143
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE
B-63834PL/01
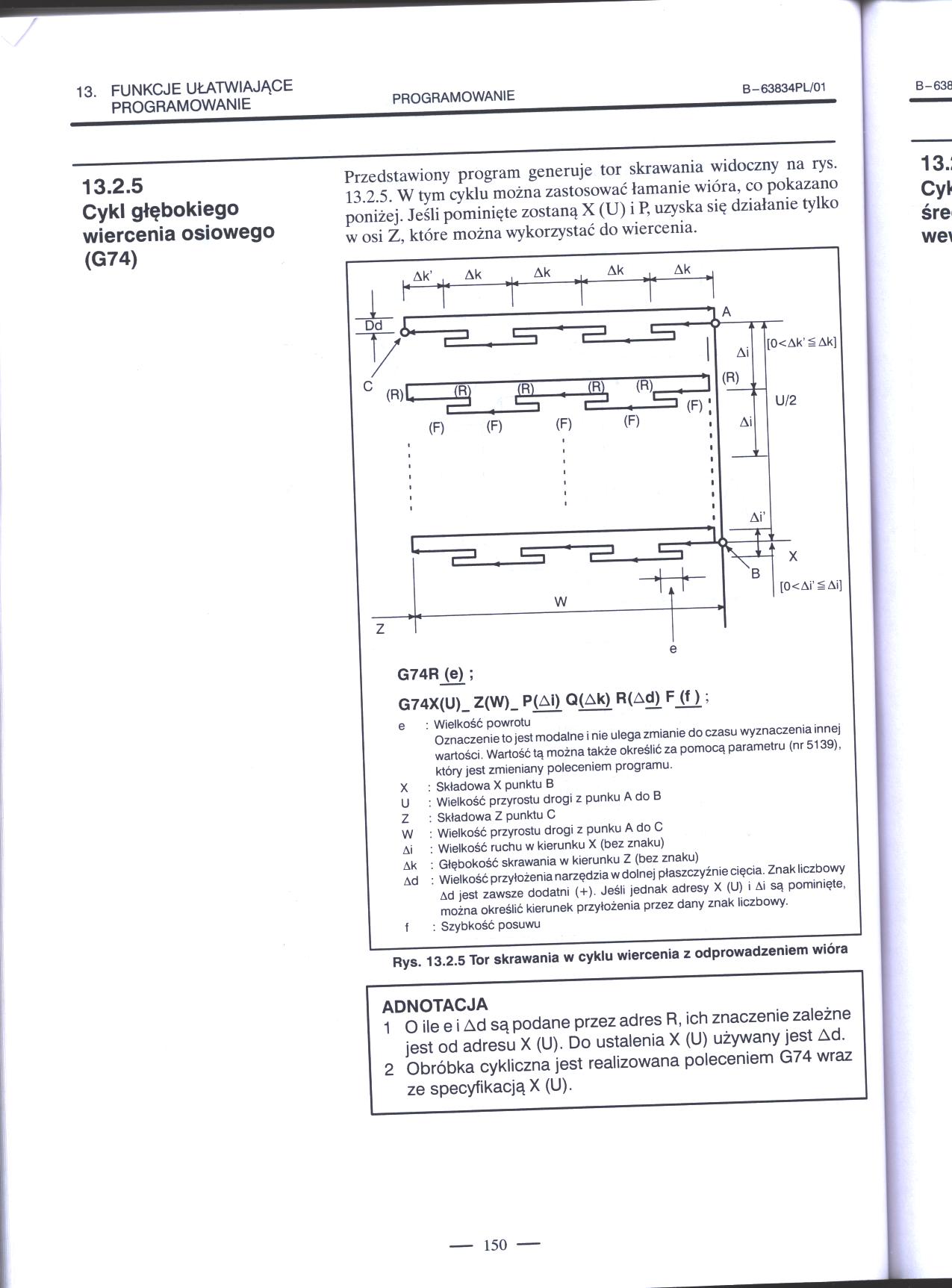
Przedstawiony program generuje tor skrawania widoczny na rys. 13.2.5. W tym cyklu można zastosować łamanie wióra, co pokazano poniżej. Jeśli pominięte zostaną X (U) i P, uzyska się działanie tylko w osi Z, które można wykorzystać do wiercenia.

G74R (e) ;
G74X(U)_ Z(W)_ P(Ai) Q(Ak) R(Ad) F (f ) ;
e : Wielkość powrotu
Oznaczenie to jest modalne i nie ulega zmianie do czasu wyznaczenia innej wartości. Wartość tą można także określić za pomocą parametru (nr 5139), który jest zmieniany poleceniem programu.
X : Składowa X punktu B U : Wielkość przyrostu drogi z punku A do B Z : Składowa Z punktu C W : Wielkość przyrostu drogi z punku A do C Ai : Wielkość ruchu w kierunku X (bez znaku)
Ak : Głębokość skrawania w kierunku Z (bez znaku)
Ad : Wielkość przyłożenia narzędzia w dolnej płaszczyźnie cięcia. Znak liczbowy Ad jest zawsze dodatni (+). Jeśli jednak adresy X (U) i Ai są pominięte, można określić kierunek przyłożenia przez dany znak liczbowy, f : Szybkość posuwu
ADNOTACJA
1 O ile e i Ad są podane przez adres R, ich znaczenie zależne jest od adresu X (U). Do ustalenia X (U) używany jest Ad.
2 Obróbka cykliczna jest realizowana poleceniem G74 wraz ze specyfikacją X (U).
Wyszukiwarka
Podobne podstrony:
128 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/0113.1.3Cykl toczenia czołowego
155 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Szybki cykl wiercenia głębok
159 4 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/0113.3.3Cykl wiercenia czołowego
162 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/0113.4.2Cykl prostego szlifowani
168 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PU01 ADNOTACJA 1
150 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3 STAŁY CYKL OBRÓBKI DLA
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE13.1.4Jak korzystać ze stałych cykli
133 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Cykl skrawania czołowego (G9
138 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.2 Usuwanie naddatku
139 4 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.3Powtórzenie wzoru
140 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEADNOTACJA 1
141 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01PrzykładyUsuwanie naddatku
144 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.6 Cykl wiercenia średnic
145 6 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.7 Cykl obróbki gwintów
148 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady • Przestawne nacinan
149 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.8 Uwagi dotyczące cyklu
152 4 B-63834PU01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Płaszczyzna powrotu G98/G99
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Oznaczenie symboli na rysunkach W
więcej podobnych podstron