193 2
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
14.2.5
Uwagi dotyczące kompensacji promienia ostrza narzędzia
Objaśnienia
• Ruch narzędzia, kiedy dwa lub więcej bloki bez polecenia przesunięcia nie powinny być programowane kolejno.
Wyjście kodu M Wyjście kodu S Przerwa Posuw zerowy Tylko kod G Zmiana korekcji
1.M05 ;
2.S210;
3. G04 XI000;
4. G01 U0;
5. G98;
6. G10 POI X10.0 Z20.0 R0.5 Q2 ;
Jeśli dwa lub więcej z powyższych bloków są podane kolejno jeden po drugim, to punkt środkowy ostrza narzędzia przesuwa się do położenia pionowego względem toru narzędzia zaprogramowanego w poprzednim bloku na jego końcu. Jeśli jednak polecenia braku przemieszczenia są jak w punkcie 4 powyżej, to powyższy ruch narzędzia jest osiągany tylko w jednym bloku.
|
(Tryb G42) N6W1000.0; N7 S21 ; | |||
|
Programowany tor narzędzia N6 / N7 N8 | |||
|
\ * |
U9 U-1000.0 W1000.0; | ||
|
Tor punktu środkowego V ostrza narzędzia | |||
• Kompensacja promienia ostrza narzędzia za pomocą G90 lub G94
Kompensacja promienia ostrza narzędzia za pomocą G90 (cykl skrawania średnicy zewnętrznej/średnicy wewnętrzne) lub G94 (cykl toczenia czołowego) jest następująca :
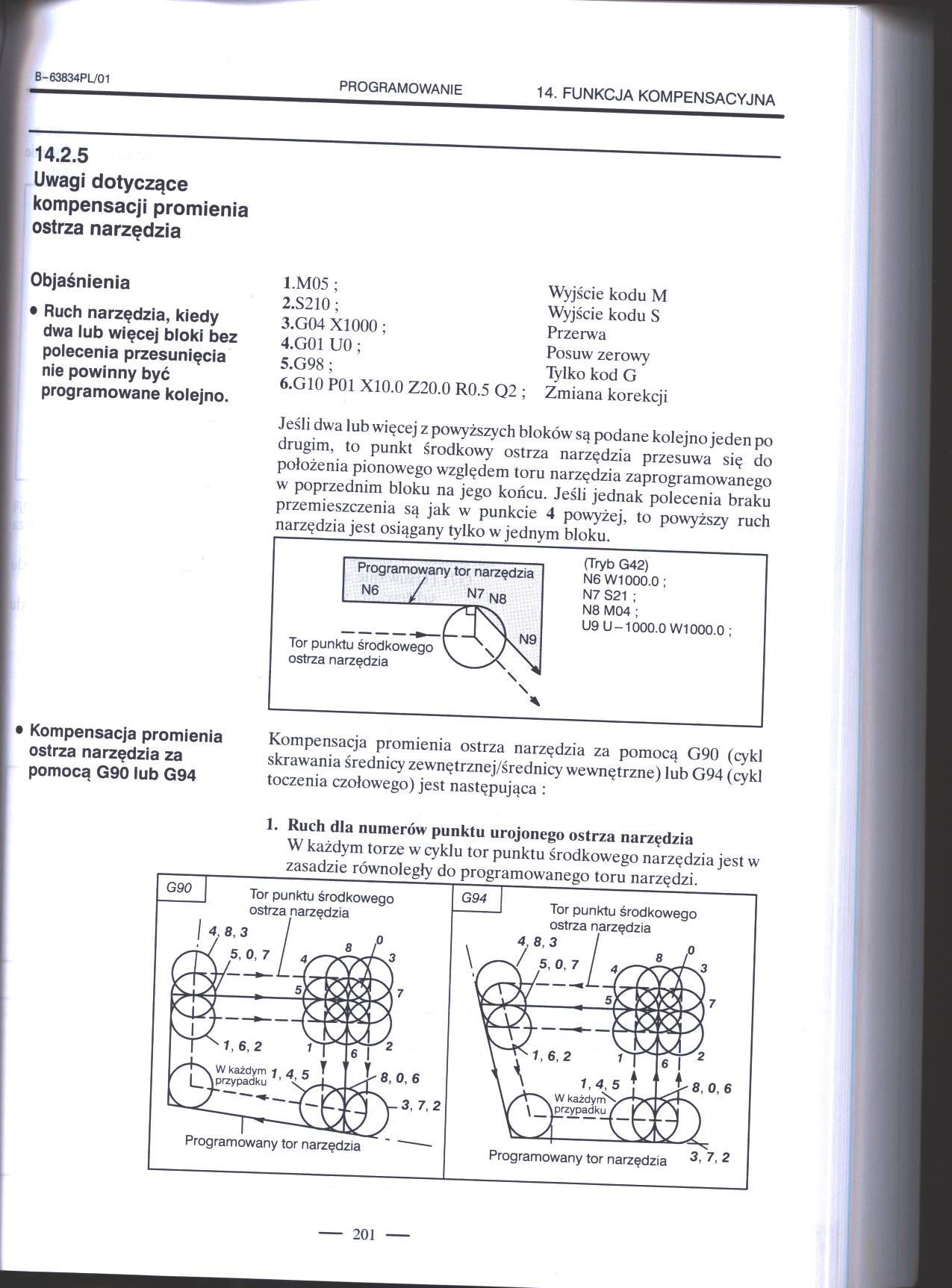
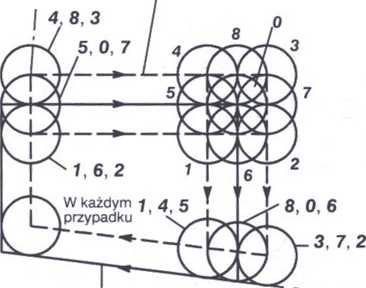
1. Ruch dla numerów punktu urojonego ostrza narzędzia
W każdym torze w cyklu tor punktu środkowego narzędzia jest w zasadzie równoległy do programowanego toru narzędzi.
G90
Tor punktu środkowego ostrza narzędzia
Programowany tor narzędzia
G94
Tor punktu środkowego ostrza narzędzia
/'8’3
J 5.0.7 / a s--*r~><rh^3
8, 0, 6
i®
Programowany tor narzędzia
3, 7, 2
- 201
Wyszukiwarka
Podobne podstrony:
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Ręczny dojazd do punktu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Tabela 14.2.3 (b) Korekcja zużycia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Tor punktu środkowego ostrza narzędzia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA• Blok bez posuwu narzędzia • Blok bez
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA14.3.4Posuw narzędzia w zakończeniu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
więcej podobnych podstron