P1040084 (3)
suwmiarki, mierząc długość odliczonej liczby zwojów i dzieląc uzyskaną wielkość przez tę liczbę. Można również posłużyć się wzornikiem grzebieniowym do gwintów (rys. 11.2) dobierając wzornik najlepiej pasujący doidenty-
Okładka

Rys. 11.2. Wzornik grzebieniowy do gwintów
Skowanego gwintu. Średnicę zewnętrzną określa się przez jej pomiar suwmiarką i znalezienie w tablicach najbliższej wartości odpowiadającej danemu skokowi i rodzajowi gwintu.
11.2.2. Pomiar średnicy podziałowej gwintu mikrometrem do gwintów
Mikrometr do gwintów przedstawiono na rys. 11.3. Końcówkę pryzmatyczną 1 oraz stożkową 2 dobiera się w zależności od skoku i kąta zarysu gwintu.
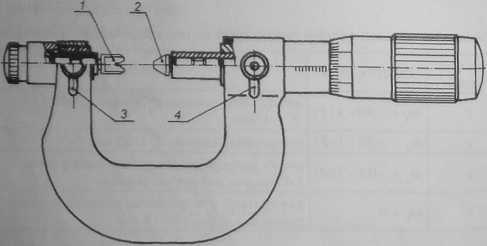
Rys. 11.3. Mikrometr do gwintów
Przed przystąpieniem do pomiaru należy:
- umieścić końcówkę stożkową we wrzecionie, zaś pryzmatyczną - w ko^*' dełku mikrometru.
3 odblokować kowadełko nakrętką 3 i wycofać je,
•» nastawić wskazanie zerowe mikrometru i zacisnąć wrzeciono nakrętką >
- dosunąć z wyczuciem kowadełko do zejścia się końcówek i zacisnąć je nakrętką 3,
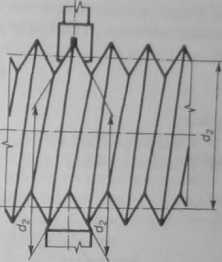
Rys. 11.4. Schemat pomiaru średnicy podziałowej mikrometrem do gwintów
- odblokować wrzeciono i sprawdzić ustawienie zerowe. W przypadku odchyleń od wskazania zerowego powtórzyć ustawienie lub zapamiętać to odchylenie i uwzględnić je przy odczytywaniu wyniku pomiaru średnicy podziałowej gwintu.
Schemat pomiaru średnicy podziałowej przedstawiono na rys. 11.4. Błędy pomiaru są duże i zależnie od średnicy gwintu i błędów wykonania zarysu wynoszą 0,03*0,2 mm.
11.23. Pomiar średnicy podziałowej gwintu metodą trójwałeczkową
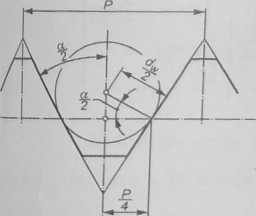
Pomiar średnicy podziałowej gwintu metodą trójwałeczkową jest pomiarem pośrednim. Niezbędne są do niego trzy wałeczki o tej samej średnicy dw dobranej tak, by stykały się z bokami [gwintu blisko średnicy podziałowej pys. 11.5): jB
| ■ |ig| m
Na rysunku 11.6 przedstawiono
_| łańcuch wymiarowy, na podstawie
Rys. 11.5. Ustawienie wałeczka względem którego wyznacza się teoretyczną gwintu w metodzie ^wałeczkowej wartość U mierzoną bezpośrednio:
M' = <L + djl +---) - - ctgf-) (11.4)
H w( sin (a/2)j 2 1{2)
Przy małych wartościach błędu średnicy wałeczków i błędu skoku dokład-n°śc pomiaru zależy przede wszystkim od błędu pomiaru M'. Jeżeli pomiar le5t wykonywany za pomocą przyrządów pozwalających na odczyt z dokład-no»cią do tysięcznych części milimetra, należy uwzględnić dwie poprawki. Pierwsza z nich pozwala na uwzględnienie tego, że wałeczek styka się 1 gwintem nie w przekroju osiowym, lecz normalnym:
131
- d” p2 cos(«/2)ctg(«/2)
1 2 7C2 £
Wyszukiwarka
Podobne podstrony:
10674 Scan10072 QRS i podzielenie liczby 300 przez tę liczbę zapisie 1 między kolejnymi zespołami QR
imgX85 Sprężyny naciągowe 11. Wyznaczenie liczby zwojów czynnych 1 •;<*3G df ‘ = 8 P, w’ Moduł
CCF20111125�022 gdzie: w - liczby zwojów uzwojenia, natomiast indeksy t - twomik, b - bocznikowy, w
instrukcja 9#2 gdzie N, oraz /V* oznaczają odpowiednio liczby zwojów uzwojenia szeregowego i bocznik
Zeszyt Cwiczeń FUNKCJI POZNAWCZYCH 1 (10) Skreśl jak najszybciej, mierząc czas, wszystkie liczby 44.
Badanie transformatora jednofazowego Wartości skuteczne sił elektromotorycznych zależą od liczby zwo
Tak jest „tablica prawdy” dla naszego układu. Na szarym polu zaznaczono liczby, które dzielą się prz
IMGX95 Sprężyny naciskowe 7. Wyznaczenie liczby zwojów czynnychP§) Gd • f Z° 8-Pk -w3 Moduł sprężyst
P1040080 (3) gl*0giizowana długość elementu g0; Odcinek elementarny le jest to zn oVyatości bez uwzg
więcej podobnych podstron