Politechnika Śląska w Gliwicach
Katedra Budowy Maszyn
Podstawy Konstrukcji Maszyn Technologicznych
Laboratorium
Sprawozdanie na temat:
„Odbiór geometryczny”
Kierunek: |
MIBM |
Grupa: |
3 |
Sekcja: |
A |
Semestr: |
V |
Rok akademicki: |
2009/2010 |
1. Wstęp teoretyczny
Intensywny rozwój przemysłu budowy maszyn i coraz większa dokładność produkowanych elementów maszyn wymagają stosowania dokładnych obrabiarek. Wprawdzie uzyskanie wymiarów produkowanych części maszyn w odpowiednio wąskich tolerancjach zależy od wielu czynników, jednakże decydujący wpływ ma dokładność samej obrabiarki.
Po pewnym czasie eksploatacji obrabiarka traci swą dokładność na skutek zużywania się poszczególnych jej elementów. Stopień tej utraty musi być oceniany ilościowo wg ściśle ustalonych kryteriów tak, aby droga odpowiedniego remontu doprowadzić obrabiarkę do stanu prawidłowego. Odbiorca kupujący obrabiarkę również chce wiedzieć, jakie dokładności będzie mógł na niej osiągnąć.
Wszystkie te względy wymagają stworzenia ogólnych zasad czy norm pomiaru dokładności obrabiarek. Głównie mają one służyć jako:
wytyczne do wykonania obrabiarki z taką dokładnością, jaka potrzebna jest z uwagi na jej przeznaczenie
kryterium do okresowego sprawdzania stanu i dokładności obrabiarki
wytyczne do osiągnięcia odpowiedniej dokładności w czasie remontu obrabiarek i ich zespołów
środek dla osiągnięcia odpowiedniego porozumienia pomiędzy producentem i odbiorcą
Powszechnie są stosowane dwie metody sprawdzania obrabiarek:
Sprawdzenie geometryczne polegające na bezpośrednim sprawdzeniu dokładności samej obrabiarki w stanie spoczynku. Polega ono na określeniu wzajemnych połączeń i ruchów elementów podstawowych w stosunku do odpowiednio wybranych osi i płaszczyzn odniesienia.
Próba pracą polegająca na sprawdzeniu pośrednim obrabiarki, przez pomiar dokładności próbnie obrobionych przedmiotów, wykonywanych podczas normalnej pracy obrabiarki.
Metoda bezpośredniego sprawdzania geometrycznego obrabiarki - powszechnie dzisiaj stosowana - szczególnie nadaje się w przypadkach:
gdy trudno jest z góry określić wyróżniające się podstawowe operacje, jakie będą wykonywane na danej obrabiarce, a więc przede wszystkim dla obrabiarek uniwersalnych (ogólnego przeznaczenia);
jeżeli przeprowadzenie próby pracą nastręcza dużo trudności (np. dla tokarek przy dużym rozstawie kłów dla tokarek karuzelowych o dużej średnicy toczenia i w ogóle obrabiarek ciężkich)
Powszechne stosowanie metody bezpośredniego sprawdzenia geometrycznego tłumaczy się również stosunkowo prostym sposobem przeprowadzenia pomiarów oraz jednoznaczną ocenę przyczyn ujawnionych niedokładności.
Sprawdzeni pośrednie dokładności obrabiarki przez badanie obrobionych na maszynie próbnych przedmiotów podaje wyniki, które zawierają w sobie sumę wszystkich błędów obrabiarki, narzędzia, zamocowania narzędzia i przedmiotu obrabianego, wad materiałowych itp. Z tych powodów, na podstawie osiągniętych w czasie pomiarów wyników, trudno jest ustalić udział i lokalizację błędu samej obrabiarki, a zwłaszcza jej przyczynę. Trudno tym samym o jednoznaczną ocenę sposobu usunięcia ujawnionych błędów.
Próbę pracą przeważnie przeprowadza się dla operacji wykańczających. Ma to na celu stwierdzenie, czy dana obrabiarka zezwala na dokładne produkowanie elementów maszynowych w odpowiedniej klasie dokładności lub pozwala określić jakość powierzchni otrzymanych przedmiotów.
Pełny program badań i prób odbiorczych obrabiarki powinien zatem obejmować:
oględziny makroskopowe: prowadnic, tabliczek, poziomu oleju we wziernikach, ostrzeżeń na tabliczkach, skal pierścieni podziałowych itp.,
sprawdzenie jakości materiałów użytych do budowy poszczególnych elementów,
sprawdzenie działania obrabiarki nieobciążonej: czy wrzeciennik pracuje prawidłowo przy wszystkich obrotach, czy obroty są zgodne z podanymi na tabliczce, czy wszystkie posuwy działają prawidłowo i czy są zgodne z podanymi na tabliczkach, czy wszystkie posuwy szybkie działają prawidłowo, czy wyłączniki sprzęgła i hamulce działają prawidłowo, czy ruchy dźwigni i korbek i korbek są mnemoniczne, czy wszystkie koła zębate pracują cicho i bezluzowo, czy łożyska są odpowiednio nastawione i czy sanie po prowadnicach przesuwają się bez nadmiernego oporu oraz bez luzu, czy właściwie działają wszelkie urządzenia smarujące i chłodzące, czy łożyska wrzeciona nie nagrzewają się nadmiernie itp.,
sprawdzenie działania obrabiarki pod obciążeniem, które przeprowadza się przy takich parametrach skrawania, aby wykorzystać pełną moc obrabiarki w czasie co najmniej 15 minut. W tym okresie zwrócić trzeba uwagę na to czy pod wpływem obciążenia nie powstają w obrabiarce drgania , koła zębate nadmiernie nie hałasują, łożyska zbyt się nie grzeją, właściwie działają sprzęgła przeciążeniowe, wyłączniki lub inne urządzenia bezpieczeństwa itp.,
sprawdzenie bezpośredniej dokładności geometrycznej obrabiarki przeprowadzone po działaniu pod obciążeniem,
próba pracą, czyli pomiar dokładności wykonania przedmiotu,
sprawdzenie sztywności obrabiarki oraz jej poszczególnych zespołów,
badania dynamiczne odporności na drgania,
pomiar zużycia mocy celem wyznaczenia współczynnika sprawności,
badania specjalne w zależności ot typu obrabiarki.
2. G3 Sprawdzenie równoległości ruchu konika względem ruchu sań narzędziowych w płaszczyźnie pionowej i poziomej.
Rysunek stanowiska
Wyniki pomiarów w płaszczyźnie pionowej |
Wyniki pomiarów w płaszczyźnie poziomej |
Odchyłki przy sprawdzaniu równoległości ruchu konika względem sań narzędziowych
Wnioski:
- większe odchyłki występują w kierunku poziomym,
- odchyłki w kierunku pionowym są nierównomierne, dopiero po przekroczeniu odległości 32cm wykazują przybliżoną monotoniczność (rosną),
- można przyjąć, że wartości odchyłek w kierunku poziomym rosną w miarę zbliżania się do wrzeciona,
- odchyłki znacznie przewyższają wartości dopuszczalne (0,03mm), co może być spowodowane dużym zużyciem obrabiarki i kwalifikuje ją do remontu, gdyż nie zapewnia ona odpowiedniej dokładności wymiarowej obrabianych przedmiotów.
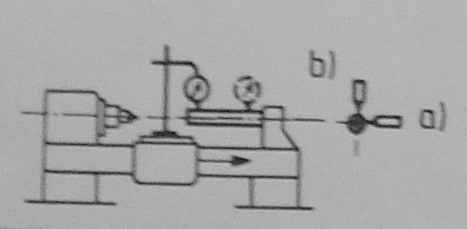
2. G6 Pomiar bicia promieniowego wewnętrznej powierzchni otworu wrzeciona przy czole wrzeciona i w odległości równej ½ maksymalnej dopuszczalnej średnicy przelotu nad łożem.
Rysunek stanowiska
Wyniki pomiarów mierzonych przy czole wrzeciona
kąt [°] |
Odchyłka [mm] |
0 |
0 |
45 |
-0,02 |
90 |
-0,04 |
135 |
-0,05 |
180 |
-0,03 |
225 |
-0,01 |
270 |
0,01 |
315 |
0,02 |
360 |
0,01 |
Odchyłki przy sprawdzaniu bicia promieniowego wewnętrznej powierzchni otworu wrzeciona (mierzone na czole wrzeciona)
Wyniki pomiarów mierzonych w odległości 200 mm od czoła wrzeciona
kąt [°] |
Odchyłka [mm] |
0 |
0 |
45 |
-0,03 |
90 |
-0,04 |
135 |
0,04 |
180 |
0,13 |
225 |
0,17 |
270 |
0,16 |
315 |
0,07 |
360 |
0 |
Wnioski:
- wartości odchyłek mierzone w odległości 200mm od czoła wrzeciona, są o rząd wielkości większe od odchyłek mierzonych na czole wrzeciona,
- kształt wykresów dla pomiaru przy czole i w odległości od wrzeciona jest zbliżony, można stwierdzić że bicie pochodzi z wrzeciona, a odchylenie trzpienia od jego osi wpływa na powiększenie wynikowej odchyłki,
- na wyniki wpływ mają ponadto nierówności powierzchni trzpienia pomiarowego,
- odchyłki w obu przypadkach znacznie przekraczają wartości dopuszczalne (odpowiednio 0,01mm dla pomiaru przy czole i 0,02mm dla pomiaru na odległości) co świadczy o jej zużyciu i kwalifikuje obrabiarkę do remontu, gdyż nie zapewnia ona odpowiedniej dokładności wymiarowej obrabianych przedmiotów.
3. G7 Sprawdzanie równoległości osi wrzeciona do przesuwu suportu wzdłużnego w płaszczyźnie poziomej i pionowej.
Rysunek stanowiska:
Wyniki pomiarów:
Płaszczyzna: Pozioma Pionowa |
||
Długość wrzeciona[cm] |
Czujnik [mm] |
Czujnik [mm] |
0 |
0,00 |
0 |
2 |
0,08 |
0,09 |
4 |
0,08 |
0,11 |
6 |
0,08 |
0,12 |
8 |
0,07 |
0,13 |
10 |
0,06 |
0,14 |
12 |
0,05 |
0,15 |
14 |
0,03 |
0,16 |
16 |
0,00 |
0,17 |
18 |
-0,02 |
0,17 |
20 |
-0,05 |
0,17 |
22 |
-0,08 |
0,17 |
24 |
-0,13 |
0,15 |
26 |
-0,18 |
0,14 |
Wnioski:
-pomiary w obydwu płaszczyznach wykraczają poza dopuszczalne odchyłki,
-przekroczone wartości dopuszczalnych odchyłek kwalifikują obrabiarkę do remontu.
4. G9 Sprawdzanie równoległości przesuwu tulei konika do przesuwu suportu w płaszczyznach poziomej i pionowej.
Rysunek stanowiska:
Wyniki pomiarów:
Płaszczyzna: Pozioma Pionowa |
||
Dł. tulei konika [cm] |
Czujnik [mm] |
Czujnik [mm] |
0 |
0,00 |
0,00 |
1 |
0,00 |
0,00 |
2 |
0,00 |
0,00 |
3 |
0,01 |
0,00 |
4 |
0,01 |
0,00 |
5 |
0,01 |
-0,01 |
6 |
0,02 |
-0,01 |
7 |
0,02 |
-0,01 |
8 |
0,03 |
-0,02 |
9 |
0,03 |
-0,03 |
Wnioski:
-pomiary w obydwu płaszczyznach wykraczają poza dopuszczalne odchyłki,
-przekroczone wartości dopuszczalnych odchyłek kwalifikują obrabiarkę do remontu.
G10 Sprawdzenie równoległości osi stożkowego otworu tulei konika do przesuwu suportu
Rysunek stanowiska:
oś pozioma
Tabela wyników:
Przesuw suportu [cm] |
0 |
2 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
Wartość pomiaru [mm] |
0 |
0 |
0,01 |
0,01 |
0,01 |
0,01 |
0,01 |
0,01 |
0,02 |
0,03 |
- |
oś pionowa
Tabela wyników
Przesuw suportu [cm] |
0 |
2 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
Wartość pomiaru [mm] |
0 |
-0,01 |
-0,02 |
-0,04 |
-0,05 |
-0,07 |
-0,08 |
-0,1 |
-0,11 |
-0,13 |
-0,14 |
Wnioski:
- im dalej przesuwamy się od wrzeciona tym równoległość osi stożkowego otworu tulei konika do przesuwu suportu jest większa, co powoduje niedokładności podczas obróbki dłuższych wałków,
- odchyłka tokarki, na której było przeprowadzane laboratorium w osi pionowej znacznie przekracza odchyłkę dopuszczalną,
6. G11 Sprawdzenie różnicy wysokości osi wrzeciona i osi konika
Rysunek stanowiska:
Tabela wyników
Przesuw suportu [cm] |
0 |
2 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
Wartość pomiaru [mm] |
0 |
0 |
0 |
0 |
0 |
0,01 |
0,01 |
0 |
0 |
-0,01 |
-0,02 |
-0,03 |
-0,04 |
-0,06 |
-0,07 |
-0,15 |
Wnioski:
- im dalej od konika tym różnica wysokości między wrzecionem a konikiem jest większa,
- odchyłka tokarki na której zostało przeprowadzone ćwiczenie spełnia normy do odległości około 24 cm od konika, w dalszej odległości odchyłka jest zbyt duża,
Wyszukiwarka