25182 P3040870
1.11. Spoiny
Podstawy prorfsfclo wanto konotmkcp motatowyoh
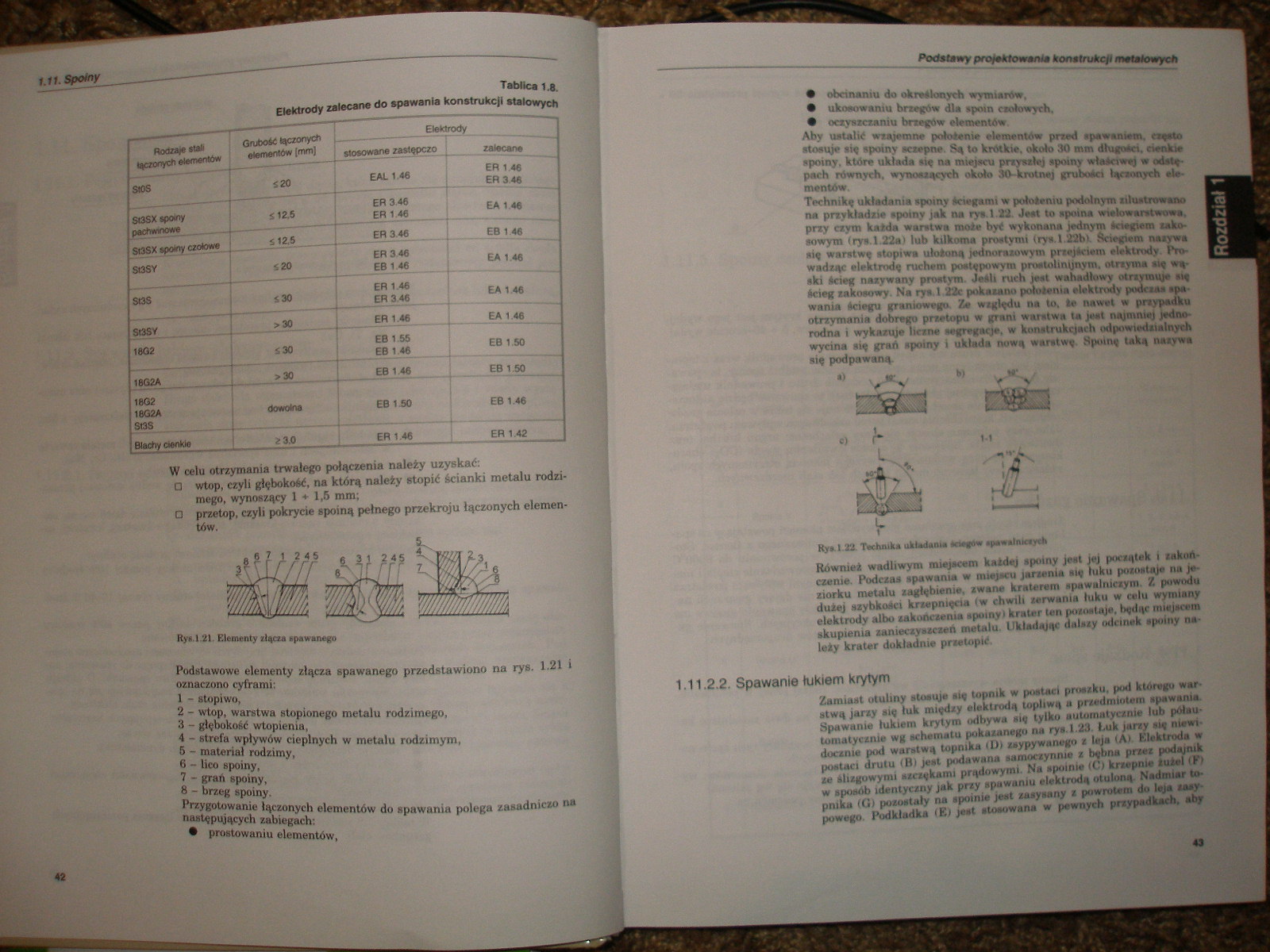
Tablica 1.8.
Elektrody zalecane do spawania konstrukcji stalowych
|
Rodzaje steli |
Grubość łączonych |
Elektrody | |
|
łączonych elementów |
otemontów (mm) |
I stosowane zastępczo |
zalecane |
|
stos |
$20 |
EAL1.46 |
ER 1.46 ER 3.46 |
|
Sł3SX spoiny pachwinowe |
S 12.5 |
ER 3.46 ER 1.46 |
EA 1.46 |
|
Sł3SX spoiny czołowe |
512.5 |
ER 3.46 |
EB 1.46 |
|
SOSY |
520 |
ER 3 46 EB1.46 |
EA 1.46 |
|
soś |
<30 |
ER 1.46 ER 3.46 |
EA 1.46 |
|
St3SY |
■r " ' >30 |
ER 1.46 |
EA 1.46 |
|
1802 |
530 |
EB 1.55 EB 1.46 |
EB 160 |
|
18G2A |
>30 |
EB 1.46 |
EB 1.50 |
|
1802 1802A ŚtOS |
dowolna |
EB 150 |
EB 1.46 |
|
| Blachy cienkie |
23.0 |
ER 1.46 |
ER 142 |
W celu otrzymania trwałego połączenia należy uzyskać:
□ wtop, czyli głębokość, na którą należy stopić ścianki metalu rodzimego, wynoszący 1 +1,5 mm;
O przetop, czyli pokrycie spoiną pełnego przekroju łączonych elementów.
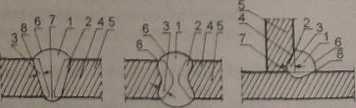
Rys. 1.21. Elementy złącza spawanego
Podstawowe elementy złącza spawanego przedstawiono na rys. 1.21 i oznaczono cyframi:
1 - stopiwo,
2 - wtop, warstwa stopionego metalu rodzimego,
8 - głębokość wtopienia,
4 - strefa wpływów cieplnych w metalu rodzimym,
6 - materiał rodzimy,
6 - lico spoiny,
7 - grań spoiny,
8 - brzeg spoiny.
Przygotowanie łączonych elementów do spawania polega zasadniczo na następujących zabiegach:
• prostowaniu elementów.
• obcinaniu do określonych wymiarów.
• ukooowantu brzegów dla spoin esołowych.
• oczyszczaniu brzegów elementów
Aby ustalić wząjemne położenie elementów przed spawaniem, często stosuje się spoiny scaepne. Są to krótkie, około 30 mm długości, cienkie spoiny, które układa się na miejscu przyszłej sporny właściwej w odstępach równych, wynoszących około 30-krotnąj grubości łączonych elementów.
Technikę układania spoiny ściegami w położeniu podatnym zilustrowano na przykładzie spoiny jak na rys. 1.82. Jest to spoina wielowarstwowa, przy czym każda warstwa mole być wykonana jednym k iegiem saka-■owym (rys.l.22a) lub kilkoma prostymi (ry».l.22bl Ściegiem nazywa się warstwę stopiwa ułożoną jednorazowym przejściem elektrody. Prowadząc elektrodę ruchem postępowym prostolinijnym, otrzyma mę wąski ścieg nazywany prostym Jeśli ruch jest wahadłowy otrzymuje się ścieg sakoeowy. Na rys i 22c pokąsano położenia elektrody podczas spawania ściegu graniowego Ze względu na to, le nawet w przypadku otrzymanie dobrego przetopu w grani warstwa ta jest nąjmntej jednorodna i wykazuje liczne segregacje, w konstrukcjach odpowiedzialnych wycina się grań spoiny i układa nową warstwę. Spoinę taką nazywa się podpawaną.

L
r
Rys 1 22. Technika układam* magle »p*w»lnicaych
Również wadliwym miejscem każdej spoiny jest jej początek i zakończenie. Podczas spawania w miejscu jarzenia się luku pozostąjo na jeziorku metalu zagłębienie, zwane kraterem spawalniczym. Z powodu dużej szybkości krzepnięcia (w chwili zerwania luku w celu wymiany elektrody albo zakończenia spoiny) krater ten pozoatąje, będąc miejscem skupienia zanieczyszczeń metalu. Układając dalszy odcinek spoiny należy krater dokładnie pras topić.
1.11.2.2. Spawanie łukiem krytym
Zamiast otuliny stosuje się topnik w postaci proszku, pod którego warstwą jarzy się luk między elektrodą topliwą a przedmiotem spawanie. Spawanie lukiem krytym odbywa się tylko automatycznie lub półautomatycznie wg schematu pokazanego na rys. 1.23. Luk jariy się niewidocznie pod warstwą topnika (D) zsypywanego z leja (A) Elektroda w postaci drutu (B) jest podawana samoczynnie z bębna przez podajnik ze ślizgowymi szczękami prądowymi. Na spoinie (C) krzepnie żużel (F) w sposób identyczny jak przy spawaniu elektrodą otuloną. Nadmiar topnika (O) pozostały na spoinie jest zasysany z powrotem do ląja zasypowego Podkładka <E) jest stosowana w pewnych przypadkach, aby
42
49
Wyszukiwarka
Podobne podstrony:
P3040874 1.11. Spoiny Podstawowe znaki spoin czołowych podane są na rys. 1.36, a pachwino wych na ry
10089 P3040879 1.11. Spoiny p P«y p 7 Rys.1.64. Długości spoin pachwinowych Rys 1-66 Długośc
P3040876 1.11. Spoiny Dwie spoiny ułożone po przeciwnych stronach złącza należy oznaczać zgodnie z
P3040869 1.11. Spoiny1.11. Spoiny1.11.1. Pojęcie spoiny, metody spawania Spoiną na
P3040871 1.11. Spoiny zapobiec wyciekaniu metalu. Warstwa topnika wynosi przeciętnie 50 + 60 mm. Rys
P3040873 (2) 1.11. Spoiny Rys.1.27- Kształty lica spoiny pachwinowy albo przestawny (rys. 1.29 Ip.2)
więcej podobnych podstron