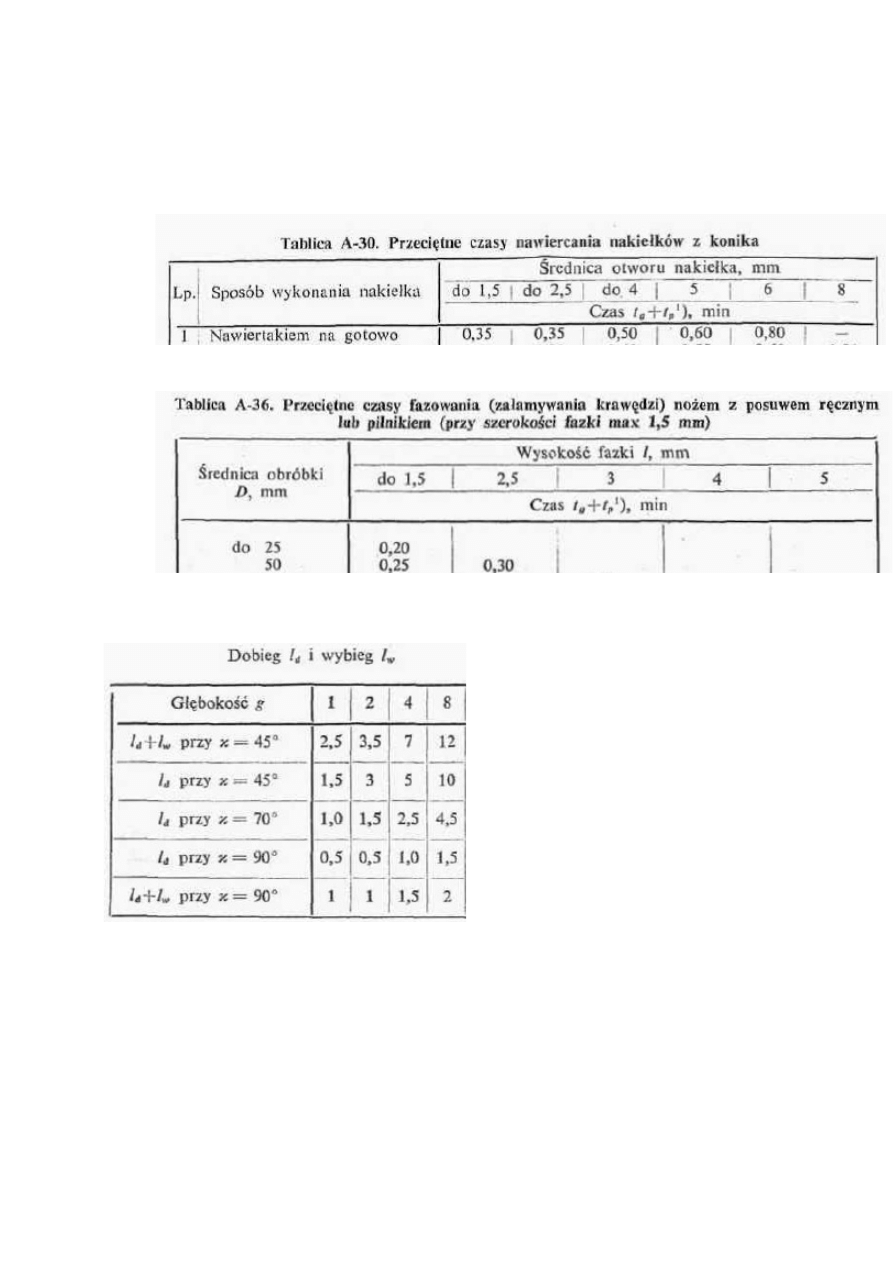
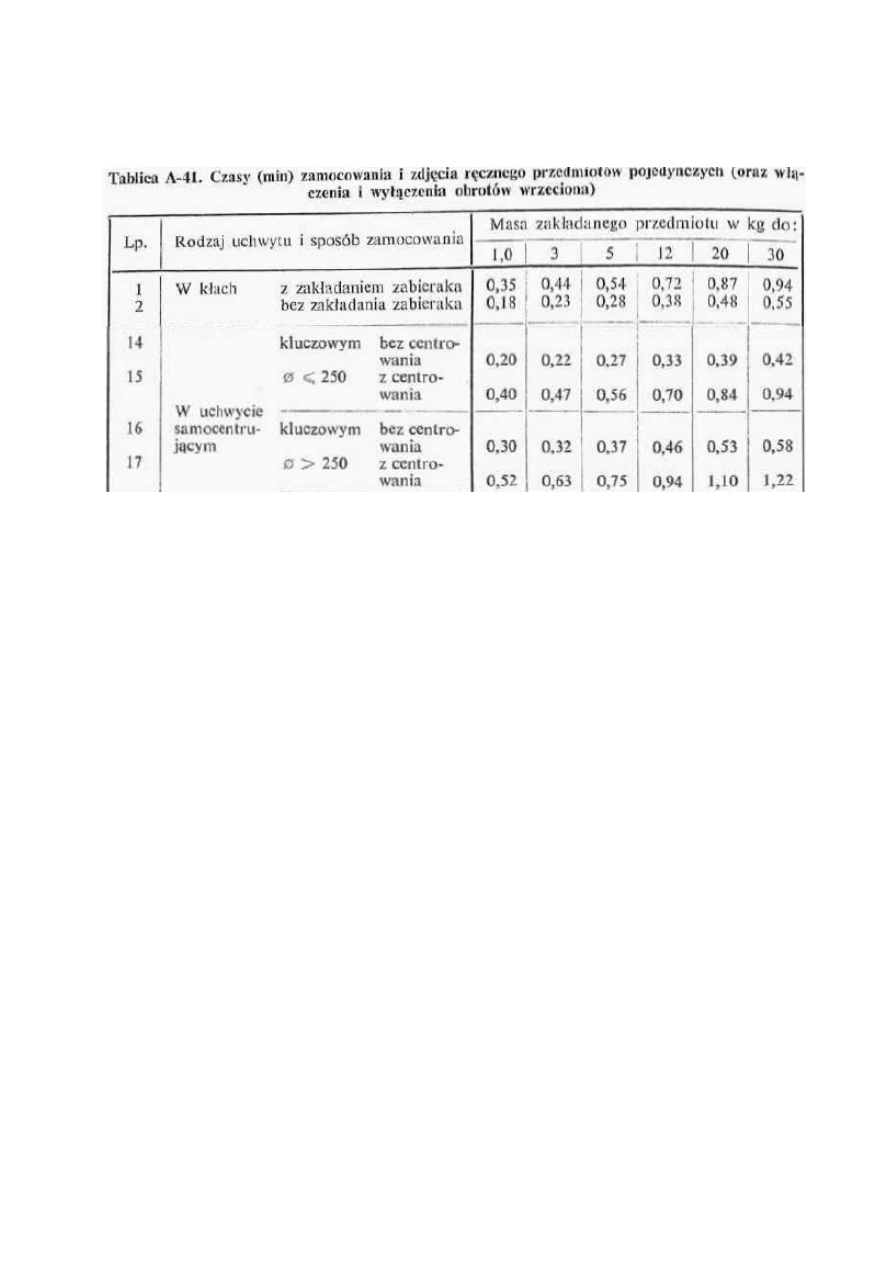
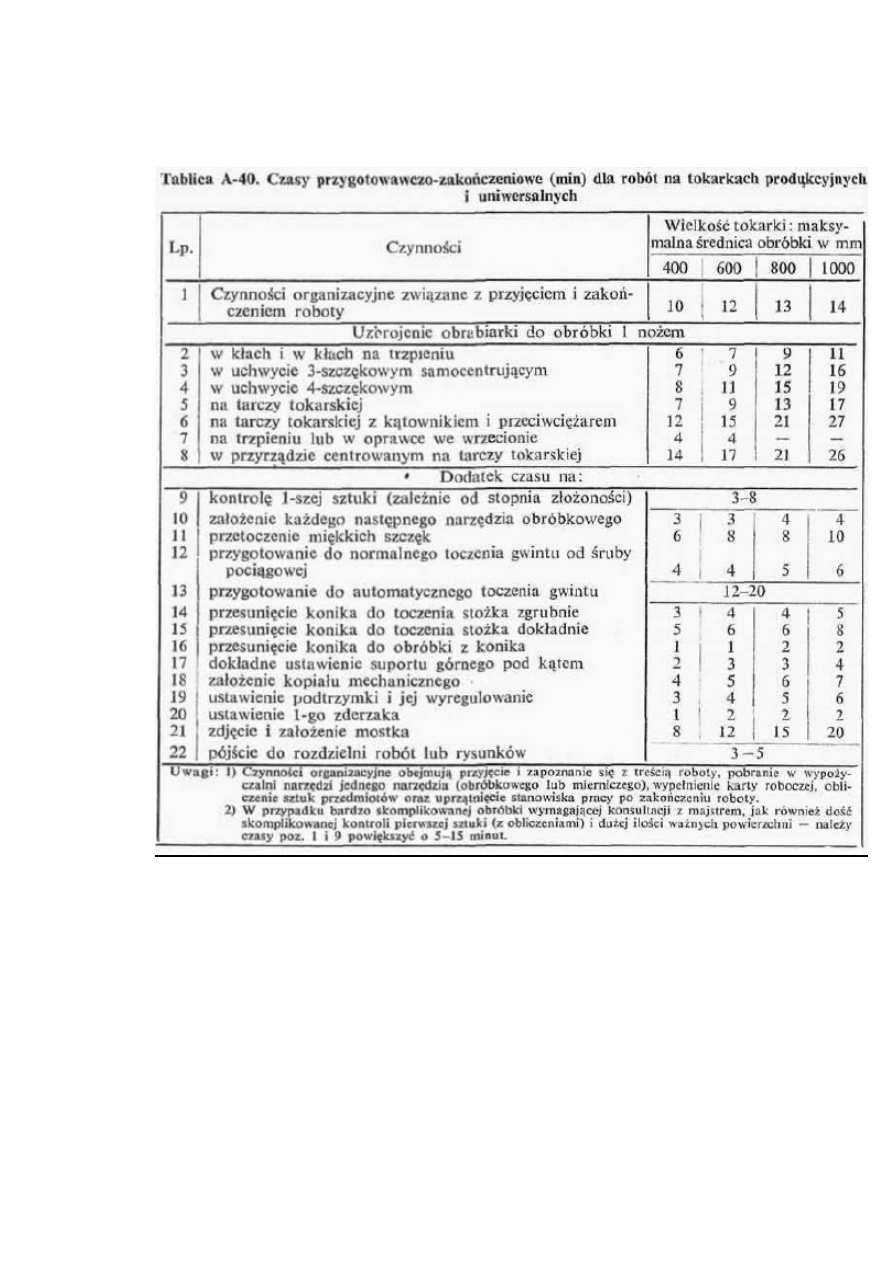
Czas przygotowawczo- zakończeniowy i pomocniczy dla poszczególnych
zabiegów przyjmowaliśmy na podstawie tablic zamieszczonych w [8].
OBLICZENIA DO OBRÓBKI ZGRUBNEJ
Obliczenia na podstawie zabiegu
‘Toczyć zgrubnie Ø54,2 na długości 217 ’
g) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
h) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 217 + 5 = 222 [mm]
l – długość toczonego czopa
l
d
– dobieg
i) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,4 [mm/obr]
j) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 115
[m/min]
k) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
2
,
54
115
= 675 [obr/min] najbliższa prędkość tokarki
to 710 [obr/min]
l) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
4
,
0
710
220
⋅
= 0,77 [min]
Obliczenia na podstawie zabiegu
‘Toczyć zgrubnie Ø44,2 na długości 151’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 151 + 5 = 156 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,4 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 115
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
2
,
44
115
= 829 [obr/min] najbliższa prędkość tokarki
to 710 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
= 2
4
,
0
710
156
⋅
= 1,08 [min]
Obliczenia na podstawie zabiegu
‘Toczyć zgrubnie Ø34,2 na długości 67’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 67 + 5 = 72 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,4 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 115
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
2
,
34
115
= 1071 [obr/min] najbliższa prędkość tokarki
to 1120 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
= 2
4
,
0
1120
72
⋅
= 0,32 [min]
Obliczenia na podstawie zabiegu
‘Toczyć zgrubnie Ø29,2 na długości 49’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 49 + 5 = 54 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,4 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 115
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
2
,
29
115
= 1254 [obr/min] najbliższa prędkość tokarki
to 1120 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
4
,
0
1120
54
⋅
= 0,12 [min]
Obliczenia na podstawie zabiegu
‘Toczyć zgrubnie Ø24,2 na długości 18’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 18 + 5 = 23 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,4 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 115
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
2
,
24
115
= 1513 [obr/min] najbliższa prędkość tokarki
to 1400 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
4
,
0
1400
23
⋅
= 0,04 [min]
Obliczenia na podstawie zabiegu
‘Toczyć zgrubnie Ø44,2 na długości 122’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 122 + 5 = 127 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,4 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 115
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
2
,
44
115
= 827 [obr/min] najbliższa prędkość tokarki
to 900 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
= 3
4
,
0
900
127
⋅
= 1,04 [min]
Obliczenia na podstawie zabiegu
‘Toczyć zgrubnie Ø34,2 na długości 38’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 38 + 5 = 43 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,4 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 115
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
2
,
34
115
= 1069 [obr/min] najbliższa prędkość tokarki
to 1120 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
= 2
4
,
0
1120
43
⋅
= 0,19 [min]
Obliczenia na podstawie zabiegu
‘Toczyć zgrubnie Ø30,2 na długości 20’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 20 + 5 = 25 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,4 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 115
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
2
,
30
115
= 1211 [obr/min] najbliższa prędkość tokarki
to 1400 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
4
,
0
1400
25
⋅
= 0,04 [min]
OBLICZENIA DO OBRÓBKI KSZTAŁTUJĄCEJ
Obliczenia na podstawie zabiegu
‘Toczenie kształtujące Ø52’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 66 + 5 = 71 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,2 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 150
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
52
150
= 917 [obr/min] najbliższa prędkość tokarki
to 900 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
2
,
0
900
71
⋅
= 0,39 [min]
Obliczenia na podstawie zabiegu
‘Toczenie kształtujące Ø 42,5’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]

b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 84 + 5 = 89 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,2 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 150
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
5
,
42
150
= 1122 [obr/min] najbliższa prędkość tokarki
to 1120 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
2
,
0
1120
89
⋅
= 0,4 [min]
Obliczenia na podstawie zabiegu
‘Toczenie kształtujące Ø32’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 18 + 5 = 19 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,2 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 150
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
32
150
= 1490 [obr/min] najbliższa prędkość tokarki
to 1400 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
2
,
0
1400
19
⋅
= 0,07 [min]
Obliczenia na podstawie zabiegu
‘Toczenie kształtujące Ø27’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 31 + 5 = 36 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,2 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 150
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
27
150
= 1766 [obr/min] najbliższa prędkość tokarki
to 1800 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
2
,
0
1800
36
⋅
= 0,1 [min]
Obliczenia na podstawie zabiegu
‘Toczenie kształtujące Ø22,5’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 18 + 5 = 23 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,2 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 150
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
5
,
22
150
= 2119 [obr/min] najbliższa prędkość tokarki
to 1800 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
2
,
0
1800
23
⋅
= 0,06 [min]
Obliczenia na podstawie zabiegu
‘Toczenie kształtujące Ø 42,5’
g) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
h) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 84 + 5 = 89 [mm]
l – długość toczonego czopa
l
d
– dobieg
i) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,2 [mm/obr]
j) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 150
[m/min]
k) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
5
,
42
150
= 1122 [obr/min] najbliższa prędkość tokarki
to 1120 [obr/min]
l) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
2
,
0
1120
89
⋅
= 0,4 [min]
Obliczenia na podstawie zabiegu
‘Toczenie kształtujące Ø32’
g) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
h) L – droga skrawania [mm], obliczamy ze wzoru:
L
= l + l
d
= 18 + 5 = 19 [mm]
l – długość toczonego czopa
l
d
– dobieg
i) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,2 [mm/obr]
j) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 150
[m/min]
k) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
32
150
= 1490 [obr/min] najbliższa prędkość tokarki
to 1400 [obr/min]
l) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
2
,
0
1400
19
⋅
= 0,07 [min]
Obliczenia na podstawie zabiegu
‘Toczenie kształtujące Ø28,5’
a) l
d
– dobieg
narzędzia przyjmujemy 5mm z [8]
b) L – droga skrawania [mm], obliczamy ze wzoru:

L
= l + l
d
= 20 + 5 = 25 [mm]
l – długość toczonego czopa
l
d
– dobieg
c) p - posuw [mm/obr] dobieramy z wykresu poprawnego łamania wióra dla naszej
płytki= 0,2 [mm/obr]
d) Vc - szybkość skrawania [m/min] dobieramy z tablicy firmy pramet= 150
[m/min]
e) n - obroty [obr/min] obliczamy ze wzoru:
n
=
Π
⋅
⋅
D
V
1000
=318
5
,
28
150
= 1673 [obr/min] najbliższa prędkość tokarki
to 1800 [obr/min]
f) czas główny t
g
[min]
obliczamy ze wzoru:
t
g
=
p
n
L
⋅
=
2
,
0
1800
25
⋅
= 0,07 [min]
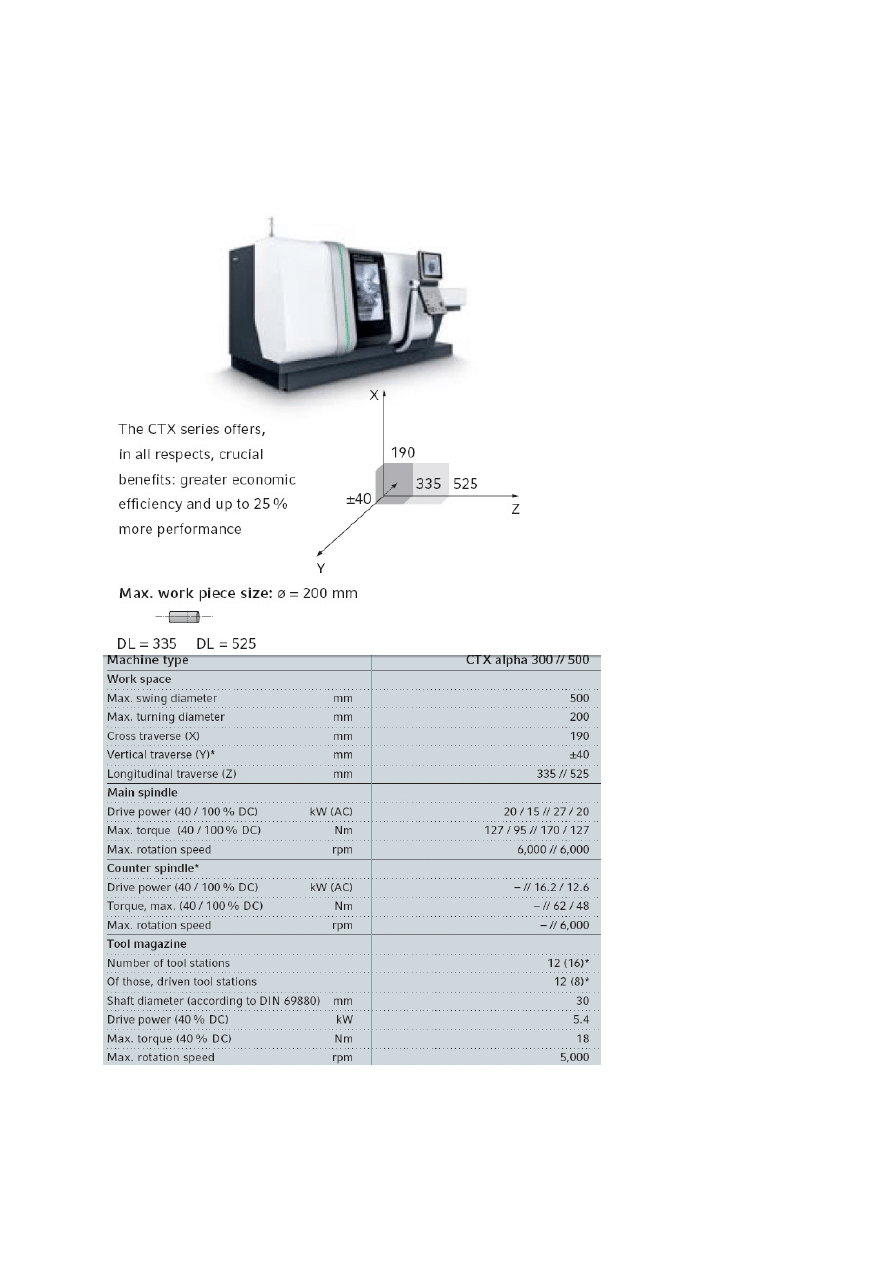
Do wykonania operacji toczenia proponujemy również tokarkę CNC produkcji Deckel Maho
Gildemeister, CTX Ralpha 300
10. Wykaz narzędzi i oprzyrządowania
1. imadło maszynowe do wałków, Bison-bial, TYP 6546
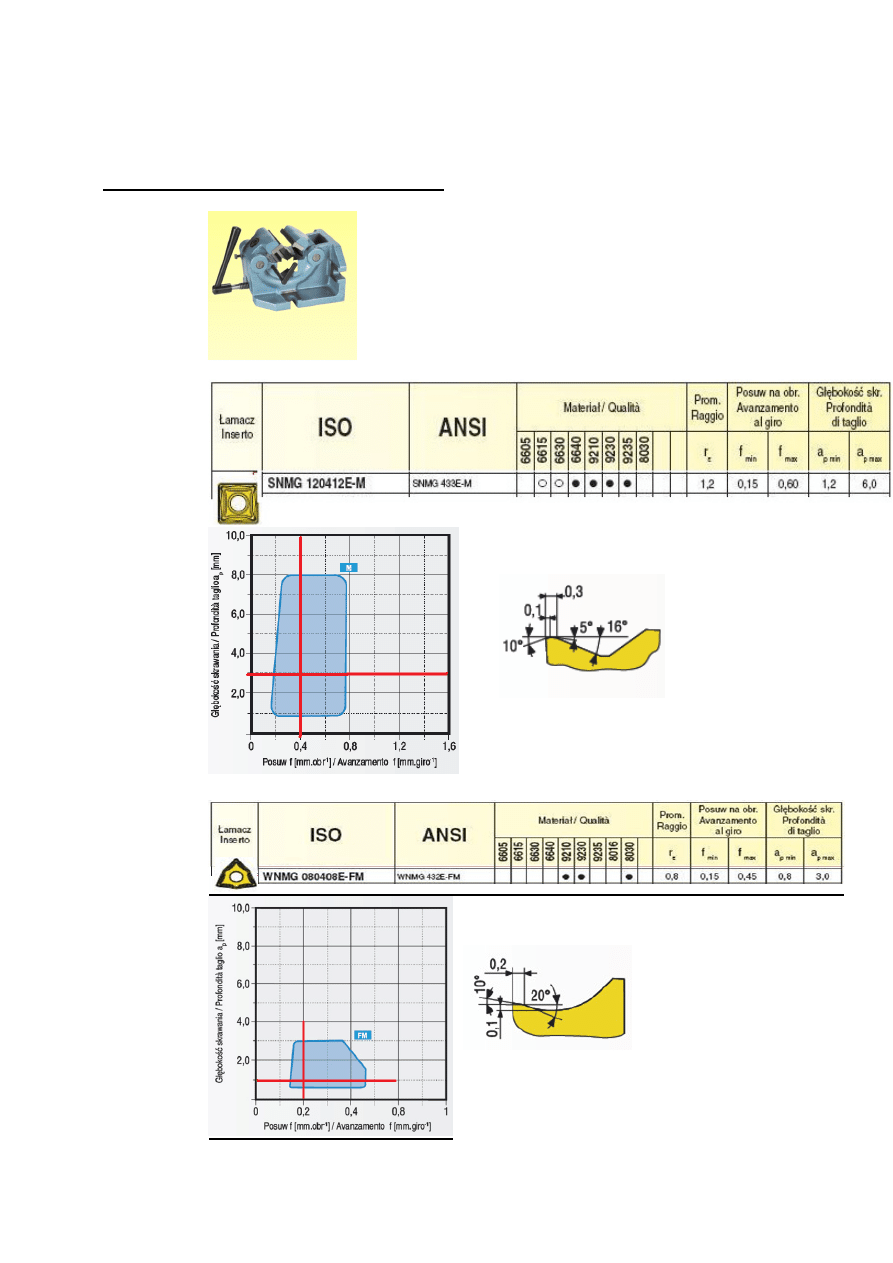
2. płytka do toczenia zgrubnego, Pramet
3.
płytka do toczenia kształtującego, Pramet
4. Płytka do toczenia kształtującego, Pramet
5.
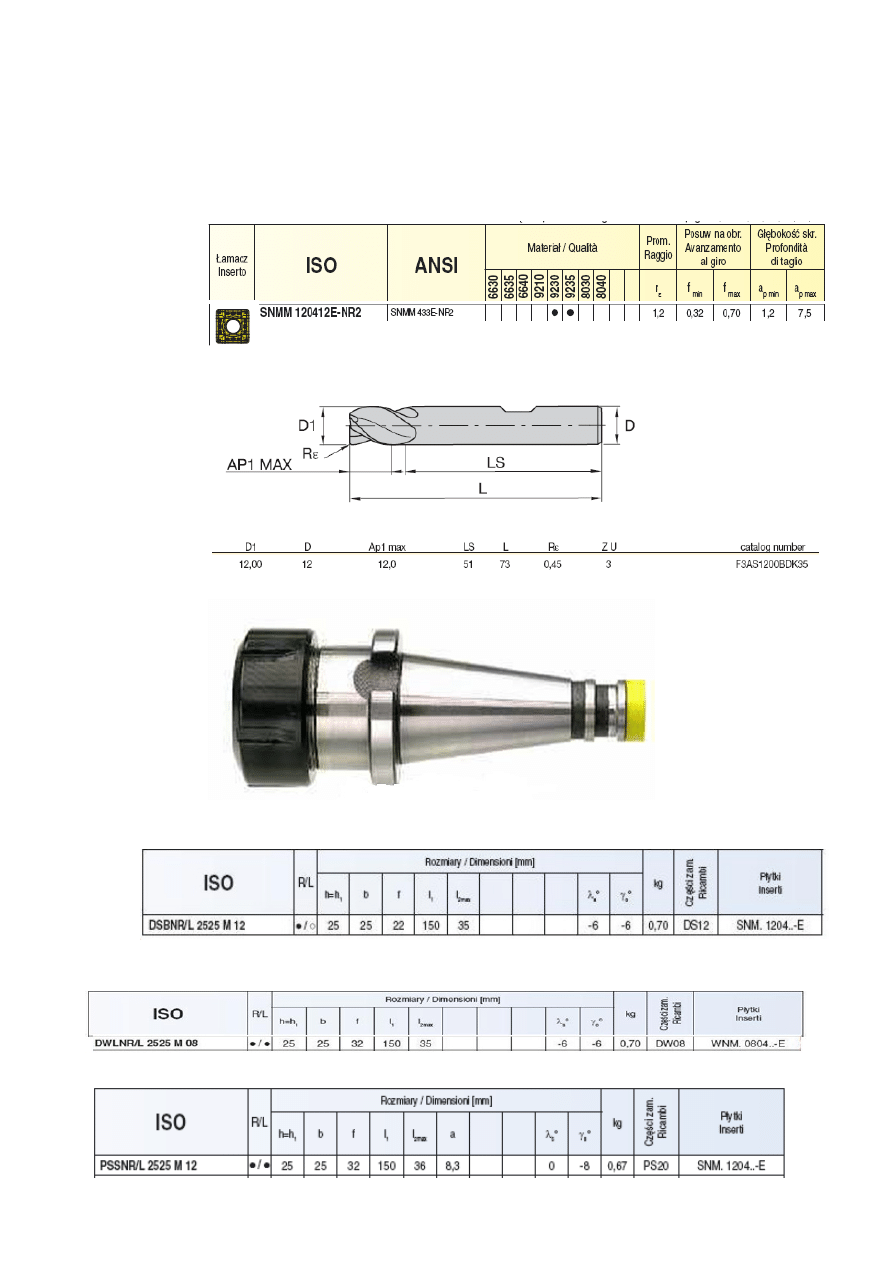
Frez palcowy
F3AS1200BDK35,
KENNAMETAL
6. Uchwyt frezarski ze stozkiem maszynowym - ISO 40 SOMATEC
7.
Oprawka nożowa DSBNR 2525 M 12
8.
Oprawka nożowa DWLNR 2525 M 08
9.
Oprawka nożowa PSSNR 2525 M 12
11. Wnioski
• Prawidłowe dobranie półfabrykatów ma duże znaczenie w kosztach procesu produkcyjnego, tym
większe, im większa jest ilość produkowanych elementów,
• Przy doborze tokarki duże znaczenie miał przekrój trzonka noża, ponieważ nie w każdym imaku
nożowym tokarki można zamocować oprawkę 25x25[mm],
• Aby zwiększyć dokładność wykonania elementu można przeprojektować proces toczenia i
zamiast wykonywać proces toczenia w 4 zamocowaniach wykonać je w 2 (najpierw odróbkę
zgrubną i kształtującą strony A, a następnie przemocować przedmiot i obrobić stronę B),
• Przy większej ilości produkowanych wałków można rozważyć zakup nakiełczarki, która
usprawni proces (nakiełkowanie i planowanie czoła zostanie wykonane automatycznie, bez
potrzeby wykonania tego na tokarce),
• Zmieniliśmy średnicę czopu, na który zostanie wciśnięte łożysko z 27 na 28mm, ponieważ
łożyska o średnicy wewnętrznej 27 mm nie są produkowane w produkcji seryjnej,
• Szlifowaniu poddajemy tylko te powierzchnie wału, które będą współpracowały z innymi
elementami (łożyska, koła zębate) i przez to wymagają większej dokładności wykonania i
mniejszej chropowatości.
12.Wykaz literatury pomocniczej:
[1] Dobrzański T. Rysunek techniczny maszynowy, WNT
[2] Dudik K. Poradnik tokarza, WNT, Warszawa 1971
[3] Feld M. Podstawy projektowania procesów technologicznych typowych części maszyn, WNT,
Warszawa 2000
[4]
Siecla R. Materiały pomocnicze do projektowania procesów technologicznych (materiały
wyjściowe i naddatki technologiczne), Wyd. PP, Poznań 1993
[5]http://www.garant-tools.com Poradnik obróbki skrawaniem- cięcie
[6] http://www.ktmia.ath.bielsko.pl/zkww/osir/tokarki.pdf
[7] katalog płytek Pramet
[8] Wołk R. „Normowanie czasu pracy na obrabiarkach” WNT, Warszawa 1972
Wyszukiwarka
Podobne podstrony:
projekt, 1 strona tytułowa PPT, (Nazwa uczelni)
1 strona tytułowa PPT
Praca dyplomowa Strona tytułowa etc
6082 PB 7C PERONY strona tytułowa UM
strona tytułowa, Fizyka, Laboratoria
Strona tytułowa, Studia, OSN, Zagórski
Strona tytułowa - Word 2003, Prywatne, Studia
Strona tytułowa, Finanse, Metastock, Manual Metastock 7.2 PL
strona tytulowa przedsiebiorczosc, BHP
Strona tytulowa referatu, Administracja, Semestr 1, Technologia informacyjna
Strona Tytułowa do Laborki, inf, I sem, Fizyka, Laborki
Projekt Nr 3 Wał Strona Tytułowa
Strona tytułowa(1)
strona tytułowa6
Strona Tytułowa Audytorium
strona tytułowa (7)
Strona tytułowa
więcej podobnych podstron