25908 Str059 (7)
Tabl. 5.2.1. Typowe materiały, ich obróbka cieplna i zastosowanie
Dla produkcji kół zębatych korzysta się z następujących materiałów:
1. Przekładnie otwarte (i3 <; 1 m/s):
1.1. Stale niestopowe konstrukcyjne ogólnego przeznaczenia - St5, St6 (PN-88/M-84020).
1.2. Stale niestopowe do utwardzania powierzchniowego
i ulepszania cieplnego - 35, 40, 45 (PN-93/M-84019).
1.3. Staliwo węglowe konstrukcyjne - 270-480, 340-550 (PN-ISO 3755:1994).
Obróbka cieplna - normalizowanie, ulepszanie cieplne, HB (170...270).
2. Koła reduktorów ogólnego przeznaczenia:
2.1. Stale wg p. 1.2, 1.3.
2.2. Staliwo stopowe konstrukcyjne - L40H (PN-H-83156:1997).
2.3. Stale stopowe konstrukcyjne do ulepszania cieplnego i hartowania powierzchniowego - 40H, 45H, 45HN, (PN-89/M-84030/04).
Obróbka cieplna:
- normalizowanie, ulepszanie cieplne, HB (190...290);
- hartowanie powierzchniowe HRC > 46 (dla kół o zazębieniu wewnętrznym HRC $ 45).
Głębokość warstwy hartowanej roboczej powierzchni zębów - nie mniej niż 1,5 mm (dla kół m < 5 mm - nie mniej niż 1,0 mm).
2.4. Stale stopowe konstrukcyjne do nawęglania -20H, 18HGT, 15HNA (PN- 89/M-84030/02).
Obróbka cieplna - nawęglanie + hartowanie, HRC 58...64. Głębokość nawęglania 0,15 m (0,15mm), ale nie mniej niż 2,1 mm. Dla kół o m > 5 mm dopuszcza się głębokość warstwy hartowanej (0,8...1,2) mm.
Dla jednostkowej produkcji kół zębatych zaleca się materiały o twardości po obróbce cieplnej do HB < 350 .
Dla produkcji masowej (seryjnej) kół zębatych zaleca się materiały o twardości po obróbce cieplnej HB > 350 .
Tabl. 5.2.2* Typowe materiały dla kół zębatych
i ich podstawowe własności mechaniczne

Tk/T\ (*=i,n, ni,...)
|
TU |
r,=i 7i,/r, |
T„/T, | |
|
tk | |||
|
tj_ Lh |
g Lh |
La Lh |
Lk |
|
E (tk/Lh)=1 | |||

500 1000 2000
700 1500 3000
—► div, mm
|
Gatunek stali |
Przekrój ** S, mm |
Twardość HB |
Rm , MPa |
Re, MPa |
|
St5 |
<63 |
\ |
275 | |
|
63...80 |
j 170 |
f 470...640 |
265 | |
|
St6 |
<63 |
1 |
1 |
315 |
|
63.„80 |
f 180 |
> 570...740 |
305 | |
|
270-480 |
140... 197 |
min 480 |
270 | |
|
340-550 |
- |
160...212 |
min 550 |
340 |
|
35 |
< 16 |
] |
min 550 |
315 |
|
16...40 |
> 187 |
min 530 |
315 | |
|
40...100 |
I |
min 520 |
275 | |
|
< 16 |
I |
620...770 |
420 | |
|
16...40 |
\ 228...269 |
580...730 |
365 | |
|
40.„100 |
1 |
540...690 |
325 | |
|
40 |
<16 |
1 |
min 580 |
335 |
|
16...40 |
( 197...217 |
min 570 |
335 | |
|
40...100 |
I |
min 550 |
295 | |
|
340-550 |
_ |
170...223 |
min 550 |
340 |
|
40 |
<16 |
1 |
660...800 |
450 |
|
16...40 |
> 192...228 |
620...760 |
390 | |
|
40... 100 |
1 |
580...730 |
345 | |
|
45 |
< 16 |
1 |
min 620 |
355 |
|
16...40 |
) 207.„241 |
min 600 |
355 | |
|
40...100 |
J |
min 580 |
315 | |
|
<16 |
| |
700...840 |
480 | |
|
16...40 |
[ 241.„285 |
660...800 |
410 | |
|
40.„100 |
| |
620...760 |
375 | |
|
55 |
< 16 |
I |
min 680 |
390 |
|
16...40 |
) 229...255 |
min 650 |
380 | |
|
40... 100 |
1 |
min 640 |
345 | |
|
< 16 |
I |
780...930 |
540 | |
|
16...40 |
j 228...320 |
740...880 |
460 | |
|
40...100 |
1 |
700...840 |
420 | |
|
L40H |
- |
180 |
min 650 |
490 |
|
40H |
< 16 |
| 240...280 |
980... 1180 |
780 |
|
16...40 |
880...1030 |
640 | ||
|
40... 100 |
228...286 |
780...930 |
540 | |
|
45H |
< 16 |
1 |
1030...1180 |
830 |
|
16...40 |
} 230...280 |
880...1030 |
690 | |
|
40...100 |
I |
780...930 |
590 | |
|
45HN |
<16 |
\ > 741 |
1080... 1230 |
880 |
|
16...40 |
980...1130 |
780 | ||
|
40... 100 |
207.„255 |
830...980 |
690 |
* W tabl. 5.2.2 nie są podane gatunki stali dla reduktorów o żądanej objętości oraz specjalnych. Ich własności wytrzymałościowe podane są w tabl. 19.2.1.
łt Zwykle przekroje S kół zębatych (P<15 kW) nie przewyższają 16 mm.
Rys. 5.2.1. Cyklogram zmiany obciążenia napędu w czasie
Rys. 5.2.2. Wykres zależności Zx = f(dw)

t
100 300 500 700
—- HB
Rys. 5.2.3. Wykres zależności iVHiim=f(żZB)
600
£
500 | 400
350 450 550 650
—- HB

4 6 810 14 18 22
—*- i) , m/s
Tabl. 5.2.3. Zalecane skojarzenie materiałów zębnika i koła zębatego
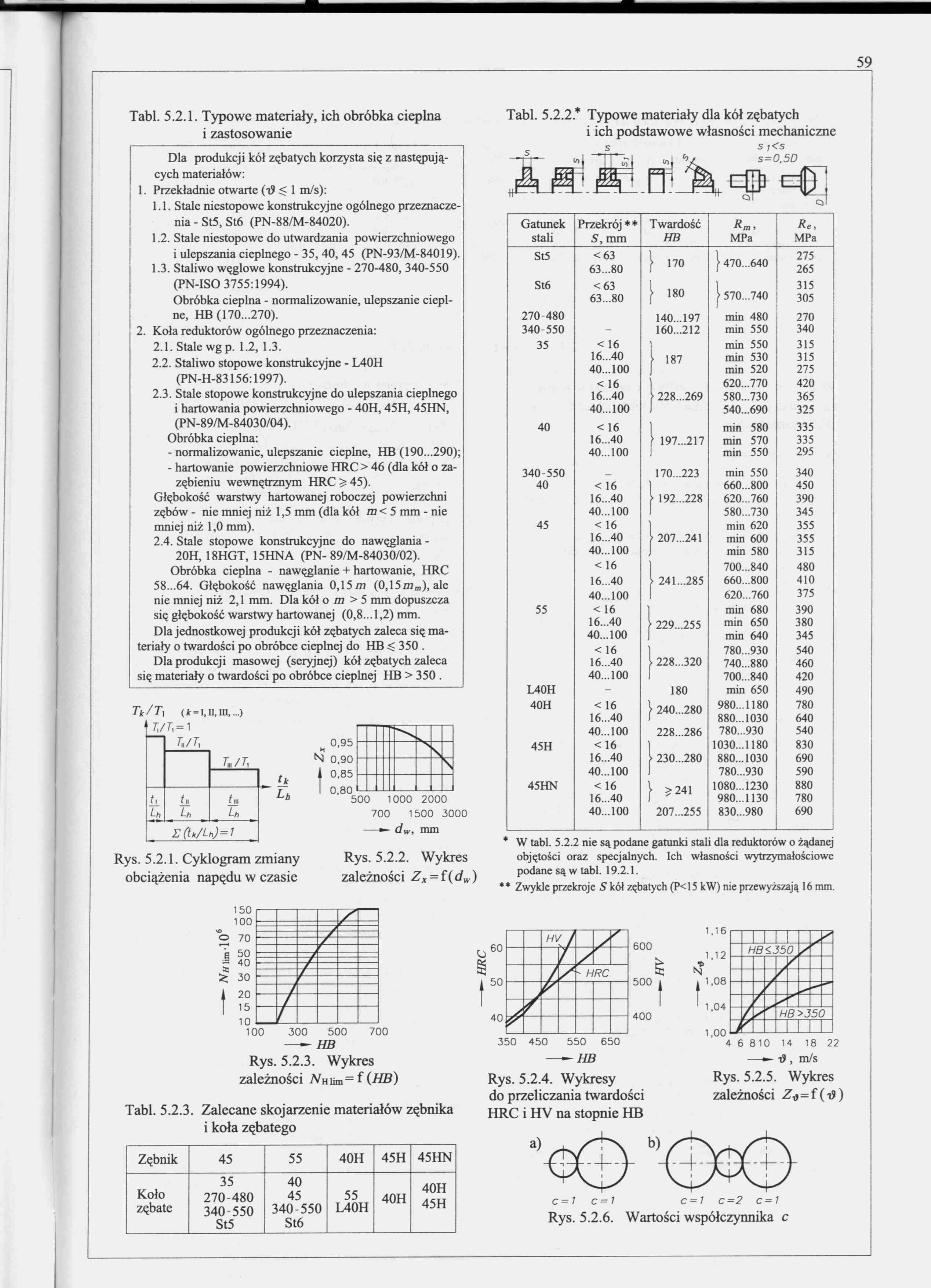
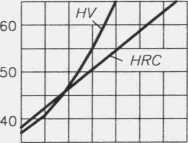
Rys. 5.2.4. Wykresy do przeliczania twardości HRC i HV na stopnie HB
Rys. 5.2.5. Wykres zależności Z*=f (i?)
|
Zębnik |
45 |
55 |
40H |
45H |
45HN |
|
Koło zębate |
35 270-480 340-550 St5 |
40 45 340-550 St6 |
55 L40H |
40H |
40H 45H |

c—1 c=1 c=l c=2 c=1
Rys. 5.2.6. Wartości współczynnika c
Wyszukiwarka
Podobne podstrony:
IMG00059 59 59 —► dWt mm Rys. 5.2.2. Wykres zależności Zx = {(dw) Tabl. 5.2.1. Typowe materiały, ich
023 2 23 Tt/Tx (jr-i.n.iŁ-) h Lh Tabl. 1.5.1.1.* Typowe materiały dla kół zębatych, rodzaje ich obró
Obróbka powierzchni materiałów inżynierskich Obróbka cieplna stali nawęglonej polega na hartowaniu z
4. MATERIAŁ NAUCZANIA4.1. Obróbka cieplna i cieplno-chemiczna4.1.1.
352 353 Cecha materiału Stan obróbki cieplnej Grubość ścianki lub półki,"mm 1 2 3 AR1, AR2,
069 4 dzajem materiału i jego obróbki cieplnej. Jako materiał na tłoki stosuje się obecnie stopy gli
Wydział Budowy Maszyn I Zarządzania Instytut Inżynierii Materiałowej Zakład Obróbki Cieplnej i
163 5 cieplnie ora2 hartowności. Ich obróbka cieplna polega na hartowaniu w oleju po austenityzowani
Acytylen 1 Wydział Budowy Maszyn I Zarządzania Instytut Inżynierii Materiałowej Zakład Obróbki
Materiały metalowe We współczesnym metaloznawstwie oraz technice maszynowej obróbka cieplna stosowan
100X95 PODCZAS OBRÓBKI CIEPLNEJ OWOCÓW I WARZYW W ŚRODOWISKU KWAŚNYM CHLOROFIL PRZEKSZTAŁCA SIĘ
Określa (cd.): wymagania dla produktów mlecznych (obróbka cieplna) wymagania dla opakowaó
M Feld TBM252 252 7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki Typowy proce
więcej podobnych podstron