
23.04.2012
Sprawozdanie
Cykl 2 temat 1:
„Badanie sekwencyjnego układu sterowania siłownikami
pneumatycznymi”
Grupa C5
Grupa ćwiczeniowa C2
Drzewiecki Dominik
Gembicki Jacek
Celiński Patryk
Słabik Ewa
Warda Paulina
Kozak Marta
Walczak Justyna
Cel ćwiczenia
Celem ćwiczenia była realizacja zamkniętego układu sekwencyjnego sterowania
siłownikami pneumatycznymi dwustronnego działania w różnych procesach
technologicznych. Rozważano 3 układy z krótkimi sekwencjami ruchów siłowników
(np. jednoczesne wysuwanie i wsuwanie obu siłowników, lub wysuwanie i chowanie
naprzemienne), i 1 układ o dłuższej sekwencji ruchów służącej do kapslowania
butelek na linii produkcyjnej.
Programy sterujące pisano w kompilatorze programu Turbo Pascal.
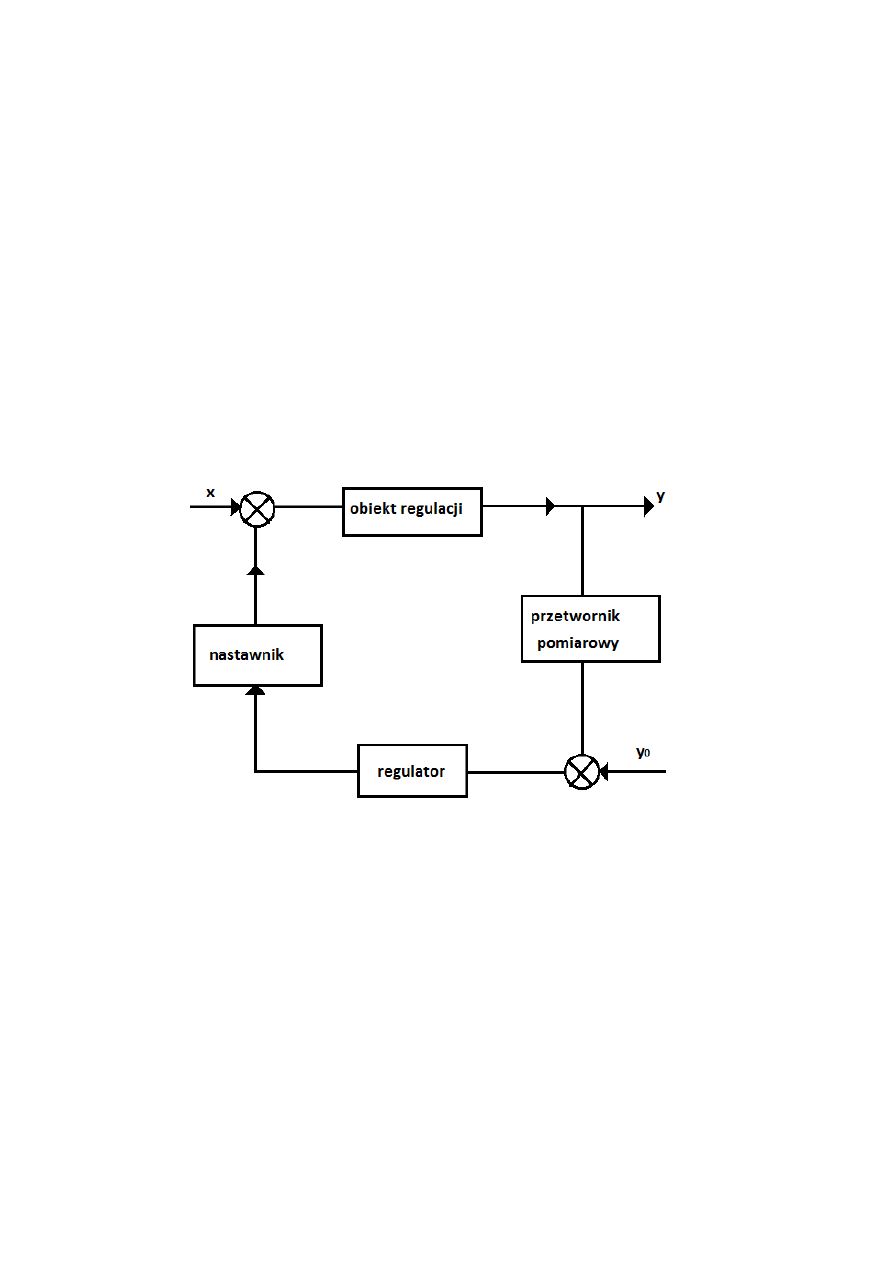
Schemat układu sterowania sekwencyjnego siłownikami pneumatycznymi
Obiektami regulacji są tu siłowniki. Regulatorami są zawory połączone z siłownikami,
sterownikiem jest specjalny program. Sygnałem wejściowym będzie ciśnienie
wylotowe na zaworze, y to sygnał regulowany czyli sygnał cyfrowy wysyłany przez
kontaktronowe czujniki obecności tłoka. Yo to sygnał odniesienia (wartość zadana
wielkości regulowanej), który porównywany jest z wielkością przetwarzania Ym . Od
regulatora do nastawnika biegnie sygnał regulacyjny, mówiący jakie trzeba jeszcze
przyłożyć ciśnienie, aby siłownik dotarł do wyznaczonego punktu. Od nastawnika
biegnie sygnał nastawczy, bezpośrednio oddziałujący na obiekt.
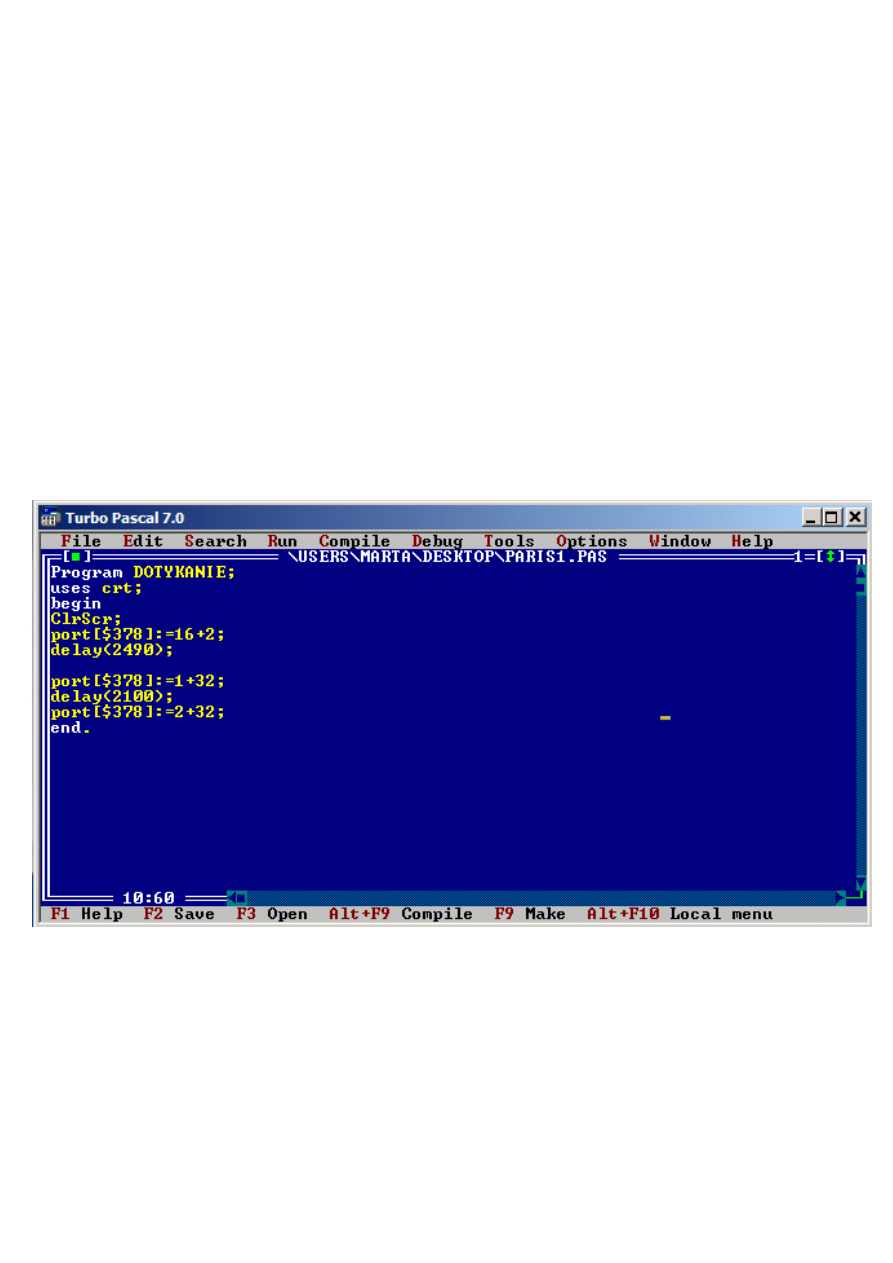
Ćwiczenie 1
Pierwszy program „dotykanie” realizował naprzemienne wsuwanie i wysuwanie się
siłowników. Najpierw wysuwał się górny siłownik, zatrzymywał po określonej
długości, potem cofał się i tą samą czynność wykonywał drugi siłownik, przy czym
drugi siłownik zaczynał wysuwanie wtedy, gdy pierwszy cofał się do pozycji
początkowej. Program nie pracował w pętli więc nie był dość efektywny, po każdym
cyklu pracy trzeba było wczytywać go od nowa. Program zmodyfikowano tak, aby
siłowniki wysuwały się na tą samą odległość – w tym celu przy komendzie delay
zmieniano numer, który kodował wysunięcie siłownika. Numer ten to czas w ms i dla
górnego siłownika wynosił 1630, a dla dolnego 1100. Różnica w wartościach wynika z
tego, iż górny zawór ma podczas wypychania powietrza poruszającego tłokiem
większą pracę do wykonania. Spowodowane to jest m.in. smarowaniem, tarciem,
lepkością smaru, zużyciem materiału siłownika.
Algorytm działania:
1. Otwórz lewy górny zawór (siłownik górny rozpoczyna wysuwanie)
2. Czekaj 1630 ms (siłownik dotyka powierzchni)
3. Otwórz prawy górny zawór (siłownik górny cofa się)
4. Otwórz lewy dolny zawór (siłownik dolny wysuwa się)
5. Czekaj 1100 ms (siłownik dolny dotyka powierzchni)
6. Otwórz dolny prawy zawór (siłownik dolny cofa się)
7. Koniec
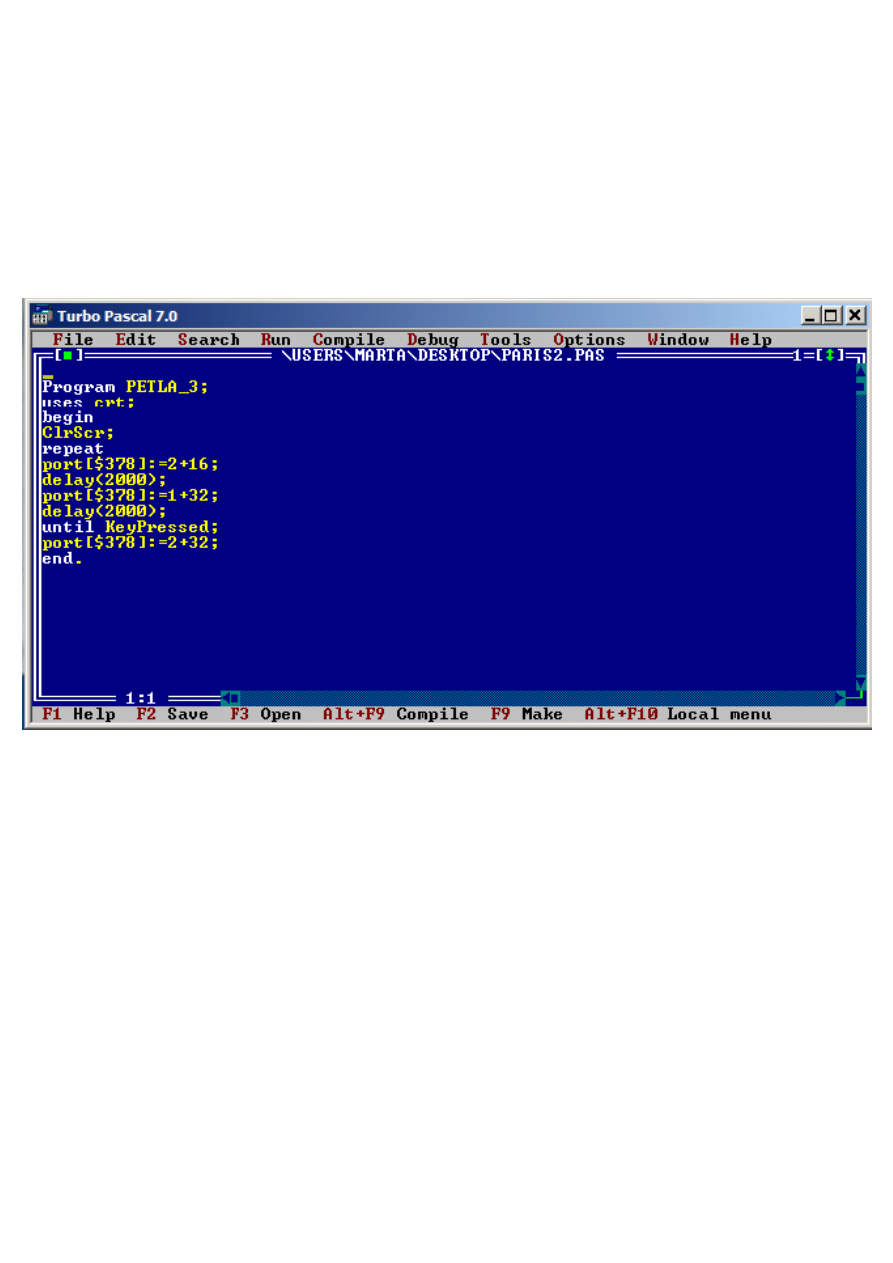
Ćwiczenie 2
Drugi program „pętla” realizował czynności takie jak w programie „dotykanie”, ale został
zapętlony tak, aby siłowniki realizowały ciągły ruch posuwisto-zwrotny. Podczas pracy
zaobserwowano fakt, iż siłowniki łatwiej wysuwały się niż cofały (rozpoczęcie cofania
zajmowało więcej czasu niż rozpoczęcie wysuwania). Wynika to z faktu, iż łatwiej wypychać
siłownik, gdyż przy cofaniu otwiera się prawy elektrozawór i tłoczysko zasłania część
powierzchni , na którą działa ciśnienie.
Algorytm działania:
1. Początek pętli
2. Otwórz lewy górny zawór (siłownik górny rozpoczyna wysuwanie)
3. Czekaj 2000 ms (siłownik górny dotyka powierzchni)
4. Otwórz prawy górny zawór (siłownik górny cofa się)
5. Otwórz lewy górny zawór (siłownik dolny zaczyna wysuwanie)
6. Czekaj 2000 ms (siłownik dolny dotyka powierzchni)
7. Otwórz dolny prawy zawór (siłownik dolny cofa się do określonego portu)
8. Skocz na początek pętli
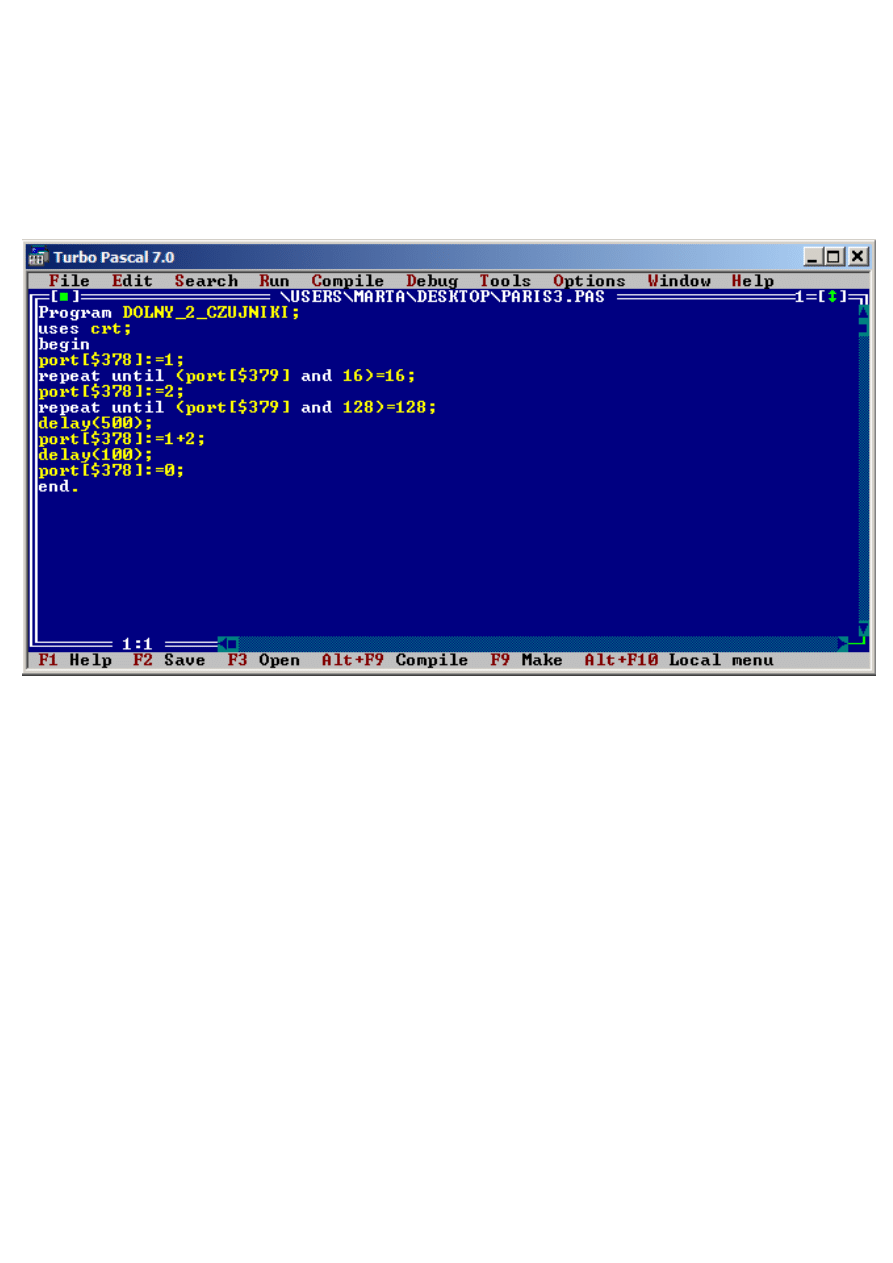
Ćwiczenie 3
Program „dolny_czujniki” realizował wysuwanie i cofanie się tylko dolnego czujnika.
Długość reguluje się poprzez zmianę numerów (wysuwania w wierszu 4 i cofania w wierszu
6) oznaczających porty czujników. Program w czasie działania siłownika będzie cały czas
testował jego położenie aż do momentu, gdy dotrze do zaznaczonych wcześniej portów.
Algorytm działania:
1. Początek pętli 1
2. Otwórz dolny lewy zawór (dolny siłownik wysuwa się)
3. Początek pętli 2 (pusta pętla)
4. Koniec pętli 2 (dolny siłownik wysunie się do portu 16)
5. Otwórz dolny prawy zawór (dolny siłownik cofa się)
6. Początek pętli 3 (pusta pętla)
7. Koniec pętli 3 (dolny siłownik cofnie się do portu 128)
8. Ewentualne dodatkowe określenie opóźnienia 500 i 100 ms
9. Koniec pętli 1
10. Skocz na początek pętli 1
Ćwiczenie 4
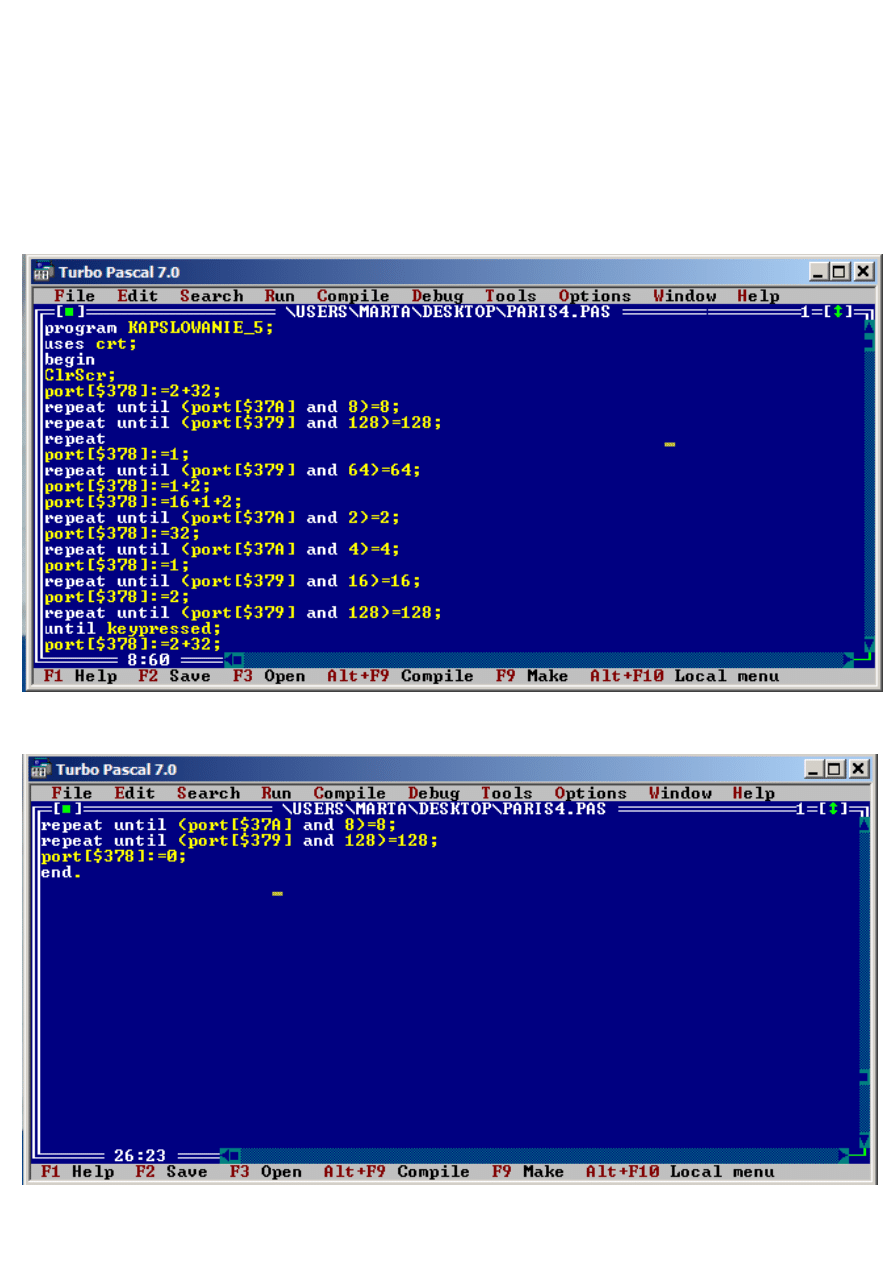
Program ”kapslowanie” służy do kapslownia butelek znajdujących się na linii produkcyjnej.
Siłownik dolny podsuwa butelkę na stanowisko kapslowania, siłownik górny nakłada i
zaciska kapsel na szyjce, potem siłownik dolny przesuwa ją dalej na taśmociąg.

Algorytm działania:
1. Początek pętli
2. Chowaj oba siłowniki
3. Czekaj aż wsunie się górny (sprawdzanie położenia do osiągnięcia portu 8)
4. Czekaj aż wsunie się dolny (sprawdzanie położenia do osiągnięcia portu 128)
5. Otwórz dolny lewy zawór (wysuwanie dolnego siłownika)
6. Czekaj (sprawdzanie położenia do osiągnięcia portu 64)
7. Otwórz górny lewy zawór (wysuwanie górnego siłownika)
8. Czekaj (sprawdzanie położenia do osiągnięcia portu 2)
9. Otwórz górny prawy zawór (cofanie górnego siłownika)
10. Czekaj ( sprawdzanie położenia do osiągnięcia portu 4)
11. Otwórz dolny lewy zawór (wysuwanie dolnego siłownika)
12. Czekaj (sprawdzanie położenia do osiągnięcia portu 16)
13. Otwórz dolny prawy zawór (cofanie dolnego siłownika)
14. Czekaj (sprawdzenie położenia do osiągnięcia portu 128)
15. Skocz na początek pętli (powtórz n razy 5-14)
16. Chowaj oba siłowniki
17. Czekaj aż cofnie się górny (sprawdzanie położenia do osiągnięcia portu 8)
18. Czekaj aż cofnie się dolny (sprawdzenie położenia do osiągnięcia portu 128)
19. Zamknij elektrozawory
Wnioski
- Pneumatycznymi elementami i urządzeniami wykonawczymi ( np. siłowniki i zawory)
możemy sterować bezpośrednio – bez elementów wzmacniających.
- Urządzenia pneumatyczne sterowane układami sekwencyjnymi mogą być efektywnie
wykorzystywane w różnych procesach technologicznych, gdyż posiadają lekkość konstrukcji,
wykazują się dobrą szybkością działania, są mało wrażliwe na trudne warunki pracy
(wahania temperatury, drgania, wstrząsy, zapylenie). Także plusem jest względnie niewielka
wrażliwość na parametry czynnika roboczego ( zanieczyszczenie, wilgotność, wahania
ciśnienia). Programy sterujące są stosunkowo łatwe w obsłudze i dają zwiększenie
efektywności działania.
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron