Strona151
Rys. 71. Element pirotechniczny prasowany stemplem plas-■ kim (zagęszczenie kresek oznacza więk-L;' szą gęstość prasowa-' nej masy)
warstwach. Toteż większość elementów pirotechnicznych prasuje się wielowarstwowo; wyjątek stanowią naboje sygnalizacyjne i oświetlające o kalibrze 26 mm. Prasowanie mas pirotechnicznych w wielu warstwach stwarza jednak szereg trudności; najistotniejszą z nich jest ta, że masy na granicy warstw są ze sobą słabo spojone, przy czym jedna z powierzchni (ta, na którą działał bezpośrednio stempel) jest silniej sprasowana. Poszczególne warstwy łatwo się więc rozdzielają, a proces palenia przenosi się z trudem na mocno zapraso-waną powierzchnię warstwy następnej. Aby usunąć te wady, stosuje się prasowanie warstwowe za pomocą stempli kształtowych (rys. 72).
Prasowanie za pomocą stempli kształtowych daje lepsze złączenie poszczególnych warstw, które przy prasowaniu skośnymi powierzchniami czoła są znacznie mniej zbite. W tych miejscach proces palenia postępuje żywiej i łatwiej przenosi się z warstwy na warstwę. Na rysunkach 71, 72 i 73 przedstawiono przekroje elementów pirotechnicznych prasowanych stemplami o różnych kształtach.
Rys. 72. Element pirotechniczny prasowany stemplem kształtowym
Rys. 73. Smugacz prasowany stemplem kształtowym
Należy również dodać, że masę podpałową i masy pośrednie ’ prasuje się z reguły w jednej warstwie wraz z pewną ilością masy zasadniczej. W ten sposób ułatwia się przejście ognia do masy zasadniczej.
Konstruowanie matryc do prasowania dużych elementów pirotechnicznych (pochodni) jest dość kłopotliwe. Pomimo niskich ciśnień stosowanych przy prasowaniu ogólny nacisk przypadający na całą powierzchnię przekroju pochodni bywa znaczny i przekracza zwykle 100 ton. W tych warunkach wymiary matryc i ich ciężar stają się duże, co utrudnia posługiwanie się nimi.
Prasując elementy o średnich wymiarach stosuje się matryce w postaci cylindrów o grubych ściankach, przy czym ścianki te powinny wykazywać wewnątrz nieznaczną zbieżność (do 0,1 mm) ku górze. Zbieżność ta ułatwia wypychanie elementów PO’ zaprasowaniu.
<fi2 *■*,
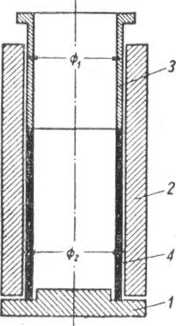
Rys. 74. Matryca stosowana do prasowania małych pochodni:
I — podstawka; 2 — matryca; 3 — lejek; 4 — osłona pochodni
Na rysunku 74 przedstawiono matrycę służącą do prasowania bardzo małych (wąskich) pochodni w osłonie tekturowej. Stalowa matryca zaopatrzona jest w podstawkę i mosiężny lejek, który ułatwia sypanie masy w osłonę oraz stanowi prowadzenie
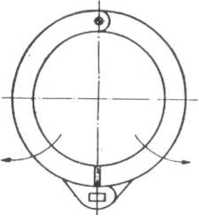
Rys. 75. Matryca otwierana
dla stempla. Przy prasowaniu pochodni w takich matrycach należy używać ściśle dopasowanych osłon, pamiętając o rozprężaniu się osłony w matrycy, a później poza matrycą.
Ze względu na powiększenie się objętości kształtek pirotechnicznych po zaprasowaniu stosuje się niekiedy matryce otwierane (rys. 75). Osłona, w której prasuje się masę, powinna być wówczas nieco szersza niż otwór matrycy; wkłada się ją w rozwaitą matrycę i zaciska, po czym matrycę domyka się skoblami. Tak ściśnięta osłona rozpręża się po wyjęciu pochodni z matrycy do pierwotnej objętości albo staje się nieco szersza, lecz nie pęka.
303
Wyszukiwarka
Podobne podstrony:
Strona 182 Wyposażenie elektryczne Rys. 7.25. Elementy poduszki powietrznej 1 — mo
47673 strona022 22 2. ZNORMALIZOWANE ELEMENTY RYSUNKU TECHNICZNEGO RYS. 2.6 Przytdady stosowania m c
60903 Strona 027 Wycieraczki, przewietrzanie, ogrzewanie i klimatyzacja Rys. 0.48. Elementy sterowan
tda7294c 189,2 nrn <->71,1 Rys.3 Rozmieszczenie elementów na płytce drukowanej.
30547 Strona 235 Elementy części tylnej Rys. 8.32. Elementy wyposażenia pokrywy bagażnika wersj
DSCF0010 laboratoryjnymi według rys. 70 i 71 a elementem złoża rzeczywistego, przedstawionym na rys.
77269 Strona 180 Wyposażenie elektryczne Rys. 7.23. Elementy wycieraczki szyby przedniej 1 — silnik
Strona 071 Zamontowanie głowicy oraz wymontowanie silnika 2 Rys. 1.51. Elementy mocowania zespołu na
Strona 094 Układ przeniesienia napędu Rys. 2.13. Elementy hydraulicznego sterowania sprzęgła 1 — wsp
Strona 106 Układ przeniesienia napędu Rys. 2.40. Elementy półosi napędowych A — dotyczy automatyczne
Strona 181 Zestaw wskaźników i wycieraczki Zestaw wskaźników i wycieraczki Rys. 7.24. Elementy wycie
88216 Strona 160 Układ hamulcowy Rys. 6.23. Elementy regulacyjne hamulca awaryjnego 1 — nakrętka reg
26557 strona020 20 2. ZNORMALIZOWANE ELEMENTY RYSUNKU TECHNICZNEGOb) RYS. 2.3 Arkusz oryginału po ob
więcej podobnych podstron