
THE EFFECT OF A NITRIDE LAYER ON THE
TEXTURABILITY OF STEELS FOR PLASTIC MOULDS
R. Rahn and R. Ufer
EschmannStahl GmbH & Co. KG
Dieringhauser Straße 161–183
D-51645 Gummersbach
Germany
Abstract
This study investigates the dependence of the texturability of 40 CrMnMo
7 steel (1.2311), which is used to produce moulds for plastic parts, on the
presence of a nitride layer.
For this purpose, two sets of nine specimen plates were nitrided, using
gas nitriding for one set and plasma nitriding for the other set. In order to
determine the effect of the nitride layer, the surfaces of the plates were ground
to various depths, ranging from 0.01 mm to 0.5 mm.
The specimen plates were textured using three different texture patterns
and three different etching media.
It was seen that if a suitable etchant (nitric acid) is used, the nitride layer
has no effect on the appearance of the texture. This applies to both nitriding
processes. The only noticeable effect is that the degree of gloss increases as
more of the nitride layer is ground off.
OBJECTIVE OF THE STUDY
Generating a surface structure on moulds used for injection moulding
plastic parts, which is also called texturing or etching, is being used increas-
ingly often. This gives the moulded part an attractive surface, which is of
great importance for the appearance and ’touch’ of the workpiece. This
means that the surface texture is an important feature of the design of an
injection-moulded part. Many injection moulds are surface-hardened using
a nitriding process. This increases the abrasion resistance of the surface and
1075
1076
6TH INTERNATIONAL TOOLING CONFERENCE
improves the ejection characteristics of the injected part for release from the
mould. Although nitriding of the mould should take place following textur-
ing, it is not uncommon for moulds to be supplied for texturing subsequent
to nitriding.
The objective of this study is to determine whether the desired texture
appearance can be obtained in the presence of a previously applied nitride
layer. Besides leading to higher costs, under certain conditions this can result
in the failure of the mould if the mould thickness is thereby significantly
altered.
ESCHMANNSTAHL AND ESCHMANN TEXTURES
INTERNATIONAL
EschmannStahl provide end-to-end service for three product groups: hot-
work steel, cold-work steel and mould steel for plastic moulds. This service
extends from sawing the raw material through machining mould assemblies
to texturing of the surfaces of injection moulds.
DESCRIPTION OF THE PHOTOCHEMICAL
TEXTURING OF INJECTION MOULDS
Etching, which is also called structuring or texturing, is nowadays pre-
dominantly performed using a photochemical process.
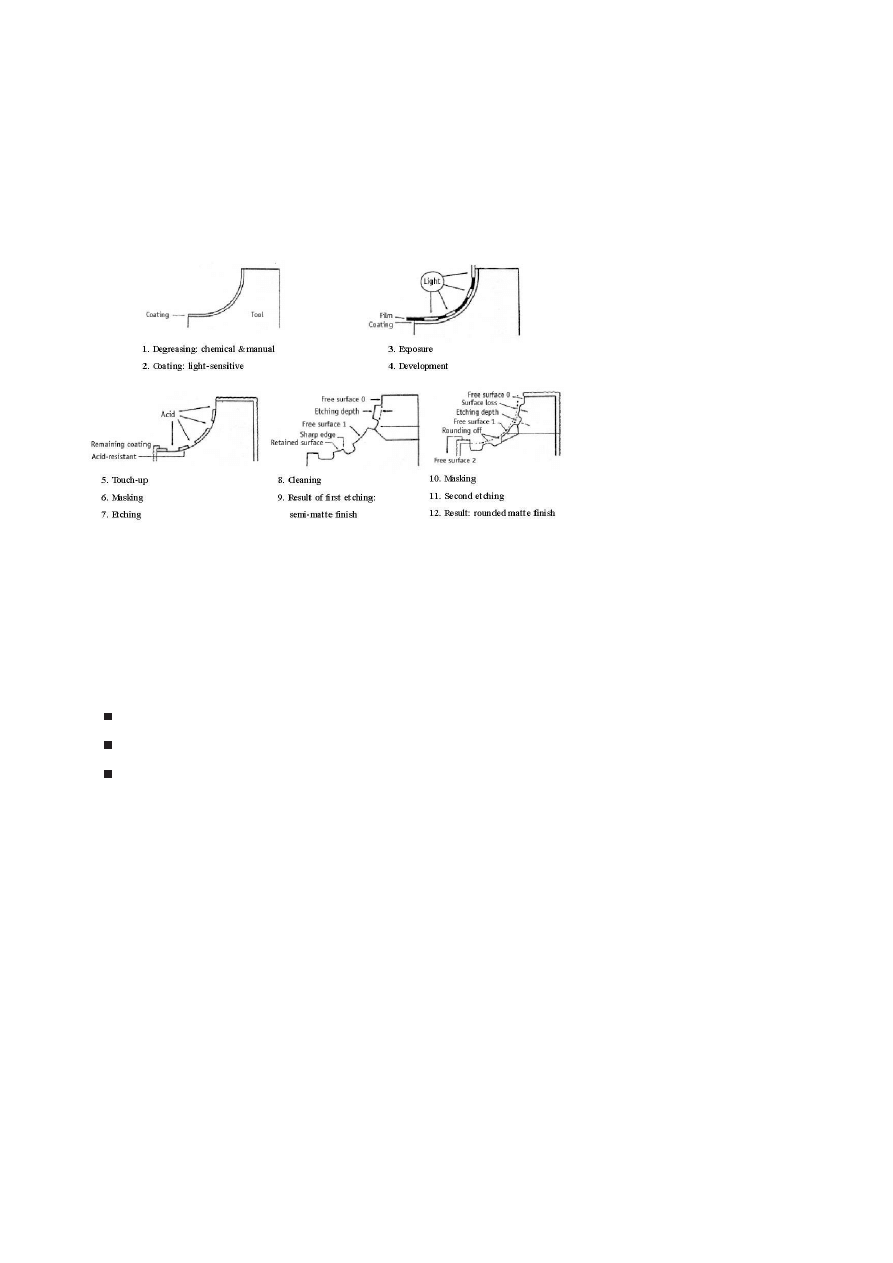
The process of photochemical texturing can be described as follows:
A photosensitive lacquer is applied to the inner surface of the mould that
is to be textured. Following this, a film with the appropriate design is placed
on top of the surface. Exposure to intense light causes the lacquer below the
transparent areas of the film to harden. The unexposed, soft portions of the
lacquer film are then washed away using a special developer. This produces
areas of the steel surface that are covered by the lacquer film and other areas
that are free of lacquer. In the areas that are free of lacquer, steel is removed
from the surface in an etching bath, with the amount removed depending
on the concentration of the acid and the duration of the etching. The actual
etching times are relatively short and lie at around 60 seconds for an etching
depth of 0,01–0.02 mm. After the rest of the lacquer has been removed,
additional etching is possible.
Using this multistage etching process, it is possible to obtain a variety of
different etching effects.
The Effect of a Nitride Layer on the Texturability of Steels for Plastic Moulds
1077
Figure 1 shows the etching process in schematic form [3].
Figure 1.
Representation of the working process for producing photoetched textures.
STEEL PROPERTIES RELATED TO TEXTURABILITY
Fundamentally, all common types of tool steel can be textured. The steel
must have the following properties to allow a texture with a homogeneous
appearance to be achieved:
a fine, uniform microstructure,
a good level of purity with regard to sulphide and oxide content,
few segregations.
As a rule, steels that have been tempered and hardened are used for
texturing. For injection moulds, EschmannStahl employs the EST (Extra-
Structure) grade, which has an excellent purity level (a maximum K4 value
1078
6TH INTERNATIONAL TOOLING CONFERENCE
of 20 per DIN 50 602) and reduced sulphur content (< 0.005 %)) as the
result of special metallurgical treatment.
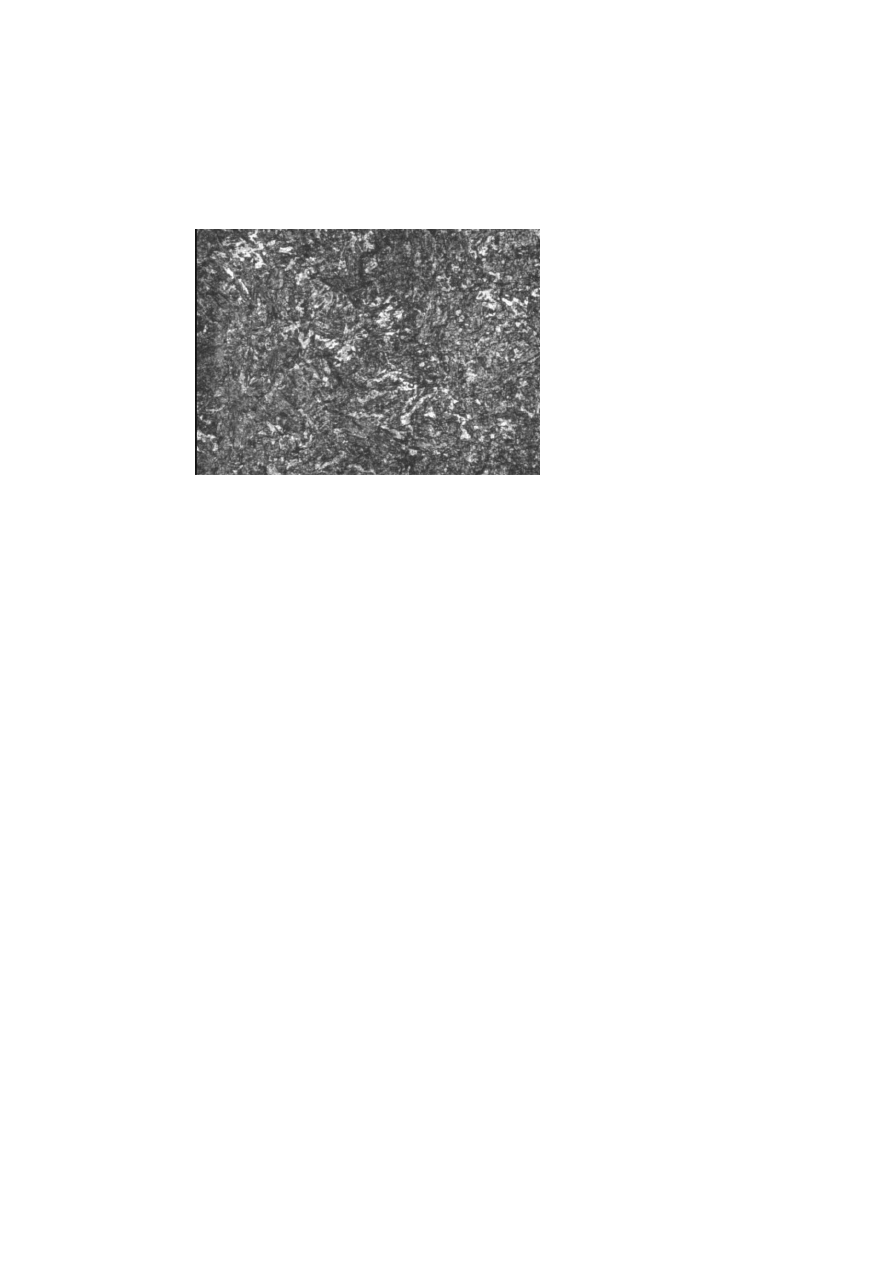
Figure 2 shows the homogeneous martensitic microstructure of the steel
grade 40CrMnMo7.
Figure 2.
Martensitic microstructure of steel grade 40 MnCrMoV7 (1.2311) for moulds
for plastic parts.
NITRIDING MOULDS FOR PLASTIC OBJECTS
The objective of a nitriding treatment is to form a diffusion layer having
a nitride hardening depth of up to 0.9 mm, depending on the material.
A prerequisite for a successful nitriding treatment is the use of an alloy
steel containing nitride-forming elements, such as aluminium, chromium,
vanadium, molybdenum or manganese.
Moulds for plastic objects are frequently nitrided, due to the increased
abrasion resistance and better mould ejection characteristics of nitrided
moulds.
A distinction is made between gas nitriding and plasma nitriding.
GAS NITRIDING
Gas nitriding takes place at a temperature of 490 to 530℃.
The Effect of a Nitride Layer on the Texturability of Steels for Plastic Moulds
1079
In gas nitriding, gaseous ammonia (NH
3
) is used as the nitrogen carrier.
This gas dissociates, and the atomic nitrogen present in the gas diffuses into
the surface of the steel and combines with the iron to form iron nitrides
(Fe
2
−
3
N & Fe
4
N). As the duration of the treatment is extended, the nitrogen
diffuses deeper into the steel. This leads to the formation of special nitrides
[2].
PLASMA NITRIDING
In plasma nitriding, the component to be treated is placed in a vacuum
retort and brought in contact with a treatment gas consisting of a nitrogen-
hydrogen mixture. The treatment temperature lies between 250 and 600℃. A
fixed or pulsating dc voltage (300–800 V) is applied between the component
(which forms the cathode) and the vacuum retort (which forms the anode)
to generate a plasma by means of a gas discharge.
The ionised nitrogen molecules strike the surface of the component with
high kinetic energy and are split into atoms and initiate the nitriding process,
which then continues using the previously described diffusion process. Since
atoms are released from the surface at the same time (by sputtering), this
process can also be used to nitride corrosion-resistant steels, since the passive
chromium layer can be destroyed [2].
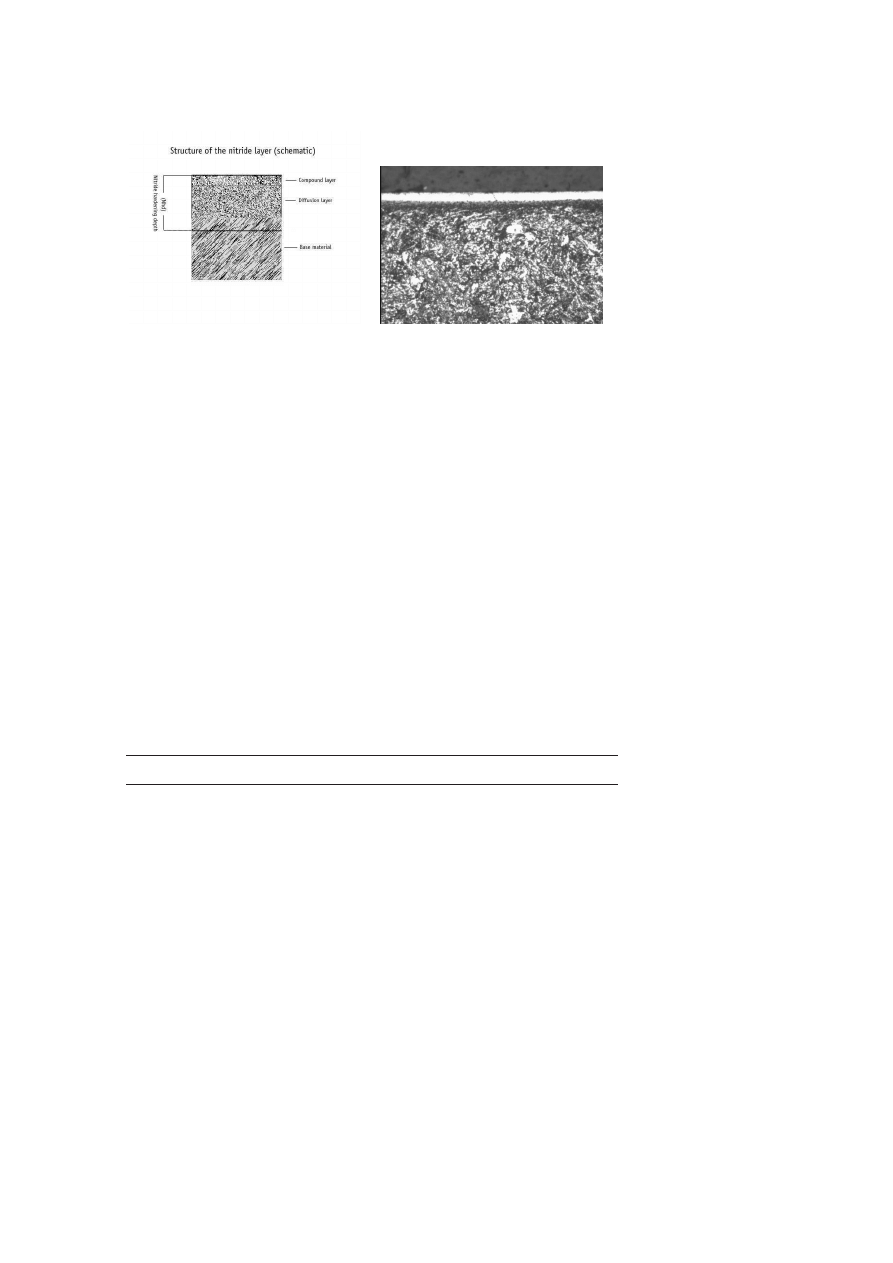
FORM OF THE NITRIDE LAYER
For both nitriding processes, the nitride layer consists of:
an outer compound layer made up of iron and nitrogen compounds,
and
a diffusion layer underneath the outer layer, in which the nitrogen is
embedded in the iron matrix
The compound layer, which has thickness of 0.002–0.008 mm, exhibits
extreme hardness combined with good corrosion resistance [1].
The considerably thicker diffusion layer is less resistant to corrosion.
Figure 3a and 3b shows the structure of the nitride layer, both schemati-
cally and in the form of a micrograph.
1080
6TH INTERNATIONAL TOOLING CONFERENCE
(a) schematic
(b) micrograph
Figure 3.
Structure of the nitride layer.
EXPERIMENTAL PROCEDURE
Experiments were carried out on 18 specimen plates. The plates were
sawn from a forged steel plate with raw dimensions of 205×600×3500 mm
and then machined.
In order to minimise the effect of the material used, all plates were taken
from the same block. The material grade is 40CrMnMo7 (material number
1.2311 on the Stahleisen list). It corresponds to the American grade P20.
The chemical composition of the steel is shown in Table 1 . The bar was pre-
tempered to a hardness of 285 Brinell. Of the 18 plates, 9 were gas nitrided
and 9 were plasma nitrided. Gas nitriding took place at a temperature of
510℃ with a duration of 36 hours. The depth of the nitride layer is here 0.44
mm. Plasma nitriding took place at a temperature of 530℃ with a duration
of 24 hours. The depth of the nitride layer was 0.30 mm.
Table 1.
Chemical composition of 40CrMnMo7,wt%
C
Si
Mn
P
S
Cr
Ni
Mo
V
W
0.40
0.32
1.51
0.016
0.001
1.90
-
0.21
-
-
After the nitriding, the surfaces of the plates were ground to various
depths. The grinding depths for each of the plates were 0.01 mm, 0.10
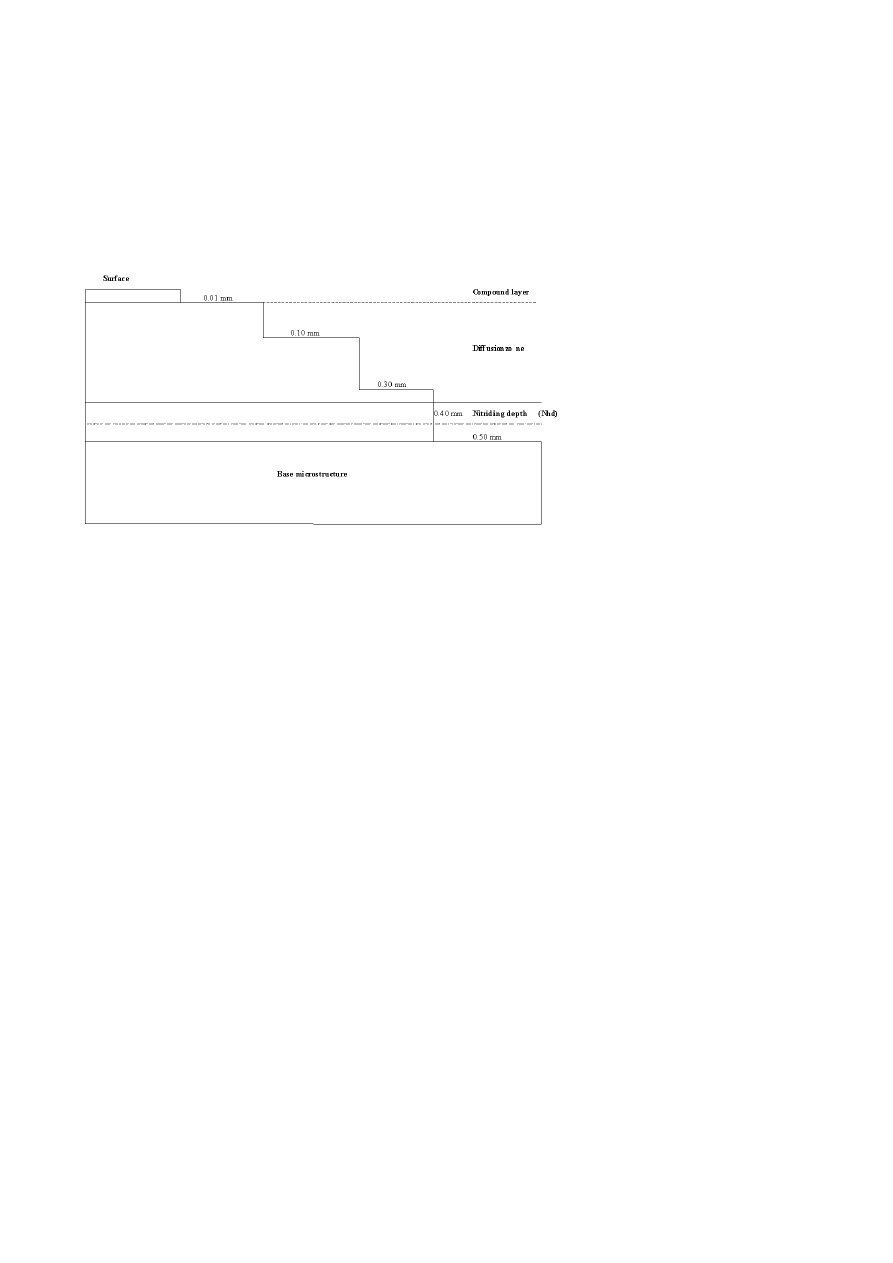
The Effect of a Nitride Layer on the Texturability of Steels for Plastic Moulds
1081
mm, 0.30 mm and 0.50 mm, Fig. 4. The grinding depths were chosen in
accordance with the depths of the nitride layers.
Figure 4.
Cross section of the specimen plates after nitriding.
The prepared plates were taken to the etching works of Eschmann Textures
International, where they were etched using three different texture patterns.
As a further parameter, three different acid baths were used: nitric acid,
hydrochloric acid and ferric chloride. The process parameters, such as the
composition of the acid, the bath temperature and duration of the etching,
corresponded to the operating conditions developed and fixed by Eschmann
Textures for the material and texture patterns used.
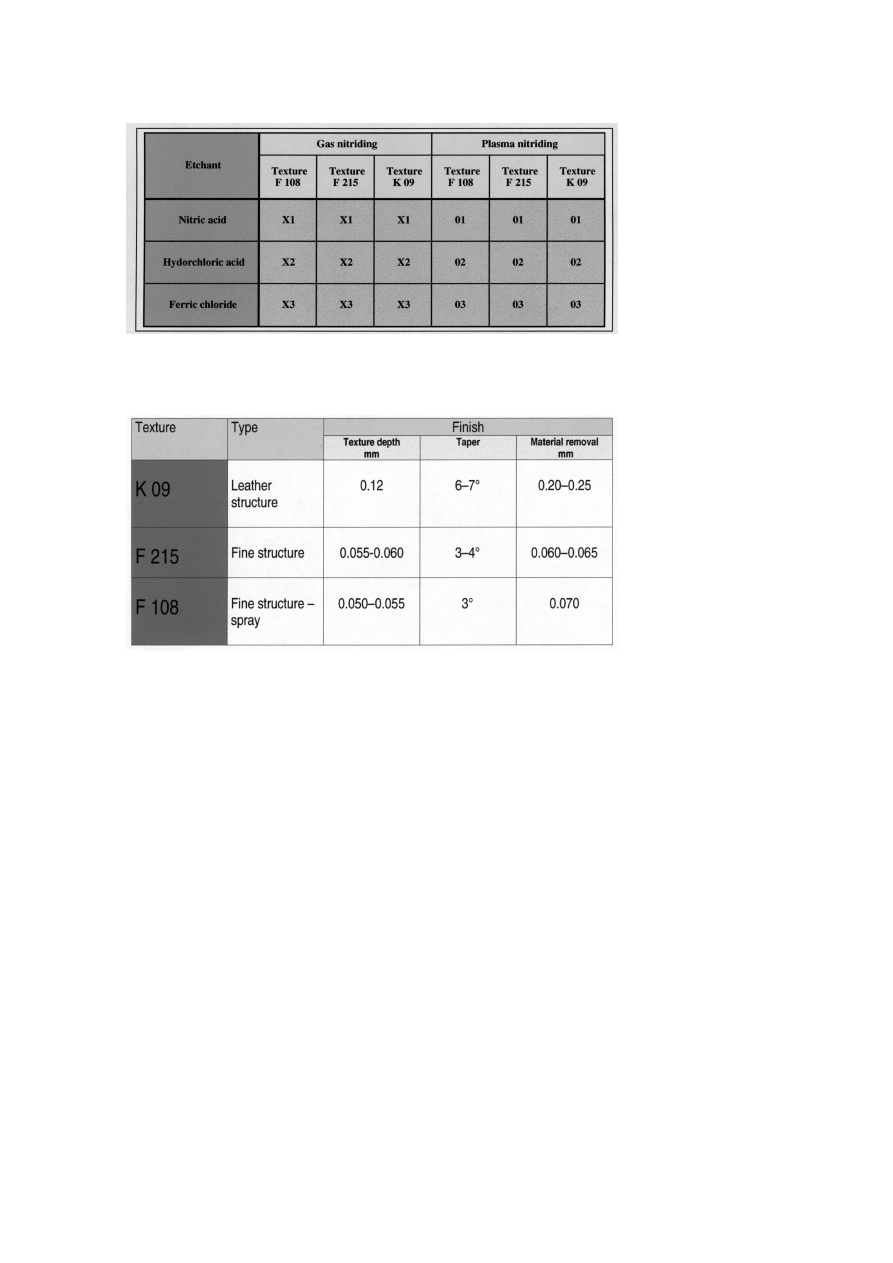
Figure 5 shows the experimental set-up for the specimen plates. Figure 6
describes the texture patterns. The K09 texture is a coarse leather texture,
while the F215 texture represents a finely figured texture. The F108 texture
is a very finely structured ’powder’ texture.
1082
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 5.
Experimental set-up for the specimen plates.
Figure 6.
Description of the texture patterns.
EXPERIMENTAL RESULTS
The 18 textured specimen plates were evaluated in terms of the appearance
of their textures.
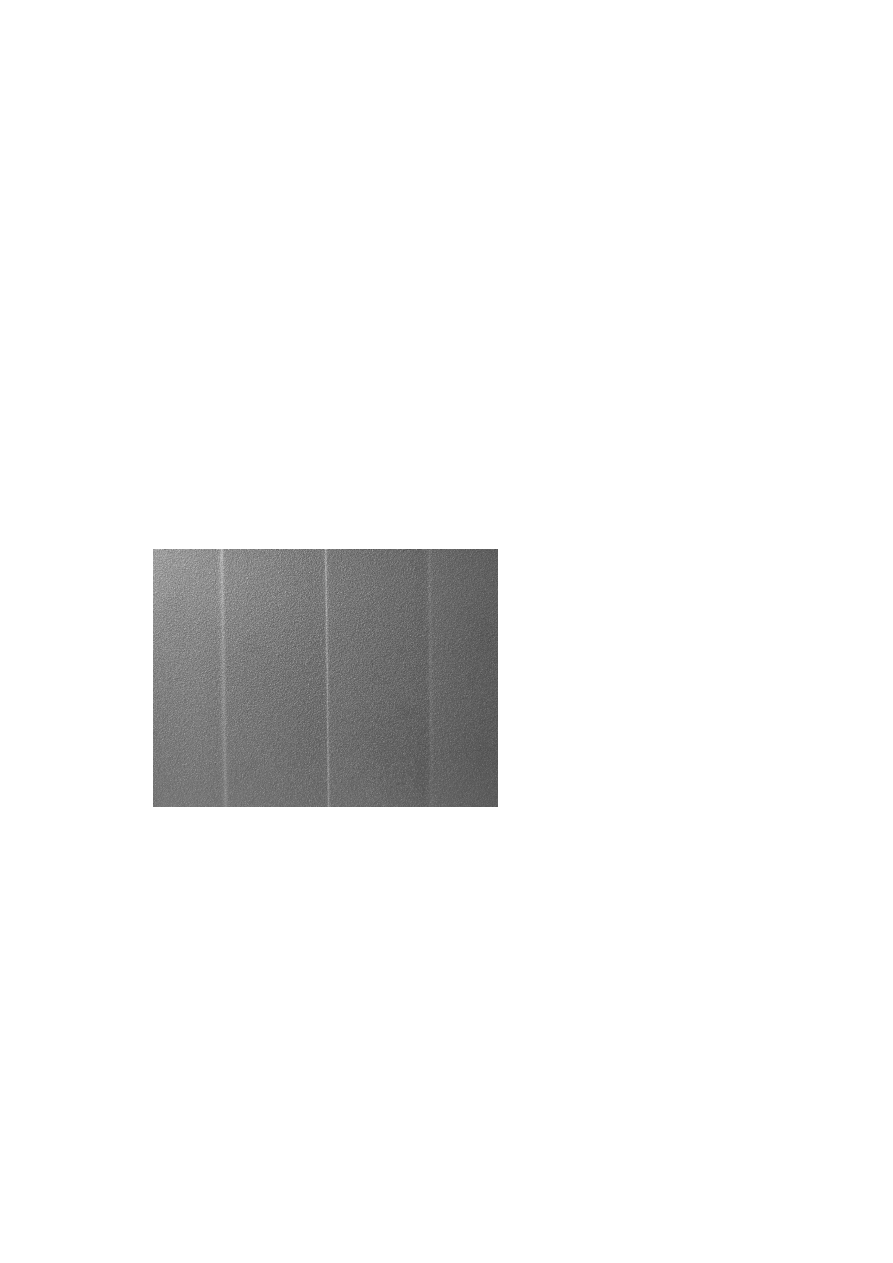
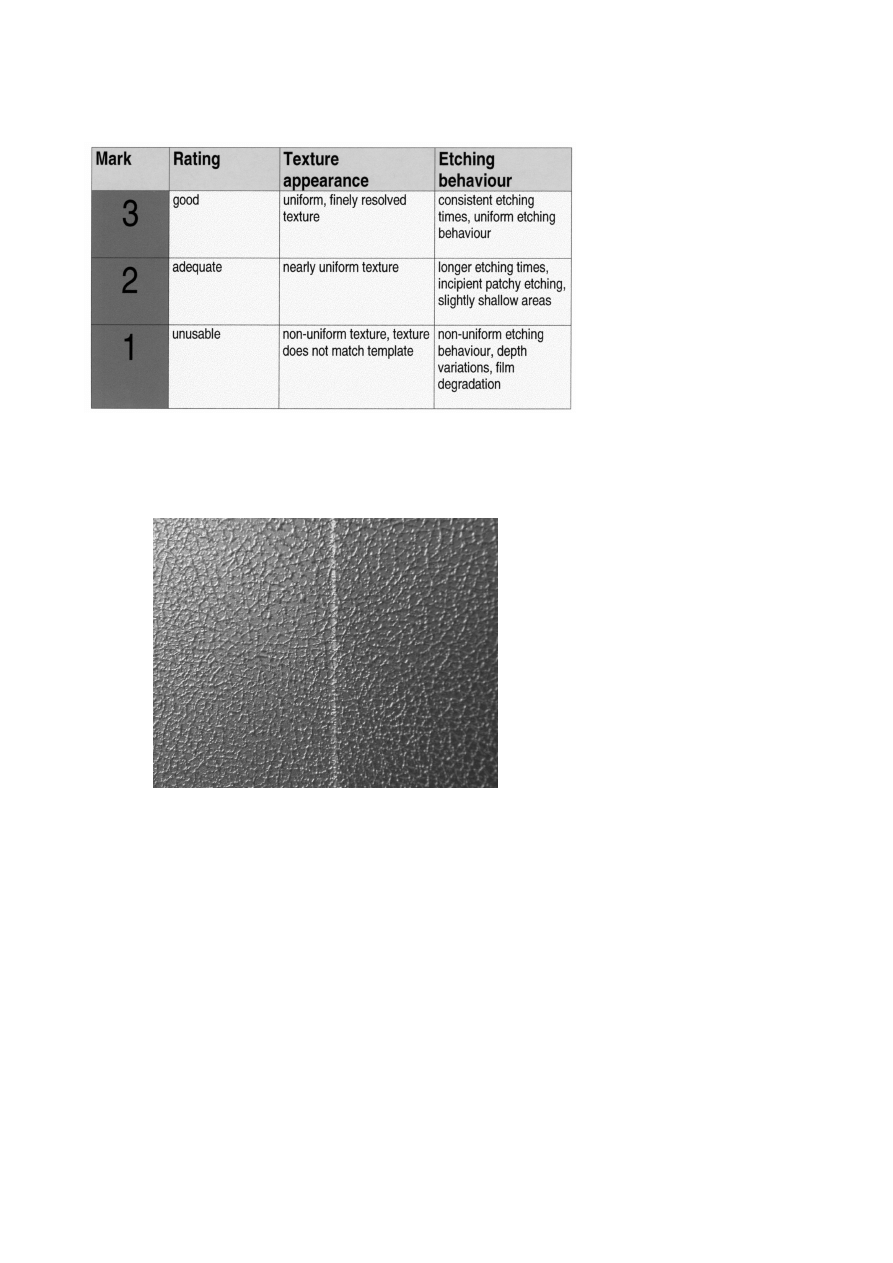
Figure 7 shows a specimen plate with the K09 texture. The various grind-
ing depths can be seen on this plate.
The Effect of a Nitride Layer on the Texturability of Steels for Plastic Moulds
1083
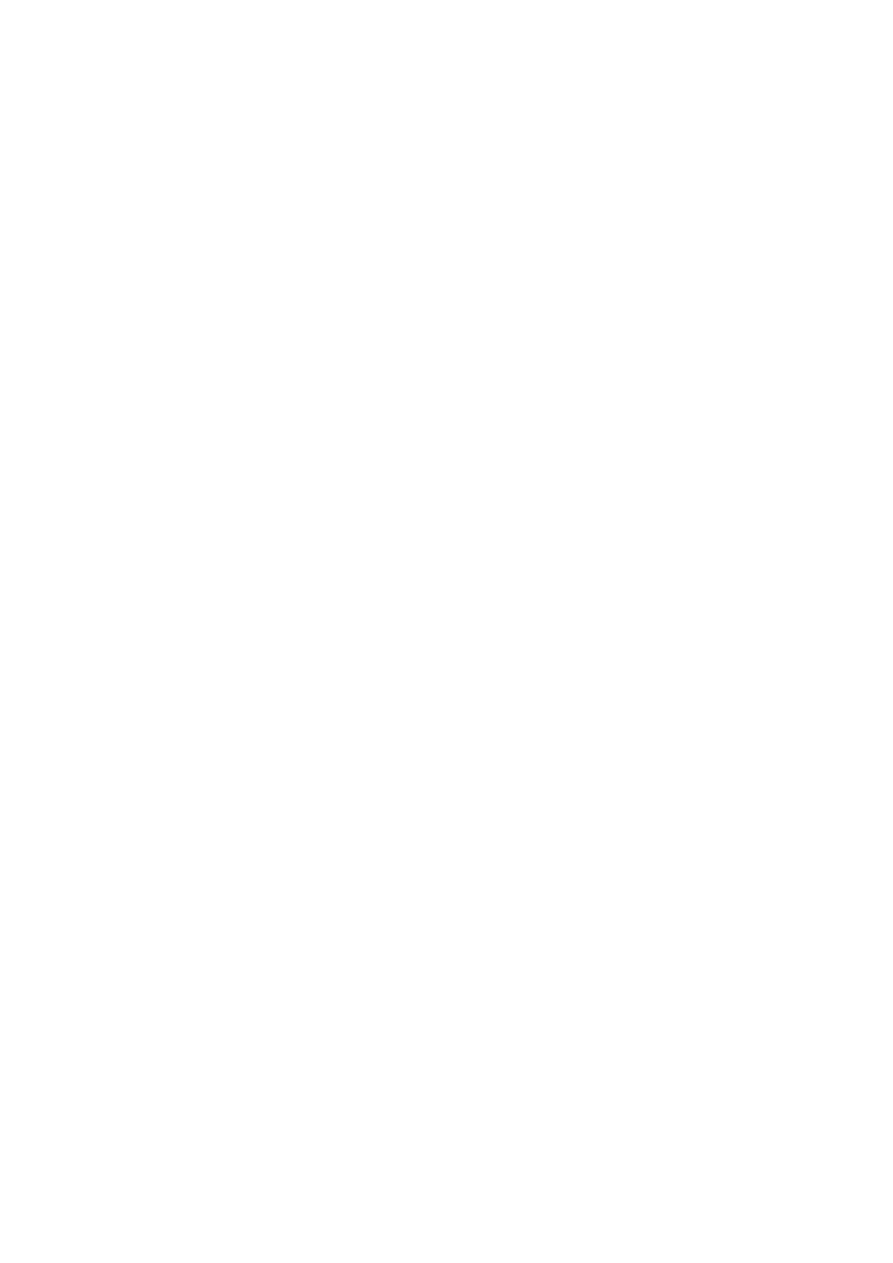
The evaluation scale is reproduced in Fig. 8. It ranges from No. 3 for
a good texture with a uniform appearance to No. 1, ’texture appearance
unusable’. Figures 9 and 10 show the appearance of the K09 texture with
good and unsatisfactory results. An evaluation sheet was generated for each
specimen plate.
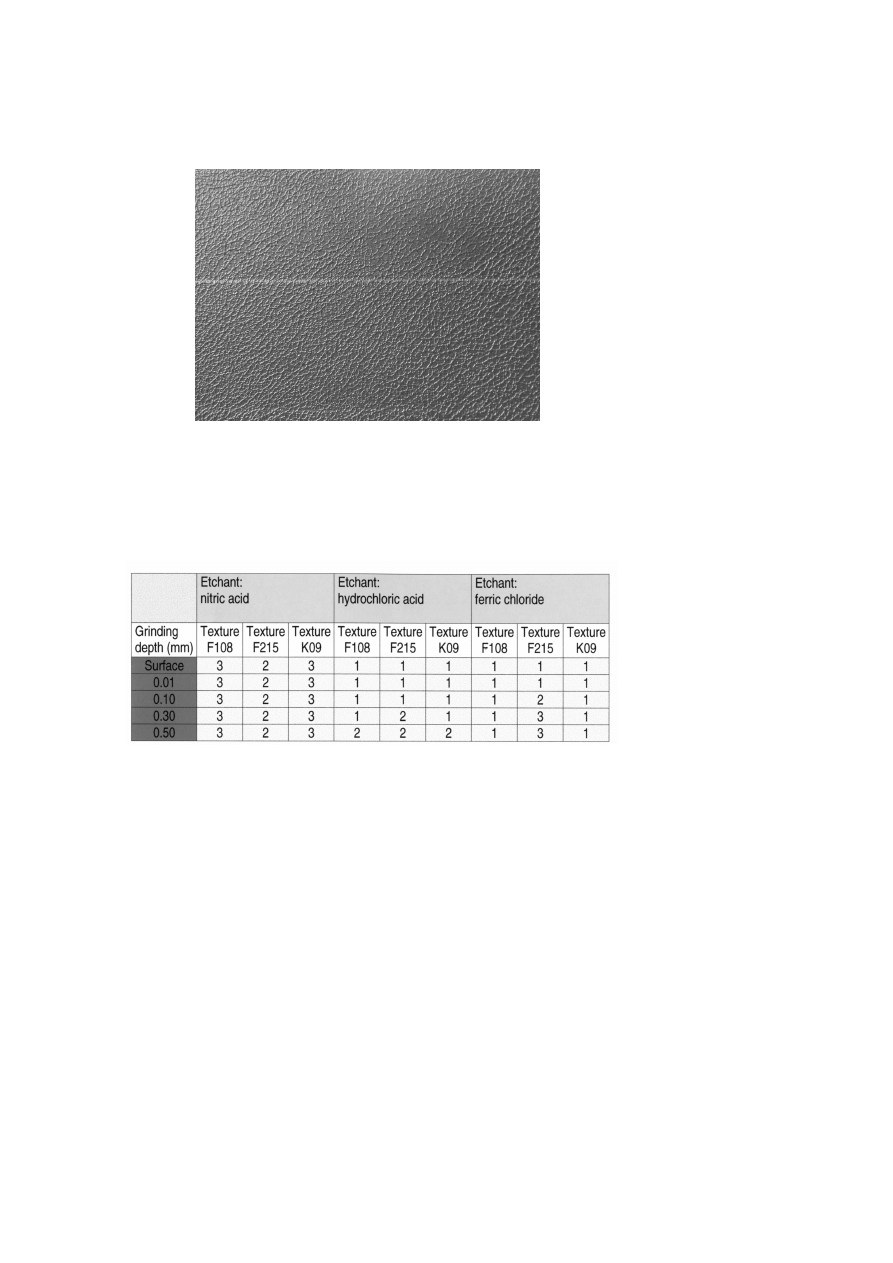
The results of the evaluations of the texture appearances are listed sepa-
rately according to the nitriding process used. The results for gas nitriding
are shown in Fig. 11, while the results for plasma nitriding are shown in
Fig. 12.
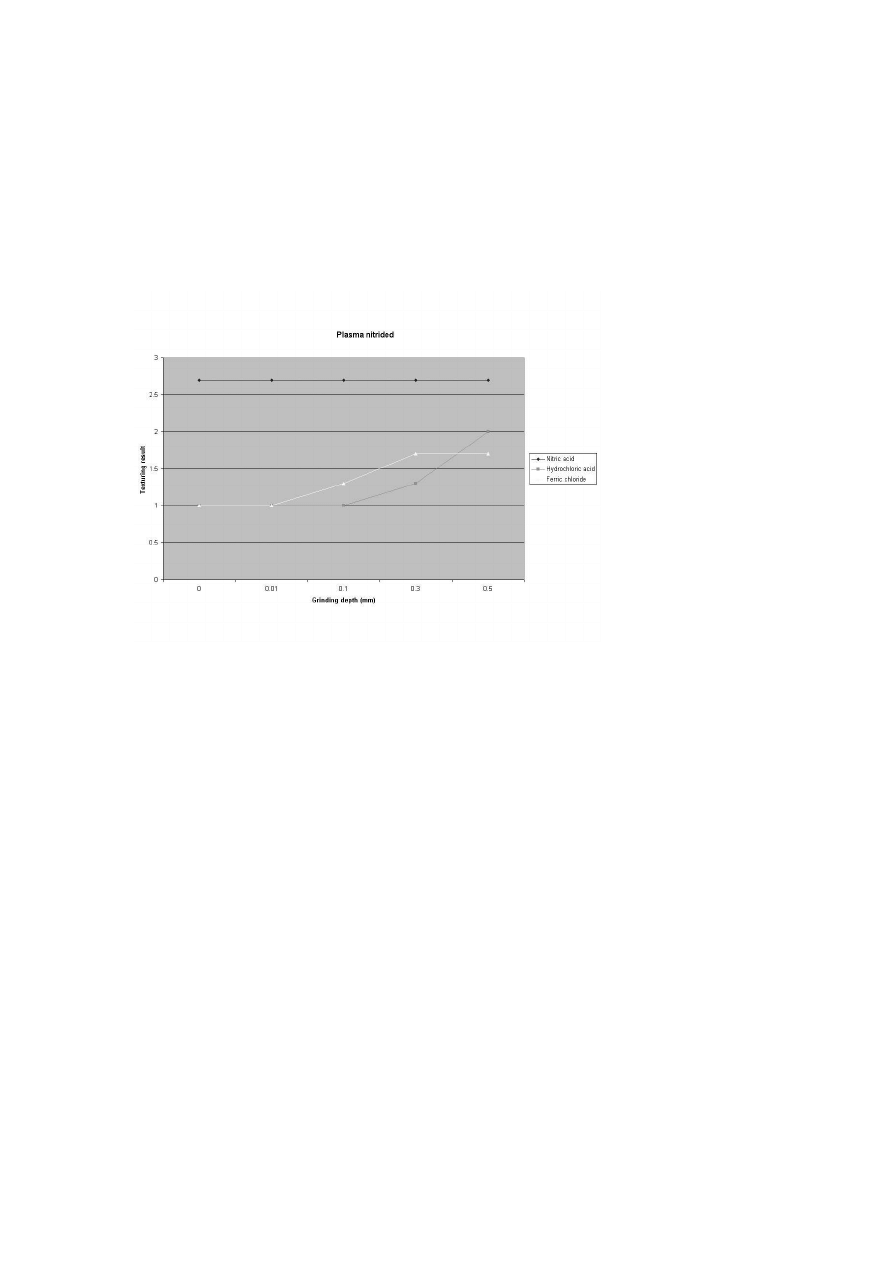
As can be seen from these results, the texturing is well formed in all cases
when nitric acid is used as the etchant, independent of the nitriding layer.
This is true for both nitriding processes and all three texture patterns.
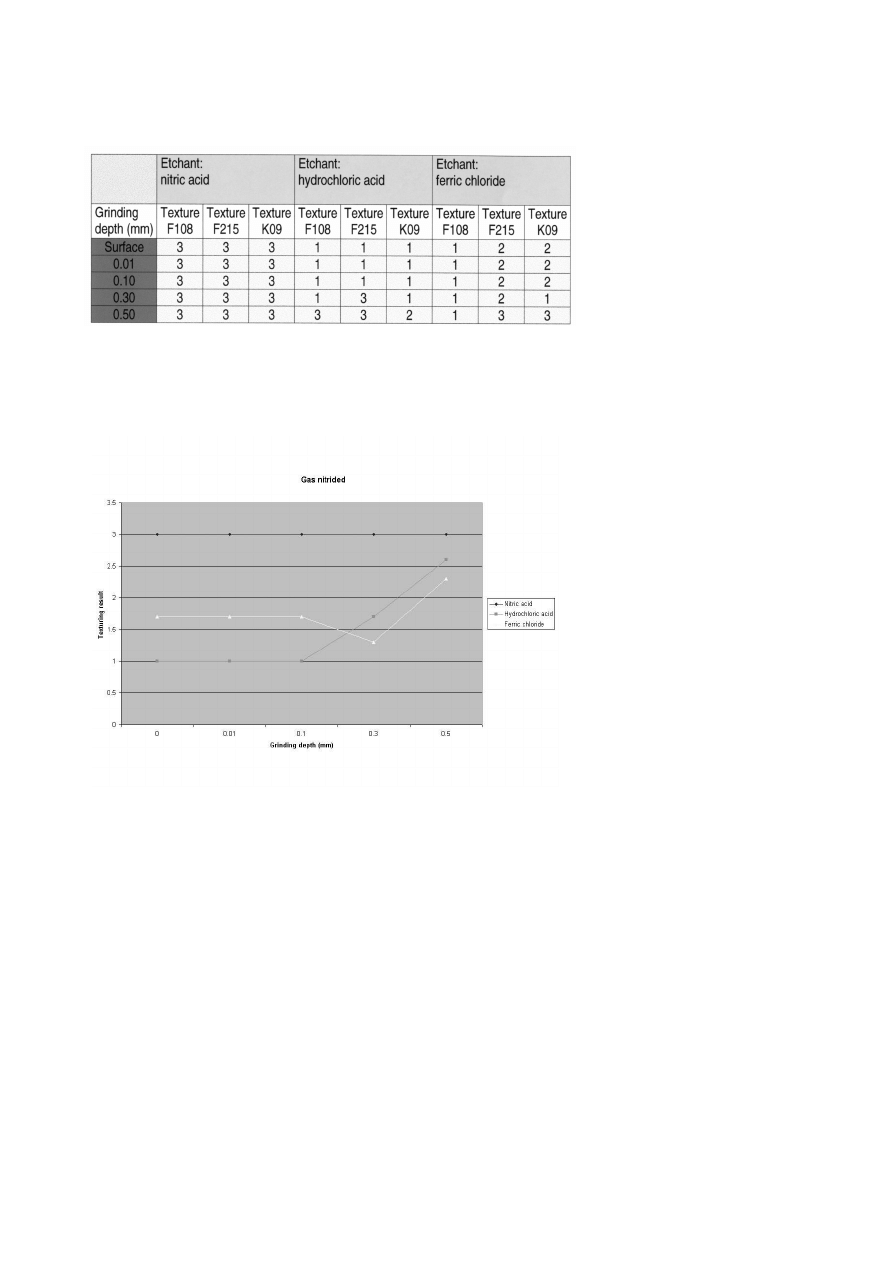
With the hydrochloric acid and ferric chloride etchants, a trend toward
better texturing results with increasing grinding depth can be seen, Fig. 13
and Fig. 14.
However, here an optimum texture appearance is not achieved even when
the base microstructure is reached at a grinding depth of 0.5 mm. This is
particularly the case with the fine F108 texture.
The evaluation of the degree of gloss shows a matt gloss for the nitrided
surface for both nitriding processes. With increasing grinding depth, the
gloss increases for all etchants and texture patterns.
Figure 7.
Photograph of a textured specimen plate.
1084
6TH INTERNATIONAL TOOLING CONFERENCE
CONCLUSIONS
In summary, it can be said that good texturing results can be obtained
even with nitrided surfaces with the use of the appropriate etchant (in the
case of this study, nitric acid).
The nitriding process and the texture pattern are not important in this
regard.
If the proper etchant is used, the nitride layer has no effect on the textura-
bility of steels for plastic moulds. However, the level of gloss is affected by
the nitride layer.
ACKNOWLEDGMENTS
We would like to thank the following for their support and assistance in
carrying out this work: Dipl.-Ing. H.J. Grasemann at Messrs, Carl Gom-
mann, Hardening works, Remscheid, Germany also Mr A. Scherer-Eurich
and Mr M. Lennartz, Eschmann Textures International GmbH, Neuenstadt
a. K., Germany. Our special thanks goes to Mr H.D. Eschmann, who made
this study possible.
REFERENCES
[1] Klöckner Ionon GmbH ’Ionitrieren ... denn auf die Oberfläche kommt es an’ [Ion ni-
triding… since the surface is what counts]
[2] Carl Gommann ’Nitrieren und Nitrocarburieren von Stahlbauteilen’ [Nitriding and ni-
trocarburising steel components]
[3] Bayer Leverkusen Technical Application Data ’Die strukturierende Formnestoberfläche
und deren Abformung durch Thermoplaste’ [The structuring cavity surface and its
deformation by thermoplasty] Dieter Schauf
The Effect of a Nitride Layer on the Texturability of Steels for Plastic Moulds
1085
Figure 8.
Evaluation scale for texturing results.
Figure 9.
Photograph of the K09 texture pattern with a good result.
1086
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 10.
Photograph of the K09 texture pattern with a poor result.
Figure 11.
Results of the texturing experiments for the gas-nitrided specimen plates.
The Effect of a Nitride Layer on the Texturability of Steels for Plastic Moulds
1087
Figure 12.
Results of the texturing experiments for the plasma-nitrided specimen plates.
Figure 13.
Effect of grinding depth on texturing results (gas-nitrided specimen plates).
1088
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 14.
Effect of grinding depth on texturing results (plasma-nitrided specimen plates).
Wyszukiwarka
Podobne podstrony:
31 411 423 Effect of EAF and ESR Technologies on the Yield of Alloying Elements
Effects of the Great?pression on the U S and the World
Effects of the Atomic Bombs Dropped on Japan
Effect of magnetic field on the performance of new refrigerant mixtures
Effects of the Family Environment Gene
Curseu, Schruijer The Effects of Framing on Inter group Negotiation
Effects of the Political Party System
A systematic review and meta analysis of the effect of an ankle foot orthosis on gait biomechanics a
71 1021 1029 Effect of Electron Beam Treatment on the Structure and the Properties of Hard
Effects of kinesio taping on proprioception at the ankle
Wigner The Unreasonable Effectiveness of Mathematics in the Natural Sciences
Glińska, Sława i inni The effect of EDTA and EDDS on lead uptake and localization in hydroponically
Effecto of glycosylation on the stability of protein pharmaceuticals
Understanding the effect of violent video games on violent crime S Cunningham , B Engelstätter, M R
The Effect of Childhood Sexual Abuse on Psychosexual Functioning During Adullthood
On the Effectiveness of Applying English Poetry to Extensive Reading Teaching Fanmei Kong
EFFECTS OF CAFFEINE AND AMINOPHYLLINE ON ADULT DEVELOPMENT OF THE CECROPIA
The Effects of Psychotherapy An Evaluation H J Eysenck (1957)
więcej podobnych podstron