Obraz0174
174
Przekrój sumaryczny warstwy skrawanej wynosi:
(10.18)
10.5. Siły i moc skrawania
10.5.1. Siły i moc skrawania przy frezowaniu walcowym
Rozkład sity całkowitej F powstającej przy frezowaniu walcowym jest związany z rodzajem frezowania, które raoże być współbieżne lub przeciwbieżne, co determinuje zwrot prędkości wektora posuwu vf względem prędkości skrawania vc. Rozkład siły całkowitej F na ostrzu frezu walcowego o zębach prostych podczas frezowania przeciwbieżnego przedstawiono na rys. 10.16. Podczas frezowania współbieżnego występuje zmiana zwrotu składowej siły całkowitej Fc, co powoduje zmianę zwrotów pozostałych składowych.
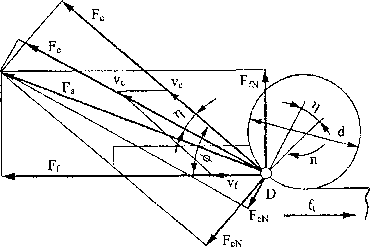
Rys. 10.16. Obciążenie ostrza frezu walcowego o zębach prostych przy frezowaniu przeciwbieżnym
Rozkład siły całkowitej F na ostrzu frezu walcowego o zębach śrubowych przedstawiono na rys. 10.17. Wskutek tarcia wióra w przestrzeni międzyostrzo-wej występuje składowa styczna FT, która sumuje się ze składową normalną Ftn-Rzut siły całkowitej F na oś obrotu frezu daje składową osiową F0, która jest związana z kątem pochylenia linii zębów k zależnością:
(10.19)
Silę skrawania Fc oblicza się według wzorów doświadczalnych. Na przykład, przy frezowaniu stali o Rm = 750 MPa frezem walcowym o zębach prostych siłę Fc oblicza się z zależności:
Wyszukiwarka
Podobne podstrony:
Obraz0174 174 Przekrój sumaryczny warstwy skrawanej wynosi: (10.18)10.5. Siły i moc skrawania10.5.1.
Obraz0174 174 Przekrój sumaryczny warstwy skrawanej wynosi: (10.18)10.5. Siły i moc skrawania10.5.1.
Obraz0123 123 Przekrój poprzeczny warstwy skrawanej przy struganiu i dłutowaniu wyznacza się jako il
Obraz0123 123 Przekrój poprzeczny warstwy skrawanej przy struganiu i dłutowaniu wyznacza się jako il
Obraz0123 123 Przekrój poprzeczny warstwy skrawanej przy struganiu i dłutowaniu wyznacza się jako il
Obraz0035 2 35 Nominalne pole przekroju poprzecznego warstwy skrawanej AD odpowiada polu równoleglob
Obraz0172 17210.4.2.3. Przekrój warstwy skrawanej Kształt i pole przekroju poprzecznego warstwy skra
Obraz0172 17210.4.2.3. Przekrój warstwy skrawanej Kształt i pole przekroju poprzecznego warstwy skra
I. Wysokość piezometryczna, mierzona od spągu warstwy wodonośnej wynosi 10 m. Obliczyć wartość poten
CCF20130109�059 Odległość dolnych włókien przekroju od osi obojętnej wynosi 10 - 20 -10 — 6-18-9 =-=
50 (212) 50 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA wynosi 10,6 pm. Moc laserów CO2 osiąga 25 kW i jest
Pole powierzchni przekroju warstwy skrawanej jednym ostrzem wynosi: w przypadku wiercenia w pełnym
Obraz0145 1458.3.2. Geometryczne parametry skrawania Grubość hDz warstwy skrawanej jednym ostrzem wy
Obraz0054 4. FIZYKALNE PODSTAWY PROCESU SKRAWANIA4.1. Proces powstawania wióra W procesie oddzielani
więcej podobnych podstron