Podstawowe założenia projektowania blach w programie SolidWorks
Obliczenia arkuszy blach
Istnieje wiele różnych metod, których konstruktorzy używają do określania długości płaskich arkuszy blach,
które po wygięciu dadzą wyrób o wymaganych wymiarach. Niektóre z tych metod to proste zasady
projektowania oparte na indywidualnych doświadczeniach wykonawcy. Często zasady te mają charakter
empiryczny, wiążą się z rodzajem materiału i jego grubością, promieniem i kątem gięcia, typem urządzenia
gnącego, predkością procesu, i wieloma innymi czynnikami.
Komputer z drugiej strony jest narzędziem analitycznym, dlatego też gdy symulujemy w programie zginanie
lub rozginanie arkuszy blach wymaga od nas parametrycznych danych na podstawie których będzie mógł
przedstawić proces gięcia. Oczywiście specjalistyczne programy mogą pracować opierając się na
wewnetrznych zasadach projektowania obowiązujących w danej firmie. Jednakże duża część komercyjnych
programów opartych na bryłowym modelowaniu CAD, użytkowana przez szerokie grono nabywców, musi
posiadać uniwersalny moduł liczący. W wiekszości wypadków programy te działają w ten sposób, że na
wejście wprowadzane są dane wynikające z doświadczenia i zasad projektowania, a na ich podstawie
przeprowadzana jest analiza. W taki sposób funkcjonuje moduł Arkusz blachy w programie SolidWorks.
Istnieją dwa typy bardzo szeroko pojętej analizy i reprezentacji prostych modeli gięcia arkuszy blach.
Pierwsza reprezentacja bazuje na “naddatku materiału” (1) druga zaś na “ubytku materiału” (2). Aplikacje
SolidWorks do wersji 2003 posiadały tylko pierwszy typ reprezentacji, wersje po roku 2003 dają możliwość
korzystania z oby typów reprezentacji.
Dla lepszego zrozumienia logiki tych dwóch typów reprezentacji na przykładach zostaną pokrótce omówione:
•
definicje obydwu typów analizy i ich relacja z aktualnym typem geometrii
•
wzajemne relacje miedzy metodami i możliwości ich konwersji
•
definicja współczynnika K i jego praktyczne zastosowanie
Naddatek materiału
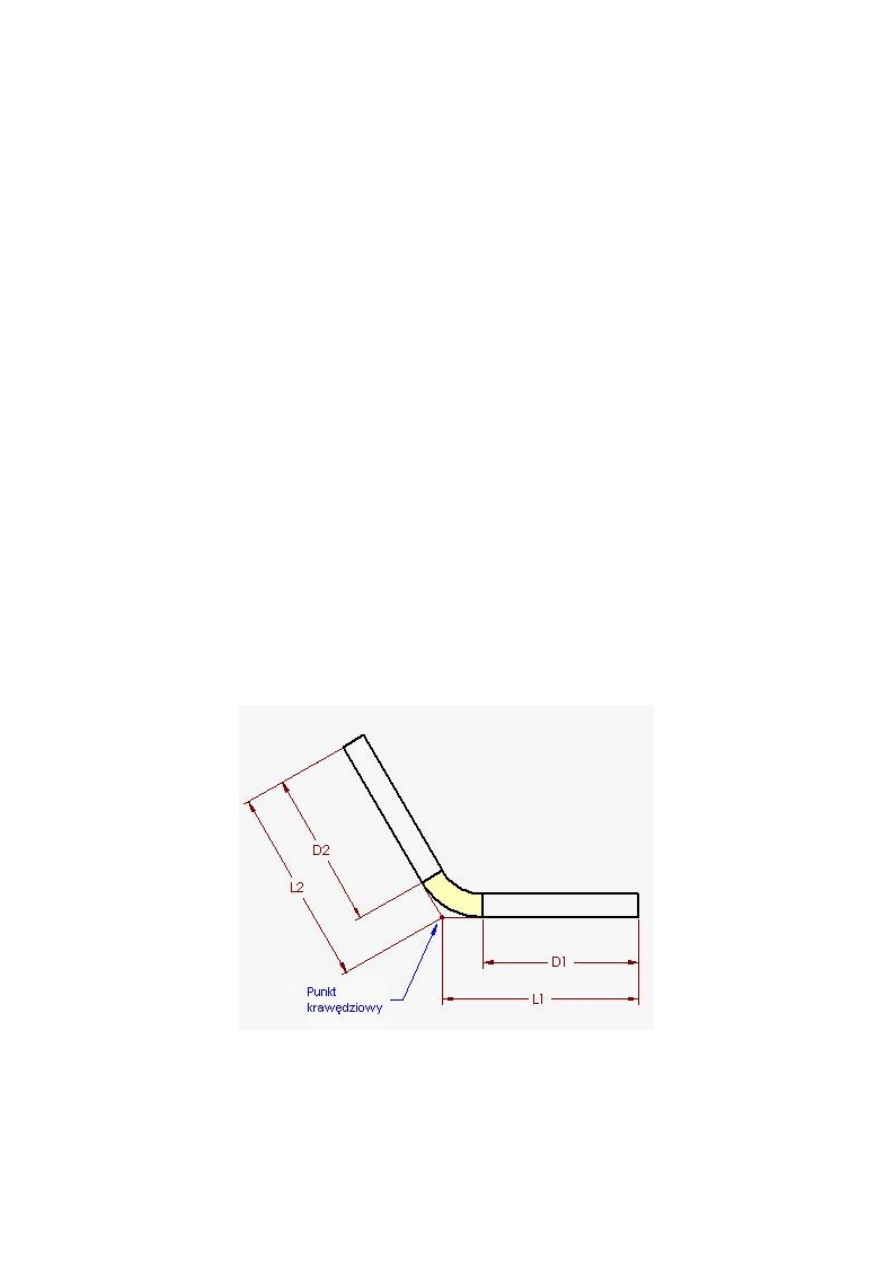
Na rysunkach mamy przedstawiony model arkusza blachy z jednym zagięciem.
Rys. 1 Arkusz zagięty
www.cns.pl
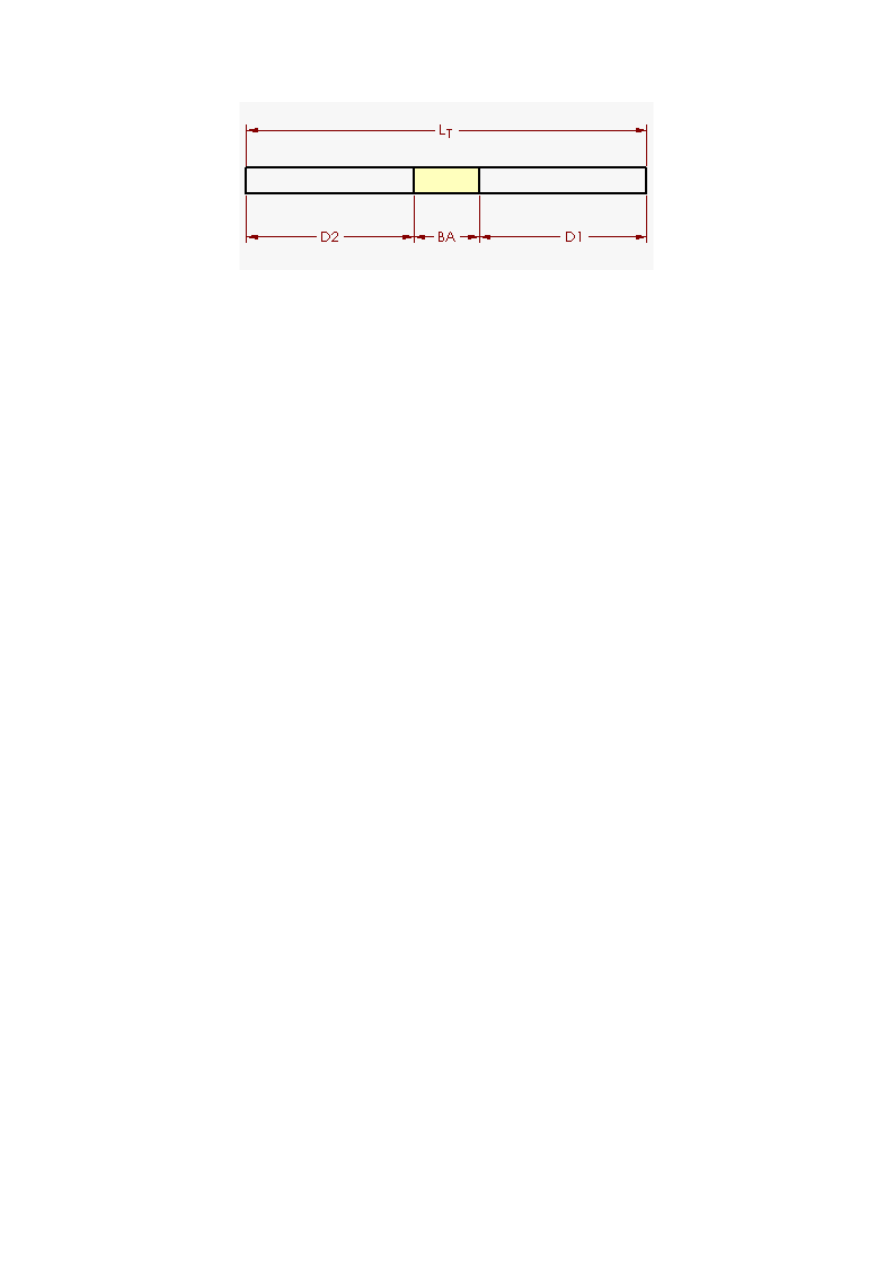
Rys. 2 Arkusz płaski (rozgięty)
Metoda naddatku pozwala określić całkowitą długość arkusza blachy (LT) jako sumę długości części arkusza
płaskiego (D1 i D2) oraz długości łuku zgięcia reprezentowanego na Rys. 2 przez odcinek (BA).
Całkowitą długość określa się przy użyciu równania:
LT= D1+ D2+ BA (1)
gdzie:
LT- jest całkowitą płaską długością arkusza
D1, D2- długości boków płaskich
BA- jest wartością naddatku materiału
Obszar zagięcia reprezentowany jest przez obszar żółty, w którym teoretycznie powinien zamknąć się cały
obszar deformacji. W prostym przypadku aby określić geometrię arkusza przd zagięciem należy:
1. Wyciąć zagięcie z obszaru giętej części
2. Przesunąć dwie pozostałe płaskie części arkusza w dół ekranu
3. Obliczyć długość obszaru zgięcia po wypłaszczeniu
4. Skleić spłaszczony obszar zagięcia z dwoma pozostałymi płaskimi elementami
Wynik to szukana długość arkusza płaskiego
Czasem, gdy geometria jest dość skomplikowana, pojawia się problem z wyznaczeniem długości odcinka BA
po rozgięciu. Dlugość ta zależy od bardzo wielu czynników m.in.: rodzaju materiału blachy, grubości arkusza,
promienia i kąta gięcia, a także metody gięcia, typu maszyny gnącej, szybkości procesu i in. Długosci
odcinka BA w większości przypadków są wynikiem doświadczeń, badań, danych eksperymentalnych oraz
tych zawartych w poradnikach inżynierskich.
W programie SolidWorks istnieje możliwość wprowadzenia w prosty sposób dlugości odcinka gięcia (BA)
spośród jednej z wielu tabel zawierających dane o ich wymiarach lub użycia innej metody do obliczenia tej
wartości. Dla każdego materiału przyporządkowana jest tabela z danymi dotyczącymi wymiarów obszaru
gięcia. Dodatkowo istnieje możliwość indywidualnego doboru parametrów zagięcia w dla różnych linii gięcia
w jednej części.
Tabele gięć to najbardziej dokładny i poprawny sposób podejścia do określania parametrów gięcia
pozwalający uwzględnić wszystkie czynniki mające bezpośredni wpływ na sam proces gięcia. Wprawdzie
wczytanie tabeli zajmuje nieco czasu to jednak dokładność uzyskanego rozwiązania w pełni to
rekompensuje. W wypadku kłopotów należy skorzystać z plików Pomoc.
www.cns.pl
Ubytek materiału
W metodzie tej określa się całkowitą długość arkusza jako sumę dlugości odcinka niezdeformowanego (L1 i
L2) domyślnie przedłużonego do tzw. Punktu krawędziowego Rys. 1 pomniejszoną o tzw. ubytek
materiału (BD)
Całkowitą długość określa się przy użyciu równania:
LT= L1+ L2- BD (2)
gdzie:
LT- jest całkowitą płaską długością arkusza
L1,L2- teoretyczna długość boków płaskich
BD- jest wartością ubytku materiału
Wartość ubytku materiału także wynika z doświadczeń i jest pochodną wielu czynników, m.in.: rodzaju
materiału blachy, grubości arkusza, promienia i kąta gięcia, a także metody gięcia, typu maszyny gnącej,
szybkości procesu i in.
Relacje między Naddatkiem a Ubytkiem materiału
Bardzo łatwo wyprowadzić jest równanie opisujące zależności miedzy tymi dwoma metodami używając
prostych metod geometrycznych do opisu wymiarów giętej części.
Wychodzimy z dwóch równań z których każde opisuje jedną z metod:
LT= D1+ D2+ BA (1)
LT= L1+ L2- BD (2)
Można je przekształcić do postaci:
D1 + D2 + BA = L1 + L2 - BD (3)
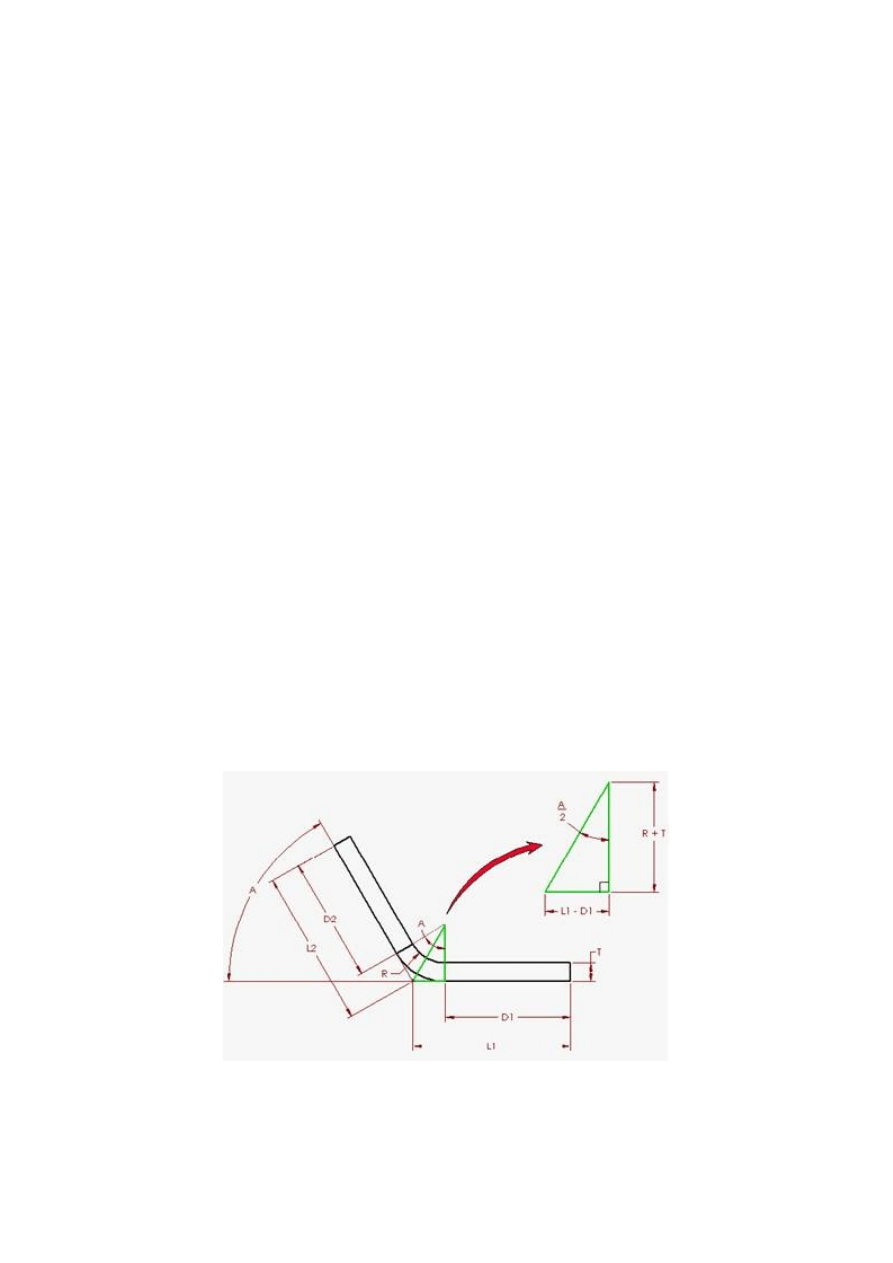
Rozważmy jeszcze raz arkusz blachy z Rys. 1 i umieszczając na nim dodatkową etykietę.
Rys. 3
Kąt A reprezentuje wielkość odchylenia blachy po gięciu (w stopniach), kąt ten również określa wielkość łuku
jaki zawiera obszar gięcia. Wewnętrzny promień gięcia jest opisany jako R, T opisuje grubość arkusza
blachy. Na zielono zaznaczono trójkąt wprowadzony w celu łatwiejszego prowadzenia obliczeń.
www.cns.pl
Otrzymujemy z niego równanie:
Wyliczamy D1
(4)
W ten sam sposób możemy wyliczyć D2
(5)
Kombinacja równań (3), (4) i (5) daje:
które można uprościć do postaci:
(6)
Korzystając z własności funkcji trygonometrycznych powyzsze równanie można jeszcze bardziej uprościć
BA = 2(R + T) – BD (7)
Równania (6) i (7) są prostym narzędziem pozwalającym w łatwy sposób przechodzić od naddatku (BA) do
ubytku (BD) z uwzględnieniem parametrów giętego arkusza blachy takich jak grubość, kąt i promień gięcia.
Współczynnik K
Współczynnik K to liczba przy pomocy której można w sposób jednoznaczny opisać parametry zagięcia
arkusza blachy w sposób geometryczny. Wartość współczynnika K pozwala obliczyć naddatek (BA) a
ponadto grubość blachy, promień i kąt zagięcia.
Sposób wyznaczania współczynnika K zostanie przedstawiony na przykładzie.
Rys. 4
www.cns.pl
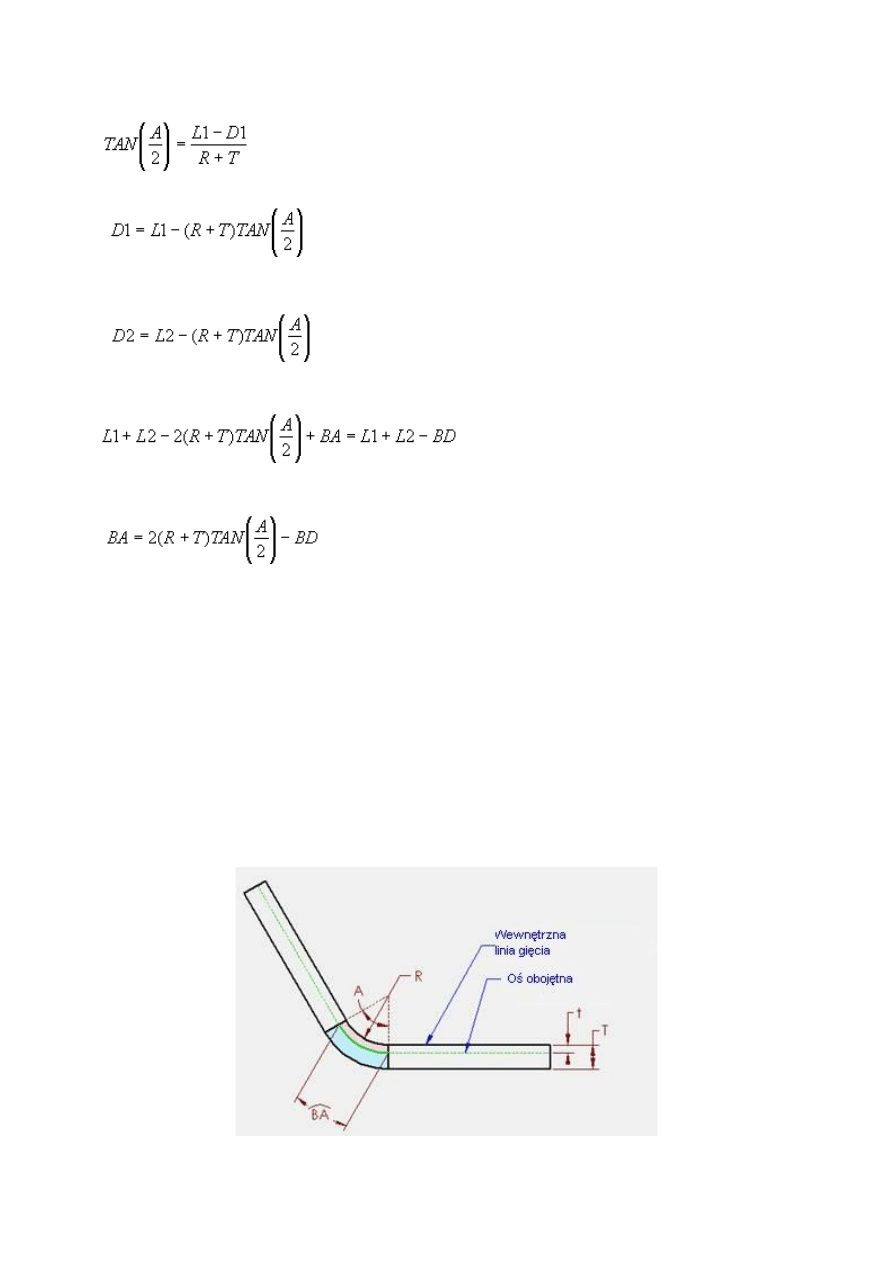
Rys. 5
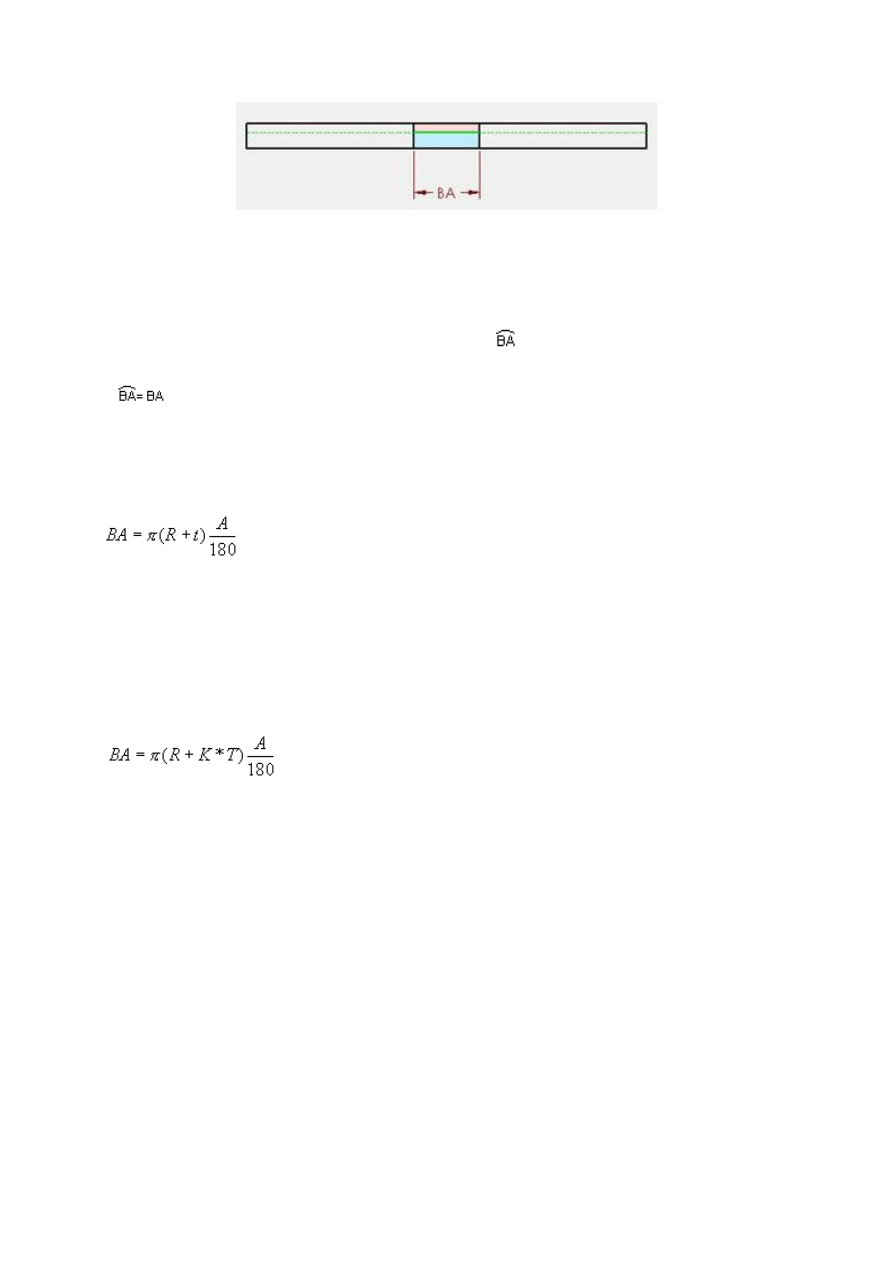
Rozważmy neutralną oś lub prosty arkusz w której zdefiniujemy wirtualny obszar zagięcia. Reprezentuje on
tylko miejsce ulokowania zgięcia w arkuszu blachy. Na rysunku obszar ten zaznaczono na różowo i
niebiesko. Obszar różowy reprezentuje miejsce gdzie wystąpi ściskanie, zaś niebieski- rozciąganie materiału
arkusza. Długość łuku zagięcia mierzona wzdłuż osi obojętnej ( ) pozostaje taka sama jak w arkuszu
prostym (BA) .
Łuk ten na rysunkach jest zaznaczony ciągłą zieloną linią. Umiejscowienie osi obojętnej uzależnione jest
przede wszystkim od własności materiałowych np. ciągliwości. Lokalizacja osi obojętnej określona jest
wymiarem t czyli odległością osi obojętnej od wewnętrznej linii gięcia. Promień gięcia odniesiony do osi
obojętnej można wyznaczyć jako (R+t). Używając tych parametrów oraz uwzględniając kąt zgięcia długość
łuku gięcia na osi obojętnej można obliczyć ze wzoru:
Dla uproszczenia wzoru wygodnie jest wprowadzić nowy parametr- współczynnik K definiowany jako
stosunek odległości osi obojętnej od wewnętrznej linii gięcia do grubości całkowitej arkusza blachy.
K = t/T
Wartość współczynnika K zawsze zawiera sie w przedziale <0; 1>. Wartość 0.25 oznacza, że oś obojętna
znajduje się w ¼ odległości od wewnetrznej linii gięcia, 0.5- w połowie grubości blachy.
Kombinacja dwóch powyższych równań daje:
(8)
Ta postac równania używana jest wewnątrz programu SolidWorks oraz w plikach Pomocy on-line.
Wartości parametrów A, R i T podyktowane są geometrią gotowego wyrobu. I tu znów wartości
współczynnika K wynikają z badań, doświadczeń, można je również znaleźć w poradnikach konstrukcyjnych.
Dla przykładu z poradnika odczytano wartość współczynnika K= 0.445, po podstawieniu do wzoru
otrzymujemy równanie:
Naddatek materiału (BA) = A (0.01745R + 0.00778T)
Jest to przekształcona wersja równania (8), można wyłączyć z równania wartość współczynnika K i
wówczas:
BA = A (0.01745 R + 0.01745 K*T)
Poradniki podają również zmodyfikowane wzory dla różnego rodzaju materiałów np dla kąta gięcia A= 90°.
•
dla miękiego mosiądzu i miedzi
www.cns.pl
BA = (0.55 * T) + (1.57 * R)
•
dla średniotwardego mosiądzu i miedzi, miękiej stali i aluminium
BA = (0.64 * T) + (1.57 * R)
•
dla brązu, twardego mosiądzu, stali walcowanej na zimno, stali spreżynowej
BA = (0.71 * T) + (1.57 * R)
Uproszczenie równania (7) pozwala na uzyskanie wzoru:
BA = (1.57 * K * T) + (1.57 *R)
Z równania powyższego uzyskać można wartości współczynnika K:
•
dla miękiego mosiądzu i miedzi
K= 0.35
•
dla średniotwardego mosiądzu i miedzi, miękiej stali i aluminium
K= 0.41
•
dla brązu, twardego mosiądzu, stali walcowanej na zimno, stali spreżynowej
K= 0.45
Jak zauważono wcześniej wyznaczenie wartości współczynnika K jest procesem dość złożonym i jego
końcowy wynik zależy od bardzo wielu czynników. Należy pamiętać, że wykonując obliczenia z
wykorzystaniem współczynnika K trzeba dobierać takie jego wartości aby model w pełni
odwzorowywał właściwości projektowanego elementu. Zastosowanie jednej wartości współczynnika K
dla różnych materiałów w znacznym stopniu pogarsza dokładność wyników. Czasem w celu uzyskania
dokładniejszych wyników konieczne staje się precyzyjne określenie wielkości naddatku materiału z
wykorzystaniem innych parametrów giętej blachy (A, T, R). Wartosci tych można użyć do
wygenerowania współczynnika K odpowiadającego tylko rozpatrywanemu przez nas modelu. Istnieje
rownież mozliwość tworzenia własnych bibliotek zawierających dane zgromadzone w wyniku
indywidualnych doświadczeń konstruktora.
www.cns.pl
Wyszukiwarka
Podobne podstrony:
Modelowanie blach cz[1]b
Modelowanie blach cz[1]a
Elementarz modelowania powierzchniowego (cz I)
Elementarz modelowania powierzchniowego cz II
Metody modelowania procesow 2012 cz III
Modelowanie cz II opracowanie moje
Metody modelowania procesow 2012 cz II
cz 1a modelowanie i analiza systemow informatycznych
Metody modelowania procesow 2012 cz I (1)
Modelowanie brylowe zespolow i elementow maszyn w programach grafiki inzynierskiej cz 1
Metody modelowania procesow 2012 cz III
ISTOTA SZCZEG, W W WYKONAWSTWIE PROTEZ RUCHOMYCH CZ 1 OD ANALIZY MODELU PO MODELOWANIE P YTY PROTEZY
Metody modelowania procesow 2012 cz II
więcej podobnych podstron