
Politechnika Białostocka
WYDZIAŁ MECHANICZNY
Instrukcja do zaj
ęć laboratoryjnych
Temat ćwiczenia:
Analiza wpływu parametrów skrawania na siłę
i temperaturę skrawania
Numer ćwiczenia:
Laboratorium z przedmiotu: Obróbka skrawaniem i narzędzia
Zebrał i opracował: B. Hościło
Białystok 2011
2
1. Cel ćwiczenia.
1) Celem ćwiczenia jest praktyczne zapoznanie studentów z metodami pomiaru siły skrawania
oraz wpływem parametrów skrawania na wielkość siły skrawania przy toczeniu.
2)
Praktyczne zapoznanie ze sposobami pomiaru temperatury skrawania oraz z wpływem
parametrów obróbki na temperaturę skrawania.
2. Wiadomości podstawowe, siły działające podczas skrawania
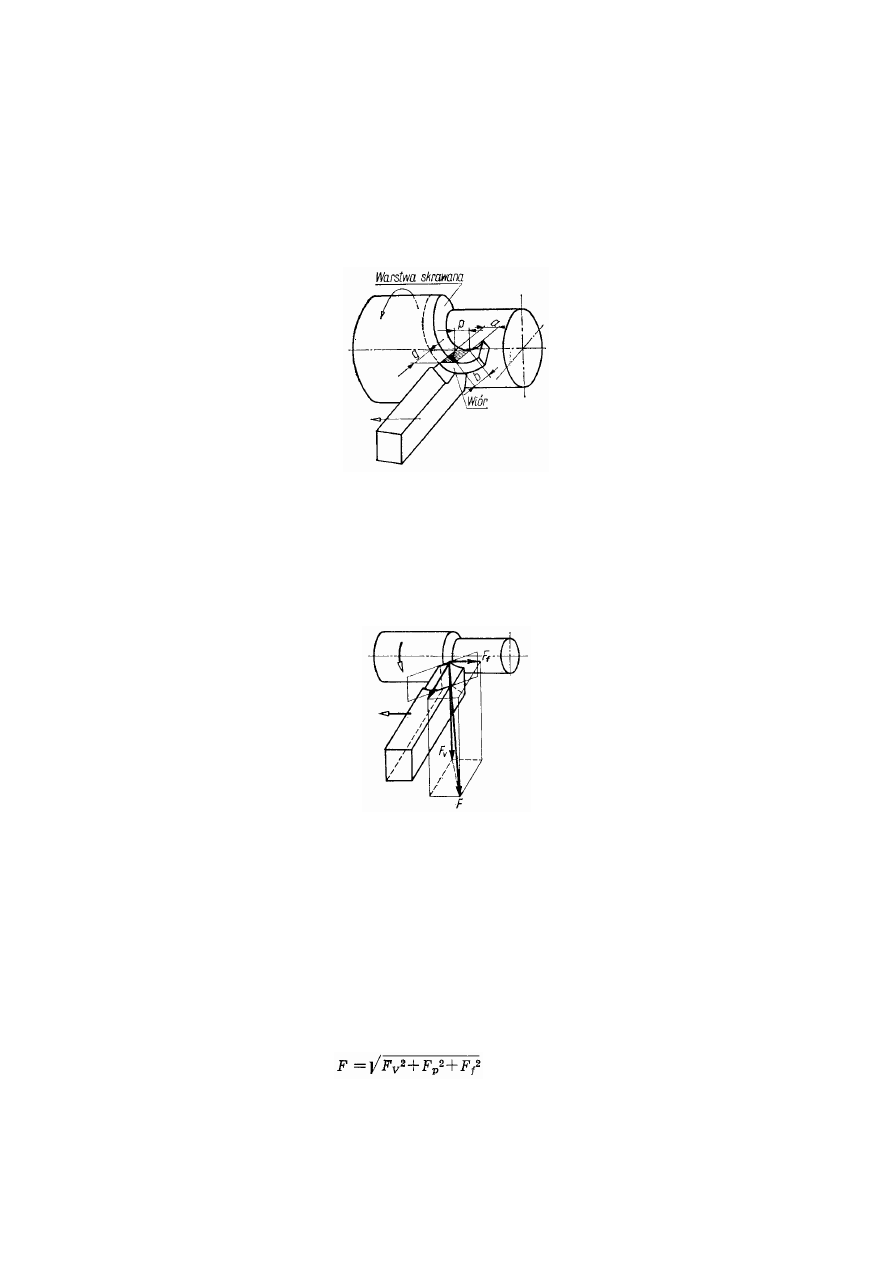
Rys. 1. Kształt i położenie warstwy skrawanej podczas toczenia
Proces skrawania wymaga użycia siły niezbędnej do odkształcenia warstwy skrawanej, oddzielenia jej
od materiału w postaci wióra, odkształcenia tego wióra oraz pokonania różnych oporów tarcia, występujących
głównie między narzędziem a obrabianym materiałem. Siła ta, zwana siłą skrawania, zależnie od warunków
pracy, może się zmieniać w szerokich granicach. Działa na narzędzie skrawające, a następnie przenosi się
na elementy obrabiarki. Siła skrawania działa również na obrabiany przedmiot i może powodować jego
uszkodzenie, jeżeli kierunek, sposób działania i wartość przekraczają wartość dopuszczalną. Wobec tego
powstaje konieczność zmierzenia wartości i rozpoznania sposobu oraz kierunku działania siły skrawania.
Rys. 2. Składowe siły skrawania [7]
Kierunek siły skrawania F przyłożonej do krawędzi skrawania można rozłożyć na trzy wzajemnie do siebie
prostopadle kierunki (rys. 2).
Siła F
f
, działająca równolegle do kierunku posuwu, nazywa się składową posuwową siły skrawania.
Siła F
p
, działająca prostopadle do powierzchni obrabianej, nazywa się składową odporową siły skrawania.
Siła F
v
, działająca stycznie do powierzchni skrawania, nazywa się składową obwodową siły skrawania.
Jest to jednocześnie główna siła decydująca o zapotrzebowaniu przez obrabiarkę mocy niezbędnej do skrawania.
Jej wartość zależy od właściwości materiału obrabianego, przekroju warstwy skrawanej, jej kształtu, kształtu
ostrza skrawającego oraz stanu narzędzi skrawających i własności cieczy chłodząco-smarujących.
Wartość siły skrawania F można ustalić z zależności geometrycznych. Jeżeli są znane elementy składowe,
wówczas siła wypadkowa wynosi:
(1)
Doświadczalnie stwierdzono, że wartość siły posuwowej F
f
dla noży o kącie
γ = 15
°
i
κ = 45
°
wynosi
od 20 ÷ 40% siły obwodowej F
v
. Siła promieniowa F
p
osiąga natomiast wartości 40 ÷ 60 % siły obwodowej F
v
.
3
Przyjmując wartości średnie sił F
f
i F
p
otrzymuje się zależność:
(2)
Wynika z tego, że wypadkowa siła skrawania jest co do wartości niewiele większa od siły obwodowej F
v
.
Stosunek obwodowej siły skrawania do pola przekroju poprzecznego warstwy skrawanej nazywa się oporem
właściwym skrawania k
s
.
(3)
Znając wartość tego oporu można wyznaczyć obwodową siłę skrawania:
,
(4)
(5)
Jeżeli znane są składowe siły wypadkowej, to można ustalić zapotrzebowanie mocy skrawania, którą powinien
dostarczyć silnik obrabiarki. W ogólnym przypadku moc skrawania N
skr
będzie sumą mocy F
f
.
Ff
Fp
Fv
skr
N
N
N
N
+
+
=
(6)
]
kW
[
60
v
F
N
v
v
Fv
⋅
=
(7)
]
kW
[
60
v
F
N
p
p
Fp
⋅
=
(8)
]
kW
[
60
v
F
N
f
f
Ff
⋅
=
(9)
gdzie: F
v
, F
p
, F
f
- składowe siły wypadkowej skrawania [kN],
v
v
, v
p
, v
f
– składowe prędkości [m/min.]
Ponieważ przy toczeniu poosiowym v
p
= 0, v
f
a jest bardzo mała, można przyjąć, że moc skrawania wyniesie:
]
kW
[
60
v
F
N
v
v
skr
⋅
−
=
(10)
Moc obrabiarki powinna być większa od mocy skrawania ze względu na sprawność maszyny. Część mocy
obrabiarki zużywana jest na pokonanie oporów wewnętrznych w mechanizmach maszyny. Po uwzględnieniu
sprawności urządzenia
η moc obrabiarki powinna wynosić:
]
kW
[
60
v
F
N
v
v
η
⋅
⋅
=
(11)
gdzie:
η - współczynnik sprawności obrabiarki 0,6 ÷ 0,9.
Z podanych wzorów wynika, że zapotrzebowanie mocy obrabiarki zależy od obwodowej siły skrawania
i od prędkości skrawania v
v
. Jeżeli opory skrawania, zależnie od własności materiału oraz od przekroju warstwy
skrawanej, są duże, to można zmniejszyć zapotrzebowanie mocy przez zmniejszenie prędkości skrawania.
4
W przeciwnym przypadku, tzn. gdy opory skrawania nie są zbyt duże, można w celu wykorzystania mocy
obrabiarki zwiększyć prędkość skrawania. Nadmierne jednak zwiększenie prędkości może powodować szybkie
zniszczenie narzędzia wskutek przyspieszonego zużycia w wyniku nagrzewania się ostrza. W celu właściwego
wykorzystania obrabiarki i narzędzia należy dobrać warunki skrawania, żeby zapewnić szybkie wykonanie
przedmiotu przy równoczesnym zachowaniu dobrych własności technologicznych narzędzia i obrabiarki.
3. Aparatura pomiarowa
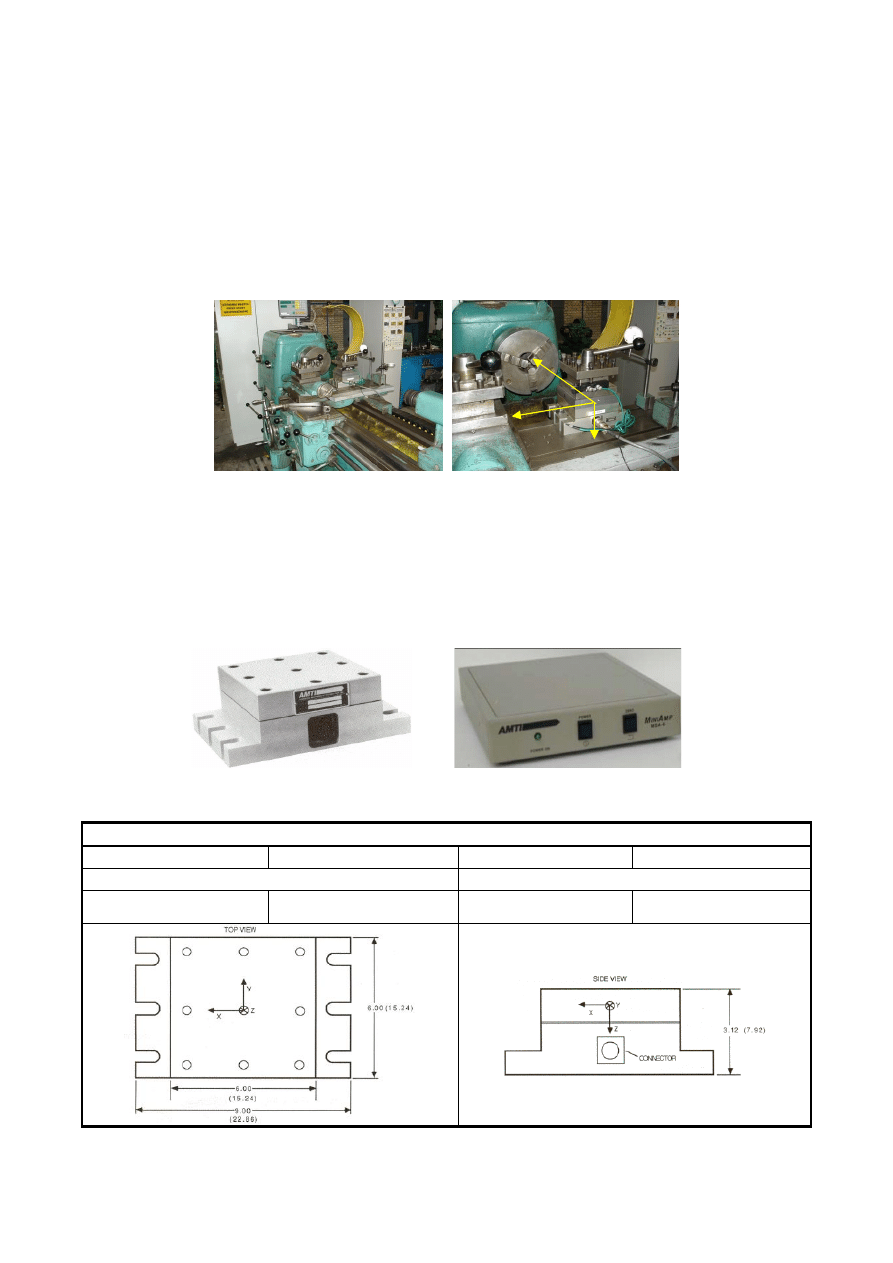
Pomiary sił skrawania będą wykonywane na tokarce uniwersalnej TUC-50 1500 wyposażonej w tylny imak
narzędziowy do zamocowania przygotowanego noża tokarskiego. Widok ogólny stanowiska przedstawia rys. 3.
Rys. 3. Tokarka TUC 50 z zamontowanym dodatkowym imakiem narzędziowym do pomiarów sił skrawania.
W imaku widoczny nóż tokarski NNZc (zdzierak wygięty prawy) z wymiennymi płytkami z węglików
spiekanych.
Do pomiaru sił przy toczeniu wykorzystano platformę pomiarową AMTI MC6. Układ ten wyposażony jest
w zespół przetworników o wysokiej sztywności, dokładności oraz znikomym wzajemnym oddziaływaniu,
zamknięty w olejoszczelnej i wodoszczelnej obudowie. Platforma pomiarowa umożliwia pomiar sześciu
wielkości: sił osiowych Fx, Fy, Fz oraz momentów Mx, My i Mz.
a)
b)
Rys. 4. Platforma pomiarowa AMTI MC6-6-4000 i wzmacniacz pomiarowy MiniAmp MSA-6
Specyfikacja AMTI MC6-6-4000 (wymiary w calach, w nawiasach podano wymiary w mm)
Fz
Fx, Fy
Mz
Mx, My
[N]
[Nm]
18 000
9 000
680
1 360
y
z
x
5
Rys. 5. Układ osi i podstawowe wymiary platformy pomiarowej AMTI MC6-6-4000.
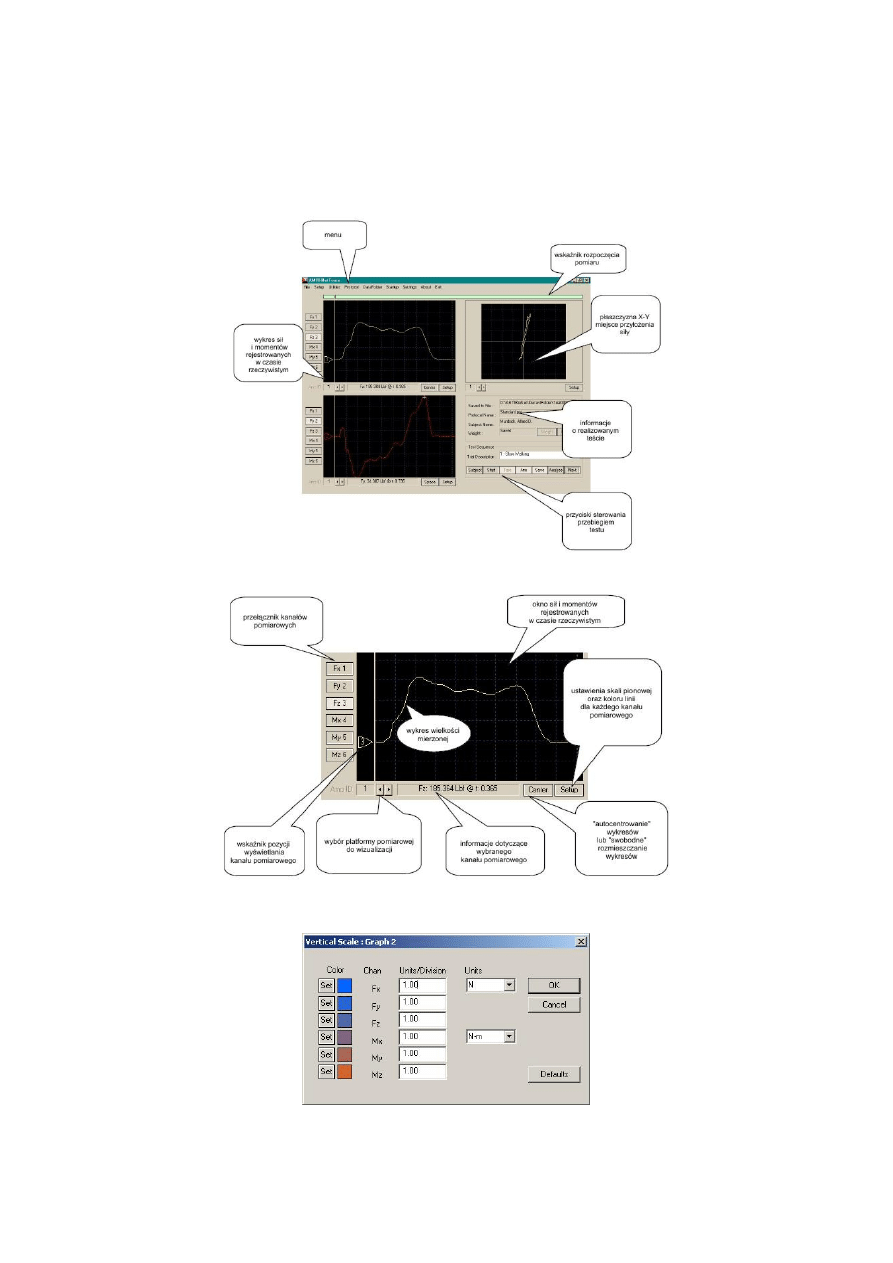
Sygnały pomiarowe z platformy są wzmacniane przez układ wzmacniacza wielokanałowego MSA-6, a następnie
przetwarzane przez program komputerowy AMTI NetForce 2.2.
Rys. 6. Okno programu AMTI NetForce 2.2.
Rys. 7. Okno wykresu wybranego kanału pomiarowego.
Rys. 8. Ustawienia skali pionowej oraz koloru linii wykresu.

6
Wartości istotne dla dalszej analizy to siły Fx, Fy, Fz, kierunki działania sił uwidoczniono na rys. 3.
Jednocześnie platforma pomiarowa rejestruje wartości momentów względem osi x, y, z, na ich podstawie
możliwe jest określenie miejsca przyłożenia siły skrawania (położenie naroża ostrza skrawającego).
Do pomiarów temperatury skrawania wykorzystano uniwersalny miernik temperatury oraz termoparę typu K.
Końcówkę termopary doprowadzono w pobliże głównej krawędzi skrawającej noża tokarskiego NNZc (zdzierak
wygięty prawy) wykonując w tym celu otwór w trzonku i w płytce z węglika spiekanego (od wewnętrznej
strony). Układ miernika i noża tokarskiego widoczny jest na rys. 9.
Rys. 9. Urządzenie do pomiaru temperatury skrawania wraz z nożem tokarskim z wymiennymi płytkami
4. Przebieg ćwiczenia
1. Obliczyć prędkość skrawania dla danej średnicy toczenia:
min]
/
m
[
1000
n
d
v
⋅
⋅
π
=
(12)
2. Ustawić technologiczne warunki badania.
3. Przystąpić do uruchomienia sekwencji pomiarowej w programie NetForce:
a) Zerowanie układu pomiarowego przeprowadza się na nieobciążonej platformie pomiarowej wybierając
z menu górnego pozycję Startup > Hardware Zero.
4. Uruchomić akwizycję danych w programie NetForce, następnie uruchomić tokarkę i toczyć próbkę.
a) Z panelu przycisków sterowania testem uruchamiamy Start i rozpoczynamy pomiary ładując opcjonalnie
protokół pomiarowy (dotyczy najczęściej pomiarów biomechanicznych).
b) Następnie uruchamiamy proces tarowania wybierając przycisk Tare.
c) Na tym etapie możliwe jest wykorzystanie platformy jako wagi, po wyborze przycisku Weigh w obszarze
informacji o realizowanym teście (opcja niewykorzystywana w czasie realizacji bieżącego ćwiczenia).
d) Jeśli wykresy mierzonych wielkości nie mieszczą się w oknie wykresu (rys. 7) lub zmiany wielkości są mało
widoczne należy skorygować skale pionowe dla poszczególnych kanałów pomiarowych. W tym celu
wybieramy przycisk Setup (rys. 8), a następnie ustalamy Units / Jednostki jako N lub Nm oraz wpisujemy ile
jednostek (N lub Nm) ma przypadać na działkę skali pionowej okna wykresu Units/Division (rys. 8) –
zatwierdzamy przyciskiem OK.
e) Zatrzymanie akwizycji sygnałów pomiarowych następuje po wciśnięciu uaktywnionego w pp. b) przycisku
Stop.
Po zatrzymaniu akwizycji, zarejestrowany wykres może być dalej analizowany off-line, można określić wartości sił
i momentów w określonych fazach wiercenia L1, L2, i L3.
f)
Prawym klawiszem myszy wskazać wykres do szczegółowej analizy klikając na nim, następnie przesuwając
myszką w prawo obserwować wartości wyświetlane w polu informacji o wybranym kanale pomiarowym
rys. 7, wybrane pozycje należy zanotować jako wartości mierzone. Np. po wyborze kanału Fz 3 zapis Fz:
1352 N @ t: 0.365 należy rozumieć jako siła pionowa Fz = 1352 N, czas od uruchomienia akwizycji danych
t = 0.365 s.
5. Opracowanie wyników
a) Uzyskane wyniki pomiarów wpisać do arkusza pomiarowego.
b) Wykreślić wykresy zależności siły skrawania od prędkości skrawania, siły skrawania od prędkości
posuwowej i siły skrawania od głębokości skrawania oraz analogiczne wykresy temperatury w funkcji
parametrów obróbki.
c) Opracować wnioski oparte o wyniki badań i przebieg ćwiczenia.
7
6. Literatura
1. Olszak W.: Obróbka skrawaniem, WNT, Warszawa 2009.
2. Jemielniak K.: Obróbka skrawaniem, Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 1998.
3. Okoniewski S.: Technologia maszyn, WSiP W-wa 1996r.
4. Kornberger Z.: Technologia budowy maszyn technologia obróbki skrawaniem i montażu, WNT, 1969.
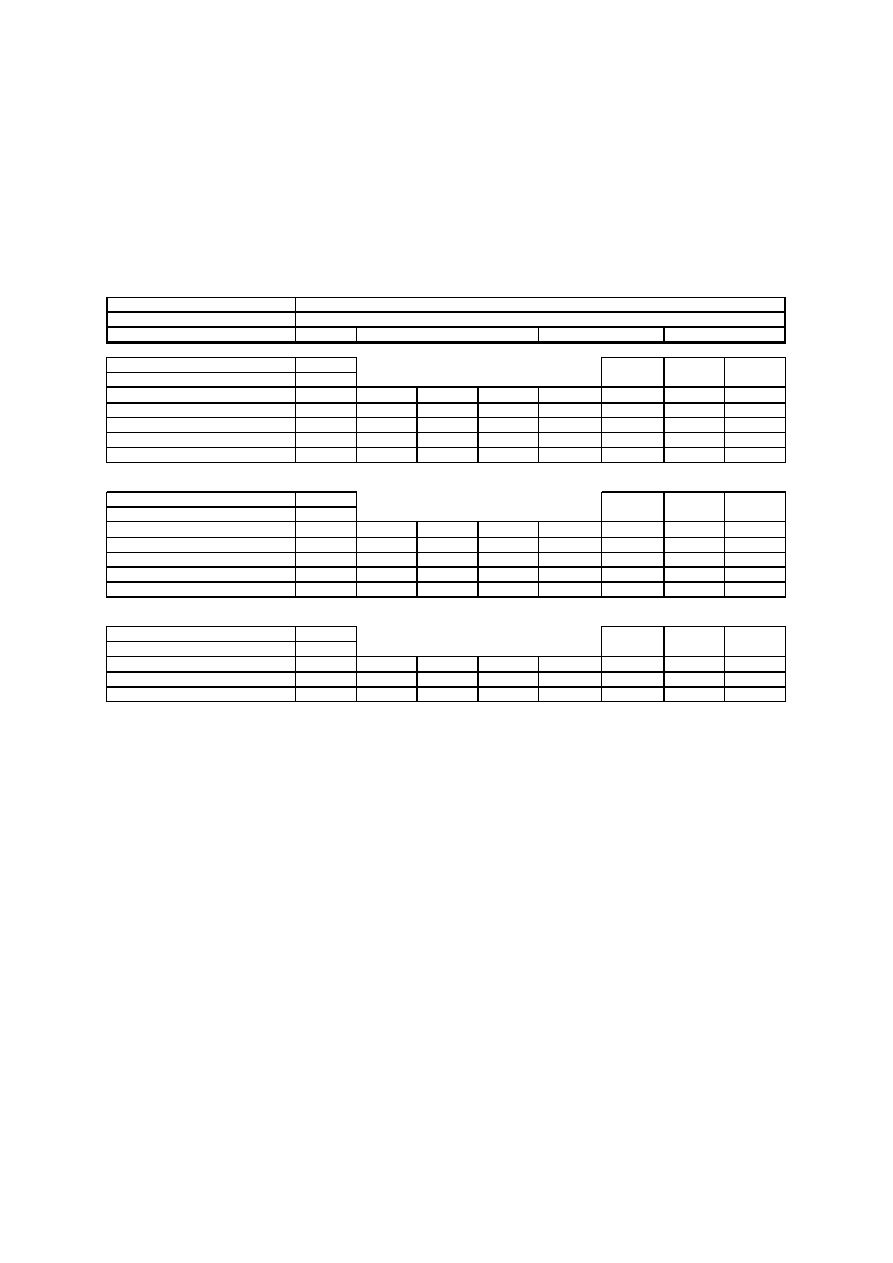
7. Tabela parametrów obróbki oraz arkusz pomiarowy
Obrabiarka
Narz
ędzie
Przedmiot obrabiany
materia
ł:
średnica [mm]
G
łębokość skrawania [mm]
0.5
Posuw [mm/obr.]
0.27
v
F
f
F
p
F
v
F
t
k
s
N
skr
Obroty wrzeciona [obr/min.]
m/min.
kN
kN
kN
kN
C deg
MPa
kW
224
355
450
G
łębokość skrawania [mm]
0.5
Obroty wrzeciona [obr/min.]
450
v
F
f
F
p
F
v
F
t
k
s
N
skr
Obroty wrzeciona [obr/min.]
m/min.
kN
kN
kN
kN
C deg
MPa
kW
0.08
0.20
0.27
Obroty wrzeciona [obr/min.]
450
Posuw [mm/obr.]
0.27
v
F
f
F
p
F
v
F
t
k
s
N
skr
G
łębokość skrawania [mm]
m/min.
kN
kN
kN
kN
C deg
MPa
kW
1.0
Opór
właściwy
Moc
skrawnia
Moc
skrawnia
Temperatura
skrawania
Temperatura
skrawania
Temperatura
skrawania
Opór
właściwy
Opór
właściwy
Moc
skrawnia
Wyszukiwarka
Podobne podstrony:
Cw4 odp id 123443 Nieznany
cw4 korozja 2 id 123441 Nieznany
cw4 korozja id 123440 Nieznany
Cw 2 Biochemia OS id 121642 Nieznany
os 4 id 340934 Nieznany
opracowanie cw 5 OS id 338135 Nieznany
CW4 INSTa id 123435 Nieznany
Cw4 odp id 123443 Nieznany
cw4 korozja 2 id 123441 Nieznany
cw4 korozja id 123440 Nieznany
OS gr03 cw4 id 340946 Nieznany
OS gr03 cw4 id 340946 Nieznany
IS OS c04 1 id 220342 Nieznany
cw4 telex cz1 id 123468 Nieznany
Os przednia Carraro id 325589 Nieznany
opracowanie et cw4 id 338175 Nieznany
OI CW4 Freud oryginal id 492438 Nieznany
OS plan laboratoriow id 340951 Nieznany
AKO lab2012 cw4 id 53975 Nieznany (2)
więcej podobnych podstron