
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
u
MINISTERSTWO EDUKACJI
NARODOWEJ
Janina Żurek
Wykonywanie montażu wyrobów
744[01].Z3.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Małgorzata Korczak
mgr inż. Małgorzata Smerda
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż.. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[01].Z3.01
„Wykonywanie montażu wyrobów”, zawartego w modułowym programie nauczania dla
zawodu kaletnik 744[01]
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Montaż wyrobów przez klejenie
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
16
4.2. Montaż wyrobów przez szycie maszynowe
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
43
4.2.3. Ćwiczenia
43
4.2.4. Sprawdzian postępów
46
4.3. Montaż wyrobów szycie ręczne
47
4.3.1. Materiał nauczania
47
4.3.2. Pytania sprawdzające
54
4.3.3. Ćwiczenia
55
4.3.4. Sprawdzian postępów
57
4.4. Montaż wyrobów przez zgrzewanie
58
4.4.1. Materiał nauczania
58
4.4.2. Pytania sprawdzające
68
4.4.3. Ćwiczenia
69
4.4.4. Sprawdzian postępów
71
4.5. Organizacja i wyposażenie stanowisk pracy
72
4.5.1. Materiał nauczania
72
4.5.2. Pytania sprawdzające
82
4.5.3. Ćwiczenia
82
4.5.4. Sprawdzian postępów
84
5. Sprawdzian osiągnięć
85
6. Literatura
91

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Otrzymujesz poradnik, który będzie Ci pomocny w nabywaniu umiejętności
teoretycznych i praktycznych związanych z wykonywaniem montażu wyrobów przez
klejenie, szycie, zgrzewanie.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia, jakie powinieneś osiągnąć w czasie zajęć edukacyjnych tej jednostki
modułowej.
3. Materiał nauczania umożliwiający Ci samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów.
4. Pytania sprawdzające wiedzę potrzebą do wykonania ćwiczeń.
5. Ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych oraz sprawdzenie
wiadomości teoretycznych.
6. Sprawdzian postępów.
7. Zestaw pytań sprawdzających Twoje opanowanie wiedzy i umiejętności z zakresu całej
jednostki modułowej.
8. Wykaz literatury, którą możesz wykorzystać do poszerzenia wiedzy.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie tak lub nie, co
oznacza, że opanowałeś materiał albo nie.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: Wykonywanie montażu wyrobów, której treści teraz poznasz jest
jednym z elementów modułu „Technologia wytwarzania wyrobów kaletniczych”, którego
schemat jest zamieszczony na stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych i ochrony środowiska,
wynikających z rodzaju wykonywanych prac. Z przepisami tymi zostaniesz zapoznany przed
przystąpieniem do wykonywania ćwiczeń lub zadań produkcyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[01].Z3
Technologia wytwarzania wyrobów
kaletniczych
744[01].Z3.01
Wykonywanie montażu wyrobów
744[01].Z3.02
Zdobienie i wykończanie wyrobów
kaletniczych
744[01].Z3.03
Ocenianie jakości wyrobów
kaletniczych
744[01].Z3.05
Cechowanie, pakowanie oraz
przechowywanie wyrobów
kaletniczych
744[01].Z3.04
Wykonywanie
napraw, renowacji i konserwacji
wyrobów kaletniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
organizować stanowisko pracy zgodnie z wymogami ergonomii,
−
dobierać i stosować odzież ochrony osobistej na stanowiskach montażu wyrobów,
−
charakteryzować materiały podstawowe i pomocnicze,
−
odczytywać i stosować instrukcje technologiczne stosowane w produkcji kaletniczych,
−
określać przydatność surowców i materiałów pomocniczych do produkcji wyrobów
kaletniczych na podstawie ich właściwości fizycznych i budowy chemicznej,
−
rozpoznać i charakteryzować różne wyrobu kaletnicze,
–
wykorzystywać podstawowe prawa chemii, fizyki i mechaniki w procesach produkcji
wyrobów kaletniczych,
–
posługiwać się techniczną i technologiczną terminologią dotyczącą surowców,
materiałów i procesów technologicznych wytwarzania wyrobów kaletniczych,
–
wyjaśniać podstawowe prawa i zasady z zakresu mechaniki, wytrzymałości materiałów,
elektromechaniki, hydromechaniki, termodynamiki i elektroniki,
–
klasyfikować maszyny i urządzenia w zależności od budowy, zasady działania
i zastosowania praktycznego,
–
rozróżniać części maszyn oraz wyjaśnić ich konstrukcję,
–
wyjaśniać zasady działania maszyn i urządzeń oraz możliwości ich zastosowania
w produkcji wyrobów kaletniczych,
–
charakteryzować typy i rodzaje połączeń stosowanych w maszynach,
–
charakteryzować napędy i sterowanie: hydrauliczne, pneumatyczne i elektryczne,
–
charakteryzować parametry techniczne maszyn,
–
posługiwać się dokumentacją technologiczną i techniczną stosowaną w produkcji
wyrobów kaletniczych,
–
posługiwać się przyrządami pomiarowymi,
–
określać zasady eksploatacji maszyn,
–
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
wymagania ergonomii podczas eksploatacji maszyn, urządzeń i narzędzi,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić sposoby montażu wyrobów w zależności od ich konstrukcji i rodzaju
zastosowanych materiałów,
−
zorganizować stanowiska pracy do montażu wyrobów kaletniczych,
−
dobrać metody, techniki i parametry klejenia elementów składowych wyrobów,
−
dobrać kleje do łączenia elementów w zależności od rodzaju i właściwości materiałów,
−
określić zasady przygotowania oraz nanoszenia klejów,
−
wyjaśnić budowę i zasadę działania powlekarek klejem,
−
nanieść klej na płaszczyzny i brzegi elementów wyrobów,
−
wyjaśnić budowę i zasadę działania suszarek: promiennikowej konwekcyjnej, szafkowej,
−
dobrać techniki suszenia powłok klejowych,
−
rozróżnić ściegi i szwy stosowane przy szyciu ręcznym i maszynowym,
−
dobrać ściegi i szwy do rodzaju materiału i konstrukcji wyrobu,
−
sklasyfikować maszyny do szycia,
−
wyjaśnić budowę i zasadę działania maszyn szyjących,
−
określić podstawowe i specjalne wyposażenie maszyn szyjących,
−
dokonać regulacji maszyn szyjących,
−
odczytać schemat kinematyczny maszyn szyjących,
−
przygotować maszynę do pracy,
−
określić zasady czyszczenia i bieżącej konserwacji maszyn szyjących,
−
określić rodzaje oraz numerację igieł i nici,
−
określić parametry ściegów, nici i igieł do szycia maszynowego,
−
zastosować technikę szycia maszynowego,
−
wykonać różnego rodzaju szwy i ściegi maszynowe,
−
zakończyć szwy,
−
dobrać narzędzia i przybory do szycia ręcznego,
−
zszyć ręcznie elementy wyrobów z zastosowaniem różnych ściegów,
−
zinterpretować zjawiska zachodzące podczas zgrzewania materiałów,
−
dobrać materiały i określić parametry procesu zgrzewania,
−
wyjaśnić budowę i zasadę działania zgrzewarek,
−
określić podstawowe wyposażenie zgrzewarek,
−
przygotować zgrzewarkę do pracy,
−
połączyć elementy za pomocą zgrzewania,
−
określić zasady przechowywania i konserwacji elektrod,
−
sporządzić dokumentację produkcji,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony
środowiska w procesach montażu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Montaż wyrobów przez klejenie
4.1.1. Materiał nauczania
W produkcji wyrobów kaletniczych najczęściej stosowane sposoby łączenia elementów
w gotowy wyrób to:
−
montaż przez klejenie,
−
montaż przez szycie ręczne,
−
montaż przez szycie maszynowe,
−
montaż przez zgrzewanie,
−
montaż przy użyciu okuć i łączników sztywnych ( nity, gwoździe, śruby, klamerki, itp.).
W zależności od stosowanej metody montażu konieczne jest zastosowanie różnorodnych
maszyn i urządzeń. Aby możliwe było wykonanie różnorodnych wyrobów kaletniczych
konieczne jest wyposażenie zakładu produkcyjnego w następujące grupy maszyn i urządzeń:
−
urządzenia do nanoszenia kleju,
−
maszyny szyjące,
−
zgrzewarki,
−
urządzenia do wykończania wyrobów.
Trwałość wyrobów klejonych zależy od:
−
doboru kleju,
−
stanu powierzchni łączonych materiałów i jej przygotowania,
−
sposobu przygotowania kleju,
−
suszenia i aktywizacji błony klejowej,
−
prasowania.
W zależności od rodzaju wytwarzanych asortymentów, technik produkcji, a przede
wszystkim rodzaju zastosowanego materiału należy dobrać klej, który będzie się wykazywał
dobrą adhezją i kohezją. Charakterystyka i dobór klejów stosowanych w branży skórzanej
zostały omówione w jednostce modułowej 744[01].Z1.04.
Kolejnym czynnikiem wpływającym na trwałość połączeń klejowych jest stan
powierzchni łączonych materiałów. Powierzchnie do klejenia można przygotować
mechanicznie lub chemicznie. Mechaniczne przygotowanie to przede wszystkim zwiększenie
i rozwinięcie powierzchni, usunięcie zewnętrznej warstwy wykończeniowej. Do ścierania
stosujemy materiały ścierne. Po wykonaniu tej operacji powierzchnię należy oczyścić z pyłu
i zanieczyszczeń.
Chemiczne procesy stosuje się przy klejeniu tworzyw sztucznych, które w głównej
mierze polegają na zmywaniu powierzchni klejonych odpowiednio dobranymi środkami
w celu obniżenia napięcia powierzchniowego i zwiększenia adhezji.
Decydujący wpływ na wnikanie kleju w przygotowane powierzchnie ma jego kleistość,
która zależy od lepkości, czasu stosowania i czasu otwartego kleju.
Lepkość kleju określa się siłą adhezji do podłoża i zależy ona od rodzaju
rozpuszczalnika, jego stężenia, temperatury, rodzaju polimeru będącego podstawą
stosowanego kleju oraz ciśnienia określonego wymaganiami technologicznymi.
Czas stosowania kleju jest to okres jego wykorzystania w cyklu produkcyjnym.
Czas otwarty kleju jest to okres, w którym należy dokonać połączenia klejowego. Określa
się go dla każdego rodzaju kleju i rodzaju łączonych materiałów.
Suszenie powłoki klejowej polega na odparowaniu rozpuszczalnika w odpowiednim
czasie, zależnym od rodzaju stosowanych rozpuszczalników. Należy pamiętać by nie
stosować zbyt wysokich temperatur w początkowym okresie suszenia, które powodują
wytworzenie powłoki, uniemożliwiającej usunięcie rozpuszczalnika z głębszych warstw.
Aktywizacja powłoki klejowej to proces ponownego nadania kleistości naniesionej
i podsuszonej powłoce klejowej poprzez jej ogrzewanie lub oddziaływanie chemiczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Prasowanie to kolejny czynnik wpływający na wytrzymałość połączenia klejowego.
Decydującymi parametrami są ciśnienie i czas, które należy odpowiednio dobrać.
Proces klejenia można podzielić na trzy podstawowe etapy:
1. Doprowadzenie kleju do stanu użyteczności technologicznej.
2. Przygotowanie powierzchni sklejanych materiałów oraz naniesienie kleju.
3. Przemiana kleju w spoinę klejową łączącą materiały sklejane przez zastosowanie:
−
temperatury,
−
ciśnienia,
−
odpowiedniego czasu utwardzenia.
Czynność nanoszenia kleju należy tak przeprowadzić, aby po wysuszeniu warstwa
klejowa miała powierzchnię ciągłą. Klej nanosimy zgodnie z dokumentacją techniczno
technologiczną. Na materiały chłonne jak skóra, tkaniny, tworzywa skóropodobne
poromeryczne klej nanosi się dwukrotnie, natomiast na materiały nie chłonne wystarczy raz.
Klej nanosi się:
−
ręcznie przy użyciu pędzla lub szczotki,
−
mechanicznie przy użyciu powlekarek lub aplikatura.
Nanoszenie kleju ręczne (rys.1) można przeprowadzić trzema sposobami:
1. Smarowanie płaszczyzn – stosowane jest w przypadku tektur, kartonu. Klej rozprowadza
się równomierni od środka, tak, aby płaszczyzna była równo nasycona.
Rys. 1. Rozprowadzenie kleju za pomocą pędzla.[11. s. 67]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
2. Smarowanie brzegów - w tym przypadku, przy seryjnej produkcji możemy zastosować
tzw. smarowanie drabinkowe
3. Smarowanie drobnych części składowych - w celu uniknięcia pracochłonności płytę
szklaną lub blaszaną smarujemy grubą warstwą kleju, następnie układamy na niej
elementy, klej stykając się z nimi nasyca je.
Nanoszenie kleju mechaniczne
W przypadku stosowania klejów w postaci wodnych dyspersji, należy zastosować
natryskowy sposób nanoszenia kleju za pomocą aplikatorów.
Podczas klejenia obowiązują zasady:
1. Klej i jego konsystencję dobieramy w zależności od rodzaju materiału.
2. Należy unikać zbyt grubych powłok, które wywołują tzw. nitkowanie lub przenikanie
przez materiał.
3. W przypadku cienkich tkanin klej nanosimy tylko na brzegi.
4. Przy sklejaniu należy zwrócić uwagę na czystość elementów i stanowiska pracy.
5. Stosując kleje rozpuszczalnikowe należy pamiętać o bezpieczeństwie i higienie pracy.
Zasady bezpiecznej pracy z klejami
1. Stanowisko klejenia powinno być wyposażone w wentylację wyciągową.
2. Ze
względu
na
łatwopalność
rozpuszczalników
zawartych
w
klejach
rozpuszczalnikowych, zabrania się w pobliżu stanowisk klejenia umieszczać urządzenia
iskrzące lub z ogniem otwartym.
Podczas sklejania elementów składowych o dużej powierzchni za pomocą kleju płynnego
można stosować powlekarki płaszczyzn klejem, której widok ogólny i schemat
mechanizmów roboczych jest zilustrowany na rysunku 2.
Rys. 2.
Powlekarka płaszczyzn klejem [24]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Zasadę działania powlekarki przedstawia rysunek 3.
Rys. 3.
Zasada działania powlekarki płaszczyzn klejem [ 4, s.88]:
1) wałek dociskowy, 2) wałek nanoszący klej, 3) palec usuwający nadmiar kleju,
4) wałek pobierający klej, 5) zbiornik kleju.
Powierzchnia robocza płyty powlekarki umożliwia powlekanie klejem dużych elementów
półfabrykatów z kartonu, cienkiej tkaniny, pianki poliuretanowej i innych materiałów
usztywniających lub wypełniających. Maszyna przeznaczona jest do nanoszenia kleju na
zimno lub na gorąco. Do podgrzewania kleju, pod wałkiem pobierającym klej 4 usytuowany
jest pojemnik na klej 5 zanurzony w wanience z podgrzewaną wodą. Silnik elektryczny
wbudowany w obudowę za pomocą paska klinowego obraca wałki pracujące. Do wywołania
niezbędnego nacisku na podawany materiał w czasie jego transportu służy wałek
dociskowy 1. Palce rozdzielające 3, przylegając do obwodu wałka nanoszącego klej 2
usuwają jego nadmiar, który spływa ponownie do zbiornika z klejem. Grubość błony
nanoszonego kleju ustala się według potrzeb, zwiększając bądź zmniejszając szczelinę
między wałkiem podbierającym a nanoszącym.
Do nanoszenia kleju może być stosowana również nakładarka kleju LX 600 (rys.3)
służąca do nanoszenia kleju lateksowego lub dwuskładnikowego na bazie wody na elementy
skórzane lub skóropodobne.
Rys. 4.
Nakładarka kleju LX 600 [29]
1
2
3
4
5

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Suszenie
Proces suszenia polega na usuwaniu wody lub rozpuszczalników organicznych
wprowadzonych wraz z klejami na powierzchnię elementów.
Czas suszenia zależy od:
−
rodzaju i składu chemicznego kleju,
−
temperatury środowiska suszącego,
−
wilgotności względnej powietrza.
W zależności od wielkości produkcji i stopnia mechanizacji suszenie możemy podzielić na:
−
naturalne,
−
sztuczne.
Suszenie naturalne odbywa się w wydzielonych pomieszczeniach i w temperaturze
pokojowej. Wadą tej metody jest zbyt długi czas suszenia.
Po naniesieniu kleju na elementy wyrobu poddaje się je suszeniu. Suszenie może
odbywać się w pracowni lub specjalnie wydzielonym pomieszczeniu w temperaturze
pokojowej i bez zastosowania specjalnych urządzeń lub w specjalnej suszarce szafkowej
przedstawia (rys. 5).
Rys.5. Suszarka szafkowa [18]
Suszenie sztuczne przeprowadza się w komorach konwekcyjnych (rys. 6) lub
w suszarkach promiennikowych.
Rys. 6. Wnętrze suszarki tunelowej konwekcyjnej [21]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Zasadę działania suszarki konwekcyjnej przedstawia rys 7.
Rys. 7. Schemat działania suszarki konwekcyjnej [ 4, s. 92 ]
1) komora susząca, 2) grzejniki powietrza, 3) wentylator.
Źródłem ciepła w najnowszych komorach konwekcyjnych są grzejniki elektryczne 2. Do
wymiany powietrza nasyconego parą służą wentylatory skrzydłowe bądź wirnikowe 3. Ruch
powietrza wywołuje działanie wentylatora i grzejnika.
Suszenie konwekcyjne wymaga dość znacznego wyposażenia technicznego i przebiega
w stosunkowo długim czasie – nawet 2–3 godziny. Metoda promiennikowa umożliwia
skrócenie czasu suszenia do 4–6 min bez ujemnych następstw dla suszonych elementów.
Schemat suszarki promiennikowej przedstawia rys 8.
Rys. 8. Schemat suszarki promiennikowej [ 4, s. 93]:
1) promienniki, 2) suszony wyrób.
W suszarce promiennikowej jako źródła ciepła mogą być zastosowane lampy
promiennikowe podczerwone (rys. 9a) lub inne promienniki podczerwieni (rys. 9b).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
a b
Rys. 9. Żródła ciepła w suszarce promiennikowej:
a) lampa promiennikowa podczerwona
[
25]
b) promiennik podczerwieni [15]
Suszarkę promiennikową o mniejszych gabarytach można zainstalować w dowolnym
miejscu taśmy produkcyjnej.
Nieprawidłowy dobór sposobu i parametrów suszenia może doprowadzić do przesuszenia,
na skutek, którego zniekształcają się elementy.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zasady obowiązują podczas nanoszenia kleju?
2. Jakie wyróżniamy etapy procesu klejenia?
3. Jakie znasz sposoby nanoszenia kleju?
4. Jaki jest czas suszenia naturalnego i sztucznego?
5. Jakie urządzenia można zastosować do suszenia sztucznego?
6. Jakie suszenie jest korzystne dla elementów?
7. Jakie znasz metody suszenia?
8. Jaka jest zasada działania suszarki konwekcyjnej?
9. Jakie czynniki wpływają na proces klejenia?
10. Jakie znasz sposoby przygotowania powierzchni do klejenia?
11. Jakie urządzenia stosowane są do nanoszenia kleju?
12. Jaka jest zasada działania suszarki promiennikowej?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj nanoszenie kleju na brzegi elementów metodą drabinkową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat nanoszenia kleju,
2) stosować zasady bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie gdzie
będzie realizowane ćwiczenie,
3) założyć odzież ochronną,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4) stosować zasady i instrukcje bezpiecznej pracy na stanowisku,
5) zorganizować stanowisko pracy do wykonania ćwiczenia,
6) ustalić szerokość naniesienia kleju,
7) przygotować elementy do nanoszenia kleju metodą drabinkową,
8) przygotować klej,
9) nanieść klej,
10) zapisać wnioski i spostrzeżenia w dzienniczku praktyk.
Wyposażenie stanowiska pracy:
−
linijka,
−
elementy wyrobu,
−
klej,
−
pędzel,
−
papier,
−
stół roboczy z podkładem,
−
opis technologiczny,
−
dzienniczek praktyk,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj nanoszenie kleju na wycięte elementy usztywnienia wyrobu stosując
powlekarkę klejem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat działania i sposobu
nanoszenia kleju za pomocą powlekarki,
2) stosować zasady bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie gdzie
będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) stosować zasady i instrukcje bezpiecznej pracy na stanowisku,
5) zorganizować stanowisko pracy do wykonania ćwiczenia,
6) przygotować elementy usztywnienia do nanoszenia kleju,
7) przygotować maszynę do nanoszenia kleju,
8) nanieść klej,
9) zapisać wnioski i spostrzeżenia w dzienniczku praktyk.
Wyposażenie stanowiska pracy:
−
elementy usztywnienia,
−
klej stosowany w powlekarkach,
−
instrukcja obsługi powlekarki,
−
instrukcja pracy na stanowisku do nanoszenia kleju maszynowego,
−
opis technologiczny,
−
dzienniczek praktyk,
−
przybory do pisania,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Ćwiczenie 3
Dokonaj porównania suszenia naturalnego i sztucznego na podstawie obserwacji
w zakładzie przemysłowym lub warsztatach szkolnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat suszenia naturalnego
i sztucznego,
2) założyć odzież ochronną,
3) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
4) dokonać obserwacji procesu suszenia,
5) zapisać czas i efekty suszenia w obu metodach w dzienniczku praktyk,
6) dokonać analizy zapisanych wniosków,
7) podzielić się uwagami z innymi.
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
instrukcja bezpiecznej pracy na stanowisku do nanoszenia kleju,
−
dzienniczek praktyk,
−
literatura z rozdziału 6.
Ćwiczenie 4
Narysuj schemat i opisz zasadę działania suszarki konwekcyjnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat nanoszenia kleju,
2) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
3) wysłuchać instruktarzu na temat zasad suszenia w suszarkach konwekcyjnych,
4) dokonać obserwacji procesu suszenia w suszarce konwekcyjnej,
5) zapisać czas i efekty suszenia w dzienniczku praktyk,
6) dokonać analizy zapisanych wniosków,
7) podzielić się uwagami z innymi.
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
instrukcja bezpiecznej pracy na stanowisku suszenia,
−
schemat suszarki konwekcyjnej,
−
dzienniczek praktyk,
−
literatura z rozdziału 6.
Ćwiczenie 5
Przygotuj do pracy suszarkę promiennikową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat działania suszarki
promiennikowej,
2) założyć odzież ochronną,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) sprawdzić czy zasilanie urządzenia jest prawidłowo podłączone i nieuszkodzone,
5) włączyć suszarkę,
6) ustawić parametry suszenia,
7) sprawdzić prawidłowość pracy urządzenia.
Wyposażenie stanowiska pracy:
−
suszarka promiennikowa,
−
instrukcja obsługi maszyny,
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować etapy procesu klejenia?
¨
¨
2)
opisać czynniki wpływające na proces suszenia?
¨
¨
3)
rozpoznać urządzenia do suszenia?
¨
¨
4)
opisać sposoby przygotowania powierzchni?
¨
¨
5)
zastosować poznane sposoby nanoszenia kleju?
¨
¨
6)
omówić sposoby suszenia?
¨
¨
7)
wskazać wady i zalety suszenia naturalnego i sztucznego?
¨
¨
8)
wyjaśnić sposób suszenia w suszarkach konwekcyjnej ?
¨
¨
9)
wyjaśnić sposób suszenia w suszarkach promiennikowych?
¨
¨
10) wykonać schemat suszarki konwekcyjnej?
¨
¨
11) wykonać schemat powlekarki klejem?
¨
¨
12) obsłużyć urządzenia do nanoszenia kleju?
¨
¨
13) obsłużyć urządzenia do suszenia elementów i wyrobów?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Montaż wyrobów przez szycie maszynowe
4.2.1. Materiał nauczania
Szycie maszynowe
Szwem nazywamy miejsce łączenia najmniej dwu warstw materiałów ze sobą.
Szycie – jest to łączenie części składowych wyrobów za pomocą ściegów wykonywanych
ręcznie lub maszynowo.
Ścieg – najmniejsza jednostka szwu.
Rozróżniamy następujące ściegi:
1. Ścieg zwarty (rys.10)- utworzony z dwóch nitek krzyżujących się w środku materiałów.
Rys. 10. Schemat ściegu zwartego [2. s.275]
Skok ściegu jest to odległość między dwoma kolejnymi nakłuciami igły.
Rząd ściegów, zwany też gęstością jest to liczba ściegów przypadająca na odcinku 1cm.
2. Ścieg zygzakowy (rys. 11) - stosowany do łączenia elementów na styk, igła przebija raz
jeden raz drugi brzeg elementu.
Rys.11. Schemat ściegu zygzakowego [2. s. 276
]
3. Ścieg łańcuszkowy (rys. 12): jedno i dwu nitkowy.
Ścieg jednonitkowy wykonany jest jedną nitką tworzącą pętlę z jednej strony zszywanych
materiałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 12. Schemat ściegu łańcuszkowego:[2. s. 276]
a - jednonitkowy,
b - dwunitkowy.
4. Ścieg kratkowany (rys. 13) – łączy na styk dwa materiały, które kładzie się stronami
zewnętrznymi do siebie i przeszywa złożone brzegi kierując igłę raz na brzeg, drugi raz
poza brzeg materiałów. Po zszyciu rozkłada się oba materiały.
Rys. 13. Schemat ściegu kratkowanego[2. s. 276]
Szwy łączące:
1. Szew naszywany (rys. 14a) – łączy dwie części składowe przez nałożenie brzegu jednej
części na brzeg drugiej i przeszyciu obu części jednym lub kilkoma rzędami ściegów
zwartych lub łańcuszkowych.
2. Szew zszywany (rys. 14b) – łączy dwie części składowe nałożone na siebie stronami
zewnętrznym. Złożone brzegi zszywa się rzędem ściegów zwartych, a następnie wygładza
brzegi.
Rys. 14. Sposoby łączenia elementów[4.s. 120 ]
a) szew naszywany,
b) szew zszywany,
c) rozłożenie szwu zszywanego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
3. Szew zygzakowy (rys. 15) – łączy dwie części składowe wyrobu złożone na styk
ściegiem zygzakowym.
Rys. 15. Szew zygzakowy.[4. s. 120 ]
4. Przeginany (Rrys. 16) – łączy dwie części składowe, które składa się zewnętrznymi
stronami do siebie, przeszywa brzegi rzędem ściegów zwartych, odwraca części
i ponownie przeszywa takim samym rzędem ściegów zwartych.
Rys. 16. Łączenie dwóch elementów szwem przeginanym. [4. s. 123 ]
5. Szew zszywany z wypustką (rys.17) -– wykonany jest przez zszycie ściegiem zwartym
nałożonych jeden na drugi brzegów części składowych z wystającą wypustką.
Rys. 17. Szew zszywany z wypustką [4. s. 123]
6. Szew lamówkowy zwykły (rys. 18) – łączy lamówkę z brzegiem. Lamówkę składa się na
pół, nakłada na brzeg elementu, a następnie zszywa ściegiem zwartym.
Rys. 18. Szew lamówkowy zwykły [4. s. 124 ]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
7. Szew lamówkowy francuski – łączy lamówkę z brzegiem części składowej wyrobu. Część
składową i lamówkę składa się stronami zewnętrznymi do siebie, przeszywa jednym
rzędem ściegów zwartych, a następnie odwraca i ponownie przeszywa takim samym
rzędem ściegów.
Szwy ozdobne
Szwy ozdobne są wykonywane w celach dekoracyjnych, chociaż w niektórych przypadkach
łączą one i wzmacniają poszczególne części wyrobu. Istnieje wiele szwów ozdobnych, które
zależą od inwencji twórczej projektantów modelarzy. Mogą być jedno lub wielorzędowe
z zastosowaniem wszystkich znanych rodzajów szwów i ściegów. Bardzo często szwy
ozdobne wykonuje się kontrastowymi kolorami nici lub też nićmi grubymi.
1. Szew wszywany z wkładem (rys. 19) – wykonujemy w ten sposób, że pod elementem
umieszcza się wkład (sznurek), który przeszywa się na maszynie dwuigłowej
wyposażonej w prowadnik taśmy. Wkład z obydwu stron wypukłości jest obszyty rzędem
ściegów zwartych lub łańcuszkowych.
Rys. 19. Szew wszywany z wkładem [2. s.280]
2. Szew przegięty bez wkładu (rys.20) – wykonuje się przez przegięcie części składowej
licem na zewnątrz i przeszyciu brzegów ściegiem zwartym w odległości 2-4 mm od
grzbietu przegięcia. Niekiedy jest stosowane rozszycie szwu na tasiemce.
Rys. 20. Szew przegięty bez wkładu [2. s. 280]
3. Szew ozdobny (rys. 21) – wykonany jest wyłącznie w celu ozdoby jednym lub kilkoma
rzędami ściegów w różne konfiguracje. Można zastosować wszystkie rodzaje ściegów.
Rys. 21. Szew ozdobny [2. s.280]
4. Szew ozdobny z perforacją – wykonywany jest podobnie jak ozdobny, z tym, że między
rzędami ściegów znajduje się ozdobna perforacja.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Cykl tworzenia ściegu zwartego
Głównymi mechanizmami tworzenia ściegu zwartego są: igielnica z igłą, chwytacz oraz
naprężacz nici. Do łączenia części składowych wyrobu używa się najczęściej ściegu zwartego
zwanego stębnowym. Ścieg zwarty tworzony jest z dwu nitek, z których jedna – górna-
przechodzi przez uszko igły, druga – dolna – jest wyciągana ze szpulki bębenka. Obie nitki,
przy prawidłowym ich dociągnięciu – powinny krzyżować się w środku zszywanych
materiałów. Zasadę powstania ściegu zwartego dwunitkowego obrazuje rysunek 22.
Rys. 22. Zasada powstawania ściegu zwartego [ 12, s. 122]
1) igła, 2) nitka górna, 3) chwytacz, 4) nitka dolna.
Igła 1 z przewleczoną przez uszko nitką górną 2 przekłuwa warstwę zszywanych
materiałów, poruszając się z górnego zwrotnego położenia w dolne położenie zwrotne. W tym
czasie ostrze obracającego się chwytacza 3 znajduje się przed pionową osią igły. Następnie
igła rozpoczyna ruch w górę i na drodze około 2 mm tworzy pętlę nici górnej i przeprowadza
ją przez bębenek ze szpuleczką z nicią dolną 4. Igła w tym czasie osiąga górne zwrotne
położenie, pozostałe zaś współpracujące mechanizmy ściągają szew i przesuwają warstwę
zszywanych materiałów o długość skoku ściegu. Skok ściegu jest to odległość między dwoma
kolejnymi nakłuciami igły. Rząd ściegów, zwany także szwem, jest to liczba ściegów
przypadających na odcinku 1 cm.
Cykl tworzenia ściegu zwartego odbywa się w czterech fazach (rys. 23).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 23. Fazy powstawania ściegu zwartego [ 3, s. 107]
1) nitka górna, 2) nitka dolna, 3) chwytacz, 4) bębenek.
Faza I. Igła osiąga najniższy punkt zwrotny i rozpoczyna ruch ku górze. Nić górna
tworzy pętlę, którą chwytacz łapie swoim ostrzem i rozpoczyna ruch w prawo.
Faza II. Igła posuwa się szybko w górę. Chwytacz po uchwyceniu ostrzem pętli nici
górnej odprowadza ją naokoło bębenka do połowy. Następuje naprężenie nici górnej.
Faza III. Igła kończy ostatni odcinek ruchu w górę. Chwytacz kończy swój ruch w prawo
(180°), a pętla górnej nici ześlizguje się z ostrza chwytacza i obejmuje nić wychodzącą
z bębenka.
Faza IV. Igła znajduje się w najwyższym punkcie zwrotnym i za chwilę rozpocznie ruch
w dół. Pętla nici górnej z zaczepioną dolną nicią zostaje wciągnięta do środka zszywanego
materiału. Chwytacz wraca do pozycji wyjściowej.
Maszyny szwalnicze stosowane w przemyśle kaletniczym mogą mieć chwytacz
obrotowy. W mechanizmie obrotowym ostrze chwytacza po uchwyceniu pętli nici górnej
przeprowadza ją przez szpuleczkę z nicią dolną, wykonując ruch obrotowy po okręgu koła
(rys. 24). Maszyny z chwytaczami obrotowymi mają wydajność 5000 ściegów na minutę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 24. Zasada tworzenia ściegu zwartego w chwytaczu obrotowym[ 4, s. 108]
Rodzaje igieł stosowanych do szycia
Właściwy dobór igieł do szycia warunkuje trwałość połączeń zszywanych elementów
i wpływa na estetykę wyrobu, gdyż szwy są zarazem elementem zdobniczym. W każdej igle
(rys. 25) rozróżnia się trzy części: kolbę, trzon i ostrze (grot).
Rys. 25. Budowa igły [ 4, s. 109]
Kolba igły, zwana też uchwytem, służąca do zamocowania igły w igielnicy, może być
z jednej strony spłaszczona lub okrągła. Do maszyn przemysłowych używa się wyłącznie
igieł z kolbami okrągłymi.
Na trzonie igły znajdują się dwa rowki: długi i krótki oraz podcięcie. Długi rowek,
w którym mieści się nić, służy do zabezpieczenia jej przed tarciem w czasie przekłuwania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Tkanina
Nić górna
Rowek
Rowek krótki
Położenie ostrza
chwytacza w chwili
chwycenia pętli
nici górnej
Podcięcie przy uszku
Najniższe położenie igły
materiału. Rowek krótki po przeciwległej stronie umożliwia powstanie pętli nici górnej.
Podcięcie pod krótkim rowkiem umożliwia bliższe podejście ostrza chwytaka do
igły (rys. 26).
Rys. 26. Rola rowków i podcięcia przy uszku w igle maszynowej [ 4, s. 109]
Ostrze igły (grot) przy przekłuwaniu powinno być tak ukształtowane, aby nie
powodowało uszkodzenia zszywanych materiałów. Profile ostrzy mogą być różne (rys. 27).
Rys. 27. Przykłady różnych profilów ostrzy igieł: a) okrągłe, b) owalne ukośne,
c) owalne płaskie, d) owalne pionowe, e) trójkątne, f) kwadratowe. [ 4 s. 109]
Do szycia skór używa się w zasadzie igieł o ostrzach owalnych, ułożonych w prawo lub
w lewo w stosunku do osi igły. Igły takie przecinają skórę pod kątem 45° i dlatego mniej
nagrzewają się od igieł okrągłych, które przekłuwając materiał wywołują większy opór. Igły
o ostrzach okrągłych przeznacza się do szycia tkanin, tkanin powlekanych PCW i tworzyw
skóropodobnych itp.
Powierzchnie igieł mogą być niklowane lub chromowane. Igły chromowane mniej się
nagrzewają, dzięki czemu zmniejsza się ilość zerwań nici. Nadają się one szczególnie do
szycia nićmi syntetycznymi.
Każda maszyna szwalnicza jest projektowana z określonym systemem igieł. Dobór igieł
jest podany w instrukcji obsługi maszyny. Użycie igły niezgodnej z instrukcją może
spowodować jej złamanie lub uszkodzenie maszyny. Dobór odpowiedniego numeru igły

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
i kształtu ostrza zależy od grubości nici i rodzaju zszywanych materiałów oraz decyduje
o sprawności szycia i estetyce szwów.
W związku z eksploatacją maszyn szwalniczych różnych firm stosuje się igły
odpowiednich systemów: Pfaff (RFN), Koenigs (RFN), Rhein-Nadel, Singer itp. Według
firmy Singer igły mają trzy oznaczenia wygrawerowane na kolbie, np. 16X1X11. Pierwszy
znak oznacza klasę igły, drugi kształt profilu ostrza (w tym wypadku okrągły), trzeci grubość
trzonu igły. Jeżeli w numeracji igły na drugim miejscu jest cyfra 2, profil ostrza jest płaski
i jest ona przeznaczenia do szycia skór. Igła oznaczona cyfrą l jest przeznaczona do szycia
tkanin i tworzyw skóropodobnych. Igła oznaczona cyfrą 10 jest najcieńsza, a cyfrą 18
najgrubsza.
W celu ujednolicenia, a zarazem uproszczenia systemu oznaczania igieł, wprowadzono
numerację igieł opartą na systemie metrycznym. Na kolbie igły są wygrawerowane dwie
liczby, np. 75X2 lub 70X1. Liczba pierwsza określa grubość trzonu igły, tj. 0,75 mm, liczba
druga oznacza, że ostrze igły jest owalne. W przykładzie drugim grubość trzonu wynosi 0,70
mm, a profil ostrza jest okrągły.
Niektóre zakłady stosują również igły firmy Rhein-Nadel, która specjalizuje się
w produkcji igieł wysokiej jakości. System oznaczania igieł jest tu kombinowany. Oznaczenie
cyfrowe jest poprzedzone znakiem literowym, np. igła R - 16Xl775 odpowiada igle 16X1X11
wg systemu firmy Singer lub igle 75X1 wg systemu metrycznego. Literą R oznacza się igły
o ostrzu okrągłym.
Otrzymanie właściwego szwu w czasie łączenia elementów w gotowy wyrób zależy
głównie od racjonalnej obsługi maszyny szwalniczej, jej regulacji i konserwacji. Bez względu
na klasę, przeznaczenie lub typ maszyny obowiązują stałe zasady użytkowania i obsługi, do
których należy się stosować. Zasady te omówiono poniżej na przykładzie jednogłowej
płaskiej maszyny Łucznik 82.
Zakładanie igły do igielnicy przedstawia rysunek 28.
Rys. 28. Zakładanie igły [ 4, s. 114]
Przed założeniem igły należy obrócić ku sobie koło zamachowe tak, aby igielnica
l osiągnęła najwyższe położenie, następnie rozluźnić nieco wkręt 2 uchwytu, po czym włożyć
doń igłę aż do oporu. Igłę ustawia się w ten sposób, aby jej krótsze wyżłobienie z podcięciem
znajdowało się od strony ostrza chwytacza. Po należytym ustawieniu igły dokręca się wkręt
uchwytu do oporu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Prawidłowe tworzenie się pętli nici i chwytanie tej pętli ostrzem chwytacza będzie
zagwarantowane wówczas, gdy uszko igły w momencie najniższego położenia igły będzie się
znajdowało o 2 – 3 mm poniżej ostrza chwytacza.
Prowadzenie nici górnej i nawlekanie igły przedstawia rysunek 29.
Rys. 29. Prowadzenie i nawlekanie nici górnej [ 4, s. 114 ]:
1) otwór dźwigni, 2) prowadniki, 3) talerzyki naprężacza, 4) sprężynka, 5) haczyk,
6) prowadnik, 7) prowadnik, 8) uszko igielnicy, 9) oczko igły.
Przed nawleczeniem nici do igły należy obrócić koło zamachowe ku sobie tak, aby
dźwignia l osiągnęła najwyższe położenie. Następnie nić przeciąga się kolejno
przez prowadniki 2, talerzyki naprężacza 3, sprężynkę 4, haczyk 5, otwór dźwigni 1,
prowadniki 6 i 7, uszko igielnicy 8 do uszka igły 9. Nić nawleka się do igły od strony jej
dłuższego wyżłobienia. Nawleczony koniec nici powinien wystawać z igły na długość
ok. 8 cm.
Nawlekanie dolnej nici do bębenka przedstawia rysunek 30.
Rys. 30. Nawlekanie nici do bębenka [ 4, s. 115 ]
1) trzpień bębenka, 2) szpuleczka na nici
Bębenek składa się z dwóch części: z bębenka właściwego i ze szpuleczki na nici.
Trzymając w prawej ręce nawiniętą szpileczkę, a w lewej bębenek, nasuwa się ją na trzpień

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
bębenka. Następnie uchwyciwszy koniec nici prawą ręką, należy nić przeciągnąć przez
szczelinę pod sprężynką tak, aby jej koniec wystawał na, zewnątrz co najmniej 8 cm.
Zakładanie bębenka przedstawia rysunek 31.
Rys. 31. Zakładanie bębenka [ 4, s. 115 ]:
1) skrzydełko bębenka, 2) trzpień kosza chwytacza
Igielnicę ustawia się w najwyższym położeniu, a nawleczony bębenek ujmuje się palcami
lewej ręki za odchylone skrzydełko l i nasuwa na trzpień kosza chwytacza 2. Następnie
opuszcza się skrzydełko, a bębenek dociska aż do zatrzaśnięcia. Wyjmowanie bębenka w celu
nawinięcia jego szpuleczki przebiega w odwrotnej kolejności.
Nacisk stopki na warstwę zszywanych materiałów ustala się w zależności od rodzaju tej
warstwy, tj. rodzaju materiałów i grubości warstwy. W przypadku cieńszych i miękkich
materiałów nacisk stopki powinien być odpowiednio mniejszy. Szycie grubszych i bardziej
sztywnych materiałów wymaga zwiększenia nacisku.
Przy zbyt słabym nacisku stopki transport zszywanej warstwy materiałów staje się
utrudniony ze względu na poślizg. Transporter przesuwa wówczas zszywane materiały przy
ograniczonym (zmniejszonym) i nierównomiernym skoku ściegu. Natomiast nadmierny
nacisk stopki powoduje rwanie nici oraz ściąganie, marszczenie, a nawet rwanie materiału.
Żądany nacisk stopki osiąga się przez regulację napięcia sprężyny dociskającej stopkę do
warstwy zszywanych materiałów.
W najczęściej spotykanych rozwiązaniach nacisk stopki reguluje się przez pokręcenie
tulejki wkręconej w korpus głowicy maszyny i nasuniętej na górny fragment drążka stopki.
Pokręcając tulejką 7 wkręconą w korpus głowicy maszyny 2 uzyskuje się zmianę napięcia
sprężyny 3 nasuniętej na drążek stopki 4. Sprężyna działając na uchwyt drążka 5 powoduje
docisk stopki 6 do płytki ściegowej 9. Regulacja polega na wkręcaniu tulejki w celu
zwiększenia nacisku stopki i wykręcaniu tulejki dla zmniejszenia nacisku.
W przypadku konieczności wyregulowania wzniosu stopki nad płytkę ściegową do
wielkości zgodnej z charakterystyką techniczną maszyny, należy odkręcić wkręt uchwytu
drążka 7 i podciągnąć do góry (lub opuścić) drążek stopki aż do osiągnięcia żądanej wielkości
wzniosu.
W takim położeniu, przy wychylonym w górę podnośniku stopki 8, dokręca się wkręt
uchwytu drążka, uzyskując mocne osadzenie drążka w uchwycie.
Regulowanie docisku stopki przedstawia rysunek 32.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 32. Mechanizm regulacji docisku stopki w stębnowej przemysłowej maszynie szwalniczej [1,s.115]:
1) tulejka, 2) głowica maszyny, 3) sprężyna, 4) drążek stopki, 5) uchwyt drążka stopki,
6) stopka, 7) wkręt uchwytu drążka, 8) podnośnik stopki, 9) płytka ściegowa
Regulowanie naprężenia nici górnej i dolnej. Przy prawidłowym naprężeniu obu nici:
górnej i dolnej ścieg zwarty powinien krzyżować się w środku zszywanych materiałów
(rys. 33c). Przeciąganie dolnej nici na wierzch zszywanych materiałów (rys. 33a) może być
następstwem zbyt dużego naprężenia nici górnej lub zbyt małego naprężenia nici dolnej.
Odwrotnie, przeciąganie górnej nici pod materiały zszywane może być, wynikiem zbyt
dużego naprężenia nici dolnej lub zbyt małego nici górnej (rys. 33b).
Rys. 33. Ściegi zwarte [ 4, s. 115 ]:
a) zbyt duży naciąg nici górnej lub zbyt mały dolnej,
b) zbyt mały naciąg nici górnej lub zbyt duży dolnej, c) ścieg prawidłowy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Regulowania naprężenia nici górnej dokonuje się przez dokręcenie nakrętki naprężacza.
Powoduje to zmianę docisku talerzyków naprężacza, między którymi prowadzona jest nić.
Aby zwiększyć naprężenia nici górnej, należy nakrętkę pokręcać w prawo, a w celu
zmniejszenia naprężenia -– w lewo.
Aby uregulować naprężenia nici wysnuwającej się z bębenka, należy za pomocą małego
śrubokręta pokręcić wkręt 2 (rys. 34), dociskający sprężynkę 1. Aby zwiększyć naprężenie
nici, wkręt należy dokręcać, aby zmniejszyć – odkręcać.
Rys. 34. Elementy regulacji naprężenia nici w bębenku [4, s. 115 ]:
1) sprężynka, 2) wkręt dociskający sprężynkę
Najczęstszą przyczyną słabego naprężenia nici w bębenku jest kurz, który gromadząc się
pod sprężynką uniemożliwia jej dokręcenie.
Długość ściegu ustala się przez odpowiednie ustawienie dźwigni regulatora na tabliczce
z podziałką długości ściegu. Ustawienie dźwigni polega na dokręceniu lub odkręceniu
nakrętki dźwigni.
Niektóre maszyny szwalnicze (np. typ Minerva produkcji CSRS) mają inne mechanizmy
do regulacji długości ściegu. Są to albo dźwignie umieszczone na głowicy maszyny, albo
gałki sterujące.
Po prawidłowym założeniu obu nici można przystąpić do szycia.
Przygotowanie maszyny do szycia
Przygotowanie maszyny do szycia obejmuje następujące czynności:
1. Zakładanie igły do igielnicy:
−
igielnica znajduje się w górnym położeniu,
−
rozluźnienie uchwytu,
−
włożenie igły,
−
unieruchomienie igły.
2. Nawlekanie górnej nici do igły – nić przeciągamy przez:
−
prowadniki,
−
talerzyki,
−
sprężynkę,
−
haczyk,
−
oczko dźwigni przyciągacza nici,
−
prowadniki,
−
oczko igły.
Nitkę nawleka się do igły od strony rowka długiego.
3. Nawlekanie dolnej nici do bębenka:
−
szpuleczkę nałożyć na trzpień bębenka,
−
przeciągnąć nić przez szczelinkę pod sprężynką.
4. Zakładanie bębenka na trzpień kosza chwytacza:
−
igielnicę ustawić w najwyższym położeniu,
−
bębenek chwycić za uchylne skrzydełko i umieścić na trzpieniu kosza chwytacza,
−
opuścić skrzydełko i docisnąć aż do zatrzaśnięcia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
5. Regulowanie naprężenia nici dolnej i górnej:
−
naprężenia nici górnej dokonuje się przez dokręcenie lewo lub w prawo nakrętki
naprężacza,
−
naprężenia nici dolnej dokonuje się przez dokręcenie lub odkręcenie śruby
dociskowej sprężynki bębenka,
−
dokonać próby szycia.
Prawidłowa regulacja naprężenia nici powinna zapewnić wiązanie się pętli w środku
zszywanych materiałów. Złe naprężenie nitek powoduje przeciąganie nitki dolnej na wierzch
zszywanych materiałów lub górnej pod spód zszywanych materiałów.
Technika szycia maszynowego
Po prawidłowym założeniu obu nici należy obracając kołem zamachowym wyciągnąć
dolną nić z bębenka. Następnie obie nici układa się pod stopkę lub kółko dociskowe. Kolejna
czynnością jest umieszczenie materiałów pod stopką dociskową i opuszczenie jej ręcznie lub
dźwignią. Przystępując do szycia i kończąc szycie, należy wykonać minimum dwa ściegi
podwójne,,rygielek”. Po zakończeniu szycia stopkę lub kółko dociskowe podnosi się i szyte
elementy wyciąga do tyłu tak, aby końce nici wystawały spod stopki( lub kółka) na odległość
5 cm. Po zakończeniu szycia należy pod stopkę dociskową lub kółko podłożyć kawałek
materiału.
Zasady bezpiecznej pracy przy szyciu maszynowym
W czasie szycia na maszynie należy przestrzegać następujących warunków:
−
w czasie ruchu maszyny nie wolno zdejmować ani nakładać pasów pędnych,
−
osłony ochronne powinny być w dobrym stanie,
−
nie wolno umieszczać odzieży na osłonach maszyn,
−
w pobliżu pasów pędnych nie należy pozostawiać szpulek z nićmi,
−
bez odzieży ochronnej nie należy zbliżać się do maszyny,
−
miejsce pracy powinno być czysto utrzymane,
−
palce lewej ręki można zbliżać do kółka dociskowego lub stopki na odległość 5 mm,
a palce prawej ręki, która podsuwa szyty materiał na odległość 10 mm.,
−
podczas pracy maszyny nie wolno wykonywać żadnych napraw,
−
naprawy wykonuje tylko osoba do tego upoważniona,
−
nie wolno oddalać się od maszyny bez uprzedniego jej wyłączenia.
Klasyfikacja i charakterystyka maszyn szyjących
Szycie w produkcji wyrobów kaletniczych stosowane jest wtedy, gdy wymagane jest
mocne połączenie elementów.
Najczęściej stosowane maszyny szyjące to: maszyna płaska jednogłowa, praworamienna,
leworamienna, zygzak, słupkowe i specjalne. W produkcji wyrobów kaletniczych stosuje się
maszyny różnego typu i dzieli się je:
−
zależnie od rozwiązań konstrukcyjnych na: płaskie, słupkowe, praworamienne,
leworamienne i czołowe (rys.35),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
a b c
d e
Rys. 35. Sylwetki typów maszyn szwalniczych [ 4, s.104]:
a) płaska jednogłowa, b) słupkowa, c) praworamienna, d) leworamienna e) czołowa
−
zależnie od liczby igieł na: jednogłowe i wieloigłowe,
−
zależnie od tworzonego ściegu na: szyjące ściegiem zwartym i szyjące ściegiem
łańcuszkowym,
−
zależnie od rodzaju napędu chwytacza na: maszyny z chwytaczem obrotowym i maszyny
z chwytaczem wahadłowym.
Maszyna szwalnicza składa się z korpusu i głowicy. W korpusie znajduje się silnik
elektryczny, wprowadzający w ruch koło napędowe i za jego pośrednictwem mechanizmy
umieszczone w głowicy.
W głowicy maszyny można wyodrębnić dwa mechanizmy:
−
mechanizm tworzenia ściegu,
−
mechanizm posuwu szytych elementów i regulacji ściegu.
Rysunek 36 przedstawia schemat napędu poszczególnych mechanizmów maszyny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
R
y
s.
36
.O
g
ó
ln
a
bu
d
o
w
a
i
uk
ła
d
k
in
ema
ty
cz
n
y
m
a
szy
n
y
s
zyj
ąc
e
j
śc
ie
g
ie
m
z
w
a
rt
y
m
[
4
,
s.
10
6
]
1)
m
e
ch
a
n
iz
m
t
w
o
rze
n
ia
śc
ie
g
u
,
2)
m
ec
h
a
n
iz
m
r
e
gu
la
cj
i
śc
ie
gu
,
3)
ko
ło
za
m
ac
ho
w
e,
4)
d
źw
ign
ia
p
rz
eci
ąg
a
cz
a
n
ic
i,
5)
i
g
ie
ln
ic
a,
6
)
skr
ęt
ig
ły
,
7)
u
c
h
w
y
t
ig
ły
,
8
)
n
a
kr
ęt
k
a
n
apr
ęż
a
cza

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Maszyna szyjąca płaska zwana stębnówką służy do zszywania elementów wyrobów nie
wymagających uwypuklenia kształtu.
Przykładem maszyn szyjących płaskich jest przedstawiona na rysunku 37 maszyna
Svit 001153.
Rys. 37. Maszyna szyjąca płaska Svit 01153 [ 12, s. 121 ]: 1) korpus, 2) stół, 3) ramię
Do nowoczesnych maszyn płaskich jednogłowych można zaliczyć Stębnówkę CK–8BL
firmy Chikon (rys. 38).
Rys. 38. Stębnówka 1-igłowa, płaska do materiałów bardzo ciężkich Chikon CK – 8BL [22]
Maszyna ta przeznaczona jest do szycia tapicerki samochodowej, wyrobów tapicerskich
i kaletniczych. Maksymalna prędkość szycia wynosi 2400 ściegów/minutę a maksymalna
długość ściegu 8 mm. Maszyna wyposażona jest w potrójny transport i duży chwytacz
poziomy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Pfaff 1245 – 1 (rys. 39) jest uniwersalną stębnówką tapicerską i kaletniczą o potrójnym
transporcie – dolnym i górnym stopkowym oraz igłowym i wysokim skoku górnego
transportu, co zapewnia równy ścieg nawet na zróżnicowanych grubościach materiałów.
Wyposażona jest w szpulkę o dużej pojemności nici, grubość nici może wynosić nawet do
11/3. Możliwe jest zastosowanie wielu oprzyrządowań. Maksymalna prędkość szycia wynosi
2.800 ściegów/min a maksymalna długość ściegu 8mm.
Rys. 39. Stębnówka Pfaff 1245 -1 [41]
Maszyny dwuigłowe służą do zszywania elementów wyrobów dwoma równoległymi
rzędami ściegów zwartych.
Przykładem takiej maszyny jest Dwuigłówka Adler 104-4102S (rys. 40). Stosowana jest
w kaletnictwie, tapicerstwie i obuwnictwie.
Rys. 40. Dwuigłówka Adler 104-4102S [30]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Stębnówki stosowane w produkcji wyrobów kaletniczych mogą być produkowane jako
prawo i leworamienne.
Przykładem takiej maszyny praworamiennej jest stębnówka ramienna Pfaff 335 (rys. 41)
posiadająca potrójny transport oraz centralne smarowanie. Maksymalna prędkość szycia
wynosi 1500 ściegów na minutę a maksymalna długość ściegu 6mm.
Rys. 41. Stębnówka ramienna Pfaff 335 [27]
Stębnówka ramienna Jumbo King (rys. 42) również posiada potrójny transport i centralne
smarowanie. Maksymalna prędkość szycia wynosi 2500 ściegów na minutę a maksymalna
długość ściegu 5 mm.
Rys. 42. Stębnówka ramienna Jumbo King [35]
Przykładem maszyny leworamienne jest dwuigłowa maszyna szyjąca Svit 01085 służąca
do zszywania elementów dwoma równoległymi szwami zwartymi (rys. 43).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 43. Leworamienna dwuigłowa maszyna szyjąca Svit 01085 [ 12, s.137 ]
Nowoczesna stębnówka LLHPW–3B firmy Seiko (rys. 44) charakteryzuje się obrotowym
ramieniem o kącie obrotu 360º i maksymalnej prędkości szycia 1500 ściegów na minutę
i długości ściegu do 6 mm. Maszyna zaopatrzona jest w potrójny transport i pionowy
chwytacz. Przeznaczona jest do szycia różnego rodzaju toreb, waliz itp.
Rys. 44. Stębnówka Seiko LLHPW -3B [34]
W produkcji wyrobów kaletniczych stosowane są także maszyny słupkowe przeznaczone
do zszywania elementów w miejscach trudnodostępnych. Maszyny te należą do grupy maszyn
jednoigłowych, szyjących ściegiem zwartym dwunitkowym, o chwytaczu wykonującym ruch
obrotowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Przykładem takiej maszyny jest maszyna słupkowa Svit 01225 (rys.45).
Rys. 45. Maszyna szyjąca słupkowa Svit 01225 [12, s. 140]
Maszyną słupkową stosowaną w produkcji wyrobów kaletniczych jest stebnówka słupkowa
Pfaff 591 (rys. 46).
Rys. 46. Stębnówka słupowa Pfaff 591 [19]
Maszyna wyposażona jest w transport dolny i górny rolkowy oraz igłowy, o maksymalnej
prędkości szycia 3000 ściegów na minutę i maksymalnej długości ściegu 4,5 mm. Maszyna
posiada pozycjonowanie igły, elektromagnetyczne obcinanie nici, elektropneumatyczne
podnoszenie rolki i automatyczne ryglowanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Nowoczesną maszyna słupkową jest stębnówka słupowa LLHPWN-8B-1-SF-LP firmy
Seiko (rys. 47) o maksymalnej prędkości szycia 1600 ściegów na minutę i długości ściegu
5,5 mm. Maszyna wyposażona jest w potrójny system transportu i pionowy chwytacz.
Rys. 47. Stębnówka słupowa Seiko LLHPWN-8B-1-SF-LP [34]
Maszyny szyjące „zygzak” służą do łączenia elementów szwem zwartym dwunitkowym
zygzakowym. Szew zygzakowy łączy dwa elementy złożone krawędziami na styk. Igła
wykonująca ten szew przekłuwa kolejno na przemian jeden element, a następnie drugi łącząc
je w jedną całość. W tym celu igła zamocowana w igielnicy musi wykonywać oprócz ruchu
postępowo – zwrotnego w kierunku pionowym, ruch w kierunku poziomym prostopadłym do
tworzonego ściegu. Przemieszczanie igły zamocowanej w igielnicy w kierunku prostopadłym
do kierunku tworzonego ściegu następuje wskutek wahadłowego ruchu igielnicy. Budowa
maszyny „zygzak” i działanie jej głównych mechanizmów, poza mechanizmem dodatkowego
wahadłowego napędu igielnicy, transportu zszywanych materiałów i położenia chwytacza
w stosunku do igielnicy, są takie same jak w maszynie płaskiej. Przykładem takiej maszyny
jest maszyna Svit 01216 (rys.48
).
Rys. 48. Maszyna szyjąca „zygzak” Svit 01216 [ 12, s. 135 ]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Nowocześniejszą maszyną szyjącą ściegiem „zygzak” jest maszyna LZ -2284 firmy Juki
(rys. 49).
Rys. 49. Maszyna szyjąca „zygzak” Juki LZ 2284 [39]
Jest to maszyna 1-igłowa, szyjąca tradycyjnym ściegiem typu „zyg – zak” oraz ściegiem
„trójskok” o transporcie ząbkowym. Prędkość maksymalna szycia wynosi 5000 ściegów na
minutę, długość ściegu do 5 mm a szerokość ściegu do 8 mm.
Samowarki są maszynami szyjącymi specjalnie przystosowanymi do przyszywania tzw.
lamówki. Są one maszynami należącymi do grupy maszyn jednoigłowych, szyjących
ściegiem zwartym dwunitkowym, o chwytaczu wykonującym ruch obrotowy. Przykładem
takiej maszyny jest lamowarka Svit 01118 (rys. 50).
Rys. 50. Lamowarka Sirt 01118 [ 12, s. 131]
Mechanizm lamujący (rys. 51) służy do nakładania lamówki na krawędź elementu
wyrobu. Mechanizm ten, którego główną część stanowi uchwyt 1, zamocowany jest na
wsporniku 2 ramienia maszyny. Położenie jego w stosunku do igły 3 i małej stopki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
dociskowej 4 reguluje się śrubami 5 i 6. Kształt uchwytu uzależniony jest od wykonywanej
lamówki. Rysunek przedstawia uchwyt dla lamówki zwykłej, to jest opasującej krawędź
elementu dwustronnie. Inny kształt ma uchwyt dla lamówki francuskiej, tj. opasującej
krawędź elementu jednostronnie.
Rys. 51. Mechanizm lamujący [12, s. 133]
1) uchwyt, 2) wspornik, 3) igła, 4) stopka dociskowa, 5 i 6) śruby dociskowe.
Przykładem nowoczesnej maszyny do lamowania jest stębnówka z cylindrycznym łożem,
wyposażona w lamownik Pfaff 335 (rys 52).
Rys. 52. Lamowarka Pfaff 335 [17]
Przeznaczona jest do szycia w miejscach trudno dostępnych i wyposażona w szpulkę o dużej
pojemności nici (40% więcej), potrójny transport – dolny i górny stopkowy oraz igłowy. Mała
średnica cylindrycznego noża zapewnia wysoki poziom przydatności w produkcji obuwia,
tapicerki i wyrobów kaletniczych. Maksymalna prędkość szycia wynosi 2800 ściegów na
minutę, maksymalna długość ściegu 6mm, skok pionowy górnego transportu 7mm, prześwit
po podniesieniu stopek 14 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Sprawne działanie maszyny zależy w dużej mierze od umiejętnej i starannej konserwacji.
Zły stan maszyny można natychmiast zauważyć, ponieważ maszyna pracuje wtedy ciężko
i głośno.
Do podstawowych zabiegów konserwacyjnych należą:
– racjonalne smarowanie (olejenie) części i zespołów maszyny narażonych na intensywną
pracę,
– okresowe czyszczenie dostępnych części mechanizmów.
Smarowaniu poddaje się wszystkie łożyska wału głównego, łożysko igielnicy, łożyska
wałków napędu chwytacza, mechanizmu posuwu chwytacza i inne węzły ruchowe. W każdej
maszynie szwalniczej miejsca smarowania są oznaczone. Do smarowania maszyn używa się
specjalnego oleju do maszyn. Olej doprowadza się do miejsc smarowania za pomocą olejarek.
Przy ciągłej pracy maszyny smarowanie należy przeprowadzać codziennie. W tym celu do
każdego miejsca smarowania należy doprowadzić nie więcej niż 2 – 3 kropli oleju. Nadmiar
wprowadzonego oleju, powoduje zbędne zanieczyszczenia maszyny i plamienie zszywanych
materiałów.
Czyszczenie maszyny polega na usunięciu z dostępnych miejsc mechanizmów resztek
nici, tkanin, włókien skóry, pyłu, kurzu itp. Na tego rodzaju zanieczyszczenia narażony jest
najczęściej mechanizm tworzenia ściegu, a w nim mechanizm chwytacza i posuwu materiału.
Do usuwania zanieczyszczeń z ząbków mechanizmu posuwu służy mały pędzel
z półtwardego włosia. Aby oczyścić mechanizm chwytacza, należy go rozebrać na części.
Przy stałej pracy maszyny mechanizm ten czyści się, co najmniej raz w tygodniu. Zajmuje się
tym konserwator maszyn. Przy dobrej znajomości szczegółów budowy maszyny szwalniczej
zabieg ten może być wykonany przez pracownika obsługującego maszynę.
Konserwacja silników napędzających maszyny szwalnicze polega na okresowym
smarowaniu łożyska wału i oczyszczaniu silnika z pyłu. Przed rozpoczęciem czyszczenia
silnika maszynę należy wyłączyć z sieci elektrycznej.
W wyniku rozregulowania się niektórych mechanizmów, uszkodzenia części maszyny lub
nieodpowiedniego użytkowania, występują usterki, które uniemożliwiają prawidłowe szycie.
Najczęściej spotykane usterki i sposoby ich usuwania podano w tabeli 1.
Tabela 1. Usterki w pracy maszyn szwalniczych [4, s.119]
Przyczyny usterki
Sposób usunięcia usterki
Ciężka praca maszyny
Maszyna smarowana nieodpowiednim olejem
Miejsca
smarowania
przemyć
benzyną
a następnie smarować właściwym olejem
Nadmierne
zanieczyszczenie
mechanizmu
posuwu pod płytką
Usunąć zanieczyszczenie w postaci pyłu
nicianego itp.
Pas napędowy za mocno naciągnięty
Zmniejszyć odległość między osią silnika
a wałem napędowym
Łamanie się igły
Igła wygięta uderza w ostrze chwytacza lub
stopkę dociskową
Wymienić igłę
Zbędne przeciąganie zszywanych materiałów
- wygięta igła uderza w płytkę ściegową
i łamie się
Posuw
materiału
powinien
przebiegać
samoczynnie – nie pociągać materiału
Naprężenie górnej nici za silne
Zmniejszyć naprężenie górnej nici
Nieprawidłowe
ustawienie
mechanizmów
igielnicy i chwytacza. Igła trafia w chwytacz
i łamie się
Mechanizmy te należy ustawić prawidłowo
(do usunięcia usterki wezwać mechanika)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Zrywanie się górnej nici
Igła umocowana w igielnicy odwrotnie
Igłę należy wyjąć i umocować prawidłowo,
tj. krótszym wyżłobieniem od strony chwytacza
Niewłaściwe przewlekanie nici w prowadnikach
Prowadzenie nici zmienić na właściwe zgodnie
z instrukcją obsługi
Naprężenie górnej nici za silne
Zmniejszyć naprężenie górnej nici
Igła uszkodzona
Wymienić igłę
Uszkodzony prowadnik nici
Prowadnik wymienić lub zeszlifować wewnątrz
drobnoziarnistym płótnem ściernym
Niewłaściwy dobór numerów igły i nici
Dobrać grubość nici tak, aby mieściła się
swobodnie w dłuższym wyżłobieniu
Nić złej jakości
Stosować nici dobrej jakości
Nić zaplątała się na trzpieniu szpulki
Splątaną nić usunąć, wyprowadzić ze szpulki
prawidłowo
Nić zaplątana w mechanizmie chwytacza
Zaplątaną nić usunąć
Zrywanie się dolnej nici
Sprężynka bębenka uszkodzona
Wymienić sprężynki
Źle nawinięta szpuleczka bębenka
Nawinąć nici na szpuleczkę ponownie, a nić
nawlec prawidłowo
Nić zbyt silnie naciągnięta
Naprężenie nici odpowiednio zmniejszyć
Otwór w płytce ściegowej uszkodzony
Wygładzić krawędzie otworu lub wymienić
płytkę
Nić złej jakości
Stosować nici dobrej jakości
Przepuszczanie ściegu
Igła źle założona
Założyć
igłę
prawidłowo,
dociskając
w igielnicę aż do oporu
Krzywa igła
Wymienić igłę
Stępione ostrze chwytacza
Zaostrzyć chwytacz lub wymienić
Zanieczyszczony mechanizm chwytacza
Wyczyścić mechanizm
Przeciąganie dolnej nici na wierzch zszywanego materiału
Zanieczyszczenie bębenka pod sprężynką
Usunąć zanieczyszczenie
Wyżłobienie nicią bębenka lub sprężynki
Wymienić zużyte części
Słabe naprężenie dolnej nici
Dokręcić wkręt sprężynki bębenka
Naprężenie górnej nici za silne
Zmniejszyć naprężenie górnej nici
Przeciąganie górnej nici pod spód zszywanych materiałów
Nić nie została wprowadzona między talerzyki
naprężacza
Wprowadzić nić między talerzyki
Talerzyki naprężacza wytarte
Wymienić talerzyki
Talerzyki naprężacza słabo dociśnięte
Docisnąć talerzyki
Nagromadzony brud lub strzępy nitek między
talerzykami naprężacza
Rozkręcić talerzyki naprężacza i wyczyścić je
Nierównomierna praca mechanizmu posuwu
Ząbki zanieczyszczone
Dokładnie je oczyścić
Ząbki stępione
Wymienić
Ząbki zbyt nisko położone
Uregulować wysokość ząbków do 0,6 mm
ponad płytkę
Zbyt słaby nacisk stopki na zszywane
materiały
Uregulować nacisk stopki na materiały
Ząbki zaolejone
Wytrzeć suchą szmatką

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są ściegi maszynowe?
2. Jakie znasz szwy łączące?
3. Jakie znasz szwy ozdobne?
4. Jakie czynności należy wykonać, aby przygotować maszynę do szycia?
5. Jak powstaje ścieg zwarty?
6. Jakie wady powoduje złe naprężenie nitki dolnej lub górnej?
7. Jak dzielimy maszyny szyjące?
8. Jak zbudowana jest maszyna szyjąca?
9. Jak powstają ściegi w szyciu maszynowym?
10. Jak zbudowana jest igła?
11. Jaka jest numeracja igieł?
12. Jak należy przygotować maszynę do szycia?
13. Jakie rodzaje maszyn szyjących stosowane są w produkcji wyrobów kaletniczy?
14. Do czego służą lamowarki?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie przedstawionych rysunków, określ ściegi i szwy maszynowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat ściegów i szwów
maszynowych,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z rysunkami wybranych ściegów i szwów maszynowych,
4) określić ściegi i szwy maszynowe,
5) uzasadnić wybór nazw ściegów i szwów w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
wybrane rysunki ściegów i szwów,
–
plansze wszystkich ściegów i szwów maszynowych,
–
przybory do pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 2
Przygotuj maszynę praworamienną jednoigłową do szycia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat obsługi i przygotowania
maszyn do szycia,
2) stosować zasady bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie gdzie
będzie realizowane ćwiczenie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
3) założyć odzież ochronną,
4) zapoznać się z instrukcją bezpiecznej pracy na stanowisku,
5) zorganizować stanowisko pracy do wykonania ćwiczenia,
6) założyć igłę do igielnicy,
7) nawlec górną nitkę do igły,
8) nawlec dolną nitkę do bębenka,
9) założyć bębenek na kosz chwytacza,
10) wyregulować naprężenie nici,
11) wykonać próbne szycie.
Wyposażenie stanowiska pracy:
−
nici,
−
igły,
−
wkrętak,
−
maszyna szyjąca praworamienna,
−
próbki materiałów,
−
literatura z rozdziału 6.
Ćwiczenie 3
Rozpoznaj typ maszyny do szycia na podstawie zdjęć (rysunków) przedstawionych przez
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat typów maszyn do szycia,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się ze zdjęciami różnych rodzajów maszyn szyjących stosowanych w produkcji
wyrobów skórzanych,
4) rozpoznać typ maszyny szyjącej,
5) uzasadnić rozpoznanie w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
zdjęcia (rysunki) różnych typów maszyn szyjących stosowanych w produkcji wyrobów
kaletniczych,
–
przybory do pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj przeprowadzenia nici dolnej i górnej w różnych typach maszyn szyjących
stosowanych w produkcji wyrobów kaletniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat obsługi maszyn szyjących,
2) założyć odzież ochronną,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) sprawdzić czy zasilanie maszyny jest prawidłowo podłączone i nieuszkodzone,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
5) sprawdzić prawidłowość pracy wszystkich mechanizmów na biegu jałowym,
6) nawinąć nić na szpuleczkę,
7) włożyć szpuleczkę i nawlec nić do bębenka,
8) założyć bębenek,
9) przeprowadzić nić górną i nawlec igłę.
Wyposażenie stanowiska pracy:
–
różne typy maszyn: płaska, ramienna, słupkowa, zyg – zak.,
–
instrukcje obsługi maszyn,
–
igły,
–
nici,
–
literatura z rozdziału 6.
Ćwiczenie 5
Wykonaj na maszynie szyjącej próbki szwów: zszywany, lamówkowy zwykły,
przeginany, zszywany z wypustką lub wskazane przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat rodzaju i sposobu
wykonania szwów stosowanych w kaletnictwie,
2) założyć odzież ochronną,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) przygotować maszynę do szycia,
5) dokonać próbnego szycia,
6) wykonać wskazane szwy,
7) przedstawić do oceny,
8) podzielić się uwagami z innymi.
Wyposażenie stanowiska pracy:
–
próbki materiału do wykonania szwów,
–
instrukcja obsługi maszyny,
–
igły i nici,
–
materiał do próbnego szycia,
–
wypustka,
–
literatura z rozdziału 6.
Ćwiczenie 6
W oparciu o instrukcję obsługi maszyny szyjącej wskazanej przez nauczyciela, wskaż
zespoły robocze maszyny wymagające smarowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat obsługi i konserwacji
maszyn szyjących,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z instrukcją obsługi maszyny,
4) wymienić i zapisać w zeszycie ćwiczeń zespoły robocze wymagające smarowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Wyposażenie stanowiska pracy:
– instrukcja obsługi maszyny szyjącej,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać typy maszyn szyjących?
¨
¨
2) rozróżnić ściegi i szwy maszynowe?
¨
¨
3) przygotować maszynę do szycia?
¨
¨
4) scharakteryzować typy maszyn szyjących?
¨
¨
5) przeprowadzić nić górna i dolną w różnych typach maszyn?
¨
¨
6)
uregulować naprężenie nici górnej i dolnej w różnych typach
maszyn?
¨
¨
7) ustawić długość ściegu w różnych typach maszyn?
¨
¨
8)
ustawić wznios stopki nad płytką ściegową w różnych typach
maszyn?
¨
¨
9) ustawić nacisk stopki w różnych typach maszyn?
¨
¨
10) przygotować różne typy maszyn do szycia?
¨
¨
11) wykonać szycie różnymi typami maszyn?
¨
¨
12) wskazać nieprawidłowości w szyciu maszynowym?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.3. Montaż wyrobów przez szycie ręczne
4.3.1. Materiał nauczania
Szycie ręczne
Szycie ręczne w kaletnictwie stosuje się, gdy wymagane jest mocne połączenie
elementów, a łączenia tego nie można wykonać maszynowo. Podstawowe narzędzia
stosowane w szyciu ręcznym to: szydła w oprawce, igły, nici, szczypce oraz konik rymarski.
Stosowane są szwy ręczne jednonitkowe i dwunitkowe.
Szwy jednonitkowe wykonywane są jedną igłą i jedną nicią.
Wyróżnia się następujące rodzaje szwów jednonitkowych:
1. Szew prosty (rys. 53) – rozpoczyna się od przekłuwania szydłem dwu elementów, przez
powstałe otwory przeprowadza się igłę z nicią, po wykonaniu drugiego otworu
wprowadza się igłę i dociąga nić do końca, następnie przeciąga się przez pierwszy otwór
i przez drugi z odwrotnej strony. Dalej przeprowadza się na przemian igłę przez
wykonane otwory raz z jednej drugi raz z przeciwnej strony zszywanych materiałów – aż
do zakończenia szwów. Szew zakończa się węzłem między zszywanymi materiałami.
Rys. 53. Szew prosty [4. s. 100]
2. Szew prosty odwracalny (rys. 54) – powstaje, gdy po tych samych nakłuciach wykonuje się
ściegi w odwrotnym kierunku niż szew prosty.
Rys. 54. Szew prosty odwracany [4. s. 100]
3. Szew skośny (rys. 55) – tym różni się od szwu prostego, że otwory w materiale wykonuje
się długim szydłem pod kątem 45
o
do powierzchni. Szew ten stosujemy, gdy pomiędzy
dwoma elementami umieścimy wypełnienie z watoliny czy pianki poliuretanowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rys. 55. Szew skośny [4. s. 100]
4. Szew łańcuszkowy (rys. 56) – stosowany jest, kiedy szycie szwem dwunitkowym jest
utrudnione. Szycie rozpoczyna się od wykonania szydłem dwu prostopadłych otworów.
Prawa strona szwu łańcuszkowego jest podobna do szwu dwunitkowego, zaś strona lewa
wykazuje podwójny układ nici podobny do łańcuszka.
Rys. 56. Szew łańcuszkowy [4. s. 100]
5. Szew dwunitkowy (rys. 57) – wykonuje się dwiema igłami, które są nałożone na końce tej
samej nitki. Obie nitki przechodzą na wylot przez przekłute materiały i przy dwóch
przekłuciach tworzą ścieg zamknięty.
Rys. 57. Szew ręczny dwunitkowy [4. s. 101]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 58 Etapy tworzenia szwu dwunitkowego [4. s.101]
W zależności od ułożenia materiałów wyróżnia się dwie odmiany szwu dwunitkowego:
−
płaski, gdy oba zszywane materiały są ułożone płasko jeden na drugim,
−
szew pod kątem, kiedy brzegi zszywanych materiałów są ustawione pod kątem 90
o
.
Przed przystąpieniem do szycia przygotowuje się nici i igły. Grubość nici zależy od
rodzaju zszywanych materiałów. Nić do szycia ręcznego powinna być prawoskrętna. Aby
określić kierunek skrętu, należy ująć palcami kawałek nici i skręcić prawą ręką do siebie,
obserwując jej zachowanie ( rys. 59).
Rys. 59. Skręcanie nici.: a) prawoskrętna b) lewoskrętna.[ 14 s. 150]
Przygotowanie igieł i nici do szycia obejmuje czynności:
−
przycięcie nici do odpowiedniej długości, długość nitki do szycia jedną igłą nie powinna
przekraczać 1,5 m, a do szycia dwiema igłami 3m.
−
ścienianie końców nici, koniec lub końce nici, w zależności od tego, czy będzie się szyło
jedną, czy dwiema igłami, należy ścienić stożkowo, aby można je było bez trudu wsunąć
w uszko igły.
−
impregnowanie nici, dokonuje się na całej długości nici woskiem pszczelim lub
sztucznym przez przeciąganie jej po wosku. W efekcie szybkiego przeciągania nici wosk
rozgrzewa się i mięknąc pokrywa nić cienką warstwą.
−
nawlekanie igły, koniec nici przewleka się przez ucho igły tak, aby w czasie szycia nitka
nie wysunęła się z ucha igły, w tym celu na końcu nitki wykonuje się trzy otwory
w odstępach ok. 5mm jeden od drugiego i przeciąga przez nie igłę. (rys. 60).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 60. Trzykrotne przeciągnięcie igły przez nitkę [14 s. 152]
Poniżej przedstawiony jest sposób trzymania szydła i przeciągania nici przez osobę
wykonującą szycie ręczne dwiema igłami
.
(rys. 61).
Rys. 61 Przeciąganie nici, sposób trzymania nici i szydła[11 s. 57]
Każdy szew ręczny powinien mieć wzmocnione zakończenie. Szew szyty dwoma nitkami
zakańcza się przez wykonanie dwóch ściegów powrotnych, poczym nitkę z prawej strony
przewleka się przez trzeci z kolei otwór na stronę lewą, dobrze dociąga i obcina nitki na
długości 1–2 mm od powierzchni materiału. Ponowne przekucie otworów na ściegi powrotne
wykonuje się nakłuwakiem (szydłem okrągłym prostym), gdyż szydło mieczowe przechodząc
przez otwór, w którym znajduje się nitka ściegu pierwotnego, mogłoby ją uszkodzić.
W przypadku szwu jednonitkowego, z wyjątkiem pikowanego, zakańcza się szycie również
przez wykonanie dwóch ściegów powrotnych. Po wykonaniu drugiego, powrotnego ściegu
nitka powinna znajdować się po stronie lewej, przy czym przed dociągnięciem ściegu, po
wyciągnięciu końca igły, okręca się nitką kilka razy dookoła i wyciąga nitkę, przez co
wewnątrz zszywanych materiałów tworzy się supeł wzmacniający zakończenie szwu
(rys. 62).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Rys. 62. Zakończenie szycia [ 11 s. 57.]
Wygładzanie szwu ma na celu trwalsze zespolenie ściegów szycia ze zszywanym
materiałem i zabezpieczenia ich przed mechanicznym uszkodzeniem. Przez wygładzanie
szwu ściegi zostają wciśnięte w materiał, a otwory przekłucia – zasklepione. Zależnie od
rodzaju materiału, do wygładzania szwu używa się kostki, młotka lub jego trzonka.
Najczęściej występujące wady podczas szycia ręcznego to: plątanie się nici i wywlekanie
z igły, skręcanie i strzępienie się powierzchni nici, urywanie się ucha igły, nierówne otwory,
nierówny ścieg, nierównomierne naprężenie nitki, prucie szwu oraz duża czasochłonność
i niewygodna pozycja podczas szycia.
Zaletami szycia ręcznego są: możliwość szycia w trudnodostępnych miejscach,
możliwość zszywania twardych i grubych materiałów, tani koszt utrzymania stanowiska pracy
oraz niewysoki stopień kwalifikacji pracownika.
Szycie trokiem
Szycie trokiem służy do łączenia najczęściej na styk, dwu krawędzi elementów, może
spełniać również rolę ozdoby. Trokiem nazywa się wąski pasek skóry lub innego materiału.
Na liniach wyznaczonych do szycia trokiem oznacza się długość ściegów i w miejscach tych
wycina się dziurkaczami otwory, przez które przeciąga się trok.
Wyróżniamy trzy rodzaje szwów trokowych: jednotrokowy (rys. 63a), jednotrokowy
okrętkowy(rys.63 b), dwutrokowy krzyżowy (rys.63 c).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Rys. 63. Szwy trokowe [11. s. 61]
a)jednotrokowy,
b)dwutrokowy okrętkowy,
c)dwutrokowy krzyżowy.
Rys. 64. Cykl tworzenia szwu trokowego [14 s. 159]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Narzędzia i urządzenia do szycia ręcznego
Do podstawowego wyposażenia stanowiska szycia ręcznego należą: szydła w oprawce,
igły, nici, szczypce, konik rymarski, nóż, wosk, kostka do wygładzania szwów, miarka
stalowa, cyrkiel.
Szydła (rys. 65). Są przeznaczone do nakłuwania materiału na ściegi szycia ręcznego, do
znakowania przed szyciem lub do wykonywania w materiale mniejszych otworów. Przekrój
ostrzy szydeł może być okrągły, mieczykowaty lub kwadratowy.
Rys. 65. Szydła [ 4, s.26]
a) szydło,
b) oprawka
Szczypce rymarskie płaskie (rys. 66). Są przeznaczone do przytrzymywania skóry
i naciągania ściegów szwów wykonywanych trokiem.
Rys. 66. Szczypce rymarskie płaskie [ 4, s.26]
Żłobniki (rys. 67). Są przeznaczone do wykonywania rowków w skórach grubszych (np.
blankowych), w których będą schowane nici grubszego szwu ręcznego.
Rys. 67. Żłobniki [ 4, s.26]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Igły rymarskie proste używane są do szycia ręcznego skór. Powinny być wykonane ze
stali węglowej narzędziowej, hartowane, szlifowane, polerowane ( rys.68).
Rys.68 Igły do szycia ręcznego [42]
Konik rymarski jest to ławka drewniana, wsparta na czterech nogach, służąca rymarzowi
do ręcznego szycia w pozycji siedzącej. Boki przedniej części ławki obite są z trzech stron
deseczkami lub listwami, których górne brzegi wystają ponad powierzchnię ławki. Ta część
ławki służy jako stolik do układania narzędzi, przyborów i materiałów podręcznych.
W nieznacznej odległości od przedniej pary nóg umocowane są w ławce drewniane szczęki,
z których jedna jest ruchoma i może być odchylana, druga zaś jest umocowana na stałe za
pomocą klina zaciskowego. Śruba drewniana z nakrętką umożliwia zaciskanie i rozwieranie
szczęk ręcznie, bez użycia klucza. Szczęki powinny być wykonane z twardego drewna. Górne
brzegi szczęk powinny być ścięte skośnie w kierunku do szyjącego, co ułatwia mu szycie. Po
skończeniu pracy szczęki konika powinny być dociśnięte, aby uniknąć ich zniekształceniu
(rys. 69).
Rys. 69 Konik rymarski [rymarstwo s. 68]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielimy szwy ręczne?
2. Jakie znasz szwy ręczne jednonitkowe?
3. Jak wyposażone jest stanowisko do szycia ręcznego?
4. Jak przygotowujemy nici i igły do szycia ręcznego?
5. Jakie znasz szwy trokowe?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
6. Jak zakończamy szwy ręczne?
7. Jakie są odmiany szwu dwunitkowego w zależności od ułożenia materiałów?
8. Jakie występują wady w szyciu ręcznym?
9. Jakie narzędzia i urządzenia służą do szycia ręcznego?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przygotuj nici i nałóż w igłę do wykonania szycia ręcznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat przygotowania nici i igły do
szycia ręcznego,
2) stosować zasady bezpieczeństwa i higieny pracy w warsztatach lub zakładzie gdzie
będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) sprawdzić skręt nici,
6) dociąć nitkę,
7) przygotować nitkę – zaimpregnować,
8) ścienić końce nitki na odpowiednią grubość,
9) nawlec nitkę w igłę,
10) przekłuć trzykrotnie nitkę zgodnie ze sposobem przekłuwania,
11) zsunąć nitkę z igły,
12) przedstawić do oceny,
13) podzielić się uwagami z innym.
Wyposażenie stanowiska pracy:
−
igła,
−
nitka,
−
wosk,
−
nożyczki,
−
nóż,
−
literatura z rozdziału 6.
Ćwiczenie 2
Połącz przygotowane elementy szwem ręcznym jednonitkowym.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat szycia ręcznego
jednonitkowego,
2) stosować zasady bezpieczeństwa i higieny pracy w warsztatach lub zakładzie gdzie
będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) zaznaczyć miejsca szycia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
6) przygotować nitkę,
7) nawlec nitkę,
8) umieścić elementy w koniku rymarskim,
9) wykonać otwory szydłem i przeprowadzać przez nie igłę z nitką,
10) rozpocząć i odpowiednio zakończyć szew,
11) wygładzić szew,
12) wyjąć zszyte elementy z konika rymarskiego.
Wyposażenie stanowiska pracy:
−
elementy do łączenia,
−
igła,
−
nitka,
−
szydło,
−
konik rymarski,
−
wosk,
−
nożyczki,
−
nóż,
−
miarka stalowa,
−
cyrkiel,
−
szczypce,
−
kostka do wygładzania szwu,
−
literatura z rozdziału 6.
Ćwiczenie 3
Przygotowane elementy połącz szwem jednotrokowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat szwów trokowych,
2) stosować zasady bezpieczeństwa i higieny pracy w warsztatach lub zakładzie gdzie
będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) zaznaczyć miejsca szycia,
6) wykonać otwory dziurkaczem,
7) przeprowadzić trok przez wykonane otwory.
Wyposażenie stanowiska pracy:
−
elementy do łączenia,
−
dziurkacz,
−
młotek,
−
trok,
−
miarka stalowa,
−
cyrkiel,
−
płytka do wycinania otworów,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozróżnić ściegi i szwy ręczne?
¨
¨
2)
przygotować nici i igły do szycia ręcznego?
¨
¨
3)
rozróżnić szwy ręczne?
¨
¨
4)
przygotować nici do szycia ręcznego?
¨
¨
5)
wskazać wady powstające przy szyciu ręcznym?
¨
¨
6)
wymienić narzędzia i urządzenia do szycia ręcznego?
¨
¨
7)
wskazać zalety szycia ręcznego?
¨
¨
8)
omówić szwy trokowe?
¨
¨
9)
wykonać szwy ręczne trokowe?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4.4. Montaż wyrobów przez zgrzewanie
4.4.1. Materiał nauczania
Zgrzewaniem pojemnościowym nazywamy łączenie elementów w polu działania prądów
wielkiej częstotliwości. Procesowi zgrzewania ulegają niektóre tworzywa termoplastyczne. Są
to tworzywa, które pod wpływem nagrzewania stają się miękkie, półpłynne to znaczy
przechodzą w stan plastyczny. Po ostudzeniu właściwości plastyczne zanikają, a tworzywo
powraca do stanu pierwotnego. Najważniejsze zgrzewalne tworzywa termoplastyczne to:
miękki polichlorek winylu, twardy–winidur, polistyren, poliamid.
Tworzywa termoplastyczne pod względem elektrycznym są dielektrykami. Dielektryki
nie wykazują przewodzenia prądu elektrycznego, jednak warunkiem przepływu prądu przez
dielektryk jest umieszczenie go w stałym polu elektrycznym np. między okładzinami
kondensatora, do którego przyłożono stałe napięcie. Wówczas obojętne dotychczas cząsteczki
zaczynają wykazywać biegunowość dodatnią i ujemną i jako dipole ulegają przemieszczaniu
stosownie do kierunku przepływu prądu, zjawisko to nosi nazwę polaryzacji (rys. 70).
Rys. 70. Zjawisko polaryzacji dielektryków [2. s. 306]
1 – okładziny kondensatora, 2 – dipole.
Jeżeli elektrody kondensatora zostaną podłączone do źródła prądu zmiennego wówczas
zmiana kierunku pola elektrycznego między elektrodami będzie zmuszała cząsteczki
dielektryka do nieustannej zmiany położenia. Na skutek tarcia, które zachodzi między
drgającymi cząsteczkami, wytwarza się energia cieplna w całej pojemności dielektryka (stąd
nazwa zgrzewanie pojemnościowe).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Częstotliwość prądu przemysłowego w Polsce wynosi 50 cykli/s, tj. 50 Hz, oznacza to, że
jego biegunowość zmienia się 100 razy na sekundę. Ponieważ częstotliwość tego prądu do
zgrzewania pojemnościowego tworzyw termoplastycznych jest zbyt niska, przy nagrzewaniu
pojemnościowym znajdują zastosowanie generatory, które pracując na częstotliwościach ok.
0,5–200 MHz umożliwiają zgrzewanie folii.
Zasada zgrzewania (rys.71) elementów folii termoplastycznych polega na połączeniu ich
przy użyciu ciepła i nacisku. Ponieważ ciepło wytwarza się przez nagrzanie folii wewnątrz
metodą pojemnościową, proces ten nosi nazwę zgrzewania pojemnościowego lub zgrzewania
prądem wielkiej częstotliwości.
Elektrody metalowe l i 2 są podłączone do generatora wielkiej częstotliwości (G). Elektrody
te wraz z zawartymi między nimi foliami 3 i 4, tworzą kondensator grzejny.
Rys. 71. Zasada zgrzewania folii termoplastycznych [4. s. 144]
1, 2 – elektrody, 3, 4 – zgrzewane folie,
G - generator, P - siła docisku.
Prąd elektryczny wielkiej częstotliwości przepływając między elektrodami nagrzewa
materiał, który w ciągu kilku sekund uzyskuje temperaturę zgrzewania. Dodatkowy nacisk (P)
górnej elektrody powoduje trwałe połączenie dwu powierzchni folii. Najwyższą temperaturę
przy zgrzewaniu pojemnościowym osiąga miejsce styku zgrzewanych folii. Natomiast
miejsca zetknięcia obu folii z elektrodami mają niższą temperaturę, gdyż powierzchnie ich są
chłodzone elektrodami; elektrody wykonane z metali mają dobrą przewodność cieplną.
Każde urządzenie do zgrzewania pojemnościowego, zwane zgrzewarką, składa się
z trzech głównych części: generatora wielkiej częstotliwości, elektrod, prasy mechanicznej.
Generator lampowy jest podstawowym urządzeniem zgrzewarki pojemnościowej,
którego zadaniem jest przetwarzanie energii elektrycznej o częstotliwości niskiej
(tj. sieciowej) na energię elektryczną wielkiej częstotliwości. Generatory o niewielkich
mocach mogą pobierać prąd z sieci oświetleniowej o napięciu 220 V, generatory duże muszą
być zasilane z sieci siłowej 3x380 V (tj. prądem trójfazowym).
Elektrody spełniają podwójną rolę: służą do wytwarzania pola elektrycznego w miejscu
łączenia dwu warstw folii oraz przenoszą nacisk na zgrzewany materiał.
Prasy są to konstrukcje mechaniczne wyposażane w mechanizmy przesuwu i docisku
elektrod, natomiast generatory są budowane w postaci szaf stalowych, a z prasami
mechanicznymi mogą być połączone za pomocą przewodów elektrycznych. Generator może
też tworzyć wraz z prasą całość konstrukcyjną, mieszczącą się we wspólnej obudowie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Rodzaje zgrzewarek i elektrod
W zależności od konstrukcji części mechanicznej pras, zgrzewarki możemy podzielić na:
−
rolkowe,
−
odcinkowe.
Zgrzewarki rolkowe wyglądem zewnętrznym i sposobem transportowania materiału
przypominają płaskie maszyny do szycia. Elektrodami zgrzewarki są dwie rolki (rys. 72).
Rys. 72. Elektrody rolkowe do zgrzewania ciągłego [4, s. 147]
1 - rolka górna podłączona do prądu wielkiej częstotliwości, 2 - rolka dolna uziemiona
Górna rolka dociskająca jest podłączona kablem do prądu wielkiej częstotliwości, dolna –
napędowa otrzymuje obroty od silnika elektrycznego, rolka ta jest uziemiona. Generator oraz
układ napędu rolki dolnej są osłonięte obudową zgrzewarki. Prędkość przesuwania się
tworzywa reguluje się w zależności od grubości folii i szerokości złącza.
Ze względu na małą pojemność układu rolek, zgrzewarki tego typu wymagają
częstotliwości prądu powyżej 50 MHz.
Zgrzewarki odcinkowe, w których proces zgrzewania odbywa się w ten sposób, że
w czasie jednorazowego docisku elektrod w ciągu kilku sekund otrzymuje się określony
odcinek złącza dwu lub więcej warstw folii. W zależności od konstrukcji i przeznaczenia
zgrzewarki odcinkowe dzieli się na:
−
zgrzewarki ręczne wyposażone w elektrody szczękowe z dociskiem ręcznym,
przeznaczone do zgrzewania (zamykania) opakowań,
−
zgrzewarki automatyczne przeznaczone do zamykania toreb termoplastycznych ze
środkami farmaceutycznymi lub kosmetycznymi,
−
zgrzewarki mechaniczne ze stołem roboczym.
W kaletnictwie i w galanterii z tworzyw sztucznych powszechne zastosowanie mają
zgrzewarki stołowe.
Budowa, działanie i obsługa uniwersalnej zgrzewarki dociskowej zostanie omówiona na
przykładzie Zgrzewarki ZDK - 1,2/C (rys. 73).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Rys. 73 Zgrzewarka ZDK - 1,2/C [26]
Zgrzewarka ZDK-1,2/C jest przeznaczona do zgrzewania folii termoplastycznych
o łącznej grubości 0,2 – 1,0 mm, przy czym powierzchnia złącza dla elektrody 0,2 x 150 cm
przy grubości folii 2 x 0,3 mm (2 folie o grubości 0,3 mm) wynosi ok. 30 cm. Zgrzewarka ta
znajduje zastosowanie do wyrobu teczek, torebek, pokrowców, okładek na książki i zeszyty
itp.
Zgrzewarka ZDK-1.2/C (rys. 74) składa się z dwu zasadniczych członów: z prasy
silnikowej oraz generatora wielkiej częstotliwości. Prasa jest wmontowana w korpus żeliwny,
który za pośrednictwem stołu stanowiącego płaską przeciwelektrodę, spoczywa na stalowej
szafie. Prasę uruchamia silnik poprzez sprzęgło. Cardana, przekładnię zębatą i śrubę
pociągową, umieszczone w korpusie prasy. Docisk prasy jest regulowany i może być
nastawiany w granicach 60 – 260 kg. Do regulacji docisku służy pokrętło umieszczone nad
zawieszeniem uchwytu elektrody górnej. Do równoległego ustawienia elektrody górnej
w stosunku do stołu (tj. elektrody dolnej) służą cztery śruby zaopatrzone w nakrętki
mocujące.
Generator mocy wielkiej częstotliwości jest wbudowany wewnątrz szafy.
Rys.74. Widok boku zgrzewarki ZDK-1,2/C z osłoniętą rozdzielnią [ 4, s. 149]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Na pulpicie sterowniczym (rys. 75), umieszczonym pod płytą stołu, znajdują się:
−
przełącznik S
1
, będący regulatorem mocy wyjściowej (jest on czterostopniowy od 800 W
do 1200 W),
−
wyłącznik S
4
do wyłączania i włączania zgrzewarki do sieci,
−
pokrętło elektronowego przekaźnika czasowego E
2
(umożliwiającego ustawienie czasu
zgrzewania od 0 do 10 s),
−
wyłącznik S
2
przekaźnika czasowego,
−
dwa przyciski Prasa $ po przeciwległych stronach pulpitu sterującego, przeznaczone do
opuszczania stempla prasy z elektrodą górną,
−
jeden przycisk Prasa # znajdujący się po lewej stronie pulpitu i służący do zwolnienia
nacisku elektrody po zgrzaniu folii,
−
przycisk W. cz. włączający napięcie wielkiej częstotliwości wytwarzane przez generator,
−
czerwona żarówka A
1
sygnalizująca doprowadzenie prądu wielkiej częstotliwości do
elektrody,
−
zielona żarówka A
2
sygnalizująca doprowadzenie prądu z sieci.
Rys.75. Widok z przodu zgrzewarki ZDK-1,2/C [ 4, s. 150]
Proces zgrzewania przebiega w trzech etapach i obejmuje czynności wstępne (l – 3),
dociśnięcie folii (4 – 6) oraz wyjęcie złączonych zgrzewaniem folii (7 – 8).
Przed rozpoczęciem pracy zgrzewarkę podgrzewa się przez l minutę. W tym czasie na
płycie stołu układa się listwę preszpanową grubości ok. l mm i o powierzchni większej od
elektrody górnej. Po ułożeniu dwu warstw folii przeznaczonych do zgrzewania należy
wykonać kolejno następujące czynności:
1. przełącznik S
1
ustawić w położeniu 1,
2. włączyć zgrzewarkę do sieci elektrycznej S
4
, o czym powinna zasygnalizować żarówka
zielona A
2
,
3. pokrętło przekaźnika E
2
ustawić na działce 3 (tj. 3 s),
4. dźwignię S
2
należy ustawić w górnym położeniu,
5. nacisnąć do oporu dwa przyciski Prasa $ oburącz,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
6. przycisk W. cz. nacisnąć do oporu - dopływ prądu wielkiej częstotliwości zasygnalizuje
czerwona żarówka A
2
oraz strzałka amperomierza M1; po 3 sekundach następuje
automatyczne wyłączenie prądu wielkiej częstotliwości i czerwona żarówka gaśnie,
a wskazówka Ml wraca do położenia zerowego,
7. nacisnąć przycisk Prasa # lewą ręką do oporu i zwolnić nacisk, gdy stempel prasy
.powróci do położenia wyjściowego,
8. wyjąć złączone elementy spod prasy.
W zależności od rodzaju i grubości folii przeznaczonych do zgrzewania, zachodzi
konieczność regulacji zgrzewarki. W zakres zabiegów regulacyjnych wchodzą: ustalenie
mocy wyjściowej, regulacja czasu zgrzewania, ustawienie nacisku prasy, regulacja elektrody
głównej i dobór podkładki izolującej. Regulacji tych należy dokonać według instrukcji.
Nowoczesną zgrzewarkę wysokiej częstotliwości przedstawia rysunek 76.
Rys. 76. Zgrzewarka wysokiej częstotliwości nożna model - ZD4000N [23]
Elektrody
Głównym elementem każdej zgrzewarki są elektrody.
W zgrzewarce rolkowej elektrody są w postaci rolek, a w zgrzewarkach typu odcinkowego
elektrody górne są zasadniczym elementem, których konstrukcja i precyzja wykonania ma
wpływ na wytrzymałość i estetykę złącza. Elektrody te wykonuje się z miedzi, mosiądzu lub
aluminium, ze względu na dobrą przewodność elektryczną i cieplną tych metali.
Bez względu na rodzaj materiału użytego do wykonania elektrody należy uwzględnić
następujące wymagania:
−
szerokość powierzchni roboczej elektrody na całej jej długości powinna być jednakowa,
w przypadku niedotrzymania tego warunku moc złącza jest osłabiona na skutek
nierównomiernego nacisku prasy,
−
szerokość powierzchni roboczej elektrody musi być tak dobrana, aby gwarantowała
w
ł
aściwą moc złącza; za szeroka powierzchnia robocza pociąga za sobą zwiększenie
poboru mocy, mimo to nie zapewnia wymaganej trwałości złącza,
−
krawędzie płaszczyzny elektrody zgrzewającej nie mogą być ostre lecz zaokrąglone
(rys. 77).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Rys. 77. Profilowane płaszczyzny grzejne elektrody górnej [ 4, s. 154]
Konstrukcja elektrod jest podyktowana ich przeznaczeniem. Wyróżnia się następujące
typy elektrod: klasyczne, taśmowe, z krawędzią tnącą oraz tłoczące.
1. Elektroda klasyczna jest wykonana w całości ze stali. (rys. 78). Przeznaczona jest do
zgrzewania dwu lub więcej warstw folii wzdłuż linii prostych. Jej masywna konstrukcja
umożliwia przeniesienie nacisku prasy na złącza długości nawet ponad l m.
Rys. 78. Elektrody klasyczne [4. s. 154]
1 – płyta mocująca elektrodę, 2 – ceownik stalowy,
3 – teownik stalowy, 4 – elektroda właściwa.
2. Elektroda taśmowa (Rys. 79) wykonuje się ją z listwy(taśmy) metalowej o odpowiedniej
szerokości ( 1,5 – 2 cm) i grubości ( 1–2 mm) wyginając według konturów zgrzewanego
wyrobu. Znalazła szerokie zastosowanie w kaletnictwie.
Rys. 79. Elektrody taśmowe [4. s.155]
a - elektroda (poniżej element zgrzewany)
b - korpus z przymocowaną elektrodą

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
3. Elektroda z krawędzią tnącą przeznaczona do zgrzewania i równoczesnego obcinania
materiału. Rysunek 80 przedstawia przekrój poprzeczny części roboczej elektrody:
a) z krawędzią tnącą wystającą, b) z krawędzią tnącą ukośną.
Elektroda z krawędzią tnącą jest oddzielona od płaszczyzny zgrzewającej niewielkim
wyżłobieniem, aby w czasie zgrzewania folii mogła się w tym miejscu uformować niewielka
wypukłość, która wzmacnia brzeg złącza i stanowi równocześnie motyw zdobniczy. Krawędź
tnąca powinna wystawać ponad płaszczyznę elektrody zgrzewającej o odcinek równy połowie
zgrzewanych materiałów.
Rys. 80. Elektrody z krawędziami tnącymi [4. s. 156]
a – elektroda typowa, b – elektroda skośna,
1 – elektroda, 2 – wyżłobienie, 3 – krawędź tnąca.
4. Elektrody tłoczące – przeznaczone do wyciskania na wyrobach z folii emblematów, cyfr,
ozdób, znaków fabrycznych itp. Płaszczyzny tłoczące takich elektrod są odpowiednio
grawerowane mechanicznie (na frezarkach) lub wytrawiane metodą chemiczną.
Przy zgrzewaniu elementów możemy zastosować różne rodzaje szwów, które zostały
przedstawione na rysunku 81.
Rys. 81. Rodzaje szwów zgrzewanych [2. s. 310]
a – na zakładkę, b – płaski tępy, c – płaski czołowy,
d – płaski czołowy wzmocniony, e – na zakładkę podwójny,
f – na zakładkę nie zgrzewalne , wkładka środkowa zgrzewalna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Spawanie ultradźwiękowe
Niektóre wyroby kaletnicze, jak torby gospodarcze przeznaczone do przenoszenia
artykułów żywnościowych, futerały do dowodów osobistych, różnej wielkości etui, na paski
damskie, skoroszyty biurowe, teczki itp., są wytwarzane masowo nie tylko metodą
zgrzewania prądami wielkiej częstotliwości, ale również techniką spawania ultradźwiękami.
Technika spawania ultradźwiękami polega na połączeniu materiałów w sposób trwały
z zastosowaniem wibracji. Technikę spawania ultradźwiękowego stosuje się do łączenia
elementów z tworzyw termoplastycznych, a także z tkanin i dzianin z materiałami
syntetycznymi ( udział włókien naturalnych w stosunku do tworzyw termoplastycznych nie
może przekroczyć 35%).
Wytworzony w generatorze prąd wielkiej częstotliwości jest doprowadzany do
urządzenia spawalniczego, którym elektromagnetyczna oscylacja przekształca się w drgania
mechaniczne o częstotliwości równej częstotliwości prądu wielkiej częstotliwości.
Ultradźwiękowy przetwornik za pośrednictwem tzw. sonotrody przenosi wytwarzane
drganiami ciepło na spawane materiały. Pod naciskiem sonotrody oba materiały stapiają się
i po schłodzeniu trwale się łączą.
Ultradźwiękowa maszyna spawalnicza wyglądem zewnętrznym przypomina płaską
maszynę szwalniczą (rys. 82). Znajduje ona zastosowanie do łączenia spawaniem niektórych
tkanin
i
dzianin
materiałami
syntetycznymi
poliestrowymi,
polipropylenowymi
modyfikowanymi. Udział włókien naturalnych w tkaninach nie może przekraczać 85%
w stosunku do tworzyw termoplastycznych. Przy wyższym udziale włókien naturalnych
spawanie ultradźwiękami nie jest możliwe.
Rys. 82. Ultradźwiękowa spawarka[ 4, s. 159]:
a) widok ogólny, b) zasada spawania l - generator prądu w.cz., 2 - sonotroda,
3 - przetwornik dźwiękowy, 4 - element łączący, 5 - spawane elementy. 6 - kółko transportujące
Nowoczesną spawarkę ultradźwiękową przedstawia rys. 83.
Rys. 83. Maszyna Pfaff do ultradźwiękowego zgrzewania kl 8310 -003/007[40]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Przez wymianę, kółek transportujących o różnych wzorach uzyskuje się odpowiednie
wzory szwów odciskanych na spawie łączonych materiałów.
Prędkość posuwu materiałów spawanych można regulować maksymalnie do 18 m/min.
Na rysunku 84 i 85 przedstawiono nowoczesne zgrzewarki ultradźwiękowe.
Rys.84. Ultradźwiękowa stacjonarna zgrzewarka do tworzyw
termoplastycznych typ UPS-M 2020 (prod. Sirius It.) [37]
Rys. 85. Ultradźwiękowa ręczna zgrzewarka do tworzyw
termoplastycznych (prod. Sirius It.) [36]
Higiena i bezpieczeństwo pracy przy obsłudze zgrzewarek
Jakość wyrobów z folii oraz wydajna praca na zgrzewarkach zależy nie tylko od
precyzyjnej konstrukcji i wykończenia elektrod, ale w równym stopniu od racjonalnej ich
konserwacji.
W procesie zgrzewania, na skutek zanieczyszczeń na powierzchni folii czy w samej folii
lub zabrudzeń elektrod, następują wyładowania elektryczne objawiające się iskrzeniem. Na
skutek słabego iskrzenia na elektrodach powstaje nalot, zaś w wypadku wyładowań
płaszczyzna robocza elektrody może ulec uszkodzeniu, które objawia się chropowaceniem
materiału. Nalot i uszkodzenia płytkie usuwa się przez polerowanie za pomocą pasty
polerskiej lub drobnoziarnistego papieru ściernego. Uszkodzenia głębsze powodują
konieczność przeszlifowania elektrody.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
Generator wielkiej częstotliwości zgrzewarki pojemnościowej, a w szczególności
elektrody zgrzewarki są źródłem promieniowania fal elektromagnetycznych. Pracownicy
obsługujący zgrzewarkę przebywając dłuższy czas w zasięgu tego promieniowania mogą
(szczególnie osoby wrażliwe) uskarżać się na złe samopoczucie, będące wynikiem
szkodliwego oddziaływania promieni na system nerwowy. W takim wypadku pracownicy ci
powinni bezzwłocznie zwrócić się do lekarza.
Odpowiednie przepisy przewidują, że nawet w wypadku braku zaburzeń pracownicy
obsługujący zgrzewarki muszą, co najmniej raz w roku poddawać się kontroli lekarskiej.
Ewentualne zaburzenia systemu nerwowego mijają po zmianie rodzaju pracy.
Elektroda górna podczas pracy może znajdować się pod napięciem kilkuset, a nawet
kilku tysięcy woltów. Mimo tak wysokiego napięcia prądy wielkiej częstotliwości nie
zagrażają życiu człowieka, gdyż powstający prąd przepływa głównie po skórze porażonego.
Dotknięcie jednak elektrody może spowodować bolesne i trudno gojące się poparzenie.
Realne niebezpieczeństwo porażenia prądem stanowią przewody doprowadzające z sieci
prąd. Śmiertelne porażenie prądem może nastąpić w wypadku, kiedy zgrzewarka jest nie
uziemiona.
Główne zasady obsługi i eksploatacji zgrzewarek:
1. każda zgrzewarka powinna być należycie uziemiona;
2. osłony rozdzielni i generatora powinny być w czasie pracy zamknięte;
3. pracownicy obsługujący zgrzewarkę powinni zachować szczególną ostrożność w czasie
manipulowania materiałem, aby podczas zgrzewania nie dotknąć elektrod;
4. wszelkie naprawy czy usuwanie wad w pracy zgrzewarki należy przeprowadzać po
wyłączeniu zgrzewarki z sieci zasilającej;
5. konserwacja, regulacja lub usuwanie usterek w pracy zgrzewarki mogą być dokonywane
przez elektryka lub uprawnionego technika;
6. pracownicy obsługujący zgrzewarki, co najmniej raz w roku powinni poddać się kontroli
lekarskiej.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym charakteryzują się dielektryki?
2. Na czym polega zjawisko polaryzacji?
3. Jakie tworzywa ulegają procesowi zgrzewania pojemnościowego?
4. Jak zbudowana jest zgrzewarka?
5. Jakie rodzaje zgrzewarek stosuje się w produkcji wyrobów kaletniczych?
6. Jakie urządzenia stosujemy do spawania ultradźwiękami?
7. Z jakich materiałów wykonywane są elektrody?
8. Na czym polega zasada zgrzewania pojemnościowego?
9. Jakie znasz rodzaje zgrzewarek?
10. Jakie znasz rodzaje elektrod?
11. Jakie materiały możemy łączyć techniką spawania ultradźwiękowego?
12. Na czym polega technika spawania ultradźwiękowego?
13. Jakie są zasady obsługi zgrzewarek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
4.4.3. Ćwiczenia
Ćwiczenie 1
Dobierz urządzenia do wykonania wyrobu kaletniczego z folii.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat zgrzewania wyrobów,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z wybranym wyrobem,
4) dobrać urządzenia do montażu wybranego wyrobu,
5) dobrać rodzaj elektrody do wybranej zgrzewarki,
6) uzasadnić pisemnie dokonany wybór urządzeń.
Wyposażenie stanowiska pracy:
– różne wyroby kaletnicze wykonane z folii,
– prospekty maszyn do zgrzewania,
– rysunki, zdjęcia lub prospekty elektrod do zgrzewarek,
– przybory do pisania,
– zeszyt,
– literatura z rozdziału 6.
Ćwiczenie 2
Nazwij przedstawione elektrody i omów ich przeznaczenie i budowę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat elektrod,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
5) zorganizować stanowisko pracy do wykonania ćwiczenia,
6) dokonać oględzin przedstawionych elektrod,
7) pogrupować elektrody,
8) zapisać obserwacje w dzienniczku praktyk.
Wyposażenie stanowiska pracy:
−
różne typy elektrod,
−
stół roboczy,
−
przybory do pisania,
−
dzienniczek praktyk,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Ćwiczenie 3
Przygotuj zgrzewarkę odcinkową do pracy, przestrzegając higieny i bezpieczeństwa
pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat obsługi zgrzewarki,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
5) zorganizować stanowisko pracy,
6) sprawdzić osłony rozdzielni generatora,
7) zamocować elektrodę,
8) dokonać regulacji położenia elektrody górnej,
9) włączyć zgrzewarkę do sieci elektrycznej,
10) sprawdzić uziemienie,
11) dokonać regulacji parametrów zgrzewania,
12) dobierać podkładki izolujące.
Wyposażenie stanowiska pracy:
−
zgrzewarka odcinkowa,
−
elektrody,
−
wkrętak,
−
instrukcja obsługi maszyny,
−
literatura z rozdziału 6.
Ćwiczenie 4
Sprawdź, czy zgrzewarka jest prawidłowo przygotowana do eksploatacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat eksploatacji zgrzewarek,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z wybranym modelem zgrzewarki,
4) zapoznać się z instrukcją użytkowania zgrzewarki,
5) sprawdzić, czy zgrzewarka ma prawidłowe i nie uszkodzone podłączenie do źródła prądu,
6) sprawdzić, czy urządzenie jest prawidłowo uziemione,
7) sprawdzić, czy zgrzewarka posiada konieczne osłony rozdzielni i generatora i czy są one
zamknięte,
8) zapisać wyniki sprawdzenia w zeszycie.
Wyposażenie stanowiska pracy:
– zgrzewarka do folii,
– instrukcja pracy zgrzewarki,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podać zasadę zgrzewania?
¨
¨
2) opisać materiały ulegające procesowi zgrzewania?
¨
¨
3) omówić zjawisko polaryzacji?
¨
¨
4) scharakteryzować urządzenia do zgrzewania prądem wysokiej
częstotliwości?
¨
¨
5) obsłużyć
urządzenia
do
zgrzewania
prądem
wysokiej
częstotliwości?
¨
¨
6) omówić typy elektrod?
¨
¨
7) dokonać konserwacji i przechować elektrody?
¨
¨
8) rozpoznać urządzenia do zgrzewania ultradźwiękami?
¨
¨
9) scharakteryzować urządzenia do zgrzewania ultradźwiękami?
¨
¨
10) obsłużyć urządzenia do zgrzewania ultradźwiękami?
¨
¨
11)
zastosować przepisy bezpieczeństwa i higieny pracy przy
obsłudze zgrzewarek?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
4.5. Organizacja i wyposażenie stanowisk pracy
4.5.1. Materiał nauczania
Za stanowisko pracy należy uważać część powierzchni produkcyjnej przestrzennie
ograniczonej, wyposażonej w narzędzia, przyrządy i urządzenia, na której pracownik
wykonuje swoje zadanie. Rozplanowanie i wyposażenie stanowiska pracy zależy od poziomu
specjalizacji pracy procesu technologicznego. Czynniki wpływające na organizację
stanowiska pracy:
1. Powierzchnia stanowiska pracy zależy od wielkości środków pracy (np. gabarytu
maszyn). Ważne jest, aby zasięg ruchów wykonywanych na danym stanowisku był
możliwie najkrótszy, a także by istniała możliwość pracowania obiema rękami.
2. Wyposażenie w środki pracy – dobrze przygotowane maszyny, dostateczna ilość części
zamiennych, dobra jakość narzędzi itp. wpływają nie tylko na spokojny przebieg pracy,
ale również podnoszą jej wydajność i jakość.
3. Rozmieszczenie narzędzi, urządzeń i materialów – w znacznym stopniu decyduje
o racjonalnym wykorzystaniu czasu roboczego. Narzędzia pracy powinny być
rozmieszczone w zasięgu ręki, materiały odpowiednio posortowane i rozmieszczone
blisko stanowiska pracy.
4. Oświetlenie – oddziałuje na samopoczucie człowieka, jego zdolność postrzegania, a tym
samym na wydajność pracy. Prawidłowe oświetlenie pobudza do pracy, zwiększa
pewność działania, przyczynia się do utrzymania porządku i czystości na stanowisku
pracy, chroni wzrok pracownika przed osłabieniem.
5. Klimatyzacja – zespół czynników w skład, których wchodzą: temperatura, wilgotność
i ruch powietrza. Temperatura pomieszczenia wpływa na gospodarkę cieplną
w organizmie człowieka, co decyduje o jego stanie psychofizycznym. Ze wzrostem
temperatury nawet o kilka stopni w stosunku do normy spada wydajność i pogarsza się
jakość produkcji. Korzystny wpływ na gospodarkę cieplną w organizmie człowieka ma
powietrze o właściwej wilgotności. Para niepochłonięta na skutek znacznego nasycenia
się powietrza skrapla się wyzwalając ciepło, które podnosi temperaturę. Hamuje to
odparowanie potu i powoduje przegrzanie organizmu. W temperaturach niskich zbytnia
wilgotność oziębia organizm ludzki.
6. Wentylacja – możemy podzielić na miejscową i ogólną. Wentylację miejscową wywiewną
stosuje się do usuwania szkodliwych wydzielin z miejsca ich powstawania, natomiast
wentylację nawiewną do doprowadzenia do miejsca pracy powietrza o odpowiedniej
temperaturze i wilgotności.
7. Zaopatrywanie miejsca pracy w materiały i półfabrykaty – ma duży wpływ na poziom
wydajności pracy. Jeżeli pracownik ma dostarczony materiał bezpośrednio na stanowisko
pracy może się wtedy skoncentrować wyłącznie na wykonywaniu powierzonego zadania.
8. Dokumentacja – związana z organizacją stanowiska jest dość różna. Spośród wielu
dokumentacji najczęściej pracownik styka się np. z planem dziennym krojczego, kartą
pracy robotnika akordowego, limitami zużycia materiałów.
BHP na stanowisku pracy
O pracy człowieka jej rezultatach i wpływie na zdrowie pracownika decydują warunki,
w jakich się ona odbywa. Ważne jest czy pracuje on w pomieszczeniu widnym, czystym,
higienicznym czy też, w wilgoci w powietrzu zanieczyszczonym szkodliwymi dla zdrowia
pyłami i parami, w których istnieje możliwość powstania wypadku powodującego nierzadko
kalectwo lub śmierć.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
Główne zagrożenia i przyczyny wypadków to:
−
zły stan maszyn i urządzeń,
−
brak odpowiednich zabezpieczeń, nieodpowiednio przeszkolony pracownik,
−
nieznajomość i nieprzestrzeganie przepisów BHP,
−
wadliwa instalacja elektryczna,
−
źle działająca wentylacja,
−
niewłaściwe oświetlenie,
Czynniki wpływające na bezpieczeństwo i higienę pracy:
−
fizjologia pracy, czyli zjawiska zachodzące w organizmie pracownika podczas
wykonywania czynności, sposób regeneracji sił, racjonalny odpoczynek itp.
−
pozycja przy pracy – określona w przepisach i zaleceniach dotyczących optymalnych
warunków pozycji pracownika przy wykonywaniu czynności.
−
higiena pomieszczeń pracy, a więc wpływ mikroklimatu na samopoczucie i zdolność do
pracy, czystość powietrza w pomieszczeniach pracowni lub warsztatu.
Substancje szkodliwe dla zdrowia:
−
wibracja i hałas,
−
ogrzewanie, oświetlenie,
−
kultura miejsca pracy,
−
urządzenia sanitarne,
−
odzież ochronna i robocza,
−
osobisty sprzęt ochronny.
Zagrożenia techniczne:
−
transport wewnątrz zakładowy,
−
narzędzia ręczne,
−
zabezpieczenia maszyn,
−
urządzenia elektryczne,
Przed przystąpieniem do pracy każdy pracownik przechodzi przeszkolenie wstępne.
Narzędzia i urządzenia do montażu
Zakłady produkujące wyroby kaletnicze, aby dobrze funkcjonowały, powinny być
wyposażone w niezbędny komplet narzędzi potrzebnych do wytwarzania wyrobów
kaletniczych np. młotki, nagłowniki, wycinaki, kowadełka, żłobniki, szydła, szczypce,
liniarki, naczynia na klej, pędzle itp.
Liniowanie jest czynnością polegającą na wyciskaniu na brzegach wyrobu trwałych linii
w celu nadania im estetycznego wyglądu.
Liniowanie ręczne przeprowadza się za pomocą ręcznych liniarek na idealnie gładkiej
płycie marmurowej
Liniarka ręczna do liniowania na zimno (rys. 86) wykonana jest z drewna twardego.
Powierzchnia części roboczej ma kształt prostokąta o wymiarach 20 – 30 x 10 – 12 mm.
Środkowa część liniarki może mieć dowolny kształt, który powinien umożliwiać wygodne
i mocne trzymanie liniarki w czasie liniowania. Na powierzchni roboczej wzdłuż dłuższych
boków liniarki wycięte są dwa grzbiety równolegle w stosunku do siebie. Grzbiet skrajny
służy do prowadzenia jej w czasie liniowania przy boku części składowej wyrobu. Jest on
wyższy od sąsiedniego grzbietu przeznaczonego do liniowania o 1,5 – 2,0 mm. Odległość
między grzbietami wynosi 1,0 – 2,5 mm, zależnie od odległości wykonywanych linii od
krawędzi liniowanego przedmiotu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
Rys. 86. Liniarki ręczne do liniowania na zimno, [4, s. 29 ]
Liniarka ręczna stalowa (rys. 87) służy do liniowania na gorąco. Składa się z części
roboczej wykonanej ze stali oraz z drewnianej rączki. Część robocza może mieć różny profil
i promień krzywizny.
Rys. 87. Liniarki ręczne stalowe [4, s. 29 ]
a) pojedyńcze o różnych łukach części roboczej, b) uniwersalne
Do liniowania ręcznego dużych elementów stosuje się liniarkę ręczną elektryczną
(rys. 88).
Rys. 88. Liniarka ręczna elektryczna [4, s. 29 ]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
Częścią pracującą jest stalowa końcówka ogrzewana spiralą grzejną zasilaną
z transformatora o napięciu 24V. Liniarka tego typu może zastąpić inne liniarki ręczne,
ponieważ jej końcówkę można dowolnie wymieniać. Dzięki stałemu zasilaniu końcówki
prądem elektrycznym likwiduje się przerwy na podgrzewanie liniarek tradycyjnych.
Elementy o brzegach prostych można liniować maszynowo. Mechanizm roboczy liniarki
(rys. 89) składa się z dwu par walców.
Rys. 89. Mechanizm roboczy mechanicznej liniarki do pasów [4, s. 129 ]
Po uruchomieniu maszyny walec górny, podgrzany do wymaganej temperatury, dociska
pasek do walca dolnego i wyciska na skórze odpowiednie linie, a druga para walców
transportuje pasek. Na powierzchni elementów można również wytłoczyć ozdobne desenie.
Do tego celu używa się tłoczarki (rys. 90), której działanie polega na tej samej zasadzie co
praca liniarki. Elementem wyciskającym deseń jest specjalnie grawerowany walec.
Rys. 90. Tłoczarka mechaniczna [4, s. 130 ]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
Okuwanie wyrobów polega na umocowywaniu części metalowych na elementach
wyrobu lub na wyrobie gotowym. Przymocowanie okuć odbywa się w czasie montowania
wyrobu za pomocą szycia, nitów lub przez zaciskanie.
Czynności okuwania można wykonywać ręcznie przy pomocy prostych narzędzi takich
jak wycinaki na dziurki (rys.91), młotki (rys. 92) i nagłowniki do wyrównywania główek
nitów po ich rozklepaniu (rys. 93). Ze szczegółowym sposobem montażu okuć zostaniesz
zapoznany w jednostce modułowej 744[01].Z3.02.
Rys. 91. Wycinaki na dziurki: a) o okrągłym przekroju ostrza, b) o przekroju eliptycznym, c) kleszcze
z wmontowanymi wycinakami [4, s. 23]
Rys. 92. Młotki a) do nitowania, b) do rozklepywania [ 3, s.24]
Rys. 93. Nagłowniak [ 4, s.24]
Nitowanie i zakładanie nap można wykonać stosując specjalne przyrządy takie jak prasy
do nitów lub nap (rys. 94).
Rys. 94. Napownica [33]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
Stosowane mogą być również urządzenia pneumatyczne, które w zależności od
zastosowanego oprzyrządowania mogą rozgniatać oczka, dziurkować, zaginać klamry
(rys. 95).
Rys. 95. Rozgniatacz [28]
W pracach ręcznych przy wykończaniu wyrobów kaletniczych stosowane są różnego
rodzaju narzędzia.
Wygładzarka służy do wygładzania drobnych elementów skórzanych. Częścią roboczą
wygładzarki jest gruba płytka stalowa z przodu lekko odchylona.( rys. 96)
Rys. 96 Wygładzarka [4 s. 31]
Naczynie na klej (rys.97) – stosowany w pracowniach klej kauczukowy wymaga
szczelnego zamknięcia, ze względu na niską temperaturę, w jakiej wydobywają się
rozpuszczalniki. Do smarowania klejem kauczukowy używa się pędzli z włosem
półsztywnym.
Rys. 97. Naczynie na klej [4 s. 31]
Cyrkiel służy do oznaczania szerokości zawinięć, przenoszenia wymiarów i odmierzania
w dokumentacji technicznej (rys. 98).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
Rys. 98 Cyrkiel prosty z pałąkiem [4.s. 32]
Miarka stalowa jest podstawowym przyrządem pomiarowym. Ma długość 2 m.( rys .99).
Rys. 99. Miarka stalowa składana [4 s. 31]
Kostki (rys. 100). Są to płaskie, nieduże (dł. ok. 140 rnm) zaokrąglone listwy wykonane
z polerowanej kości lub twardego tworzywa sztucznego. Przeznaczone są do zawijania
brzegów, oznaczania linii szwów i gładzenia szwów.
Rys. 100. Kostka [4, s.25]
Szczypce tnące (rys. 101). Są używane na stanowiskach przygotowania i okuwania, do
cięcia gwoździ i nitów.
Rys. 101. Szczypce tnące [ 4, s.25]
Szczypce rymarskie płaskie (rys. 102). Są przeznaczone do przytrzymywania skóry
i naciągania ściegów szwów wykonywanych trokiem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
Rys. 102. Szczypce rymarskie płaskie [ 4, s.25]
Szczypce uniwersalne (rys. 103). Są jednym z najbardziej popularnych narzędzi,
pozwalających na wykonywanie wielu prostych czynności kaletniczych. Odpowiednia
budowa szczęk umożliwia przytrzymywanie niewielkich przedmiotów metalowych
o przekroju płaskim, owalnym i okrągłym, ułatwia przykręcanie i osadzanie nitów, gwoździ
itp., szczególnie podczas okuwania wyrobów.
Rys. 103. Szczypce uniwersalne [ 4, s.26]
Cęgi do zaciskania zamków ramkowych płaskich. Rozwarcie ramion jest wspomagane
sprężyną. Dźwigniowa konstrukcja daje dużą moc nacisku (rys.104).
Rys. 104. Cęgi do zaciskania zamków ramkowych płaskich. [ 4, s.26 ]
Cęgi do zaciskania zamków ramkowych o kolistym przekroju. Rozwarcie ramion odbywa
się za pomocą samoczynnie działającej sprężyny (rys. 105).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
Rys. 105. Cęgi do zaciskania zamków ramkowych o kolistym przekroju [ 4, s.26]
Cęgi do rozwieraniu antabek (rys. 106). Są narzędziem o prostych końcówkach szczęk,
ustawionych na stały odstęp zbliżony do szerokości uformowanej antabki lub półkółka.
Rys. 106. Cęgi do rozwieraniu antabek [ 4, s.27]
Cęgi do zaciskania antabek (rys. 107). Są narzędziem o mocnych końcówkach
z wyżłobionymi podwójnymi wcięciami przeznaczonymi do wprowadzania w nie antabek lub
półkółek.
Rys. 107. Cęgi do zaciskania antabek [ 4, s.27]
Cęgi do rozszerzania zamków ramkowych (rys. 108). Służą do rozszerzania przekrojów
ramek zamków, wówczas gdy wymaga tego grubość wprowadzanego w nie półwyrobu.
Rys. 108. Cęgi do rozszerzania zamków ramkowych [ 4, s.24]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
81
Cęgi do wprowadzania sznurka w zamek ramkowy (rys. 109). Mają cienki, klinowaty
kształt. Służą do wciskania na odpowiednią głębokość sznurka, stanowiącego uszczelnienie
brzegu wyrobu z zamkiem.
Rys. 109. Cęgi do wprowadzania sznurka w zamek ramkowy [ 4, s.27]
Łopatka do wpychania brzegu wyrobu w zamek ramkowy (rys. 110). Częścią pracującą
jest tępo zakończona łopatka, która umożliwia wprowadzenie brzegu wyrobu w ramkę zamka.
Rys. 110. Łopatka do wpychania brzegu wyrobu w zamek ramkowy [ 4, s.28]
Nożyk do obcinania grubszych zawinięć i lamówek (rys. 111). Częścią pracującą jest
kabłąkowato wygięty wspornik o poziomej płytce, do której jest przykręcony dwiema
śrubami ostry nóż, ułożony pod kątem prostym. Odległość nożyka można regulować na
wymaganą szerokość zawinięcia lub lamówki.
Rys. 111. Nożyk do obcinania grubszych zawinięć i lamówek [ 4, s.28]
Nożyk do obcinania delikatnych zawinięć (rys. 112). Składa się z trzech części:
strzemiączka z dwiema zaciskającymi śrubami, klamry, w którą jest wpasowane płaskie ramię
prowadzące, i noża stanowiącego właściwą część pracującą. Odstęp warunkujący szerokość
obcinania uzyskuje się przez odpowiednie ustawienie noża w stosunku do ramienia
prowadzącego. Nożyk ten nadaje się szczególnie do wyrównywania zawinięć w drobnych
wyrobach kaletniczych, np. w portfelach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
82
Rys. 112. Nożyk do obcinania delikatnych zawinięć [ 4, s.28]
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie narzędzia stosujemy do liniowania?
2. Jakie czynniki wpływają na dobrze zorganizowane stanowisko pracy?
3. Jakie czynniki wpływają na bezpieczeństwo i higienę pracy?
4. Jakie narzędzia ręczne stosuje się do montażu wyrobów?
5. Jakie urządzenia stosowane są do montażu nap?
6. Jakie narzędzia służą do wygładzania elementów?
7. W jaki sposób dokonuje się montażu oczek, nap, nitów?
8. Jakie zastosowanie ma miarka stalowa i cyrkiel?
9. Jakie zastosowanie mają nożyki stosowane w montażu wyrobów?
4.5.3. Ćwiczenia
Ćwiczenie 1
Dobierz narzędzia do wykonania czynności montażowych antabek wybranego wyrobu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat narzędzi do montażu
antabek,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z wybranym wyrobem,
4) dobrać narzędzia do montażu wybranego wyrobu,
5) uzasadnić pisemnie dokonany wybór narzędzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
83
Wyposażenie stanowiska pracy:
–
różne wyroby kaletnicze,
–
narzędzia stosowane w montażu wyrobów,
–
przybory do pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 2
Przeprowadź ręczne liniowanie pasków.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat liniowania,
2) założyć odzież ochronną,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) dobrać narzędzia do ręcznego wykonania liniowania,
5) przeprowadzić próbę liniowania ręcznego,
6) wykonać liniowanie pasków ,
7) sprawdzić jakość wykonanego liniowania,
8) przedstawić do oceny.
Wyposażenie stanowiska pracy:
−
liniarki ręczne do liniowania na zimno,
−
liniarki do liniowania na gorąco,
−
wycięte elementy pasków,
−
instrukcja obsługi liniarki na gorąco,
−
literatura z rozdziału 6.
Ćwiczenie 3
Dobierz narzędzia pomocnicze stosowane do wykończania wyrobów kaletniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat narzędzi stosowanych do
wykończania wyrobów,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać analizy przedstawionych narzędzi,
4) rozpoznać i scharakteryzować poszczególne narzędzia,
5) narysować i opisać narzędzia w zeszycie.
Wyposażenie stanowiska pracy:
– różne narzędzia pomocnicze (po 5 szt. dla ucznia),
– przybory do pisania,
– zeszyt,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
84
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) omówić czynniki wpływające na stanowiska pracy?
¨
¨
2) wyjaśnić czynniki wpłtwajace na bezpieczeństwo i higienę pracy
na stanowisku?
¨
¨
3) omówić jakie urządzenia i narzędzia stosowane są do
liniowania?
¨
¨
4) scharakteryzować
urządzenia
pomocnicze
do
montażu
wyrobów?
¨
¨
5) rozpoznać narzędzia pomocnicze do montażu wyrobów?
¨
¨
6) scharakteryzować narzędzia pomocnicze do wykonywania
montażu wyrobów?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
85
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 30 zadań dotyczących dokonywania montażu wyrobów skórzanych.
Wszystkie pytania są pytaniami wielokrotnego wyboru. Tylko jedna odpowiedź jest
poprawna.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
6. W pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź znakiem
X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową).
7. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
8. Trudności mogą przysporzyć Ci pytania: 8, 9, 10, 13, 25, gdyż są one na poziomie
trudniejszym niż pozostałe.
9. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
10. Na rozwiązanie testu masz 45 min.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
86
ZESTAW ZADAŃ TESTOWYCH
1. Do ręcznego nanoszenia kleju na elementy wyrobów stosuje się
a)
klejarkę.
b)
powlekarkę.
c)
pędzel.
d)
nalewajkę.
2. Trok to
a)
wąski pasek skóry lub innego materiału.
b)
taśma gumowa.
c)
taśma bawełniana.
d)
wąska taśma parciana.
3. Ścieg zwarty utworzony jest z
a)
dwu nitek skrzyżowanych w środku zszywanych materiałów.
b)
jednej nitki tworzącej pętlę pod spodem zszywanych materiałów.
c)
dwóch nitek tworzących pętlę pod spodem zszywanych materiałów.
d)
dwóch nitek tworzących pętlę nad zszywanymi elementami.
4. Obrazek jest ilustracją szwu
a)
zszywanego.
b)
naszywanego.
c)
zyg-zakowego.
d)
kratkowanego.
5. Drabinkowy sposób nanoszenia kleju stosuje się do smarowania
a)
płaszczyzn.
b)
brzegów.
c)
korpusów.
d)
wyrobów.
6. Do szycia ręcznego używa się
a)
szydeł.
b)
szpikulcy.
c)
szydeł w oprawkach.
d)
kostki.
7. Przedstawione na rysunku elementy są połączone ze sobą
a)
przez przeginanie.
b)
wypustką.
c)
lamowaniem zwykłym.
d)
lamowaniem francuskim.
8. Cykl tworzenia ściegu zwartego odbywa się w
a)
trzech fazach.
b)
czterech fazach.
c)
pięciu fazach.
d) siedmiu fazach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
87
9. Materiały, które mogą być bezpośrednio łączone metodą zgrzewania pojemnościowego to
a)
tektury.
b)
tworzywa chemoutwardzalne.
c)
tkaniny syntetyczne.
d)
tworzywa termoplastyczne.
10. Elektrody do zgrzewania mogą być wykonane z
a)
drewna.
b)
szkła.
c)
miedzi.
d)
PCW.
11. Do impregnacji nici stosowanych do szycia ręcznego służy
a)
woda.
b)
wosk.
c)
farba.
d)
apretura.
12. Jednym z mechanizmów roboczych maszyny szyjącej jest mechanizm
a)
ostrzenia igły.
b)
ramienia uderzeniowego.
c)
chwytacza.
d)
ostrzenia noża.
13. W numeracji metrycznej igły wyrażona jest
a)
grubość kolby.
b)
grubość trzonu.
c)
grubość ostrza.
d)
długość rowka.
14. Bębenek ze szpuleczką w maszynie szyjącej nakłada się na
a)
wał główny.
b)
ząbki podawacza.
c)
trzpień kosza chwytacza.
d)
mechanizm igielnicy.
15. Ścieg jest to
a)
najmniejsza jednostka szwu.
b)
odległość między dwoma nakłuciami igły.
c)
rodzaj szwu.
d)
sposób połączenia elementów.
16. Do zamocowania igły w igielnicy służy
a)
trzon.
b)
ostrze.
c)
kolba.
d)
podcięcie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
88
17. Narzędzie przedstawione na rysunku to
a)
kostka galanteryjna
b) liniarka ręczna.
c)
tloczarka ręczna.
d) wygładzarka.
18. Do wyciskania na brzegach elementów wyrobu trwałych linii służą
a)
tłoczarki.
b)
liniarki.
c)
żłobniki.
d)
wygładzarki.
19. Na rysunku przedstawiono źle wykonany ściek zwarty, przyczyną tego błędu jest
a)
zbyt duże naprężenie nici dolnej i górnej.
b) zbyt małe naprężenie nici dolnej i górnej.
c)
zbyt duże naprężenie nici dolnej.
d) zbyt duże naprężenie nici górnej i małe nici dolnej.
20. Główną częścią zgrzewarki nie jest
a)
prasa.
b) elektroda.
c)
sprężarka.
d) generator lampowy.
21. Elektrody do zgrzewania należy przechowywać
a)
na półkach metalowych.
b) na półkach wyłożonych filcem.
c)
w paczkach ułożonych jedna na drugiej.
d) w pomieszczeniu o dużej wilgotności.
22. W zgrzewarce są najczęściej stosowane elektrody
a)
taśmowe i obrotowe.
b)
klasyczne.
c)
klasyczne i taśmowe.
d)
obrotowe i wahadłowe.
23. Do szycia skór stosuje się igły o ostrzu
a) okrągłym.
b) trójkątnym.
c) owalnym.
d) kwadratowym.
24. Maszyna szwalnicza składa się z
a)
korpusu i głowicy.
b) główki i podstawy.
c)
ramienia i podstawy.
d)
korpusu i ramienia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
89
25. Dopuszczalny udział włókien naturalnych w materiałach poddawanych spawaniu
ultradźwiękami nie może przekraczać
a)
35 %
b)
45 %
c)
65 %
d)
85 %
26. Łączenie elementów wyrobu kaletniczego na styk dokonuje się na maszynie szyjącej
a)
słupkowej jednoigłowej.
b)
ramiennej.
c)
zyg-zak.
d)
słupkowej dwuigłowej.
27. Na rysunku przedstawiony jest
a)
bębenek ze szpuleczką.
b)
chwytacz obrotowy.
c)
chwytacz wahadłowy.
d)
naprężacz nici górnej.
28. Do łączenia pomocniczego elementów stosujemy klej
a)
butapren.
b) kauczukowy.
c)
termoplastyczny.
d) poliuretanowy.
29. Suszenie naturalne elementów i wyrobów odbywa się w
a)
suszarniach promiennikowych.
b) komorach konwekcyjnych.
c)
pracowni lub wydzielonym pomieszczeniu.
d) magazynach.
30. Na zdjęciu widoczna jest maszyna
a)
płaska.
b)
czołowa.
c)
leworamienna.
d)
słupkowa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
90
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie montażu wyrobów
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
26
a
b
c
d
27
a
b
c
d
28
a
b
c
d
29
a
b
c
d
30
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
91
6. LITERATURA
1. Białczak B.: Maszyny i urządzenia w przemyśle odzieżowym. WSiP Warszawa 1995
2. Borzeszkowski A. Borzeszkowski W. Persz T.: Obuwnictwo przemysłowe część I WSiP
Warszawa 1979
3. Charasz A., Matuszewski S.: Eksploatacja maszyn i urządzeń obuwniczych. Radom 1982
4. Christ J. W.: Kaletnictwo – Podręcznik technologii dla ZSZ. WSiP, Warszawa 1991
5. Christ J. W.: Kaletnictwo – Podręcznik technologii dla ZSS. PWSZ, 1970
6. Dobrosz K., Matysiak A.: Tworzywa sztuczne. Materiałoznawstwo i przetwórstwo.
WSiP,Warszawa 1994
7. Grabkowski M.: Obuwnictwo. WSiP, Warszawa 1992
8. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
9. Instrukcje obsługi i konserwacji maszyn i urządzeń
10. Liszka R.,Rerutkiewicz J., Eliasz H.: Cholewkarstwo. WSiP, Warszawa 1996
11. Napora S.: Galanteria ze skóry i tworzyw sztucznych WPLiS. Warszawa 1962
12. Pala S.: Maszyny i urządzenia obuwnicze. WSiP, Warszawa 1980
13. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa 1992
14. Rerutkiewicz J., Tobiszewski A.: Rymarstwo. WPLiS, Warszawa 1959
15. http://archiwum.elektroinstalator.com.pl/artyk/2004-02/perski-f27.jpg
16. http://leibrock.pl.yellowpages.pl/p8954.html
17. http://w3.enternet.hu/pfaff/pfaff/nehezgep/335k-2.jpg
18. http://www.achmech.com.pl/photos/suszarnia_02_s.jpg
19. http://www.altex.com.pl/zdjecia/medium_p574.jpg
20. http://www.altex.com.pl/zdjecia/medium_pfaff-3811.jpg
21. http://www.bodim.pl/img/z-1-5.jpg
22. http://www.chikon.com.tw/images/ck-8bl.jpg
23. http://www.generatory.com/zgrzewarki.php?id=75
24. http://www.globalspec.com/FeaturedProducts/Detail/UnionToolThe/_HOT_MELT_ROL
LER_COATER/29104/0
25. http://www.hodowlany.pl/Towary/42/51_1.jpg
26. http://www.imakor.com/pl/pic/mach/m/36.png
27. http://www.industrialsewmachine.com/images/Pfaff/pfaff335.jpg
28. http://www.nikta.pl/foto_maszyny/49rozgniatacz.jpg
29. http://www.nikta.pl/foto_maszyny/72lx.jpg
30. http://www.optimasz.com.pl/images/adler.jpg
31. http://www.optimasz.com.pl/images/duze/vpl201n.jpg
32. http://www.optimasz.com.pl/images/duze/vpl201nsz.jpg
33. http://www.optimasz.com.pl/index.php?op=20
34. http://www.optimasz.com.pl/index.php?op=24
35. http://www.optimasz.com.pl/index.php?op=25
36. http://www.plastech.pl/images/b2b/off/19118
37. http://www.plastech.pl/images/b2b/off/19120
38. http://www.seiko-sewing.co.jp/english/img/seihin/f15.jpg
39. http://www.sintex.pl/zdjecia/Juki%20LZ-2284.gif
40. http://www.strima.com/item/401192/pl/
41. http://www.zega.ch/bilder/1159430967.jpg
42. http://www.altex.home.pl/igly.jpg
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
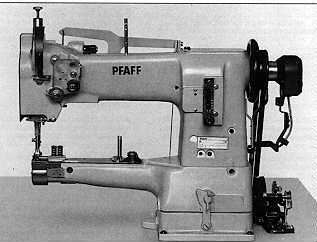{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}