058 3

Kolo zębate i
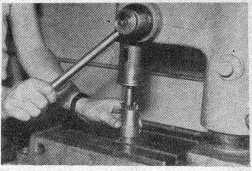
Rys. 5.21. Sposób wyciskania tulei z koła zdawczego
jego obrót wokół czopu łożyska aż do otrzymania dopuszczalnego bicia.
Łożysko wałeczkowe łba korbowodu może ulec zużyciu lub zatarciu na skutek niewłaściwej eksploatacji motocykla. Dopuszczalny luz promieniowy łożyska łba korbowodu wynosi 0,07 mm i jest łatwo wyczuwalny ręką (rys. 5.19). Wał taki należy bezwzględnie wymienić, ponieważ w każdej chwili może nastąpić jego zatarcie i zablokowanie silnika.
Wszystkie inne uszkodzenia wału kwalifikują go do wymiany. Niektóre zakłady specjalistyczne wykonują wprawdzie naprawę łożyska łba korbowodu przez wymianę korbowodu wraz z czopem i łożyskiem. Naprawa ta jest jednak bardzo trudna i wymaga wysokich kwalifikacji od pracowników wykonujących ją. Wytwórnie silników z reguły zalecają wymianę całych wałów. Niemniej jednak w rozdziale 10 podano rysunki przyrządów, jakimi należy się posługiwać przy demontażu i montażu w a hi korbowe-
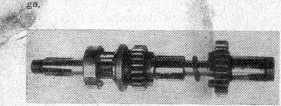
Iłys. 5.20. Zespół walka głównego
5.3.6. Zespół wałka głównego
skrzynki biegów’ (rys. 5.20)
KoYo zdawcze z 27
Koło zdawcze może ulec następującym uszkodzeniom:
— wjdamanie lub zużycie płaszczyzn stykowych kłów,
— wyłamanie zębów koła,
— zerwanie gwintu,
— zużycie tulejki koła zdawczego.
Pierwsze trzy kwalifikują koło zdawcze do wymiany. Dopuszczalne zużycie*tulejki mierzone średniców-ką w dwóch prostopadłych płaszczyznach wynosi 0,08 mm. W przypadku zużycia zbliżonego do dopuszczalnego lub większego zaleca się wymianę koła. Naprawa koła jest możliwa, ale trudna do wykonania ze względu na konieczność zachowania współosio-wości średnicy zewnętrznej (na łożysko) i wewnętrznej. Po rozwierecniu tulejki dopuszczalna niewspół--osiowość wynosi max 0,02 mm. W przypadku zdecydowania się na naprawę koła należy przeprowadzić ją w następujący sposób.
Tulejkę wycisnąć z koła na prasie ręcznej (rys. 5.21) lub przy użyciu specjalnego przyrządu. Z otworu koła usunąć wszystkie pozostałości materiału za pomocą skrobaka. Wcisnąć nową tulejkę. Przez otwory w kole zębatym zdawczym wykonać .w tulejce trzy otwory 01,5 mm, uważając, aby nie uszkodzić przeciwległej ściany. Na długości 32 mm od czoła tulejki naciąć kanałek smarujący prawozwojny o skoku około 60 mm i głębokości 0,3 mm.
Tulejkę rozwiercić w uchwycie samośrodkującym, najlepiej na tokarce, bazując na powierzchni pod łożysko na wymiar 012 H7. W handlu częściami zamiennymi nie ma jednak tulejek koła zdawczego i wykonywanie tej naprawy jest niewskazane. Materiał zalecany na tulejkę: brąz B 101 wg PN-58/H--87050.
Koło zdawcze z = 27 ma trzy kły równo rozmieszczone na obwodzie.
■- 22
Wszystkie uszkodzenia zębów, kłów sprzęgła kłowego {trzy) i wielowpustów kwalifikują koło do wymiany.
Wałek główny
Jakiekolwiek uszkodzenia vyałką głównego fikują go do wymiany. Jedynlfc ślady : lei koła zdawczego można usunąć > p?
•nym, wymieniając równocześnie koło zdawcze lub jego tulejkę. Należy również pamiętać o wymianie przedłużacza popychacza sprzęgła. W przypadku pęknięcia wałka głównego przedłużacz zwykle ulega uszkodzeniu.
5.3.7. Zespół wałka przekładni skrzynki biegów
W skład zespołu wałka przekładni wchodzą trzy koła zębate (z = 35, z = 28, z = 23) oraz wałek prze-
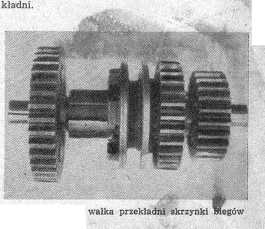
Rys. 5.22. Zespół
58
Wyszukiwarka
Podobne podstrony:
new 72 146 7. Zasady obliczeń wytrzymałościowych śrub Rys. 7.21. Sposób zwiększenia podatności
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM636 636 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.88. Zą
M Feld TBM644 644 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.104. F
M Feld TBM654 654 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.128. Z
więcej podobnych podstron