1tom302

11. ELEKTRYCZNOŚĆ STATYCZNA 606
Preparacja antystatyczna powierzchniowa ma zastosowanie do elementów maszyn wykonanych z materiałów stałych oraz do antystatyzacji materiałów sypkich i włókien. Preparacja antystatyczna objętościowa jest stosowana najczęściej do cieczy, ma również zastosowanie do materiałów sypkich oraz tworzyw stałych, z których mają być wykonane wyroby o właściwościach antystatycznych, np. obuwie, wykładziny, opony itp.
Dodanie odpowiedniej domieszki sadzy do gumy daje w efekcie zmniejszenie jej rezys-tywności skrośnej z ok. I Cr3 fi - m do ok. 1 fi - m. Podłogi względnie wykładziny podłogowe uważa się za przewodzące, jeżeli ich rezystancja, mierzona zgodnie z wytycznymi [11.16] między plaska elektrodą metalową o przekroju kołowym i powierzchni 20 cm , obciążoną ciężarem 250 N i ustawioną w dowolnym miejscu danej podłogi a uziomem otokowym, nic przekracza wartości 1 MO. Obuwie uważa się za przewodzące, jeżeli rezystancja przejścia mierzona wg [11.17] między cylindryczną elektrodą metalową, wprowadzoną do buta i dociśniętą obciążnikiem o masie 15 kg, a uziemioną płytą metalową, na której jest umieszczony badany but, nie przekracza 150 kO (patrz też tabl. 11.2).
Dodatek około 0,1% soli chromowych, kobaltowych lub miedziowych niektórych wyższych kwasów alifatycznych do cieczy powoduje ich skuteczną antystatyzację. Stosowane są tu odpowiednie preparaty, noszące różne nazwy firmowe, dodawane w celu antystatyzacji cieczy przy ich dystrybucji i magazynowaniu. Dodanie do benzyny ok. 10% obj. alkoholu etylowego powoduje znaczące zwiększenie przewodnictwa elektrycznego i praktycznie antystatyzację benzyny.
Elektryzację materiałów' rozdrobnionych można wyeliminować przez odpowiednią preparację antystatyczną powierzchniową. Preparację przeprowadza się w roztworach wodnych lub alkoholowych preparatów antystatycznych o stężeniu zwvklc w granicach 0,001 -=-2% masy [11.24],
Przy wytwarzaniu, przetwórstwie i stosowaniu materiałów stałych folii, płyt itp. wykonanych z materiałów nieprzewrodzących stosuje się preparację antystatyczną powierzchniową. bo najprostszych sposobów należy tu grafitowanie lub powlekanie lakierami przewodzącymi danych powierzchni oraz zwilżanie ich mieszaniną wody z. gliceryną.
Rozpowszechniona jest antystatyzacja tkanin i odzieży. Antystatyzację trwałą tkanin uzyskuje się przez odpowiedni dobór struktury włókien mieszanin tworzyw sztucznych z bawełną lub lnem. Antystatyzację okresową otrzymuje się przez preparację powierzchniową włókien w procesie produkcji. Po wykonaniu kilkunastu prań (co najmniej 10) właściwości antystatyczne okresowe zanikają i tkaniny podlegają znowu elektryzacji. Rozpowszechniona jest również antystatyzacja doraźna, uzyskiwana przez płukanie tkanin i odzieży w tzw\ płynach antystatycznych, np. w płynie K. Doraźna antystatyzacja wystarcza do kolejnego prania. Doraźna antystatyzacja może mieć też zastosowanie np. do podłóg, zmywanych co pewien czas odpowiednimi płynami antystatycznymi.
11.3.3. Nawilżanie powietrza
Przy odpowiednio dużej wilgotności powietrza na powierzchni materiałów występuje adsorpcja cienkiej warstwy wody, która ze względu na występujące zanieczyszczenia jonowe jest zwykle przewodząca. Zwiększanie wilgotności powietrza jest skuteczne jako środek ochrony przed gromadzeniem się ładunków elektrostatycznych tylko na tych materiałach, które wykazują właściwości powierzchniowego adsorbowania wody. Dla materiałów nie-higroskopijnych, np. większości typowych tworzyw sztucznych, skuteczność ochrony antystatycznej przez zwiększenie wilgotności otoczenia jest na ogół niewystarczająca. Nie jest wystarczająca również w przypadku węglowodorów stałych, jak np. cerezyna i parafina.
W celu zwiększenia wilgotności względnej powietrza stosuje się nawilżanie pomieszczeń lub stanowisk produkcyjnych (nawilżanie miejscowe). Elektryzujące się w procesach produkcyjnych powierzchnie powinny mieć przy tym temperaturę o ok. 10°C niższą od temperatury powietrza w hali. Umożliwia to utworzenie się i utrzymanie warstwy wody na powierzchni materiałów, dostatecznej dla ich dcclektryzacji.
Do celów antystatycznych wilgotność względna powietrza w pomieszczeniach powinna wynosić co najmniej 70%. Jej spadek poniżej 50% w ogólnym przypadku i poniżej 60% w strefach operowania mediami o minimalnej energii zapłonu Wzmin $ 0,1 mJ uważa się za stan alarmowy.

11.3.4. Neutralizatory ładunku
Eliminację ładunków elektrostatycznych występujących na powierzchniach płaskich lub walcowych, pasów napędowych itp. można uzyskać przez neutralizację ładunku. Do tego celu służą urządzenia wytwarzające ładunek elektryczny, służący następnie do zobojętnienia ładunku na deelektryzowanym materiale. Urządzenia tc są zwane neutralizatorami ładunku lub jonizatorami; używana jest również nazwa eliminatory ładunku. Neutralizatory ładunku mogą działać w sposób bezpośredni, wytwarzając jony w bezpośredniej bliskości deelekfryzowanej powierzchni, lub z wymuszonym nadmuchem zjonizowanego powietrza. Neutralizatory o działaniu bezpośrednim mają zastosowanie do declektryzacji obiektów płaskich.
Ze względu na rodzaj źródła ładunku neutralizatory dzielą się na wysokonapięciowe, indukcyjne i radioizotopowe. Możliwe są też rozwiązania kombinowane.
W neutralizatorach wysokonapięciowych wykorzystuje się do wytwarzania jonów zjawisko ulotu przy elektrodach ostrzowych, zasilanych wysokim napięciem przemiennym 50 Hz, napięciem stałym lub napięciem o zwiększonej częstotliwości. Jonizatory na napięcie przemienne o częstotliwości 50 Hz (60 Hz) są zasilane z transformatorów, jak na rys. 11.11. Jeden biegun uzwojenia wysokiego napięcia jest uziemiony, drugi połączony z elektrodą ostrzową, którą umieszcza się nad deelektryzowanym materiałem. Stosowane są napięcia 5-t-15 kV. Jonizator wytwarza ładunki obydwu znaków. Ze względu na większą ruchliwość jonów ujemnych, deelektryzacja powierzchni naładowanych dodatnio przebiega szybciej, co jednak przy ciągłym działaniu neutralizatora nic ma praktycznego znaczenia. Na rysunku 11.12 pokazano neutralizator wysokonapięciowy z elektrodą jonizującą umieszczoną wewnątrz uziemionej obudowy. Jony przedostają się na zewnątrz jonizatora przez otwory w obudowie. Jest to rozwiązanie bardziej bezpieczne dla obsługi.
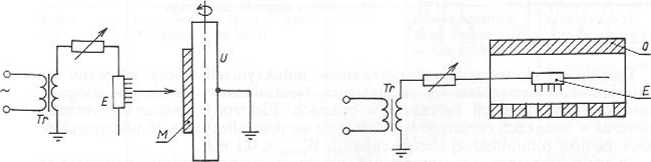
Rys. 11.11. Neutralizator wysokonapięciowy Tr — transformator, F. elektroda jonizująca, M deelektryzowany materiał, U — uziemiona rolka przesuwu materiału
Rys. 11.12. Neutralizator wysokonapięciowy w obudowie zamkniętej
Tr — transformator, £ — elektroda jonizująca, O uziemiona obudowa jonizatora z otworami
Neutralizatory na napięcie stale są zasilane z sieci napięcia przemiennego przez prostownik. Znak wytwarzanych jonów zależy od biegunowości.
Neutralizatory w.cz. są zasilane z generatorów o częstotliwości kilkudziesięciu kHz, napięciem transformowanym do wartości kilkudziesięciu kV. Elektrody jonizujące są wykonywane w postaci strun stalowych rozpiętych wewnątrz izolacyjnej obudowy. Neutralizatory w.cz. charakteryzuje wysoki stopień bezpieczeństwa obsługi.
Neutralizatory wysokonapięciowe są nazywane „aktywnymi”, ponieważ muszą być wyposażone w źródło napięcia.
Neutralizatory indukcyjne nie muszą mieć własnego źródła zasilania. Źródłem jonów w neutralizatorach indukcyjnych jest wyładowanie w polu wytworzonym przez ładunki elektrostatyczne gromadzące się na danym obiekcie. Jonizatory indukcyjne mają elektrody ostrzowe, strunowe, miotełkowe itp., umieszczone na uziemionej konstrukcji naprzeciw chronionego obiektu. Zaletą tych jonizatorów jest bardzo prosta budowa i brak źródła zasilania (neutralizator „pasywny”). Wadą neutralizatorów indukcyjnych jest to, że działają one skutecznie dopiero przy odpowiednio dużych natężeniach pola elektrycznego, <> więc po zgromadzeniu się odpowiedniej wartości ładunku na obiekcie. Przykłady
Wyszukiwarka
Podobne podstrony:
1tom300 11. ELEKTRYCZNOŚĆ STATYCZNA 602 człowieka siedzącego jest większa o 20-^35 pF od pojemności
1tom303 11. ELEKTRYCZNOŚĆ STATYCZNA 608 budowy elektrod neutralizatorów indukcyjnych pokazano na rys
1tom295 11. ELEKTRYCZNOŚĆ STATYCZNA592 być: ciała stałe, ciało stałe i ciecz, ciało stałe i gaz, cie
1tom296 11. ELEKTRYCZNOŚĆ STATYCZNA elektrycznego wytwarzanego przez ten ładunek (wpływ dyfuzji nośn
1tom297 11. ELEKTRYCZNOŚĆ STATYCZNA 596 gdzie: Ww energia wyładowania elektrostatycznego; k — współc
1tom298 11. ELEKTRYCZNOŚĆ STATYCZNA 598 11. ELEKTRYCZNOŚĆ STATYCZNA 598 Rys. 11.3. Szkic układu do b
1tom299 11. ELEKTRYCZNOŚĆ STATYCZNA 600 11. ELEKTRYCZNOŚĆ STATYCZNA 600 4jC£0C D Rys. 11.5. Schemat
1tom304 II. ELEKTRYCZNOŚĆ STATYCZNA 610 — prowadzenie procesów produkcyjnych niekt
1tom309 11 ELEKTROCHEMIA -620 perforowanej folii cynkowej. Separacje elektrod stanowią tkanina chłon
1tom308 12. ELEKTROCHEMIA 618 Akumulatory ołowiowe dzieli się wg zastosowania na rozruchowe (samocho
436 3 11. ELEKTROWNIE JĄDROWE jednostki czasu) trzeba wartość kcf powiększyć do wartości nieco więks
DSC02257 (2) Informacja do zadania 10 i 11. Tlenek magnezu ma zastosowanie do produkcji cegieł, któr
P1050656 4. ELI-KTROGRAWIMF.TRIA. ELEKTROGRAFIA I KULOM ET KIA 254 Elektrograwimetria wewnętrzna ma
1tom301 U. ELEKTRYCZNOŚĆ STATYCZNA 604 Tablica 11.7. Poziomy wrażliwości na wyładowania elektrostaty
więcej podobnych podstron