przeglad
Welding Technology Review
Nr 13/2011
Pr
ze
gl
ąd S
pa
w
al
ni
ct
w
a N
r 1
3/
20
11
Rok założenia 1928
PL
ISSN 0033-2364
Index 37125
Cena 17 zł (w tym 5% V
at
)
40. Krajowa Konferencja Badań Nieniszczących
Warszawa, 24-26 października 2011 r.
Koli Sp. z o.o., tel. 58 6848662, fax. 58 6848661, www.koli.com.pl, e-mail: koli@koli.com.pl
DEFEKTOSKOP ULTRADŹWIĘKOWY „Veo”
Phased Array (DAC, DGS, TCG) + TOFD
DEFEKTOSKOP TRADYCYJNY
+ TOFD + Phased Array
– najszybszy procesor
– najłatwiejsze menu
– znakomite parametry
Moc jest z Tobą,
jeśli masz ten aparat

Organizatorzy
Patronat medialy
Partnerzy
Patronat
40. KRAJOWA KONFERENCJA BADAŃ NIENISZCZĄCYCH
Warszawa, 24-26 października 2011 r.
1
Przegląd sPawalnictwa 13/2011
40. Krajowa Konferencja Badań Nieniszczących .................................................... 2
Radosław Karczewski, Jan Płowiec, Wojciech Spychalski, Andrzej Zagórski *
Charakterystyki sygnałów akustycznych generowanych podczas obciążania
wybranych stali konstrukcyjnych wykorzystywanych do budowy urządzeń ciśnieniowych
Characteristics of acoustic emission signals generated during the loading
of selected structural steels used in the construction of pressure equipment .............. 3
Zbigniew Hilary Żurek, Stefan Sieradzki, Jan Adamek *
Ocena stanu technicznego kołpaków generatorów na podstawie
pomiarów magnetycznych niestabilności austenitu dla stali g18h18
Assessment of technical condition of generator rotors end winding retaining
rings based on magnetic measurements of instability of g18h18 steel austenite ....... 8
Bolesław Augustyniak, Leszek Piotrowski, Marek Chmielewski *
Ocena stanu trójnika rurociągu pary świeżej ze stali 13hmf
metodą emisji magnetoakustycznej
Assessment of state of steam pipe t-joint made of 13hmf
grade steel using magnetoacoustic emission effect .................................................. 13
Zbigniew Ranachowski *
Badanie mikrostruktury betonów przy zastosowaniu metody indentacji wielokrotnej
Application of statistical indentation method to investigation of concrete microstructure ... 18
Krzysztof Dragan, Łukasz Kornas, Norbert Pałka *
Problematyka diagnozowania kompozytowych konstrukcji lotniczych
the issues connected with non destructive techniques
for the aerospace composite structures inspection ................................................... 23
Marcin Lewandowski, Ziemowit Klimonda *
Obrazowanie ultradźwiękowe wad za pomocą metod syntetycznej apertury
Ultrasonic flaw imaging using synthetic aperture methods ........................................ 29
Władysław Michnowski, Jarosław Mierzwa, Piotr Machała, Patryk Uchroński *
Badanie kolejowych osi drążonych
Examination of drilled railway axles ........................................................................... 33
Zenon Ignaszak, Joanna Ciesiółka *
Uwarunkowania i perspektywy badań nieniszczących odlewów
przed poddaniem ich eksploatacji, cz. I
Conditions and perspectives for non-destructive testing
of castings before they service, part i ........................................................................ 36
Zenon Ignaszak *
Uwarunkowania i perspektywy badań nieniszczących odlewów
przed poddaniem ich eksploatacji, cz. II
Conditions and perspectives for non-destructive testing
of castings before they service, part ii ....................................................................... 41
Maciej Roskosz *
Wpływ naprężeń czynnych i resztkowych na własne pole magnetyczne ferromagnetyków
The impact of active and residual stress on the residual magnetic field of ferromagnetics ... 46
Roczny spis treści 2011 .......................................................................................... 50
Informacje wydawcy ................................................................................................ 56
* artykuły recenzowane
Wydanie czasopisma jest wspierane finansowo przez Ministerstwo Nauki i Szkolnictwa Wyższego /
The publication of the Journal is financially supported by the Ministry of Science and Higher Education in Poland.
Patronat i stała współpraca / Patronage and permanent cooperation
rok założenia 1928
dawniej
nr 13/2011
Pl issn 0033-2364
lXXXiii
F O R U M S P A W A L N I K Ó W P O L S K I C H
Miesięcznik naukowo-techniczny agenda wydawnicza SIMP
spis treści – contents
Prof. Andrzej Klimpel – Politechnika Śląska; ds. naukowych / Science Affairs
Mgr inż. Lechosław Tuz – ds. Wydawniczych / Publishing Affairs
Mgr Włodzimierz Jacek Walczak – Linde Gas Polska; ds. współpracy
z przemysłem / Industry Cooperation Affairs
Mgr inż. Irena Wiśniewska – ds. Wydawniczych / Publishing Affairs
Prof. Jerzy Nowacki – Zachodniopomorski Uniwersytet Technologiczny w Szczecinie
Redakcja Przegląd spawalnictwa agenda wydawnicza siMP
ul. Świętokrzyska 14a, 00-050 warszawa
tel.: 22 827 25 42, fax: 22 336 14 79; e-mail: pspaw@ps.pl, www.pspaw.ps.pl
wydawca/Publisher
Lic. Michał Dudziński
Prof. Leszek A. Dobrzański – Politechnika Śląska – Nowe materiały / New materials
Dr inż. Kazimierz Ferenc – Politechnika Warszawska – Konstrukcje spawane /
Welded construction
Prof. Zbigniew Mirski – Politechnika Wrocławska – Lutowanie i klejenie /
Brazing and Bonding
Prof. Jacek Słania – Instytut Spawalnictwa w Gliwicach – Praktyka spawalnicza /
Welding Practice
Mgr inż. Bogusław Olech – PGE GiEK – Badania nieniszczące / Non-Destructive Testing
Prof. Władysław Włosiński – Polska Akademia Nauk – Zaawansowane technologie /
Advanced Technologies
Prof. Jan Pilarczyk – Instytut Spawalnictwa w Gliwicach, Przewodniczący / President
Prof. Andrzej Ambroziak – Politechnika Wrocławska, Zastępca / Vice-President
Komitet Naukowy / Scientific Committee
Prof. Alexander I. Balitskii – National Academy of Science, Ukraina
Dipl. Ing. Pawel Baryliszyn – Volkswagen Aktiengesellschaft, Wolfsburg, Niemcy
Prof. Gilmar Ferreira Batalha – Polythenic School of University Sao Paulo, Brazylia
Dr inż. Hubert Drzeniek – Amil Werkstofftechnologie, Berlin, Niemcy
Prof. Nikolaos Gouskos – University of Athens, Grecja
Prof. Gieorgij Grigorenko – National Academy of Science of Ukraine, Ukraina
Prof. Jolanta Janczak-Rusch – EMPA, Swiss Federal Laboratories for Materials
Science and Technology, Szwajcaria
Prof. Valeriy d.Kuznetsov – Kyiv Polytechnical Institute, Ukraina
Prof. Leonid Łobanow – National Academy of Science of Ukraine, Ukraina
Prof. Jerzy Łabanowski – Politechnika Gdańska, Polska
Prof. Andrzej Kolasa – politechnika warszawska, polska
Prof. George Papadopoulos – University of Athens, Grecja
Prof. Borys Paton – National Academy of Science of Ukraine, Ukraina
Dr inż. Jan Plewniak – Politechnika Częstochowska, Polska
Dr inż. Anna Pocica – politechnika Opolska, polska
Prof. Jacek Senkara – politechnika warszawska, polska
Prof. Andrzej Skorupa – Akademia Górniczo-Hutnicza Kraków, Polska
Prof. Božo Smoljan – University of Rijeka, Chorwacja
Prof. Mirko Sokovic – University of Ljubljana, Słowenia
Prof. Edmund Tasak – Akademia Górniczo-Hutnicza, Kraków, Polska
Prof. Johannes Wilden – University of Applied Sciences, Krefeld, Niemcy
Komitet Recenzentów / Editorial Reviewers Board
Dipl. Ing. Pawel Baryliszyn – Volkswagen Aktiengesellschaft, Niemcy
Dr inż. Hubert Drzeniek – Amil Werkstofftechnologie, Berlin, Niemcy
Prof. Nikolaos Gouskos – University of Athens, Grecja
Prof. Jolanta Janczak-Rusch – EMPA, Swiss Federal Laboratories for Materials
Science and Technology, Szwajcaria
Prof. Andrzej Kolasa – politechnika warszawska, polska
Prof. Jerzy Łabanowski – Politechnika Gdańska, Polska
Prof. Mirko Sokovic – University of Ljubljana, Słowenia
Prof. Edmund Tasak – Akademia Górniczo-Hutnicza, Kraków, Polska
Prof. Johannes Wilden – University of Applied Sciences, Krefeld, Niemcy
Komitet ds. współpracy z przemysłem / Committee of Industry Cooperation
Prezes Marek Bryś – Messer Eutectic Castolin, Polska
Dyrektor Michał Kozłowski – ESAB Polska, Polska
Prezes Mirosław Nowak – Technika Spawalnicza Poznań, Polska
Dyrektor Zbigniew Pawłowski – Lincoln Electric Bester, polska
Prezes Andrzej Piłat – Związek Zakładów Doskonalenia Zawodowego, Polska
Prezes Jacek Rutkowski – Kemppi, polska
Dr inż. Krzysztof Sadurski – Lincoln Electric Bester, polska
Prezes Andrzej Siennicki – cLOOS polska, polska
Prezes Jacek Świtkowski – gcE polska, polska
Prezes Marek Walczak – Urząd Dozoru Technicznego, Polska
Redaktor naczelny / editor-in-chief
z-cy Redaktora naczelnego / deputes editor-in-chief
sekretarz / submission officer
Redaktorzy działów / associate editors
Międzynarodowa Rada Programowa / international scientific committee
korekta, druk / correction, printing
korekta: mgr inż. Halina wierzbicka, druk: edit sp. z o.o., warszawa
Redaktor statystyczny: Marcin r. Konopka, sławomir Krajewski
Redaktor językowy: Hanna Masalska
przeglad
Welding Technology Review
2
Przegląd sPawalnictwa 13/2011
40. KRAJOWA KONFERENCJA BADAŃ NIENISZCZĄCYCH
Warszawa, 24-26 października 2011 r.
KOMITET HONOROWY
Ewa Mańkiewicz-Cudny
– Prezes Naczelnej Organizacji Technicznej (NOT)
Marek Walczak
– Prezes Urzędu Dozoru Technicznego
Andrzej Ciszewski
– Prezes Stowarzyszenia Inżynierów i Techników Mechaników Polskich (SIMP)
Janusz Grabka
– Prezes Urzędu TÜV Rheinland Polska Sp. z o.o.
Marek Kaproń
– Dyrektor Instytutu Techniki Budowlanej w Warszawie
Prof. Włodzimierz Kurnik
– Rektor Politechniki Warszawskiej
Prof. Adam Mazurkiewicz
– Dyrektor Instytutu Eksploatacji – PIB w Radomiu
Gen. bryg. prof. Zygmunt Mierczyk
– Rektor Wojskowej Akademii Technicznej w Warszawie
prof. Andrzej Nowicki
– Dyrektor Instytutu Podstawowych Problemów Techniki PAN w Warszawie
prof. Jan Pilarczyk
– Dyrektor Instytutu Spawalnictwa w Gliwicach
prof. Andrzej Skorupa
– AGH, Przewodniczący Polskiego Towarzystwa Badań Nieniszczących w Chorzowie
Ryszard Szczepanik
– Dyrektor Instytutu Technicznego Wojsk Lotniczych w Warszawie
Witold Wiśniowski
– Dyrektor Instytutu Lotnictwa w Warszawie
Prof. Grzegorz Wrochna
– Dyrektor Instytutu Problemów Jądrowych im. A. Sołtana w Świerku k/Warszawy
KOMITET NAUKOWY
Przewodniczący
prof. dr hab. inż. Julian Deputat
– Instytut Podstawowych Problemów Techniki PAN w Warszawie
Członkowie
dr hab. Bolesław Augustyniak, prof. nzw.
– Politechnika Gdańska
dr inż. Tomasz Babul
– Instytut Mechaniki Precyzyjnej w Warszawie
dr inż. Krzysztof Dragan
– Instytut Techniczny Wojsk Lotniczych w Warszawie
dr hab. inż. Andrzej Garbacz, prof. nzw.
– politechnika warszawska
prof. dr hab. Jan Holnicki-Szulc
– Instytut Podstawowych Problemów Techniki PAN w Warszawie
prof. dr hab. inż. Jerzy Hoła
– Politechnika Wrocławska
prof. dr hab. inż. Zenon Ignaszak
– Politechnika Poznańska
dr inż. Grzegorz Jezierski
– politechnika Opolska
Mgr inż. Marek Lipnicki
– Koli Sp. z o.o., Banino k/Gdańska
dr inż. Wojciech Manaj
– Urząd Dozoru Technicznego (Akademia UDT) w Warszawie
prof. dr hab. Marek Moszyński
– Instytut Problemów Jądrowych im. A. Sołtana w Świerku k/Warszawy
prof. dr hab. inż. Leonard Runkiewicz
– Instytut Techniki Budowlanej w Warszawie
dr inż. Jerzy Schmidt
– politechnika Krakowska
dr inż. Wojciech Spychalski
– politechnika warszawska
prof. dr hab. inż. Marian Szczerek
– Instytut Technologii Eksploatacji - PIB w Radomiu
prof. dr hab. Jacek Szelążek
– Instytut Podstawowych Problemów Techniki PAN w Warszawie
dr hab. inż. Andrzej Szymański
– Politechnika Śląska
Mgr inż. Marta Wojas
– Urząd Dozoru Technicznego (UDT CERT) w Warszawie
dr hab. inż. Józef Żurek, prof. ITWL
– Instytut Techniczny Wojsk Lotniczych w Warszawie
KOMITET ORGANIZACYJNY
Przewodniczący
Krzysztof Jan Kurzydłowski
– Prezes Polskiego Towarzystwa Badań Nieniszczących i Diagnostyki Technicznej SIMP (PTBNiDT SIMP)
Zastępca Przewodniczącego
Bogdan Zając
– Wiceprezes PTBNiDT SIMP
Sekretarz Organizacyjny
Justyna Szlagowska-Spychalska
– Politechnika Warszawska, Wydział Inżynierii Materiałowej, członek PTBNiDT SIMP
Komisarz wystawy
Tomasz Lusa
– Politechnika Warszawska, Wydział Inżynierii Materiałowej, członek PTBNiDT SIMP
Członkowie
Ryszard Jawor
– członek Zarządu Głównego Polskiego Towarzystwa Badań Nieniszczących Chorzów (PTBN Chorzów)
Kazimierz Łasiewicki
– Stowarzyszenie Inżynierów i Techników Mechaników Polskich – Zarząd Główny SIMP
Ewa Majewska
– ZG SIMP
Jan Socha
– SIMP Ośrodek Doskonalenia Kadr w Warszawie
Dyonizy Szewczyk
– członek Zarządu Głównego PTBNiDT SIMP oraz PTBN Chorzów
Dariusz Wojdała
– członek Zarządu Głównego PTBNiDT SIMP oraz PTBN Chorzów
ORGANIZATORZY KONFERENCJI
Polskie Towarzystwo Badań Nieniszczących i Diagnostyki Technicznej SIMP – Zarząd Główny w Warszawie
Polskie Towarzystwo Badań Nieniszczących i Diagnostyki Technicznej SIMP – Oddział w Warszawie
Stowarzyszenie Inżynierów i Techników Mechaników Polskich
3
Przegląd sPawalnictwa 13/2011
Radosław Karczewski
Jan Płowiec
wojciech Spychalski
Andrzej Zagórski
charakterystyki sygnałów akustycznych
podczas obciążania wybranych stali
konstrukcyjnych wykorzystywanych
do budowy urządzeń ciśnieniowych
characteristics of acoustic emission signals generated
during the loading of selected structural steels used
in the construction of pressure equipment
Radosław Karczewski, Andrzej Zagórski – po-
litechnika warszawska,
Jan Płowiec, Wojciech
Spychalski – Materials Engineers Group.
Streszczenie
Badania w statycznej próbie rozciągania z równocze-
sną rejestracją sygnałów akustycznych w materiałach
wykorzystywanych do budowy urządzeń ciśnieniowych,
pozwalają istotnie poszerzyć wiedzę o mechanizmach
zniszczenia. Badania prezentowane w artykule obejmo-
wały zarówno materiały w stanie dostawy, jak i po długim
okresie ich eksploatacji. Celem pracy było poznanie cha-
rakterystyk sygnałów emisji akustycznej generowanych
w zakresie sprężystym i plastycznym.
Do badań wykorzystano płaskie próbki z karbem
i bez karbu. Poddawano je próbom według różnych
schematów obciążenia. Pozwoliło to stwierdzić wpływ
degradacji na charakterystyki akustyczne stali 15HM.
W przypadku stali K18 ujawnił się wpływ wielkości ziarna
na otrzymane charakterystyki akustyczne.
Abstract
Static tensile tests with simultaneous recording of
acoustic signals generated in the material significantly
extend knowledge about the mechanisms of failure. Re-
search conducted in this paper concerned with both the
as supplied material, and after a long period of exposure
to service conditions. The aim of this study was to identify
the characteristics of acoustic emission signals generated
in plastic and elastic range of deformations.
Flat notched and un-notched samples were used in
this study. The samples were subjected to different lo-
adings representative of in-service conditions. The si-
gnals indicating degradation of steel 15HM were deter-
mined. In the case of steel K18 the influence of grain size
was revealed.
Wstęp
Na przestrzeni ostatnich dziesięcioleci, powstało
duże zapotrzebowanie na metody umożliwiające mo-
nitorowanie procesów zachodzących w materiałach
pracujących pod długotrwałym działaniem obciążeń,
szczególnie w agresywnych warunkach środowisko-
wych. Szerokie możliwości w tym zakresie dają bada-
nia NDT [1]. Badania te szybko znalazły zastosowanie
w wielu gałęziach przemysłu, a ich rozwój obserwowa-
ny jest do dziś.
Jedną z technik badawczych do oceny konstrukcji
inżynierskich jest metoda Emisji Akustycznej (AT) [2].
Podstawową jej zaletą jest możliwość zbadania całe-
go urządzenia bez przerywania jego pracy. Wynikiem
badania jest wskazanie miejsc, w których znajdują
4
Przegląd sPawalnictwa 13/2011
się potencjalne nieciągłości materiału oraz opis ich ak-
tywności [3]. Zastosowanie odpowiednich procedur po-
zwala również, na podstawie analizy otrzymanych wy-
ników, dokonać klasyfikacji ujawnionych źródeł aku-
stycznych pod względem zagrożenia, jakie stanowią
dla badanej konstrukcji.
Prawidłowy pomiar sygnałów emisji akustycznej
(AE) wymaga opracowania procedur pomiarowych, in-
dywidualnych dla każdego badanego urządzenia. Pro-
cedury te uwzględniają charakter pracy urządzenia
– specyfikę stanu obciążenia, jego budowę, i warunki
pracy. Dodatkowo, charakterystyka akustyczna materia-
łu ma istotny wpływ na prawidłowość pomiaru oraz inter-
pretację uzyskiwanych wyników. Zależna jest ona m.in.
od gatunku materiału, stopnia jego degradacji, wielkości
i ułożenia wady, a także od sposobu obciążania w trak-
cie badania. Charakterystyki akustyczne materiałów wy-
znaczane są na podstawie badań laboratoryjnych i sta-
nowią wzorzec do interpretacji wyników pomiarów rze-
czywistych obiektów przemysłowych.
Metodyka badań
Materiały do badań
Do badań wytypowano następujące gatunki sta-
li: 15HM (13CrMo4-5 wg EN 10028-2 lub A387 (12)
wg ASTM) oraz K18 (A105 Gr. B / A106 Gr.B-95 wg
ASTM), które są stosowane do budowy urządzeń ci-
śnieniowych.
Materiał do badań stanowiły wycinki nieeksploato-
wane oraz eksploatowane. w rurociągach pracujących
w agresywnym środowisku wodoru lub w wysokiej tem-
peraturze. Rurociągi te zostały wyłączone z dalszej
eksploatacji ze względu na wykrycie w nich nieciągło-
ści materiałowych w postaci rozwarstwień lub pęcherzy
wodorowych oraz postępującej degradacji powierzch-
niowej, jak i wewnętrznej materiału. Warunki pracy ru-
rociągów zebrano w tablicy I.
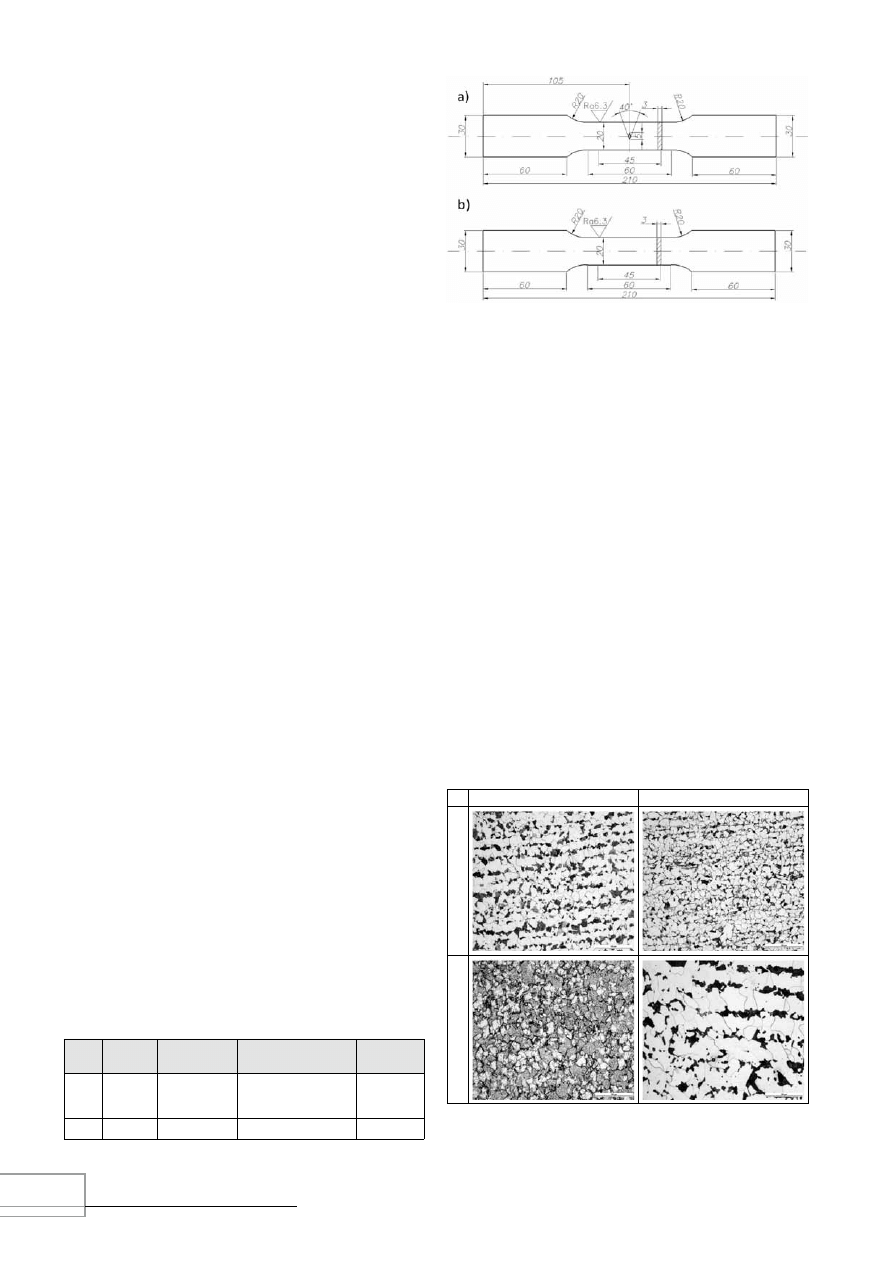
Próbki wytrzymałościowe z wycinków zosta-
ły wycięte w kierunku równoległym do osi rurocią-
gu wg PN-EN 10002-1:2004 (rys. 1). Dodatkowo wy-
konano w nich nacięcie (karb) w kształcie podwój-
nej litery „V” – w środkowej części pomiarowej próbki.
W miejscu karbu zostało wytworzone przepęknięcie.
Obecność karbu powoduje lokalny wzrost na-
prężeń, szczególnie w pobliżu wierzchołków, co ma
wpływ na wzrost maksymalnej energii sygnałów AE,
przy jednoczesnym wzroście ich czasu trwania.
Rurociąg, z którego pobierano wycinki do badań na
skutek warunków pracy uległ degradacji. W stanie wyj-
ściowym wybrane stale te charakteryzują się strukturą
ferrytyczno-perlityczną. Badania z wykorzystaniem mi-
kroskopii świetlnej pozwoliły na zobrazowanie mikro-
struktury materiałów użytych do badań. Otrzymane ob-
razy mikrostruktury stali pokazano na rysunku 2.
Próbka ze stali 15HM w stanie po eksploatacji wy-
kazuje cechy degradacji mikrostruktury. Widoczna jest
mikrostruktura ferrytyczna z węglikami powstałymi na
skutek rozpadu perlitu oraz wydzielania węglików na
granicach ziaren. Przemiany te zaszły ze względu na
wysoką temperaturę pracy rurociągu.
Mikrostruktura stali K18 w stanie po eksploatacji
nie wykazuje śladów degradacji. Biorąc pod uwagę ni-
ską temperaturę pracy rurociągu, należy uznać, że ob-
serwowana gruboziarnista struktura powstała podczas
wytwarzania elementów rurociągu i jest typowa dla ma-
teriału w stanie dostawy.
Tablica I. Warunki pracy badanych materiałów
Table I. Work conditions of tested materials
Stal Ciśnienie Temperatura,
°c
Środowisko
czas pracy
h
K18
13,2
mpa
54
węglowodory, wodór,
siarkowodór, woda,
sole amonowe
50 000
15hm 35 bar
530
węglowodory
160 000
Rys. 1. Kształt i wymiary próbek do badania metodą AT: a) z karbem,
b) bez karbu; wymiary w mm
Fig. 1. Shape and dimensions of samples for AT test: a) with notch,
b) without notch; dimensions in mm
Rys. 2. Mikrostruktury badanych materiałów, pow. 200x
Fig. 2. Microstructures of tested materials, magn. 200x
15hm
K18
Stan wyjściowy
Stan po eksploatacji
5
Przegląd sPawalnictwa 13/2011
Zastosowane techniki badawcze
W celu zbadania charakterystyk sygnałów AE, prze-
prowadzone zostały badania wytrzymałościowe mate-
riałów z równoczesną rejestracją sygnałów akustycz-
nych. Badania AT w trakcie statycznej próby rozcią-
gania, zostały przeprowadzone na stanowisku ba-
dawczym składającym się z aparatury pomiarowej AE
oraz maszyny wytrzymałościowej. W skład aparatu-
ry pomiarowej wykorzystywanej w badaniach wcho-
dził: system pomiarowy AMSY-5: M6-2 firmy Vallen
z sześcioma kartami pomiarowymi ASIP-2 do rejestra-
cji i przetwarzania sygnału AE; czujniki: VS150-RIC,
VS160-NS, VS375-M.
Pomiar AT przeprowadzono przez statyczne rozcią-
ganie próbek bez karbu i z karbem do zerwania.
Dodatkowo porównano wykresy rozciągania stali
pod kątem wpływu przebiegu krzywych, na wyniki po-
miaru AE.
W pomiarach została użyta statyczna maszyna wy-
trzymałościowa Zwick/Roell Z050 pracująca w zakre-
sie siły do 50 kN, z klinowymi uchwytami mechanicz-
nymi do próbek płaskich. Schemat stanowiska badaw-
czego został pokazany na rysunku 3.
Badania AT polegały na scharakteryzowaniu sy-
gnałów akustycznych podczas odkształcania mate-
riału. W tym celu analizie i porównaniu poddano sze-
reg parametrów, takich jak: amplituda, częstotliwość
sygnałów, liczba zliczeń, energia skumulowana,
RMS, czas trwania sygnałów, tempo zliczeń. Para-
metry te odnoszono zarówno do przyłożonych naprę-
żeń jak i czasu od momentu ich przyłożenia. Stworzo-
no w tym celu wykresy, obrazujące zmiany wartości
wybranych parametrów. Obszerność wykonanej ana-
lizy, spowodowała, że w artykule umieszczono tylko
reprezentatywne wykresy.
Z wytypowanych parametrów w trakcie badania
szczególny nacisk skupiono na interpretacji liczby zli-
czeń przekroczenia poziomu dyskryminacji sygnałów
AE, średniej wartości skutecznej sygnału elektrycz-
nego RMS oraz energii sygnałów AE. Parametry te,
wg autorów, najlepiej pozwoliły zróżnicować mate-
riał pod względem wpływu postępującej degradacji na
charakterystyki akustyczne.
Wyniki badań
Pomiar AE zarejestrowany podczas
rozciągania próbek ze stali 15HM
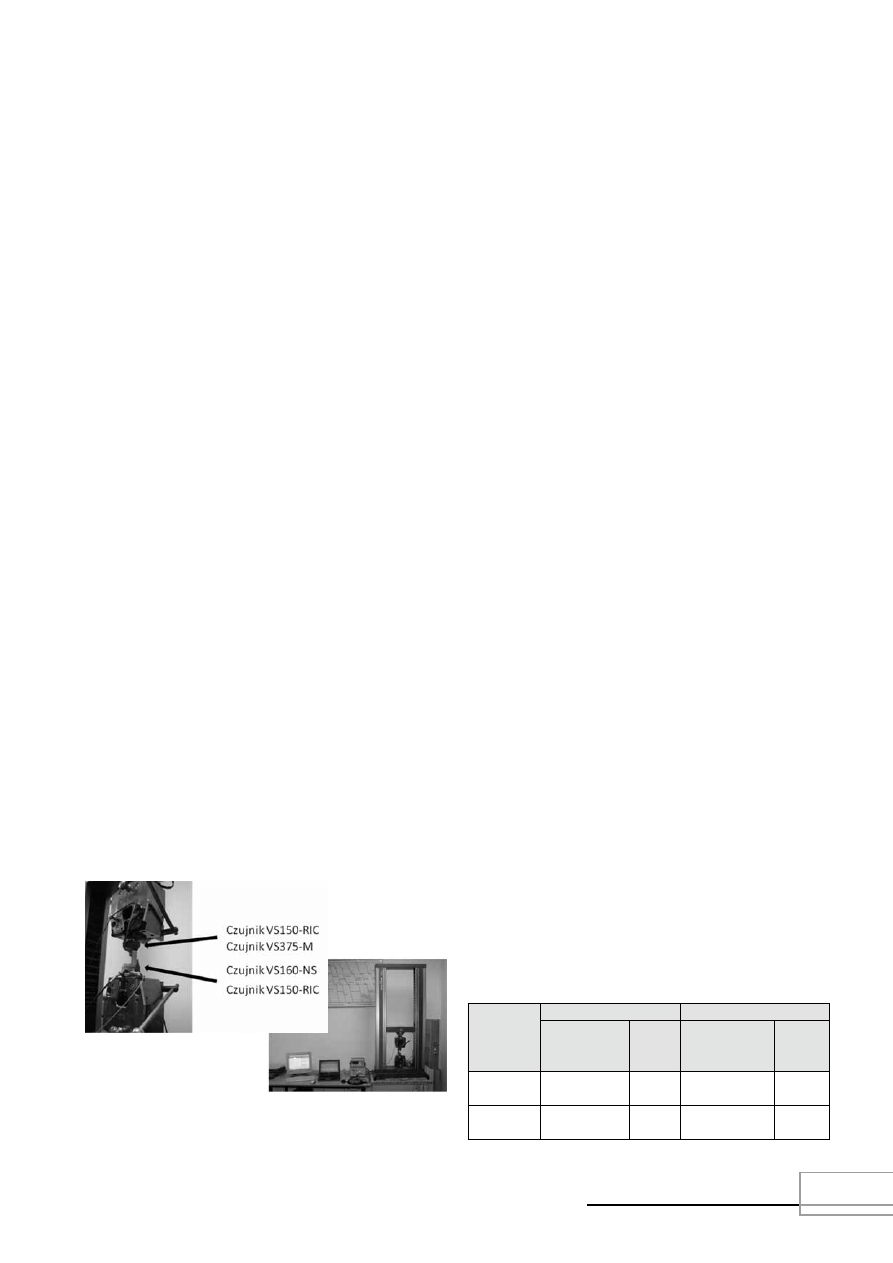
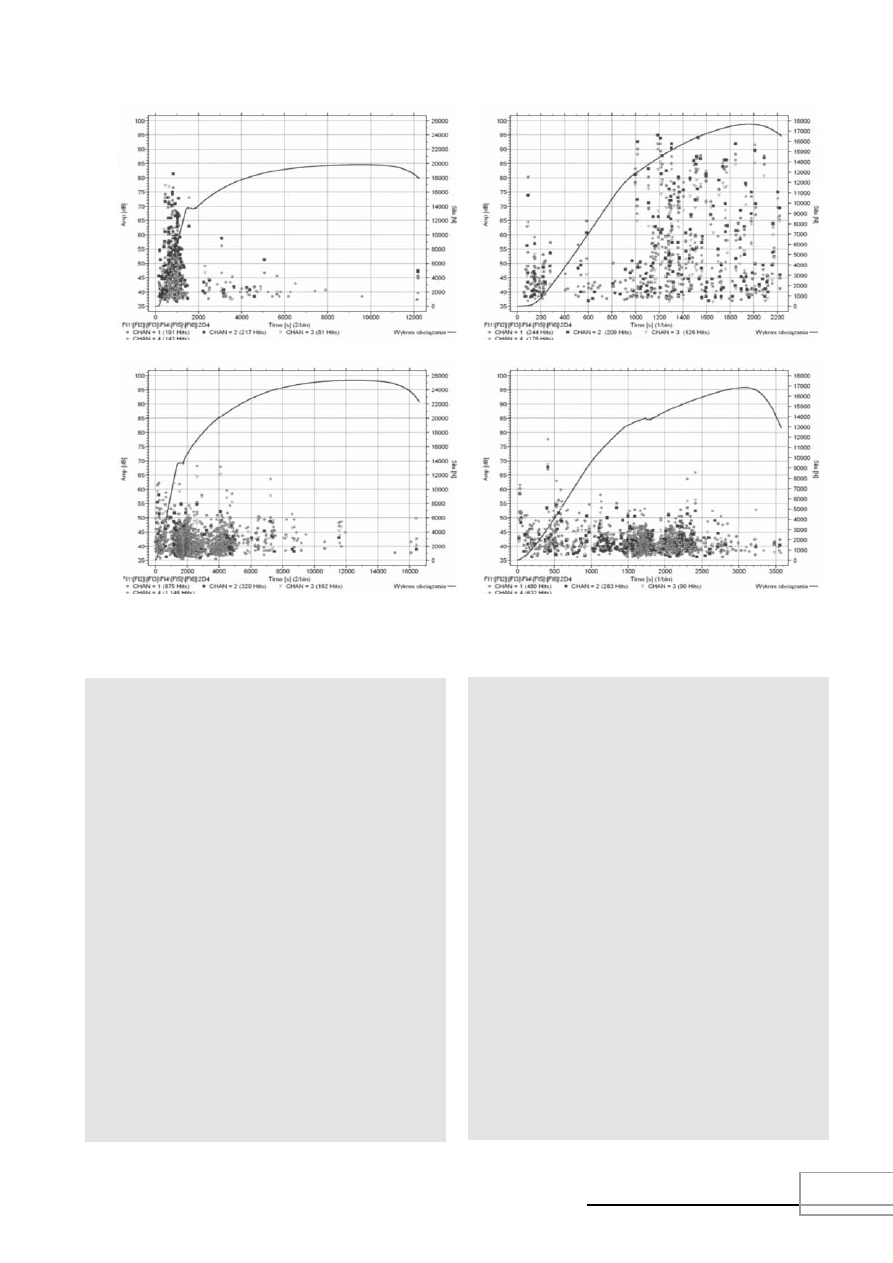
Wizualizacja wyników badań AT przy użyciu apli-
kacji Visual AE™ przedstawiona na rysunku 4, ujaw-
niła zwiększoną aktywność i intensywność sygnałów
AE dla materiału po eksploatacji, w porównaniu ze
stanem wyjściowym. Podczas rozciągania próbek ze
stali 15HM w stanie eksploatowanym występują sy-
gnały AE o wyższej amplitudzie. Ponadto, odnotowa-
no większą aktywność AE w tym stanie manifestowa-
ną przez zwiększoną liczbę zarejestrowanych zliczeń
sygnałów AE.
Charakterystyczne jest również w materiale po
eksploatacji, że dla obu typów próbek, większa licz-
ba sygnałów AE występuje po przekroczeniu grani-
cy plastyczności. Próbki wycięte z materiału w sta-
nie wyjściowym wykazują wyższą intensywność oraz
aktywność, występuje w stanie sprężystym. W za-
kresie wyraźnej granicy plastyczności oraz odkształ-
ceń plastycznych, materiał w stanie wyjściowym ce-
chuje się niewielką intensywnością i aktywnością
akustyczną.
Statyczne rozciąganie próbek z karbem stali w sta-
nie po eksploatacji ujawnia zwiększoną liczbę zda-
rzeń w zakresie sprężystym. Intensywność ta maleje
po przekroczeniu granicy plastyczności. Do osiągnię-
cia granicznej wytrzymałości na rozciąganie liczba re-
jestrowanych sygnałów rośnie nieznacznie. Tuż przed
zerwaniem próbki zarejestrowano nagły skok rejestro-
wanych sygnałów, którą należy tłumaczyć nagłym roz-
wojem pęknięcia w próbce.
Próbka bez karbu w próbie rozciągania wykazu-
je znacznie większą aktywność i intensywność AE
w stanie sprężystym w porównaniu do próbki bez karbu
w tym samym stanie wyjściowym, co może być efek-
tem poddawania próbki z karbem cyklicznym obciąże-
niom w czasie wytwarzania przedpęknięcia.
Wzrost aktywności akustycznej dla próbki z karbem
jest prawdopodobnie związany z obecnością w mate-
riale w stanie po eksploatacji mikro-uszkodzeń w po-
staci mikropustek, które poddane naprężeniom, gene-
rują znaczną liczbę sygnałów akustycznych.
Rys. 3. Stanowisko badawcze do pomiarów AE podczas statycznej
próby rozciągania
Fig. 3. Station for AE measurement during static tensile test
Tablica II. Wartości średnie wybranych parametrów AE zmierzone
dla próbek ze stali 15HM
Table II. The average value of selected AE parameters measured
for 15hm steel
Próbki bez karbu
Próbki z karbem
Liczba zliczeń
powyżej progu
dyskryminacji
Energia
Eu
Liczba zliczeń
powyżej progu
dyskryminacji
Energia
Eu
Stan
wyjściowy
11
27
9
9
Stan po
eksploatacji
48
88
30
38
6
Przegląd sPawalnictwa 13/2011
Na przedstawiony powyżej charakter intensywno-
ści i aktywności akustycznej przekładają się wartości
parametrów: zliczeń powyżej progu dyskryminacji oraz
energii sygnałów AE. Dla próbek w stanie po eksplo-
atacji wartości tych parametrów są dużo wyższe niż dla
materiału w stanie wyjściowym, co pokazuje tablica II.
Pomiar AE zarejestrowany podczas
rozciągania próbek ze stali K18
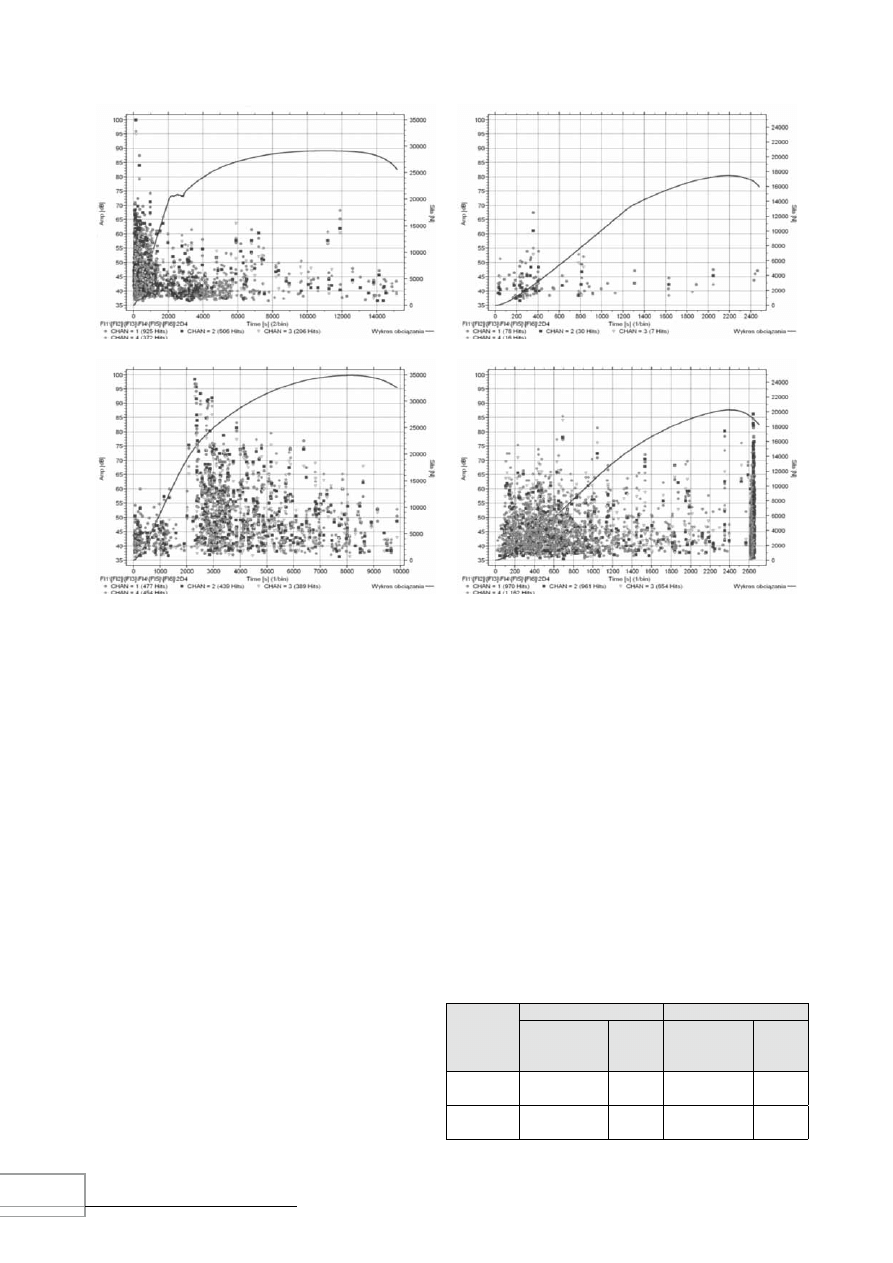
Wyniki dla próbek wykonanych ze stali K18 przed-
stawiono na rysunku 5 w postaci wykresów amplitu-
dy sygnałów AE w funkcji czasu rejestracji dla próbek
w stanie po eksploatacji oraz w stanie wyjściowym.
Jako miarę intensywności procesów akustycznych za-
stosowano zatem wielkość amplitudy [4]. Z kolei o ak-
tywności procesu świadczy liczba zarejestrowanych
zdarzeń.
Porównując uzyskane wykresy amplitudy w funkcji
pomiaru dla stali K18, możemy zaobserwować, że sy-
gnały dla próbki eksploatowanej charakteryzują się niż-
szą intensywnością. co po eksploatacji można wytłu-
maczyć gruboziarnistą strukturą badanego materiału.
Tablica III. Wartości średnie wybranych parametrów AE zmierzone
dla próbek ze stali K18
Table III. The average value of selected AE parameters measured
for K18 steel
Próbki bez karbu
Próbki z karbem
Liczba zliczeń
powyżej progu
dyskryminacji
Energia
Eu
Liczba zliczeń
powyżej progu
dyskryminacji
Energia
Eu
Stan
wyjściowy
16
20
61
192
Stan po
eksploatacji
5
5
5
5
Próbki bez karbu
Próbki z karbem
Stan wyjściowy
Stan po eksploatacji
Rys. 4. Amplituda sygnałów AE oraz obciążenie próbki w funkcji czasu podczas statycznej próby rozciągania próbek ze stali 15HM
Fig. 4. AE signals amplitude and load as the time function in the static tensile test of 15HM steel
Jednocześnie sygnały zarejestrowane dla próbki w sta-
nie po eksploatacji cechują się większą aktywnością,
co przejawia się ich większą liczbą.
Podobnie jak dla stali 15HM, opisana intensyw-
ność i aktywność parametrów AE również odwzoro-
wuje się w przytoczonych parametrach sygnałów AE.
Na niską intensywność sygnałów AE zarejestrowa-
nych podczas rozciągania stali K18 materiału w stanie
po eksploatacji przekłada się adekwatnie niska energia
oraz mała liczba zliczeń powyżej progu dyskryminacji,
co przedstawia tablica III.
7
Przegląd sPawalnictwa 13/2011
Próbki bez karbu
Próbki z karbem
Stan wyjściowy
Stan po eksploatacji
Rys. 5. Amplituda zarejestrowanych sygnałów AE oraz obciążenie próbki w funkcji czasu podczas statycznej próby rozciągania próbek
ze stali K18
Fig. 5. AE signals amplitude and load as the time function in the static tensile test of K18 steel
Literatura
[1] PN-EN 473:2008: Badania nieniszczące. Kwalifikacja i certy-
fikacja personelu badań nieniszczące. Zasady ogólne.
[2] PN-EN 1330-9:2009: Badania nieniszczące. Terminologia.
Część 9. Terminy stosowane w badaniach emisją akustycz-
ną.
[3] Zagórski A., Spychalski W. L., Schmidt J., Kurzydłowski K. J.:
Nowoczesne metody badania zbiorników i rurociągów.
[4] Baranov V., Kudryavtsev E., Sarychev G., Schavelin V.: Aco-
ustic emission in friction, tribology and interface engineering
series no. 53 series editor: B.J. Briscope Elsevier.
[5] Malecki I., Ranachowski J.: Emisja akustyczna, źródła, meto-
dy, zastosowania; Biuro Pascal, Warszawa, 1994.
[6] Materiały szkoleniowe Phisical Acoustic Corporation, Level II
NDT Encyklopedia.
[7] Karczewski R.: Wyznaczanie charakterystyk sygnałów aku-
stycznych generowanych podczas obciążania wybranych
stali konstrukcyjnych wykorzystywanych do budowy urzą-
dzeń ciśnieniowych; praca magisterska, Politechnika War-
szawska, Wydział Inżynierii Materiałowej, 2009.
Wnioski
Uzyskane w trakcie badań wyniki świadczą,
że degradacja materiałów w toku ich wieloletniej
eksploatacji, skutkuje charakterystycznymi sygnała-
mi AE podczas obciążania.
Interpretacja sygnałów AE, zbieranych podczas
badań w terenie urządzeń ciśnieniowych po różnym
okresie pracy (stopniu degradacji), może zostać
w znacznym stopniu poszerzona poprzez analizę
sygnałów zarejestrowanych w próbkach materia-
łów o porównywalnej historii pracy poddanych ob-
ciążeniu w warunkach laboratoryjnych. Ważne jest
przy tym zastosowanie odpowiednich warunków
obciążenia adekwatnych do warunków pracy urzą-
dzenia. Ponadto należy rozpatrzeć stan naprężeń,
w jakich pracował dany materiał w celu uwzględnie-
nia wpływu efektu Kaisera [5, 6].
Skuteczna analiza wymaga rozpatrzenia wie-
lu parametrów sygnałów AE oraz ich wzajemnej za-
leżności. Przedstawione w pracy charakterystyki sy-
gnałów AE umożliwiły uwypuklenie różnic, w zależ-
ności od typu materiału, jego stanu oraz charakteru
zniszczenia.

8
Przegląd sPawalnictwa 13/2011
Zbigniew Hilary Żurek
Stefan Sieradzki
Jan Adamek
ocena stanu technicznego kołpaków
generatorów na podstawie pomiarów
magnetycznych niestabilności austenitu
dla stali g18h18
assessment of technical condition of generator rotors
end winding retaining rings based on magnetic
measurements of instability of g18H18 steel austenite
Zbigniew Hilary Żurek – Politechnika Śląska, Gli-
wice,
Stefan Sieradzki, Jan Adamek – Turbocare
Poland S.A.
Streszczenie
Austenityczne stale są wykorzystywane do wykona-
nia kołpaków wirników generatorów oraz bandaży, a tak-
że na bandaże do transformatorów i nakrętki. Takie sta-
le powinny charakteryzować wysoka oporność, przeni-
kalność magnetyczna mniejsza niż 1,3 μ
r
i wysoka wy-
trzymałość mechaniczna. Te właściwości nie powinny
się także zmieniać pod wpływem obciążenia mechanicz-
nego i cieplnego. Ze względu na nietrwałość austenitu
niklowego, część niklu zastępuje się manganem.
W artykule przedstawiono wyniki badań stabilności
austenitu chromowo-manganowego w eksploatowanych
kołpakach wirników generatorów. W chwili obecnej oce-
na przydatności kołpaków do dalszej eksploatacji opar-
ta jest na badaniach ultradźwiękowych. Pomiary magne-
tyczne polegające na detekcji niestabilności austenitu
w korelacjach mechanicznych i termicznych są alternaty-
wą dla pomiaru tłumienia fali ultradźwiękowej, a ponadto
dają pełniejszy obraz wyeksploatowania kołpaków.
Abstract
Austenitic (non-magnetic) steels are used in construc-
tion of generator rotors retaining rings and bandages as
well as transformers’ bandages and bolts. Such steels
should be characterized by high specific resistance, ma-
gnetic permeability less than 1,3 μ
r
and high mechanical
strength. In addition, these properties should not change
due to possible mechanical and thermal load conditions.
Since nickel austenite (γ → α), is not durable, some nic-
kel is exchanged for manganese.
The paper presents results of investigating stabili-
ty of chromic-manganic austenite of used rotor retaining
rings. At present the assessment of retaining rings, tech-
nical condition and their serviceability is conducted by ul-
trasonic wave attenuation tests. The magnetic measure-
ments based on the detection of the instable austenite,
which in the mechanical and thermal correlations consti-
tute an alternative for the diagnostic testing and moreover
they provide more complete picture of the retaining ring
exploitation.
Wstęp
Stale austenityczne (niemagnetyczne) wykorzysty-
wane są w budowie wirników generatorów w postaci
kołpaków i bandaży oraz w budowie transformatorów
w postaci bandaży i sworzni. Stal o powyższych za-
stosowaniach powinna wyróżniać się dużą oporno-
ścią właściwą, przenikalnością magnetyczną mniejsza
od 1,3 μ
r
(mniejsza od 1,05 dla stali G18H18). Kołpa-
ki są najbardziej wytężonymi elementami generatorów.
Naprężenia obwodowe w czasie rozruchu wzrastają
do 350 MPa, a przy próbie nadobrotów mogą docho-
dzić do 550 MPa. Stale kołpaków charakteryzują się
wysoką wytrzymałością mechaniczną, która przy tem-
peraturze 100˚C obniża się nie więcej jak 10%.
9
Przegląd sPawalnictwa 13/2011
Dla stali tej wymaga się niezmienności właściwo-
ści magnetycznych podczas obciążeń mechanicznych
i termicznych. Ze względu na nietrwałość austenitu ni-
klowego (
γ → α
), część niklu zastępuję się manganem.
Kołpaki narażone są na uszkodzenia mechaniczne
-UM, cieplne – UE i korozyjne – UK. Wagę uszkodzeń,
znaczenie skutków oraz prawdopodobieństwo uszko-
dzenia kołpaków zamieszczono w tablicy I.
Obecnie ocena przydatności kołpaków do dalszej
eksploatacji oparta jest na badaniach nieniszczących
(badania penetracyjne i ultradźwiękowe) oraz pomia-
rze tłumienia fali ultradźwiękowej po długoletniej eks-
ploatacji kołpaków. Pomiary magnetyczne polegające
na detekcji niestabilności austenitu w korelacjach me-
chanicznych i termicznych są alternatywą dla badań
pomiaru tłumienia fali ultradźwiękowej a ponadto dają
pełniejszy obraz wyeksploatowania kołpaków (ocena
stanu degradacji materiału).
W artykule przedstawiono badania stabilności au-
stenitu chromowo-manganowego kołpaków po okresie
długoletniej eksploatacji.
Badania austenitu
chromowo-niklowego
W stali chromowo-niklowej rozpad austenitu nastę-
puje przy ochłodzeniu do temperatury -20ºC. Stoso-
wanie do celów elektrotechnicznych stali austenitycz-
nej chromowo-niklowej uzasadnione jest jedynie jej od-
pornością na korozję elektrochemiczną. W stali tej, po
zgniocie lub wygrzewaniu, następuje wydzielanie wę-
glików i częściowa przemiana fazy γ→α, zmieniająca
parametry magnetyczne. Trwałość austenitu regulowa-
na jest między innymi dodatkiem tytanu i chromu. Ba-
daniu poddano stal chromowo-niklową o składzie che-
micznym podanym w tablicy II.
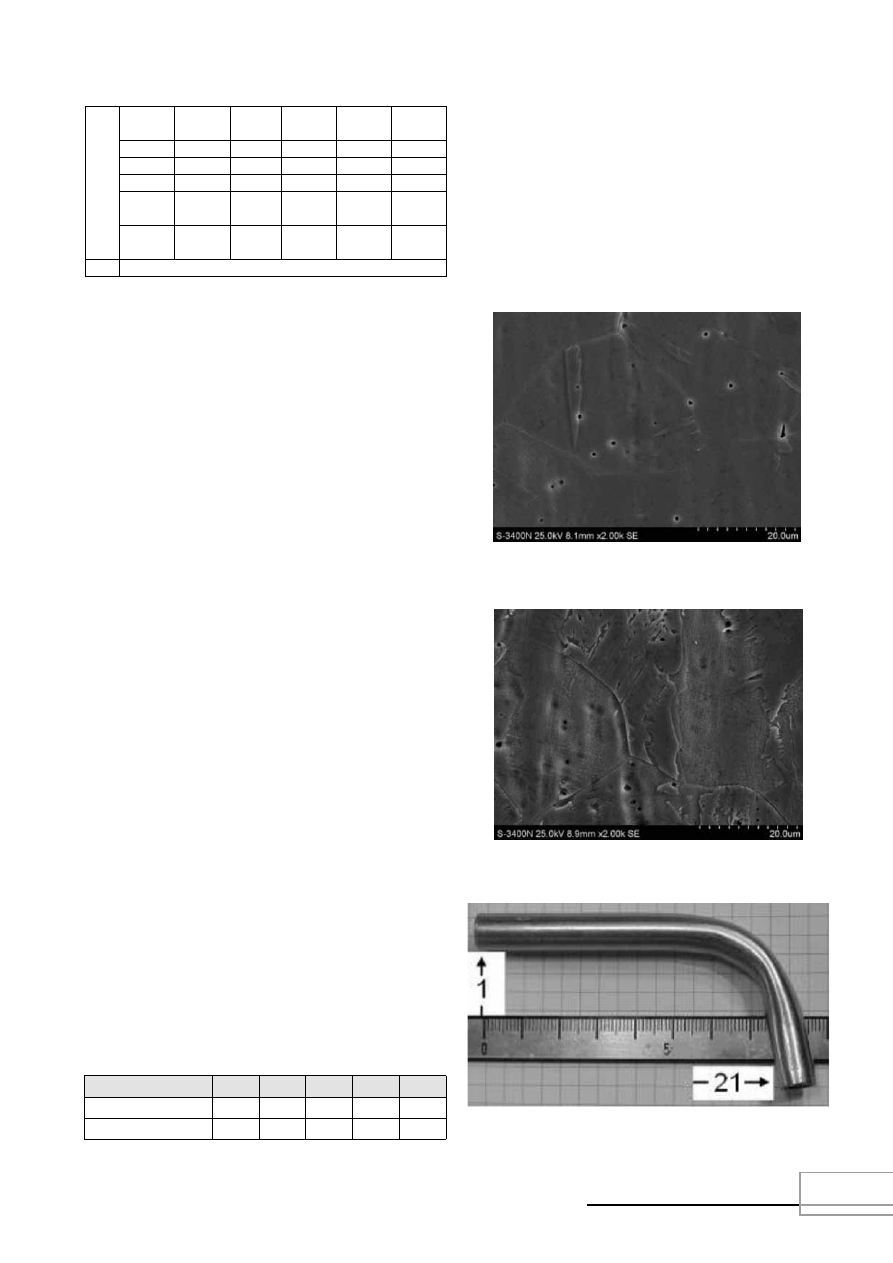
Niestabilność austenitu powyższej stali jest na tyle
wysoka, że uwidacznia się po odkształceniu plastycz-
nym. Strukturę stali austenitycznej w przed i po od-
kształceniu plastycznym zilustrowano na rysunkach
1 i 2. Odkształcenia plastyczne powodują znaczne
przyrosty przenikalności materiału o ok. 0,1 μ
r
. przy-
rost ten jest mierzalny dla urządzeń pomiarowych kon-
struowanych na Wydziale Transportu Politechniki Ślą-
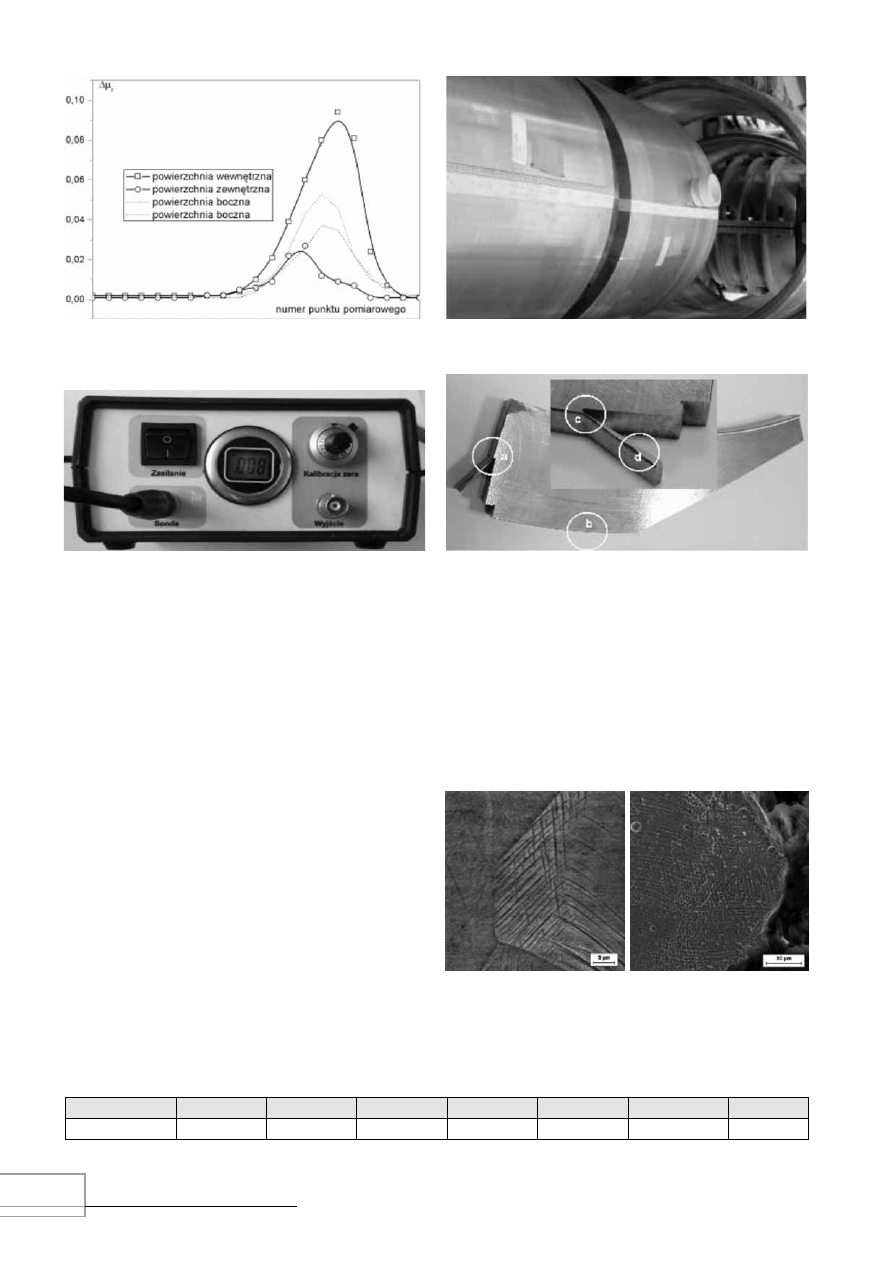
skiej. Element poddany odkształceniu plastycznemu
zawiera dwadzieścia jeden punktów pomiaru przeni-
kalności magnetycznej. Na rysunku 3 przedstawiono
Tablica I. Klasyfikacja ryzyka uszkodzeń [5]
Table I. Damage risk classification [5]
Prawdopodobieństwo
wystąpienia uszkodzenia
Bardzo
wysokie
wysokie
Średnie
UK
niskie
UE
Bardzo
niskie
Um
Bardzo
niskie
niskie
Średnie wysokie Bardzo
wysokie
Znaczenie skutków
Tablica II. Składniki stopowe stali chromowo-niklowej
Table II. Alloying elements of chromium-nickel steel
Skład chemiczny
ni
cr
mn
mo
Ti
Normatywny, %
9-12
17-19
≤2
≤0,15
≤0,7
Zmierzony, %
9,71
18,04
1,30
0,22
0,30
Rys. 1. Struktura stali X6CrNiTi18-10 przed odkształceniem pla-
stycznym
Fig. 1. X6CrNiTi18-10 steel structure before plastic strain
Rys. 2. Struktura stali X6CrNiTi 18-10 po odkształceniu plastycznym
[2, 4]
Fig. 2. X6CrNiTi18-10 steel structure after plastic strain [2, 4]
Rys. 3. Element poddany odkształceniu plastycznemu [2, 4]
Fig. 3. Element subjected to plastic deformation [2, 4]
10
Przegląd sPawalnictwa 13/2011
element poddany odkształceniu plastycznemu. Rysu-
nek 4 przedstawia zależności magneto – mechaniczne
zachodzące w badanym materiale.
Pomiar przenikalności magnetycznej przeprowa-
dzono za pomocą urządzenia wyposażonego w punk-
tową kontaktową sondę pomiarową pokazaną na ry-
sunku 5.
Badania austenitu
chromowo manganowego
Skład chemiczny austenitycznej stali mangano-
wej charakteryzuję się zawartością w ok. 12,5 % Mn
przy zawartości ok. 1,3 % C (stal Hadfielda). Czynnika-
mi powodującymi rozkład austenitu dla tej stali jest po-
wolne chłodzenie i wygrzewanie. Nagrzewanie tej sta-
li zwiększa jej przenikalność magnetyczną, która osią-
ga maksimum w temperaturze 400ºC. Odkształcenia
plastyczne jak i naprężenia mechaniczne wpływają na
rozpad austenitu, zarówno w stalach manganowych,
manganowo-niklowych jak i niklowych, jednak z różną
intensywnością. Skład chemiczny badanego metalu
przedstawiono w tablicy III.
Stal chromowo – manganową pozyskano z osło-
ny połączeń czołowych uzwojenia wirnika generatora
(kołpaka). Fotografie przykładowych kołpaków wirni-
ków generatorów i badany wycinek elementu kołpaka
zamieszczono na rysunkach 6 i 7.
Na rysunkach 8 i 9 pokazano strukturę stali G18H18
z widocznym przyrostem pasm poślizgu na zarysach
ziaren austenitu.
Rys. 4. Zmiana przenikalności magnetycznej w części odkształco-
nej plastycznie [2, 4]
Fig. 4. Magnetic permeability change in the plastic deformed ele-
ment [2, 4]
Rys. 5. Magnetoskop wykonany na potrzeby grantu własnego
Fig. 5. Magnetoscope made during own research project
Tablica III. Skład chemiczny stali G18H18 wg danych producenta
Table III. Chemical composition of G18H18 steel acc. to producer data
Skład chemiczny
c
Si
cr
mn
p
S
n
%
Max 0,12
Max 0,80
17,5÷20,0
17,5÷20,0
Max 0,05
Max 0,015
Min 0,5
Rys. 6. Kołpaki wirników generatorów
Fig. 6. generator rotors cap
Rys. 7. Wycinek kołpaka z zaznaczonymi strefami struktur (b – rys. 8,
a – rys, 9)
Fig. 7. A part of cap with signed structure areas (b – fig. 8, a – fig, 9)
Rys. 8. Struktura stali G18H18
w stanie materiału eksploatowa-
nego (do awarii)
Fig. 8. Structure of G18H18 steel
in the material (till damage)
Rys. 9. Struktura stali G18H18
poddanej dodatkowemu zgina-
niu na zimno
Fig. 9. Structure of G18H18 sub-
jected to additional cold bending
11
Przegląd sPawalnictwa 13/2011
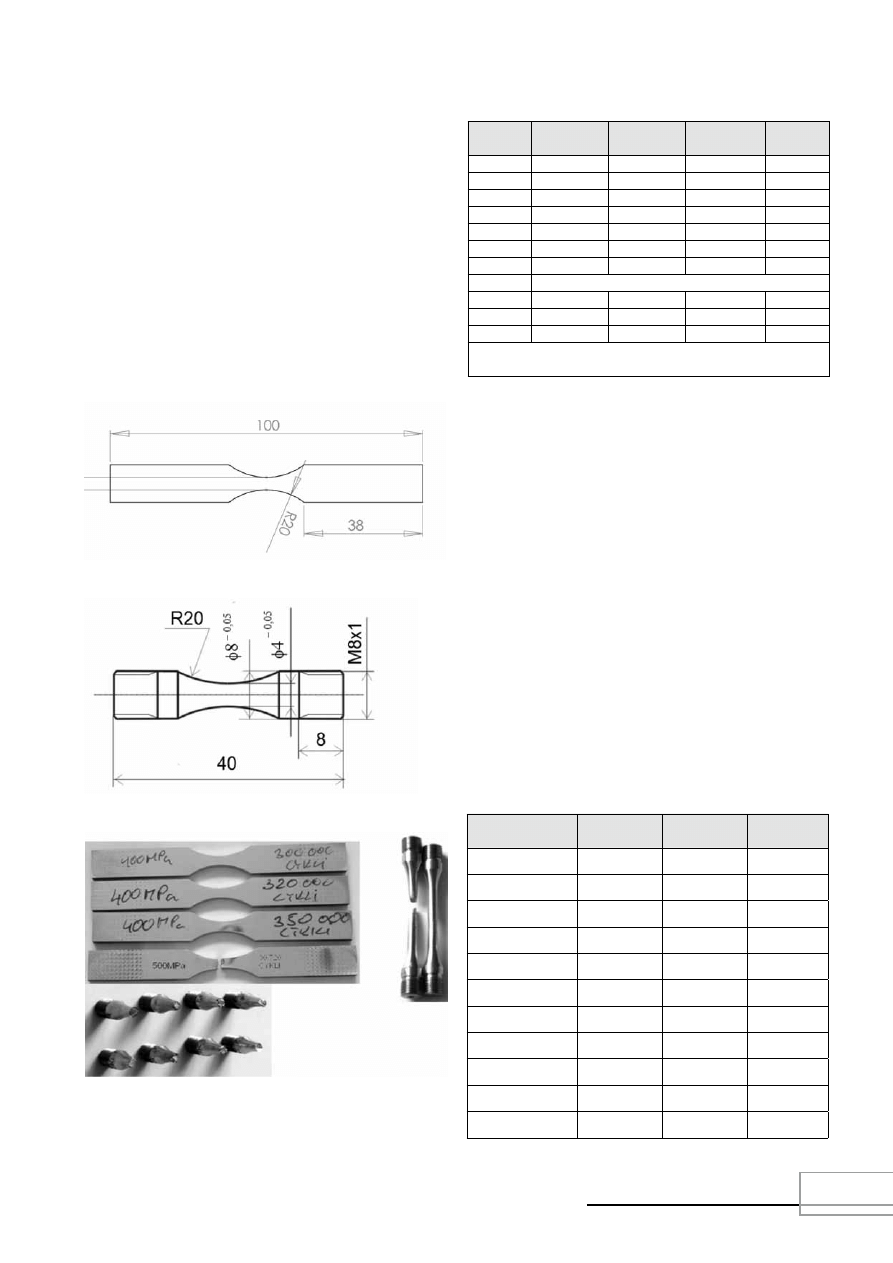
Próbki do badań
Do badań przygotowano próbki płaskie o przewęże-
niu klepsydrycznym oraz próbki cylindryczne o kształ-
cie klepsydrycznym jak pokazano na rysunkach 10 i 11.
Próbki poddano obciążeniom zmęczeniowym
w temperaturze otoczenia 21
o
C. Cykle zmęczeniowe
realizowano z ustalonym krokiem obciążenia i liczbą
cykli. Oddzielną grupę próbek poddano rozciąganiu
w celu uzyskania określonych odkształceń wzdłużnych
lub zerwania. Fotografie próbek po obciążeniach zmę-
czeniowych zamieszczono na rysunku 12.
Numery próbek, wartości obciążeń mechanicznych
oraz liczbę cykli i odkształcenia podano w tablicy IV.
Rys. 10. Kształt i wymiary próbki płaskiej
Fig. 10. Shape and dimensions of flat sample
Rys. 11. Kształt i wymiary próbki klepsydrycznej
Fig. 11. Shape and dimensions of cylindrical sample
Rys. 12. Przykłady próbek płaskich i okrągłych poddanych obciąże-
niom zmęczeniowym
Fig. 12. Examples of flat and cylindrical samples after fatigue
strength test
Tablica IV. Charakterystyka wprowadzonych obciążeń mechanicz-
nych
Table IV. Characteristic of mechanical loads
Próbka
Amplituda
mpa
Liczba
cykli
Odkształcenie
%
Stan
p1
500
30 720
zerwana
p2
400
350 000
*
P3
400
320 000
*
p5
400
300 000
*
D5
Rm 1190
19,7
D6
Rm 1207
19,6
K1
300
684 773
*
zerwana
K2
próbka testowa
K3
600
80 246
*
zerwana
K4
750
20 828
*
zerwana
K5
500
252 904
*
zerwana
Próbki płaskie oznaczono literą P, cylindryczne literą K, a próbki
rozciągane literą D.
Pomiar wpływu odkształceń
plastycznych i zmęczeniowych
na przenikalność materiału
W przypadku stali chromowo niklowej powierzch-
nię wygięcia (rys. 3) pomierzono prototypowym urzą-
dzeniem pomiarowym, wykonanym w ramach reali-
zacji grantu własnego. Przyrząd ten umożliwia po-
miar zmian przenikalności magnetycznej z rozdziel-
czością 10
-3
µ
r
.
Przyrząd profesjonalny firmy Foerster, umożliwia-
jący natomiast pomiar z rozdzielczością do 10
-5
µ
r
,
Tablica V. Wyniki pomiaru przenikalności magnetycznej
Table V. Magnetic permeability measurements results
Próbka
pomiar Δµ x10
-6
odcinek
skrajny 1
odcinek
środkowy
odcinek
skrajny 2
p1
310
p2
350
P3
860
p5
820
D5
410
D6
560
przełom
przełom
K1
160
160
K2
240
240
K3
260
260
K4
200
200
12
Przegląd sPawalnictwa 13/2011
zastosowano ze względu na stabilność strukturalną
stali chromowo – manganowej.
Wyniki pomiarów zamieszczono w poniższych tabli-
cach V i VI.
Wyznaczano przyrost przenikalności magnetycznej
po zetknięciu sondy z powierzchnią próbki w stosun-
ku do przenikalności powietrza w pobliżu próbki. W po-
miarach zachowano stałe ułożenie próbek i sąsiedztwo
instalacji ferromagnetycznych.
Tablica VI. Wyniki pomiaru indukcji magnetycznej
Table VI. Magnetic induction maesurments results
Próbka
pomiar B, µT
odcinek
skrajny 1
odcinek
środkowy
odcinek
skrajny 2
p1
1,51
2,33
1,51
p2
1,22
2,51
1,62
P3
1,32
2,51
1,58
p5
1,27
2,54
1,44
D5
2,03
2,81
1,67
D6
1,85
2,57
2,07
dla przełomu
dla przełomu
K1
1,81
1,67
K2
1,41
1,84
K3
0,32
0,11
K4
0,71
0,41
Podsumowanie
Pomiary niskich pól magnetycznych oraz przeni-
kalności początkowej elementu nowego i eksploato-
wanego ze stali paramagnetycznych są jedną z me-
tod wykorzystywanych w badaniach procesu wyeks-
ploatowania (łopatki turbin lotniczych).
Sposobu badań oraz stosowanej aparatury nie
ujawnia się w literaturze. Wyniki badań przedstawio-
ne w opracowaniu potwierdzają możliwość wyko-
rzystywania magnetyzmu w ocenie degradacji ma-
teriału [1÷4]. Badania muszą być poprzedzone do-
kładną analizą zmian parametrów fizycznych mate-
riału od obciążeń eksploatacyjnych mechanicznych
i termicznych. Metoda wymaga specjalnie ekrano-
wanych stanowisk badawczych lub uwolnienia stre-
fy badań od elementów magnetycznych. Pomiary
pola magnetycznego muszą uwzględniać kierunek
pola ziemskiego. Pomiary przenikalności magne-
tycznej takiego warunku nie wymagają. Wyniki ba-
dań przedstawione w pracy mają charakter unikalny.
Badania są kontynuowane w ramach grantu.
Literatura
[1] Żurek Z.H., Janeczek T., Maciejewski J.: Steel Magnetic Pa-
rameters as Material Fatigue Diagnostics Criterion, NDT.net,
Issue 2009-03, s. 251-257.
[2] Żurek Z.H., Cząstkiewicz Z.: Pomiary magnetyczne sta-
li paramagnetycznych, PAK, Pomiary Kontrola Automatyka,
IV/2009, s. 229-232.
[3] Żurek Z.H.: Opracowanie metody magnetycznej do wczesnej
detekcji procesów zmęczeniowych w stalach niskostopowych
niskowęglowych, N N507 0807 33.
[4] Żurek Z.H., Madej H.: Parametryczno magnetyczna proce-
dura wczesnej diagnostyki wyeksploatowania elementów ze
stali konstrukcyjnych stosowanych w instalacjach energe-
tycznych i transporcie, Zeszyty problemowe – maszyny Elek-
tryczne Nr88/2010, s. 217-223.
[5] Dobosiewicz J., Adamek J.: Ocena stanu kołpaków wirników
turbogeneratorów, Energetyka 3/2006.
Artykuł powstał w ramach grantu własnego: Żurek
Z.H.: Metoda diagnostyki stanu stalowych (parama-
gnetycznych i ferromagnetycznych) elementów ma-
szyn elektrycznych na przykładzie bandaży i kap
wirników generatorów N N510 238538.
W następnym numerze
Paweł Cegielski, Andrzej Kolasa, Krzysztof Skrzyniecki, Paweł Kołodziejczak
Komputerowy system do badań właściwości statycznych i dynamicznych źródeł energii elektrycznej do spawania łukowego
Aneta Ziewiec, Paweł Zbroja, Edmund Tasak
Skłonność do pęknięć gorących austenitycznej stali Super 304H przeznaczonej do pracy w podwyższonej temperaturze
Krzysztof Pańcikiewicz, Sławomir Kwiecień, Edmund Tasak
Właściwości połączeń spawanych stali 7CrMoVTiB10-10 (T24) po obróbce cieplnej
Anthony B. Murphy
Wpływ oparów metalicznych na spawanie łukowe – część 1
Jerzy Kozłowski
Certyfikacja zakładowej kontroli produkcji wg EN 1090-1 na przykładzie Kromiss-Bis

13
Przegląd sPawalnictwa 13/2011
Bolesław Augustyniak
Leszek piotrowski
marek chmielewski
ocena stanu trójnika rurociągu
pary świeżej ze stali 13HMF
metodą emisji magnetoakustycznej
assessment of state of steam pipe t-joint made of 13HMf
grade steel using magnetoacoustic emission effect
Bolesław Augustyniak, Leszek Piotrowski, Marek
Chmielewski – Politechnika Gdańska.
Streszczenie
Zbadano trójnik w rurociągu pary świeżej ze stali
13HM o czasie eksploatacji ok. 66 000 h. Mierzono: na-
tężenie emisji magneto akustycznej (EMA), twardość HV,
współczynnik tłumienia fal ultradźwiękowych (dB/mm).
W przypadku badania EMA do magnesowania użyto gru-
bościenny elektromagnes jarzmowy o adaptowanych ra-
mionach a sygnał napięciowy z szerokopasmowej son-
dy był filtrowany w celu eliminacji zakłóceń przemysło-
wych. Porównawcza analiza tych trzech wielkości fizycz-
nych umożliwiła identyfikację obszarów o mniejszym lub
większym stopniu zdegradowania mikrostruktury. Wyka-
zano, że odcinki łączników w trójnikach o mniejszej gru-
bości ścianki mogą być bardziej zdegradowane od od-
cinków o większej grubości ścianki. Te wyniki świad-
czą o dużym potencjale diagnostycznym opracowywa-
nej metody badania zmian w mikrostrukturze rurociągów
pary świeżej wykonanej ze stali 13HMF.
Abstract
The study focused on a part of the steam pipe (T – jo-
int) in a power plant boiler made of 13HMF grade steel (in
service over 66 000 hours) with magneto-acoustic emis-
sion (MAE). Two complementary techniques - the hard-
ness measurement (HV) and ultrasound attenuation co-
efficient analysis (dB/mm) have also been applied. The
MAE signal was detected by large band sensor when
thick pole electromagnet (adapted to pipe curvature) and
appropriate filtering of acoustic had been applied. Com-
parative analysis of those three quantities allowed detec-
tion of the areas with different level of microstructural da-
mage. It was revealed that parts of the joint made of lower
thickness wall pipe are more creep-damaged than parts
with higher thickness of the wall. These results demon-
strate the high potential of the proposed technique of as-
sessment of creep damage of power plant steam tubes
made of 13HMF grade steel.
Wstęp
Proces degradacji, jakiemu ulegają elementy kon-
strukcji w warunkach zmiennych naprężeń i wyso-
kiej temperatury pogarsza znacząco właściwości me-
chaniczne tych stali, aż do wystąpienia makroskopo-
wych uszkodzeń [1]. Złożoność problemów technicz-
nych występujących w sferze diagnostyki urządzeń
energetycznych, a jednocześnie dążenie do podwyż-
szenia dokładności prognozowania trwałości reszt-
kowej są powodem ciągłego rozwoju nowych metod
diagnozowania stanu materiału [2, 3]. Nieniszcząca
ocena stopnia utraty właściwości wytrzymałościowych
stali w przemyśle energetycznym jest zadaniem ogrom-
nie ważnym i nadal nierozwiązanym w skali gospodarki
światowej. W energetyce krajowej występuje problem
diagnozowania i wymiany elementów instalacji ener-
getycznych wykonanych głównie ze stali ferromagne-
tycznych (10H2M, 15HM i 13HMF) a eksploatowanych
dłużej niż 100 000 h. Wynika stąd zasadność podej-
mowania intensywnych wysiłków na rzecz rozwoju me-
tod badań nieniszczących służących do diagnozowa-
nia właśnie takich gatunków stali. Zasadne jest zasto-
sowanie dla nieniszczącego diagnozowania zmian mi-
krostruktury eksploatowanych stali przynajmniej dwóch
komplementarnych technik: techniki magnetycznej
wykorzystującej właściwości ferromagnetyczne tej stali
(a w szczególności zjawisko emisji magneto-akustycz-
nej) oraz technikę ultradźwiękową.
14
Przegląd sPawalnictwa 13/2011
W Politechnice Gdańskiej prowadzone są od sze-
regu lat badania nad wykorzystaniem efektów magne-
tosprężystych, a w szczególności emisji magnetoaku-
stycznej, do diagnozowania stanu mikrostruktury eks-
ploatowanych stali ferromagnetycznych. Dotychcza-
sowe wyniki tych badań dla stali ferrytyczno-perlitycz-
nych i perlityczno-bainicznych (typu 15HM i 10H2M)
wskazują jednoznacznie na to, że metoda bazująca na
efekcie emisji magnetoakustycznej (EMA) charakte-
ryzuje się bardzo dobrymi właściwościami użyteczny-
mi dla potrzeb badań nieniszczących [4]. Szczególnie
korzystny jest fakt, że natężenie EMA okazuje się być
dla tych stali monotoniczną i znacząco malejącą funk-
cją stopnia degradacji już na wczesnym etapie proce-
su degradacji (przed wystąpieniem uszkodzeń mikro-
struktury). Badania testowe wykonane na cienkościen-
nych elementach konstrukcyjnych (przegrzewacze
pary), dawały relatywnie silne sygnały EMA [5÷8]. Ele-
menty grubościenne (takie jak np. elementy rurociągu
pary świeżej) stanowią dużo większe wyzwanie z me-
trologicznego punktu widzenia. Składają się na to trzy
podstawowe problemy ‘techniczne’: konieczność do-
statecznie silnego magnesowaniem tego typu elemen-
tów, osłabienie sygnału EMA w grubościennych i dłu-
gich elementach oraz hałasy akustyczne o naturze me-
chanicznej generowane się w rurociągu w trakcie re-
montów bloków energetycznych.
W niniejszym artykule przedstawione są wyniki ba-
dań za pomocą techniki EMA trójnika rurociągu pary
świeżej wykonanej ze stali 13HMF. Wykonano tak-
że badania komplementarne polegające na pomiarze
w wybranych obszarach trójnika współczynnika tłumie-
nia ultradźwięków, twardości i mikrostruktury mikrosko-
pem świetlnym.
Układy pomiarowe
Pomiar EMA
Układy do magnesowania i detekcji właściwości
magneto-akustycznych zostały wykonane na Wydzia-
le Fizyki Technicznej i Matematyki Stosowanej PG. Ry-
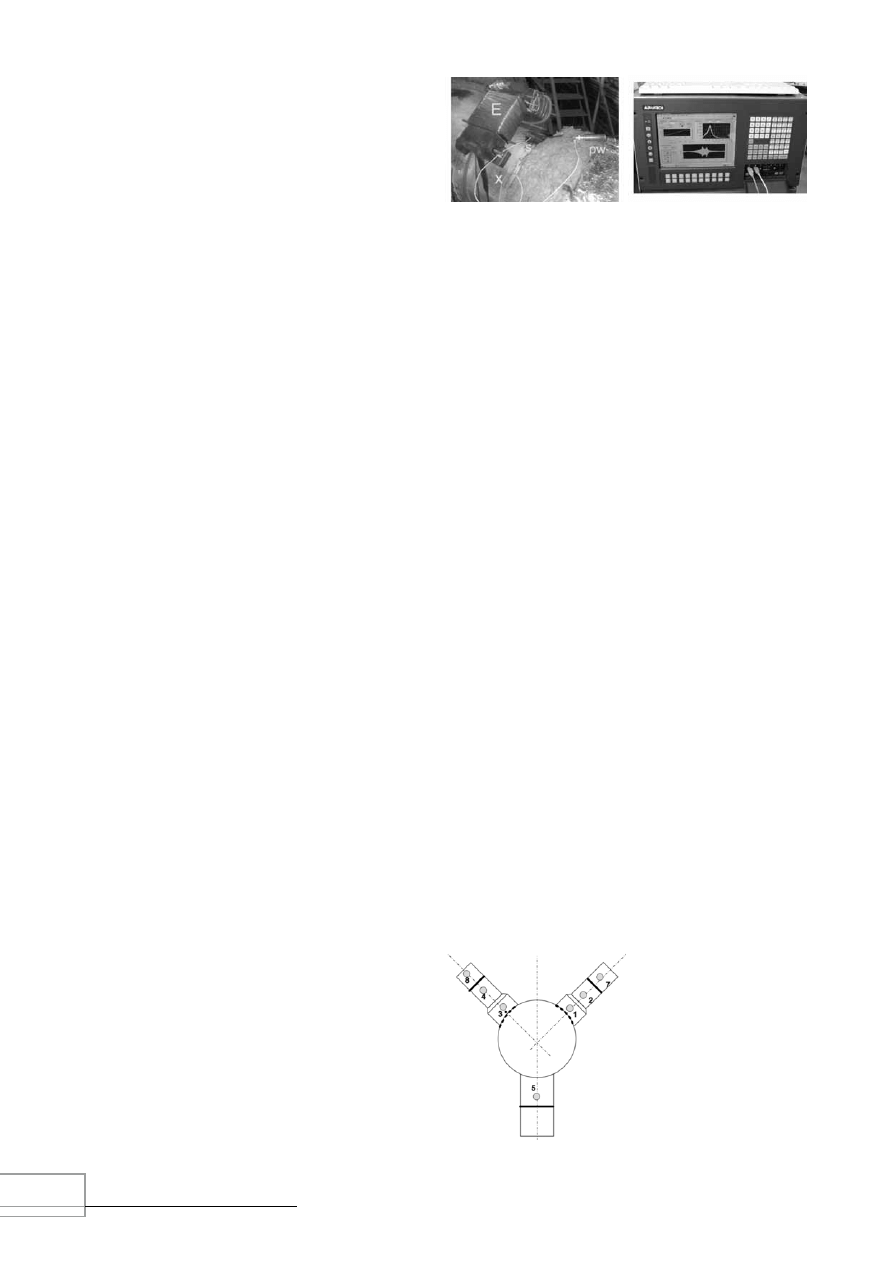
sunek 1 przedstawia układ do magnesowania oraz de-
tekcji sygnału EMA w trakcie pomiarów. Składa się on
z elektromagnesu (E), szerokopasmowego przetwor-
nika ultradźwiękowego (s), przedwzmacniacza (pw)
oraz (niewidocznego na zdjęciu) analogowego układu
wzmacniającego (wykorzystano układy z filtrem gór-
noprzepustowym oraz bez filtra). Szczególnie istotne
okazało się zastosowanie elektromagnesu o dużej po-
wierzchni przekroju rdzenia zapewniającego względnie
silne namagnesowanie dużego obszaru rury. Zastoso-
wano przetwornik ultradźwiękowy szerokopasmowy
typu WD firmy Physical Acoustic Corporation. Wzmoc-
niony sygnał napięciowy U z przetwornika ultradźwię-
kowego podawany był na przetwornik analogowo-cyfro-
wy (12 bitów) i rejestrowany z dużą rozdzielczością dla
jednego półokresu magnesowania z wykorzystaniem
przenośnego komputera przystosowanego do badań
w warunkach przemysłowych (rys. 2). Analizę zare-
jestrowanego sygnału napięciowego przeprowadza-
no „on-line” korzystając z oprogramowania stworzone-
go przy wykorzystaniu pakietu LabVIEW 8.0. Analiza
polegała na cyfrowej filtracji z wykorzystaniem techni-
ki FFT (szybka transformata Fouriera) oraz wyznacza-
niu chwilowego napięcia skutecznego Ua (sygnał rms).
Wyniki tej analizy są także rejestrowane.
Badania ultradźwiękowe
i twardości oraz mikrostruktury
Badania komplementarne wobec metody EMA wy-
konane zostały przez Laboratorium Badań Materia-
łowych ME Groupe z Warszawy. Badania te polega-
ły głównie na pomiarze współczynnika tłumienia fal
ultradźwiękowych (dla częstotliwości 2, 4 i 15 MHz).
Mierzono także twardości (za pomocą twardościomie-
rza Krautkramer MIC-10) i wykonywano analizę mikro-
struktur mikroskopem przenośnym (Instrukcja badaw-
cza Nr 02 do procedury Nr P05 „Mikroskopia Świetlna
Metoda przenośna – PMS” – IB02).
Informacja o badanym trójniku
Na rysunku 3 pokazano schemat trójnika w ruro-
ciągu pary świeżej. Czas eksploatacji tego trójnika to
ok. 66 000 h. Zaznaczono na nim obszary badań EMA
i UT (punkty 1÷8) oraz pięć spoin. Linie przerywane
to spoiny konstrukcyjne trójnika a linia ciągłe ozna-
czają spoiny montażowe trójnika z resztą rurociągu.
Rys. 1. Układ pomiarowy pod-
czas pracy na rurociągu pary
świeżej
Fig. 1. Working meter circuit
on the fresh steam pipeline
Rys. 2. Komputer stosowany w
trakcie pomiarów
Fig. 2. Komputer used in the me-
asurements
Rys. 3. Schemat trójnika pary świeżej
Fig. 3. fresh steam three-way pipe
15
Przegląd sPawalnictwa 13/2011
Należy zaznaczyć, że punkty 1 i 2 oraz 3 i 4 dotyczą
dwóch łączników. Przed przyspawaniem do korpusu
trójnika zostały one przetoczone na wymagane wymia-
ry. Charakterystyczna dla nich jest zmiana zewnętrznej
średnicy. Okrągła kula trójnika wraz z szyją jest mono-
blokiem i ten element został wykonany metodą kucia.
Punkt 5 leży na szyi korpusu. Punkty 7 i 8 leżą na frag-
mentach rurociągu dospawanych do trójnika.
Wyniki badań
Podstawą dla uzyskania zadowalających wyników
pomiaru EMA w przypadku elementów grubościennych
było wyeliminowanie zakłóceń w sygnale EMA.
Opracowując technikę badania EMA elementów
grubościennych stwierdzono, że rejestrowane przez
głowicę szerokopasmową zakłócenia akustyczne wy-
stępujące w rurociągu grubościennym w kotle charak-
teryzują się wystarczająco różnym widmem częstotli-
wości od widma sygnału EMA. Dzięki temu mogą być
wyeliminowane poprzez stosowanie filtrów analogo-
wych lub też przez obróbkę cyfrową zarejestrowanego
pełnego sygnału napięciowego. Należy podkreślić, że
opracowane z wykorzystaniem pakietu LabVIEW pro-
cedury filtracji i analizy sygnału umożliwiły skuteczną
detekcję sygnału EMA oraz szybką ocenę stanu ruro-
ciągu w trakcie wykonywania badania EMA.
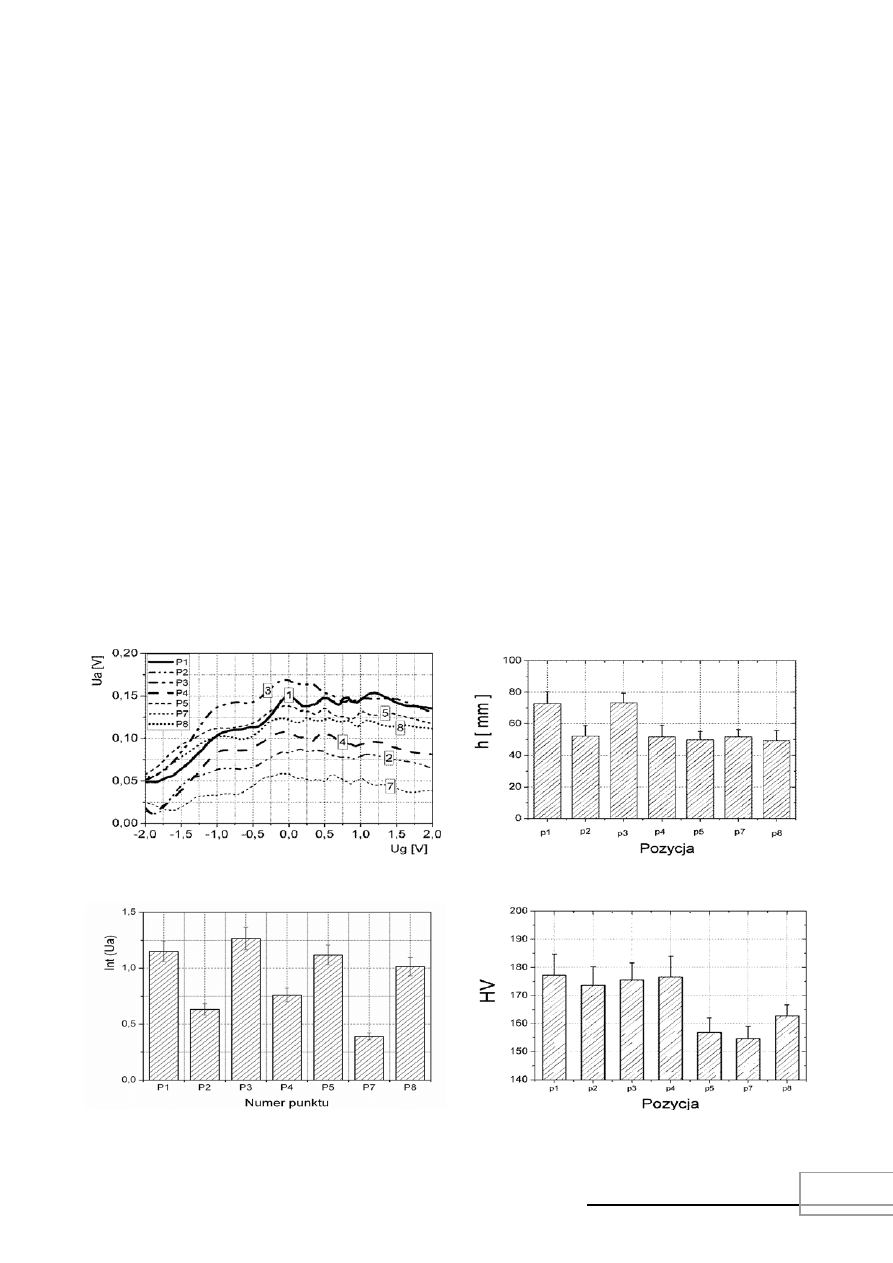
Przedstawione wyniki pomiaru EMA uzyskano sto-
sując odpowiednią filtrację. Wykresy zmierzonego
chwilowego poziomu napięcia EMA są pokazane na
rysunku 4. Są to fragmenty pętli histerezy zarejestro-
wane dla wzrastających wartości prądu zasilającego
elektromagnes jarzmowy. Szerokie maksimum w natę-
żeniu EMA jest skutkiem złożonego rozkładu czasowo
przestrzennego indukcji magnetycznej wewnątrz gru-
bościennego elementu na skutek generacji prądów wi-
rowych. Rejestrowany sygnał jest efektem sumowania
fal akustycznych EMA emitowanych z obszarów o róż-
nym stanie magnesowania [9, 10]. Analizę porównaw-
czą natężenia EMA ułatwia zestawienie całek z wykre-
sów wartości chwilowych natężenia EMA (rys. 4). Całki
te pokazane są na rysunku 5. Jak widać, poziomy sy-
gnału EMA różnią się dość znacznie. Największe na-
tężenie EMA stwierdzono dla punktów 1, 3 i 5, a naj-
mniejsze dla punktu 7. Natężenie EMA jest relatywnie
niskie także dla punktów 5 i 8.
Wyniki ultradźwiękowego pomiaru grubości przed-
stawiono na rysunku 6. Widać, że grubość ścian-
ki wstawek zmienia się od ok. 72 mm (punkty 1 i 3)
do 52 mm (punkty 2 i 4). Dla pozostałych badanych ob-
szarów grubość ścianki jest też bliska wartości 50 mm.
Wyniki pomiaru twardości przedstawiono na rysun-
ku 7. Widać znaczące różnice wartości twardości po-
między wstawkami trójnika (poziom ok. 175 HV) a szy-
ją (punkt 5) i zewnętrznymi elementami dospawanymi
do trójnika (punkty 7 i 8).
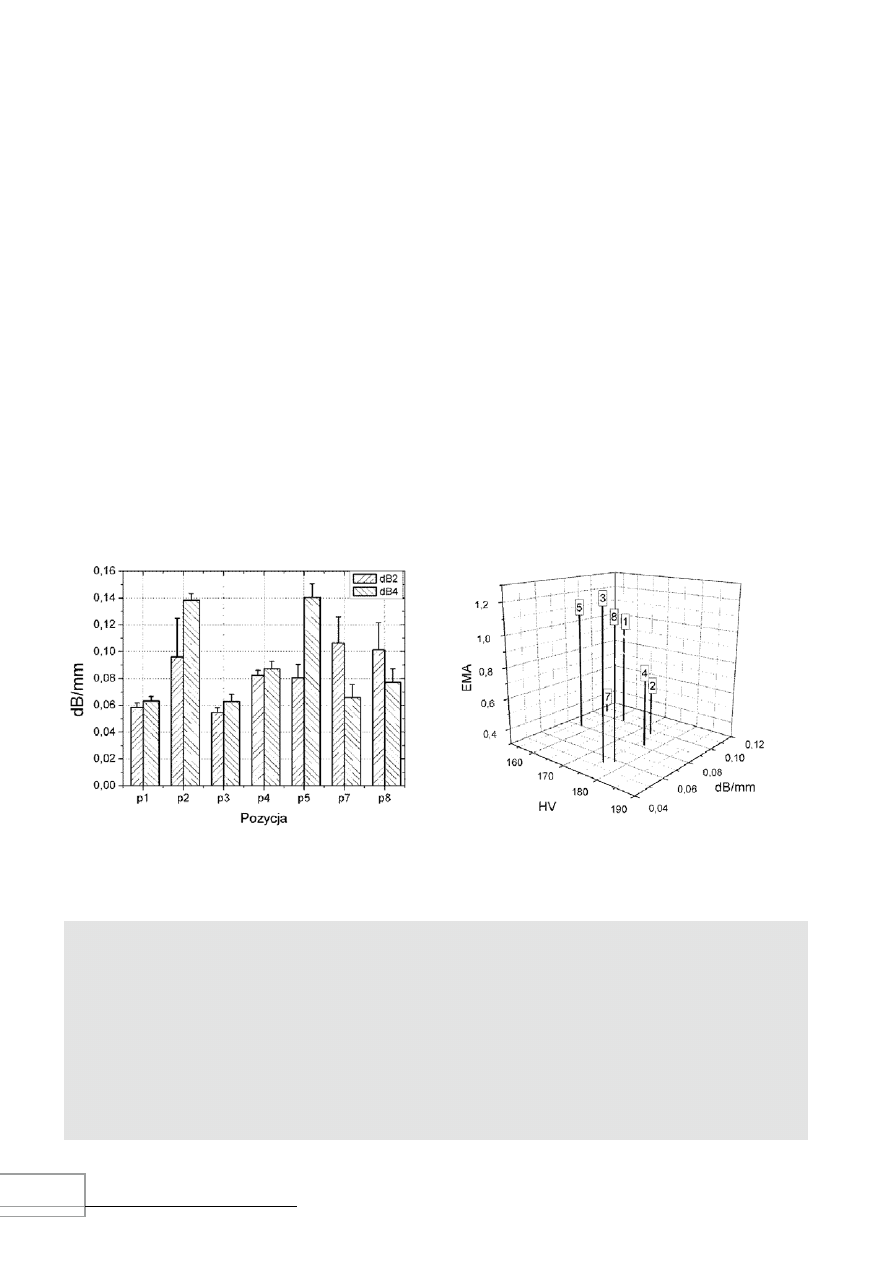
Tłumienie ultradźwięków okazało się być także róż-
ne dla poszczególnych fragmentów trójnika. Z wy-
ników pokazanych na rysunku 7 wynika, że tłumie-
nie dla punktów 1 oraz 3 (grubsza ścianka) jest sys-
tematycznie mniejsze od tłumienia dla punktów 2 i 4
Rys. 4. Natężenie emisji EMA w obszarach zaznaczonych na trójniku
Fig. 4. MAE signal intensity in marked areas on the three-way pipe
Rys. 5. Całki z natężenia EMA w obszarach zaznaczonych na trójniku
Fig. 5. MAE signal integral intensity in marked areas on the three-way pipe
Rys. 6. Grubość elementu wyznaczona za pomocą UT
Fig. 6. Wall of pipe thickness measured using ultrasounds
Rys. 7. Twardość HV w obszarach zaznaczonych na trójniku
Fig. 7. HV hardness in the marked areas on the three-way pipe
16
Przegląd sPawalnictwa 13/2011
(cieńsza ścianka). W punkcie 5 tłumienie jest relatyw-
nie wysokie.
Ważnym w analizie danych momentem jest zesta-
wienie wyników pomiaru EMA (całki) z wartościami
twardości HV i współczynnikiem tłumienia. Takie zesta-
wienie przedstawiono w postaci wykresu trójwymiaro-
wego na rysunku 9. Wyróżnić należy najpierw punk-
ty 3 i 1 – o dużym poziome EMA i względnie wysokiej
twardości HV. Zgodnie z przyjęta koncepcją o charak-
terze zmian natężenia EMA w procesie degradacji na-
leży przypuszczać, że te fragmenty łącznika nie uległy
jeszcze degradacji. Punkty 4 i 2 – leżące w strefie cień-
szej ścianki łącznika cechują się dużo niższym pozio-
mem EMA w porównaniu z obszarami 1 i 3, a więc na-
leży cieńsze fragmenty łącznika ocenić jako relatyw-
nie bardziej zdegradowane niż te należące do strefy
o grubszej ściance. Obszar dla punktu 5 (szyja trójni-
ka) charakteryzuje się wysokim poziomem EMA ale re-
latywnie niską twardością. Współczynniki tłumienia dla
wszystkich punktów położonych na trójniku mają po-
dobną wartość. Stwierdzona dla punktu 5 różnica w po-
ziomie twardości przy tym samym poziomie EMA i tłu-
mienia może wynikać z mikrostruktury materiału łącz-
ników i korpusu trójnika. To zostało potwierdzone ba-
daniami metalograficznymi. Za pomocą mikroskopu
świetlnego zbadano obrazy mikrostruktury w punk-
cie 1 i punkcie 5. W przypadku łącznika stwierdzono
strukturę ferrytyczno-bainityczną (ziarno o średnicy
D = 40 mm ± 10 mm). W punkcie 5 występowały bardzo
duże ziarna ferrytu (D = 150 ± 10 mm) z udziałem fazy
zapewne perlitycznej. Duże ziarno ferrytu sprawia, że
zwiększa się poziom emisji EMA a faza perlityczna jest
przyczyną mniejszej twardości tej części trójnika. Punk-
ty 7 i 8 należą do obszaru ‘odrębnego’ w sensie struk-
tury rurociągu a zapewne i mikrostruktury. W przypadku
punktu 7, widoczne na rysunku 9 cechy – niski poziom
EMA , niski poziom HV oraz wysoki poziom tłumienia,
sugerują zakwalifikowanie tego fragmentu do grupy ma-
teriałów relatywnie najbardziej zdegradowanych. Punkt
8 – charakteryzuje się wysokim poziomem EMA, dużą
twardością i małym tłumieniem fal ultradźwiękowych. Na
tej podstawie można i należy ten obszar zaliczyć do ma-
teriału mniej zdegradowanego niż materiał w obszarze
punktu 7. Należy dodać, że odcinki rur dospawane do
obu łączników maję tę samą grubość ścianki. Tym sa-
mym różnice w poziomie twardości jaki i współczynnika
tłumienia muszą wynikać z różnic w mikrostrukturze obu
dospawanych rur. Należy też przypuszczać, że te zmia-
ny są rezultatem eksploatacji, a nie wynikają z różnic w
mikrostrukturze w stanie dostawy.
Podsumowanie
Zbadano trójnik w rurociągu pary świeżej. Mierzo-
no: natężenie emisji magneto akustycznej, twardość,
współczynnik tłumienia fal ultradźwiękowych. Porów-
nawcza analiza tych trzech wielkości fizycznych umoż-
liwiła identyfikację obszarów o mniejszym lub więk-
szym stopniu zdegradowania mikrostruktury. Wyka-
zano, że odcinki łączników w trójnikach o mniejszej
grubości ścianki mogą być bardziej zdegradowane od
odcinków o większej grubości ścianki. Te wyniki świad-
czą o dużym potencjale diagnostycznym opracowywa-
nej metody badania zmian w mikrostrukturze rurocią-
gów pary świeżej wykonanej ze stali 13HMF.
Niniejsze badania były finansowane z programu badawczego KBN
Nr 1133/T08/2005/29
Rys. 8. Tłumienie UT w obszarach na trójniku zmierzone dla często-
ści 2 i 4 MHz
Fig. 8. Ultrasound attenuation in the marked areas on the three-way
pipe for 2 i 4 MHz frequency
Rys. 9. Wartości EMA w funkcji twardości (HV) i tłumienia (dB/mm)
Fig. 9. MAE values in the function of hardness (HV) and attenuation
(dB/mm)
17
Przegląd sPawalnictwa 13/2011
Literatura
[1] Hernas A., Dobrzański J.: Trwałość i niszczenie elementów ko-
tłów i turbin parowych, Wyd. Politechnika Śląska, Mon. 2, Gli-
wice 2003.
[2] Dobosiewicz J.: Badania diagnostyczne urządzeń cieplno-me-
chanicznych w energetyce – cz. II, kotły i rurociągi. Diagnosty-
ka Techniczna, Warszawa: Biuro-Gamma, 1999.
[3] Deputat J.: Nieniszczące metody badania materiałów; War-
szawa, Biuro Gamma, 1997.
[4] Augustyniak B.: Zjawiska magnetosprężyste i ich wykorzysta-
nie w nieniszczących badaniach materiałów, Wyd. Politechnika
Gdańska, Gdańsk, Monografia 38, 2003. s. 1-192.
[5] Augustyniak B., Chmielewski M., Piotrowski L., Głowacka M.:
Assessment of 15HM steel quality with three methods based
on Barkhausen effect; Proc. of 9th International Scientific Con-
ference AMME2000, Sopot 11.10.-14.10.2000, Ed. L. A. Do-
brzański, 2000, s. 27-30.
[6] Augustyniak B., Piotrowski L., Chmielewski M., and Sablik
M.: Nondestructive Characterization of 2Cr-1Mo Steel Quality
using Magnetoacoustic Emission, IEEE Trans. Magn., vol. 38,
5/2002, s. 3207-3209.
[7] Sablik M.J., Augustyniak B., Piotrowski L.: Modeling incipient
creep damage effects on Barkhausen noise and magnetoaco-
ustic emission; J. Magn. Magn. Mater. vol. 272-276 (2004) s.
e523-e525.
[8] Augustyniak B., Piotrowski L., Chmielewski M., Sablik M.: Cre-
ep damage zone detection in exploited power plant tubes with
magnetoacoustic emission; Przegląd Elektrotechniczny, nr
4/2007, s. 93-98.
[9] Augustyniak B., Piotrowski L., Augustyniak M., Chmielewski
M., Sablik M.J.: Impact of eddy currents on Barkhausen and
magnetoacoustic emission intensity in a steel plate magnetized
by a C-core electromagnet; J. of Magnetism and Magnetic Ma-
terials. v. 272-276, (2004), s. e543-e545.
[10] Augustyniak M., Augustyniak B., Chmielewski M., Sadowski
W.: Impact of plate dimensions on time and space distribution
of magnetic field induction inside the plate magnetized with C-
core at various frequencies, Przegląd Elektrotechniczny. R 83,
nr 6/2007, pp. 48-50
Redakcja Przegląd spawalnictwa, ul. Świętokrzyska 14a, 00-050 warszawa,
tel.: 22 827 25 42, fax: 22 336 14 79; e-mail: pspaw@ps.pl, www.pspaw.ps.pl

18
Przegląd sPawalnictwa 13/2011
Zbigniew Ranachowski
Badanie mikrostruktury betonów
przy zastosowaniu metody
indentacji wielokrotnej
application of statistical indentation method
to investigation of concrete microstructure
Zbigniew Ranachowski – Instytut Podstawowych Proble-
mów Techniki PAN
Streszczenie
W artykule skonfrontowano wyniki pomiarów para-
metrów mikrostruktury dwóch serii napowietrzonych
mieszanek betonowych, takich jak: porowatość całko-
wita, współczynnik rozmieszczenia porów powietrznych,
odporność na powierzchniowe łuszczenie z parametra-
mi uzyskiwanymi w procedurze indentacji wielokrotnej.
Indentacja wielokrotna umożliwia określenie mikrotwar-
dości w obszarze matrycy i obszarze kruszywa, a także
wyznaczenie powierzchniowego udziału obszarów o ni-
skiej zwartości (LD), to jest obszarów o wysokiej porowa-
tości. Te parametry uzyskiwane z badania metodą inden-
tacji wielokrotnej można zastosować do oceny trwałości
betonów badając np. próbki rdzeniowe, uzyskane z od-
wiertów. Pomiary metodą indentacji wielokrotnej można
prowadzić w sposób zautomatyzowany. Przedstawione
wyniki badań wskazują na obniżenie odporności na śro-
dowiskowe czynniki agresywne w kompozycjach o pod-
wyższonym współczynniku LD.
Abstract
The paper presents the results of investigation of pa-
rameters of microstructure of two series of air pertrained
concrete mixes. The following parameters were exami-
ned: volumetric porosity, air pores spacing coefficient,
surface scaling endurance - confronted to those derived
from the statistical indentation procedure. That procedu-
re is intended to determine the microhardness of concre-
te matrix, aggregates area and of the percental content
of a component called low density area (LD), characte-
rising the high porosity clusters. The parameters obta-
ined with application of statistical indentation method can
be used to assess the endurance of concrete by testing
of core samples drilled out of the massive constructions.
There is a possibility to automate the described method.
The presented test results suggest that the compositions
that reveals the increased LD coefficient also tend to de-
monstrate the lower resistance to environmal aggression
agents.
Wstęp
W artykule skonfrontowano wyniki pomiarów pa-
rametrów mikrostruktury dwóch serii napowietrzonych
kompozycji betonowych, takich jak: porowatość cał-
kowita, współczynnik rozmieszczenia porów powietrz-
nych, odporność na powierzchniowe łuszczenie z pa-
rametrami uzyskiwanymi w procedurze indentacji wie-
lokrotnej. Indentacja wielokrotna umożliwia określe-
nie mikrotwardości w obszarze matrycy i obszarze kru-
szywa, a także wyznaczenie powierzchniowego udzia-
łu obszarów o niskiej zwartości (LD), to jest obsza-
rów o wysokiej porowatości. Te parametry uzyskiwane
z badania metodą indentacji wielokrotnej można zasto-
sować do oceny trwałości betonów badając np. próbki
rdzeniowe, uzyskane z odwiertów. Przedstawione wy-
niki wskazują na obniżenie odporności na środowisko-
we czynniki agresywne w kompozycjach o podwyższo-
nym współczynniku LD.
Metodyka badań
Pojęciem mikrotwardość określa się wielkość fi-
zyczną wyrażoną w jednostkach naprężenia, cechu-
jącą dany materiał lub – w przypadku betonu – jego
poszczególne składniki. Wielkość ta jest uzyskiwa-
na przez obliczenie stosunku pomiędzy siłą z jaką
zagłębia się wgłębnik pomiarowy do wymiaru po-
wierzchni odcisku pozostawionego przez ten wgłębnik.
19
Przegląd sPawalnictwa 13/2011
W 2002 r. w IPPT PAN rozpoczęto badania trwałości be-
tonu kilkoma metodami zastosowanymi w pracy eks-
perymentalnej opisanej w niniejszym artykule. Szer-
sze zastosowanie znajdują obecnie metody: wyznacza-
nia współczynnika rozmieszczenia porów powietrznych
i masy złuszczonego materiału w badaniu slab test. me-
tody te – w tym badania mikrotwardości – opisano sze-
rzej w monografii [1]. Trudności napotykane w trakcie
pomiarów mikrotwardości wynikają między innymi z fak-
tu, że odciski wykonywane w trakcie tej procedury mogą
być usytuowane w zaczynie cementowym albo w kru-
szywie lub w obszarze mikrostruktur o wysokiej porowa-
tości i przez to jednoznacznie nie przyporządkowanym
do żadnego z wymienionych dwóch wyżej obszarów.
Rozwiązanie tego problemu polega na zastoso-
waniu procedury indentacji wielokrotnej, przedstawio-
nej w pracy [2]. W ramach tej procedury uzyskuje się
zbiór wyników pomiarów mikrotwardości, który zawie-
ra podzbiory wyników uzyskanych z indentacji obsza-
rów materiału z założenia istotnie różniących się mikro-
twardością. Uporządkowanie wyników mikrotwardości
w arbitralnie przyjętych wąskich przedziałach wartości
tego parametru umożliwia separację wyników pomia-
rów pochodzących z obszarów różniących się zasad-
niczo właściwościami mechanicznymi i mających od-
mienną strukturę.
Badania przeprowadzone były w sposób następu-
jący: odciski w próbkach wykonano za pomocą stan-
dardowego wgłębnika Vickersa, w formie piramid-
ki o kącie rozwarcia między przeciwległymi ścianka-
mi 136˚. Zastosowano przy tym technikę DSI (Depth
Sensing Indentation), polegającą na ciągłym po-
miarze siły nacisku i przemieszczania wgłębnika w
trakcie procesu wciskania go w materiał. Siłę naci-
sku mierzono za pomocą maszyny wytrzymałościo-
wej Lloyd EZ 50, wyposażonej w głowicę o nośno-
ści do 50 N. Układ pomiarowy umożliwiał pomiar siły
z dokładnością 0,5% wartości przykładanego obcią-
żenia. Dzięki zewnętrznemu, dodatkowemu prze-
twornikowi LVDT możliwy jest pomiar przemieszcze-
nia wgłębnika w badanym materiale, z dokładnością
do 1 µm. Próbki stosowane do badań metodą inden-
tacji wielokrotnej miały postać prostopadłościanów
o wymiarach ścianki poddanej badaniom 30 x 100
i grubości 24 mm. Odpowiednio wycięte i wygładzo-
ne próbki mocowano na stoliku z możliwością precy-
zyjnego przesuwu w kierunkach poziomych. W każ-
dej próbce wykonuje się 78 odcisków wgłębnika od-
dalonych od siebie o 1 mm, w trzech rzędach po 26
odcisków, według jednoznacznie zdefiniowanego
schematu położenia tych odcisków względem kra-
wędzi próbki. W związku z tym, obszar próbki pod-
dany procedurze indentacji ma przybliżone wymiary
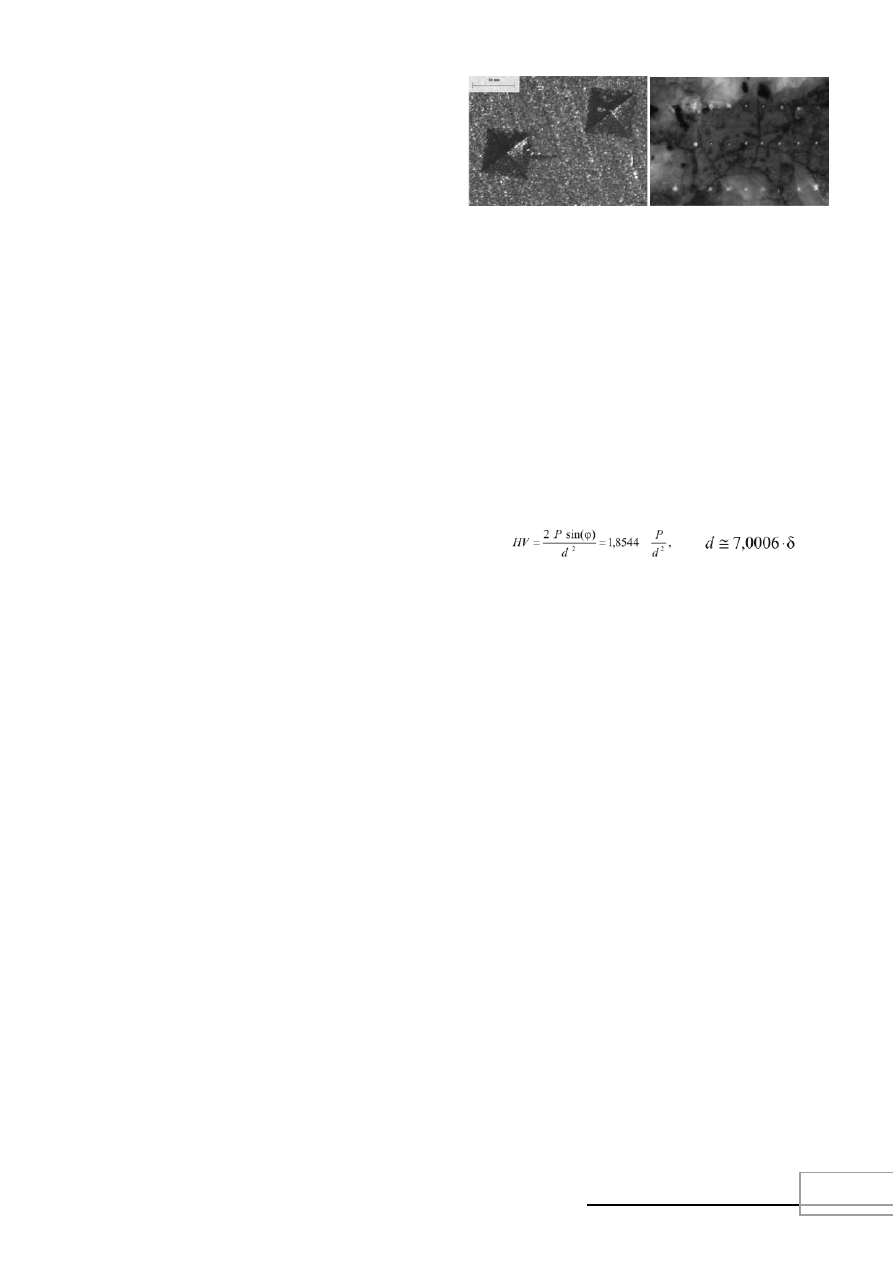
30 x 24 mm. Na rysunku 1 pokazano wzorcowy ślad
odcisku wykonany w żywicy epoksydowej o wymia-
rach 50 x 50 µm mikrometrów oraz ślad stosowane-
go zestawu odcisków wykonany w betonie zabarwio-
nym niebieskim tuszem dla uzyskania podwyższone-
go kontrastu granic obszarów: matryca – kruszywo.
Układ obciążający był sterowany przy użyciu opro-
gramowania Ondio NEXYGEN (Lloyd Instruments),
które umożliwia rejestrację wyników i wyznaczanie mi-
krotwardości zgodnie ze wzorem:
gdzie: P – przyłożone obciążenie, N; φ – 68°, d – średnia długość
przekątnej odcisku, m; δ – wielkość zagłębienia, m.
Wyniki badań mikrotwardości uzyskane z bada-
nia próbek kilku specjalnie przygotowanych kompo-
zycji zostały skonfrontowane z rezultatami obserwa-
cji mikroskopowych wykonanych w celu określenia
rodzaju materiału, w którym znajdował się konkret-
ny odcisk. Analiza tych wyników [3, 4] wykazała, że
ok. 40 % zidentyfikowanych odcisków przypada na
matrycę cementową, której mikrotwardość zawiera
się w przedziale 250÷1250 MPa. Jako odciski w kru-
szywie identyfikowano ok. 55% śladów o mikrotwar-
dości 1000÷5400 MPa. Do pięciu procent odcisków
w obszarach niezdefiniowanych charakteryzowa-
ło się mikrotwardością z przedziału 100÷1100 MPa.
Na tej podstawie opracowano procedurę obróbki wy-
ników badań indentacji wielokrotnej. Analizie podle-
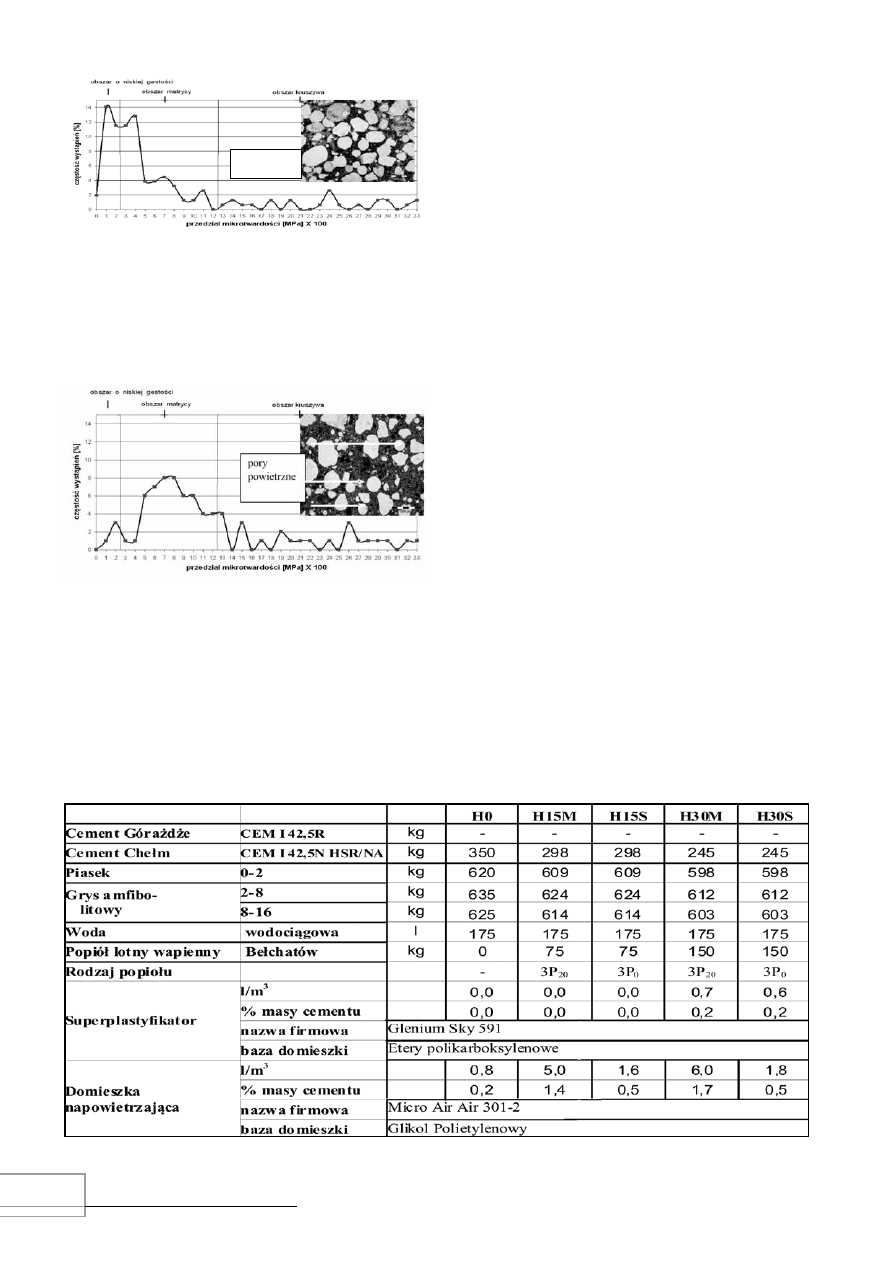
ga zbiór 150 wyników badań. Wyniki porządkuje się
w układzie histogramu, na którym na osi poziomej
zaznacza się 33 przedziały mikrotwardości o szero-
kości 100 MPa, w układzie rosnącym. Na osi piono-
wej podaje się procentowy odsetek wyników badań
przyporządkowany do poszczególnych klas. Przy-
kłady histogramów mikrotwardości pokazano na
rysunkach 2 i 3.
Metodą indentacji wielokrotnej można wyznaczyć
trzy wymienione niżej parametry badanych struktur:
– Średnia wartość mikrotwardości matrycy HV
m
es-
tymowana na podstawie założenia, że uśred-
nieniu podlegają wyniki pomiarów z przedziału
250>HV≥1250;
Rys. 1. a) Ślad odcisku wgłębnika o wymiarach 50 x 50 mm w mate-
riale modelowym (żywica epoksydowa); b) ścieżka odcisków na po-
wierzchni badanej próbki wykonanych co 1 mm na próbce z beto-
nu. Matryca cementowa ciemniejszy kolor, a kruszywo granitowe ko-
lor jaśniejszy.
Fig. 1. a) The shape of microindenter indentation with dimension of
50x50 mm in the model material (epoxide resin), b) the path of inden-
tations in the sample surface made with the 1 mm step on the con-
crete. Concrete matrix dark and granite aggregate bright
a)
b)
20
Przegląd sPawalnictwa 13/2011
– Udział obszarów o niskiej zwartości LD wyzna-
czany jako iloraz sumy odcisków o mikrotwardości
z przedziału 0>HV≥250 i sumy odcisków z prze-
działu 0>HV≥1250;
– Średnia wartość mikrotwardości kruszywa HV
agg
estymowana na podstawie założenia, że uśred-
nieniu podlegają wyniki pomiarów z przedziału
1250>HV≥3000;
Wyniki uzyskane w badaniach
dwóch mieszanek z dodatkiem
dwóch różnych rodzajów cementu
Analizę parametrów charakteryzujących rozkład
mikrotwardości przeprowadzono porównując dane
uzyskane z badań 10 mieszanek betonów napowie-
trzonych wykonanych w dwóch seriach. Składy tych
oraz parametry charakteryzujące strukturę tych mie-
szanek podano w tablicach I÷IV. W skład miesza-
nek, oprócz tych, które oznaczono jako H0 i N0 wcho-
dził popiół pozyskany z elektrofiltrów elektrowni Beł-
chatów. Popiół ten zawiera ok. 25% CaO, co jest war-
tością przewyższającą poziom dopuszczalny obec-
nie przez Polskie Normy dla składników betonu kon-
strukcyjnego. Technologia pozyskania tego surowca
do zastosowań inżynieryjnych jest przedmiotem ba-
dań. Symbol rodzaju popiołu zawiera numer dostawy
(pierwsza cyfra) oraz czas mielenia (cyfra po literze
P). Skład chemiczny popiołu z kolejnych dostaw, użyty
w badanych mieszankach różnił się nieznacznie. Na
rysunkach 4 i 5. przedstawiono histogramy mikrotwar-
dości wymienionych wyżej dwóch serii mieszanek.
Rys. 2. Histogram mikrotwardości i fotografia przykładowej kompo-
zycji betonowej o współczynniku wodnospoiwowym = 0,45, porowa-
tości całkowitej 7,36% i współczynniku rozmieszczenia porów po-
wietrznych 0,16 mm. Pory powietrzne zostały zabarwione żywicą
epoksydową
Fig. 2. Microhardness histogram and photograph of the sample com-
position of concrete with a water-welding factor = 0,45, 7,36% of the
total porosity and pore distribution factor of 0,16 mm. The pores were
stained with an epoxy resin
Rys. 3. Histogram mikrotwardości i mikrofotografia kompozycji beto-
nowej o wodnospoiwowym jak na rysunku 2, lecz o dwukrotnie niż-
szym współczynniku porowatości całkowitej i dwukrotnie wyższym
współczynniku rozmieszczenia porów powietrznych
Fig. 3. Microhardness histogram and photograph of the sample com-
position of concrete with a water-welding factor the same as in the
fig. 2, but the lower porosity factor by the twice and twice as high sur-
face pore distribution
Tablica I. Skład I serii mieszanek betonowych o współczynniku w/s = 0,5
Table I. Composition of I-series of concrete mixes with w/s = 0.5 factor
pory
powietrzne
→
→
→
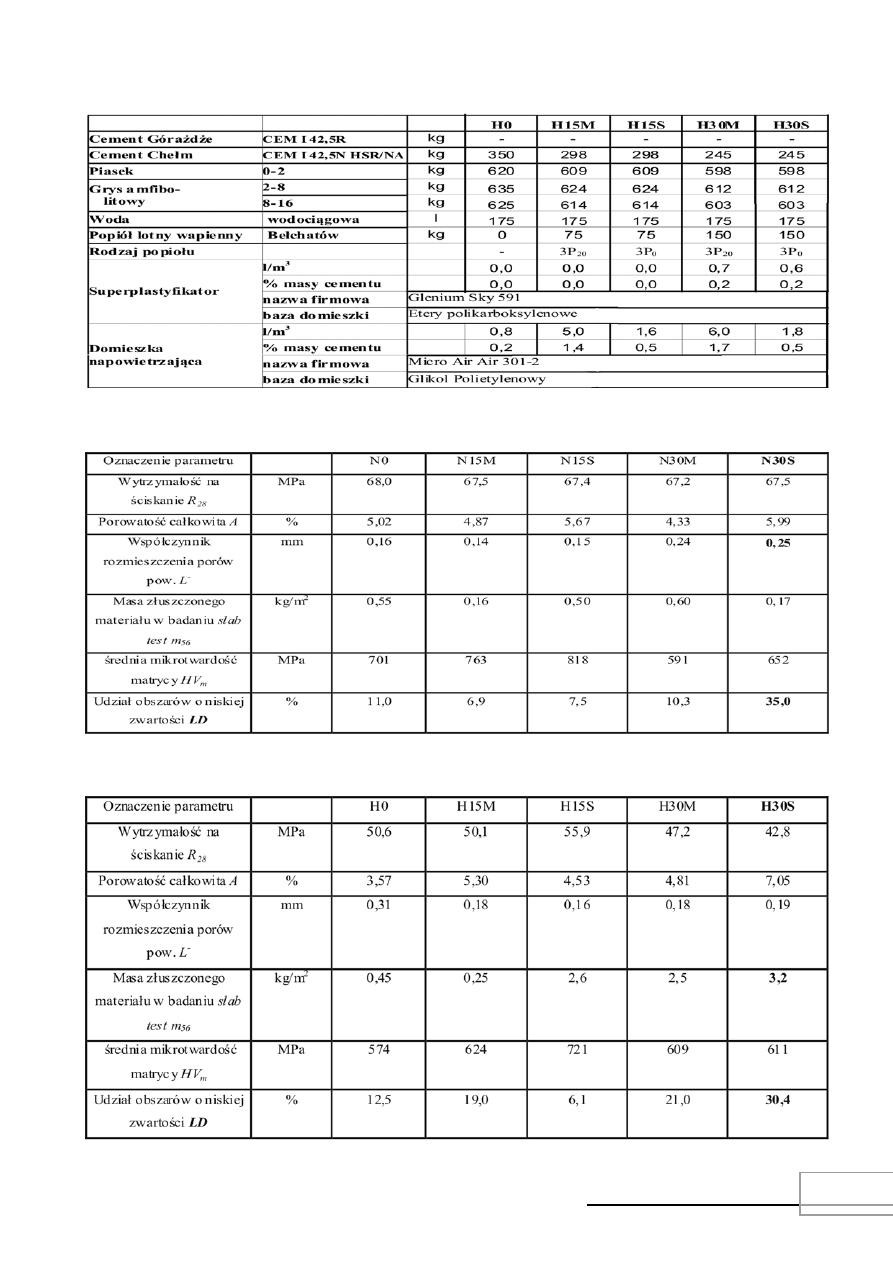
21
Przegląd sPawalnictwa 13/2011
Tablica II. Skład II serii mieszanek betonowych o współczynniku w/s = 0,5
Table I. Composition of II-series of concrete mixes with w/s = 0,5 factor
Tablica IV. Wybrane parametry struktury oraz wyznaczone z histogramu dla II serii mieszanek
Table IV. Selected structure parameters and determined based on histogram of II-series concrete mixes
Tablica III. Wybrane parametry struktury oraz wyznaczone z histogramu dla I serii mieszanek
Table III. Selected structure parameters and determined based on histogram of I-series concrete mixes
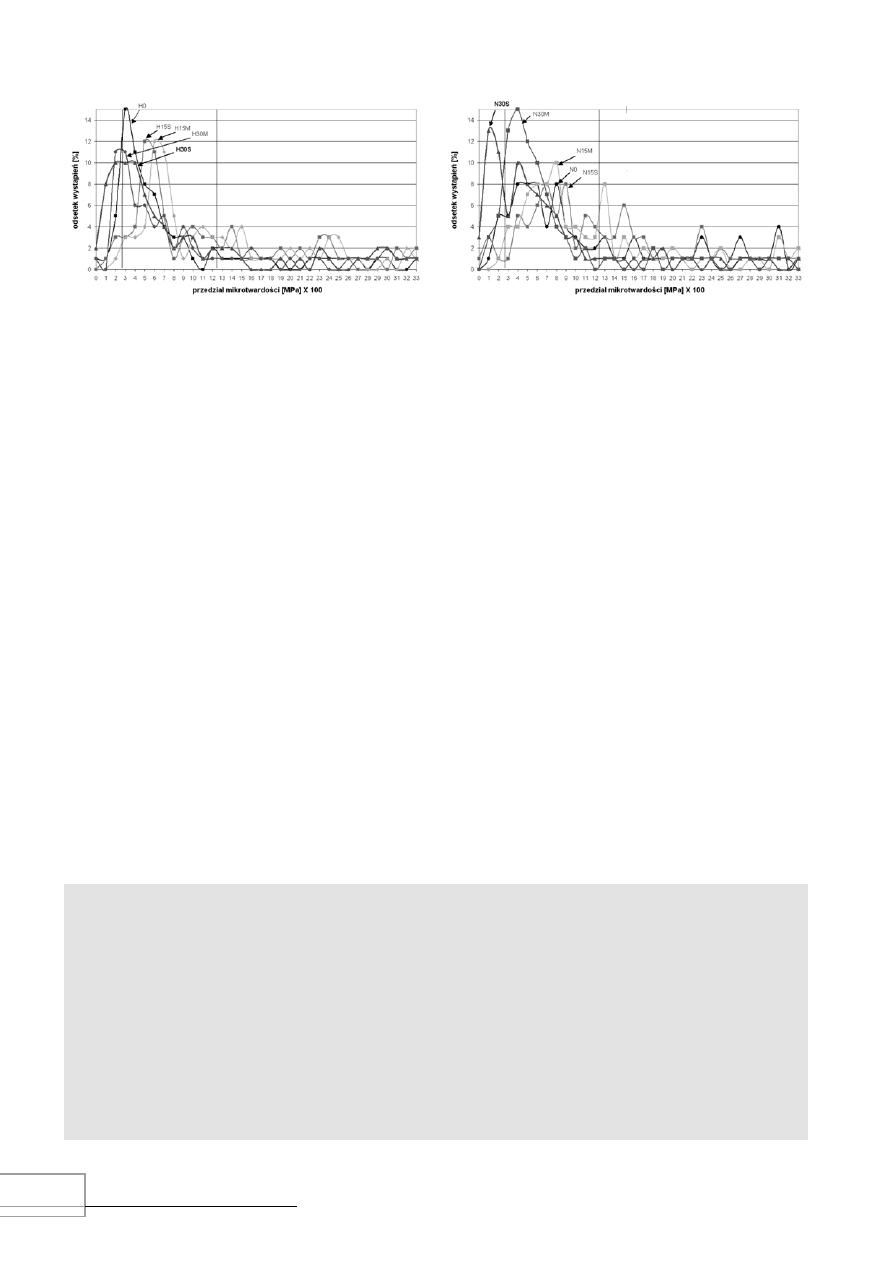
22
Przegląd sPawalnictwa 13/2011
Wyniki zamieszczone w tablicach III i IV. oraz przebieg
histogramów mikrotwardości ilustrują znaczące róż-
nice w wartościach parametrów charakteryzujących
trwałość badanych kompozycji betonowych. Mieszan-
ki oraz parametry których wartość istotnie przekracza
poziomy dopuszczalne został wytłuszczone.
Z danych prezentowanych w tablicach III i IV wy-
nika że brak jest wyraźnej korelacji pomiędzy średnią
mikrotwardością matrycy cementowej a parametrami
charakteryzującymi trwałość kompozycji. Istotne różni-
ce pomiędzy wynikami zmierzonymi w I i II serii biorą
się głównie z różnych właściwości zastosowanych ce-
mentów (klasyczny portlandzki/niskoglinowy).
Przedstawiona na rysunku 4 mieszanka H0 nie za-
wiera popiołu wysokowapiennego. Charakteryzuje się
ona względnie niską wartością porowatości całkowitej
i w związku z tym jej krzywej mikrotwardości oznaczo-
na kwadratami nie jest przesunięta w lewo w porów-
naniu z krzywymi mieszanek H30M i H30S które cha-
rakteryzują się wyższą porowatością całkowitą. Z kom-
pozycji zawierających popiół wysokowapienny kom-
pozycja H30S, oznaczona trójkątami charakteryzuje
się maksymalnym współczynnikiem m
28
równym 3,2.
Mieszanka ta nie charakteryzuje się nieco wyższym
od reszty współczynnikiem rozmieszczenia porów
Rys. 4. Histogramy mikrotwardości I serii mieszanek
Fig. 4. Histogram of microhardness for histogram for I-series con-
crete mixes
Rys. 5. Histogramy mikrotwardości II serii mieszanek
Fig. 5. Histogram of microhardness for histogram for II-series con-
crete mixes
(wynosi on 0,19). Uwagę zwraca wysoka wartość udzia-
łu obszarów o niskiej zwartości LD – 30,4%. Parametr
ten może zatem służyć do identyfikacji mieszanki o ni-
skiej odporności na agresywne czynniki środowiskowe.
Mieszanki przedstawione na rysunku 5. charakteryzu-
ją się dość wysoką wartością porowatości całkowitej
(ok. 5%). Wśród nich najwyższą wartość tego parame-
tru (5,99%) oraz najwyższą wartość L
–
(0,25) charakte-
ryzuje mieszankę N30S. Dla tej mieszanki masa złusz-
czonego materiału w metodzie slab test została ozna-
czona jako 0,17 kG/m
2
. Udział obszarów o niskiej zwar-
tości LD dla tej mieszanki przyjmuje wartość znacząco
wyższą niż dla pozostałych kompozycji.
Zaprezentowane wyniki badań pozwalają na posta-
wienie następujących konkluzji. Biorąc pod uwagę, że
wykonywane dotychczas badania odporności betonów
na czynniki agresywne przy zastosowaniu pomiarów
współczynnika rozmieszczenia porów powietrznych
i masy złuszczonego materiału charakteryzują się zna-
czącymi rozrzutami – wskazane jest dodatkowo wyko-
nywanie badania metodą indentacji wielokrotnej. Zwięk-
szenie udział obszarów niskiej zwartości LD w badanej
kompozycji o 100% w porównaniu do wyników otrzymy-
wanych dla kompozycji referencyjnych może świadczyć
o obniżonej trwałości badanego materiału.
Literatura
[1] Glinicki M.A.: Trwałość betonu w nawierzchniach drogowych,
Instytut Badawczy Dróg i Mostów, zeszyt 66, Warszawa 2011.
[2] Sorelli L., Constantinides G., Ulm F.-J., Toutlemonde F.: The
nano-mechanical signature of Ultra High Performance Concre-
te by statistical nanoindentation techniques, Cement and Con-
crete Research, 38/2008, s. 1447-1456.
[3] Igarashi S., Bentur A., Mindess S., Microhardness testing of
cementitious materials, Advanced Cement Based Materials,
4/1996, s. 48-57.
[4] Kasperkiewicz, J., Sobczak M.: O możliwościach oceny wytrzy-
małości betonu na podstawie badania mikrotwardości, Cemen-
t-Wapno-Beton, 3/2004, s. 138-142.
Badania zaprezentowane w niniejszym artykule były finan-
sowane w ramach Programu Operacyjnego Innowacyjna
Gospodarka, nr projektu: POIG.01.01.02-24-005/09 o na-
zwie „Innowacyjne spoiwa cementowe i betony z wykorzy-
staniem popiołu lotnego wapiennego”.- Projekt współfinan-
sowany jest ze środków Europejskiego Funduszu Rozwo-
ju Regionalnego.

23
Przegląd sPawalnictwa 13/2011
Krzysztof Dragan
Łukasz Kornas
Norbert Pałka
Problematyka diagnozowania
kompozytowych konstrukcji lotniczych
the issues connected with non destructive techniques
for the aerospace composite structures inspection
Krzysztof Dragan, Łukasz Kornas – Instytut Technicz-
ny wojsk Lotniczych,
Norbert Pałka – Wojskowa Akade-
mia Techniczna.
Streszczenie
W artykule przedstawiony zostanie opis problema-
tyki diagnozowania kompozytowych konstrukcji lotni-
czych. Kompozyty, charakteryzuje zdecydowanie więk-
szy stosunek masa/wytrzymałość, niż większość kon-
strukcji wykonywanych np. z stopów lekkich. Są one jed-
nak wrażliwe na uszkodzenia od udarów mechanicz-
nych i termicznych. Ponadto w trakcie wytwarzania po-
wstają uszkodzenia wpływające na zmniejszenie ich wy-
trzymałości. W artykule przedstawiono podejście do dia-
gnostyki takich struktur z wykorzystaniem metod badań
nieniszczących takich jak: metoda ultradźwiękowa z wy-
korzystaniem Phased Array, oraz metoda spektrosko-
pii terahertzowej. Omówiono i przedstawiono problemy
diagnozowania konstrukcji kompozytowych, w tym kon-
strukcji FML (fibre metal Laminates). Dla każdej z tych
metod badań nieniszczących przedstawiono ich zalety
i ograniczenia związane z diagnostyką takich konstrukcji.
Abstract
This paper presents approach for NDT techniques
for composite structural integrity assessment of the ae-
rospace structures. In such structures besides of higher
mass/durability ratio than e.g. aluminum alloys aerospa-
ce components there is higher vulnerability on the failure
mode creation because of impact damage from mechani-
cal and thermal shocks. Moreover during the manufactu-
ring process different damages occur and affect material
strength. For the purpose of damage detection different
NDE (Non Destructive Evaluation) techniques will be pre-
sented such as: ultrasonic with the use of Phased Array
and THz spectroscopy. The main problems of the compo-
sites structures NDE will be highlighted and presented in-
cluding FML (Fibre Metal Laminates). All the advantages
and limitations of the above described NDE methods will
be delivered.
Wstęp
Właściwości materiałów kompozytowych spełniają-
ce wymogi filozofii systemu eksploatacji „tolerowane-
go uszkodzenia” (Damage tolerance), oraz korzyst-
ny iloraz masy do wytrzymałości powodują, iż produ-
cenci statków powietrznych (SP) coraz częściej sto-
sują materiały kompozytowe do produkcji elementów
konstrukcyjnych SP [1]. Kolejnym czynnikiem powodu-
jącym zwiększone zastosowanie materiałów kompo-
zytowych jest możliwość zmniejszenia kosztów zwią-
zanych z zużyciem paliwa oraz innych kosztów eks-
ploatacji [2]. Stosowane dotychczas stopy aluminium
są podatne na powstawanie uszkodzeń związanych
nie tylko z oddziaływaniem atmosfery (zjawisko koro-
zji), ale również z oddziaływaniem cyklicznych obcią-
żeń zmęczeniowych (przykładem jest zjawisko pękania
zmęczeniowego pod wpływem korozji – Stress Corro-
sion Cracking – SCC) [3, 4]. Zastosowanie materiałów
kompozytowych eliminuje problem związany z wystę-
powaniem efektów korozyjnych. Jednakże należy zda-
wać sobie sprawę z innych czynników wpływających
na możliwość zmniejszenia wytrzymałości takich struk-
tur spowodowanych [5]:
– brakiem powtarzalności przy wytwarzaniu elemen-
tów, w szczególności w tzw. „technikach na mokro”;
– brakiem jednoznacznie określonej granicy plastycz-
ności materiału;
– anizotropią materiału i związanymi z tym różnymi
rodzajami uszkodzeń;

24
Przegląd sPawalnictwa 13/2011
– szczególną podatnością na uszkodzenia od
obciążeń prostopadłych do płaszczyzny powierzch-
ni elementu;
– niedostatkami kontroli jakości elementów opusz-
czających wytwórnię;
– wysoką podatnością na powstawanie uszkodzeń od
uderzeń o niewielkich energiach;
– możliwością powstawania wad i uszkodzeń pod-
czas wytwarzania elementów, m.in. takich jak: poro-
watość, odklejenia, wtrącenia ciał obcych, rozwar-
stwienia.
Czynniki takie prowadzą do powstania wad w kom-
pozytach i takich jak [6]:
– niewłaściwie wygrzana termicznie osnowa;
– nieprawidłowy udział objętościowy włókien zbroje-
nia – spowodowany nadmiarem lub brakiem osno-
wy. Lokalne nieprawidłowości zdarzają się podczas
produkcji, jednakże duże odchyłki (tzn. większe ob-
szary) występują wskutek nieprawidłowego prze-
biegu procesu wytwarzania;
– pory – wskutek parowania osnowy lub powietrza
w trakcie nieprawidłowego przeprowadzenia proce-
su wygrzewania;
– brak równoległości w ułożeniu włókien zbrojenia –
powoduje lokalne zmiany w objętościowym udziale
włókien zbrojenia w materiale;
– brak równoległości w ułożeniu warstw. Powstaje
w trakcie układania warstw. Może powodować
zmianę sztywności materiału oraz odkształcenie
w trakcie procesu wygrzewania;
– pękanie poszczególnych warstw – spowodowane
oddziaływaniem poszczególnych warstw podczas
wytwarzania;
– rozwarstwienia – rzadko spotykane podczas wy-
twarzania, jednakże mogą powstać wskutek zanie-
czyszczania przy wytwarzaniu lub obróbce mecha-
nicznej, polegają na niedoklejeniu poszczególnych
warstw materiału kompozytowego;
– uszkodzenia włókien zbrojenia;
– odklejenia – w trakcie procesu wytwarzane kompo-
nenty mogą być klejone. Wskutek zanieczyszcze-
nia lub braku kleju, elementy te mogą nie dolegać
do siebie, co poważnie wpływa na zmniejszenie wy-
trzymałości badanego elementu;
– wtrącenia ciał obcych – polegające na pozostawie-
niu w trakcie wytwarzania, zanieczyszczeń, pozo-
stałości z procesu wytwarzania.
W ostatnich latach prowadzono wiele badań, mają-
cych na celu zmniejszenie ilości wad powstających w
materiałach kompozytowych. Rozwinięte zostały takie
metody wytwarzania jak: RTM (Resin transfer moul-
ding), RFI (Resin film infusion) [7]. Metody te jednak-
że mogą powodować powstawanie innych wad, co wy-
musza konieczność stosowania badań nieniszczących
w ocenie materiałów kompozytowych.
Innymi przyczynami powstawania uszkodzeń
w strukturach kompozytowych są czynniki wpływają-
ce na trwałość tych materiałów w trakcie eksploata-
cji. Takimi czynnikami powodującymi powstawanie
uszkodzeń w materiałach kompozytowych są [8]: ob-
ciążenia statyczne; uderzenia; procesy zmęczeniowe;
efekty atmosferyczne (zmiany temperatury i wilgotno-
ści); przegrzania.
Wystąpienie uszkodzeń powoduje obniżenie wła-
ściwości wytrzymałościowych konstrukcji.
Kompozyty stosowane
w konstrukcjach lotniczych
Kompozyty stosowane w lotnictwie w większości:
CFRP (Carbon Fibre Reinforced Plastic) – kompozyt
polimerowy o zbrojeniu węglowym i GFRP (glass fi-
bre Reinforced Plastic) – kompozyt polimerowy o zbro-
jeniu szklanym;
– zbudowane są włókien węglowych/szklanych ze-
spolonych za pomocą utwardzonej żywicy.
W zależności od właściwości włókien i żywicy, kom-
pozyt uzyskuje różne właściwości mechaniczne i ter-
modynamiczne. Właściwości kompozytu nie są śred-
nią arytmetyczną ani sumą właściwości jego składni-
ków [7, 8].
Ostatnio coraz częściej w konstrukcjach lotniczych
stosowane są również kompozyty FML (fibre metal La-
minates) [9]. Przykładem takich konstrukcji są lamina-
ty typu GLARE (gLass Aluminium REinforced). Są to
laminaty składające się z warstw cienkiej blachy me-
talowej i kompozytu polimer-włókno ceramiczne lub
polimerowego. Laminaty takie charakteryzują się do-
skonałymi właściwościami łącząc równocześnie wła-
ściwości metalu i włóknistego kompozytu polimerowe-
go. Taka kombinacja daje w rezultacie nową genera-
cję materiałów hybrydowych o właściwościach pozwa-
lających na hamowanie i blokowanie rozwoju pęknięć
przy cyklicznym obciążeniu, bardzo dobrej charaktery-
styce wytrzymałości na obciążenia i udarność oraz ni-
skiej gęstości co wpływa na zmniejszenie masy kon-
strukcji statków powietrznych.
Na rysunku 1 przedstawiono przykład laminatu FML
wytworzonego jako próbkę odniesienia do badań nie-
niszczących. W laminacie wykonano uszkodzenia
o charakterze wtrąceń ciał obcych za pomocą wkładek
teflonowych o grubości 125 µm. Próbka została wyko-
nana przez Wydział Inżynierii Materiałowej Politechni-
ki Lubelskiej [10].
Rys. 1. Przykład lami-
natu FML
Fig. 1. fmL laminate
example
Kompozyt
metal
→
→
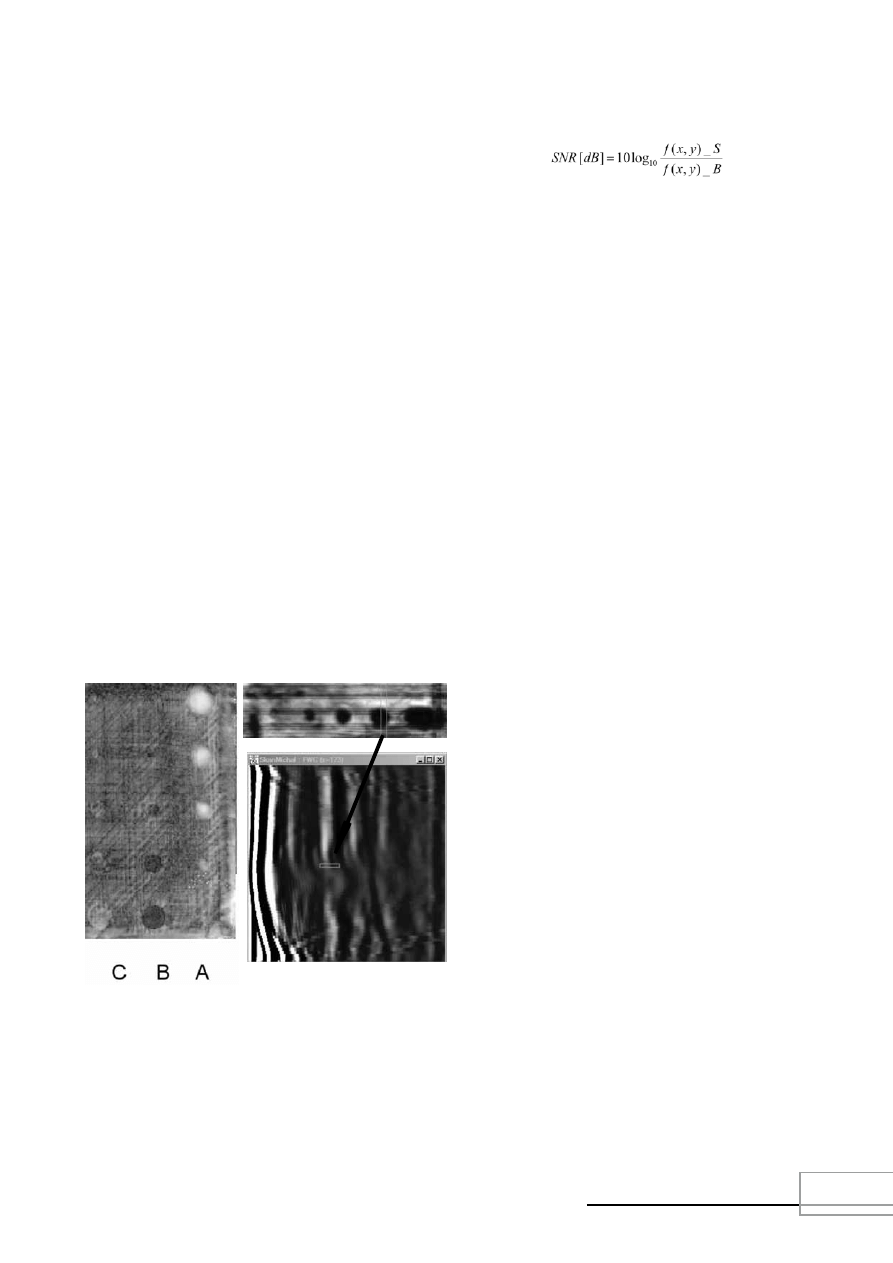
25
Przegląd sPawalnictwa 13/2011
Metody badań
i diagnostyki kompozytów
W chwili obecnej do badań materiałów kompozy-
towych stosuje się metody: wizualną, ultradźwiękową,
rezonansowe, optyczną (D-Sight), shearography, ter-
mografię, radiografię, prądów wirowych oraz szereg
metod hybrydowych. Każda z metod charakteryzuje
się pewnymi ograniczeniami jak również możliwościa-
mi diagnozowania struktur określonych typów. W arty-
kule przedstawione zostanie podejście do diagnosty-
ki metodą ultradźwiękową z wykorzystaniem techniki
Phased Array oraz spektroskopii terahertzowej.
Metoda ultradźwiękowa (Phased Array)
Metoda ultradźwiękowa jest metodą pozwalają-
cą na uzyskania najbardziej szczegółowych informa-
cji o badanej strukturze. Wykorzystanie głowic wielo-
przetwornikowych oraz funkcji modułów elektronicz-
nych pozwala na zwiększenie możliwości diagnostycz-
nych w szczególności w diagnostyce elementów wie-
lowarstwowych. Poniżej przedstawiono wynik bada-
nia elementu (próbki odniesienia) wykonanej z lamina-
tu FML z uszkodzeniami w postaci wtrąceń ciał obcych
umieszczonych na różnej głębokości i posiadających
różny rozmiar.
Dla potrzeb wyznaczenia rozmiaru uszkodzenia wy-
korzystano następującą zależność opisującą iloraz sy-
gnał/szum:
gdzie: f(x,y)_S – średnia wartość sygnału (amplitudy) w obszarze
uszkodzenia; f(x,y)_B – średnia wartość sygnału (amplitudy) w wo-
kół obszaru uszkodzenia.
Diagnostyka FML z wykorzystaniem metody ul-
tradźwiękowej (w tym głowic wieloprzetwornikowych
– Phased Array) jest jedną z najbardziej efektywnych
metod. Wykorzystanie funkcji tzw. przetwarzania post-
processing umożliwia charakteryzowanie poszczegól-
nych warstw oraz zmianę warunków brzegowych po-
miaru.
Rysunek 2 przedstawia wyniki badań ultradźwię-
kowych laminatu FML z wykorzystaniem pojedyn-
czego czujnika oraz systemu Phased Array. Wyko-
rzystanie pojedynczego czujnika nie pozwoliło wy-
kryć wszystkich uszkodzeń. Przyczyną była szero-
kopasmowa odpowiedź od poszczególnych warstw,
a w szczególności echa od dna (mała wartość SNR)
badanego elementu.
Wykorzystanie Phased Array oraz metod przetwa-
rzania sygnałów postprocessing w tym ogniskowania
wiązki, pozwoliło wykryć wszystkie uszkodzenia [12,
13]. Co więcej technika Phased Array umożliwia dyna-
miczne zobrazowanie struktury z wykorzystaniem zo-
brazowania typu B-scan, co umożliwia tzw. szybki pod-
gląd struktury.
Na rysunku 2 (dla głowic wieloprzetwornikowych)
przedstawiono uszkodzenia zlokalizowane przy dolnej
krawędzi płytki. Wykorzystanie tzw. aktywnej bramki
umożliwia wizualizację uszkodzeń położonych na róż-
nych głębokościach.
Najważniejsze informacje wynikające z badania
przygotowanej próbki są następujące:
– badanie elementów o grubości 0,5 mm powoduje
szereg odbić sygnałowych wpływających na utrud-
nioną detekcję uszkodzeń w szczególności tych po-
łożonych głębiej.
– istotnym czynnikiem wpływającym na wykrywal-
ność jest odpowiedni dobór parametrów badania
np.: częstotliwość powtórzeń, (uniknięcie efektów
rezonansowych, odpowiednia rozdzielczość czaso-
wa, efekty nieliniowe, likwidacja efektów dyfrakcyj-
nych);
– wykorzystanie funkcji składania danych (Data Com-
pounding) i analiz post processing pozwala na okre-
ślenie i wykrycie wszystkich uszkodzeń zaimple-
mentowanych w badanej próbce – jednakże wyma-
ga to wykorzystania odpowiednio przygotowanej
jednostki pomiarowej;
– oszacowana wartość błędu wyznaczenia pola po-
wierzchni uszkodzenia wynosi ok. 1%.
Rys. 2. Wyniki badań ultradźwiękowych laminatu FML: a) zobra-
zowanie typu C dla pojedynczego przetwornika, b) zobrazowanie
typu C (u góry) i typu B za pomocą systemu Phased Array (strzał-
ka wskazuje na lokalizację uszkodzenia przy dolnej krawędzi la-
minatu)
Fig. 2. FML laminate ultrasonic test results: a) C type view for sin-
gle transducer, b) C type view (up) and B-scan made with the use of
Phased Array system (arrow shows the place of damage – near to
bottom edge)
a)
b)
→
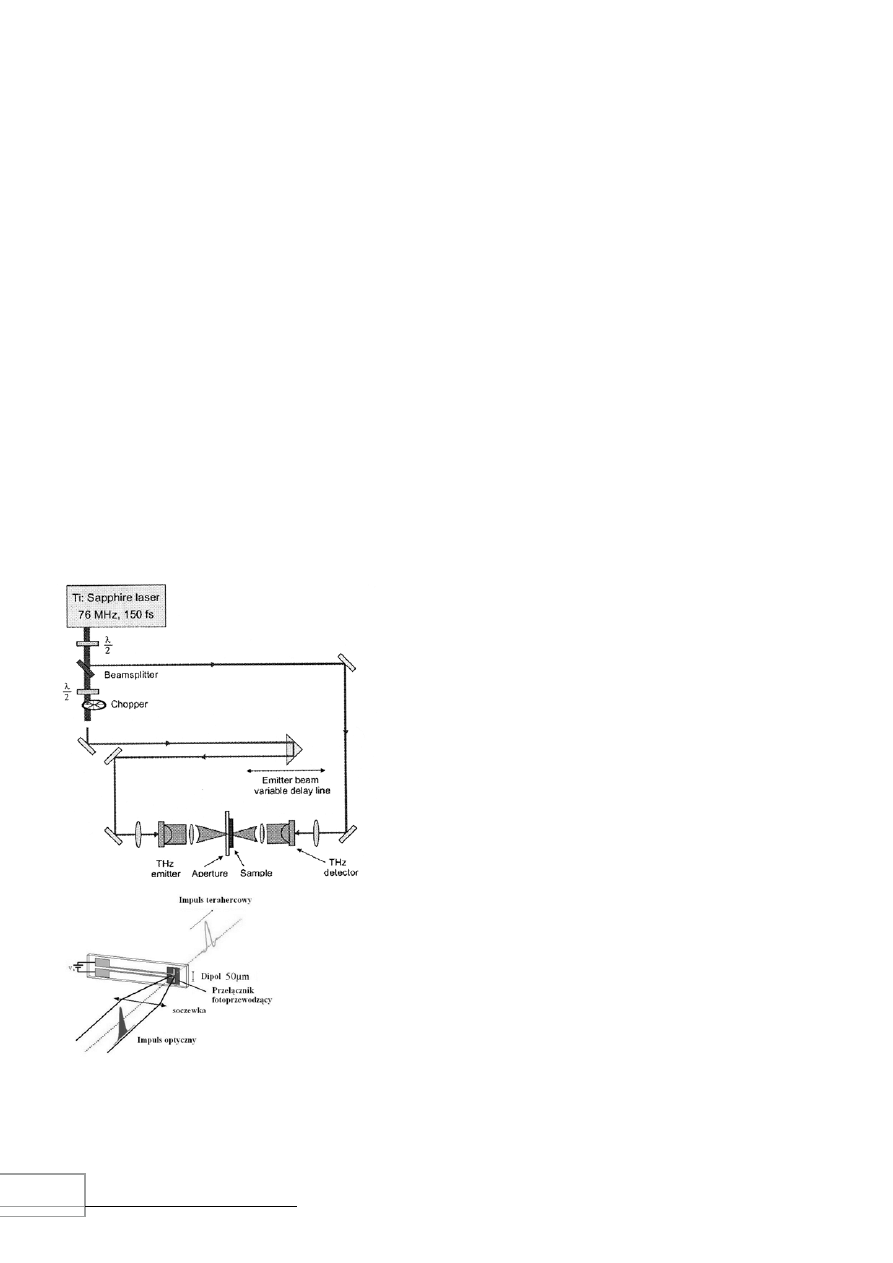
26
Przegląd sPawalnictwa 13/2011
Metoda spektroskopii
Terahertzowej (THz) – TDS
Fale terahercowe (THz) to ostatni niezagospoda-
rowany dotąd przez człowieka zakres promieniowa-
nia elektromagnetycznego. pasmo terahercowe obej-
muje fale w przedziale 0,3÷10 THz (300÷10 000 GHz)
i odpowiada długościom fal od 1 mm do 30 µm. Urzą-
dzenia wykorzystujące technikę terahercową mają
(i mogą mieć) bardzo szerokie zastosowania w róż-
nych obszarach życia. Ze względu na niejonizacyj-
ny charakter tego promieniowania, a co za tym idzie,
brak szkodliwości jego oddziaływania na organizmy
żywe może ono wyprzeć urządzenia rentgenowskie
z wielu zastosowań.
Jednym z wielu zastosowań terahercowego zakre-
su promieniowania są nieniszczące badania materia-
łów (odzież, skóra, tworzywa sztuczne), struktur oraz
organizmów żywych, które zawierają niezbyt duże ilo-
ści wody i nie są metalami. Jego mniejsza przenikli-
wość pozwala badać materiały o mniejszej gęstości,
z czym nie radziły sobie promienie X. W wyniku prze-
świetlenia próbki otrzymywany jest obraz, który ukazu-
je ukryte dla zwykłej optyki defekty struktury. Pozwa-
la wykryć miejsca uszkodzeń różnych elementów np.
w strukturach kompozytowych czy w urządzeniach
półprzewodnikowych, a także wady lub choroby
organizmów żywych. W odniesieniu do laminatów, pro-
mieniowanie THz łatwo przenika poprzez większość
materiałów polimerowych, także kolorowych i nieprze-
nikalnych dla zakresu widzialnego i podczerwieni [11].
Jednakże wzmocnienia w postaci włókien szklanych,
węglowych czy magnesium hydroxide wykazują więk-
szą absorpcję. Ponadto włókna, których średnice są
porównywalne z długościami fali THz (rzędu ułamków
mm) ze względu na rozpraszanie posiadają większy
kontrast w porównaniu do promieniowania podczerwo-
nego, widzialnego i rentgenowskiego.
W przedstawionej metodzie pomiarowej wykorzy-
stywane będą propagujące się impulsy promieniowa-
nia THz (podobnie jak w metodzie ultradźwiękowej),
zarówno w trybie transmisyjnym jak i odbiciowym. Ich
czasowe opóźnienia i echa dostarczają informacji nie
tylko o grubości próbki i jej strukturze wewnętrznej ale
także o jej warstwach, niejednorodnościach, rozwar-
stwieniach czy porach powietrznych [12].
Opis techniki TDS i jej możliwości zostanie przed-
stawiony na przykładzie spektrometru firmy Ekspla
(rys. 3). Generującym i zarazem detekującym ele-
mentem systemu jest antena dipolowa konstruowa-
na na absorbującym promieniowanie laserowe bliskiej
podczerwieni (ok. 800 nm) warstwie półprzewodzącej
(GaAs) osadzonej na podłożu dielektrycznym.
Warstwa półprzewodnika zostaje spolaryzowana
napięciem ok. 50V przyłożonym do elektrod nanie-
sionych na powierzchni półprzewodnika. Pomiędzy
poszczególnymi elektrodami istnieje kilkumikronowa
przerwa. Duża oporność półprzewodnika powoduje,
że upływ prądu jest pomijalnie mały. Laserowy, silny
impuls femtosekundowy zogniskowany na wyróżnio-
nej przerwie między elektrodami powoduje generacje
elektronów i dziur w obszarze półprzewodnika. Polary-
zacja umożliwia zaś przepływ ładunków – elektronów
i dziur do odpowiednich elektrod. Parametry mate-
riałowe półprzewodnika są tak dobrane, że femto-
sekundowy impuls laserowy (czas trwania impul-
su < 150 fs) generuje impuls elektrycznyo teraherco-
wej częstotliwości składowych widma impulsu. Pro-
mieniowanie zebrane i ukierunkowane przez hemis-
feryczną soczewkę tworzy użyteczny strumień THz.
Wyżej opisany układ generuje ciąg impulsów tera-
hercowych, których cykl odpowiada cyklowi pada-
jących na antenę impulsów z lasera (ok. 80 MHz).
Zakres częstotliwości wynosi 0,1÷ 3 THz, a moc
ok. 10 µW. Jako detektor promieniowania teraherco-
wego stosuje się identyczną antenę dipolową z czu-
łym amperomierzem. Podobnie jak w generatorze
femtosekundowy impuls laserowy generuje obszar ła-
dunków między elektrodami. W czasie bardzo krót-
kiego życia tych ładunków na detektor pada „wolny”
impuls terahercowy, który powoduje przepływ prądu
w antenie o kształcie i natężeniu proporcjonalnym do
chwilowej wartości natężenia impulsu terahercowe-
go, co jest mierzone czułym amperomierzem. Skanu-
jąc położenie linii opóźniającej istnieje możliwość od-
tworzenia na detektorze całego impulsu terahercowego.
Rys. 3. Schemat systemu dla spektroskopii TDS (u góry) oraz gene-
racja impulsu terahercowego z wykorzystaniem anteny fotoprzewo-
dzącej (na dole)
Fig. 3. The scheme of system for TDS spectroscopy (top) and the tera-
hertz impulse generation with the use of photoconduction aerial (down)
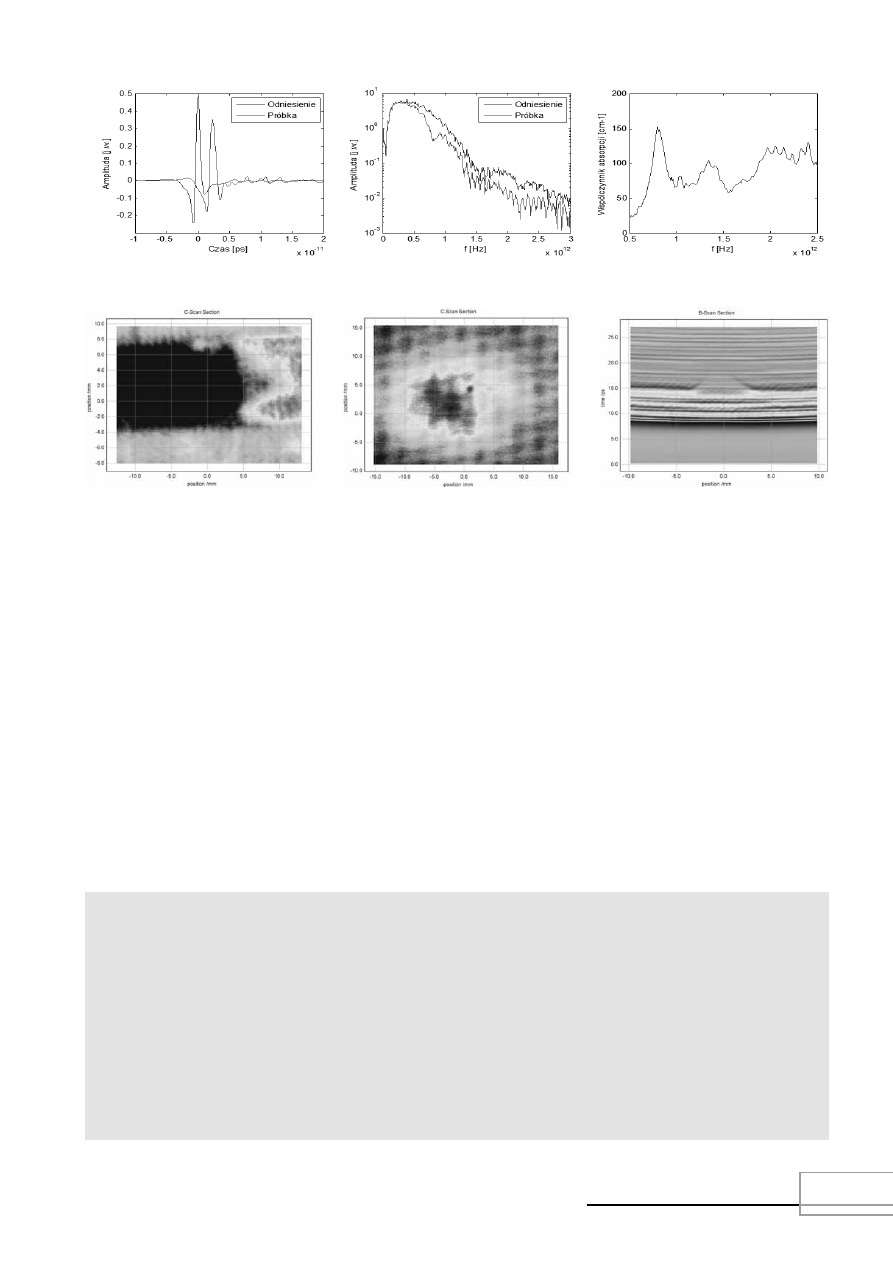
27
Przegląd sPawalnictwa 13/2011
w związku z tym systemy generacji i detekcji pracu-
ją w jednym, zsynchronizowanym w czasie układzie
optycznym (rys. 3). Widmo transmisyjne materiału ba-
danego jest ilorazem dwóch widm – próbki badanej
i bez próbki (odniesienie). Na rysunku 4 pokazano
przebiegi czasowe odebranych impulsów teraherco-
wych, ich charakterystyki widmowe po transformacji
Fouriera oraz widmo transmisyjne dla próbki hekso-
genu. Ze względu na duże tłumienie par wody, pomia-
ry metodą TDS wykonuje się najczęściej w komorze
z przedmuchem suchym powietrzem lub azotem. Opi-
sana metoda TDS, ze względu na swoje właściwości,
może by adoptowana do obrazowania struktury mate-
riałów kompozytowych. W przypadku dużych próbek
(rzędu kilku cm), próbka jest umieszczana w uchwycie
sterowanym silnikami krokowymi. Interesujący skan
całej próbki jest uzyskiwany metodą rastrową punkt po
punkcie a wyspecjalizowane oprogramowanie tworzy
Rys. 4. Przebiegi czasowe impulsów THz, ich transformaty Fouriera (FFT) oraz widmo transmisyjne próbki heksogenu. [IOE WAT pomiary własne]
Fig. 4. The THz impulse time course, Fourier transform (FFT) and transmission spectrum of the hexogen sample [IOE WAT own measurements]
Rys. 5. Wyniki z badania metodą spektroskopii THz
Fig. 5. Results of THz spectroscopy test
Podsumowanie
Przedstawiono wybrane i rozwijane obecnie me-
tody diagnostyki konstrukcji kompozytowych. Każ-
da z stosowanych metod diagnostyki nieniszczą-
cej ma swoje ograniczenia jak i możliwości zależne
od badanego materiału jak i kształtu, grubości po-
łączeń. W przypadku metody ultradźwiękowej ol-
brzymie możliwości w diagnostyce kompozytów zo-
stały rozwinięte dzięki możliwościom przetwarzania
sygnałów w dziedzinie czasu, częstotliwości oraz
obraz całej próbki (analogiczne do systemów skanują-
cych np. metodą ultradźwiękową).
Możliwe jest także poruszanie głowicą nadawczo-
odbiorczą w przypadku pomiaru dużych powierzchni.
Każdy piksel obrazu reprezentuje jedną wartość uzy-
skaną z analizy impulsu terahercowego – może to być
np. moc transmitowana w całym impulsie lub w pew-
nym jego przedziale, wartość szczytowa impulsu czy
też opóźnienie impulsu względem impulsu odniesie-
nia [12]. Tak więc z jednego procesu skanowania moż-
na uzyskać wiele dopełniających się obrazów teraher-
cowych. Poniżej przedstawiono wyniki badań metodą
spektroskopii THz laminatów wykonanych z GFRP.
Wyniki przedstawione na rysunku 5 obejmują
uszkodzenia o charakterze odklejeń i rozwarstwień.
Materiał przygotowany do badań to próbki wykonane
z włókien szklanych i przedstawiające poszycie stat-
ków powietrznych.
przetwarzaniu obrazów. Obecnie rozwijane są me-
tody analizy poszczególnych warstw w strukturze
kompozytowej, tzw. „ply staking sequence”. Metody
te pozwalają na ocenę uszkodzeń znajdujących się
w poszczególnych warstwach kompozytu.
Jednym z alternatywnych i nowych podejść jest wy-
korzystanie spektroskopii THz. Jednakże metoda ta na-
dal w większości przypadków dotyczących konstrukcji
lotniczych pozwala na badania jedynie laboratoryjne.

28
Przegląd sPawalnictwa 13/2011
Literatura
[1] Roach D., DiMambro J.: Enhanced Inspection Methods to Cha-
racterize Bonded Joints: Moving Beyond Flaw Detection to Qu-
antify Adhesive Strength, Air Transport Association Nonde-
structive Testing Forum, Forth Worth (USA) 17-19.10.2006.
[2] Roach D., Nikhilesh A., Composite Structure Utilization – Com-
mercial Airplanes, SAE International 05AMT-51, 2005.
[3] NDE of Hidden Corrosion, report NTIAC, Austin TX, 1998.
[4] Aging of U.S. Air Force Aircraft, final report, Washington D.C.
1997.
[5] Composite Qualification Criteria, 51st Annual Forum of the
American Helicopter Society, Forth Worth, TX, May.
[6] Baza wiedzy o strukturach kompozytowych:
www.netcomposites.com.
[7] Abaris Training Resources: Advanced Composite Structures:
Fabrication and Damage Repair, Copyright, 1998.
[8] Kapuściński J., Puciłowski K., Wojciechowski S.: Kompozyty,
podstawy projektowania i wytwarzania, Oficyna wydawnicza
Politechniki Warszawskiej, Warszawa 1993.
[9] Surowska B.: Materiały Funkcjonalne i Złożone W Transporcie
Lotniczym, Eksploatacja i Niezawodność, nr 3/2008, s. 30-39.
[10] K. Dragan, J. Bieniaś, P. Synaszko, M. Sałaciński, Problematy-
ka badania kompozytów typu FML w konstrukcjach lotniczych,
strony 130-135, Czasopismo naukowe Polskiego Towarzystwa
Materiałów Kompozytowych, nr 2/2011, ISSN: 1641-8611.
[11] Rutz F. et al.: Non-Destructive Testing of Glass-Fibre Reinfor-
ced Polymers using Terahertz Spectroscopy, ECNDT 2006.
[12] Yun-Shik Lee: Principles of Terahertz Science and Technology,
Springer, 2009.
przeglad
Welding Technology Review
Redakcja Przegląd spawalnictwa, ul. Świętokrzyska 14a, 00-050 warszawa,
tel.: 22 827 25 42, fax: 22 336 14 79; e-mail: pspaw@ps.pl, www.pspaw.ps.pl

29
Przegląd sPawalnictwa 13/2011
Marcin Lewandowski
Ziemowit Klimonda
obrazowanie ultradźwiękowe wad
za pomocą metod syntetycznej apertury
Ultrasonic flaw imaging using synthetic aperture methods
Marcin Lewandowski, Ziemowit Klimonda – Instytut
Podstawowych Problemów Techniki PAN.
Streszczenie
Ultradźwiękowe metody badań nieniszczących prze-
chodzą obecnie metamorfozę od systemów z głowica-
mi jednoelementowymi do systemów wielokanałowych
z głowicami fazowymi (PA Phased Array). Prowadzony
obecnie w Zakładzie Ultradźwięków IPPT PAN projekt
ma na celu opracowanie uniwersalnej wielokanałowej
platformy ultradźwiękowej oraz metod rekonstrukcji ob-
razów mogących znaleźć zastosowanie zarówno w me-
dycynie, jak i w badaniach nieniszczących.
Przeprowadzono wstępne badania mające na celu
porównanie różnych metod rekonstrukcji obrazów wad
w trybie B-mode. W tym celu dokonano akwizycji ech ul-
tradźwiękowych od wad w szynie kolejowej i monoblo-
ku przypomocy ultrasonografu badawczego wyposa-
żonego w 128-elementową głowicą fazową o częstotli-
wości 4 MHz. Uzyskane sygnały ech wysokiej częstotli-
wości poddano następnie obróbce cyfrowej w celu uzy-
skania obrazu B-mode. Zastosowano i porównano róż-
ne metody rekonstrukcji obrazu: klasyczny beamforming
oraz metodę syntetycznej apertury.
Wstępne wyniki wskazują na wysoką jakość rekon-
strukcji metodą syntetycznej apertury, która zapewnia
równomierną rozdzielczość poprzeczną w całej głębo-
kości obrazowania. Zastosowanie alternatywnych sche-
matów nadawczo-odbiorczych w metodzie syntetycznej
apertury umożliwia dodatkowo optymalizację metody
pod względem prędkości badania lub jakości obrazowa-
nia. Wyniki te potwierdzają przydatność i konkurencyj-
ność metody syntetycznej apertury do stosowanej obec-
nie metody beamformingu.
Abstract
Nowadays ultrasonic methods of non-destructive te-
sting have undergone transformation from systems with
single-element probes into multichannel systems with
Phase Arrays probes (PA). The aim of the project curren-
tly conducted in Department of Ultrasound in IPPT PAN
is to develop a versatile multichannel ultrasonic platform
and image reconstruction methods in order to apply both
in medicine and in non-destructive testing.
Preliminary studies on comparison of different me-
thods of the B-mode image reconstruction for flaw visu-
alization have been done. The acquisition of ultrasonic
echoes of defects in railway rail and monoblock, using
the research medical ultrasound scanner equipped with
128-element phase array with 4 MHz frequency, has
been performed. Then the resulting radio frequency si-
gnals of echoes were digitally processed in order to obta-
in B-mode image.
Different methods of image reconstruction – the clas-
sic beamforming and the synthetic aperture algorithm –
have been applied and compared. The experimental re-
sults indicate that the image reconstruction by synthetic
aperture method has higher quality then classical beam-
forming. It provides a uniform lateral resolution througho-
ut the whole imaging depth. The application of alternative
transmitting-receiving schemes for the synthetic aperture
method additionally allows to optimize it in terms of spe-
ed of the testing as well as quality of the imaging. The re-
sults confirm usefulness the method and competitiveness
of the synthetic aperture to the method of classical beam-
forming being applied at present.
Wstęp
Ultradźwiękowe badania nieniszczące do dnia dzi-
siejszego kojarzą się z klasyczną prezentacją amplitu-
dy ech (zobrazowanie typu A) na ekranie defektosko-
pu. Z drugiej strony rozwój i miniaturyzacje elektroniki
spowodowała pojawienie się, a następnie populary-
zację systemów wielokanałowych PA (Phased Arrays
– głowic fazowych), które dają zupełnie nową jakość
badań oraz wizualizacji wad.
Podstawowe zalety systemów głowic fazowych ta-
kie jak: znacznie większa prędkość badań, nowe moż-
liwości sterownia wiązką oraz obrazowania wad są
szeroko znane. Natomiast poza świadomością wy-
sokich kosztów aparatury inne ograniczenia i wyma-
gania stosowania tych systemów nie są powszech-
nie znane. Niektóre z ograniczeń fizycznych głowic PA

30
Przegląd sPawalnictwa 13/2011
przedstawiono w [1]. Osobnym zagadnieniem są alter-
natywne metody rekonstrukcji obrazów, które umożli-
wiają uzyskanie optymalnej jakości obrazu (m.in. rów-
nomiernej rozdzielczość wgłębnej) dla zadanych para-
metrów głowicy oraz prędkości badania i one są tema-
tem tego artykułu.
W Zakładzie Ultradźwięków IPPT PAN obecnie
prowadzone są prace mające na celu praktyczną re-
alizację metod SA (ang. Synthetic Aperture – syntety-
cza apertura) w obrazowaniu ultradźwiękowym. W ra-
mach tych prac opracowywana jest nowoczesna apa-
ratura umożliwiająca jednoczesną akwizycję i równole-
głe przetwarzanie 32÷128 kanałów ultradźwiękowych
oraz algorytmy cyfrowego przetwarzania sygnałów i re-
konstrukcji obrazów działające w czasie rzeczywistym.
Prowadzone obecnie badania modelowe mają na celu
określenie optymalnych schematów nadawczo-odbior-
czych oraz parametrów rekonstrukcji dla różnych za-
stosowań medycznych oraz przemysłowych.
Systemy Phased Array
W systemach PA główną formą prezentacji wyni-
ków są dwuwymiarowe (2D) obrazy wad w wybranej
prezentacji (zobrazowanie typu B, C, D, S). Prezenta-
cja 2D umożliwia obrazowanie wad oraz określanie ich
położenia, wielkości i kierunkowości, co znacząco roz-
szerza jakość badań w stosunku do klasycznej prezen-
tacji typu A. Nieocenione znaczenie ma także możli-
wość zapisu danych surowych w systemach PA, któ-
ra pozwala na dokładniejszą analizę wyników badań
w późniejszym okresie oraz zapewnia dokumentację
do celów audytowych.
Rekonstrukcja obrazu 2D odbywa się w systemach
głowic fazowych na podstawie odebranych sygnałów
ech wysokiej częstotliwości (w.cze.) z wybranych prze-
tworników z uwzględnieniem ustawionych parame-
trów nadawczo-odbiorczych oraz wprowadzonych ta-
blic opóźnień. Tablice opóźnień (zwane także prawa-
mi opóźnień lub ogniskowania) określają opóźnienia,
które muszą zostać zastosowane dla sygnałów z każ-
dego przetwornika odbiorczego w procesie rekonstruk-
cji obrazu. Parametry nadawczo-odbiorcze oraz pra-
wa opóźnień są wyznaczane w programowaniu użyt-
kowym służącym do projektowania badań.
Standardową metodą rekonstrukcji obrazów w sys-
temach PA jest klasyczny beamforming (stosowany
także w ultrasonografii medycznej), który polega na
tworzeniu pojedynczej linii obrazu wynikowego (tzw.
scanline) z zestawu sygnałów w.cz. pochodzących od
sąsiednich przetworników głowicy (tzw. apertura od-
biorcza). Sygnały w.cz. z poszczególnych przetworni-
ków są opóźnianie zgodnie z zadaną tablicą opóźnień
i sumowane koherentnie. Powstająca w ten sposób li-
nia obrazowa jest odpowiednikiem sygnału echa z gło-
wicy jednoprzetwornikowej o odpowiadających para-
metrach.
Metoda syntetycznej apertury
Metoda SA także opiera się na opóźnianiu i kohe-
rentnym sumowaniu przyczynków od ech w.cz. pocho-
dzących od różnych przetworników, ale tutaj dla każ-
dego nadania rekonstruowany jest cały obraz 2D, a nie
pojedyncza linia obrazu. Skutkiem tego są bardzo wy-
sokie wymagania na prędkość transmisji i przetwarza-
nia danych. Obrazy uzyskiwane z pojedynczego nada-
nia są nazywane obrazami niskiej rozdzielczość, gdyż
nie zapewniają odpowiedniej jakości obrazowania.
Stosując jeden ze schematów nadawczo-odbiorczych
cała apertura przetwornika jest skanowana, a powsta-
jące obrazy niskiej rozdzielczości są sumowane two-
rząc obraz wynikowy wysokiej rozdzielczości. Ważnym
wyróżnikiem metody SA jest uzyskiwanie jednoczesne-
go ogniskowania po stronie nadawczej i odbiorczej,
co zapewnia równomierną wgłębną rozdzielczość po-
przeczną. Dla klasycznego beamformingu ogniskowa-
nie nadawcze jest realizowane przez nadawanie zogni-
skowanej wiązki na określonej głębokości. Chcąc uzy-
skać równomierną rozdzielczość w całym zakresie głę-
bokości konieczne jest wielokrotne nadawanie z ogni-
skami na różnych głębokościach, co powoduje wydłu-
żenie czasu badania.
Istnieje bardzo wiele różnych schematów nadaw-
czo-odbiorczych różniących się wykorzystywaną licz-
bą przetworników nadawczych i odbiorczych w jednym
nadaniu oraz sposobem skanowania. Dzięki temu mo-
żemy optymalizować schemat i algorytm rekonstrukcji
do konkretnego zastosowania.
Zastosowania
Badania systemami PA są dzisiaj stosowane w ca-
łym spektrum zastosowań ultradźwiękowych badań
nieniszczących.
W pracy [2] przedstawiono zalety systemów PA w ba-
daniach spoin rurociągów. Poza uzyskaniem znacznie
większej wydajności badań (do 5 razy) wskazano lep-
sze wykrycie wad oraz zapis pełnych danych umożli-
wiający późniejszą weryfikację i śledzenie zmian.
Badania szyn kolejowych [3], obręczy kół [4] i osi [5]
są szczególnie ciekawe ze względu na skalę prowadzo-
nych badań zarówno przy produkcji, jak i eksploatacji.
Zainteresowanie PA wkracza także na krajowym ry-
nek, co jest widoczne zwiększającą się ilością refera-
tów podejmujących tę problematykę na corocznym za-
kopiańskim Seminarium Nieniszczących Badań Mate-
riałów [6÷9].
Badania
Przeprowadzono badania laboratoryjne mające na
celu porównanie jakości oraz efektywności badania
wad za pomocą metody SA oraz metody klasycznego
beamformingu.
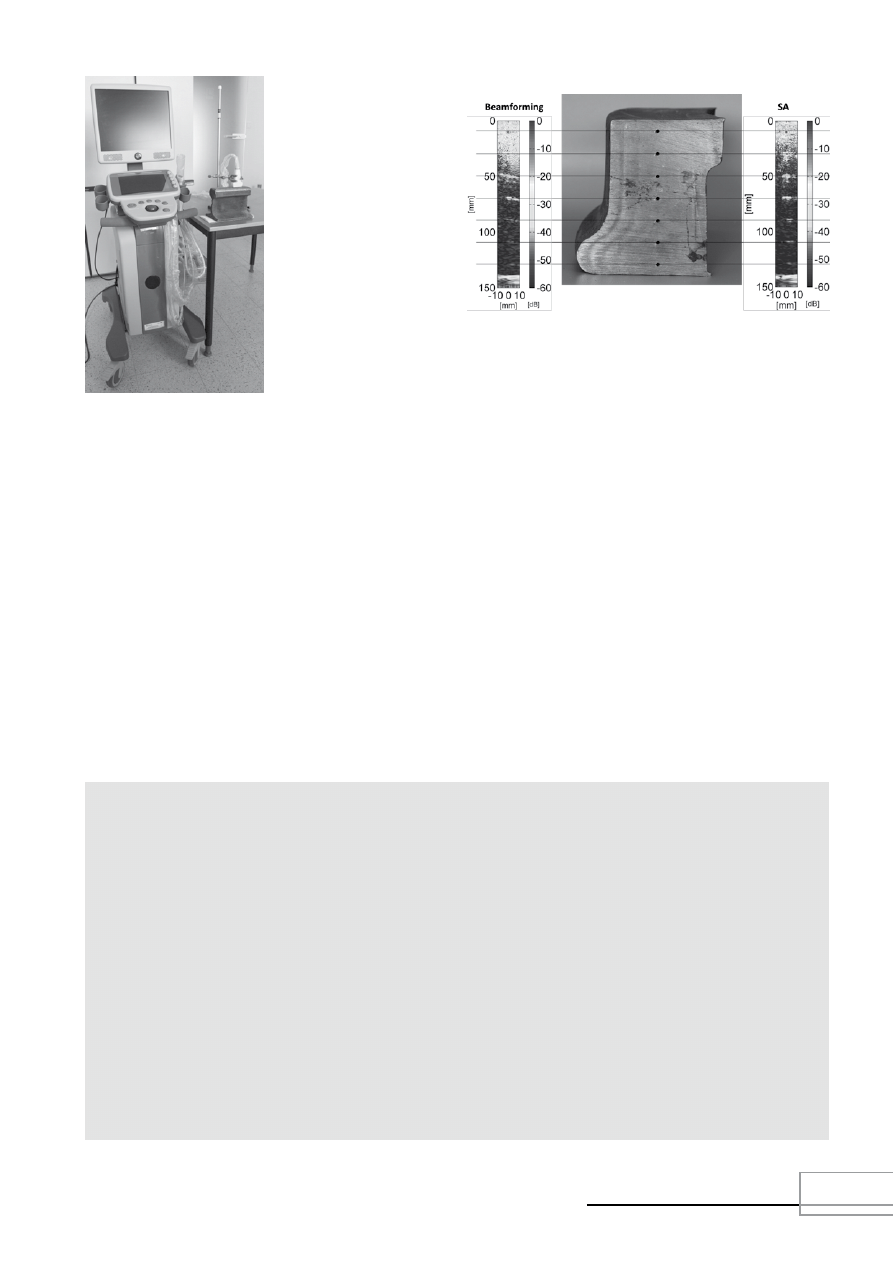
31
Przegląd sPawalnictwa 13/2011
Rys. 1. Widok układu pomiarowego
Fig. 1. View of the measuring sys-
tem
Podsumowanie
Systemy PA umożliwiają wizualizację w czasie
rzeczywistym dając całościowy obraz wad i pozwala-
jąc na określanie ich położenia i rozmiarów. Możliwo-
ści, szybkość i efektywność badań systemami głowic
fazowych stanowi nową jakość w stosunku do ciągle
powszechnie stosowanej aparatury jednokanałowej
i prezentacji typu A.
Zaprezentowano wstępne wyniki rekonstrukcji ob-
razów wad za pomocą algorytmów syntetycznej aper-
tury oraz klasycznego beamformingu. Wszystkie re-
rekonstrukcje uzyskano z jednego zestawu danych
Dane pomiarowe zostały zebrane przy pomocy ul-
trasonografu badawczego Ultrasonix SonixTOUCH
(Kanada). Aparat ten dzięki specjalnemu oprogramo-
waniu badawczemu umożliwia zaprogramowanie se-
kwencji nadawczo-odbiorczych oraz akwizycję suro-
wych danych w.cz. z każdego przetwornika. Sygnał ech
był próbkowany z częstotliwością 40 MHz i rozdzielczo-
ścią 12-bit. Zastosowano liniową głowicę ultradźwięko-
wa o 128 elementach i odległości między przetwornika-
mi (pitch) równej 0,3048 mm. Użyto głowicy o często-
tliwości 4,2 MHz, a napięcie nadawcze wynosiło 94 V.
Akwizycja danych została przeprowadzona w ukła-
dzie laboratoryjnym z nieruchomą głowicą na fragmencie
szyny kolejowej z poprzecznie nawierconym otworem
o średnicy 2 mm znajdującym się na głębokości 28 mm.
pomiarowych otrzymanych za pomocą badawcze-
go ultrasonografu medycznego. Metoda SA zapew-
nia wyższą jakość obrazowania wad niż stosowana
obecnie w komercyjnych systemach PA metoda kla-
sycznego beamformingu. Dodatkowo możliwość mo-
dyfikacji schematu nadawczo-odbiorczego w meto-
dzie SA w celu optymalizacji jakości obrazowania lub
prędkości badania zwiększa jej uniwersalność.
Budowana w ZU IPPT PAN aparatura umożliwi re-
alizację tego typu obrazowania w czasie rzeczywi-
stym dając nowe narzędzie dla praktyków zajmują-
cych się badaniami nieniszczącymi.
Rys. 2. Obraz wad w monobloku uzyskany metodą beamformingu
oraz syntetycznej apertury
Fig. 2. The view of defects in the monoblock obtained with the beam-
forming and synthetic aperture methods
Wyniki
Zebrane sygnały w.cz. dla schematu nadawczo-od-
biorczego STA (Synthetic Transmit Aperture) zosta-
ły poddane obróbce w celu rekonstrukcji obrazu me-
todą SA oraz klasycznego beamformingu. W schema-
cie apertura nadawcza składała się z 2 przetworników,
a odbiorcza ze 128. Do rekonstrukcji przyjęto pręd-
kość podłużnej fal ultradźwięków równą 5883 m/s. Po-
niżej przedstawiono obrazy wad w prezentacji typu B
uzyskane metodą klasycznego beamformingu (rys. 2)
i metodą syntetycznej apertury (rys. 2).
Prezentacje typu B pokazane są w zakresie dyna-
miki wynoszącym 60 dB. Widoczna jest lepsza detek-
cja wady w przypadku obrazu SA.

32
Przegląd sPawalnictwa 13/2011
Literatura
[1] Lewandowski M.: Systemy głowic wieloprzetwornikowych pod-
stawy fizyczne, XVII Seminarium Nieniszczące Badania Mate-
riałów, Zakopane, 8-11 marca 2011.
[2] Moles M.: Phased Arrays For General Weld Inspections,
OLYMPUS NDT, 2010.
[3] U.S. Department of Transportation, Application Of Ultrasonic
Phased Arrays For Rail Flaw Inspection, DOT/FRA/ORD-06/17
July 2006.
[4] Lonsdale C., Wagner R., Traxler J., Meyer P.: Phased Array
Ultrasonic Inspection Of New Wrought Railroad Wheel Rims,
www.standardsteel.com/rdpapers/phasedarray.pdf, 2001.
[5] Hansenm W., Hintze H., Schubert H.: Ultrasonic testing of ra-
ilway axles with phased array technique, 8th European Confe-
rence on Nondestructive Testing Proceedings, Barcelona (Spa-
in), June 17-21, 2002.
[6] Kopeć A., Bobrowski P.: Doświadczenia z wykorzystania ul-
tradźwiękowej techniki phased array w diagnostyce urządzeń
energetycznych, XV Seminarium Nieniszczące Badania Mate-
riałów, Zakopane, 10-13 marca 2009.
[7] Ignaszak Z., Bobrowski P., Ciesiółka J.: Phased Array w odlew-
nictwie nowe możliwości identyfikacji nieciągłości, XVI Semina-
rium Nieniszczące Badania Materiałów Zakopane, 9-12 marca
2010.
[8] Lipnicki M.K., Mroczek K., OstrowskiB. , Wójcik M. J.: Zaawan-
sowane badania diagnostyczne wirników turbin energetycz-
nych techniką Phased Array na przykładzie badania kształto-
wych elementów mocowania łopatek, XVII Seminarium Nie-
niszczące Badania Materiałów, Zakopane, 9-11 marca 2011.
[9] Dragan K.: Zastosowanie głowic Phased Array w diagnostyce
konstrukcji lotniczych, XVII Seminarium Nieniszczące Badania
Materiałów, Zakopane, 9-11 marca 2011.
Badania współfinansowane ze środków Europej-
skiego Funduszu Rozwoju Regionalnego w ramach
Programu Operacyjnego Innowacyjna Gospodarka,
nr projektu: POIG.01.03.01-14-012/08-00.
przeglad
Welding Technology Review
Redakcja Przegląd spawalnictwa, ul. Świętokrzyska 14a, 00-050 warszawa,
tel.: 22 827 25 42, fax: 22 336 14 79; e-mail: pspaw@ps.pl, www.pspaw.ps.pl
33
Przegląd sPawalnictwa 13/2011
Władysław Michnowski
Jarosław Mierzwa
Piotr Machała
Patryk Uchroński
Badanie kolejowych osi drążonych
examination of drilled railway axles
Władysław Michnowski, Piotr Machała, Patryk
Uchroński – ZBM ULTRA, Jarosław Mierzwa – politech-
nika Wrocławska.
Streszczenie
W artykule przedstawiono metodę badania osi drążo-
nych opracowaną przez firmę ULTRA. Konstrukcja tego
typu osi narzuca podstawową metodę badania za po-
mocą głowicy 45 stopni umieszczonej wewnątrz otwo-
ru i przesuwanej wzdłuż osi. W tym rozwiązaniu oś jest
badana jednocześnie dwoma głowicami zamocowanymi
na dyszlu, który jest obracany i przesuwany wzdłuż osi.
W trakcie badania przez cały czas jest identyfikowane
położenie głowic (liniowe – wzdłuż osi oraz kątowe – na
przekroju osi), co umożliwia precyzyjne określenie poło-
żenia ewentualnych wskazań, które są automatycznie re-
jestrowane. Położenie liniowe jest mierzone przez dodat-
kową głowicę ultradźwiękową, natomiast położenie kąto-
we – za pomocą inklinometru. W wyniku badania uzysku-
je się mapę wskazań oraz mapę miejsc niezbadanych.
Abstract
The examination method of drilled axles elaborated by
ULTRA company is presented in the article. The construc-
tion of such axles imposes the basic method of exami-
nation – the 45 degree probes moved inside drilled hole.
In presented solution, the axle is tested simultaneously
with two probes fixed o the thrill that is rotated and moved
along axle. All the time during examination the location of
probes is monitored (linear – along the axle and angular
– on axle section). It enables the precise location of indi-
cations that are automatically registered. The linear loca-
tion is measured with extra ultrasonic probes, the angu-
lar location with inclinometer. The result of examination
is the map of indications and not tested places.
Wstęp
Dyrektywa 2004/49/WE Parlamentu Europejskiego
i Rady z 29 kwietnia 2004 r. oraz jej uzupełnienie w po-
staci dyrektywy 2008/110/WE z dnia 16 grudnia 2008 r.
mają za zadanie wprowadzenie interoperacyjności ko-
lei we wszystkich państwach członkowskich. Warun-
kiem jest zapewnienie na terenie tak całej Unii jak Euro-
pejskiej i każdego kraju niezbędnego poziomu bezpie-
czeństwa. Do realizacji tego złożonego celu ma służyć:
– powołanie „krajowej władzy dla regulacji i nadzoru
bezpieczeństwa kolei”,
– powołanie „stale funkcjonującego podmiotu, nieza-
leżnego od podmiotów branży kolejowej” badającego
przyczyny wypadków w zakresie bezpieczeństwa,
– „raporty z badań oraz wszelkie ustalenia i rekomen-
dacje powinny być dostępne publicznie na szczeblu
Wspólnoty”.
Były dwa terminy realizacji wspomnianych dyrek-
tyw, oba zostały już przekroczone.
Polska jest w gronie siedmiu krajów, które do tej
pory nie wprowadziły jeszcze tych zaleceń (m.in. Niem-
cy i Wielka Brytania).
Obecnie w Unii Europejskiej panuje system norma-
tywny uznaniowy. W Polsce i prawdopodobnie w pozo-
stałych krajach członkowskich, nie ma jednolitego sys-
temu norm lub procedur dotyczącej badań nieniszczą-
cych sprzętu kolejowego na etapie produkcji i eksplo-
atacji. Efektem tego jest używanie przez zakłady wy-
konawcze i naprawcze taboru kolejowego różnych do-
kumentów (np. w Polsce polskie normy branżowe z lat
siedemdziesiątych, niemiecka instrukcja VPI 04, au-
striacki plan badań wg AAE i inne). Wszystkie te nor-
my są na zróżnicowanym poziomie technicznym i pro-
ceduralnym. W efekcie istnieją różnice w uzyskiwa-
nych poziomach bezpieczeństwa sprzętu badanego.

34
Przegląd sPawalnictwa 13/2011
Wprowadzenie zaleceń unijnych może korzystnie
ograniczać europejski system uznaniowy sprzyjają-
cy chaotycznym wymogom badań w kierunku two-
rzenia polityki określającej minimalne wymagania
dotyczące poziomu bezpieczeństwa. W przekona-
niu autorów jest to bardzo istotne, a aktualnie ist-
niejący stan bezpieczeństwa można opisać nastę-
pująco:
– w eksploatacji kolejowych zestawów kołowych
często występują pęknięcia osi,
– brak jakichkolwiek wiarygodnych informacji na
ten temat,
– w wyjątkowo opublikowanym komunikacie dotyczą-
cym katastrofy w Viareggio (pismo Prezesa UTK Nr
TTN-512-129/JN/09) oraz załączonym zdjęciu brak
opisu fraktograficznego, wyników badań materiało-
wych (wytrzymałościowych, strukturalnych, odpor-
ności na pękanie, itd.).
Z przedstawionego stanu przygotowań do tworze-
nia polityki dla określenia minimalnych wymagań obo-
wiązujących w badaniach nieniszczących zrobiono nie
wystarczająco, a nawet niewiele pomimo siedmiu lat
od ustanowienia Dyrektywy 2004/49/WE, oraz dwóch
lat od katastrofy w Viareggio.
Brak takiej polityki przy częstych awariach induku-
je podejścia nadmiarowe np. w normie DIN 27201-7
występuje określenie iż „jako obszar badania należy
potraktować całą powierzchnię wału zestawu kołowe-
go, przy czym główny punkt ciężkości należy położyć
na przejścia przekrojów wału”.
Wydaje się że podejście to może przynieść spodzie-
wany efekt zmniejszenia ilości awarii zestawów koło-
wych, ale istotnie zwiększa się zakres badania osi i w
konsekwencji przedłuża czas badania co w praktyce
powoduje konieczność albo bardzo drogiej pełnej auto-
matyzacji albo przemyślanej „inteligentnej” mechaniza-
cji badań. Istnieje więc zapotrzebowanie na opracowa-
nia sprzętu umożliwiającego szybkie, tanie i wiarygod-
ne przeprowadzanie badań. Ogromna większość tabo-
ru kolejowego jest zaopatrzona w osie pełne. Jednak
coraz to częściej pojawiają się także osie drążone.
Badania osi pełnych
Badanie kolejowych osi pełnych jest procesem
żmudnym i pracochłonnym. W zależności od normy
lub procedury badanie wykonuje się nawet siedmio-
ma głowicami przystawianymi w różnych miejscach
z obu stron osi. Układ skaluje się na nacięciach wzor-
cowych wykonanych na wzorcu w miejscu najczęst-
szych uszkodzeń osi. Jedna oś w 100% może być
badana nawet kilka godzin. Kolejnym bardzo dużym
ograniczeniem tych badań jest konieczność demon-
tażu zestawu kołowego, tak aby uzyskać dostęp do
miejsc przyłożenia głowic.
Wydaje się, że najdoskonalszym narzędziem do
badania osi pełnych jest automat. Badanie automa-
tyczne pozwalałoby na szybkie badanie osi według
ustalonej procedury. Oś ustawiona na obrotniku ob-
raca się, a przystawione do niej głowice wykonu-
ją badanie. Następnie program komputerowy doko-
nuje rejestracji wskazań, a operator przeprowadza
ich interpretację. Ponieważ przede wszystkim sys-
tem mechaniczny takiego rozwiązania jest skompli-
kowany, automaty dla tych badań są drogie, a po-
niesione koszty szczególnie dla małych zakładów
są nie do zamortyzowania. Istnieje możliwość pro-
stego udoskonalenia badania ręcznego zmechani-
zowanego. Takie badanie półautomatyczne ma za
zadanie przyspieszenie lub całkowite wyeliminowa-
nie z badania czynności, które nie są samym ba-
daniem. ZBM ULTRA proponuje więc badanie ko-
lejowych osi pełnych z zastosowaniem przełączni-
ka kanałów. Dzięki niemu jednym przyciskiem pilo-
ta można zmienić ustawienia defektoskopu i pro-
gramu komputerowego. Skalowanie wykonuje się
tylko raz, a jego wyniki zapisuje w pamięci układu
pomiarowego. Później można się do tych ustawień
łatwo odwoływać. Specjalny program komputero-
wy ma zapisane dowolne procedury badawcze. Po
uruchomieniu prowadzi badacza przez kolejne eta-
py tej procedury. Osoba badająca naciskając przy-
cisk na pilocie steruje programem po kolei wyko-
nując wszystkie czynności. Program steruje prze-
łącznikiem kanałów, dobierając głowicę do kroku
procedury. Dzięki wyeliminowaniu z badania wie-
lu czynności, badacz jest w stanie zaoszczędzić
sporo czasu. Badanie półautomatyczne jest niepo-
równywalnie tańsze od badania automatycznego,
a czas jego przeprowadzenia jest kilkukrotnie mniej-
szy niż czas badania ręcznego (szczegóły w [1]).
Rozwiązaniem technicznym ułatwiającym badanie
ultradźwiękowe całej objętości osi nawet bez jej de-
montażu jest zastosowanie osi drążonych. Pozwala
ono również na ujednolicenie procedur badań.
Osie drążone
Kolejowe osie drążone posiadają otwór na całej
długości osi, najczęściej o średnicy 60 lub 90 mm. Nie
wpływa on jednak na osłabienie wytrzymałości osi.
Osie drążone są coraz częściej stosowane, a duża
część nowych zestawów kołowych jest właśnie w nie
wyposażona. Otwór pozwala na badanie ultradźwię-
kowe takiej osi bez demontażu całego zestawu. Bada-
nie osi drążonej wykonuje się na całej objętości mate-
riału, głowicami wprowadzanymi do tego otworu. Po-
nieważ jest to miejsce trudno dostępne konieczne jest
wykonywanie badań specjalnie przeznaczonym do
tego układem.
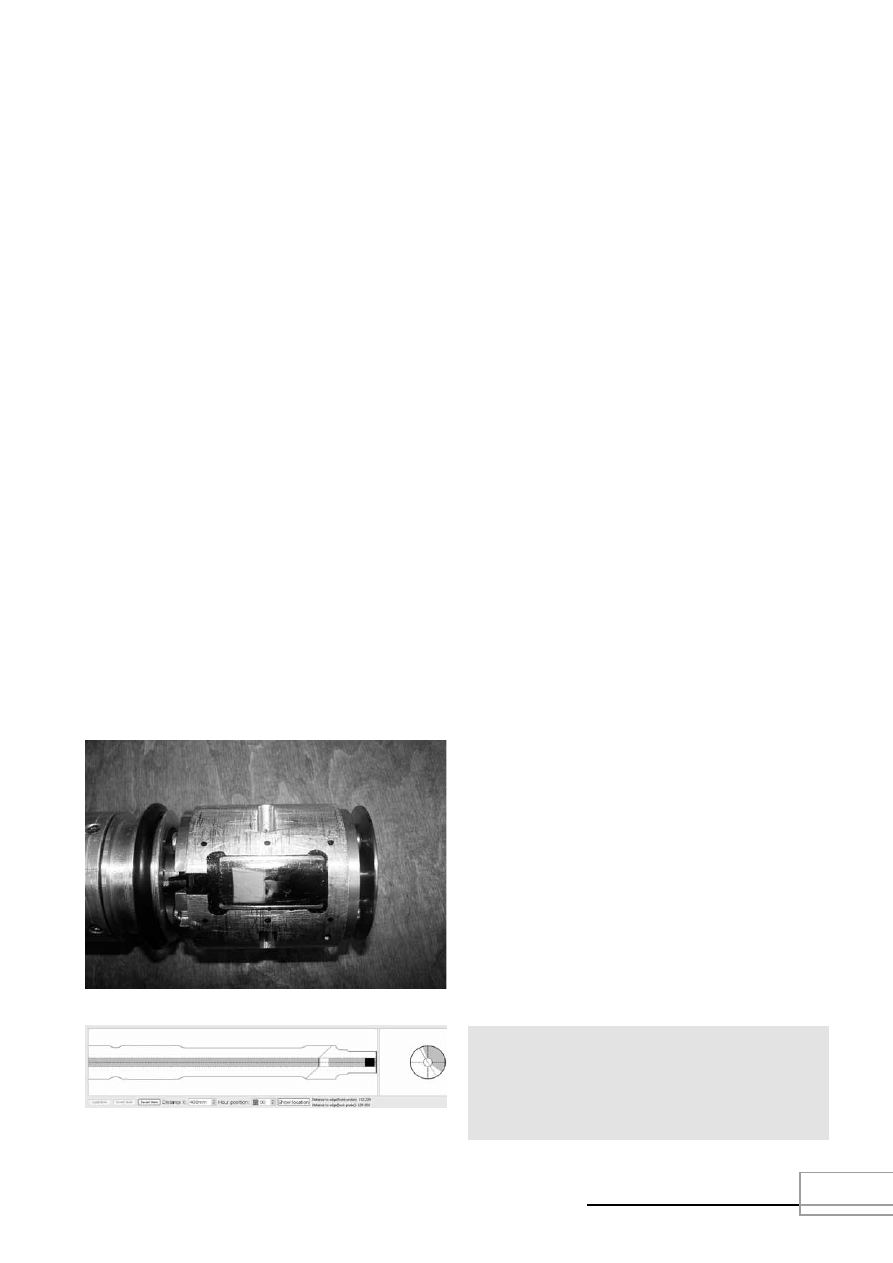
35
Przegląd sPawalnictwa 13/2011
Badania osi drążonych
Badanie kolejowych osi drążonych przeprowadza
się dwoma głowicami o częstotliwości 2 MHz i kącie
wprowadzania wiązki 45˚ skierowanymi przeciwbież-
nie [2].
Pewnymi problemami podczas badania kolejowych
osi drążonych jest:
– poprawna identyfikacja wskazań chwilowego
miejsca badania. Jest ona możliwa poprzez ze-
wnętrzne pomiary odległości i kąta obrotu, ale
znacznie wygodniej i precyzyjniej jest użyć roz-
wiązań konstrukcyjnych z układem identyfikacji
położenia UIP. Na przykład w sprzęcie Zakładu
ULTRA głowice badawcze są usytuowane prze-
gubowo na końcu dyszla. Ponadto posługuje się
on trzecią głowicą wewnątrz osi. Cała objętość
otworu osi pomiędzy korkiem na końcu osi, a gło-
wicami zostaje zalana olejem. W korku usytuowa-
na jest trzecia głowica normalna o częstotliwości
1 MHz, która pracując metodą echa określa po-
łożenie głowic badawczych wzdłuż osi. Ponadto
zastosowany inklinometr określa położenie kąto-
we głowic mierzone np. na godzinie 3 lub 11 itd.
Operator ręcznie ustala położenie głowic na wy-
branej odległości i wykonuje ruch obrotowo zwrot-
ny ± 180
o
. Jeśli od wybranego punktu przesunie
wzdłuż osi dyszel z głowicami np. o 5 mm to po
wykonaniu ruchu obrotowego ma zbadany na-
stępny przekrój osi. Operator na ekranie kompu-
tera podzielonego na części może równocześnie
obserwować [2]:
– wskazania ewentualnych ech od dwóch głowic
pomiarowych,
– wzdłużny przekrój schematu osi na którym ma
zaznaczone obydwa chwilowe punkty aktualnie
badane oraz poprzez zróżnicowanie szarości
długość zbadaną i do zbadania, ponadto kontro-
ler ustawiania skoku wzdłużnego (rys. 2),
– aktualny przekrój poprzeczny osi i chwilowe po-
łożenie obydwu punktów badania w położeniu
kątowym (rys. 2).
– konieczność pewnego kontaktu głowicy z osią.
Zalanie osi olejem jest skutecznym, najlepszym
z możliwych kontaktem głowic z osią.
– wskazania od miejsca zmiany średnicy osi mogące,
wprowadzać pomyłki.
Wskazania od miejsca zmiany średnicy osi
różnią się od wskazań wad tym, że występu-
ją na całym obwodzie osi, jeśli dokonamy obro-
tu o 360˚. Ponadto pomaga porównanie wskazań
przeciwbieżnych głowic.
Usprawnienia układu
Na kolejne usprawnienia układu badawczego
składają się:
– system przesuwu wzdłużnego hydrauliczny napę-
dzany pompą ręczną, a jeden cykl odpowiada we-
pchnięciu lub wyciągnięciu głowic pomiarowych
o dowolną wartość,
– zastosowanie elektrozaworów i napędu elektrycz-
nego. Po naciśnięciu przycisku system hydraulicz-
ny wsuwa lub wysuwa dyszel o stałą wartość, za-
leżną od nastawnych ilości skoków pompy,
– układ automatycznego obracania dyszla z głowi-
cami (opcja dodatkowa).
Rejestracja wyników badania
Układ cyfrowy urządzenia rejestruje i archiwizuje
wynik badania wszystkich badanych punktów osi. Po-
zwala to w dowolnym czasie odtworzyć wszystkie in-
formacje całego procesu badań danej osi i umożli-
wia automatyczną ocenę, prowadzenie bazy danych
i wydruki.
Zastosowania
Urządzenie go badań osi drążonych uruchomio-
no i wykorzystywane jest m.in. w zakładach Depas
w Wilnie, a jako pomoc dydaktyczna służy w ośrod-
ku szkoleniowym w firmie Lucchini Polska w Mińsku
mazowieckim.
Rys. 1. Zespół głowic do badania osi drążonych
Fig. 1. The head unit for drilled axle testing
Rys. 2. Zobrazowanie położenia głowic w programie badawczym
Fig. 2. Heads position visualization on the software
Literatura
[1] http://ultra.wroclaw.pl/?doc=certyfikacje/osiepelne/&lang=pl
[2] http://ultra.wroclaw.pl/?doc=certyfikacje/osiedrazone/&lang=pl

36
Przegląd sPawalnictwa 13/2011
Zenon Ignaszak
Joanna Ciesiółka
uwarunkowania i perspektywy
badań nieniszczących odlewów
przed poddaniem ich eksploatacji, cz. i
conditions and perspectives for non-destructive testing
of castings before they service, part i
Zenon Ignaszak – Politechnika Poznańska, Joanna Cie-
siółka – Jotez.
Streszczenie
W ostatnich kilkunastu latach postawiono na opty-
malizowanie rozwiązań technologiczno-konstrukcyj-
nych, stosując metody symulacji procesów odlewania
i naprężeń w eksploatacji odlewów. Wyniki badań nie-
niszczących służyły do walidacji modeli użytych w sys-
temach symulacyjnych. W niniejszym artykule porówna-
no stan aktualny oczekiwań wobec badań nieniszczą-
cych odlewów surowych i po obróbce, z trendami jakie
pojawiają się w odlewnictwie światowym i w optymalizo-
waniu warunków odbioru, zgodnie z wymaganiami eks-
ploatacyjnymi. Jako przykład dla odlewu testowego belki
o wymiarach 160x1600x1200 mm z nieciągłościami i bez
nieciągłości, zasygnalizowano jak można wykorzystać
wyniki tomografii UT-3D (phased array) do identyfikacji
rzeczywistego rozkładu nieciągłości oraz jak można to
uwzględnić podczas obliczeń symulacyjnych. Umożliwia
to precyzyjniejsze szacowanie mapy naprężeń i wskazu-
je realną drogę do efektywnego zoptymalizowania kon-
strukcji odlewu i technologii odlewania.
Abstract
During over a dozen years the technological solutions
to optimize the design using the method of casting pro-
cess and stress simulation in the casting life were reali-
zed. The NDT results were used to validate models used
in simulation systems. This article compares the current
state expectations for non-destructive testing of raw ca-
stings and after machining with the trends emerging in
the global foundry industry, and optimizing the condi-
tions for acceptance in accordance with operational requ-
irements. As example, for the test beam casting (dimen-
sions – 160x160x1200 mm), with discontinues and witho-
ut discontinues occurrence, were signalized how it can
be exploit the UT-3D tomography (phased array) results
to determine the real discontinues distribution and how it
can be consider in stress simulation during exploitation
period. It enables more accurate estimation of stresses
map and indicates real way to effective castings construc-
tion and technology optimization.
Wstęp
Kierujący zamawianym całym projektem PBZ-
KBN-114/T08/2004 prof. J.Sobczak, dyrektor Instytu-
tu Odlewnictwa w Krakowie, we wstępie do podsumo-
wującej monografii [1] napisał: „Obecnie 90% wszyst-
kich dóbr i artykułów przemysłowych w takiej czy innej
formie zawiera w sobie odlewy, począwszy od apara-
tów latających, samochodów poprzez potężne urzą-
dzenia energetyczne, a skończywszy na telefonach
komórkowych i komputerach” i dalej „… w ostatnim
czasie następuje powrót do technologii tradycyjnych,
w tym zwłaszcza odlewnictwa. Przejawia się to nie tyl-
ko boomem w wielkości produkcji odlewniczej i roz-
kwitem wielu tworzyw odlewniczych, ale również za-
uważalnym zwrotem ku kierunkom poznawczym”.
Mówiąc o nowoczesnych tworzywach i procesach
technologicznych w odlewnictwie, ich projektowa-
niu, aplikacjach i sterowaniu jakością [2], nie sposób
pominąć wykorzystania metod NDT do badania odle-
wów jako podstawowych komponentów niezliczonej
ilości konstrukcji i obiektów technicznych. Należy przy
tym wskazać na znaczenie tych metod nie jedynie jako
sposobu arbitralnej oceny wybranych cech, świadczą-
cych o jakości odlewów, ale także w celu identyfikacji
zjawisk odpowiedzialnych za wykryte anomalie prze-
biegu procesów wytwarzania, co służy ewidentnie opty-
malizacji i doskonaleniu stabilności parametrów proce-
su odlewania. Prowadzi to do rozwoju poszczególnych
technologii odlewniczych. Takie stwierdzenie jest obo-
wiązujące także w innych obszarach badań produkcyj-
nych, innych technologii i materiałów.

37
Przegląd sPawalnictwa 13/2011
Cykl artykułów i prezentacji [3÷12] przedstawia-
nych w latach 2001÷2010 na dziesięciu Ogólnopol-
skich Seminariach prof. J.Deputata oraz dwóch KKBN
(2005 i 2009) [13÷16] były okazją nie tylko do podzie-
lenia się wynikami realizowanych prac, ale również
cennych wymian poglądów z uczestnikami tych wyda-
rzeń. Czy można powiedzieć, że tworzenie lobby NDT
wokół krajowej branży odlewniczej jest na właściwej
drodze, jak to już się stało w niektórych krajach euro-
pejskich, w tym we Francji?
Użyte w artykule sformułowania mogą być dla nie-
których czytelników truizmami, ale doświadczenie auto-
ra współpracującego z odlewniami europejskimi poka-
zuje, że o synergii i sprzężeniach między parametrami
produkcyjnymi i kontrolą jakości, a zwłaszcza wynikami
badań NDT należy mówić w obu środowiskach: techno-
logów w odlewni i specjalistów badających tam odlewy
[8]. Także wśród znakomitych gremiów fachowców labo-
ratoriów i firm specjalizujących się w badaniach nienisz-
czących, zgodnie z ich zakresem uprawnień i stawiają-
cych na uniwersalności oferowanych usług. Okazuje się
niekiedy, że ten postulat tak oczywisty jest w pewnych
przypadkach rozumiany dość powierzchownie [9].
Należy stymulować korelację obu tych zakresów wie-
dzy praktycznej, popartej solidnymi podstawami teore-
tycznymi. A uniwersalność specjalizacji wspomnianych
laboratoriów powinna przynosić dodatkowe korzyści [14].
Przenoszenie wyników produkcyjnych badań nie-
niszczących (zachowanych w archiwach odlewni, z ko-
pią dla klienta) na walory eksploatacyjne i degradację
jakości odlewów z upływem czasu, a więc na wybór
metod i częstotliwość badań nieniszczących w okre-
sie eksploatacji wyrobu odlewanego [10], powinna być
zdefiniowana a priori przez klienta (konstruktora).
Tendencje do uproszczeń i formalizmów odciska-
jących się na kryteriach odbioru, daje się niestety od-
czuwać podczas negocjacji warunków odbioru odle-
wów, a pojawiające się jeszcze czasami w warunkach
odbioru pojęcie „odlew bez wad” , świadczące o kultu-
rze technicznej umawiających się stron (odlewnia lu-
b/i odbiorca odlewów), nie nadążającej za światowy-
mi trendami. Są to przypadki coraz rzadsze, ale jesz-
cze ilościowo znaczące (w jednej z odlewniczych grup
europejskich oceniane na 20% przypadków klientów).
W kraju jest to znacząco więcej i często dotyczy od-
lewów zamawianych przez odbiorców zagranicznych,
gdyż odlewnie niechętnie podejmują negocjacje na te-
mat dopuszczalnego poziomu wad w odlewach, oba-
wiając się utraty zamówienia od klienta.
Specyfika struktur wyrobów
powstałych ze stopu
w stanie ciekłym
Jednorodność fizyko-chemiczna stopu w stanie cie-
kłym, wyjąwszy rzadki przypadek segregacji ciężaro-
wej składnika stopowego, nie gwarantuje w żadnym
przypadku przeniesienia tej cechy na wlewek czy od-
lew uzyskany po krystalizacji (krzepnięciu). Nie wcho-
dząc w szczegóły złożonych procesów towarzyszą-
cych tej transformacji, należy zdać sobie sprawę, że na
końcową strukturę i właściwości konkretnego wyrobu
odlewanego i dla konkretnego stopu wpływa:
– wsad metalowy, jego pochodzenie, scenariusz topie-
nia, obróbki piecowej i pozapiecowej ciekłego stopu,
– czystość kadzi i sposób jej przygotowania do odle-
wania,
– wielkość odlewu i liczne parametry technologiczne
dotyczące formy, w tym rodzaj formy odlewniczej
(trwałe / nie trwałe), użyte materiały do budowy for-
my, wielkość nadlewów, typ układu wlewowego i pa-
rametry wypełniania wnęki formy,
– prace wykończeniowe odlewu, w tym sposób usu-
wania naddatków technologicznych i napraw, głów-
nie metodami spawalniczymi,
– parametry obróbki cieplnej odlewu po naprawach.
Świadomość tego wpływu to także ilościowo okre-
ślony zakres tolerancji dla poszczególnych parame-
trów produkcyjnych (z naciskiem na ich ilość w proce-
sie i stabilność rozłożoną w czasie, stanowiącą o po-
ziomie technicznym odlewni i jej załogi).
Choć jest to truizmem, powiedzmy to sobie jesz-
cze raz. Oczekiwanie od wyrobów odlewanych struk-
tury o jednorodności rozłożenia i wielkości faz skła-
dowych, włączywszy w to niepożądane fazy i wtrące-
nia pochodzące z procesu przetwarzania, identycz-
nie jak w przypadku wyrobów uzyskanych za pomo-
cą przeróbki plastycznej (odkuwek, wyrobów walco-
wanych) nie wpisuje się w profesjonalizm stron ne-
gocjujących. Istnieje zatem granica ścisłości struktu-
ry i stopnia jej porowatości do której konkretny odla-
ny wyrób może się zbliżyć. Praktycznie nigdy nie osią-
gnie on tych cech dla typowego wyrobu handlowego
(blachy, pręty, rury, kształtowniki itd.) jaki można za-
kupić w hurtowniach. Wykluczmy z tych rozważań
wyroby odlewane uzyskiwane za pomocą technolo-
gii specjalnych, jak np. odlewanie tiksotropowe, odle-
wanie z kierunkową krystalizacją. Stanowią one mimo
znakomitych właściwości mechanicznych, margines
w technologiach odlewania dominujących w produkcji
odlewów użytkowych i są przeznaczone do bardzo
specjalnych detali, o dość prostym kształcie i ograni-
czonych wymiarach. Nigdy nie wyprą technologii kla-
sycznych, także ze względu na cenę ich realizacji. Ta-
kie rozumowanie nie oznacza, że w każdej z tych tech-
nologii poziom granicznie osiągalnej doskonałości (ja-
kości) jest jednakowy w danej odlewni. Jego zróżnico-
wanie zależy poziomu technicznego kadry odlewni i jej
umiejętności oraz warunków realizacji zamówienia.
Ważność problemów niejednorodności struktury, jej
ścisłości i lokalności właściwości mechanicznych zmie-
nia się wraz z wielkością odlewu. Gradient tych właści-
wości jest trudny do oszacowania a priori, na etapie kon-
struowania wyrobu odlewanego. Stąd rola inżynierii wir-
tualnej [3÷5], dobrze osadzonej w realiach, tzn. stosują-
cej systemy symulacyjne poddane uprzednio procesowi

38
Przegląd sPawalnictwa 13/2011
walidacji eksperymentalnej i ocenione jako spełniają-
ce wystarczająco oczekiwania użytkowników. Najlepiej,
jeżeli walidacja jest realizowana wewnętrznie w odlew-
ni przez zespoły bezpośrednio związane z technologią
odlewania, współpracujące z zespołami NDT w odlew-
niach i konstruktorami, i pod nadzorem lidera projektu.
Kryteria formalne/nieformalne
jakości wyrobów odlewanych
Postawmy pytanie – co stanowiło podstawy, kiedy
formułowano przed wielu laty kryteria wadliwości odle-
wów i kiedy tworzono wzorce, służące potem jako od-
niesienie do definiowania klas wadliwości RT i UT. Poza
przypadkami wad oczywistych, szczególnie wad odkry-
wanych metodami wizualnymi przed lub po obróbce
mechanicznej, należy podziwiać intuicję inżynierską na-
szych poprzedników, którzy tak jednoznacznie definio-
wali klasy jakości odnośnie wad wewnętrznych. Należy,
bo w dalszym ciągu te kryteria są obowiązujące i słu-
żą definiowaniu stref jakości w odlewie, stanowiąc dla
operatorów badań NDT rodzaj kanonu – kodeksu jako-
ści. Szczególnie jeśli chodzi o nieciągłości wewnętrzne,
niemożliwe do odkrycia w inny sposób jak przez bada-
nia niszczące lub po operacjach obróbki skrawaniem.
Normy stanowiące podstawy formułowania wa-
runków odbioru są na dzień dzisiejszy takim obowią-
zującym kodeksem jakości w badaniach nieniszczą-
cych odlewów. Formułując wymagania wg klas przy-
najmniej jednej z tych norm, zamawiający (klient) intu-
icyjnie przyjmuje lepszą klasę dla stref poddawanych
obróbce skrawaniem.
Na ile są one już na wstępie wykładnią nadjakości
odlewu, czyli osiągania klasy lepszych o 1-2 poziomy
niż klasa wymagana?
Istnieją jako przeciwwaga kryteria nieformalne wy-
chodzące poza te normy i te są przedmiotem osobnych
ustaleń między zamawiającym a odlewnią. Obie stro-
ny są wtedy świadome oczekiwań konstruktora i moż-
liwości technologii odlewniczych. Autor zna przypadki
kiedy klient odlewni (często spoza kraju) bez uzasad-
nienia i z „ostrożności procesowej” celowo zawyża kla-
sy jakości wyszczególnione w warunkach odbioru od-
lewów. Odlewnia oczekując na uzyskanie zamówienia
rezygnuje z profesjonalnej negocjacji. Autor uczestni-
czył jako konsultant w spotkaniach renegocjacyjnych
z takimi klientami jako pełnomocnik krajowych odlew-
ni. Za każdym razem udawało się przekonać klienta do
zracjonalizowania jego wymagań.
Klasy jakości wg norm mają sprecyzowane kryteria
ilościowe (np. EN 12680 dla wskazań UT) czy pseudo-
ilościowe (porównawczo wg ASTM dla badań RT, na
zasadzie porównania obrazów, z dużą dozą dowolno-
ści w interpretacji). W [15,16] zaproponowano formal-
ną komputerową kwantyfikację procedury identyfikacji
i oceny dla metody RT.
Ewidentne błędy w sztuce odlewniczej są łatwe do
wykrycia metodami NDT [9, 10]. Sztandarowy przykład
to duże wady wewnętrzne pochodzenia skurczowego
(jamy i makroporowatości skurczowe). Te są relatyw-
nie łatwe do wyeliminowania na drodze zabiegów meta-
lurgiczno-technologicznych. Znacznie trudniej dokonać
tego w zakresie eliminacji mikroporowatości i to zależ-
nie od rodzaju odlewanego stopu. Podobnie rzecz się
ma np. ze strukturami żeliw. Struktury łatwo rozróżnial-
ne, identyfikowalne na drodze badań UT np. różniące się
struktury z grafitem płatkowym i sferoidalnym [17, 18].
Podobnie łatwe do zidentyfikowania i oceny są skupi-
ska wtrąceń niemetalicznych w odlewach żeliwnych, np.
typu „dross” [19]. Ale już znacznie trudniej, by nie powie-
dzieć wprost, że w praktyce przemysłowej niemożliwe,
jest zlokalizowania za pomocą metod UT i RT rozmiarów
stref struktury z grafitem zdegenerowanym („chunky”) w
grubościennych, ciężkich odlewach z żeliwa sferoidalne-
go [9]. A jest to stawiane jest przez niektórych klientów
odlewni jako warunek odbiorowy, trudny do uzyskania.
Pozostają wtedy do wykonania badania niszczące (np.
przez trepanację próbek ze stref grubościennych).
W [9] podjęto również istotne zagadnienie nieprawi-
dłowości w szacowaniu nieciągłości („Przykłady i anali-
za błędów w identyfikacji rodzajów nieciągłości w odle-
wach”). W opracowanej tablicy zestawiono nazewnic-
two z normy [20], z podręcznika [21] z propozycją au-
torów (propozycja uporządkowania nazewnictwa i ob-
szaru interpretacji wad odlewniczych przekazana przez
autorów do UDT Cert w lutym 2006).
W [22] umieszczony został cenny zapis dokonany
przez autora, ponieważ dotyczy on związków badań pro-
dukcyjnych i eksploatacyjnych [23]. A mianowicie (cytat):
„…Procesy technologiczne wytwarzania, ich projekto-
wanie i przebieg oraz zastosowane urządzenia produk-
cyjne i oprzyrządowanie, a także ich stan, mają istotny
wpływ na jakość wyrobów.
Istotne znaczenie ma również:
– rodzaj materiału zastosowanego do wytwarzania
określonego wyrobu,
– właściwości materiału, które pozwolą wytworzyć
z niego wyrób bez pogorszenia w istotny sposób
jego cech użytkowych.
Wykrywanie wad w wyrobach i ocena ich jakości są
możliwe tylko wtedy, gdy wykonujący badanie posiada
informację o:
– rodzaju wyrobu,
– rodzaju materiału, z którego wyrób wykonano, a co
za tym idzie o jego właściwościach,
– procesie technologicznym wytwarzania wyrobu,
– wymaganiach jakościowych wyrobu.
Znajomość tych elementów i zagrożeń dla jakości
wyrobu z nich wynikających, pozwala na zaplanowanie
odpowiednich badań w zależności od wyrobu i materia-
łu, z którego został wytworzony oraz rodzaju spodzie-
wanych wad. Dzięki temu możliwe jest wykrycie i iden-
tyfikacja wad, a w konsekwencji ustalenie przyczyn ich
powstawania. …” (koniec cytatu).
W opracowaniu „Elaboration du cahier des char-
ge” stowarzyszenia Organisation Professionnelle des
Industries de la Fonderie / Trade Organisation of the
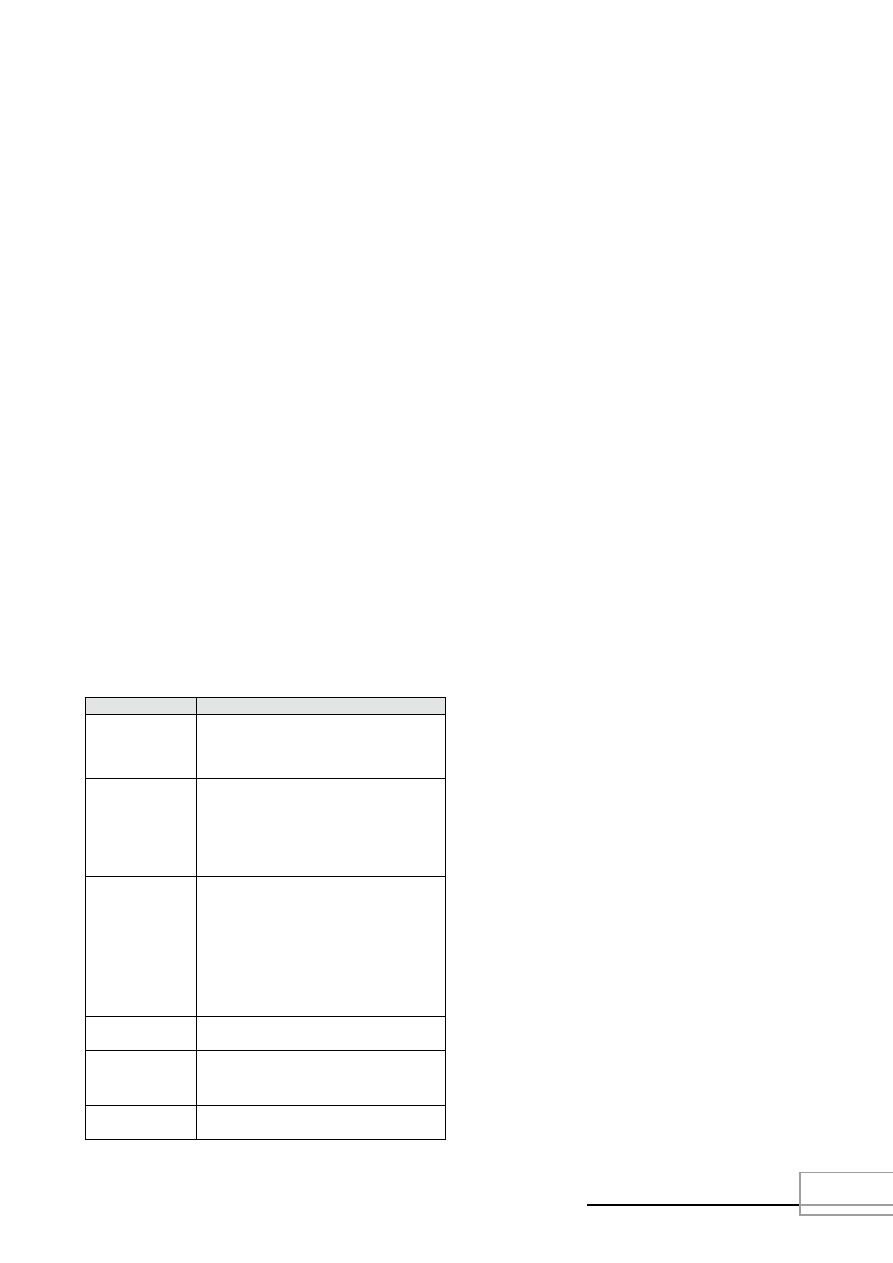
39
Przegląd sPawalnictwa 13/2011
Foundry Industry (92038 Paris La Défense Cédex) po-
dano poniżej przedstawiony scenariusz, jakim powi-
nien kierować się projektant-twórca koncepcji konstruk-
cyjnej wyrobu odlewanego [24]. Powinien on wstęp-
nie wybrać stop (stopy) w funkcji kształtu i wymiarów
wyrobu odlewanego, danych mechanicznych i innych
uważanych przez niego jako ważne w eksploatacji,
w odniesieniu do ceny stopów i wskazanej technolo-
gii. To wstępne studium powinno go doprowadzić do
określenia materiałowego zarysu koncepcji, listy sto-
pów, jednej lub kilku technologii. Ostatecznie, definityw-
ny wybór sposobu formowania jest pozostawiony tech-
nologowi-odlewnikowi lub jest z nim uzgadniany (tabl.).
Jeżeli specyfikacja jakościowa nie została zdefinio-
wana przez zamawiającego precyzyjnie, odlewnia po-
winna co najmniej zapewnić zgodny z zamówieniem
gatunek stopu (właściwości określane na próbce przy-
lanej lub osobno lanej) oraz zgodność wymiarową,
a także co najmniej zachowanie najniższych klas ja-
kości wg norm na podstawie badań wizualnych. Coraz
rzadziej spotyka się takie nieprofesjonalne podejście
klientów odlewni (wykluczmy tutaj cytowane wyżej wy-
górowane oczekiwania zapisywane w warunkach od-
bioru jako „odlew bez wad” – jako przypadek odosob-
niony i szczególnie nieuprawniony).
Jak jednak utworzyć funkcjonalną specyfikację
jakości? Powinna ona zawierać:
– pełną dokumentację rysunkową i specyfikacje de-
finiujące precyzyjnie czemu ma sprostać odlew
produkcyjny w odniesieniu do istniejących norm,
a także do warunków szczególnych eksploatacji,
– zakres badań kontrolnych jakości wewnętrznej
w celu wykrycia ewentualnych wad niewykry-
walnych wizualnie; powinno być to zdefiniowane
w okresie opracowywania koncepcji konstrukcyjnej
i technologicznej odlewu.
Jest rzeczą zasadnicza, aby autor koncepcji kon-
strukcyjnej odlewu, składający zamówienie oraz techno-
log w odlewni znaleźli kompromis między ceną i użytecz-
nością w warunkach eksploatacji, z zachowaniem świa-
domie wybranych współczynników bezpieczeństwa nie
mierząc za wszelką cenę (także i tę sprzedaży) w naj-
wyższą półkę jakości i oferując kosztowna nadjakość.
Należy umieć przy tym podkreślić, że w ten sposób
zmniejszamy margines błędu odlewni i podnosimy po-
przeczkę w dotrzymywaniu stabilności produkcji w od-
lewni. Tylko dobre odlewnie potrafią temu sprostać. A
że jest to możliwe, dla przykładu za ostatnie pół roku
jedna z odlewni francuskich osiągnęła poziom braków
nienaprawialnych poniżej 1% (odlewy ciężkie). Przy
tym poziom uzysku dla ciężkich odlewów z żeliwa sfe-
roidalnego przekracza 80%.
Podsumowując, opracowane prawidłowo zapytania
ofertowe i zamówienia winny zatem zawierać [24]:
– przeznaczenie odlewu, ciężar i wymiary, specyfika-
cje wymaganej jakości (wytężenie eksploatacyjne,
strefy wytężenia i strefy jakości, poziom ponoszone-
go ryzyka, znaczenie odlewu w całości konstruowa-
nego obiektu technicznego),
– zdefiniowanie materiału (stopu) i gatunek odniesio-
ny do obowiązującej normy lub gatunku narzucone-
go przez klienta,
– ilość odlewów (długości serii, zamówienie bieżące
i ewentualność powtórzenia zamówienia w przyszłości),
– terminy i sekwencje dostaw,
– zapisy wykonawcze, w tym dotyczące kontroli
i odbioru odlewów
– warunki gwarancji i działań z zakresu assistance
służb odlewni wobec klienta (w okresie eksploatacji).
W akcie organizacji CAEF [25], którego Polska jest
członkiem, współbrzmią z powyższym, ogólne warunki
umowy (Conditions Générales Contractuelles des Fon-
deries Européennes). Zostały one przygotowane zgod-
nie z obowiązującą praktyką procedur organizacji sku-
piającej kraje członkowskie z Europy (CAEF – Comite
des Associations Europeennes de Fonderie). Jako taki,
każdy kraj członkowski uznaje atrybuty prawne CAEF
i ustawodawstwa odniesionego do profesjonalnego
jego stosowania w praktyce.
Celowe wydaje się przytoczenie brzmienia tej kon-
wencji we fragmencie dotyczącym ofert i zamówień:
– zapytaniu ofertowemu lub zamówieniu od klien-
ta powinna towarzyszyć specyfikacja techniczna
odlewu, która jednoznacznie definiuje wymagania
w każdym ich aspekcie dotyczącym zamawiane-
go odlewu, jak i warunki nadzoru, kontroli i badań
wymaganych przy ich odbiorze przez klienta; taka
kompletna dokumentacja techniczna może być
opracowana i dostarczona odlewni w postaci twar-
dej (papierowej) lub w postaci pliku,
Tablica. Wytyczne opracowania specyfikacji wyrobu (na podstawie [24])
Table. Guidelines for the development of product specification (ba-
sed on [24])
Hasło
Opis, parametr
Funkcja
eksploatacyjna
spełniana przez
odlew
Krótka definicja
Wytężenie
mechaniczne
Średnia wytrzymałość
Podwyższona lokalnie wytrzymałość
Szczególne wytężenia statyczne i/lub dyna-
miczne (udary, obciążenia zmęczeniowe, itp)
Tarcie i trybologia (na sucho, w warunkach
smarowania), erozja, ścieranie
Oddziaływania
fizyko-chemiczne
Temperatura eksploatacji (udary cieplne)
Szczelność (ciśnienie płynu podczas prób
szczelności)
Korozja (natężenia, inicjacja)
wibracje
Szczególne właściwości fizyczne (siły magne-
tyczne, oporność elektryczna, dylatacja, prze-
wodność cieplna, ...)
Wygląd (malowanie, estetyka kształtu)
Eksploatacja –
montaż/demontaż
Utrzymanie w eksploatacji, demontaż
Stan powierzchni
Szczególne
ograniczenia
Wymiary gabarytowe i ciężar
Prace spawalnicze (montażowe, naprawcze)
Obróbka mechaniczna (skrawaniem)
Uwarunkowania
ekonomiczne
Odlew jednostkowy, prototyp, seria, powta-
rzalność serii, ilość, terminy
40
Przegląd sPawalnictwa 13/2011
– oferta odlewni nie powinna być uważana za osta-
teczną (nie podlegającą negocjacjom) jeżeli ona nie
jest powiązana z terminem ważności, a także w sy-
tuacjach, kiedy klient wprowadza zmiany w specyfi-
kacji lub np. kiedy odlewnia dostarczyła mu odlewy
próbne,
– odlewnia może być tylko obligowana do przestrze-
gania warunków będących odzwierciedleniem
w sposób jednoznaczny i definitywny zamówie-
nia klienta; powinien istnieć jasny i czytelny w tym
względzie zapis w postaci dokumentu.
Przedstawione wyżej ujęcia są spójne i powin-
ny być przestrzegane w układzie komunikacyjno-pro-
dukcyjnym klient (przyszły użytkownik) – odlewnia [24,
25]. W obszarze badań jakości rola badań NDT od-
lewów znajduje wystarczająco czytelne pole do dzia-
łania. Zbiory kryteriów odbiorowych odlewów są jed-
nak cały czas przedmiotem twórczego doskonalenia,
o czym świadczą przykłady opisane m.in. w [11]. Coraz
częściej mają one charakter nieformalny (poszerzają-
cy „ciasne” podejście zawarte w normach), wynikający
z synergii wiedzy i negocjacji merytorycznych.
Literatura
[1] Sobczak J.: Nowoczesne tworzywa i procesy technolo-
giczne w odlewnictwie. Materiały i monografia II Sympo-
zjum Naukowego „Innowacje w odlewnictwie”, Projekt PBZ
-KBN-114/T08/2004, pt „Nowoczesne tworzywa i procesy
technologiczne w odlewnictwie”, http://www.iod.krakow.pl.
[2] Ignaszak Z., Mikołajczak P., Popielarski P.: Specyfika i przy-
kłady metod walidacji on-line dla potrzeb systemów progno-
zujących jakość odlewów przemysłowych. Materiały III Sym-
pozjum Naukowego PBZ „Innowacje w Odlewnictwie”, In-
stytut Odlewnictwa Kraków, Kocierz, 26-29.10 2008 (tak-
że w monografii „Nowoczesne tworzywa i procesy techno-
logiczne w odlewnictwie”, cz.III . Instytut Odlewnictwa, Kra-
ków 2009).
[3] Ignaszak Z., Ciesiółka J.: Wirtualne prognozowanie jakości
odlewów w aspekcie kontroli metodą ultradźwiękową. Pro-
ceedings – VII Seminarium Nieniszczące badania materia-
łów”, 14-16 marzec 2001, Zakopane, s. 8.1-8.30.
[4] Ignaszak Z., Ciesiółka J.: Wybrane aspekty powiązań pro-
blematyki jakości odlewów w inżynierii wirtualnej i w kontro-
li ultradźwiękowej. Proceedings – VIII Seminarium Badania
Nieniszczące. Zakopane 2002 , s. 99-115.
[5] Ignaszak Z., Ciesiółka J.: Walidacja modelu powstawania
wad skurczowych w odlewach za pomocą metod NDT. Pro-
ceedings – IX Seminarium Badania Nieniszczące. Zakopa-
ne 11-14.03.2003.
[6] Ignaszak Z., Ciesiółka J.: Identyfikacja wad nieciągłości w
odlewach żeliwnych w aspekcie warunków odbioru i kryte-
riów jakości. Materiały X Seminarium Nieniszczące Badania
Materiałów Zakopane, 16-19 marca 2004.
[7] Ignaszak Z., Ciesiółka J.: Problemy identyfikacji jednorod-
ności i ciągłości struktur w odlewach, za pomocą metod
NDT w aspekcie wybranych właściwości mechanicznych.
Materiały XI Seminarium Nieniszczące Badania Materiałów
Zakopane, 8-11 marca 2005.
[8] Ignaszak Z., Ciesiółka J.: Znaczenie synergii wiedzy w iden-
tyfikacji i interpretacji wybranych wad odlewniczych na przy-
kładzie odlewów z żeliwa sferoidalnego. Proceedings – XII
Seminarium Nieniszczące Badania Materiałów Zakopane,
14-17 marca 2006.
[9] Ignaszak Z., Ciesiółka J.: Przykłady i analiza błędów w iden-
tyfikacji rodzajów nieciągłości w odlewach. Proceedings –
XIII Seminarium Nieniszczące Badania Materiałów, Zakopa-
ne, 13-16 marca 2007.
[10] Ignaszak Z., Ciesiółka J.: Lokalność właściwości w odle-
wach i dopuszczalności wad nieciąglości w aspekcie obcią-
żeń użytkowych. Proceedings – XIV Seminarium Nienisz-
czące Badania Materiałów, Zakopane, 4-7 marca 2008.
[11] Ignaszak Z., Ciesiółka J.: Specyfika badan nieniszczących
i oceny dopuszczalności wad w odlewach. Proceedings
– XV Seminarium Nieniszczące Badania Materiałów, Zako-
pane, 10-13 marca 2009.
[12] Ignaszak Z., Bobrowski P., Ciesiółka J.: Phased array w od-
lewnictwie nowe możliwości identyfikacji nieciągłości. Proce-
edings – XVI Seminarium Nieniszczące Badania Materiałów,
Zakopane, 9-12 marca 2010.
[13] Ignaszak Z., Bobrowski P., Ciesiółka J., Kopeć A.: Porówna-
nie badań radiograficznych i ultradźwiękowych phased array
próbki odlewu z porowatością rozproszoną. Proceedings – 38
Krajowej Konferencji Badań Nieniszczących, „Synergia Teorii
i Praktyki w Służbie Jakości”, Poznań-Licheń, 20-22.X.2009.
[14] Ignaszak Z., Ciesiółka J., Wojas M.: Warsztaty doskonalące
w zakresie badań produkcyjnych i eksploatacyjnych UT wy-
robów odlewanych. Proceedings 38 Krajowej Konferencji Ba-
dań Nieniszczących, „Synergia Teorii i Praktyki w Służbie Ja-
kości”, Poznań-Licheń, 20-22.X.2009.
[15] Ignaszak Z., Popielarski P., Krawiec K.: Contribute to quan-
titative identification of casting defects based on computer
analysis of X-ray images. Arch.of Foundry Eng, Volume 7 Is-
sue 4/2007, s. 89-94.
[16] Ignaszak Z., Popielarski P., Krawiec K.: Zastosowanie metod
komputerowej analizy obrazu radiograficznego do ilościowej
identyfikacji wad typu shrinkage. Proceedings 38 Krajowej
Konferencji Badań Nieniszczących, „Synergia Teorii i Prakty-
ki w Służbie Jakości”, Poznań-Licheń, 20-22.X.2009.
[17] Orlowicz W., Opiekun Z.: Ultrasonic Detection of Microstruc-
ture Changes in Cast Iron, Theoretical and Appl. Fracture
Mech., Vol. 22, s. 9-16, 1995.
[18] Belan J.: Identification of cast iron type with using of NDT me-
thods. Arch.of Foundry Eng, Volume 10, Issue Special1/2010,
s.103-106.
[19] Ignaszak Z., Ciesiółka J.: Badania nieniszczące w technolo-
giach materiałowych i ich synergia w sterowaniu jakością pro-
dukcji. Sesja panelowa. 33 Krajowa Konferencja Badań Nie-
niszczących, Poznań – Licheń 26-28.10.2004.
[20] Norma PN-85/H-83105 Odlewy Podział i terminologia wad.
Wyd.Normalizacyjne, 1986.
[21] Henon G., Mascre C., Blanc G.: Recherche de la qualité des
pièces de fonderie, CIATF, Edition Technique des Industries
de la Fonderie, Paris, 1986.
[22] Wojas M.: Wady wyrobów wykrywane metodami nieniszczą-
cymi.Cz.l Wady produkcyjne, Biuro Gamma, Warszawa 2004.
[23] Wojas M.: Wady wyrobów wykrywane metodami nieniszczą-
cymi. Cz. 2 Wady eksploatacyjne, Biuro Gamma, Warszawa
2006.
[24] http://www.fondeursdefrance.org/fiches/11L_elaboration_du_
cahier_des_charges.pdf.
[25] CAEF – The European Foundry Association Steel castings
group: Conditions géné rales contractuelles.des fonderies eu-
ropéennes ©. Édition 2006.

41
Przegląd sPawalnictwa 13/2011
Wstęp
Opisane w części I artykułu [1] uwarunkowania
produkcyjnych badań odlewów z zastosowaniem me-
tod NDT przybliżyły wytyczne relacji klient – odlewnia
i platformę negocjacji racjonalnych warunków odbio-
ru odlewów. Wskazano na specyfikę tych relacji w ze-
stawieniu z koniecznym synergicznym podejściem obu
negocjujących stron do tych zagadnień. Jako aplikację
tych zasad odniesionych do badań NDT w [2] zosta-
ły przedstawione doświadczenia autorów w obszarze
identyfikacji nieciągłości odlewów, dotyczące jakości
odlewów z żeliwa, w odniesieniu m.in. do normy EN
583-5, dedykowanej ręcznym badaniom ultradźwięko-
wym połączeń spawanych [3, 4], zinterpretowanych i
omówionych w [5]. Porównano tam również wyniki pro-
gnozowania za pomocą Virtual prototyping (kompute-
rowa symulacja procesu odlewania [6]) z wynikami ba-
dań odlewu różnymi metodami NDT.
Specyfikę wewnętrznych nieciągłości w odle-
wach należy odnieść do trzech umownych poziomów
(wymiary i położenie), spowodowanych procesami
Zenon Ignaszak
uwarunkowania i perspektywy
badań nieniszczących odlewów
przed poddaniem ich eksploatacji, cz. ii
conditions and perspectives for non-destructive testing
of castings before they service, part ii
Zenon Ignaszak – Politechnika Poznańska.
Streszczenie
W ostatnich kilkunastu latach postawiono na optyma-
lizowanie rozwiązań technologiczno-konstrukcyjnych,
stosując metody symulacji procesów odlewania i naprę-
żeń w eksploatacji odlewów. Wyniki badań nieniszczą-
cych służyły do walidacji modeli użytych w systemach
symulacyjnych. W niniejszym artykule porównano stan
aktualny oczekiwań wobec badań nieniszczących odle-
wów surowych i po obróbce, z trendami jakie pojawiają
się w odlewnictwie światowym i w optymalizowaniu wa-
runków odbioru, zgodnie z wymaganiami eksploatacyj-
nymi. Jako przykład dla odlewu testowego belki o wy-
miarach 160x1600x1200 mm z nieciągłościami i bez nie-
ciągłości, zasygnalizowano jak można wykorzystać wy-
niki tomografii UT-3D (phased array) do identyfikacji
rzeczywistego rozkładu nieciągłości oraz jak można to
uwzględnić podczas obliczeń symulacyjnych. Umożliwia
to precyzyjniejsze szacowanie mapy naprężeń i wskazu-
je realną drogę do efektywnego zoptymalizowania kon-
strukcji odlewu i technologii odlewania.
Abstract
During over a dozen years the technological solutions
to optimize the design using the method of casting pro-
cess and stress simulation in the casting life were reali-
zed. The NDT results were used to validate models used
in simulation systems. This article compares the current
state expectations for non-destructive testing of raw ca-
stings and after machining with the trends emerging in
the global foundry industry, and optimizing the condi-
tions for acceptance in accordance with operational requ-
irements. As example, for the test beam casting (dimen-
sions – 160x160x1200 mm), with discontinues and witho-
ut discontinues occurrence, were signalized how it can
be exploit the UT-3D tomography (phased array) results
to determine the real discontinues distribution and how it
can be consider in stress simulation during exploitation
period. It enables more accurate estimation of stresses
map and indicates real way to effective castings construc-
tion and technology optimization.

42
Przegląd sPawalnictwa 13/2011
skurczowymi, powiązanymi z wydzielaniem rozpusz-
czonych w ciekłym metalu gazów, np. wodoru. Mecha-
nizmy i morfologia frontu krystalizacji decydują o pier-
wotnych strukturach odlewu, a także o strukturach stref
szwów spawalniczych, powstałych ze stanu ciekłego.
Należy wymienić:
– poziom I – rozproszone mikroporowatości między-
dendrytyczne, wyizolowane, nie tworzące łańcucha
ciągłego, o rozmiarach rzędu mikronów, spowodo-
wane istnieniem oporów względem zasilającego
przepływu kapilarnego między ramionami tego sa-
mego dendrytu (poziom ścisłości traktowany jako
akceptowalny, właściwy odlewaniu grawitacyjne-
mu, przekładający się na standardowe właściwo-
ści mechaniczne wykonywanych wyrobów odlewa-
nych za pomocą tej technologii) – odlew jest „zdro-
wy” (acceptable soundness),
– poziom II – mikroporowatości między blokami den-
drytów (ziaren), widoczne niekiedy okiem nieuzbro-
jonym, nakładające się na mikroporowatości pozio-
mu I, wynikające z dużego oporu przepływu kapilar-
nego między dendrytami, powodujące lokalny dal-
szy spadek charakterystyk mechanicznych, w od-
niesieniu do wartości normatywnych,
– poziom III – makroporowatości (ewidentne pustki
i skrajnie – jamy skurczowe), powstające w miej-
scach izolowanych tzw. węzłach cieplnych, w ska-
li makro, wynikające z odcięcia zasilania zwanego
masowym (to zasilanie istnieje do momentu osią-
gnięcia przez gęstwę strefy ciekło–krystalicznej
wartości tzw. krytycznego ułamka fazy stałej – f
S
cr
),
Powyższe sformułowania dotyczące przyczyn po-
rowatości, w których wyeksponowano zjawiska skur-
czowe, należy poszerzyć o porowatości wywołane de-
sorpcją rozpuszczonych w ciekłym metalu gazów. Zda-
rza się, że określenie zjawiska wiodącego napotyka na
trudności (odlewy Al).
W [6, 7] rozważano temat identyfikacji wad w odle-
wach żeliwnych, starając się wykazać, że pewne za-
warte w odbitym sygnale ultradźwiękowym informa-
cje, jako formie „odpowiedzi” materiału odlewu, nie są
wystarczająco eksploatowane i wykorzystane.
Podstawową normą stosowaną w praktyce odle-
wów ze stopów żelaza do definiowania kryteriów ja-
kości na podstawie wyników badań nieniszczących
UT jest EN 12680. Często odbiorca nie jest przy-
gotowany nawet na uzasadnienie tam istniejącego,
uproszczonego definiowania wymaganej jakości.
Znane są przypadki, kiedy „odkrycie” podczas obrób-
ki skrawaniem wady „dopuszczalnej” na wynegocjo-
wanym poziomie jakości pod względem kryteriów „ul-
tradźwiękowych” wg normy EN 12680, powoduje od-
mowę akceptacji odlewu i stanowi podstawę do rene-
gocjacji warunków odbioru, najczęściej ze stratą fi-
nansową dla odlewni.
Do oceny stanu wad wewnętrznych w odlewach
żeliwnych stosuje się także metodę porównawczą
RT – ASTM E802. Wygląd wad na radiogramie odlewu
rzeczywistego z żeliwa odbiega zdecydowanie od wad
na wzorcowym radiogramie ASTM E802 (inne rozłoże-
nie i intensywność nieciągłości). Fakt ten powoduje, że
odlewnie żeliwa zmuszone są do korzystania z normy
(i atlasu) wad dla odlewów staliwnych (np. ASTM E280),
i do niego odnoszą rodzaje i klasy wad. Praktycznie
wszyscy klienci odlewni żeliwa, którzy jako metodę NDT
obrali badania radiograficzne powołują się na tę normę,
przechodząc do porządku dziennego nad tym faktem.
Proponowana w [8, 9] procedura polega na uści-
śleniu kwantyfikacji metody RT wg ASTM i wykorzy-
staniu programu do analizy obrazu do porównawczej
oceny stopni szarości poszczególnych miejsc na ra-
diogramach (rozłożenie na dwuwymiarowym obrazie
RT z wadami nieciągłości – porównanie zaciemnień
na radiogramie wzorca ASTM i radiogramie ocenia-
nego odlewu). Jednocześnie trzeba się zgodzić, że
jest to tylko formalna próba kwantyfikacji (por. dysku-
sja podczas 38 KKBN, [10]), która musi być poparta
wiedzą technologiczną operatora RT lub/i specjalisty
technologa.
Nowe kierunki obserwowane
w produkcyjnych badaniach
nieniszczących odlewów
Odnosząc się do metod NDT (wizualnych, ultradź-
więkowych, radiologicznych, magnetyczno-proszko-
wych, prądów wirowych, termograficznych, akustycz-
nych, ciśnieniowych prób szczelności) jakie były i po-
zostają najbardziej rozpowszechnione w odlewnic-
twie, należy zauważyć, że pod względem metodycz-
nym kierunki rozwoju wiążą się ściśle z dostępnością
do nowych rozwiązań aparaturowych. Istota i pod-
stawy fizyczne badań pozostają niezmienne. Roz-
wój idzie w kierunku nowych nośników informacji (sy-
gnałów), ich akwizycji i rejestracji, szybkości przepro-
wadzania operacji kontrolnych, rozdzielczości i czy-
telności obrazu, budowaniu baz danych o wyrobie,
skojarzonych w ramach systemów Data mining [11]).
Przykładem może być wyposażenie służące do reali-
zacji badań za pomocą aparatu Phased Array (PhA).
Metoda ta zaliczana do tomografii ultradźwiękowej
rozwinęła się w obszarze badań eksploatacyjnych
i sprawdza się m.in. w wykrywaniu pęknięć wałów tur-
bin i innych nieciągłości wynikłych z warunków eks-
ploatacji wyrobów technicznych [12, 13]. Zastosowa-
nia są widoczne także w badaniach eksploatacyjnych
tak odpowiedzialnych konstrukcjach jak obiekty w lot-
nictwie [14]. W odlewnictwie PhA daje nowe możliwo-
ści i jest symptomem nowoczesności w tej aplikacji.
Szerzej omówiono te zagadnienia w [15÷17]. Ostat-
nio otrzymane wyniki PhA określenia wymiarów prze-
strzeni nieciągłości pochodzenia skurczowego [18]
wykorzystano w badaniach zasygnalizowanych w ko-
lejnym rozdziale.
Przykładem zastosowań nowoczesnej techniki do
badań odlewów jest bezsprzecznie tomografia RT.
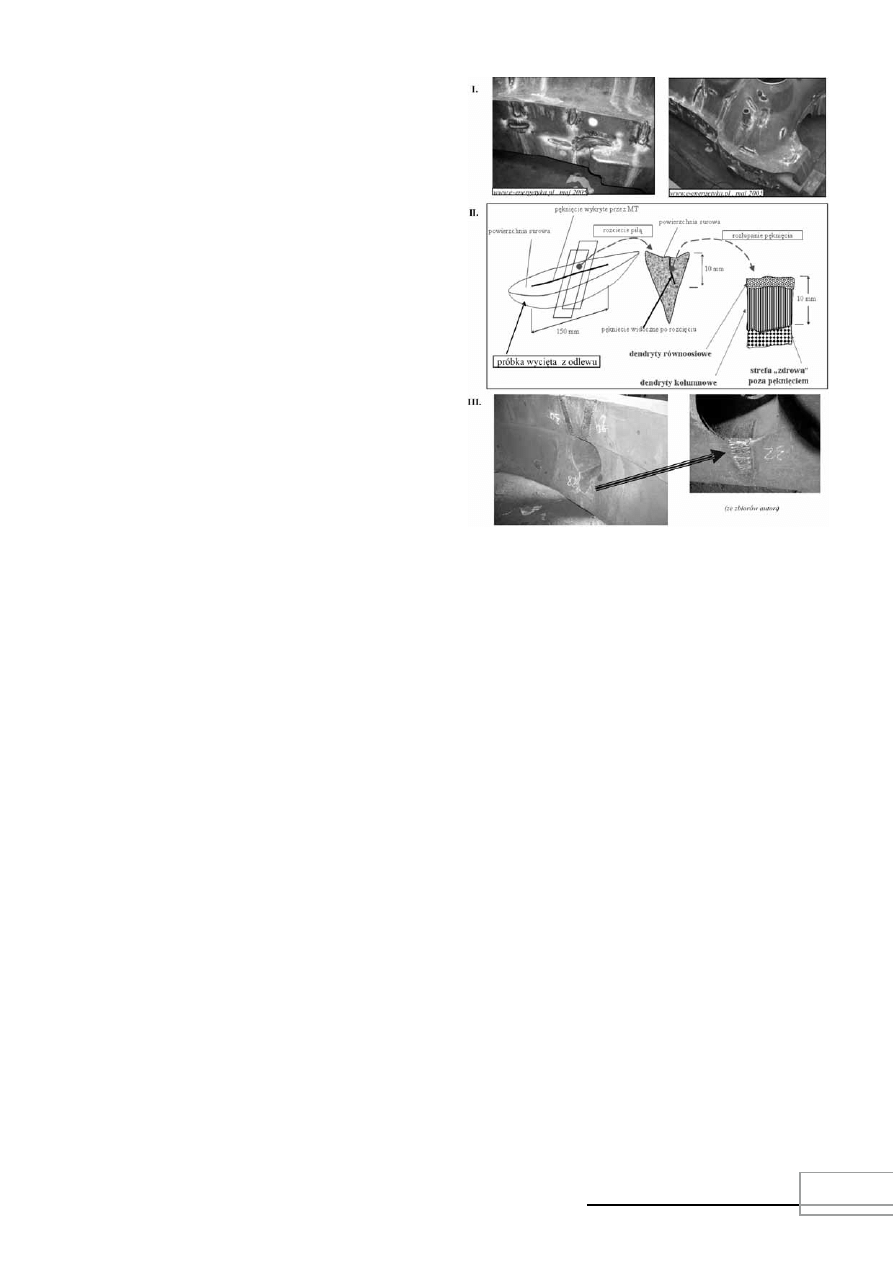
43
Przegląd sPawalnictwa 13/2011
Jest stosowana przeważnie do odlewów ze stopów
lekkich (na bazie Al, Mg), generalnie dość sporadycz-
nie (koszt aparatury, czas pełnego badania, zwłasz-
cza dla długich czasów ekspozycji na jeden obraz),
choć jej ewidentnym zaletom nie można zaprzeczyć.
W [19 i 20] można znaleźć charakterystykę zastoso-
wań w odlewnictwie i opis sposobów rozpoznawa-
nia nieciągłości. W [8, 21] opisano propozycje wyko-
rzystania takich wyników do dalszych badań korela-
cji nieciągłości dopuszczalnych i lokalności eksploata-
cyjnego wytężenia materiału.
Kierunek nowoczesności w efektywnym stosowa-
niu badań nieniszczących nie musi być związany tyl-
ko z zakupem drogiej aparatury, lecz z właściwym
podejściem do procedur wykrywania nieciągłości, in-
terpretacji nieciągłości i ich napraw. Na rysunku 1
przedstawiono przykład lokalizacji pęknięć (metoda
magnetyczno-proszkowa) i napraw spawalniczych
w ciężkich odlewach staliwnych dla przemysłu ener-
getycznego. Tego typu badania na obecność wad
typu „hot tears”, czyli rozerwania w stanie stało-cie-
kłym i ich naprawa, powinny być wykonane w od-
lewni, a nie u klienta [22, 23]. Charakter tych pęk-
nięć wynika z opisów umieszczonych na rysunku 1.
Również na tym rysunku podano przykład (z badań
własnych) naprawy bardzo głębokiego pęknięcia (po
wyżłobieniu materiału wokół tej wady), co było wy-
konane jeszcze w odlewni. Cały odlew był następ-
nie poddany pełnej obróbce cieplnej (normalizacji,
w warunkach przyspieszonego oddawania ciepła
i odpuszczaniu). Klienci zamawiający odlewy tego
typu nie dysponują najczęściej takim wyposażeniem,
aby zagwarantować właściwą strukturę po tego ro-
dzaju naprawie odlewu. Kwestia kosztu wykonania
pełnych badań jakości odlewu surowego wg wyma-
gań warunków odbiorowych wchodzi także w zakres
negocjacji odlewnia – klient.
Tolerance of damage w odlewnictwie
w aspekcie wirtualizacji
konstruowania i optymalizacji
technologii odlewania
Obecne od pewnego czasu w dziedzinie nauk
o materiałach pojęcie materiału z gradientem właści-
wości – tej lokalności nadały rangę wymogu nobilitują-
cego cechy użytkowe wyrobu. Może to prowadzić na-
wet do obniżenia kosztu wytwarzania: podniesienie ja-
kości w strefach o wysokich wymaganiach eksploata-
cyjnych, co uzyskać można na drodze celowego i do-
puszczalnego obniżenia jakości w strefach wyrobu,
gdzie wymagania ze względu na obciążenia (naprę-
żenia) i środowisko pracy wyrobu są zredukowane do
udokumentowanego minimum.
Powyższy wywód należy łączyć z zagadnieniem to-
lerance of damage (dopuszczenie wadliwości wyrobu)
co jest terminem odnoszącym się do odporności na
propagację uszkodzeń struktury (pochodzących z eta-
pu produkcji lub/i eksploatacji) podczas użytkowania
wyrobu. Termin ten wywodzi się z inżynierii kosmicz-
nej (Aerospace Engineering) i polega na akceptacji
rzeczywistej struktury odbiegającej od struktury dosko-
nałej (doskonałej – w sensie technicznych możliwo-
ści jej uzyskania). Przy prawidłowym nadzorze proce-
sów wytwórczych i eksploatacyjnych (kontrola jakości,
polityka remontowa) doprowadza się do wykrywania
i naprawy incydentalnych uszkodzeń, śladów korozji
i pęknięć zmęczeniowych, co chroni przed groźnymi
dalszymi uszkodzeniami.
tolerance of damage zwana też „fail safe”, jest sto-
sunkowo nową zasadą projektowania i wymaga, aby
konstrukcja była w stanie oprzeć się trybowi uszkodzeń
Rys. 1. Typowe pęknięcia w strefie stało-ciekłej podczas krzepnięcia
ciężkich odlewów staliwnych. I – naprawy spawalnicze surowego od-
lewu A wykonane po badaniach NDT przez klienta zamiast w odlew-
ni (www.e-energetyka.pl, 2005), II – schemat pobrania próbki i bada-
nia strefy pęknięcia – dowód na kwalifikację „hot tears”, III – przykład
naprawy przez napawanie głębokiego pęknięcia surowego odlewu B
o masie 25 ton (po usunięciu strefy wokół pęknięcia, z kontrolą MT)
Fig. 1. Typical cracks in the solid-liquid zone during solidification of he-
avy-section casting of cast steel; I – repair welding of raw casting A
made after NDT testing by client in stead of foundry (www.e-energe-
tyka.pl, 2005), II – scheme of sampling and testing of fracture zone
– the proof of the „hot tears” classification, III – an example of repa-
iring the surfacing by welding of deep cracks in the raw casting B we-
ighing 25 tons (after removal of the zone around the cracks, with the
control of MT)
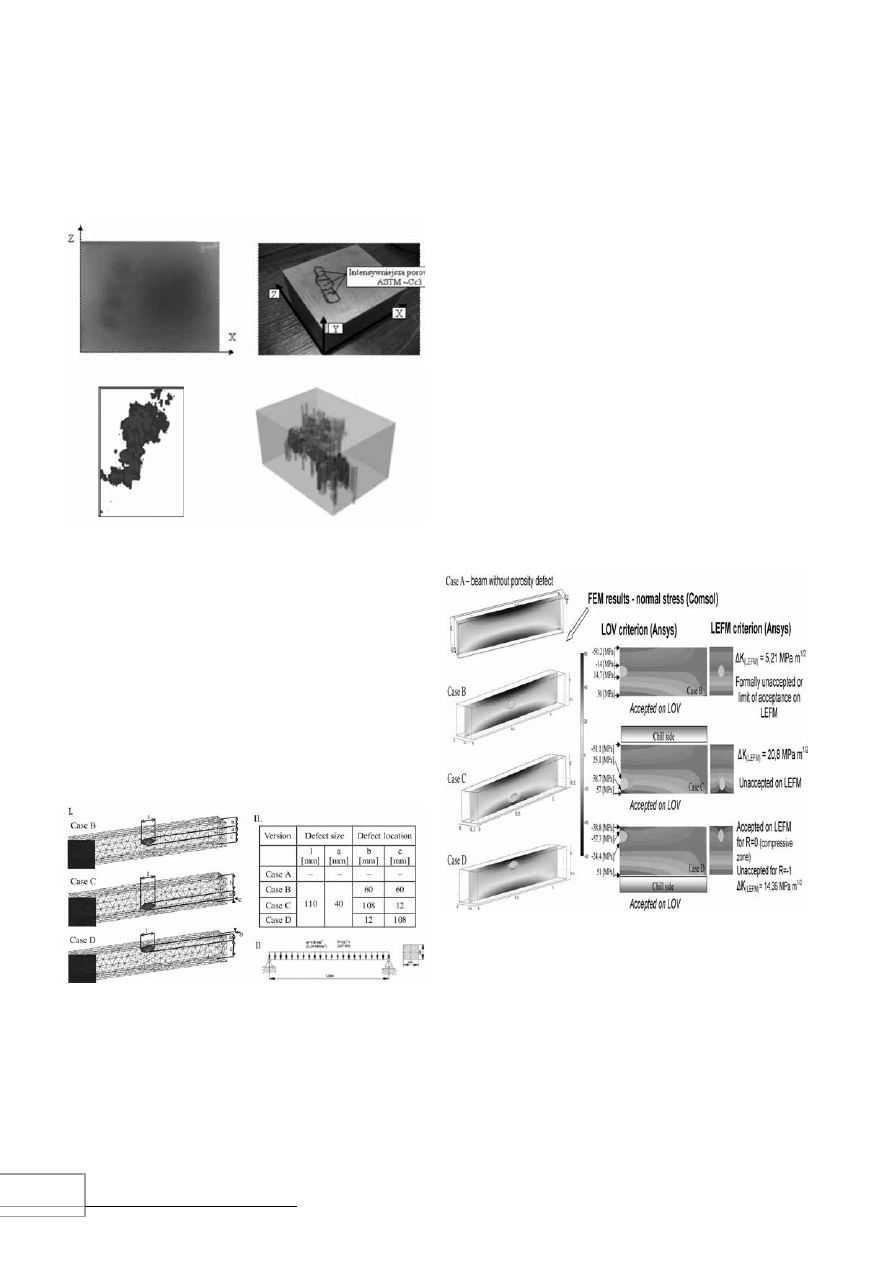
44
Przegląd sPawalnictwa 13/2011
z powodu zmęczenia materiału, w najbardziej prawdo-
podobnych lokalizacjach.
Ta filozofia przenosi się coraz szerzej do dobrych
europejskich odlewni, we współpracy z klientami
[24, 25] i obejmuje następujące okoliczności eksploata-
cji wyrobów (materiałów):
Rys. 2. Schemat położenia nieciągłości w przestrzeni próbki wyciętej
z grubościennego bloku o grubości 180 mm, odlanego z żeliwa sfe-
roidalnego oraz identyfikacja ilościowa za pomocą klasycznej meto-
dy RT (u góry) oraz u dołu – wizualizacja modelu wady (2D – z lewej
i 3D – z prawej) uzyskanego metodą PhA, z wyodrębnieniem dwóch
progów detekcji nieciągłości [18]
Fig. 2. Schematic location of discontinuity in the space of a sample
of heavy-walled block 180 mm thick, ductile cast iron, and the qu-
antitative identification with the use of the classical RT method (top)
and visualization of defects model (bottom: left - 2D and right) obta-
ined by PhA, with separation of the two thresholds detection of di-
scontinuity [18]
Rys. 3. Belka 160x160x1200 mm z przestrzenną porowatością od-
powiadającą wielkości nieciągłości w odlewie rzeczywistym z żeliwa
sferoidalnego (rys. 2) i zmienną lokalizacją na grubości belki (I i ta-
blica II), III – schemat obciążenia (przyjęto 118 ton/m
2
, zgodnie z wa-
runkami dla odlewu dennicy kruszarki) [26]
Fig. 3. 160x160x1200 mm beam with a three-dimensional porosi-
ty corresponding to the size of discontinuity in the casting of ductile
cast iron (fig. 2) and variable location on the thickness of the beams
(I and II), III - load diagram (118 ton/m
2
, in accordance the conditions
for casting crusher bottom) [26]
Rys. 4. Mapy naprężeń i wartości ΔK
th
(ΔK
th
– threshold stress inten-
sity factor) w analizowanej belce. Trzy przypadki sterowanej poło-
żeniem ochładzalników (chils) lokalizacji nieciągłości, odniesione do
dopuszczalnych wartości stosowanych w metodzie LOV (loss of vo-
lume) i w metodzie LEFM (linear elastic fracture mechanics). Skala
naprężeń: ±60 MPa. Dla nieciągłości przestrzennych typu porowa-
tość skurczowa metoda LEFM jest bardziej rygorystyczna niż meto-
da LOV [26]
Fig. 4. Maps of the stress and the ΔK
th
(ΔK
th
– threshold stress inten-
sity factor) in the analyzed beam. Three cases of controlled location
of chils in accordance to discontinuity location, related to limit values
used in the method of LOV (loss of volume) and the method of LEFM
(linear elastic fracture mechanics). Stress scale: ± 60 MPa. For thre-
e-dimensional discontinuity of porosity, the LEFM method is more ri-
gorous than the LOV method [26]
– odpowiednio wczesne wykrywanie nieciągłości, z
oceną granic ich dopuszczalności, począwszy od
etapu badań produkcyjnych (odbiorowych) i później
podczas całego okresu eksploatacji, aby nie dopu-
ścić do nieprzewidzianego zniszczenia obiektu,
– zdefiniowana odporność na zmęczenie przy da-
nym obciążeniu eksploatacyjnym (niekiedy z włą-
czeniem możliwości przybliżenia do zaistnienia ka-
tastroficznych przeciążeń konstrukcji),
– oszacowany wpływ poziomu naprężeń własnych po
poddaniu konstrukcji eksploatacyjnemu obciążeniu
zmęczeniowemu.
Na rysunku 2 pokazano wynik badań metodą PhA
wycinka odlewu ciężkiego z żeliwa sferoidalnego.
Oszacowano w ten sposób przestrzenne położenie
wady (nieciągłości), które następnie można wprowa-
dzić do pliku geometrii 3D odlewu (stl, iges, step) i pod-
dać badaniu symulacyjnemu pod obciążeniem jakiemu
odlew będzie podlegał podczas eksploatacji. Na rysun-
ku 3 i 4 przedstawiono wyniki takiej procedury, która
jest aktualnie rozwijana [26].
45
Przegląd sPawalnictwa 13/2011
Podsumowanie
W artykułach autor wykorzystał swoje wielolet-
nie doświadczenie współpracy ze znaczącymi odlew-
niami europejskimi, w których zasada synergii przy-
świeca nowoczesnym trendom w optymalizacji pro-
dukcji i doskonaleniu jakości odlewów. W zasadzie
sprowadza się to do opisanych działań wychodzących
naprzeciw zasadzie tolerance of damage i wiąże się
z uwarunkowaną technologicznie specyfiką wyrobów
odlewanych. Odnosi się do granic osiągalnych lokal-
nych właściwości mechanicznych odlewów. Wskaza-
no na nieuchronność ilościowego uwzględniania tej
Literatura
[1] Ignaszak Z.: Uwarunkowania i perspektywy badań nieniszczą-
cych wyrobów kształtowanych ze stanu ciekłego przed podda-
niem ich eksploatacji. cz.I. Artykuł przygotowany na 40 KKBN,
Warszawa, 2011.
[2] Ignaszak Z., Ciesiółka J.: Identyfikacja wad nieciągłości w od-
lewach żeliwnych w aspekcie warunków odbioru i kryteriów ja-
kości. Materiały X Seminarium Nieniszczące Badania Materia-
łów Zakopane, 16-19 marca 2004.
[3] Norma EN 583-5 „Nondestructive testing – Ultrasonic exami-
nation – Part 5: Characterization and sizing of discontinuities.
[4] Norma EN 1713 „Non destructive examination of welds – Ultra-
sonic examination – Characterization of indications in welds”.
[5] Deputat J.: Ocena rodzaju wad w ręcznych badaniach ultradź-
więkowych. Proceedings Konferencji Badania Nieniszczące.
Zakopane 11-14.03.2003, s. 23-36.
[6] Ignaszak Z., Ciesiółka J.: Wirtualne prognozowanie jakości
odlewów w aspekcie kontroli metodą ultradźwiękową. Proce-
edings – VII Seminarium Nieniszczące badania materiałów”,
14-16 marzec 2001, Zakopane, s. 8.1-8.30.
[7] Ignaszak Z., Ciesiółka J.: Wybrane aspekty powiązań proble-
matyki jakości odlewów w inżynierii wirtualnej i w kontroli ultra-
dźwiękowej. Proceedings – VIII Seminarium Badania Nienisz-
czące. Zakopane 2002 , s. 99-115.
[8] Ignaszak Z., Popielarski P., Krawiec K.: Contribute to quanti-
tative identification of casting defects based on computer ana-
lysis of X-ray images. Arch.of Foundry Eng, Volume 7 Issue
4/2007, s. 89-94.
[9] Ignaszak Z., Popielarski P., Krawiec K.: Zastosowanie me-
tod komputerowej analizy obrazu radiograficznego do ilościo-
wej identyfikacji wad typu shrinkage. Proceedings 38 Krajowej
Konferencji Badań Nieniszczących, „Synergia Teorii i Praktyki
w Służbie Jakości”, Poznań-Licheń, 20-22.X.2009.
[10] Mackiewicz S.: Głos w dyskusji na temat [16]. 38 KKBN, Po-
znań-Licheń, 2009.
[11] Sika R., Ignaszak Z.: Data acquisition in modeling using neu-
ral networks and decision trees. Arch.of Foundry Eng, Volume
11, Issue 2/2011, s. 113-122.
[12] Bobrowski P., Kopeć A.: Phased array – metoda na miarę po-
trzeb diagnostyki w energetyce, Energetyka, 4, 2007.
[13] Lipnicki i inni: Zaawansowane badania diagnostyczne wirni-
ków turbin energetycznych techniką phased array na przykła-
dzie badania kształtowych elementów mocowania łopatek.
Proceedings – XVII Seminarium Nieniszczące Badania Mate-
riałów, Zakopane, 8-11 marca 2011.
[14] Dragan K.: Zastosowanie głowic Phased Array w diagnosty-
ce konstrukcji lotniczych. Proceedings – XVII Seminarium Nie-
niszczące Badania Materiałów, Zakopane, 8-11 marca 2011,
[15] Ignaszak Z., Bobrowski P., Ciesiółka J.: Phased array w
odlewnictwie nowe możliwości identyfikacji nieciągłości.
Proceedings – XVI Seminarium Nieniszczące Badania Mate-
riałów, Zakopane, 9-12 marca 2010.
[16] Ignaszak Z., Bobrowski P., Ciesiółka J., Kopeć A.: Porówna-
nie badań radiograficznych i ultradźwiękowych phased array
próbki odlewu z porowatością rozproszoną. Proceedings – 38
Krajowej Konferencji Badań Nieniszczących, „Synergia Teorii
i Praktyki w Służbie Jakości”, Poznań-Licheń, 20-22.X.2009.
[17] Praca zbiorowa: Detection comparative des dicontinuites par
les methodes US: classique et phased array. Raport z badań
zrealizowanych w jednej z odlewni francuskich. 2009.
[18] Ignaszak Z., Bobrowski P., CiesiółkaJ.: Wykorzystanie danych
z badań ultradźwiękowych do realizacji przestrzennego modelu
wady. Artykuł niepublikowany. Archiwum prac Laboratorium CAD/
CAE i Zakładu Odlewnictwa, ITMat PP, styczeń-marzec 2011.
[19] Herold F.: Image Registration Combining Digital Radiography
and Computer-Tomography Image Data. 17th World Conferen-
ce on Nondestructive Testing, 25-28 Oct 2008, Shanghai, China.
[20] Navalgund M. i inni: Systematic Approach for Validation of
X-Ray Automatic Defect Recognition Systems, AIP Conferen-
ce Proceedings, Volume 894, pp. 1847-1854, March 21, 2007.
[21] Ignaszak Z.: Validation Problems of Virtual Prototyping Sys-
tems Used in Foundry for Technology Optimization of Ducti-
le Iron Castings, Advances in Integrated Design and Manufac-
turing in Mechanical Engineering, Springer IDMME 06 Proce-
edings, 2007 (rozdział w książkowym wydaniu Springera).
[22] Ignaszak Z., Popielarski P., Krawiec K.: Contribute to quanti-
tative identification of casting defects based on computer ana-
lysis of X-ray images. Arch.of Foundry Eng, Volume 7 Issue
4/2007, s. 89-94.
[23] Trzeszczyński J.: Uszkodzenia kadłubów turbin i komór zawo-
rowych wywołane przez wady odlewnicze. Energetyka 1997,
nr 9, s. 412-415.
[24] Ignaszak Z., Ciesiółka J.: Specyfika badan nieniszczących
i oceny dopuszczalności wad w odlewach. Proceedings – XV
Seminarium Nieniszczące Badania Materiałów, Zakopane,
10-13 marca 2009.
[25] IgnaszakZ.: Wybrane aspekty „tolerance of damage” w projek-
towaniu i eksploatacji wyrobów odlewanych. Proceedings 38
Krajowej Konferencji Badań Nieniszczących, „Synergia Teorii
i Praktyki w Służbie Jakości”, Poznań-Licheń, 20-22.X.2009.
[26] Piekło J., Maj M.: Ocena trwałości odlewu ze stopu Ak9 w wa-
runkach obciążeń zmiennych. Proceedings – Jubileuszowa
Konferencja 60-lecia Wydziału Odlewnictwa AGH, Kraków –
10, 11 czerwca 2011 r.
[27] Ignaszak Z., Popielarski P., Hajkowski J., Prunier J-B.: Problem
of acceptability of internal porosity in semi-finished cast product
as new trend – “tolerance of damage” present in modern design
Office. Przyjęty w Journal of Defect and Diffusion Forum Vols.
312-315 in 2011 with the title Diffusion in Solids and Liquids VI.
lokalności właściwości mechanicznych w nowocze-
snym projektowaniu. Dotyczy to struktur i ich patolo-
gii w wyrobach, które powstają bezpośrednio na dro-
dze krystalizacji z ciekłego stopu. Powinno mieć to ści-
sły związek z formułowaniem warunków odbioru od-
lewów. W artykule zasygnalizowano przykład wyko-
rzystania w tym celu wiedzy z dziedziny mechani-
ki pękania. Takie podejście inspiruje konstruktorów
i technologów do opracowań innowacyjnych i postę-
pu w uwzględnieniu gradientu właściwości w odlewie
i jego eksploatacyjnych zadań wytężeniowych.
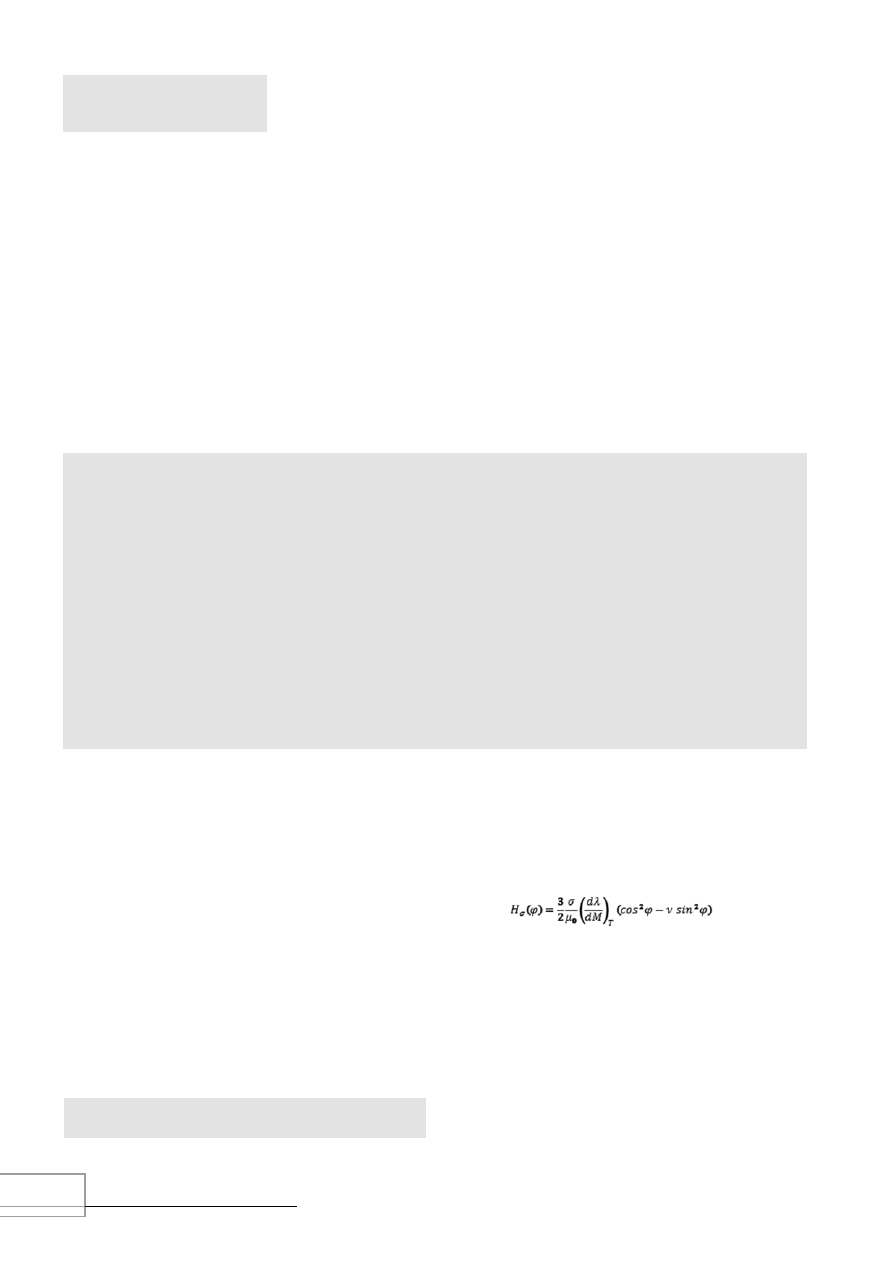
46
Przegląd sPawalnictwa 13/2011
Maciej Roskosz
wpływ naprężeń czynnych
i resztkowych na własne
pole magnetyczne ferromagnetyków
the impact of active and residual stress
on the residual magnetic field of ferromagnetics
Maciej Roskosz – Politechnika Śląska, Gliwice.
Streszczenie
Wpływ naprężeń na zmiany namagnesowania jest
jednym z najbardziej złożonych zagadnień magnety-
zmu. W artykule analizowano wpływ naprężeń czyn-
nych i resztkowych na zmiany własnego magnetyczne-
go pola rozproszenia WMPR mierzonego na powierzch-
ni elementu oraz możliwości wykorzystania tych zmian
jako sygnału diagnostycznego pozwalającego na okre-
ślenie stanu naprężeń. Stwierdzono wpływ zarówno na-
prężeń czynnych jak i resztkowych na rozkład składo-
wych WMPR. Wykorzystanie pomiarów WMPR do oce-
ny naprężeń czynnych na obecnym etapie badań wydaje
się problematyczne. Ocena makroskopowych naprężeń
resztkowych na podstawie pomiarów WMPR jest zagad-
nieniem nad którym kontynuowane są prace badawcze.
Abstract
The impact of stress on changes in magnetisation is
one of the most complex issues of magnetism. The pa-
per presents an analysis of the impact of active and resi-
dual stress on the changes in the residual magnetic field
(RMF) measured on the surface of the component, and
of the possibility of using the changes as a diagnostic si-
gnal which allows the determination of the stress state. It
was found that both active and residual stress had an im-
pact on the distribution of the RMF components. The use
of the RMF measurements to assess active stress seems
debatable at the present stage of research development.
Research work now continues on the assessment of ma-
croscopic residual stress based on the RMF measure-
ments.
Wstęp
Wpływ naprężeń na zmiany namagnesowania jest
jednym z najbardziej złożonych zagadnień magnety-
zmu. Na skutek działania efektu magnetosprężyste-
go, naprężenia mechaniczne wpływają na anizotropię
energii domen magnetycznych, najczęściej powodując
zmiany przepuszczalności. Kierunek tej anizotropii za-
leżny jest od magnetostrykcji. Dla materiałów z dodat-
nią magnetostrykcją momenty magnetyczne dążą do
ustawienia się równolegle do kierunku naprężenia roz-
ciągającego a prostopadle do ściskającego. W mate-
riałach o ujemnej magnetostrykcji zachodzą zjawiska
przeciwne, momenty magnetyczne dążą do ustawienia
się prostopadle do kierunku naprężenia rozciągające-
go a równolegle do ściskającego [1, 2].
Wpływ jednoosiowych naprężeń na strukturę do-
menową można porównać z działaniem równoważne-
go naprężeniu pola magnetycznego o natężeniu H
σ
(1)
gdzie: σ – naprężeniem, λ – magnetostrykcja, µ
o
– przenikalnością
magnetyczną próżni, M – namagnesowaniem, φ – kątem pomiędzy
osią naprężenia a kierunkiem pola magnetycznego H
σ
, ν – współ-
czynnik Poisson’a [1÷5].
Dla opisu wpływu złożonego stanu napręże-
nia wprowadzono pojęcia naprężenia ekwiwalentne-
go, czyli fikcyjnego naprężenia jednoosiowego, które-
go amplituda doprowadzi do tej samej zmiany podat-
ności jak rzeczywiste wieloosiowe naprężenia [6÷11].
Zagadnienia wpływu złożonego stanu naprężeń na
zmiany namagnesowania są to zagadnienia, których
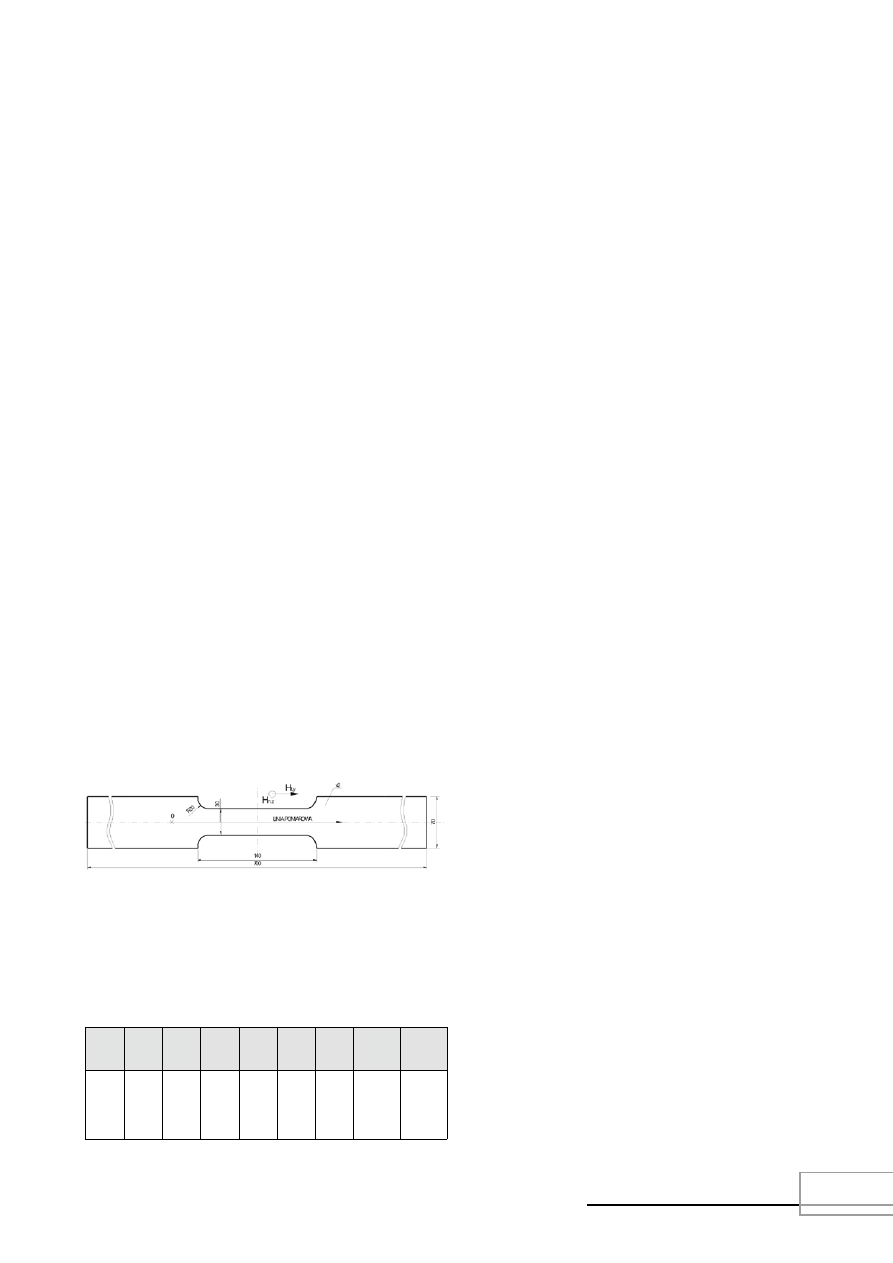
47
Przegląd sPawalnictwa 13/2011
opis i modelowanie, ze względu na potencjalne możli-
wości zastosowań do pomiaru naprężeń, są przedmio-
tem badań [6÷11].
Celem prowadzonych badań była analiza wpływu
naprężeń czynnych i resztkowych na zmiany własnego
magnetycznego pola rozproszenia WMPR mierzonego
na powierzchni elementu oraz określenie możliwości
wykorzystania tych zmian jako sygnału diagnostyczne-
go pozwalającego na określenie stanu naprężeń.
Wyniki badań
Badano próbki z niskostopowej stali węglowej o po-
staci geometrycznej pokazanej na rysunku 1. Skład
chemiczny i właściwości wytrzymałościowe materiału
próbki zawarto w tablicy. Początkowy stan namagne-
sowania wynikał z historii ich przygotowania i nie był
jednorodny.
Obciążenia próbek zadawano na maszynie wytrzy-
małościowej Galdabini Sun 10P. Pomiarów dokony-
wano pod obciążeniem oraz po odciążeniu na próbce
znajdującej się w maszynie wytrzymałościowej.
Pomiary WMPR prowadzono z krokiem 1 mm
wzdłuż linii pomiarowej pokazanej na rysunku 1. Do
pomiarów wykorzystywano magnetometr TSC-1M-4 z
czujnikiem pomiarowym TSC-2M produkcji firmy Ener-
godiagnostika Co. Ltd Moskwa. W wyniku pomiarów
uzyskano wartości 2 składowych natężenia WPM na
powierzchni próbki (rys. 1):
– h
T,Y
– składowa styczna mierzona w kierunku rów-
noległym do działania obciążenia,
– h
n,Z
– składowa normalna.
Rys. 1. Próbka do badań
Fig. 1. Sample for testing
Tablica. Skład chemiczny (%) i właściwości wytrzymałościowe ma-
teriału próbek
Table. Chemical composition (%) and mechanical properties
of sample material
c
Si
mn
cr
V
p
S
R
e
mpa
R
m
mpa
max
0,22
0,1-
0,35
m a x
1,1
0,3
0,3
0,05
max
0,05
320
380-
520
Dyskusja
Wybrane, reprezentatywne wyniki pomiarów
WMPR wzdłuż linii pomiarowej (rys. 1) przeprowa-
dzonych na powierzchni próbek pod obciążeniem i po
odciążeniu pokazano na rysunkach 2a÷2j. Rozkłady
składowych WMPR w stanie początkowym (linie ja-
sniejsze na rys. 2a, 2b) są wynikiem historii przygoto-
wania próbek oraz wpływu geometrii na wyciek stru-
mienia magnetycznego. Zakładając że wpływ geome-
trii jest niezmienny, obserwowane zmiany namagne-
sowania są wynikiem działania odkształceń i naprę-
żeń. W początkowym zakresie odkształceń spręży-
stych obserwowane zmiany namagnesowania są nie-
wielkie (rys. 2a, b). Trudno w tym przypadku mówić
o wykorzystaniu ich jako sygnał diagnostycz-
ny. Po przekroczeniu pewnego poziomu naprężeń
(ok. 100÷120 MPa) wartości WMPR zmierzone pod
obciążeniem i po jego zdjęciu zaczynają się wyraź-
nie różnić. Zaczyna być również wyraźnie widoczny
wpływ zróżnicowanego poziomu naprężeń wynikają-
cy z różnicy przekrojów. Dodatkowo w okolicach miej-
sca zmiany przekroju pojawia się zaburzenie prze-
biegów składowych WMPR w postaci lokalnych eks-
tremów składowej H
T,Y
(rys. 2c). Wraz ze zbliżaniem
się z naprężeniami do granicy plastyczności zaburze-
nia te są coraz większe (rys. 2e) i zaczynają być wi-
doczne również na przebiegach składowej normal-
nej h
n,Z
(rys. 2f). Przekroczenie granicy plastyczności
w części próbki o mniejszym przekroju poprzecznym
widoczne jest w obrazie składowej stycznej H
T,Y
zmie-
rzonej po odciążeniu w postaci obszaru o ostrych gra-
nicach i wartościach bardzo różniących się od pozo-
stałej części próbki (rys. 2g, 2i). Z kolei w obrazie skła-
dowej normalnej H
n,Z
obszar odkształcony plastycznie
charakteryzuje się lokalnymi ekstremami na jego gra-
nicach oraz innym trendem zmian (intensywność, kie-
runek) niż pozostała część próbki (rys. 2h, 2j). Dalszy
wzrost stopnia odkształcenia plastycznego powodu-
je zwiększenie zmian składowej stycznej H
T,Y
w miej-
scu zmiany przekroju oraz zwiększenie różnicy warto-
ści składowej normalnej H
n,Z
pomiędzy lokalnymi eks-
tremami występującymi w miejscach zmian przekro-
ju. Na uwagę zasługuje fakt, że wartości składowych
WMPR po odciążeniu w stanie plastycznym osiąga-
ją wartości znacząco różniące się od wartości pod
obciążeniem. W przypadku pomiarów pod obciąże-
niem przekroczenie granicy plastyczności prowadzi
do spłaszczenia ich rozkładu.
Po przekroczeniu określonego poziomu naprę-
żeń w okolicach zmiany przekroju próbki występu-
ją nierównomierne odkształcenia plastyczne, któ-
re po odciążeniu powodują pojawienie się makro-
skopowych naprężeń resztkowych. Obszary ich wy-
stępowania pokrywają się z opisanymi powyżej ob-
szarami anomalii (lokalne ekstrema) w przebiegach
składowych WMPR. Wskazuje to na związek pomię-
dzy naprężeniami resztkowymi a rozkładami składo-
wych WMPR.
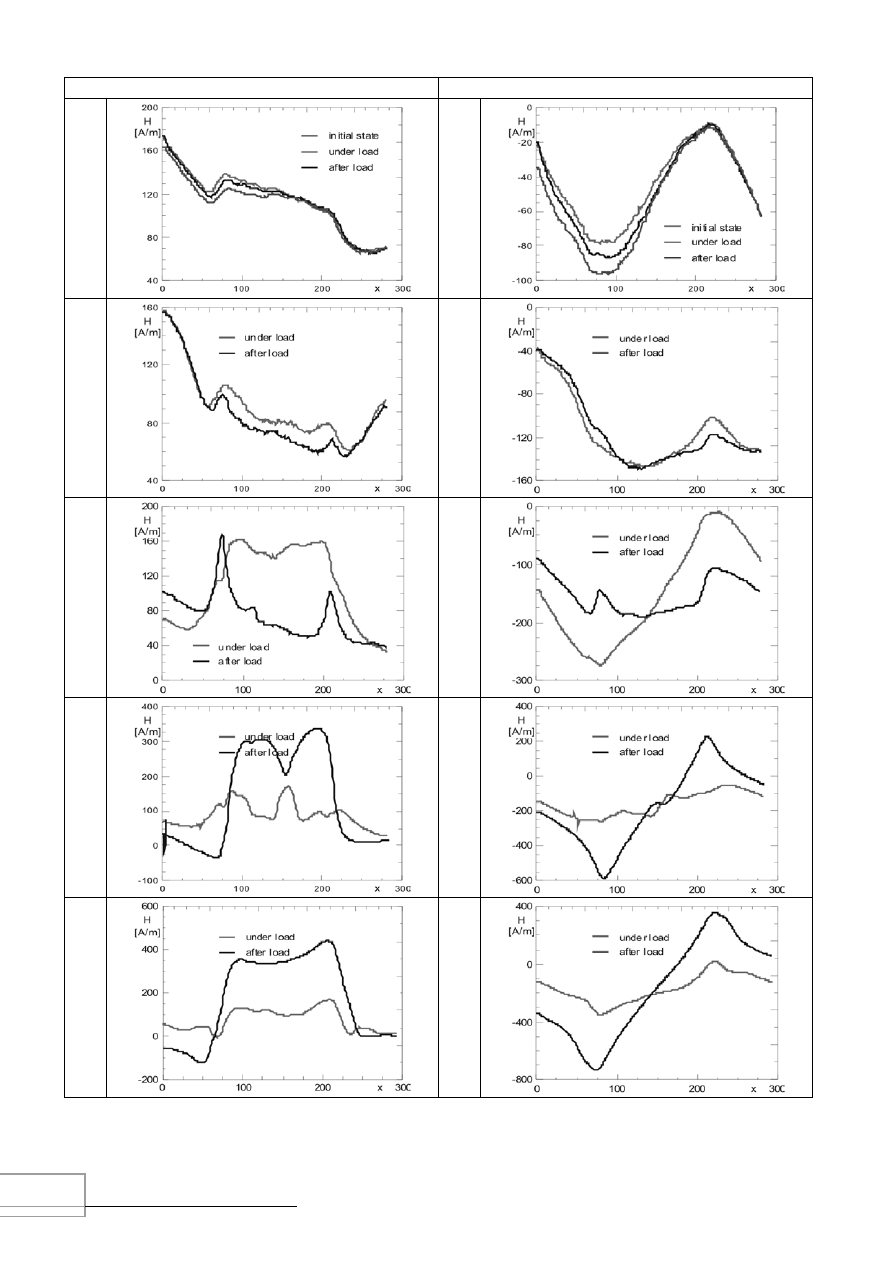
48
Przegląd sPawalnictwa 13/2011
h
T,Y
h
n,Z
σ=20 MPa
σ=20 MPa
σ=140 MPa
σ=140 MPa
σ=300 MPa
σ=300 MPa
σ=320 MPa
σ=320 MPa
σ=440 MPa
σ=440 MPa
Rys. 2. Rozkłady składowych WMPR próbek pod obciążeniem i po odciążeniu dla różnych poziomów obciążenia
Fig. 2. Distributions of RMF components of samples under load and after it for different levels of loads
a)
b)
c)
d)
e)
f)
g)
h)
i)
j)
49
Przegląd sPawalnictwa 13/2011
Wykaz recenzentów artykułów naukowych
opublikowanych w miesięczniku naukowo-technicznym
Przegląd Spawalnictwa w 2011 roku
Podsumowanie
Wykorzystanie pomiarów WMPR do oceny naprę-
żeń czynnych na obecnym etapie badań wydaje się
problematyczne. Natomiast ocena naprężeń resztko-
wych jest zagadnieniem nad którym kontynuowane
są prace badawcze. Najnowsze wyniki prowadzonych
Literatura
[1] Mierczak L., Jiles D. C., IEEE TRANS G.: ON MAGN., Vol. 47,
nr. 2/2011 s. 459-65.
[2] Tomohiro Yamasaki i inni, NDT&E International, Vol. 29, No.
5/ 1996 s. 263-268.
[3] Kaminski D.A. i inni: J. of Magnetism and Magnetic Materials
104-107, 1992, 382 384
[4] Lu Li, David C. Jiles IEEE TRANS. ON MAGNETICS, Vol. 39,
nr. 5, 09 2003 3037.
[5] D. C. Jiles, J. Phys. D, Appl. Phys., vol. 28, s. 1537, 1995.
[6] K. Kashiwaya, Jpn. J. Appl. Phys., vol. 30, s. 2932, 1991.
badań nad wykorzystaniem pomiarów WMPR do oce-
ny naprężeń resztkowych pokazano w [12]. Stwierdzo-
no relacje pomiędzy naprężeniami resztkowymi I rzę-
du a gradientami składowych WMPR. Opracowano al-
gorytm oceny zredukowanych naprężeń resztkowych.
[7] C. S. Schneider, J. M. Richardson, J. Appl. Phys., vol. 53,
s. 8136, 1982.
[8] M.J. Sablik i inni Journal of Magnetism and Magnetic Mate-
rials 132 1994, s. 131-148.
[9] J. Pearson i inni IEEE TRANS. ON MAGNETICS, VOL. 36,
nr. 5, 09 2000, s. 3251-3.
[10] Laurent Daniel, Olivier Hubert IEEE TRANS. ON MAGNE-
TICS, Vol. 46, nr. 8, AUGUST 2010 s. 3089-92.
[11] Daniel Peter Bulte IEEE TRANS. ON MAGNETICS, Vol. 45,
nr. 1, 01 2009 83.
[12] M. Roskosz, M. Bieniek, NDT&E International, doi:10.1016/j.
ndteint.2011.09.007.
Prof. Andrzej Ambroziak
Dr inż. Piotr Białucki
Prof. Julian Deputat
Dr inż. Krzysztof Dragan
prof. Kazimierz granat
Dr hab. inż. Dariusz Golański
Prof. Andrzej Gruszczyk
grzegorz hottowy
Prof. Andrzej Kolasa
Dr inż. Paweł Kołodziejczak
Prof. Jerzy Łabanowski
Prof. Mirosław Łomozik
Dr Sławomir Mackiewicz
Dr Wojciech Manaj
prof. Zbigniew mirski
Dr inż. Jerzy Niagaj
Prof. Jerzy Nowacki
Dr inż. Ryszard Pakos
Dr inż. Adam Pietras
Prof. Jan Pilarczyk
Prof. Zbigniew Ranachowski
Dr inż. Adam Sajek
Prof. Jacek Senkara
Prof. Jacek Słania
Prof. Edmund Tasak
Prof. Eugeniusz Turyk
Prof. Józefa Żurek
50
Przegląd sPawalnictwa 13/2011
Bober Mariusz
Kompozytowe powłoki napawane plazmowo
– charakterystyka i otrzymywanie ............................................................. 43/6
Baraniecki Tomasz, Chlebus Edward, Dziatkiewicz Marian,
Kędzia Jakub, Reiner Jacek, Wiercioch Marcin
System laserowego mikronapawania proszków metali ............................ 22/9
Bęczkowski Robert, Gucwa Marek
Statystyczna ocena wpływu parametrów napawania SSA
na geometrię napoin ................................................................................ 40/10
Białucki Piotr, Kozerski Stefan
Wpływ warunków napawania obręczy
kół zestawów kolejowych na właściwości warstw.................................... 34/10
Białucki Piotr, Derlukiewicz Wiesław
Napawanie w regeneracji kokili do odlewania ciśnieniowego aluminium ..... 44/10
Chmielewski Tomasz, Golański Dariusz, Gontarz Grzegorz
Pomiar naprężeń własnych powłok
metalicznych natryskiwanych termicznie ................................................ 59/12
Gontarz Grzegorz, Chmielewski Tomasz, Golański Dariusz
Modyfikacja natryskiwanych powłok aluminiowych
na stali skoncentrowanym źródłem ciepła .............................................. 52/12
Górka Jacek, Czupryński Artur, Kik Tomasz, Melcer Marcin
Przemysłowe aplikacje napawania plazmowego proszkowego ................ 87/9
Herrmann Jörg
Metody i procesy napawania w praktyce ................................................ 16/10
Jakubowski Jerzy, Wysocki Piotr, Senkara Jacek
Selektywne regeneracyjne napawanie plazmowe warstw
Ni-WC na tytanowe łopatki sprężarki silnika lotniczego ........................... 38/9
Kik Tomasz, Górka Jacek, Czupryński Artur, Martyniszyn Adam
Napawanie krawędzi przedmiotów metodami TIG i PTA ......................... 79/9
Klimpel Andrzej, Rzeźnikiewicz Agnieszka
Technologia naprawy uchwytów klapy dużej biernej
silnika odrzutowego RD-33........................................................................ 43/9
Kuzniecow W.D., Popowicz P.W.
Problemy regeneracyjnego napawania stali średnio- i wysokowęglowych ...... 4/10
strona / zeszyt
strona / zeszyt
R o c z n y s p i s t r e ś c i 2 0 1 1
www.pspaw.ps.pl
Baryliszyn Pawel, Janus Krzysztof, Noack Thomas, Nowacki Jerzy
Nowoczesna koncepcja regulacji parametrów
zgrzewania oporowego punktowego ...................................................... 21/11
Grześ Jarosław
Warstwy pośrednie nakładane metodą tamponową .................................. 48/6
Holzner Andreas
Spawanie wysokowytrzymałych drobnoziarnistych
stali konstrukcyjnych metodą MAG drutami proszkowymi ........................ 39/4
Koniushkov Gennadii Vladimirovich, Balakanin Aleksandr Nikolaevich,
Koniushkov Vladimir Gennadevich
Nanotechnologia łączenia metali z materiałami niemetalicznymi ............. 44/1
Bober Mariusz, Senkara Jacek
Badania porównawcze napawanych plazmowo
warstw niklowych z węglikami Ti i Cr ........................................................ 32/9
Burda Marek, Kik Tomasz, Kozioł Krzysztof, Gruszczyk Andrzej
Opracowanie metod wprowadzania nanorurek
węglowych do jeziorka ciekłego metalu ................................................... 43/12
Chmielewski Tomasz, Golański Dariusz
Napawanie brązu berylowego stellitem metodą MCAW........................... 23/10
Fydrych Dariusz, Rogalski Grzegorz, Łabanowski Jerzy
Spawalność stali o podwyższonej
wytrzymałości w warunkach podwodnych .............................................. 68/11
Górka Jacek, Czupryński Artur, Kik Tomasz, Piotrowski Michał
Modyfikacja struktury i właściwości napoin wykonanych łukiem krytym.. 28/10
Gruszczyk Andrzej
Kształtowanie struktury napoin żeliwnych przez podwyższenie
ich zdolności do grafityzacji ..................................................................... 61/10
Kalemba Izabela, Dymek Stanisław
Mikrostruktura i właściwości połączeń stopów aluminium wykonanych
metodą zgrzewania tarciowego z mieszaniem materiału zgrzeiny ........... 45/7
Krajewski Sławomir, Nowacki Jerzy
Mikrostruktura i właściwości stali o wysokiej wytrzymałości AHSS .......... 22/7
Miklaszewski Andrzej, Jurczyk Mieczysława, Jurczyk Mieczysław
Modyfikacja warstwy wierzchniej biomateriałów
na przykładzie tytanu metodą stopowania plazmowego ........................ 65/12
Mirski Zbigniew, Granat Kazimierz, Stano Sebastian
Możliwości spajania węglików spiekanych ze stalą wiązką lasera ......... 15/12
Niagaj Jerzy
Wpływ niobu na właściwości warstw wierzchnich napawanych
samoosłonowymi drutami proszkowymi o stopiwie Fe-Cr-C .................. 67/10
Riabcew Igor A.
Strukturalna dziedziczność w procesach napawania .............................. 50/10
Tuz Lechosław, Kołodziejczak Paweł, Kolasa Andrzej
Struktura złączy doczołowych odlewniczych stopów magnezu ................ 51/7
Wilden Johannes
Napawanie nanostrukturalnie krystalizujących
materiałów na osnowie żelaza na podłoże aluminium .............................. 64/9
Kozak Tomasz
Spawanie łukiem krytym ze zwiększoną wydajnością ................................ 5/4
Leończyk Marek
Nowoczesne metody aplikacji past lutowniczych ....................................... 14/1
Pakos Ryszard
Ocena technologii spawania stali o podwyższonej
wytrzymałości elektrodą celulozową ......................................................... 10/4
Pietras Adam, Węglowska Aleksandra,
Rams Beata, Węglowski Marek
Nowa technologia zgrzewania tarciowego rury z pokrywą ...................... 29/11
Pilarczyk Jan, Banasik Marek, Stano Sebastian, Dworak Jerzy
Spajanie laserowe z materiałem dodatkowym
i mechanicznym układem śledzenia złącza ............................................... 9/12
Węglowski Marek, Chmielewski Tomasz, Kudła Krzysztof
Ocena wydajności spawania niskoenergetycznego
procesu SpeedRoot w pozycji PG .......................................................... 26/12
strona / zeszyt
51
Przegląd sPawalnictwa 13/2011
Dutka Krzysztof, Stabryła Jan
Przyczyny pękania elementów spawanych zbiornika procesowego ........ 20/5
Górka Jacek
Właściwości spoin stali obrabianych termomechanicznie
o wysokiej granicy plastyczności ................................................................. 31/12
Górka Jacek, Adamiak Marcin, Darda Ewa
Analiza struktury i składu chemicznego połączeń spawanych:
płyta trudnościeralna – stal konstrukcyjna ................................................. 31/7
Kozak Janusz, Górski Zbigniew
Model niszczenia zmęczeniowego spawanego połączenia prostopadłych płyt .... 49/4
Sikora Ryszard, Chady Tomasz, Piekarczyk Bogdan, Pietrusewicz Tomasz
Inteligentny system analizy radiogramów do oceny jakości złączy spawanych . 23/1
Siwowski Tomasz
Wytrzymałość zmęczeniowa połączeń zgrzewanych
tarciowo FSW w pomostach aluminiowych ................................................ 15/3
Skorupa Andrzej, Krawczyk Stanisław, Góral Tomasz
Wpływ nacisku na właściwości tribologiczne napoin wielowarstwowych
z brązu CuSn6 nakładanych na podłoże stalowe metodą MIG ...................41/2
Rogalski Grzegorz, Łabanowski Jerzy
Wpływ parametrów spawania pod wodą metodą lokalnej komory suchej
na strukturę i właściwości złączy .............................................................. 18/4
Pakos Ryszard
Właściwości złączy spawanych wykonanych
elekrodami zasadowymi i celulozowymi ..................................................... 7/5
Tuz Lechosław, Kolasa Andrzej, Pfeifer Tomasz
Struktura i właściwości mechaniczne złączy doczołowych
ze stopów magnezu spawanych metodą MIG ......................................... 36/12
Augustyniak Bolesław, Piotrowski Leszek, Chmielewski Marek
Ocena stanu trójnika rurociągu pary świeżej ze stali 13hmf
metodą emisji magnetoakustycznej ......................................................... 13/13
Dragan Krzysztof, Kornas Łukasz, Pałka Norbert
Problematyka diagnozowania kompozytowych konstrukcji lotniczych ... 22/13
Ignaszak Zenon, Joanna Ciesiółka
Uwarunkowania i perspektywy badań nieniszczących odlewów
przed poddaniem ich eksploatacji, cz. I ................................................... 36/13
Ignaszak Zenon
Uwarunkowania i perspektywy badań nieniszczących odlewów
przed poddaniem ich eksploatacji, cz. II .................................................. 41/13
Karczewski Radosław, Płowiec Jan, Spychalski Wojciech, Zagórski Andrzej
Charakterystyki sygnałów akustycznych generowanych podczas obciążania wybranych
stali konstrukcyjnych wykorzystywanych do budowy urządzeń ciśnieniowych ........ 3/13
Nowacki Jerzy, Wypych Artur
Napawanie w regeneracji głowic cylindrowych silników okrętowych ....... 56/10
Słoma Jacek, Szczygieł Ireneusz, Sachajdak Andrzej
Modelowanie zjawisk cieplnych w procesie napawania ............................. 4/7
Smoleńska Hanna, Kończewicz Włodzimierz, Łabanowski Jerzy
Regeneracja zaworów silników okrętowych
metodą napawania laserowego ................................................................ 27/9
Smoleńska Hanna, Kończewicz Włodzimierz, Łabanowski Jerzy
Regeneracja zaworów silników okrętowych metodą napawania plazmowego.... 73/9
Wilden Johannes
napawanie laserowe ................................................................................ 10/9
Wypych Artur
Mikrostruktura i właściwości eksploatacyjne Inconelu 625
w postaci warstw natryskiwanych cieplnie............................................... 56/12
strona / zeszyt
strona / zeszyt
Bernard Wichtowski
Obliczenia złączy spawanych poddanych obciążeniom statycznym
i zmęczeniowym według Eurokodu 3 ........................................................ 15/1
Biliszczuk Jan, Onysyk Jerzy, Sadowski Krzysztof,
Barcik Wojciech, Prabucki Przemysław
Nowy Wschodni Most Warszawski we Wrocławiu ..................................... 10/3
Gluza Władysław, Jamiński Stanisław, Walkowiak Roman
Iglica Stadionu narodowego w Warszawie ............................................. 59/11
Kiełczyński Maciej, Skarpetowski Mateusz, Jastrzębski Ryszard,
Przytuła Jarosław, Santor Ryszard
Kontrola odkształceń w konstrukcjach spawanych .................................... 49/3
Łagoda Marek, Śledziewski Krzysztof
Wpływ zarysowania betonu na właściwości
belki zespolonej ciągłej stal – beton ............................................................. 31/3
Słania Jacek
Dlaczego plany spawania? ......................................................................... 2/2
Słania Jacek
Istota planów spawania ................................................................................ 3/2
Słania Jacek, Skóra Jacek
Plan spawania wymiennika ciepła chłodzonego powietrzem .................... 16/2
Słania Jacek
Plan spawania napraw bieżących kotłów parowych, wodnych
i stałych zbiorników ciśnieniowych ............................................................ 22/2
Słania Jacek, Wodecki Dominik
Plan spawania belki poprzecznej dźwigu ................................................... 30/2
Słania Jacek
Plan spawania carg płaszcza pieca obrotowego ....................................... 36/2
Walkowiak Ryszard
Aspekty spawania konstrukcji zadaszenia Stadionu Miejskiego w Poznaniu ....... 56/11
strona / zeszyt
strona / zeszyt
Banasik Marek, Stano Sebastian
Lasery dyskowe – źródło ciepła dla procesów spawalniczych .................. 17/7
Cegielski Paweł, Kolasa Andrzej, Sarnowski Tadeusz
Dostosowanie robotów do spawania elementów o obniżonej dokładności ... 25/6
Jastrzębski Ryszard
Sterowanie spawarek MIG/MAG .............................................................. 41/1
Kozak Janusz, Niklas Karol
Określanie rozkładu odkształceń i naprężeń
w spoinach stalowych paneli typu sandwicz metodą MES ....................... 33/4
Lewandowski Marcin, Klimonda Ziemowit
Obrazowanie ultradźwiękowe wad za pomocą metod syntetycznej apertury 29/13
Michnowski Władysław, Mierzwa Jarosław, Machała Piotr, Uchroński Patryk
Badanie kolejowych osi drążonych ......................................................... 33/13
Poch Karolina, Wojtas Piotr
Błędy w pomiarach wielkości fizycznych na przykładzie
wybranych metod badań nieniszczących złączy spawanych ................... 53/8
Roskosz Maciej
Wpływ naprężeń czynnych i resztkowych na własne pole magnetyczne
ferromagnetyków ................................................................................................ 46/13
Żurek Zbigniew Hilary, Sieradzki Stefan, Adamek Jan
Ocena stanu technicznego kołpaków generatorów na podstawie
pomiarów magnetycznych niestabilności austenitu dla stali g18h18 ........ 8/13
Ranachowski Zbigniew
Badanie mikrostruktury betonów przy zastosowaniu metody indentacji wielokrotnej ..17/13
52
Przegląd sPawalnictwa 13/2011
strona / zeszyt
strona / zeszyt
Absolwenci Zakładu Inżynierii Spajania
Politechniki Warszawskiej (2001-2011) ................................................... 9/6
Bobrowski Sławomir
polski spawalnik w Kalifornii ..................................................................... 16/6
Dobrowolski Bogdan, Tuz Lechosław
Wojskowy Dozór Techniczny – historia i dzień dzisiejszy ............................ 8/1
Dorobiński Maciej
Transportowy Dozór Techniczny ............................................................... 12/1
Dorobińska Ewa
100 lat polskiego dozoru technicznego ...................................................... 5/1
Grzebalski Jan
moje spawalnictwo .................................................................................... 12/6
Grzegorczyk Dorota, Sorczyński Jarosław
Jubileusz 10-lecia MATGAS – joint venture Air Products
......................... 38/7
Molo Robert, Lewicki Jerzy, Barycki Maciej
W POL-AQUA S.A. spawalnicy trzymają się mocno ................................ 20/6
Chmielewski Tomasz, Golański Dariusz
Znaczenie spawalnictwa w procesie remanufacturingu ........................... 29/6
Dobosiewicz Jerzy, Brunné Wojciech
Przyczyny nieszczelności rurociągu wody amoniakalnej
w obszarze połączeń spawanych ............................................................... 14/7
Frankowski Piotr
Analiza rynku stoczniowego po kryzysie .................................................... 2/4
Gucwa Marek, Bęczkowski Robert
Odporność na erozyjne zużycie strumieniowe napoin wykonanych drutem
proszkowym samoosłonowym przy kącie padania ścierniwa 60° .......... 77/10
Jastrzębski Ryszard, Mikula Janusz, Skarpetowski Mateusz, Żurek Joanna
Porównanie techniki spawania elektrodami otulonymi
z drutami proszkowymi rutylowymi i zasadowymi .................................... 45/5
Łabanowski Jerzy, Głowacka Maria
Wysokotemperaturowa trwałość stali i złączy spawanych
w środowisku spalin .................................................................................... 2/5
Mucha Tomasz, Bartkowiak Konrad
Zastosowanie napawanych płyt trudnościeralnych
w naprawach maszyn podstawowych górnictwa odkrywkowego ........... 73/10
Skoracki Jacek
Produkcja wież wiatrowych w Stoczni Gdańsk ........................................... 6/5
Stabryła Jan, Dutka Krzysztof
Jakość złączy spawanych a bezpieczeństwo eksploatacji
obiektów ciśnieniowych ............................................................................... 13/5
Selling Sven, Steusloff Ronald
Wpływ podgrzewania wstępnego acetylenem, propanem i metanem
na właściwości stali drobnoziarnistych ..................................................... 42/5
Turyk Eugeniusz, Senczenkow Igor K., Czerwinko Olga P.
Przebiegi chwilowych zmian pola temperatury, struktur oraz stanu
naprężeń spawalniczych napawanej rolki linii ciągłego odlewania stali ......... 8/10
Urzynicok Michał, Słania Jacek
Analiza kosztów spawania kotłowych konstrukcji spawanych ................... 10/2
strona / zeszyt
strona / zeszyt
Jamrozik Wojciech, Fidali Marek, Bzymek Anna, Timofiejczuk Anna
Zastosowanie fuzji obrazów wizyjnych i termowizyjnych
do monitorowania i diagnozowania procesu spawania ............................. 27/1
Ślązak Benedykt
Analiza wartości chwilowych parametrów napięciowo-prądowych
w ocenie stabilności procesu spawania elektrodą otuloną .......................... 9/7
Borgosz Wiesław
Robotyzacja spawania w produkcji wagonów
towarowych robotami firmy Cloos ............................................................. 23/8
Cegielski Paweł, Kolasa Andrzej, Sarnowski Tadeusz,
Oneksiak Arkadiusz
Wdrożenia przemysłowe projektów badawczo-rozwojowych
w zakresie mechanizacji i automatyzacji procesów spawalniczych .......... 53/6
Nieroba Andrzej
Krokodyl 814 w produkcji wież wiatrowych................................................ 19/8
Paul Christian, Höfner Lars
Sensory w robotyzacji spawania .............................................................. 28/8
Gawrysiuk Wojciech, Siennicki Marcin
Robotyzacja procesu spawania hybrydowego – przykład aplikacji ................ 32/8
Nowak Mirosław, Wiśniewski Daniel, Thomas Alexander
TAWERS – nowa generacja robotów spawalniczych firmy Panasonic .....46/11
Pfeifer Tomasz
Rozwój rynku robotów przemysłowych w Polsce i na świecie .................... 9/8
Sarnowski Tadeusz, Cegielski Paweł, Kolasa Andrzej
Stanowisko do automatycznego napawania płyt stalowych ......................... 12/10
Siennicki Andrzej
Perspektywy rozwoju robotyzacji spawania łukowego w osłonie gazowej ......... 3/8
Turek Bogdan
Od 2 kilogramów do 20 ton – zrobotyzowane aplikacje
spawalnicze do spawania podzespołów ............................................................... 14/8
Wilden Johannes, Bergmann Jean Pierre
Automatyzacja regeneracji dużych narzędzi do głębokiego tłoczenia ...... 58/9
Wojtowicz Leszek
Nowoczesne rozwiązanie spawania łukowego i zgrzewania punktowego:
pierwsze na świecie 7–osiowe roboty spawające i zgrzewające ............. 42/11
Krajewski Arkadiusz
Drgania mechaniczne w procesach spawalniczych .................................. 37/6
Nowak Mirosław, Nowicki Mariusz
Kierunki rozwoju technik i technologii zgrzewania
na przykładach rozwiązań firmy Tecna ..................................................... 37/11
Skrzyniecki Krzysztof, Kolasa Andrzej, Cegielski Paweł
Badanie charakterystyk statycznych i dynamicznych
układu źródło zasilania – łuk........................................................................... 33/6
strona / zeszyt
Blacha Łukasz, Karolczuk Aleksander
Porównanie energetycznego modelu wyznaczania trwałości
zmęczeniowej złączy spawanych z zaleceniami międzynarodowymi ...... 39/7
Kropacz Marian, Calik Mariusz
Harmonizacja przepisów prawa w procesie wytwarzania
konstrukcji stalowych i aluminiowych ...................................................... 64/11
Pakos Ryszard
Nadzór i badania stalowych konstrukcji spawanych wg PN-EN 1090-2:2009.... 44/3
Wojas Marta
Kompetencje osób związanych z wykonywaniem połączeń nierozłącznych ......... 37/1
Wichtowski Bernard, Wichtowski Marek
Wytrzymałość zmęczeniowa spoin czołowych z nakładkami wg Eurokodu 3 .......... 36/3
53
Przegląd sPawalnictwa 13/2011
ABB
Spawalnia – idealne miejsce pracy dla robotów przemysłowych .............. 26/3
ABB
Przemysł metalowy – jeden z głównych rynków dla robotów przemysłowych .. 28/4
ABB
Uniwersalne rozwiązania spawania zrobotyzowanego ............................ 10/6
ABB
Urządzenia dodatkowe i uzupełniające w zrobotyzowanych
celach spawalniczych. Na co zwrócić uwagę przy wyborze
rozwiązania i dostawcy systemu? ............................................................. 42/8
ABB
Urządzenia dodatkowe i uzupełniające w zrobotyzowanych
celach spawalniczych. Na co zwrócić uwagę
przy wyborze rozwiązania i dostawcy systemu? część II ......................... 54/9
ABB
Robotyzacja w zasięgu ręki czyli stanowiska spawalnicze
FlexArc w nowej odsłonie ................................................................................. 52/11
ABICOR BINZEL
Łatwiejsze i wygodniejsze spawanie dzięki
innowacyjnym rozwiązaniom firmy ABICOR BINZEL ............................. 24/12
ABICOR BINZEL
NOWOŚCI oferowane przez ABICOR BINZEL ........................................ 38/5
Astor
Roboty przemysłowe Kawasaki – spawacze XXI wieku ........................... 14/6
ECKERT
Polska firma światowym liderem – zastosowanie technologii
światłowodowej w przecinarkach laserowych ........................................... 34/5
FANUC Robotics
ServoTorch – nowy, innowacyjny system podawania drutu
firmy FANUC Robotics .............................................................................. 46/8
Figel
Niezawodne cięcie plazmowe urządzeniami hybrydowymi
Optymalne rozwiązania dla przemysłu ..................................................... 40/5
Lincoln Electric Polska
Lincoln Electric Polska – największe centrum produkcyjne
materiałów i urządzeń spawalniczych w Polsce! ...................................... 50/9
Technika Spawalnicza Poznań
TAWERS AWP Active wire process – innowacyjna metoda
spawania MAG cienkich elementów stalowych ........................................ 36/5
Instytut Spawalnictwa
nowe propozycje Ośrodka Kształcenia
i nadzoru Spawalniczego Instytutu Spawalnictwa ......................................... 28/7
SAP Spawalnictwo Automatyka Pomiary
Podzespoły OTC-Daihen do integracji zrobotyzowanych
stanowisk spawalniczych .......................................................................... 38/8
Technika Spawalnicza Poznań
TAWERS – nowa generacja robotów spawalniczych firmy panasonic ..... 44/8
strona / zeszyt
Nowacki Jerzy
85-lecie działalności Stowarzyszenia Inżynierów
i Techników Mechaników Polskich .............................................................. 2/7
Pocica Anna
Spawanie w budowie mostów (z teki Jacka Lassocińskiego) ...................... 2/3
Pocica Anna
Produkcja broni w czasie okupacji ............................................................ 60/8
Przybył Lesław
Być inspektorem nadzoru spawalniczego Bureau Veritas… .................... 18/6
Tomasz Szulc
Początki napawania utwardzającego .......................................................... 5/9
Politechnika Poznańska ....................................................................... 71/12
Kemppi
Kemppi wprowadza nowe rozwiązania dla spawalnictwa ........................ 30/4
RYWAL-RHC
Technologia produkcji drutów spawalniczych
w fabryce RYWAL-RHC w Łącku ............................................................. 31/5
ZASO
Innowacyjne urządzenie opracowane w ZASO
objęte projektem celowym nr ROW-II-410/2008 ....................................... 28/5
1. Międzynarodowa Konferencja Naukowo-Techniczna ......... 1, 3, 4, 8÷10
40. Krajowa Konferencja Badań Nieniszczących ..................................... 9
XVIII Konferencja Spawalnicza „Spawanie w energetyce” .......... 9, 11, 12
53. Krajowa Naukowo-Techniczna Konferencja Spawalnicza . 3÷6, 8, 10÷12
Ambroziak Andrzej
Napawanie – postęp i zastosowania .......................................................... 3/9
Krajewski Sławomir
X Szczecińskie Seminarium Spawalnicze w Szczecinie ........................... 36/8
Krawczak Dorota
czerwiec z akcentem na innowacje ......................................................... 6/12
Nowacki Jerzy
Znów w Poznaniu (53. KNTKS) ................................................................. 3/11
Nowak Mirosław
Nowe kierunki w procesach spajania i cięcia metali ................................... 4/11
Pilarczyk Jan
Powitanie uczestników 53. KNTKS ............................................................ 2/11
Redlicka Dominika
Poznań stolicą światowych innowacji ....................................................... 36/7
Seminarium Zakładu Inżynierii Spajania Politechniki Warszawskiej .... 12/5
Tasak Edmund, Michta Grzegorz
XLVIII Studencka Sesja Naukowa w Akademii Górniczo-Hutniczej
im. Stanisława Staszica w Krakowie
........................................................ 48/8
Tuz Lechosław
XXIV Kongres Techników Polskich Technika – społeczeństwu wiedzy ....... 46/2
Tuz Lechosław
60 lat spawalnictwa w Politechnice Warszawskiej
Jubileuszowe Seminarium Zakładu Inżynierii Spajania .............................. 3/7
Wietrzyska Monika, Redlicka Dominika
Liderzy na targach ITM Polska .................................................................... 30/3
Wnioski NOT Konferencja Naukowo-Techniczna „Szkolnictwo
zawodowe w Polsce – organizatorzy i beneficjenci” ......................... 81/10
Cloos Polska – 20 lat na rynku ............................................................. 51/12
Dorobińska Ewa
Jubileusz polskiego Dozoru Technicznego .............................................. 13/1
Grzegorczyk Dorota, Soroczyński Jarosław
Paliwo i technologia wodorowa zieloną alternatywą
w transporcie publicznym i wojsku ................................................................ 47/2
Grzegorczyk Dorota, Soroczyński Jarosław
Zakład Air Products w Siewierzu otrzymał prestiżową europejską
złotą nagrodę stowarzyszenia EIGA w dziedzinie bezpieczeństwa ............. 49/9
Soroczyński Jarosław
Air Products inwestuje w Warszawie w nowoczesną napełnialnię butli . 42/12
strona / zeszyt
strona / zeszyt
54
Przegląd sPawalnictwa 13/2011
4metal ................................................................................................. 6, 8÷12
AWAST 2011 .............................................................................................. 8, 9
cloos polska ................................................................................ 2, 4, 6, 8, 12
Draco ......................................................................................................... 4, 5
Energodiagnostyka ....................................................................................... 9
Ekod .............................................................................................................. 4
Esab .......................................................................................................... 1, 5
Euromat .................................................................................................... 9, 10
ferometal ..................................................................................................... 11
H. Cegielski – Poznań S.A. ......................................................................... 11
Idol UXXX ...................................................................................................... 4
Instytut Łączenia Metali ............................................................................. 1, 5
Instytut Spawalnictwa ................................................................ 2, 4, 6, 10, 12
ITM .............................................................................................................. 12
KEMPPI ................................................................................................... 1÷13
Kobax ............................................................................................................ 3
Linde Gaz Polska ..................................................................................... 4, 5
Lincoln Electric Bester ............................................................................3, 7, 9
Meralweld .................................................................................................... 12
mmS profesia ............................................................................................. 12
pEgO ............................................................................................................ 5
politechnika warszawska ............................................................................ 23
pBg .............................................................................................................. 11
pres-com ...................................................................................................... 2
promotech ............................................................................................... 9, 10
SAP Spawalnictwo Automatyka Pomiary ..................................................... 2
Tech-Mix ........................................................................................................ 4
Technika Spawalnicza Poznań ................................................................ 2, 12
TUV Rheinland .............................................................................................. 7
RAPZ ..................................................................................................... 4, 6, 8
Resus ............................................................................................................ 9
Urząd Dozoru Technicznego ....................................................... 1, 2, 5, 9, 11
Urząd Dozoru Technicznego, Akademia UDT ............................................... 5
VelTech .......................................................................................................... 4
Zakład Elementów Sprężystych i Lotniczych ................................................. 6
Zaso ............................................................................................................... 5
Dr hab. Zbigniew Szefner (1951-2011) ..................................................... 48/4
Mgr inż. Bogdan Piechota (1937-2011) ................................................... 70/12
zeszyt
strona / zeszyt
strona / zeszyt
Prace doktorskie i habilitacyjne w Zakładzie Inżynierii Spajania
Politechniki Warszawskiej (2001-2011) .................................................... 8/6
strona / zeszyt
strona / zeszyt
Ambroziak Andrzej
Recenzja rocznika 2010 Przeglądu Spawalnictwa ................................... 55/4
Frąckowiak Krzysztof
60 lat Oddziału SIMP w Wałbrzychu ......................................................... 35/8
Janicki Piotr
Archiwum Historii Techniki Oddziału SIMP w Poznaniu ........................... 2/12
Nowakowski Stanisław
55 lat Sekcji Spawalniczej Oddziału SIMP w Poznaniu
Historia i działalność w latach 1956-2011 ...................................................6/11
Kwiryn Wojsyk, Plewniak Jan
Zebranie Zarządu Głównego Sekcji Spawalniczej SIMP
............................. 9/3
Tuz Lechosław
Posiedzenie Rady Programowej Przegląd Spawalnictwa ........................ 54/4
Walczak Włodzimierz Jacek
Gdańskie koło spawalników SIMP ............................................................. 17/4
80 lat profesjonalnego kształcenia w ZDZ ......................................... 5/12
Jackiewicz-Sikorska Janina
Specjalistyczne kursy językowe dla spawaczy w ZDZ ...............................8/3
Figlarz Małgorzata
programy szkolenia spawaczy
w Zakładach Doskonalenia Zawodowego .................................................. 31/4
Frąckiewicz Jan
Krajowe Centrum Szkolenia Spawaczy w Wojewódzkim Zakładzie
Doskonalenia Zawodowego w Szczecinie ............................................... 37/7
Grabkowski Jerzy, Kornek Jerzy
Szkolenie spawaczy w Zakładzie Doskonalenia
Zawodowego w Poznaniu .......................................................................... 15/11
Mizerski Jerzy
Nowa generacja podręczników dla kursów spawalniczych ..................... 24/6
Zawodny Krzysztof
Kształcenie spawaczy w 85 letniej tradycji edukacyjnej
Zakładu Doskonalenia Zawodowego w Katowicach ................................ 52/9
strona / zeszyt
Nowacki Jerzy
Technologie laserowe w spawalnictwie ..................................................... 29/3
Nowacki Jerzy
Zgrzewanie tarciowe materiałów o różnych właściwościach ............ 21/9, 34/8
Nowacki Jerzy
Spajanie węglików spiekanych ze stalą ................................................................ 39/10
Tuz Lechosław
Elektrochemiczna spektroskopia impedancyjna w inżynierii materiałowej ......35/2
strona / zeszyt
FARO wprowadza najbardziej innowacyjne na świecie
ramię pomiarowe: FARO Edge ........................................................... 66/10
Gołębiewski Tomasz
Okulary ochronne od 3M – moda na bezpieczeństwo ............................. 72/9
Słodownik Magdalena, Gołębiewski Tomasz
Systemy ochronne Versaflo™ od 3M – złap w pracy głębszy oddech .......... 15/10
Tuz Lechosław
Mikrospawarka StarWeld Tool Integral .................................................... 22/1
Nowacki Jerzy
O przeszłości i przyszłości
Zakładu Inżynierii Spajania Politechniki Warszawskiej .............................. 2/6
Nowacki Jerzy
Stulecie Polskiego Dozoru Technicznego
– rozmowa z mgr. inż. Markiem Walczakiem, Prezesem UDT .................... 2/1
Krawczak Dorota
Jesteśmy przygotowani do śmiałych zmian...
rozmowa z dr. Andrzejem Byrtem, Prezesem Zarządu MTP .................. 7/12
strona / zeszyt

55
Przegląd sPawalnictwa 13/2011
zeszyt
zeszyt
zeszyt
Adamiak Marcin .................................................. 7
Ambroziak Andrzej .......................................... 4, 9
Balakanin Aleksandr Nikolaevich ........................ 1
Banasik marek .............................................. 7, 12
Baraniecki Tomasz ............................................. 9
Barcik wojciech .................................................. 3
Bartkowiak Konrad ........................................... 10
Barycki maciej .................................................... 6
Baryliszyn Paweł .............................................. 11
Bergmann Jean Pierre ........................................ 9
Bęczkowski Robert ........................................... 10
Białucki Piotr ..................................................... 10
Biliszczuk Jan ..................................................... 3
Blacha Łukasz .................................................... 7
Bober Mariusz ................................................ 6, 9
Bobrowski Sławomir ........................................... 6
Borgosz Wiesław ................................................ 8
Brunné Wojciech ................................................ 7
Burda Marek ..................................................... 12
Bzymek Anna ...................................................... 1
Calik Mariusz .................................................... 11
Cegielski Paweł ............................................ 6, 10
Chady Tomasz .................................................... 1
Chlebus Edward ................................................. 9
Chmielewski Tomasz .............................. 6, 10, 12
Czeladziński Łukasz ........................................... 5
czerwinko Olga p. ............................................ 10
Czuchryj Janusz ................................................. 7
Czupryński Artur ........................................... 9, 10
Darda Ewa .......................................................... 7
Derlukiewicz Wiesław ....................................... 10
Dobosiewicz Jerzy .............................................. 7
Dobrowolski Bogdan ........................................... 1
Dorobińska Ewa ................................................. 1
Dorobiński Michał ............................................... 1
Dutka Krzysztof .................................................. 5
Dworak Jerzy .................................................... 12
Dymek Stanisław ................................................ 7
Dziatkiewicz Marian ............................................ 9
Fąckiewicz Jan ................................................... 7
Fidali Marek ........................................................ 1
Figlarz Małgorzata .............................................. 4
frankowski piotr ................................................. 4
Frąckowiak Krzysztof .......................................... 8
Fydrych Dariusz ................................................ 11
Gawrysiuk Wojciech ........................................... 8
Gluza Władysław .............................................. 11
Głowacka Maria .................................................. 5
Golański Dariusz .................................... 6, 10, 12
Gołębiewski Tomasz ..................................... 9, 10
gontarz grzegorz ............................................. 12
Góral Tomasz ..................................................... 2
Górka Jacek ....................................... 7, 9, 10, 12
Górski Zbigniew .................................................. 4
Grabkowski Jerzy ............................................. 11
granat Kazimierz .............................................. 12
Gruszczyk Andrzej ...................................... 10, 12
Grzebalski Jan .................................................... 6
Grzegorczyk Dorota ........................................ 7, 9
Grześ Jarosław ................................................... 6
Gucwa Marek ................................................... 10
Herrmann Jörg .................................................. 10
Höfner Lars ......................................................... 8
Holzner Andreas ................................................. 4
Jackiewicz-Sikorska Janina ................................ 3
Jakubowski Jerzy ............................................... 9
Jamiński Stanisław ........................................... 11
Jamrozik Wojciech .............................................. 1
Janicki Piotr ...................................................... 12
Janus Krzysztof ................................................ 11
Jaskulski Krzysztof ............................................. 8
Jastrzębski Ryszard ................................... 1, 3, 5
Jurczyk Mieczysław .......................................... 12
Kalemba Izabela ................................................. 7
Karolczuk Aleksander ......................................... 7
Kędzia Jakub ...................................................... 9
Kiełczyński Maciej .............................................. 3
Kik Tomasz ............................................. 9, 10, 12
Klimpel Andrzej ................................................... 9
Kolasa Andrzej .................................... 6, 7, 10, 12
Kołodziejczak Paweł ........................................... 7
Koniushkov Gennadii Vladimirovich ................... 1
Koniushkov Vladimir Gennadevich ..................... 1
Kończewicz Włodzimierz .................................... 9
Kornek Jerzy ..................................................... 11
Kozak Janusz ..................................................... 4
Kozak Tomasz .................................................... 4
Kozerski Stefan ................................................ 10
Kozioł Krzysztof ................................................ 12
Krajewski Arkadiusz ............................................ 6
Krajewski Sławomir ........................................ 7, 8
Krawczyk Stanisław ............................................ 2
Kropacz marian ................................................ 11
Kruczyński Marcin ........................................ 6, 11
Kudła Krzysztof ................................................. 12
Kuzniecow W.D., .............................................. 10
popowicz p.w. .................................................. 10
Leończyk Marek ................................................. 1
Lewicki Jerzy ...................................................... 6
Łabanowski Jerzy ................................. 4, 5, 9, 11
Łagoda Marek ..................................................... 3
Malik Stanisław ................................................... 8
Martyniszyn Adam .............................................. 9
melcer marcin ..................................................... 9
michta grzegorz ................................................. 8
Miklaszewski Andrzej ........................................ 12
Mikula Janusz ..................................................... 5
mirski Zbigniew ................................................. 12
Mizerski Jerzy ..................................................... 6
Molo Robert ........................................................ 6
Mucha Tomasz ................................................. 10
Niagaj Jerzy ...................................................... 10
Nieroba Andrzej .................................................. 8
niklas Karol ........................................................ 4
Noack Thomas ................................................. 11
Nowacki Jerzy ...................................... 1, 3, 6÷11
Nowak Mirosław ..................................5, 8, 11, 12
Nowakowski Stanisław ................................. 6, 12
Nowicki Mariusz ................................................ 11
Ochmański Michał .......................................... 8, 9
Oneksiak Arkadiusz ............................................ 6
Onysyk Jerzy ...................................................... 3
Pakos Ryszard ........................................... 3, 4, 5
Paul Christian ..................................................... 8
Pfeifer Tomasz ............................................... 8,12
Piekarczyk Bogdan ............................................. 1
Pietras Adam .................................................... 11
Pietrusewicz Tomasz .......................................... 1
Pilarczyk Jan .......................................... 3, 11, 12
Piotrowski Michał .............................................. 10
poch Karolina ..................................................... 8
Pocica Anna .................................................... 3, 8
Prabucki Przemysław ......................................... 3
Przybył Lesław .................................................... 6
Przytuła Jarosław ............................................... 3
Rams Beata ...................................................... 11
Redlicka Dominika .............................................. 7
Redlicki Dominik ................................................. 3
Reiner Jacek ....................................................... 9
Riabcew Igor A. ................................................ 10
Rogalski Grzegorz ........................................ 4, 11
Rzeźnikiewicz Agnieszka .................................... 9
Sachajdak Andrzej .............................................. 7
Sadowski Krzysztof ............................................ 3
Sajek Adam ........................................................ 8
Santor Ryszard ................................................... 3
Sarnowski Tadeusz ....................................... 6, 10
Selling Sven ........................................................ 5
Senczenkow Igor K. .......................................... 10
Senkara Jacek .................................................... 9
Sędek Anna ........................................................ 7
Siennicki Andrzej ................................................ 8
Siennicki marcin .................................................. 8
Sikora Ryszard ................................................... 1
Siwowski Tomasz ............................................... 3
Skarpetowski Mateusz .................................... 3, 5
Skoracki Jacek ................................................... 5
Skorupa Andrzej .................................................. 2
Skóra Jacek ........................................................ 2
Skrzyniecki Krzysztof .......................................... 6
Słania Jacek ....................................................... 2
Słodownik Magdalena ...................................... 10
Słoma Jacek ....................................................... 7
Smoleńska Hanna .............................................. 9
Soroczyński Jarosław ............................... 7, 9, 12
Stabryła Jan ........................................................ 5
Stano Sebastian ........................................... 7, 12
Steusloff Ronald ................................................. 5
Stępiński Piotr ..................................................... 5
Szczygieł Ireneusz .............................................. 7
Ślązak Benedykt ................................................. 7
Śledziewski Krzysztof ......................................... 3
Tasak Edmund .................................................... 8
Thomas Alexander ............................................ 11
Timofiejczuk Anna .............................................. 1
Szulc Tomasz ...................................................... 9
Turek Bogdan ..................................................... 8
Turyk Eugeniusz ............................................... 10
Tuz Lechosław .................................. 1÷4, 7, 8, 12
Urzynicok Michał ................................................ 2
Walczak Włodzimierz Jacek ............................... 4
Walkowiak Roman ............................................ 11
Walkowiak Ryszard .......................................... 11
Węglowska Aleksandra .....................................11
Węglowski Marek ....................................... 11, 12
Wichtowski Bernard ......................................... 1, 3
wichtowski marek ............................................... 3
wietrzyska monika ............................................. 3
wiercioch marcin ................................................ 9
Wilden Johannes ................................................ 9
Wińcza Michał .................................................... 5
Wiśniewski Daniel ..................................... 5, 8, 11
Wodecki Dominik ................................................ 2
wojas marta ....................................................... 1
wojsyk Kwiryn .................................................... 3
wojtas piotr ........................................................ 8
wojtowicz Leszek ............................................. 11
Wypych Artur .............................................. 10, 12
wysocki piotr ...................................................... 9
Zawodowy Krzysztof ........................................... 9
Zgorzelski Przemysław ....................................... 4
Żurek Joanna ...................................................... 5
56
Przegląd sPawalnictwa 13/2011
Imię i nazwisko
Kontakt do osoby zamawiającej:
Adres
NIP
zamawiam czasopismo w Redakcji Przegląd spawalnictwa
Cena prenumeraty
Cena 1 egzemplarza Przeglądu Spawalnictwa
17 zł (w tym 5% VAT)
Prenumeratę można zamówić
za pośrednictwem:
GARMOND PRESS
ul. Sienna 5, 31-041 Kraków, tel./fax: 12 412 75 60
KOLPORTER
ul. Zagnańska 61, 25-528 Kielce,
tel.: 41 368 36 20, fax: 41 345 15 71
RUCH
Infolinia: 804 200 600, www.ruch.com.pl
REDAKCJA – Przegląd Spawalnictwa AW SIMP
ul. Świętokrzyska 14a, 00-050 Warszawa
tel./fax: 22 827 25 42, 22 336 14 79
e-mail: pspaw@ps.pl
Bank BPH S.A. Oddział w Warszawie
nr:
45 1060 0076 0000 3200 0043 1836
Podpis
Oświadczam, że jestem podatnikiem Vat i upoważniam firmę do wystawienia faktury bez podpisu
półroczna
102 zł
roczna
204 zł
od numeru
do numeru
liczba zamawianych
kompletów
Informacje wydawcy
firma
Profil czasopisma
wydanie czasopisma jest wspierane finansowo przez Ministerstwo nauki i szkolnictwa wyższego.
Odbiorcami Przeglądu spawalnictwa, czasopisma o ponad osiemdziesięcioletniej tradycji, są wszystkie ośrodki naukowe, dydaktyczne
i organizacje przemysłowe w Polsce zainteresowane problematyką spajania. czasopismo jest wysyłane do ważnych ośrodków zagranicznych
zainteresowanych tą tematyką. w czasopiśmie Przegląd spawalnictwa są publikowane recenzowane, oryginalne artykuły dotyczące: tech-
niki spajania, cięcia, powłok spawalniczych; metalurgii, metaloznawstwa i modelowania procesów spawalniczych; metod badań struktury
i właściwości złączy; charakterystyki urządzeń, sprzętu i materiałów; automatyzacji i robotyzacji; technik klejenia tworzyw konstrukcyjnych
i spawania tworzyw polimerowych; szkolenia, przepisów i normalizacji; praktyki spawalniczej i poradnictwa technologicznego; wydarzeń, pre-
zentacji karier spawalników i ich doświadczeń zawodowych. wybrane artykuły opublikowane w Przeglądzie spawalnictwa są tłumaczone na
język angielski i zamieszczane w czasopiśmie welding international wydawanym przez woodhead Publishing ltd. w wielkiej Brytanii na mocy
porozumienia o współpracy. w czasopiśmie mogą być publikowane artykuły w języku angielskim lub niemieckim.
redakcja nie odpowiada za treść ogło szeń, nie zwraca materiałów nie zamówionych, zastrzega sobie prawo do skracania i adiustacji tek-
stów oraz zmiany ich tytułów. czasopismo wydawane w wersji drukowanej.
Wskazówki dla autorów
Objętość artykułu maks. 10
÷
15 stron (ewentualnie 20 po uzgodnieniu z redakcją), a komunikatu 1
÷
4 stron maszynopisu na arkuszu for-
matu a4 bez tabulatorów i wcięć, czcionka times new roman 12, marginesy: górny, dolny, lewy i prawy – 2,5 cm. rysunki i tablice z ich tytuła-
mi należy umieścić w tekście. rysunki, wykresy i fotografie należy nazywać rysunkami (np. rys. 1) i numerować cyframi arabskimi, a tablice – cy-
frami rzymskimi (np. tabl. iV). należy przewidzieć możliwość zmniejszenia rysunku do 30%. rysunki dostarczyć w oddzielnych plikach gra-
ficznych: rastrowa w formacie *.tiff, *.JPeg 300 dPi; wektorowa w plikach *.cdr, *.ai (czcionka zamieniona na krzywe). Jednostki – układ
si. artykuł powinien zawierać: informacje o autorach
–
stopnie naukowe lub zawodowe, imię i nazwisko; tytuł artykułu, streszczenie (do
1/3
strony), tekst główny, podzielony na odpowiednio zatytułowane rozdziały, wnioski końcowe, literaturę; pozycje literatury numerowane cyfra-
mi arabskimi w kwadratowych nawiasach i w kolejności cytowania w tekście. tytuł, streszczenie oraz podpisy pod rysunkami i tabelami prze-
tłumaczone na język angielski. artykuły prosimy nadsyłać na cd lub e-mailem z pismem przewodnim zawierającym: zgodę na publikację ar-
tykułu w czasopiśmie; dane teleadresowe i miejsce pracy autorów do wiadomości redakcji. autorzy otrzymują bezpłatnie egzemplarz czaso-
pisma ze swoją publikacją.
Ogłoszenia i artykuły promocyjne
Ogłoszenia i artykuły promocyjne w Przeglądzie spawalnictwa – czasopiśmie ogólnopolskim o szerokim zasięgu – są skuteczną i tanią for-
mą reklamy docierającej do wszystkich zainteresowanych problematyką spajania. czasopismo zamieszcza kolorowe i czarno-białe: ogłoszenia
reklamowe na okładkach lub wewnątrz numeru oraz wrzutki (inserts) dostarczane przez zleceniodawcę; artykuły techniczno-informacyjne; in-
formacje o branżowych imprezach naukowo-technicznych. redakcja przyjmuje zamówienia na publikacje ogłoszeń reklamowych i artykułów
techniczno-informacyjnych. cennik ogłoszeń i artykułów promocyjnych znajduje się na stronie www.pspaw.ps.pl
P R E N U M E R A T A

57
Przegląd sPawalnictwa 13/2011
Wybór rozwiązania Wise
to większa wydajność
Zarządzanie własnościami spawalniczymi,
wydajnością i jakością
Produkty Kemppi Wise to specjalne programy spawalnicze,
umożliwiające osiągnięcie wyników, niedostępnych w przypadku
tradycyjnego spawania metodą MIG/MAG. Użyj produktów WISE, aby
skuteczniej wypełnić spoinę graniową, dostarczać stałą moc do jeziorka,
utrzymać optymalną długość łuku oraz precyzyjniej spawać cienkie
blachy. Zgodne z urządzeniami FastMig Synergic oraz urządzeniami
KempArc do zastosowań zautomatyzowanych. Zamów wersję
demonstracyjną i zobacz różnicę.
www.kemppi.com
58
Przegląd sPawalnictwa 13/2011
41. Krajowa Konferencja Badań Nieniszczących
Toruń, 23-25 października 2012 r.
Wyszukiwarka
Podobne podstrony:
200612 PSpaw
więcej podobnych podstron