
INVESTIGATION OF THE SOLDERING REACTION
IN MAGNESIUM HIGH PRESSURE DIE CASTING
DIES
C. Tang
CRC for Cast Metal Manufacture (CAST)
Industrial Research Institute, Swinbourne University of Technology (IRIS)
Manufacturing Science and Technology, CSIRO (CMST)
Locked Bag 9
Preston
VIC 3072 Australia
M. Z. Jahedi
CRC for Cast Metal Manufacture (CAST)
Manufacturing Science and Technology, CSIRO (CMST)
Locked Bag 9
Preston
VIC 3072 Australia
M. Brandt
CRC for Cast Metal Manufacture (CAST)
Industrial Research Institute, Swinbourne University of Technology (IRIS)
P.O. Box 218
Hawthorn
VIC 3122 Australia
Abstract
Soldering in high pressure die casting (HPDC) of magnesium alloys is be-
lieved not to occur because of the poor affinity between magnesium and iron.
However, information from industry showed that a soldered layer is formed
161

162
6TH INTERNATIONAL TOOLING CONFERENCE
between the magnesium alloy and the die material. To understand this phe-
nomenon, a series of H13 dipping tests was carried using AZ91D magnesium
alloy at 680
◦
C. Samples were sectioned and analyzed with optical mi-
croscope, Scanning Electron Microscope (SEM), Energy Dispersive X-ray
Analysis (EDX) and x-ray micro-diffraction system. The die casting trials
were also carried out to confirm the soldering development in high pressure
die casting conditions. The results showed that the formation of intermetallic
compound was started with the nucleation of the η-Fe
2
Al
5
phase. Later, man-
ganese substituted some of iron and this phase became (Fe,Mn)
2
Al
5
. Then,
a metastable F-phase Mn
23
Al
77
was formed at the outer layer.
Keywords:
High pressure die casting, soldering, magnesium alloy, immersion, inter-
metallic layer
INTRODUCTION
Magnesium alloys are the lightest structural metal material. The use of
magnesium die cast products has been increasing over the last decade. With
many advantages of the magnesium alloys, the magnesium high pressure die
casting is becoming one of the most attractive and prospective industries.
Magnesium alloys are not only 33% lighter than aluminium alloys, but also
its manufacturing cost is comparatively low [1], despite the higher price of
magnesium material. Perfect casting property makes it suitable for very thin
wall casting with high quality surface finish.
Unlike aluminium high pressure die casting in which soldering has been
received a great deal of attention [1, 2, 3, 4, 5, 6, 7, 8, 9], little is known
about soldering of magnesium alloys. The general believe is that soldering
in magnesium die casting does not occur because of the low affinity between
magnesium and iron. However, data from industry suggests that soldering
in magnesium die casting is a problem. As good surface quality and thin
wall strength are two distinct advantages of magnesium die cast products
[10, 11, 12], even slight soldering may degrade magnesium castings qualities.
Soldering in the aluminium high pressure die casting process has been
investigated and two soldering mechanisms have been reported. The first one
suggests that soldering is a series of steps involving erosive wear, corrosive
wear, dissolution of die materials, and development of intermetallic phases
[5]. The erosive wear is the mechanical interaction between the die surface
and the alloy melt which contains some solidified particles. However the
research by Chen and Jahedi [3]showed that core pins subjected to the high
Investigation of the Soldering Reaction in Magnesium High Pressure Die Casting Dies
163
Table 1.
Compositions of H13 (wt.%)
Cr
Si
Mo
C
Mn
V
Others
Fe
4,9
1,01
1,35
0,38
0,42
0,92
<0,4
Balance
melt impingement exhibit no erosive wear before the development of the
soldered layer.
The second mechanism proposed that soldering is caused by corrosive
wear due to the strong affinity of aluminium for iron in the die steel. During
the die filling and solidification processes, the casting alloy reacts with the
die steel and forms complex intermetallic compounds [13]. This reaction
is similar to that of hot-dip aluminising [9] although measurements showed
that the temperature in die cavity is about 100
◦
Clower than that in the hot-
dipping process [6].
There is not much information in the literature about interactions between
iron and magnesium alloys. However, magnesium alloys contain consider-
able amount of aluminium. This research work started with dipping tests to
understand the initial stages of development of intermetallic phases. Then,
semi–industrial high pressure die casting experiments were carried out.
EXPERIMENTAL PROCEDURE
MATERIALS
The materials selected for the experiments were H13 tool steel and AZ91D
magnesium alloy. H13 samples were machined into 25×25×2 mm square
shapes and then heat treated. After heat treatment, the samples were polished
with 1200 SiC paper and cleaned in a supersonic bath. A hole was drilled at
the corner of the square samples to be held stable when immersed into the
alloy melt. Table 1 gives the compositions of H13 steel.
AZ91D is a widely used magnesium alloy for HPDC because of its good
castability and high strength combined with moderate ductility [14]. Hence,
it was selected as the casting alloy for these experiments. The chemical
composition of the AZ91D alloy is presented in Table 2.
164
6TH INTERNATIONAL TOOLING CONFERENCE
Table 2.
Compositions of AZ91D Alloy (wt.%)
Al
Mn
Zn
Si
Others (Cu, Ni, Fe)
Mg
8,18
0,104
0,90
0,011
<0,005
Balance
DIPPING TEST
The experiments were carried out using a MiniMag furnace located at
CSIRO Division of Manufacturing Science and Technology. It is designed
for melting magnesium alloys. To prevent the exothermic reactions, AZ91D
ingots were preheated before melting in the furnace. Preheating of the ingots
removes moisture and makes it safe during melting.
A mixture of SF
6
(0.18 %) and nitrogen was used as a cover gas. Tem-
perature of the furnace was kept constant at 680
◦
C. The schematic of the
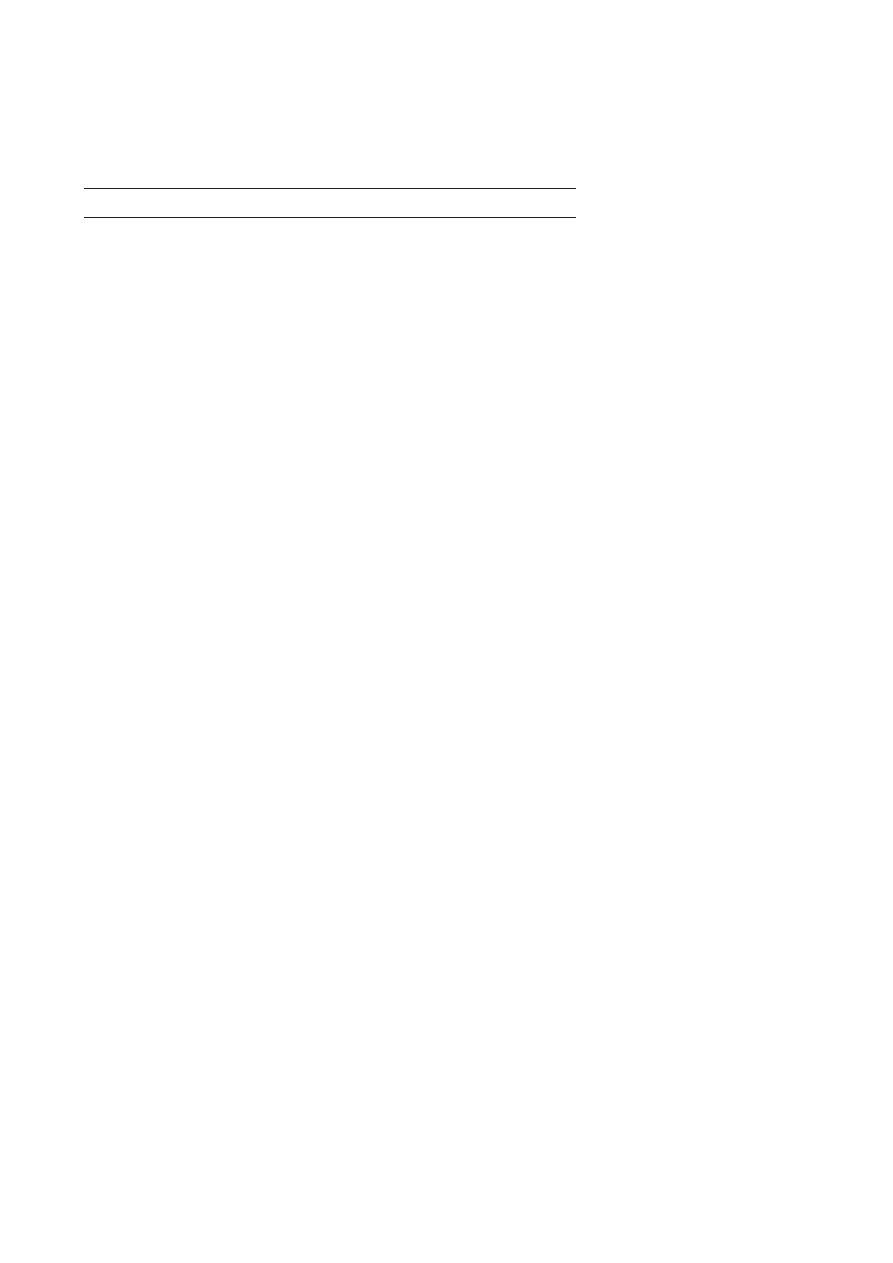
immersion set-up is shown in Fig. 1. H13 samples were suspended from
Figure 1.
Schematic diagram of the immersion set-up.
the holding bar and dipped into the melt for periods, from 5 minutes up to
3 hours. To make sure that the samples had direct contact with the melt,
the slag layer on the surface of the melt was pierced. When the tests were
completed, the samples were removed from the melt and buried into a dry
sand to cool down. This prevented the burning of magnesium alloy

Investigation of the Soldering Reaction in Magnesium High Pressure Die Casting Dies
165
HIGH PRESSURE DIE CASTING OF AZ91D
The semi-industrial machine for HPDC research was a Toshiba 250 ton
HPDC machine housed in the CSIRO Division of manufacturing Science &
Technology was used. Specially designed die with removable core pins was
used [3]. The magnesium alloy used was AZ91D. The alloy temperature
was maintained at 680
◦
C. A mixture of 0.18% SF
6
+ N
2
was used as cover
gas.
After certain shots the core pins were removed and sectioned and their
microstructure were studied using optical microscopy and SEM. The com-
position and identification of the phases in intermetallic layers were carried
out using EDX and X-ray Micro-diffraction techniques.
RESULTS AND DISCUSSION
IMMERSION TEST
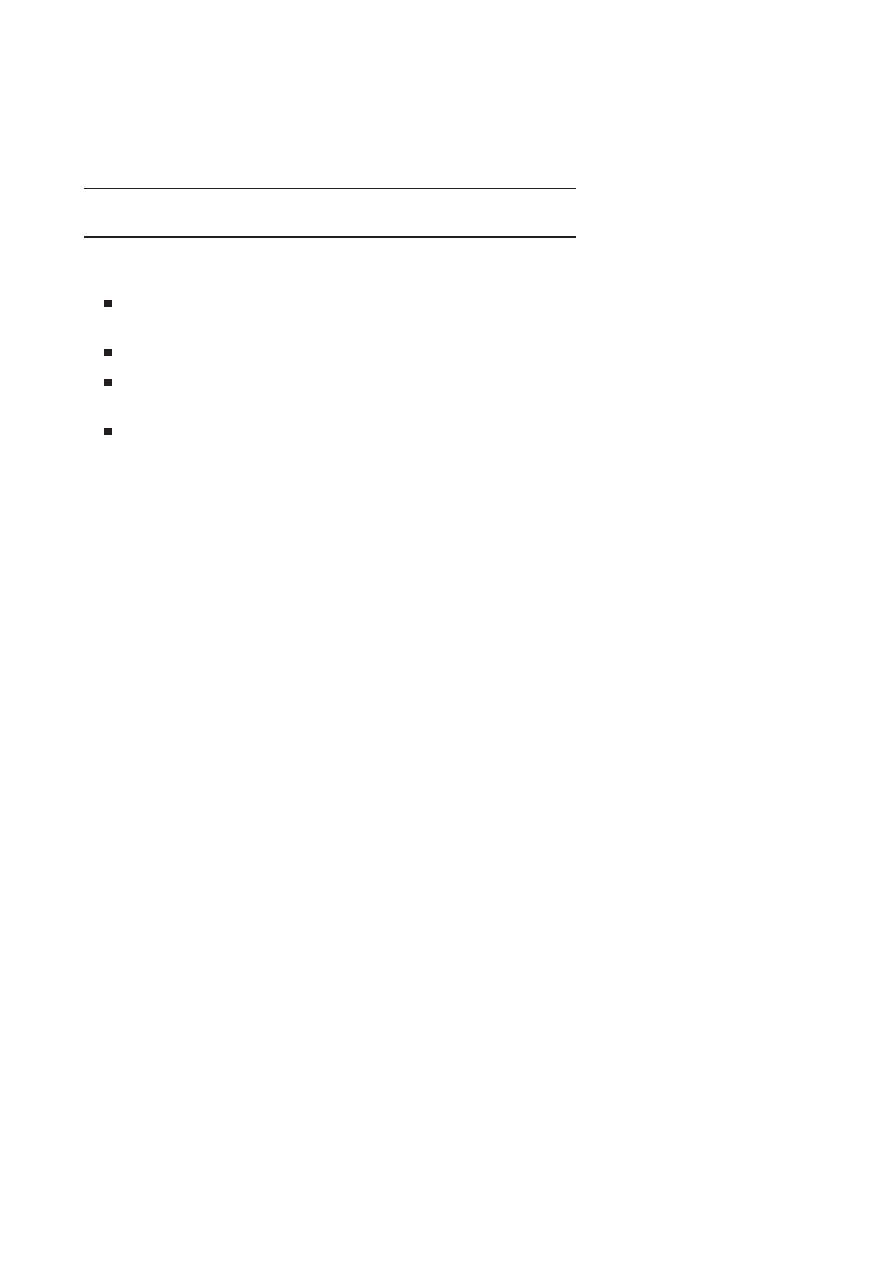
The results from immersion tests indicated that the surfaces of H13 steel
samples were covered with silvery adherent coatings as illustrated in Fig. 2.
The samples were cut, mounted and polished with a great care and then exam-
Figure 2.
H13 dipped samples after removing from the AZ91D melt.
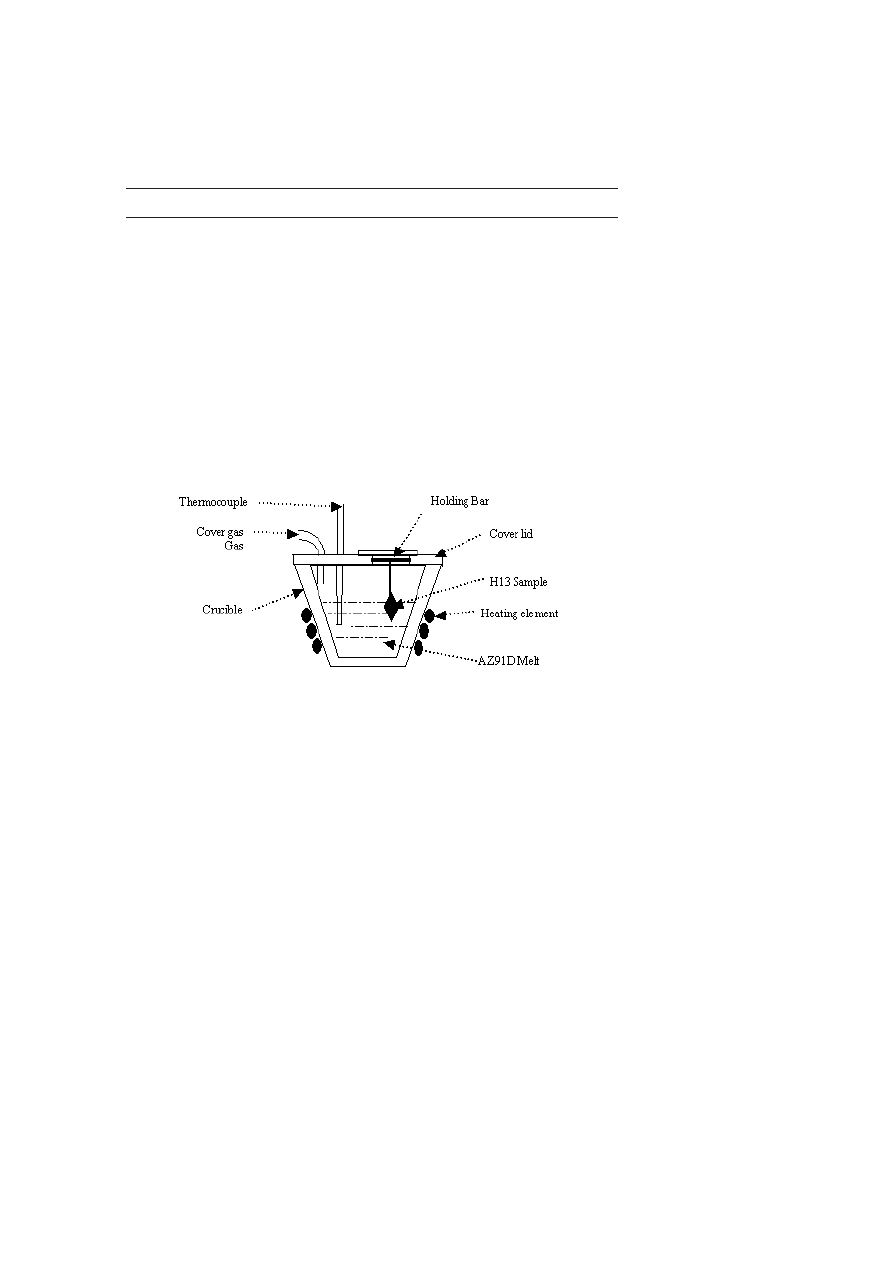
ined under SEM. The structure is shown in Fig. 3. Three distinct areas were
identified on the soldered area of unetched sample. The major composition

166
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 3.
SEM image of soldered area (unetched).
Table 3.
Averaged composition (at% ) of elements in the intermetallic layer
Al
Fe
Mn
Others (Mg, Cr, Si, etc)
Area 1
66,9
13,8
17,09
Balance
Area 2
71,42
15,88
11,55
Balance
Area 3
63,08
13,08
21,76
Balance
of the intermetallic layer was iron, manganese and aluminium. These three
elements made 98 atomic% of the composition of the intermatallic layer and
the magnesium content was very low. The composition of the soldered layer
at three different areas is shown in Table 3. A line scan was performed using
EDX as shown in Fig. 4 to present the qualitative distributions of these ele-
ments. Although the areas 1 and 2 in Fig. 3 had different compositions, the
X-Ray micro-diffraction results showed that they have the same structure as
manganese rich η-Fe
2
Al
5
. The area 1 with higher manganese content had
Investigation of the Soldering Reaction in Magnesium High Pressure Die Casting Dies
167
(a)
(b)
Figure 4.
The results of line scan through intermetallic layer. Immersion time 2 hours and
the sample was unetched.
a lighter appearance and the area 2 with higher Fe content showed a darker
appearance. The area 3 at Fig. 3 appeared as a crust on top of the inner
(Fe,Mn)
2
Al
5
with a much higher manganese content.
The identification of intermetallic phases using conventional X-Ray Diffrac-
tion (XRD) method was difficult because the layers were very thin and iden-
tification of the positions of certain phases was difficult. To overcome this
problem, the X-Ray micro-diffraction technique was used [15]. The sample
for X-Ray micro-diffraction was prepared as shown in Fig. 5. The points 1
and 3 were interfaces between intermetallic layer-AZ91D and intermetallic
layer -H13 respectively. At the point 2, only orthorhombic η-Fe
2
Al
5
phase
Figure 5.
Schematic of polishing of sample for X-Ray micro-diffraction.
was detected. The high content of manganese in this phase, could be (Fe,
Mn)
2
Al
5
where iron was substituted by manganese. At point 3, both (Fe,
168
6TH INTERNATIONAL TOOLING CONFERENCE
Mn)
2
Al
5
and iron were detected. AZ91D has more than % 8 aluminium.
Due to strong affinity of aluminium to iron η-Fe
2
Al
5
phase forms preferen-
tially at the interface with H13 steel [7].
At point 1, the interface between intermetallic and of AZ91D alloy build-
up η-Fe
2
Al
5
phase, hexagonal Mg and a metastable structure F-phase Mn
23
Al
77
.
So the Mn and Al rich crust is likely to be the metastable F-phase Mn
23
Al
77
.
Further work is in progress to understand the mechanism of the formation
of F-phase Mn
23
Al
77
phase.
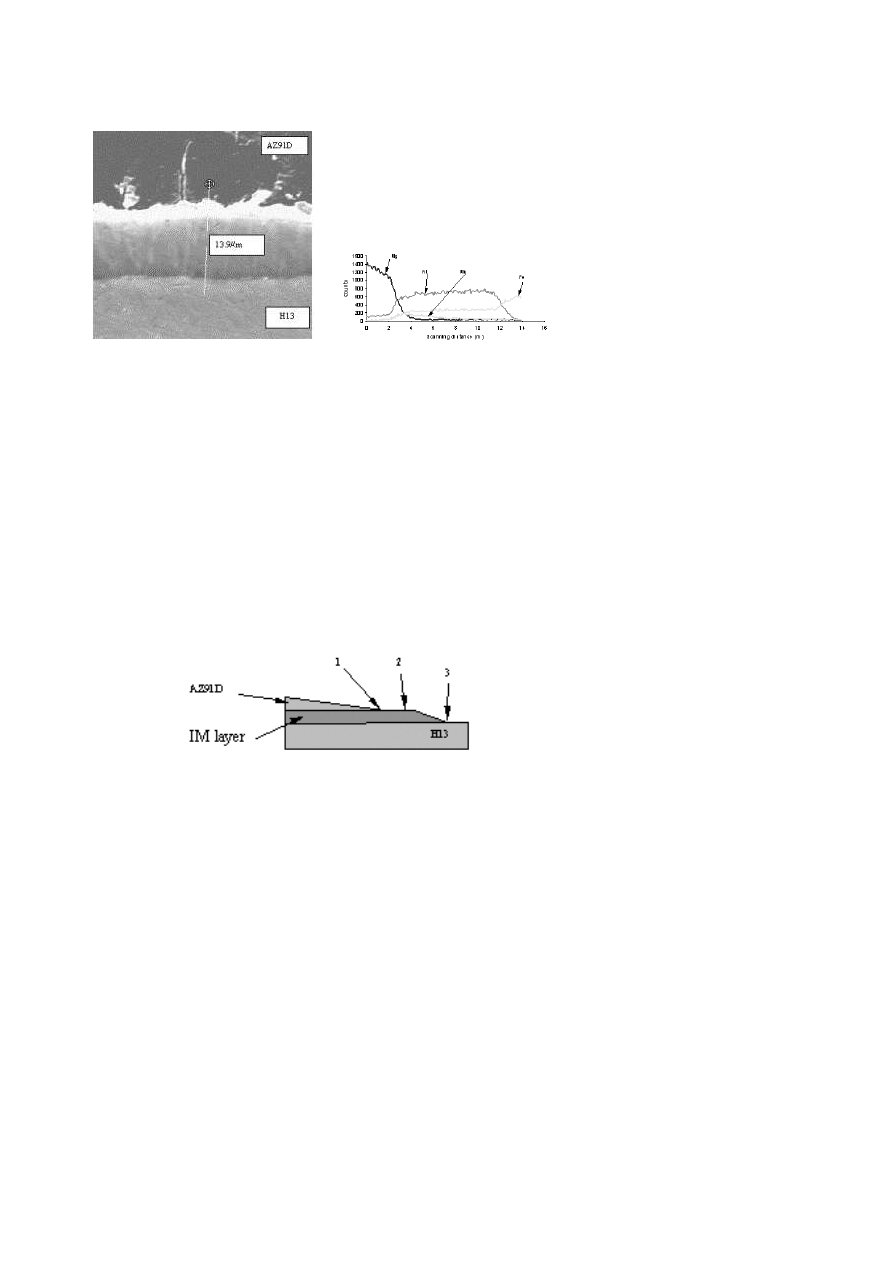
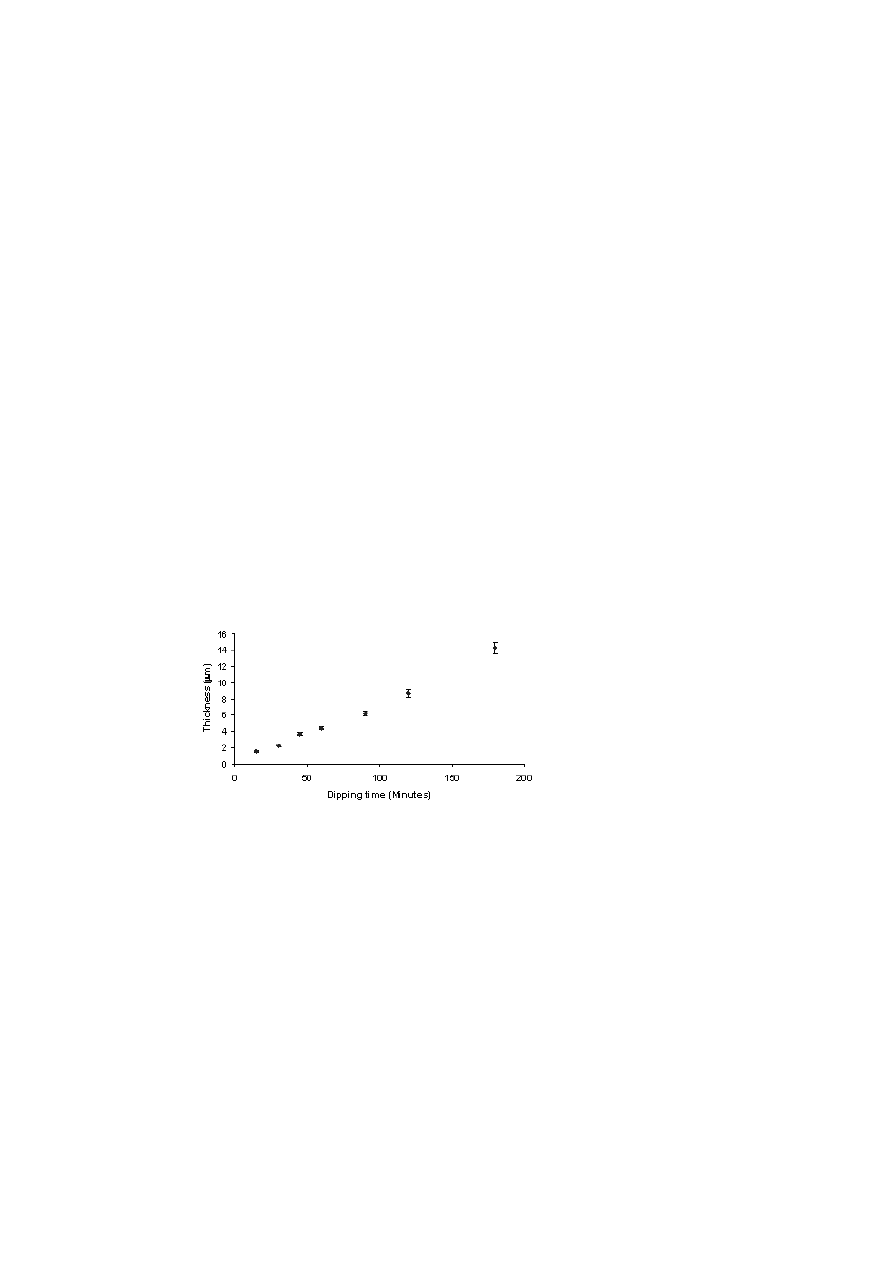
The intermetallic layer
The thickness of the intermetallic layer was ex-
pected to vary with dipping time, as in the case of aluminium alloys [5,
7, 16, 17]. The relationship between dipping time and intermetallic layer
thickness is presented in Fig. 6. It is clear that this relationship is linear.
This is different from the results of aluminium immersion tests, which is
parabolic [7]. It is believed that the presence of Si in aluminium alloys may
reduce the intermetallic layer growth rate [18]. This may occur because Si
might reduce the iron dissolution in the intermetallic layer or increasing the
diffusion of iron the melt. As the immersion time increases, the Si accu-
mulates along the intermetallic layer interface with the melt, which impedes
the diffusion process and the growth of the intermetallic layer. On the other
hand in AZ91D the amount of Si is very low and has no impending effect
as magnesium alloys. The further work is in progress to fully understand
the mechanism of the growth of the intermetallic layer in magnesium alloys.
At this stage, it appears that the soldering in AZ91D alloy occurs as the
Figure 6.
Thickness of the intermetallic Layer.
Investigation of the Soldering Reaction in Magnesium High Pressure Die Casting Dies
169
Table 4.
Chemical composition of intermetallic layer on the core pin.
Mg
Al
Mn
Fe
Others
Inner layer
2,79
74, 1
12,17
9,54
Balance
Outer layer (Crust)
3,27
63,06
32,28
1,30
balance
following steps:
Nucleation of the Fe
2
Al
5
compound due to the high affinity of Fe to
Al.
Replacement of some of Fe atoms with manganese atoms.
Diffusion of Al atoms to the H13 substrate surface causing Al super
saturation at the interface of Mg-alloy and the substrate.
The formation of the high manganese intermetallic phase at the top of
Fe
2
Al
5
phase occurs.
SOLDERING LAYER FORMATION IN HIGH PRESSURE
DIE CASTING OF AZ91D
During HPDC of AZ91D experiment, the core pins initially were coated
with a thin silvery layer as shown in Fig. 7. The EDX analysis of this layer
showed that it was magnesium. After 300 shots soldering layer appeared
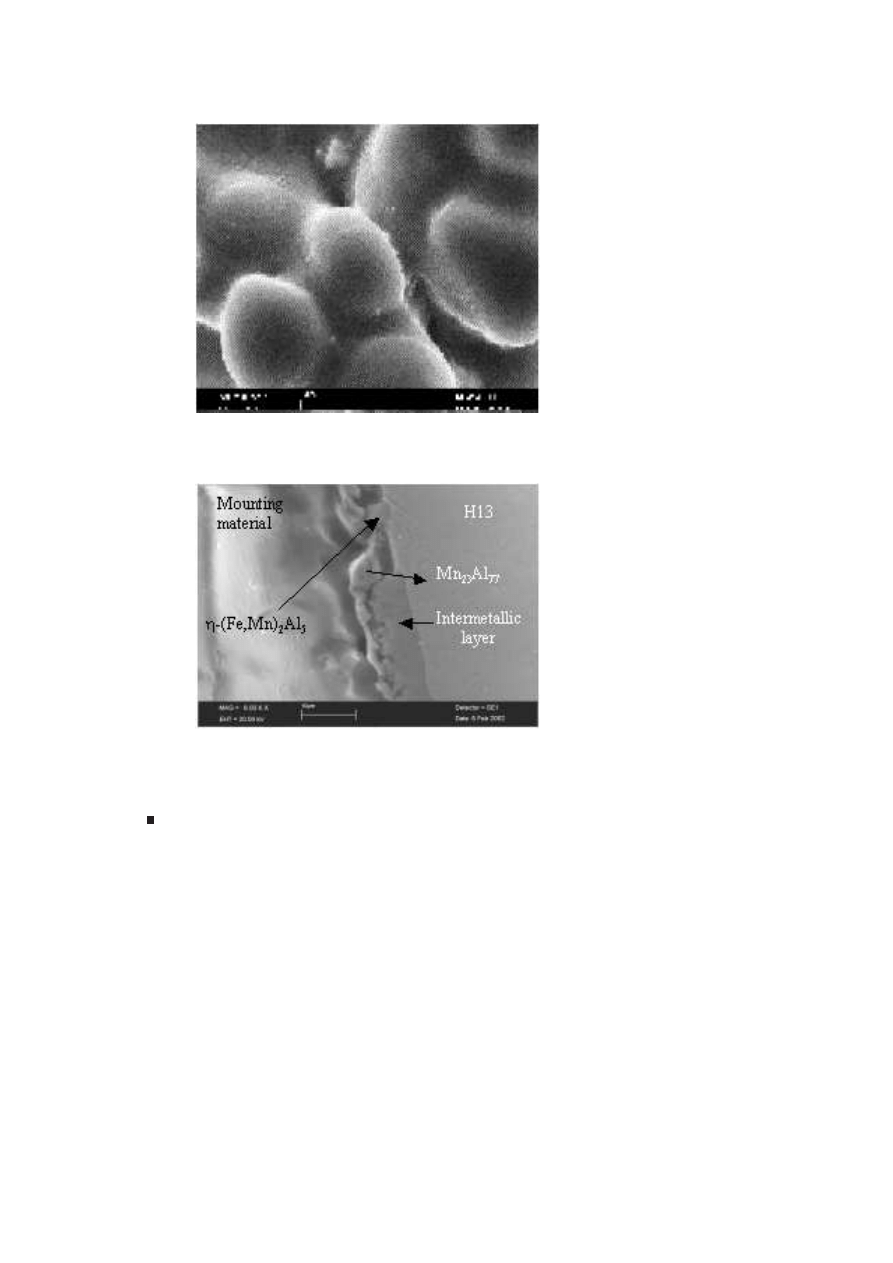
on the core pin. The microstructure of the soldered layer on the core pin is
presented in Fig. 8 and the EDX analysis of this layer is presented in Table 4.
It appears that the soldering layer consist intermetallic phases observed in
immersion test.
CONCLUSION
The investigation of the mechanism of soldering in high pressure die
casting of magnesium alloys were carried out by dipping H13 die steel into
the AZ91D magnesium alloy. The intermetallic phases in the soldered layer
were identified by the microstrure, EDX and XRD analyses. High pressure
die casting trails were also carried out to compare the soldered layer formed
during HPDC with the soldered layers from dipping tests. The following
conclusions were made:
170
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 7.
Initial magnesium build-up on the core pin.
Figure 8.
Microstructure of soldered layer on the core pin.
It appears that the soldering layer forms by nucleation of η-Fe
2
Al
5
phase at the interface of the AZ91D melt with H13 die steel. Some of
Investigation of the Soldering Reaction in Magnesium High Pressure Die Casting Dies
171
the iron atoms replaced by manganese and this phase is orthorhombic
η-(Fe,Mn)
2
Al
5
.
It appears that the outer layer of the soldered layer is F-phase, Mn
23
Al
77
.
The growth of intermetallic layer in AZ91D magnesium alloy is linear.
ACKNOWLEDGMENTS
The authors express their gratitude to the CRC for Cast Metals Manufac-
turing (CAST) for financial support for this PhD project.
REFERENCES
[1] D. T. FRASER and M. Z. JAHEDI Magnetite coating for prevention of soldering in
aluminum HPDC tooling. Die Casting Engineer, v. 44, n. 2 2000.
[2] Z. W. CHEN and M. Z. JAHEDI. The effect of temperature on soldering and the
sequence of formation of the soldered layer during high pressure die casting of Ao-
11Si-3Cu. Int. J. Cast metals Res. 11 p.129-138, 1998.
[3] Z. W. CHEN and M. Z. JAHEDI. Die erosion and its effect on soldering formation in
high pressure die casting of aluminium alloys. Materials and design, p.303-309, 1999.
[4] C. MITTER et al. Application of hard coatings in aluminium die casting-soldering, ero-
sion and thermal fatigue behaviour. Surface & Coatings Technology. 125(1-3) p.233-
239, Mar. 2000.
[5] Y. CHU et al. Soldering phenomenon in Aluminium die casting: Possible causes and
cures. Transactions of NADCA, 17th international die casting congress & exposition.
1993. NADCA.
[6] Z. W. CHEN and M. Z. JAHEDI, Metallurgy of soldering in high pressure die casting
of Al-Si-Cu , ’98 Proceedings of the Biennial Materials Conference of the Institute of
Materials Engineering, Australasia. 1-Materials Processing. 98.
[7] G. WINKELMAN, “The effect of iron content of the melt on the severity of interfacial
reactions during immersion of steels in Al-11Si-2.5Cu alloy melt”. Master thesis,
University of Queensland, 2000
[8] R. SHIVPURI et al, A study of erosion in die casting dies by a multiple pin accelerated
erosion test. Journal of Materials Engineering and Performance 4(2) p. 145-153, 1995.
[9] S. SHANKAR and D. APELAIN. Die soldering – A metallurgical analysis of the
molten metal/die interface reactions. NADCA transactions 1997.
[10] B. H. HU et al Development of Magnesium Casting Technology for Ultra-Thin walled
Telecommunication Parts. Proceedings of the 11th Biennial Die Casting Conference of
the Australia Die Casting Association, September p. 3-6, 2000, Melbourne, Australia
Paper 13.

172
6TH INTERNATIONAL TOOLING CONFERENCE
[11] W. P. SEQUEIRA, G. L. DUNLOP and M. T. MURRAY. Effect of section thickness
microstructure and mechancal propertiesof high pressure die casting magnesium al-
loy AZ91D. Proceedings of the 3rd International magnesium Conference. 1996 The
Institute of Materials, Manchester.
[12] Ya. B. UNIGOVSKI and E. M. GUTMAN, Surface morphology of a die-cast Mg
alloy. Applied Surface Science. v. 153, n. 1, p. 47-52, Dec. 1999.
[13] Z. W. CHEN, et al. Metallurgical phenomena in Die/Casting interfacial regions during
high pressure die casting of aluminium alloys. Transactions of 20th international die
casting congress & exposition. 1999. Cleveland, USA, NADCA.
[14] NADCA. Magnesium Die Casting Handbook. 1998.
[15] D. Hay, et al. Applications of x-ray micro-diffraction using a Bruker general area de-
tector diffraction system, 2001’ Engineering Materials (ENGMAT2001). Melbourne.
[16] Z. W. CHEN, et al Structure of intermetallic phases formed during immersion of H13
tool steel in an Al-11Si-3Cu die casting alloy melt. Materials Science & Engineering
A260: p.188-196, 1999.
[17] S. SHANKAR and D. APELIAN, The role of aluminum alloy chemistry and die
material on die soldering. NADCA. Transactions of 20th International Die Casting
Congress & Exposion. 1999. Cleveland, USA.
[18] G. EGGELER, e. a. On the influence of silicon on the growth of the alloy layer during
hot dip aluminizing. Journal of Materials Science 21: p. 3348-3350, 1986.
Wyszukiwarka
Podobne podstrony:
Investigation of Barite Sag in Weighted Drilling Fluids in Highly Deviated Wells
Greene, Joshua D & other An fMRI Investigation of Emotional Engagement in Moral Judgement
Investigation of Barite Sag in Weighted Drilling Fluids in Highly Deviated Wells
68 979 990 Increasing of Lifetime of Aluminium and Magnesium Pressure Die Casting Moulds by Arc Ion
68 979 990 Increasing of Lifetime of Aluminium and Magnesium Pressure Die Casting Moulds by Arc Ion
3 T Proton MRS Investigation of Glutamate and Glutamine in Adolescents at High Genetic Risk for Schi
A Corpus Linguistic Investigation of Vocabulary based Discourse Units in University Registers
Dance, Shield Modelling of sound ®elds in enclosed spaces with absorbent room surfaces
Proteomics of drug resistance in C glabrata
Microstructures and stability of retained austenite in TRIP steels
MMA Research Articles, Risk of cervical injuries in mixed martial arts
a probalilistic investigation of c f slope stability
Capability of high pressure cooling in the turning of surface hardened piston rods
Development of financial markets in poland 1999
Antigone Analysis of Greek Ideals in the Play
Analysis of Police Corruption In Depth Analysis of the Pro
więcej podobnych podstron