalurgii stosujemy piece na :
a) Paliwo stałe , ciekłe lub gazowe . Zaliczamy do nich piece :
1. szybowe - żeliwiaki
2. płomieniowe - stałe
- obrotowe
3. martenowskie - stałe
- przechylne
b) Energię elektryczną :
1. łukowe - o działaniu pośrednim ( jedno-fazowe )
- o działaniu bezpośrednim ( trój -fazowe )
2. indukcyjne -tyglowe
- kanałowe
3. plazmowe - łukowo - plazmowe
- indukcyjno - plazmowe
4. oporowe :
1 . tyglowe - tygle metalowe z żeliwa żaro odpornego, ze staliwa
- tygle grafitowe , szamotowe , grafitowo - szamotowe , specjalne
- tygle metalowe
- tygle grafitowe
2. wannowe - przewody grzejne metalowe
- przewody grzejne niemetalowe
3. bębnowe - z prętem grafitowym
c) Reakcje chemiczne :
1. konwertory - konwertor z bocznym dmuchem powietrza
- konwertor z górnym dmuchem powietrza
Piece na paliwo stałe , ciekłe lub gazowe .
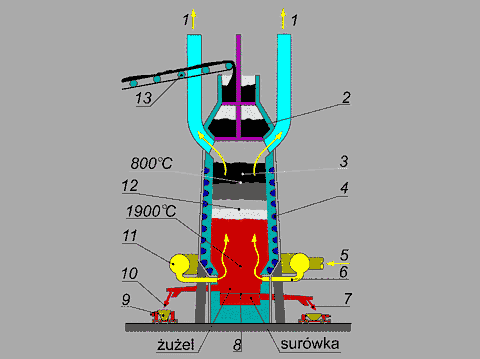
Żeliwiak - jest to piec szybowy o kształcie cylindrycznym , w którym warstwy wsadu metalowego , zwane nabojami , na przemian z warstwami koksu odlewniczego i topnika wprowadzane są przez okno wsadowe do wnętrza pieca i opuszczają się w dół szybu do strefy topienia . Tam następuje topienie wsadu na skutek oddziaływania spalin o temperaturze 1650 - 2000 o C , powstających w wyniku egzotermicznej reakcji spalania koksu w powietrzu wydmuchiwanym przez dysze . Powietrze do dysz dostarczone jest ze skrzyni powietrznej , do której wtłaczane jest za pomocą wentylatora lub dmuchawy .Ciekłe żeliwo wraz z żużlem gromadzi się w kotlinie lub zbiorniku , skąd spuszczane jest okresowo do kadzi za pomocą zwykłej rynny spustiwej .
Żeliwiaki dzielimy na :
- zwykłe do pracy okresowej
- metalurgiczne do pracy ciągłej
Żeliwiaki zwykłe dzielimy na :
- żeliwiaki bez zbiornika
- żeliwiaki ze zbiornikiem
1 - wylot gazów, 2 - zsyp, 3 - gardziel,
4 - obudowa z urządzeniem do chłodzenia, 5 - doprowadzenie gorącego powietrza, 6 - dysze, 7 - spust surówki, 8 - gar, 9 - kadź na żużel, 10 - spust żużla, 11 - okrężnica, 12 - szyb, 13 - podajnik wsadu.
Piece płomieniowe - są to z reguły duże jednostki , w których metal pobiera ciepło bezpośrednio od płomieni i spalin , a pośrednio od rozżarzonych ścian i sklepienia . Z grupy pieców płomieniowych na uwagę zasługuje piec martenowski przeznaczony do wytopu staliwa .
Piec płomieniowy składa się z następujących części :
- przestrzeni roboczej w , której odbywa się przetapianie metalu i jego gromadzenie ,
- rekuperatorów służących do podgrzewania powietrza gorącymi spalinami ; dzięki temu uzyskuje się wysoką temperaturę płomienia ,
- przestrzeni spalania z głowicami ,
- urządzeń pomocniczych i komina do odprowadzenia spalin i wytwarzania ciągu .
W piecach płomieniowych najczęściej paliwem ciekłym jest olej opałowy lub mazut . W przypadku paliwa gazowego stosowany bywa gaz ziemny , koksowniczy lub wielkopiecowy .
Piece płomieniowe obrotowe znalazły zastosowanie w odlewniach stopów miedzi , aluminium oraz żeliwa szarego i ciągliwego .
W odlewnictwie żeliwa najbardziej rozpowszechnione są piece na paliwo stałe systemu Sesci , natomiast w odlewnictwie stopów aluminium i miedzi piece na paliwo ciekłe lub gazowe systemu Fulmina .
Piece tyglowe - są powszechnie stosowane do topienia małych ilości , głównie metali nieżelaznych i ich stopów . Zajmują niewiele miejsca i są tanie w eksploatacji . Ciepło wytwarzane w komorze spalania jest przekazywane nagrzewanemu metalowi przez ścianę tygla .Możliwość wymiany tygla zapewnia łatwą zmianę gatunku topionego stopu . Najprostszym i zanikającym typem tyglowego pieca koksowniczego jest piec wgłębny szybowy , pracujący na ciągu naturalnym . Szersze zastosowanie mają piece tyglowe opalane paliwem ciekłym - najczęściej mazutem lub gazem .
Piece elektryczne
Piece elektryczne - służą do wytapiania metali i ich stopów .
Piece łukowe - dzielimy je na :
- piece łukowe pośrednie
- piece łukowe bezpośrednie
W piecach łukowych pośrednich łuk elektryczny powstaje pomiędzy ułożonymi elektrodami i żarzy się ponad wsadem . Tak ułożone elektrody narażone są n a naprężenia zginające , co ogranicza ich długość , a więc wymiary i moc pieca . stąd pojemność pieców nie przekracza 1500 [ kg ] i budowane są jako bębnowe , jednofazowe . Piece te służą do wytopu stopów miedzi , w mniejszym stopniu żeliwa atopowego i ciągliwego .
Współczesny piec łukowy o łuku bezpośrednim jest piecem trójfazowym , w którym łuk powstaje pomiędzy pionowo zawieszonymi elektrodami a wsadem metalowym . Pojemność tych pieców waha się od 0,25 - 30 ton .
Piec łukowy składa się z :
- pieca właściwego - trzonu i sklepienia
- elektrod węglowych lub grafityzowanych oraz uchwytów elektrod i urządzeń do ich podnoszenia i opuszczania
- mechanizmów przechylania pieca
- wyposażenia elektrycznego .
Rysunek nr 1 przedstawia schemat piece łukowego .
Piece indukcyjne - dzielą się na :
- piece bezrdzeniowe - tyglowe
- piece rdzeniowe - kanałowe
Piec indukcyjny tyglowy ma prostą budowę . Zazwyczaj jest to tygiel wykonany z materiału ogniotrwałego znajdujący się w cewce wzbudnika wykonanej z rurek miedzianych o przekroju kwadratowym lub prostokątnym , wewnątrz chłodzonych przepływającą wodą . Cewka stanowi uzwojenie pierwotne , a przepływający przez nią prąd wytwarza zmienne pole elektromagnetyczne , które indukuje siłę elektromagnetyczną . Ta z kolei wywołuje we wsadzie umieszczonym w tyglu przepływ prądów silnie rozgrzewających .
Oprócz zjawisk cieplnych występują jeszcze zjawiska magnetohydrodynamiczne . Prąd wtórny indukowany we wsadzie skierowany jest przeciwnie do prądu pierwotnego , co powoduje powstanie sił odpychających ciekły metal od ścian tygla .
Do zalet i pieców indukcyjnych bezrdzeniowych zaliczamy :
- wysoką temperaturę przegrzania metalu i łatwość jej regulacji,
- jednorodny skład chemiczny metalu,
- małe zużycie energii elektrycznej
- prostą obsługę i małe wymiary
Natomiast wadą jest niska temperatura żużla ,co ogranicza prowadzenie intensywnych procesów metalurgicznych .
Rysunek nr 2 przedstawia piec indukcyjny tyglowy .
Piece indukcyjne kanałowe - stosowane są do wytapiania metali nieżelaznych i ich stopów oraz niektórych gatunków żeliwa . Najbardziej rozpowszechnionym jest piec z rdzeniem stalowym i zamkniętym kanałem poziomym , lecz wadą ich jest niska trwałość kanału oraz konieczność pozostawienia w piecu około 20 % płynnego metalu , stanowiącego tzw. . zaczyn .
Piece próżniowe - źródłem ciepła jest tu element grzejny oddający swe ciepło do wsadu przez promieniowanie lub pośrednio przez tygiel . Elementami oporowymi mogą być materiały metalowe , np. : kantal , megapyr lub niemetalowe , np. : silit ,węgiel , grafit .
Piece próżniowe
Piece próżniowe - dzielimy na :
- indukcyjne piece próżniowe :
a) laboratoryjne do 35 [ kg ]
b) półprzemysłowe do 100 [ kg ]
c) przemysłowe nawet do 50 ton
- łukowe piece próżniowe
- elektronowe piece próżniowe
Stosowana w tych piecach próżnia podczas topienia odpowiada ciśnieniu 0,1 - 1,0 [Pa] .Wsad stanowią przygotowane wlewki .
Indukcyjny piec próżniowy składa się z nieruchomego płaszcza chłodzonego wodą oraz pokrywy unoszonej do góry . Wewnątrz płaszcza znajduje się wzbudnik z umieszczonym na zewnątrz tyglem urządzeniem do jego przechylania . Znajdują się tam ponadto urządzenia do wytwarzania próżni , regulacji pracy pieca , itp. .
Rysunek nr 3 przedstawia próżniowy piec indukcyjny .
Próba klinowa.
Próba klinowa dokonywana jest w celu stwierdzenia struktury żeliwa szarego. Żeliwo szare posiada zdolność grafityzacji, czyli do tworzenia struktury szarej. Do oceny stopnia szarości żeliwa wykonuje się próbę łamania klina zwaną próbą klinową. Jest ona wykonywana dla żeliw wyższej jakości (od klasy ZL 200) jako że stopy te posiadają większą skłonność do wydzieleń cementytu - który jest składnikiem niepożądanym. Zasada opiera się na zasadzie zmiany szybkości stygnięcia w zależności od grubości ścianki.
Sposób wykonania próby,
1. Należy w formie piaskowej wilgotnej odkształtować model w postaci klina a następnie zalać go ciekłym metalem.
2. Po upływie 1 min. odlany klin wyciąga się z formy i chłodzi w powietrzu do tem. czerwonego żaru a następnie w wodzie do tem. otoczenia.
3. Należy dokonać przełamania klinu wzdłużnie i uzyskany przełom porównać z wzorcami.
Metoda ATD
Metoda ATD (analiza termiczna i derywacyjna) polega na odpowiedniej analizie i interpretacji krzywych krzepnięcia i krystalizacji czyli przebiegów temperatury oraz szybkości jej zmian w czasie stygnięcia próbki ciekłego metalu pobranego z pieca. W metodzie ATD otrzymuje się wykres w układzie temperatura - czas oraz wyniki na podstawie których ocenia się jakoś żeliwa.
Przebieg ćwiczenia:
Podczas ćwiczeń zapoznaliśmy się z budową pieców używanych w odlewnictwie. Poznaliśmy piec próżniowy, indukcyjny a także łukowy. Byliśmy także świadkami spustu roztopionego metalu do rozgrzanej kadzi a następnie zalewania form ciekłym metalem. Po części praktycznej zostały wyjaśnione nam metody badań żeliwa - próba łamania klinu oraz metoda ATD ,które opisałem wcześniej.
II Żeliwa
BADANIE STRUKT. ODLEWÓW ŻELIWNYCH
żeliwo -stop odlewniczy żelaza zaw. 2-4% węgla.
żeliwo szare węgiel w postaci grafitu (płatkowy)
żeliwo białe węgiel jest związany w cementycie
grafit krystaliczna postać węgla
cementyt węglik złożony Fe3C
Własności zaletą żeliwa:
-od osnowy; - grafitu
żeliwo szare o osnowie: -ferrytycznej; -perlitycznej; -perlityczno - ferrytycznej.
żeliwo szare: zwiększona zaw. krzemu, mało manganu
odlew zabielony (żeliwo szare z warst. białego) ponowna obróbka cieplna, zmiękczająca
wys. własności mechaniczne- kształt sferoidalny(grafitu)
odprow. ciepło lepiej -kształt płatkowy (grafitu)
grafit krętkowy wermikularny
Badania jakościowe:
1.węgiel żarzenia: nie wyst. w odlewach, żeliwo ciągliwe z żeliwa białego
2.grafit płatkowy niemodyfikowany(rozetkowy, dendrytyczny)
3.żeliwo sferoidalne zgłady nietrawione
4.żeliwo sferoidalne „wole oczy” otacza ferryt perlityczny
5.żeliwo białe
6.żeliwo trawione z grafitem płatkowym, żeliwo płatkowe
7.węgiel żarzenia osnowa ferrytyczno-perlityczna, żeliwo ciągliwe z węglem żarzenia, osnowa
węgiel żarzenia, nie wyst. w odlewach, żeliwa ciągliwe z żeliwa białego, osnowa ferrytyczna (ferryt-biały)
brak granic ziarn, osnowa brak, bo nie jest wytrawiona
-żeliwa eutektyczne; -żeliwa podeutektyczne; -żeliwa nadeutektyczne.
Żeliwo szare węglowe można podzielić na trzy grupy:
· żeliwo szare zwykłe, · żeliwo modyfikowane, · żeliwo sferoidalne.
żeliwa szare zwykłe mogą cechować się strukturą osnowy: ferrytyczną, ferrytyczno-perlityczną oraz perlityczną.
W strukturze żeliwa szarego - poza osnową metaliczną - występuje również grafit, steadyt (eutektyka fosforowa) oraz wtrącenia
niemetaliczne żeliwo szare ferrytyczne charakteryzuje się niską wytrzymałością, dobrą skrawalnością oraz małą odpornością
na zużycie ścierne. Twardość i wytrzymałość żeliwa szarego zwiększa się w miarę zwiększania udziału perlitu w strukturze.
żeliwo modyfikowane polepszenie własności i ujednorodnienie struktury odlewu z żeliwa o składzie wykazującym tendencję do krzepnięcia jako białe lub połowiczne jest możliwe dzięki modyfikacji. W tym celu bezpośrednio przed odlaniem, do kąpieli metalowej o temperaturze ok. 1400°C, w rynnie spustowej lub kadzi, dodaje się ok. 0,1=0,5% sproszkowanego modyfikatora, najczęściej żelazo-krzemu, wapno-krzemu lub aluminium.
Działanie modyfikatora polega na odgazowaniu kąpieli i wymuszeniu heterogenicznego zarodkowania grafitu na licznych drobnych cząsteczkach tlenków. W wyniku tego żeliwo krzepnie jako szare, a węgiel wydziela się w postaci bardzo licznych, drobnych płatków grafitu, równomiernie rozmieszczonych w osnowie.
Najkorzystniejsze własności ma żeliwo modyfikowane o osnowie perlitycznej. Jego wytrzymałość na rozciąganie R", może wynosić 300=400 MPa. Żeliwo modyfikowane, podobnie jak żeliwo szare zwykłe, wykazuje bardzo niskie własności plastyczne.
żeliwo sferoidalne W odróżnieniu od pozostałych grup żeliw szarych bardzo dobre własności - zarówno wytrzymałościowe, jak i plastyczne - wykazuje żeliwo sferoidalne. Uzyskuje się je w wyniku modyfikowania żeliwa o tendencji do krzepnięcia jako szare, lecz o bardzo małym stężeniu siarki i fosforu. Jako modyfikatorów używa się ceru lub magnezu. W wyniku tego zabiegu technologicznego grafit występuje w tych żeliwach w postaci kulistej.
W zależności od struktury osnowy żeliwo sferoidalne może być ferrytyczne, ferrytyczno-perlityczne lub perlityczne. Osnową może być też bainit lub martenzyt odpuszczony. Żeliwo sferoidalne krzepnie zwykle jako perlityczne. Po nagrzaniu do ok. 850=900°C grafit rozpuszcza się w austenicie, który przemienia się w perlit podczas chłodzenia w powietrzu. W przypadku bardzo wolnego chłodzenia lub wytrzymania przez ok. 10 h w temperaturze 680=700°C - węgiel wydziela się w postaci kulistej, a osnowa staje się ferrytyczna. Żeliwa sferoidalne są stosowane między innymi na wały korbowe, koła zębate, walce, pierścienie tłokowe, rury.
żeliwo białe Strukturę żeliwa białego stanowi ledeburyt przemieniony i ewentualnie steadyt. W żeliwie podeutektycznym występuje przewaga perlitu, natomiast w żeliwie nadeutektycznym - cementytu. Ze względu na bardzo dużą kruchość i złą skrawalność żeliwa białe nie znalazły bezpośredniego zastosowania, chociaż stanowią półprodukt do wytwarzania żeliw ciągliwych.
Żeliwo szare węglowe można podzielić na trzy grupy:
· żeliwo szare zwykłe, · żeliwo modyfikowane, · żeliwo sferoidalne.
żeliwa szare zwykłe mogą cechowaæ siê strukturą osnowy: ferrytyczną, ferrytyczno-perlityczną oraz perlityczną.
W strukturze żeliwa szarego - poza osnową metaliczną - występuje również grafit, steadyt (eutektyka fosforowa) oraz wtrącenia
Niemetaliczne .żeliwo szare ferrytyczne charakteryzuje się niską wytrzymałością, dobrą skrawalnością oraz małą odpornością
na zużycie ścierne. Twardość i wytrzymałość żeliwa szarego zwiększa się w miarę zwiększania udziału perlitu w strukturze.
żeliwo modvfikowane polepszenie własności i ujednorodnienie struktury odlewu z żeliwa o składzie wykazującym tendencje do krzepnięcia jako białe lub połowiczne jest możliwe dzięki modyfikacji. W tym celu bezpośrednio przed odlaniem, do kąpieli metalowej o temperaturze ok. 1400°C, w rynnie spustowej lub kadzi, dodaje się ok. 0,1=0,5% sproszkowanego modyfikatora, najczęściej żelazo-krzemu, wapno-krzemu lub aluminium.
Działanie modyfikatora polega na odgazowaniu kąpieli i wymuszeniu heterogenicznego zarodkowania grafitu na licznych drobnych cząsteczkach tlenków. W wyniku tego żeliwo krzepnie jako szare, a węgiel wydziela się w postaci bardzo licznych, drobnych płatków grafitu, równomiernie rozmieszczonych w osnowie.
Najkorzystniejsze własności ma żeliwo modyfikowane o osnowie perlitycznej. Jego wytrzymałość na rozciąganie R", może wynosić 300=400 MPa. Żeliwo modyfikowane, podobnie jak żeliwo szare zwykłe, wykazuje bardzo niskie własności plastyczne.
żeliwo sferoidalne W odróżnieniu od pozostałych grup żeliw szarych bardzo dobre własności - zarówno wytrzymałościowe, jak i plastyczne - wykazuje żeliwo sferoidalne. Uzyskuje się je w wyniku modyfikowania żeliwa o tendencji do krzepnięcia jako szare, lecz o bardzo małym stężeniu siarki i fosforu. Jako modyfikatorów używa się ceru lub magnezu. W wyniku tego zabiegu technologicznego grafit występuje w tych żeliwach w postaci kulistej.
W zależności od struktury osnowy żeliwo sferoidalne może być ferrytyczne, ferrytyczno-perlityczne lub perlityczne. Osnową może być też bainit lub martenzyt odpuszczony. Żeliwo sferoidalne krzepnie zwykle jako perlityczne. Po nagrzaniu do ok. 850=900°C grafit rozpuszcza się w austenicie, który przemienia się w perlit podczas chłodzenia w powietrzu. W przypadku bardzo wolnego chłodzenia lub wytrzymania przez ok. 10 h w temperaturze 680=700°C - węgiel wydziela się w postaci kulistej, a osnowa staje się ferrytyczna. Żeliwa sferoidalne są stosowane między innymi na wały korbowe, koła zębate, walce, pierścienie tłokowe, rury.
żeliwo białe Strukturę żeliwa białego stanowi ledeburyt przemieniony i ewentualnie steadyt. W żeliwie podeutektycznym występuje przewaga perlitu, natomiast w żeliwie nadeutektyczny - cementytu. Ze względu na bardzo dużą kruchość i złą skrawalność żeliwa białe nie znalazły bezpośredniego zastosowania, chociaż stanowią półprodukt do wytwarzania żeliw ciągliwych.
III Komputerowe wspomaganie procesu odlewania
struktura programu komputerowego
Kodowanie
Wprowadzanie danych
Obliczenia właściwe
Wizualizacja wyników
Uruchamianie weryfikacji programu
Dokumentacja
Modyfikacja plus pielęgnacja programu
krzywe stygnięcia
czysty metal stopy metali
model matematyczny to szczegółowy algorytm postępowania pozwalający na to aby znając dane wejściowe, obliczyć wielkości stanowiące cel modelu
temperatury topnienia:
aluminium 660
miedź 1083
tytan 1670
żelazo 1538
IV Odlewanie skorupowe
Wykonywanie odlewów w formach skorupowych
W przypadku form skorupowych masa formierska składa się z: drobnoziarnistego piasku kwarcowego, będącego składnikiem podstawowym masy; nowolakowej żywicy fenowej (4—8°^), stanowiącej substancję wiążącą ziarna piasku; urotropiny (10—12^ ilości żywicy), odgrywającej rolę utwardzacza żywicy; nafty (około 0,l^o), ułatwiającej wymieszanie ziarn piasku z żywicą oraz zabezpieczającej przed oddzielaniem się (segregacją) ziarn piasku od żywicy po sporządzeniu masy formierskiej.
Obecnie są stosowane dwie metody wykonywania form skorupowych:
• metoda Croninga (nazywana również procesem C), w której grubość skorupy zależy od czasu przetrzymywania sproszkowanej masy formierskiej na gorącej płycie modelowej;
• metoda Dieterta (nazywana również procesem D), w której grubość skorupy nie zależy od czasu przetrzymywania sproszkowanej masy formierskiej na gorącej płycie modelowej.
W przypadku metody Croninga przebieg wytwarzania formy skorupowej jest następujący
1. Zbiornik 2 z sypką masą formierską 3 jest przyczepiany do gorącej (220—300°C w zależności od gatunku żywicy i wymagań stawianych formie), metalowej (żeliwo lub staliwo) płyty modelowej
2. Płyta modelowa l i zbiornik 2 obracają się w położenie takie, aby masa formierska przylegała do gorącej płyty modelowej. Zachodzi wtedy proces mazania (zestalania) masy formierskiej, postępujący od powierzchni płyty modelowej w głąb masy.
3. Po upływie kilku do kilkudziesięciu sekund, gdy utworzy się skorupa 4 o wymaganej grubości (zazwyczaj do 15 mm), płyta modelowa i zbiornik 2 wracają do położenia początkowego
4. Następuje odłączenie płyty modelowej od zbiornika 2. Pozostała w zbiorniku 2 masa formierska jest używana do dalszej produkcji.
5. Przywarta do płyty modelowej skorupa zostaje poddana krótkotrwałej (kilka minut) obróbce cieplnej w temperaturze 300—400°C, w wyniku której uzyskuje wymaganą wytrzymałość. Obróbka cieplna skorup może się odbywać w plecach z obrotową komorą grzejną
6. Po obróbce cieplnej skorupę odłącza się od płyty modelowej za pomocą wypychaczy wmontowanych w płytę modelową
7. Wyprodukowane w powyższy sposób połówki formy skorupowej są łączone klamrami 7lub sklejane. Aby zabezpieczyć formy — zwłaszcza większe — przed rozerwaniem podczas zalewania, umieszcza się je zazwyczaj w skrzynkach 10, wypełnionych piaskiem lub żeliwnym śrutem 9. Forma jest zalewana ciekłym materiałem odlewniczym przez układ wlewowy 8.
Czynności wymienione w punktach 1—6 są zmechanizowane. Umożliwiają to maszyny automatyczne jedno- i wielostanowiskowe, produkowane przez firmę Croning. Czas wykonywania skorupy w maszynie jednostanowiskowej wynosi 2—3 min, a w wielostanowiskowej — 15—60 s.
W przypadku metody Dieterta zewnętrzne kształty i wymiary formy skorupowej są odtwarzane przez model, a wewnętrzne — przez odpowiednio ukształtowane wkładki metalowe. Masa formierska jest doprowadzana między model a wkładki metalowe za pomocą nadmuchiwarki lub strzelarki.
ZALETY: · zabezpieczenie materiałów przed środowiskiem i odwrotnie ·elastyczność prowadzenia trasy w zadanych warunkach · możliwość prostych połączeń do pobierania i odbierania materiałów · bezpieczeństwo transportu w przypadku zagrożenia toksycznego i wybuchowego · wysoki stopień niezawodności i możliwość pełnej automatyzacji
WADY: · wysoki koszt urządzeń do transportu pneumatycznego( sprężarki itp.) · zużywanie się elementów przewodów rurowych zwłaszcza na łukach
ZASTOSOWAME: · przy torkretowaniu pieców i wyrobisk górniczych · wdmuchiwanie proszków do ciekłego metalu · transportowanie materiałów w przemyśle spożywczym (Mokate)i farmaceutycznym · w pneumatycznym mieszaniu i klasyfikacji materiałów
· transport próbek, pieniędzy ( tzw. Poczta pneumatyczna) Bardzo istotnym elementem decydującym o wykorzystaniu transportu pneumatycznego są własności transportowanego materiału sypkiego. Należą do nich: · wilgotność materiału- wpływa na skłonność do zbrylania i przylepiania się do ścianek ·wytrzymałość ścianek- określa maksymalną prędkość przemieszczana materiału, przy której ziarna nie ulegają kruszeniu · twardość- podstawowe kryterium oceny erozyjnego oddziaływania na instalację · temperatura- określa rodzaj stosowanego wyposażenia instalacji transportowej, zwłaszcza elementów uszczelnień, napędu i sterowania · płynność- dla suchych materiałów drobnoziarnistych- gdy po napowietrzeniu nabierają właściwości cieczy · gęstość właściwa ( pn= 1013,25 hPa; T~ 273,16 °C; K=0; pn= 1,2829 kg/m3 )
Metoda wytapianych modeli
Przeznaczenie:
wytwarzanie skomplikowanych elementów
wysoko specjalizowane stopy
przetwarzanie stopów trudnoobrabialnych
wykorzystywane w przemyśle jubilerskim i złotniczym
masy od pojedyńczych gramów do 100kg
Tworzenie:
model woskowy ( podstawowy model)
okrywa się go masą ceramiczną
model sie wytapia
zalewa materiałem
Materiały modelowe:
na modele wytapiane:
- mieszanki woskowe(przykład składu: stearyna,parafina, cerezyna, wosk polietylenowy, polietylen, kalafonie, rozcieńczalkniki niskowrzące);
- niskotopliwe stopy: na bazie rtęci, ołowiu, cyny, kadmu, bizmutu, stop Wooda, stopy drukarskie, babity (st. Łożyskowe)
modele wypłukiwane:
- sole techniczne np. mocznikowe,
wypalane modele: polistyren, styropian(dla reclika: polistyren ekspandowany), pleksi (dla reclika: polinietakrylan metylu ekspandowany)
Model matka: pierwotny model na podstawie którego wykonuje się matryce do jego powielania
Materiały na matryce:
-metale i stopy
-żywice epoksydowe i akrylowe chemo termo i swiatloutwardzalne
-kałczuki silikonowe
-elastomery poliurytanowe
-polichlorki winylu
Składniki masy formierskiej:
-osnowa: mączka kwarcowa obrobiona cieplnie do postaci krystobalitu
-spoiwo: shydrolizowany krzemian etylu
Przebieg metody:
wykonanie modelu matki
wykonanie matrycy modelowej
wykonanie serii modeli właściwych
odtłuszczenie powierzchni modeli
łączenie modeli w choinki
ponowne odtłuszczenie
przygotowanie gęstwy ceramicznej
przygotowanie złoża dluidalnego piasku
pokrycie zestawu modelowego warstwą metaliczną
zanurzenie modelu w piasku 5x6 razy przy wzrastającej ziarnistości piasku
wytapianie modelu
wypalenie pozostałości organicznych w temp. 400StopniPanaCelcjusza
podgrzanie formy do temp. 800StopniPanaCelcjusza
wybicie formy
odddzielenie odlewu od wkładu wlewowego
obróbka mechaniczna odlewów
Wada:
-z tego co widac powyzej można stwierdzic ze ta metoda jest skomplikowana tak ze o ja pierd...
-wysoka cena
Zalety:
-brak powierzchni podziału
-brak ograniczeń co do kształtu
METODA WYTAPIANYCH MODELI : - kokilowe: gładkość C80 chrop.RA80, trzeba je obrabiać, prod. seryjna, odlew tani, duży koszt obróbki; - ciśnieniowe: wys. gładkość pow. C10, C20, brak naddatków na obróbkę skrawaniem, min. obróbka końcowa; -met. Showa do precyzyjnego formowania, model nie posiada zbieżności odlewniczych, pochyleń, brak granicy podziału, nie stos. naddatków nie ma zbieżności, do 10 kg można uformować wszystko; PRZEDMIOTY WYK. MET. SHOWA: -odlewy przemysłowe(frezy, protezy endoprotezy, elem. uzbrojenia czyli pistolety, karabiny, przekładnie do samochodów, narzędzia chirurgiczne); - odlewy artystyczne( figurki duże i małe do 10 kg. brąz (stop miedzi z cyną); - odlewy jubilerskie (mała masa o skomplikowanej pow., pierścionki itp.)CHARAKT. ODL. WYK. MET. WYTAPIANYCH MODELI: - gładkość C10-C20 duże modele do C40. Wszystkie stopy met. także trudnoobrabialne, elem. turbosprężarek, łopatki; - obróbka końcowa prow. w niewielkim zakresie (szlifowanie); -modele woskowe 1-razowe nie dzielone bez pochyłki i zbieżności odlewniczych; - grubość ścianki 1-2 mm, może być 0,4-0,75mm; CECHY CHARAKT. FORMY: forma 1-razowa, nie dzielona, ceramiczna, skorupowa 6-12 warstw, grubość 4-12mm.CZYNNOŚCI W PROC. WYTW. MODELI (ODLEWÓW) MET....1.wyk. matrycy modelowej: podział matryc a)metalowe [obróbka skrawaniem (droga i skomplikowana konstrukcja, do przemysłu w prod. wielkoseryjnej)]: -nie chłodzone(tanie); -chłodzone powietrzem, -chłodzone wodą(najb. wykorzystywane, b. krótki czas); b)z kauczuków silikonowych (przem. artystyczny) wyk. „fałszywkę' (warstwa plasteliny) zalewna kauczukiem silikonowym (wytrzymuje do200˚C) c) z gumy wulkanizowanej , odlewy jubilerski, małe. SPOS. WYK. MODELI: wosk: mieszanina parafiny, stearyny, polietylenu i cerezyny. Wysoka temp. mięknięcia 40-50˚, niska temp. topnienia 60-100˚, mała rozszerzalność cieplna, wys. twardość i wytrzymałość(dod. polietylenu), wys. zdolność wypełniania matryc(lejność), niska zaw. popiołu.MET. WYK. MODELI WOSKOWYCH: -prasowanie wosku lub masy modelowej (60˚) nie jest ona masą płynna, doprow. do stanu plastycznego; -wtryskiwanie rozgrzanej masy pod ciśnieniem do np.wulkanizacyjnej matrycy; -odlewanie (wlać od góry do formy, węzeł cieplny pow. skurcz)JAK WYKONUJEMY FORME: · naniesienie powłoki · po odczekaniu aż nadmiar masy spłynie obsypanie drobnoziarnistym piaskiem kwarcowym · suszenie w temp 20°C , od 4-6h ; Powyższe czynności powtarzamy przynajmniej 6 razy. Masa formierska to mączka kwarcowa plus zhydrolizowany krzemian etylu (alkohol), ciekła masa; proces hydrolizy(można dod. kwasu solnego do PH=2, żeby był kwaśny odczyn). W ciekłej masie zanurzamy zestaw modelowy i mieszamy, czekamy aż nadmiar spłynie obsypujemy piaskiem kwarcowym we fluidyzatorze, suszymy w 25˚ przez 6h. Po 3 warstwie obsypujemy zwykłym piaskiem. WADY WYT. MODELI: · czasochłonność, wysoki koszt · trudne czyszczenie odlewu z masy formierskiej · rnaksymalny ciężar odlewu do 10 kg, jest to metoda do małych lekkich odlewów, ZALETY dowolność kształtu · wysoka gładkość powierzchni · można wykonywać odlewy z materiałów trudnoobrabialnych USUNIĘCIE MODELU Z FORMY: -odcięcie piłka góry elem., model jest w środku; zanurzmy w gorącej wodzie 80˚, woda topi wosk, usuwa masę modelową, SUSZENIE I WYŻARZANIE: włożyć do suszarki elektrycznej na 200˚ na 2h (wyparowanie resztek wody); wyżarzanie w celu usunięcia cz. lotnych i resztek materiału woskowego (4-6h, 700-800˚)ZALEWANIE FORMY: wkładamy formę do naczynie, zasypujemy piaskiem kwarcowym, wkładamy do suszarki do temp. 200˚ stopy Al., 600-800˚ stopy miedzi. Nie zalewamy zimnych form (ciekły metal) bo mogą wyst. szok termiczny, naprężenia.
WYBICIE ODLWU Z FORMY, ODCIECIE UKŁ. WLEWOWEGO.
Wyszukiwarka