M Feld TBM146

4. Przygotowanie półfabrykatów do obróbki

RYS. 4.14. Przecinarka firmy Peddinghaus
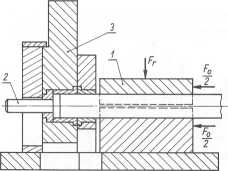
RYS. 4.15. Konstrukcja przyrządu na prasę pracującego w układzie zamkniętym; 1 - przesuwna głowica, 2 - wypychacz, 3 - stempel, F0 - siła osiowa, Fr- siła promieniowa
wych 2 uderzają obustronnie w elementy klinowe 3 (300 lub 180 uderzeń na minutę), które z kolei przez docisk 4 oddziałują na oprawy 5 z wciśniętymi nożami tulejowymi. Na skutek tego uderzenia następuje gładkie pęknięcie materiału prętowego, bez jego odkształceń, z tolerancją długości odcinka ±0,15 mm i powierzchnią czołową prostopadłą do osi pręta. Do przecinania udarowego materiał prętowy musi być ciągniony lub szlifowany w celu zapewnienia odpowiedniego luzu między nożami tulejowymi a prętem.
Przecinanie bezodpadowe, mimo jego niewątpliwych zalet, jest stosunkowo rzadko stosowane. Wynika to z ciągle dużych trudności uzyskania powierzchni przecięcia o dobrej jakości.
Przecinanie na nożycach. Ma ono zastosowanie głównie przy przecinaniu blach, płaskowników oraz kształtowników. Nowoczesnymi nożycami (rys. 4.17) można przecinać blachy do szerokości 5000 mm i grubości 32 mm. Dotyczy to cięcia prostoliniowego.
Wyszukiwarka
Podobne podstrony:
M Feld TBM148 148 4. Przygotowanie półfabrykatów do obróbki RYS. 4.19. Wykrojnik dla przedmiotu z ry
M Feld TBM154 154 4. Przygotowanie półfabrykatów do obróbki RYS. 4.27. Parametry przecinania strumie
M Feld TBM144 4. Przygotowanie półfabrykatów do obróbki144 RYS. 4.11. Układy stosowane przy przecina
M Feld TBM152 4. Przygotowanie półfabrykatów do obróbki152 RYS. 4.24. Schemat głowicy roboczej do pr
M Feld TBM156 4. Przygotowanie półfabrykatów do obróbki RYS. 4.30. Struna pokryta ziarnem: a) na peł
M Feld TBM136 136 4. Przygotowanie półfabrykatów do obróbki bezodpadowych. Blachy, części płaskie i
M Feld TBM138 138 4. Przygotowanie półfabrykatów do obróbki cięcia kilku prętów oraz uniwersalność p
M Feld TBM142 142 4. Przygotowanie półfabrykatów do obróbki Przy poprawnie dobranych warunkach obrób
M Feld TBM150 150 4. Przygotowanie półfabrykatów do obróbki stanowi skoncentrowany łuk elektryczny,
M Feld TBM158 158 4. Przygotowanie półfabrykatów do obróbki techniką wytwarzania, mającą zastosowani
M Feld TBM166 166 4. Przygotowanie półfabrykatów do obróbki4.4. Przygotowanie półfabrykatów walcowan
M Feld TBM168 168 4. Przygotowanie półfabrykatów do obróbki - oczyszczarki komorow
M Feld TBM170 170 4. Przygotowanie półfabrykatów do obróbki gółowo w projektowaniu procesu technolog
M Feld TBM164 4. Przygotowanie półfabrykatów do obróbki164 jednocześnie są wykonywane nakiełki i toc
M Feld TBM135 4Przygotowanie półfabrykatów do obróbki Półfabrykaty, zanim będą przekazane do wydział
M Feld TBM167 167 4.4. Przygotowanie półfabrykatów walcowanych w postaci kształtowników, rur i blach
M Feld TBM102 102 3. Rodzaje półfabrykatów i ich dobór RYS. 3.16. Bryła opisana na odkuwkach walcowy
M Feld TBM129 129 3.1. Rodzaje półfabrykatów �dpad v ^ Przedmiot RYS. 3.28. Przedmiot wykrojony na p
M Feld TBM130 130 3. Rodzaje półfabrykatów i ich dobór RYS. 3.30. Wytłoczka walcowa bez kołnierza RY
więcej podobnych podstron