M Feld TBM566
566
12. Projektowanie procesu technologicznego dla części ptaskich
W szlifowaniu według kinematyki docierania w porównaniu do szlifowania konwencjonalnego jest zdejmowany naddatek obróbkowy przez duży kontakt przedmiotu obrabianego z narzędziem przy małych prędkościach skrawania. W związku z tym jest wymagane takie dobranie parametrów obróbki, ściernicy i płynu obróbkowego, aby zagwarantowane było usunięcie zeskrawanych cząstek materiału i wydzielenie się określonej ilości ciepła.
Ze względu na działanie różnych mechanizmów usuwania materiału przy skrawaniu różnych materiałów należy dobierać do każdego przypadku odpowiednie ziarna
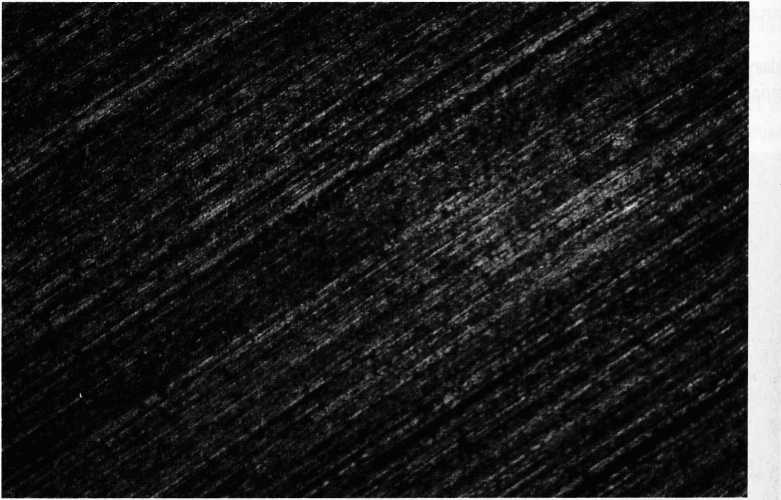
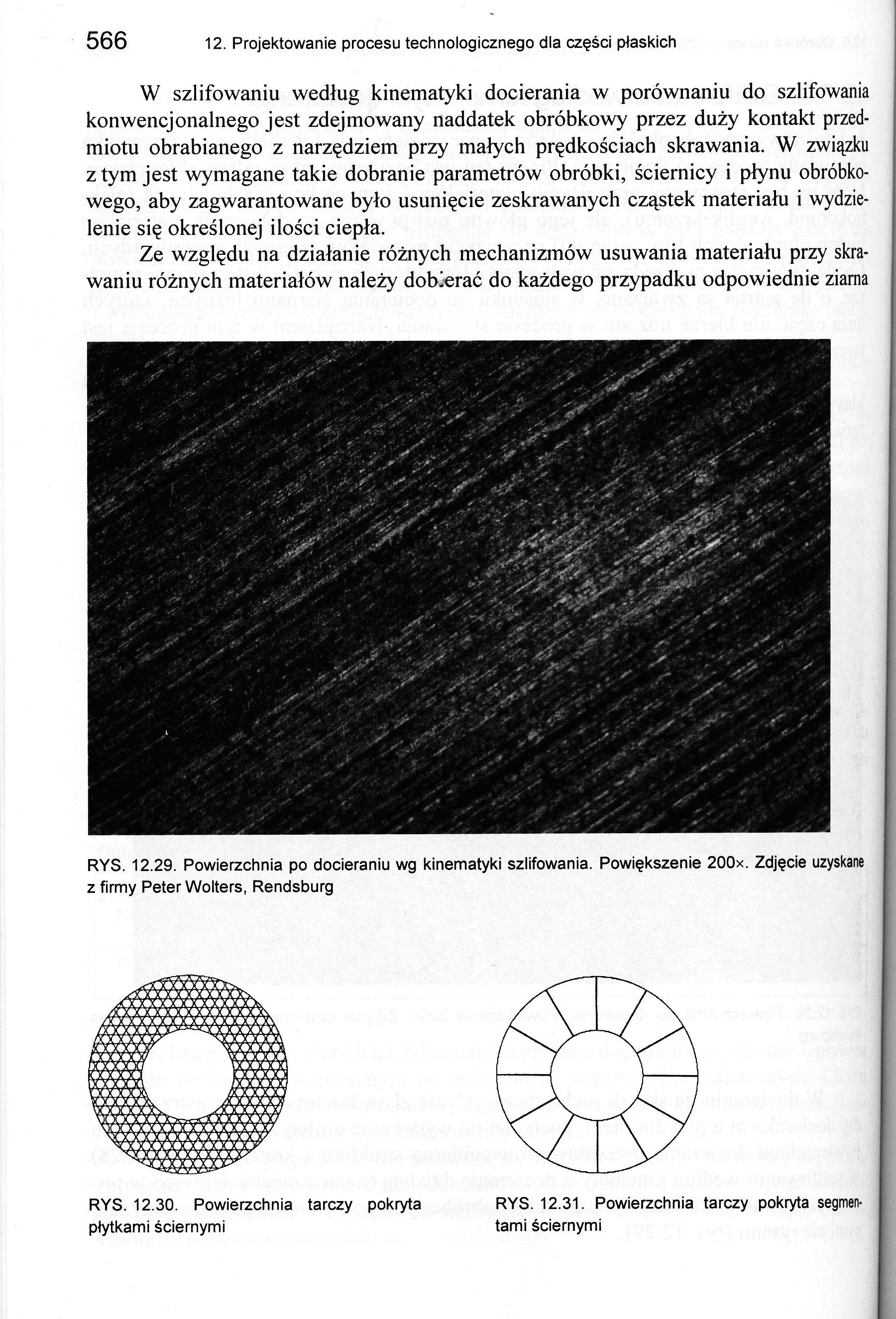
RYS. 12.29. Powierzchnia po docieraniu wg kinematyki szlifowania. Powiększenie 200x. Zdjęcie uzyskane z firmy Peter Wolters, Rendsburg
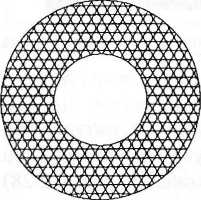
RYS. 12.30. Powierzchnia tarczy pokryta płytkami ściernymi

RYS. 12.31. Powierzchnia tarczy pokryta segmentami ściernymi
Wyszukiwarka
Podobne podstrony:
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
M Feld TBM568 568 12. Projektowanie procesu technologicznego dla części płaskich12.7. Możliwości obr
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM549 549 12.5. Ramowe procesy technologiczne Opracowanie procesów technologicznych dla tej
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM660 660 13. Projektowanie procesu technologicznego części klasy koto zębate Drugi proces,
Technologiczne przygotowanie produkcji polega na projektowaniu procesów technologicznych dla obróbki
Mieczysław Feld Projektowanie procesów technologicznych typowych części maszyn
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
więcej podobnych podstron