23 (54)
46
46
oo
[m/min]
v. =-
prędkość skrawania vc obliczana z wzoru: 7t D n
1000
gdzie: -j
D - największa czynna średnica freza [mm], n — prędkość obrotowa freza' [obr/min]; prędkość posuwu v/[mm/mLn]
vf = /zn[mm/min]
gdzie:
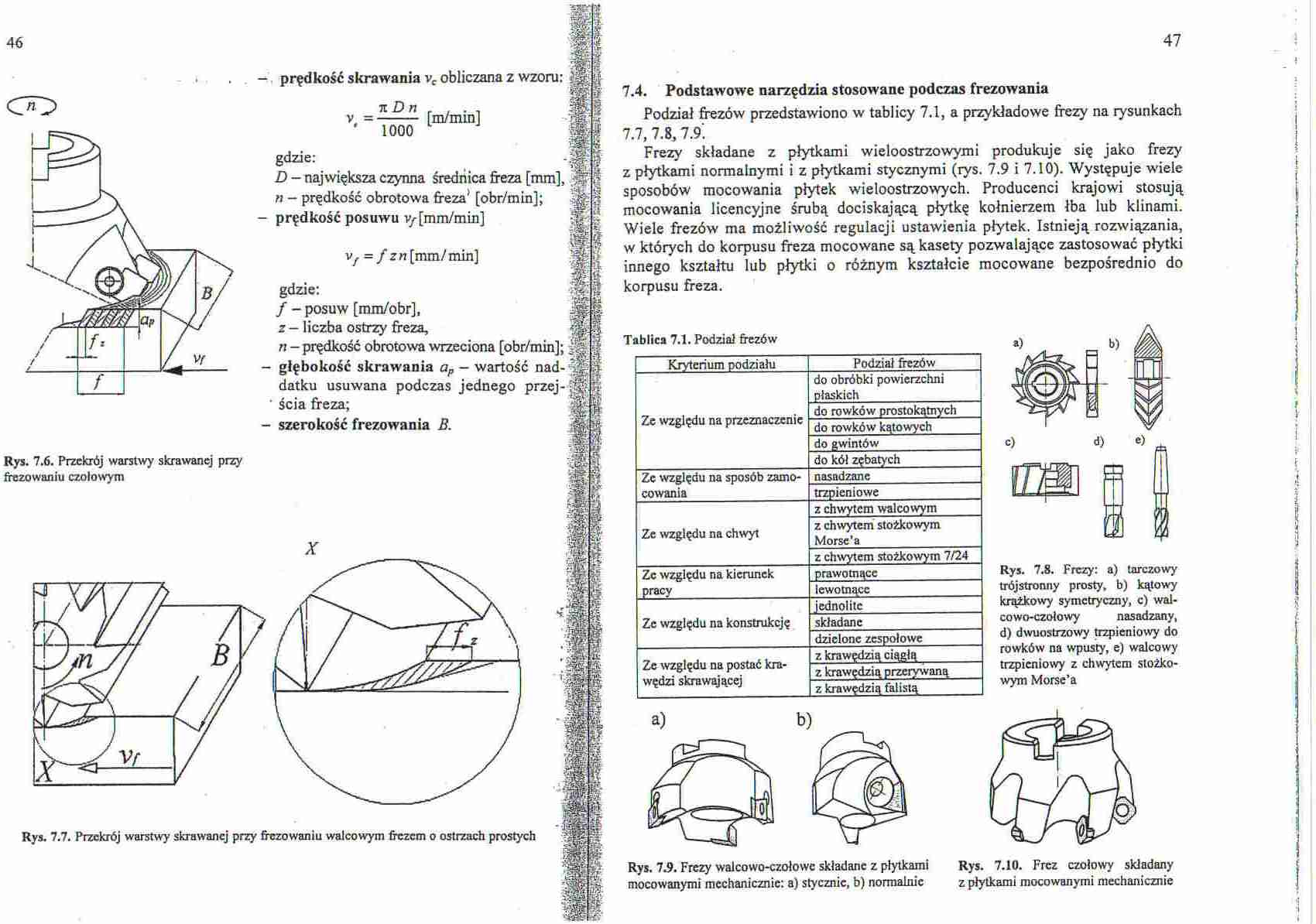
/ - posuw [mm/obr], z - liczba ostrzy freza, n - prędkość obrotowa wrzeciona [obr/min]; głębokość skrawania ap — wartość naddatku usuwana podczas jednego przej- i ' ścia freza;
szerokość frezowania B.
Rys. 7.6. Przekrój warstwy skrawanej przy frezowaniu czołowym
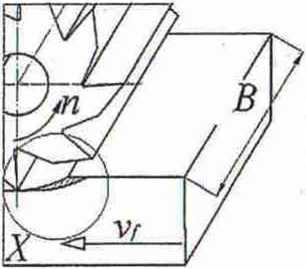
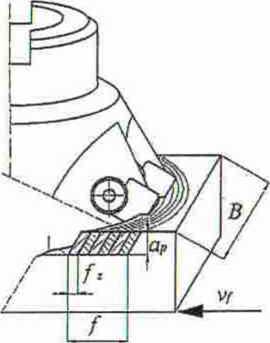
Rys. 7.7. Przekrój warstwy skrawanej przy frezowaniu walcowym frezem o ostrzach prostych
7.4. Podstawowe narzędzia stosowane podczas frezowania
Podział frezów przedstawiono w tablicy 7.1, a przykładowe frezy na rysunkach 7.7, 7.8, 7.9'.
Frezy składane z płytkami wieloostrzowymi produkuje się jako frezy z płytkami normalnymi i z płytkami stycznymi (rys. 7.9 i 7.10). Występuje wiele sposobów mocowania płytek wieloostrzowych. Producenci krajowi stosują mocowania licencyjne śrubą dociskającą płytkę kołnierzem łba lub klinami. Wiele frezów ma możliwość regulacji ustawienia płytek. Istnieją rozwiązania, w których do korpusu freza mocowane są kasety pozwalające zastosować płytki innego kształtu lub płytki o różnym kształcie mocowane bezpośrednio do korpusu freza.
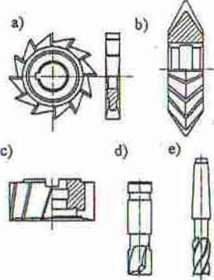
Rys. 7.8. Frezy: a) tarczowy trójstronny prosty, b) kątowy krążkowy symetryczny, c) wal-cowo-czołowy nasadzany, d) dwuostrzowy trzpieniowy do rowków na wpusty, e) walcowy trzpieniowy z chwytem stożkowym Morse’a
Tablica 7.1. Podział frezów
|
Kryterium podziału |
Podziai frezów |
|
Ze względu na przeznaczenie |
do obróbki powierzchni płaskich |
|
do rowków prostokątnych | |
|
do rowków kątowych | |
|
do gwintów | |
|
do kół zębatych | |
|
Ze względu na sposób zamo-cowania |
nasadzane |
|
trzpieniowe | |
|
Ze względu na chwyt |
z chwytem walcowym |
|
z chwytem stożkowym Morse’a | |
|
z chwytem stożkowym 7/24 | |
|
Ze względu na kierunek pracy |
prawotnącc |
|
lewo tnące | |
|
Ze względu na konstrukcję |
jednolite |
|
składane | |
|
dzielone zespołowe | |
|
Ze względu na postać kra-wędzi skrawającej |
z krawędzią ciągią |
|
z krawędzią przerywaną | |
|
z krawędzią falistą |
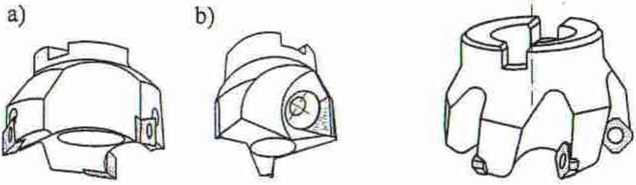
Rys. 7.9. Frezy walcowo-czołowc składane z płytkami Rys. 7.10. Frez czołowy składany mocowanymi mechanicznie: a) stycznie, b) normalnie z płytkami mocowanymi mechanicznie
Wyszukiwarka
Podobne podstrony:
23 (54) 46 46 oo — prędkość skrawania vc obliczana z wzoru: izDn r . . , v =- [m/nunl * 1000 gdzie:
Posuw: f„=0.3
2,500 2,000 [uirl] ey Prędkość skrawania vc [m/min]
23022012(021) 31 10 000 Prędkość skrawania vc (m/min] 20000 10000 5000 2000 1000 500 Prędkość obroto
Przydatne wzory7lDn _ 1000v(.1000 stąd n~ tzD gdzie: vc [m/min] prędkość skrawani
choroszy61 361 Operacja Prędkość m skrawania vc / min Posu turni 1 laiwz: w f, mm/obr Wiercenie
Obraz0182 18211.2.2.1. Parametry skrawania Prędkością skrawania vc nazywamy drogę
S5003014 ODMIANY SZLIFOWANIA Prędkością.ebwodową ściernicy (prędkością skrawania) v, (v,=Vc) jest dr
23 luty 07 (46) VCB Składanie prędkości unoszenia i prędkości względnej Rys. 2.7. Wyznaczanie przewo
więcej podobnych podstron