kpiup0058
1. Wytyczne do konstruowania przyrządów precyzyjnych 42
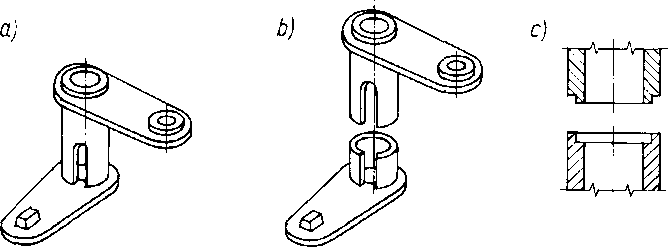
Rys. 1.29. Odlewy i modele woskowe: a) po spojeniu, b) modele woskowe częściowe, c) szczegół miejsca spojenia
skiej i oczyszczenie odlewu. W celu umożliwienia lub ułatwienia oczyszczenia należy tak ukształtować odlew, aby był umożliwiony dostęp do wszystkich jego powierzchni; zatem odlewy, których wnętrze jest kształtowane przez rdzenie, powinny mieć otwory z dwóch stron, umożliwiające dostęp do wnętrza (rys. 1.27). Dzięki takiemu postępowaniu dokładność odlewów odpowiada dokładności średnio dokładnej obróbki toczeniem lub frezowaniem. Koszt jednostkowy formowania i oprzyrządowania jest duży i dlatego ten sposób odlewania opłaca się wtedy, gdy równoważy go oszczędność na obróbce wiórowej.
Metodą wytapiania modelu odlewa się w mechanice precyzyjnej zwykle nieduże elementy (do około 500 g). Można też wykonywać tą metodą, na ostateczne wymiary, elementy ze stopów bardzo trudno obrabialnych.
I.8.2.2. Kształtowanie odlewów wykonywanych metodą wytapianych modeli
Zasady odlewania są podobne jak przy odlewaniu innymi metodami. Grubość ścianek zależy w pewnej mierze od ich powierzchni. Ścianki odlewów o grubości powyżej 1 mm mogą mieć dowolnie duże wymiary (dane dla odlewów poniżej 0,25 kg). W praktyce jednak nie zaleca się stosowania ścianek cieńszych niż 1,5 mm. Tylko przy małych powierzchniach mogą one być cieńsze (nawet 0,75 mm). Grubość ścianek przy ich brzegu nie powinna być mniejsza niż 0,3 mm, wyjątkowo nawet 0,15 mm (dużo braków). W celu uniknięcia nadmiaru materiału zaleca się odlewanie nadlewów z naddatkiem na obróbkę otworów. Otwory przelotowe w odlewach powinny mieć długość /^4-h6d, otwory nieprzelotowe (ślepe) — / < 2d {d — średnica otworu). Najmniejsze średnice otworów: w materiałach nieżelaznych d = 0,5 mm, w staliwie d — 1,25 mm, a wyjątkowo w nisko-topliwych metalach nieżelaznych d = 0,25 mm. Gwintów nie zaleca się odlewać. Naroża wewnętrzne należy zaokrąglać promieniami r = 0,8 3 mm, zależnie od charakteru
odlewu, a zewnętrzne wykonywać współosiowo z wewnętrznymi.
Tolerancje odlewów staliwnych podano w PN-72/H-83154, naddatki na obróbkę — w PN-72/H-83154, a odlewów z metali nieżelaznych w PN-74/H-83207 (klasa I i II).
1.8.3. Odlewy kokilowe [8]
1.8.3.1. Wiadomości wstępne
Odlewy kokilowe wykonuje się w formach metalowych, składanych z kilku części, zalewanych zazwyczaj ręcznie, grawitacyjnie. Otwieranie formy i wyjmowanie odlewu również odbywa się ręcznie. Ze względu na duży koszt kokili odlewanie opłaca się przy
Wyszukiwarka
Podobne podstrony:
kpiup0064 1. Wytyczne do konstruowania przyrządów precyzyjnych 48 pokazana na rys. 1.36f nie jest za
kpiup0068 1. Wytyczne do konstruowania przyrządów precyzyjnych 52 znajdować się jak najbliżej czoła
kpiup0042 1. Wytyczne do konstruowania przyrządów precyzyjnych 26 Produkcja jednostkowa. W produkcji
kpiup0044 1. Wytyczne do konstruowania przyrządów precyzyjnych 28 skrawanego jest trudne. Dlatego ko
kpiup0052 1. Wytyczne do konstruowania przyrządów precyzyjnych 36 1. Wytyczne do konstruowania przyr
kpiup0056 1. Wytyczne do konstruowania przyrządów precyzyjnych
kpiup0060 1. Wytyczne do konstruowania przyrządów precyzyjnych 44 odlewów o skomplikowanych kształta
kpiup0066 !. Wytyczne do konstruowania przyrządów precyzyjnych 50 się je z materiałów przystosowanyc
kpiup0070 1. Wytyczne do konstruowania przyrządów precyzyjnych 54 h — wysokość części w kierunku pra
więcej podobnych podstron