The Tool Steel Pros
Mold &Tool Steels
for Plastics
Crucible
The Tool Steel Pros
2
Application
Hardness
(HRC)
* Also see the CPM section on pages 6-7.
Crucible supplies a variety of stainless steels specifically
alloyed for injection mold and holder block applications
in the plastics industry. These steels offer several levels
of corrosion resistance for molding PVC and other
corrosive resins, and for resisting attack from moisture,
acids or caustic by-products of the molding process.
Stainless steels resist the effects of condensation during
production or prolonged storage.
Stainless mold and holder block steels are simple to
heat treat and offer a wide range of wear resistance and
toughness to meet your requirements. Crucible stainless
steels are machinable, can be polished to a fine finish, and
can be readily textured due to the uniformity throughout
each block.
Grades
C
Cr
Mo
Ni
Other
CSM 21 XL
32 - 35
0.02
15.25
—
4.80 3.50 Cu
CSM 420 XL
48 - 52
0.38
13.60
—
—
0.30 V
CPM S30V*
58 - 60
1.45
14.00
2.00
—
4.00 V
CPM S90V*
(XL)
54 - 58
2.25
14.00
1.00
—
9.00 V
Maxel 2000
35 - 39
.03
12.50
.30
2.75
0.16 S
Crucible, the CM logo, CSM, CPM, 3V, 9V, 10V, 15V, S30V, S90V, S125V,
REX, 121, CRU-WEAR, CRU-CLAD, and MAXEL, are all registered
trademarks of Crucible Materials Corporation, Syracuse, New York.
Stainless Steels
Tool Steels for the
Plastics Industry
The demands on the molds and wear parts used
to process plastics have risen dramatically.
The increased use of engineering resins and
glass fillers, coupled with more complex
designs and performance requirements have
led to extensive research and development of
the various tool steels and alloys used with
these plastics.
Crucible Service Centers has a full range of
steels for use in the plastics industry available
from our warehouse stock. Included along with
many conventional tool and mold steels are
highly wear resistant materials made using our
proprietary CPM process as well as stainless
steels for molds and holder blocks.
This brochure was developed to assist those
involved with the plastics industry to match
the most cost-effective steel alloys to their
specific plastic product requirements. More
technical information is available on request by
contacting your local Crucible Representative.
Contents
Stainless Steels.....................................................2
Mold Steels & Tool Steels .....................................4
CPM Tool Steels....................................................6
CRU-CLAD Components .......................................9
Mechanical Property Comparisons ......................10
Physical Property Comparisons...........................11
Crucible Service Centers......................................12
NOTES:
1.
Applications mentioned in this brochure
are typical. Your specific application
should not be undertaken without
independent study and evaluation
for suitability.
2.
Many of the values used in this brochure
are converted and approximate.
Relative Corrosion Resistance
of Stainless Steels
CSM 21 XL
Maxel 2000
CSM 420 XL
CPM S30V
CPM S90V

CPM S30V is a new, general purpose, heat treatable
stainless steel. With 4% vanadium, S30V is designed
to offer wear properties between 440C and S90V. S30V
offers the same corrosion resistance, but is easier to heat
treat, grind, and fabricate compared to S90V. It is an
excellent choice for larger diameter and longer length
injection and extrusion screws. It can also replace 420 XL
in molds and extrusion dies for higher hardness and high-
er wear resistance. S30V can also replace 440C for much
higher transverse toughness and better wear resistance.
CPM S30V is supplied annealed at approximately BHN
255. Its typical application hardness is HRC 58-60.
CPM S90V is a 9% vanadium heat treatable stainless steel
designed for highly abrasive wear applications requiring
good corrosion resistance. S90V is used as extrusion dies,
wet pelletizer knives, screws, screw segments, screw tips,
barrels, non-return valves, and mold and gate inserts.
Where optimal polishability is required, choose S90V XL.
CPM S90V is supplied annealed at about BHN 255.
Its typical application hardness is about HRC 54-58.
Maxel 2000 is a prehardened, free-machining stainless
steel mold base material. It can also be used for molds
in those applications where good corrosion resistance
is required but high polishability is not. It is specifically
alloyed to offer improved resistance to corrosion and
cracking compared to 420F type holder block.
Maxel 2000 offers optimum machinability in the
prehardened condition at about HRC 35-39.
3
CSM 21 XL is a high quality precipitation hardening
stainless steel with better corrosion resistance and higher
toughness than CSM 420 XL. It is remelted for the micro-
structural uniformity and microcleanliness levels that are
required for critical polishing. It is readily welded, making
mold repair and engineering changes relatively simple.
CSM 21 XL’s excellent corrosion resistance makes it the
the preferred mold material for use with PVC and the best
choice for use with fire-retardant engineering grade resins.
Molds of CSM 21 can go in and out of extended storage
with far less maintenance than most other stainless grades.
CSM 21 XL is stocked in two conditions: smaller sections
are supplied in the solution treated condition at approxi-
mately BHN 302. It may be used in this condition for
molding applications where the processing temperature
remains below 400F. For higher temperature applications
or for higher hardnesses (up to HRC 42-44), CSM 21 XL
may be age-hardened through a simple low-temperature
process (925-1100F). Larger sections are generally
stocked in the heat treated (H-1100) condition at about
HRC 32-35.
CPM
S90V
(
XL
)
CPM
S30V
Maxel
2000
PREHARDENED
CSM
21 XL
PREHARDENED
CSM
420 XL
CSM 420 XL is the workhorse premium quality stainless
mold steel for applications requiring corrosion resistance.
Molds made from CSM 420 XL are resistant to the rust
and pitting from water cooling or condensation and can
go in and out of extended storage with little maintenance.
CSM 420 XL is remelted to improve the microcleanliness
and microstructural uniformity for optimal polishability.
CSM 420XL is supplied in the annealed condition at
approximately BHN 212. Its typical working hardness
is HRC 48-52.
Automotive lens mold made from CSM 21 XL.
(Photo courtesy of Prospect Mold, Akron, Ohio)
Mold Steels and
Tool Steels
1
plus 3.00% Ni, 1.10% Al, 2.00% Cu
2
plus 0.08% S
3
plus 1.15% W
Crucible offers many tool steels for the manufacture of
molds and components used in the plastics industry. These
various tool steels provide a wide range of properties
which permit them to directly address the requirements
of each specific plastics processing application.
For highest wear resistance, consider the use of Crucible
CPM Wear Resistant Tool Steels which offer characteristics
far surpassing those available with conventional grades.
See pages 6-7.
Nu-Die V (AISI H13) is a hot work, air hardenable tool
steel that has been successfully used for many applications
in the plastics industry. It has excellent toughness and
good hardness and is widely used for plastic extrusion
dies, ejector pins, nozzles and cores.
Nu-Die XL (Premium AISI H13) is a refined version of
Nu-Die V often used to replace P20 molds where longer
runs are required or where abrasive fillers are used. Nu-Die
XL is remelted to improve the microcleanliness and
microstructural uniformity, making it an excellent choice
for molds requiring critical polishability.
Nu-Die V and Nu-Die XL are supplied in the annealed
condition at about BHN 217. Their typical application
hardness is about HRC 44-52.
PREHARDENED
HEAT TREATABLE
Grades
AISI
C
Cr
V
Mo
Mn
Si
CSM #2 Plus
P20
0.30
1.70
0.40
—
0.75
0.50
HiStar 40
1
—
0.15
1.20
—
0.60
0.85
0.30
Holder Block
2
4150S
0.50
0.65
—
0.18
1.25
0.25
Nu-Die V/XL
H13
0.40
5.20
0.95
1.30
0.35
1.00
S7/ S7 XL
S7
0.55
3.25
0.25
1.40
0.70
0.35
Crucible 161
—
0.50
5.00
1.10
1.60
0.40
1.00
Airkool
A2
1.00
5.25
0.25
1.10
0.85
0.35
Airdi 150
D2
1.55
11.50
0.80
0.90
0.35
0.45
CRU-WEAR
3
—
1.10
7.50
2.40
1.60
0.35
1.10
4
CSM #2 Plus (AISI P20) is a free-machining mold steel
for the production of general purpose plastic molds and
extrusion dies. Our special melting and carefully
controlled processing ensures a uniform composition
and microstructure resulting in superior machinability,
polishability and photo-etching characteristics.
Crucible ís CSM #2 Plus is 100% ultrasonic tested and
warranted. It is available in rounds, flats, and blocks,
as well as custom forgings up to 60,000 pounds. It is
normally supplied heat treated to HRC 30-32. If better
wear resistance or higher compressive strength is required,
choose the High Hard version of CSM #2 Plus at HRC 35-38.
HiStar 40 is a pre-hardened mold steel which is ideal
for plastic or rubber molds. It requires no additional heat
treatment and it is easy to machine, polish, texture, and
weld. Because it is precipitation hardened, rather than
quenched and tempered, it exhibits full, uniform hardness
through thick and thin sections. This is especially impor-
tant in deep cavity molds where P20 and other heat
treated grades are typically softer away from the surface.
Because of its high as-supplied hardness, HiStar 40 is
also recommended for such applications as hot runner
manifolds and blow molds.
HiStar 40 is supplied prehardened to HRC 37-41.
Crucible Holder Block (AISI 4150S Modified) is a free-
machining steel produced specifically for holders, shoes,
and mold bases which support injection or compression
molds. Special chemistry and controlled processing of
Crucible Holder Block provides excellent machinability.
Crucible Holder Block is normally supplied prehardened to
about HRC 28-32. It is available in blocks up to 60,000
pounds.
CSM
#
2 Plus
PREHARDENED
Crucible
Holder Block
HiStar 40
PREHARDENED
Nu-Die V
/ XL
PREHARDENED
S7 (AISI S7) is a shock resistant tool steel having an
excellent combination of toughness and attainable
hardness. In small sections the grade can be quenched
in air which assures minimal distortion. It is well suited
for small to medium molds that require higher compression
resistance while retaining a fair degree of toughness.
S7 XL is remelted, resulting in a cleaner, more uniform
microstructure offering better consistency in wire EDM
cutting, higher polishability, more uniform texturing,
and higher impact toughness across the grain.
Crucible S7 and S7 XL are available in the annealed
condition at a hardness of about BHN 207. These grades
may be heat treated to a typical working hardness of
HRC 55-57.
5
S7 XL is ideal for molding small, intricate plastic
products such as caps and closures.
(Photo courtesy of Wheaton Plastics, May’s Landing, New Jersey)
Crucible 161 is a special air hardening tool steel for
hot work or cold work applications. Having the basic
chemistry of AISI H13 with the exception of slightly
higher carbon, Crucible 161 possesses the air hardening
characteristics, and good dimensional control of H13,
while offering slightly higher hardness levels. This
makes Crucible 161 a good choice for plastic molds
and machinery parts requiring peening resistance and
wear resistance greater than H13.
Crucible 161 is supplied annealed at about BHN 220. Its
typical application hardness is about HRC 52-56.
Airkool (AISI A2) and Airdi 150 (AISI D2) are
conventional air hardening tool steels heat treatable to
HRC 60-62. They have good abrasion resistance which
makes them suitable for inserts and parts used in
processing abrasive plastics.
Airkool and Airdi 150 are supplied in the annealed
condition at BHN 235. Their typical application hardness
is about HRC 60.
CRU-WEAR is an air hardening tool steel heat treatable
to HRC 60-64 with better wear resistance and greater
toughness than AISI D2. CRU-WEAR is readily machined
in the annealed condition and, like other air hardening
tool steels, exhibits minimal distortion in hardening. Its
tempering temperature range is higher than that of AISI
D2, and therefore more compatible with a wide variety
of subsequent coating/nitriding operations. It is an
excellent choice for pins, cores, screws, and non-return
valves.
CRU-WEAR is supplied in the annealed condition at BHN
235. Its typical application hardness is about HRC 60-64.
S7
(
XL
)
Crucible 161
CRU-WEAR
Airkool
and
Airdi
150
Grades
C
Cr
V
Mo
W
Co
3V
58 - 60
0.80
7.50
2.75
1.30
—
—
5
9V
52 - 56
1.78
5.25
9.00
1.30
—
—
14.5
10V
60 - 62
2.45
5.25
9.75
1.30
—
—
17.5
15V
58 - 60
3.40
5.25 14.50 1.30
—
—
23
S30V
58 - 60
1.45 14.00 4.00
2.00
—
—
14.5
S90V(XL)
54 - 58
2.25 14.00 9.00
1.00
—
—
23
6
The CPM process involves the production of fine steel
particles by gas atomization of a prealloyed melt. In the
atomizer, molten steel is poured through a nozzle where
high pressure gas disperses the liquid stream into
a fine spray of spherical droplets. These liquid droplets
rapidly solidify into tiny individual powder particles
which are spherical in shape and uniform in chemical
composition. The atomized powder is collected and loaded
into steel cans which are then evacuated and welded shut.
Subsequent exposure to sufficient temperature and
pressure consolidates the powder to 100% density.
The fully dense compacts then undergo normal mill
processing to finished bar.
The CPM process results in a homogeneous microstructure
with a finer, more uniform carbide distribution imparting
superior dimensional stability, grindability, and toughness
(especially transverse toughness) when compared to
conventional steels. The high tempering temperatures
typical of the CPM grades make them suitable for all types
of surface treatments and coatings. The CPM process also
allows the design of more highly alloyed grades which
cannot be produced by conventional steelmaking.
These high magnification photomicrographs compare
the carbide distribution in CPM 10V with that of D2
manufactured by conventional ingot metallurgy.
Crucible CPM
Tool Steels
CRUCIBLE CPM 10V
Atomization
Powder
Compact
AISI D2
CARBIDE
VOLUME
%
APPLICATION
HARDNESS
(HRC)
CPM Wear Resistant Killer V’s
Gas atomization produces spherical powder particles.
The powder is vacuum-sealed in steel containers and
consolidated to 100% density.
CPM (Crucible Particle Metallurgy) high performance alloys
are produced by a powder metallurgy process. Crucible has
developed a family of CPM high vanadium “Killer V” tool
steels for wear resistance: CPM 3V, 9V, 10V, 15V and the
stainless grades CPM S30V and S90V. These steels are
used in a variety of plastics tooling applications such as:
feed screws, barrel liners, non-return valves, pelletizer/
granulator blades, nozzles, trim dies, molds, and mold
inserts and gates. CPM high speed steels are also finding
use in selected plastics applications because of their
superior wear resistance and heat resistance.
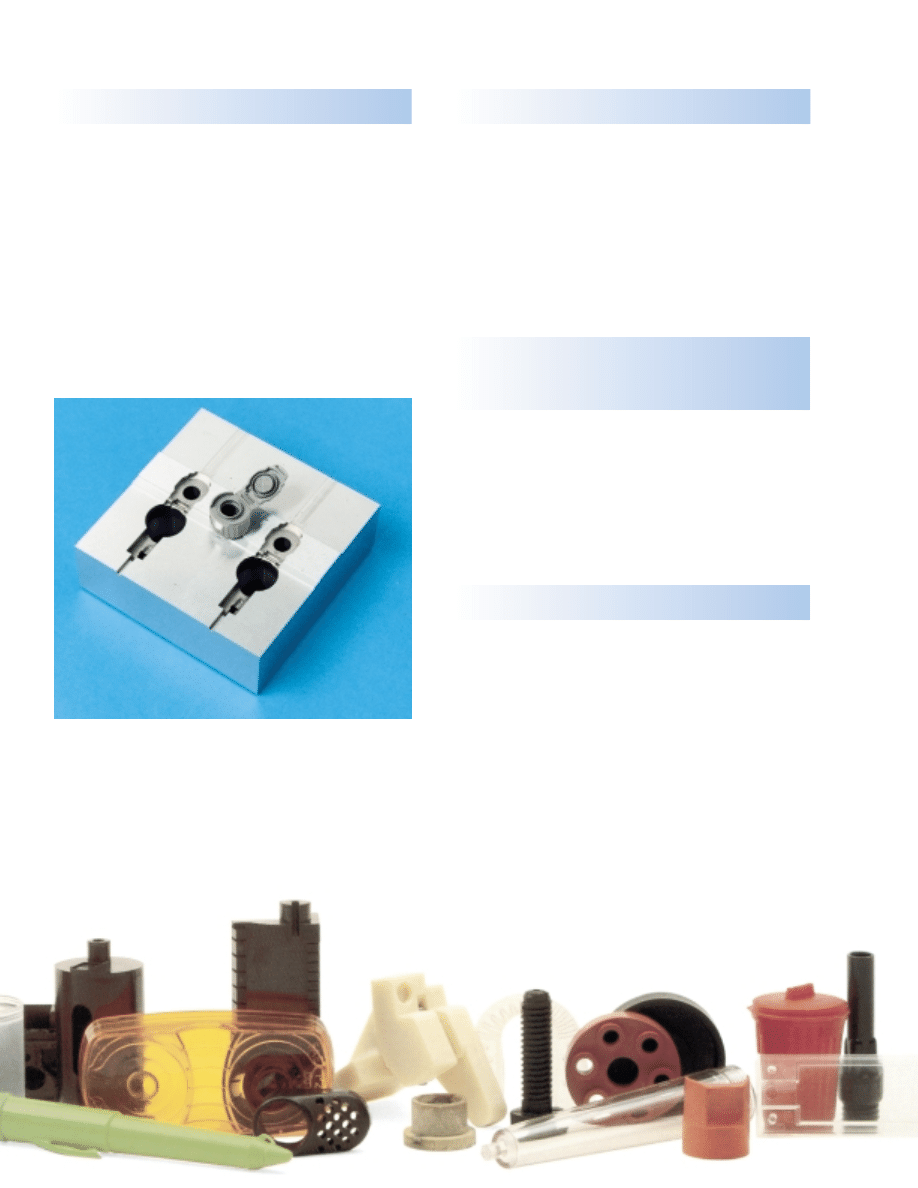
In non-return valve assemblies, the screw tip and check ring
are typically made from CPM high performance alloys.
(Photo courtesy of Component Manufacture & Design, Brunswick, Ohio)
CPM 15V contains 15% vanadium and provides higher
wear resistance and longer tool life than CPM 10V. It may
be considered as the optimal candidate for barrel liners in
metal or ceramic injection molding applications.
CPM 15V is available in the annealed condition at BHN
262. Its typical application hardness is HRC 60-62.
CPM S30V is a new, general purpose, heat treatable
stainless steel. With 4% vanadium, S30V is designed
to offer wear properties between 440C and S90V. S30V
offers the same corrosion resistance, but is easier to heat
treat, grind, and fabricate compared to S90V. It is an
excellent choice for larger diameter and longer length
injection and extrusion screws. It can also replace 420 XL
in molds and extrusion dies for higher hardness and high-
er wear resistance. S30V can also replace 440C for much
higher transverse toughness and better wear resistance.
CPM S30V is supplied annealed at approximately BHN
255. Its typical application hardness is HRC 58-60.
CPM S90V is a 9% vanadium heat treatable stainless steel
designed for highly abrasive wear applications requiring
good corrosion resistance. S90V is used as extrusion dies,
wet pelletizer knives, screws, screw segments, screw tips,
barrels, non-return valves, and mold and gate inserts.
Where optimal polishability is required, choose S90V XL.
CPM S90V is supplied annealed at about BHN 255.
Its typical application hardness is about HRC 54-58.
CPM 3V is ideal for applications requiring the high impact
toughness of a shock resistant tool steel and the wear
properties of a high alloy tool steel. Its 3% vanadium
provides wear resistance greater than D2 and similar to
M2. Its impact toughness approaches that of S7 and is
far higher than any tool steel with this level of wear
resistance. CPM 3V is well suited for many plasticizing
components such as non-return valves, and screws.
CPM 3V is available in the annealed condition at BHN
229. Its typical application hardness is HRC 58-60.
CPM 9V contains 9% vanadium and offers high
toughness and excellent wear resistance. It’s tougher than
A2 with wear resistance approaching that of CPM 10V.
CPM 9V should be considered as an alternative to CPM
10V where toughness is a major consideration. It is a
good choice for feed screws and granulator blades. The
combination of 9V feed screws and 10V barrel liners has
become widely recognized as the industry standard.
CPM 9V is supplied in the annealed condition at BHN 241.
Its typical application hardness is HRC 52-56.
CPM 10V, introduced in 1978, has become widely
recognized as the standard high performance tool steel
for demanding wear applications. With its 10% vanadium,
CPM 10V provides higher wear resistance than D2 and
M4. It is used for barrel liners, non-return valve
components, mold inserts and pelletizer blades used
to process abrasive plastics.
CPM 10V is supplied in the annealed condition at BHN
255. Its typical application hardness is HRC 60-62.
7
CPM
9V
CPM
10V
CPM
15V
CPM
3V
CPM
S30V
CPM
S90V
(
XL
)
Plasticizing components made from Crucible CPM tool steels.
(Photo courtesy of Zeiger Industries, Canton, Ohio)
CPM Rex MPL-1 is a 9% vanadium high carbon tool
steel with wear resistance superior to that of CPM 10V.
It also contains 24% Cr and 3% Mo for excellent corrosion
resistance. Its high annealed hardness makes it most
practical in CRU-CLAD applications which require minimal
machining after fabrication. Originally designed to line
mud pumps for the oil industry, it has been used in the
plastics industry to line bimetallic twin screw barrels, or to
clad bimetallic twin screw segments, especially in highly
abrasive, filled plastics applications where corrosion plays
a significant role.
CPM MPL-1 is supplied in the annealed condition at HRC
44-46. It’s typical application hardness is about HRC 62.
CPM S125V is a high performance upgrade to CPM S90V.
With 12% vanadium, it has superior wear resistance while
maintaining similar corrosion resistance. S125V has the
highest attainable hardness of any CPM stainless steel. It
is available only as CRU-CLAD.
CPM S125V is supplied in the annealed condition at BHN
280. Its typical application hardness is HRC 62-64.
CPM Rex 121 is a super high speed steel which offers
good frictional heat resistance and the highest wear
resistance and hardness available in any tool steel.
It is a cost-effective replacement for carbide-faced
plasticizing components such as twin screw extruder
barrels and screw segments.
CPM Rex 121 is supplied in the annealed condition at
BHN 360. Its typical application hardness is HRC 68.
Grades
C
Cr
V
Mo
W
Co
MPL-1
62 - 64
3.75 24.00 9.00
3.00
—
—
46
S125V
62 - 64
3.25
14.0 12.00
2.5
—
—
28
Rex 121
67 - 69
3.40
4.00
9.50
5.00 10.00 9.00
35
Grades
C
Cr
V
Mo
W
Co
Rex M4
58 - 64
1.42
4.00
4.00
5.25 5.50
—
12.5
Rex 20
66 - 68
1.35
3.75
2.00
10.5 6.25
—
22
8
High speed steels provide excellent red hardness for
resistance to frictional heating along with high wear
resistance.
CPM M4 (AISI M4) is a 4% vanadium high speed steel
with a good combination of toughness and wear resis-
tance, as well as good frictional heat resistance. It is the
best choice for wear applications over HRC 60. It is also
easier to machine than CPM 9V/10V. CPM M4 is used for
non-return valves, screws, barrels, and pelletizer knives.
CPM M4 is supplied in the annealed condition at BHN
255. Its typical application hardness is HRC 60-62.
CPM Rex 20 (AISI M62) is a cobalt-free high speed steel
containing vanadium, molybdenum and tungsten, that
has the red-hardness characteristics of the 8% cobalt
grades. Its 2% vanadium and its high carbide volume
fraction provide greater wear resistance than M42, while
offering frictional heat resistance comparable to M42, but
without the cobalt. CPM Rex 20 is used for segmented
screws, barrels, and non-return valve components.
CPM Rex 20 is supplied in the annealed condition at BHN
277. Its typical application hardness is HRC 68.
CPM
Rex
M4
CPM
Rex 20
CPM
Rex 121
CARBIDE
VOLUME
%
APPLICATION
HARDNESS
(HRC)
CPM High Speed Tool Steels
CARBIDE
VOLUME
%
APPLICATION
HARDNESS
(HRC)
CRU-CLAD
CPM Specialty Tool Steels
CPM
S125V
CPM
MPL-1
9
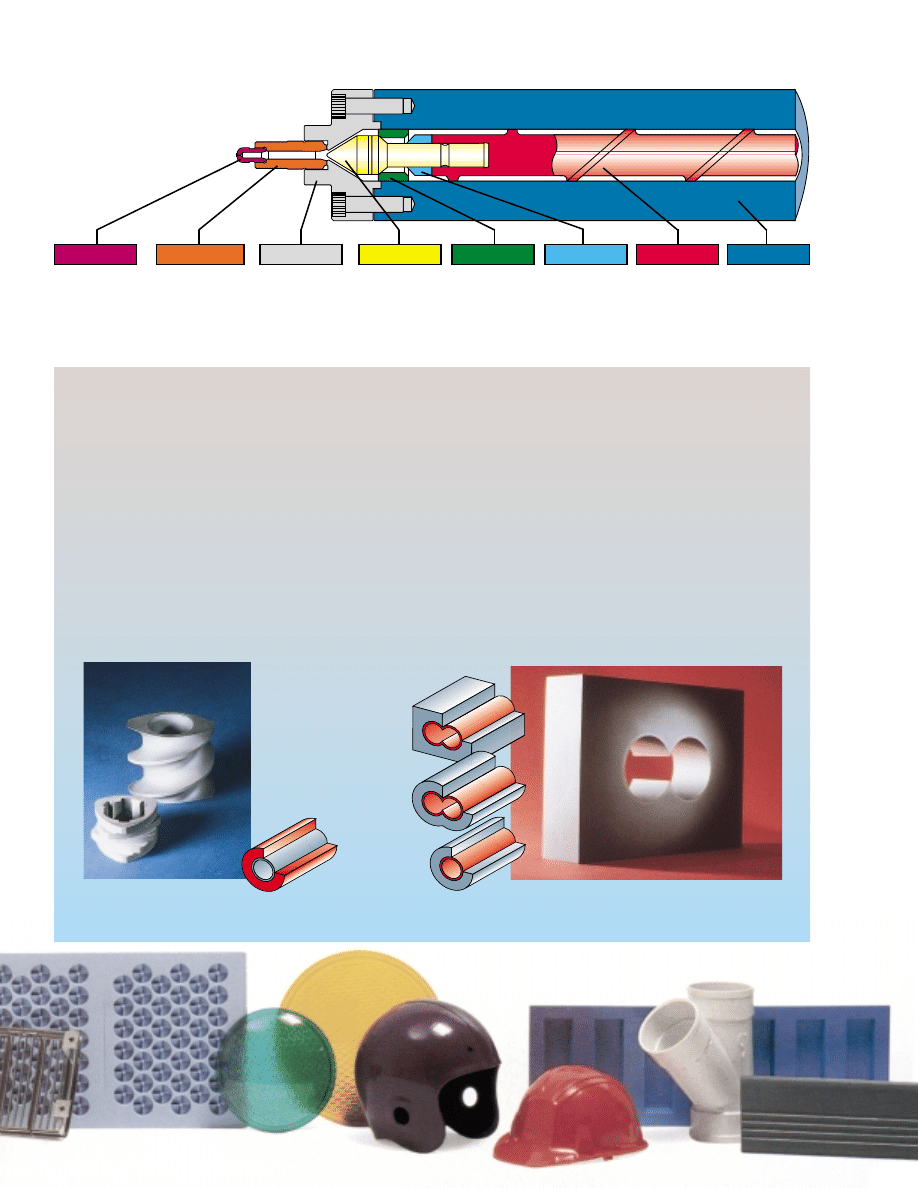
CRU-CLAD
Components
Some of the most unique CPM products for the plastics industry
are CRU-CLAD, Crucible’s bi-metallic HIP clad components. These
are made at Crucible Compaction Metals by a proprietary process
involving Hot Isostatic Pressing (HIP). The CRU-CLAD process
economically produces perfectly bonded bi-metallic components
with longer lives and improved productivity.
CRU-CLAD bi-metallic twin screw segments are used in high
torque applications where wear resistant flights and lands are
required but a relatively soft, ductile core is desired. To produce a
CRU-CLAD screw blank, CPM is HIP clad to the OD of a low alloy
or carbon steel bar. This results in a bi-metallic blank with an outer
shell of CPM alloy which is metallurgically bonded to the bar.
This blank can then be machined to produce screw segments with
working surfaces of wear resistant CPM and a ductile, low alloy core.
Similarly, for
CRU-CLAD bi-metallic twin
barrels, the ID bores of low to medium alloy
steel blocks or bars are HIP clad with highly
wear resistant or wear/corrosion resistant
CPM alloys for a long-lasting solution to a
demanding application. Twin screw extruder
barrels are typically HIP clad with CPM 10V
or 15V, CPM M4, MPL-1 or our newest
CPM alloys, S125V and Rex 121. CRU-CLAD
barrels can also be produced with Alloy 6 or
Alloy 12 cobalt base grades or the newer
nickel base alloys with varying percentages
of tungsten carbide (WC). Other alloys are
available and may be appropriate depending
on the specific application.
Recommendations
for High Performance
Components
Nu-Die V (H13)
S1, S5
Maxel 3-1/2 (4140/50)
17-4 PH
Nozzle Tip
Nozzle Body
Nu-Die V (H13)
S1, S5
Maxel 3-1/2 (4140/50)
17-4 PH
End Cap
Maxel 3-1/2 (4140/50)
Nu-Die V (H13)
17-4 PH
Nitriding 135
Screw Tip
CPM S30V
CPM 9V
CPM 3V
CPM S90V
CPM M4
CRU-WEAR
Nu-Die V (H13)
Barrel
CPM 10V
CPM 15V
CRU-CLAD
CPM S90V
CPM M4
Check Ring
CPM S90V
CPM S30V
CPM Rex 20
CPM 10V
CPM M4
CPM 9V
CPM 3V
CRU-WEAR
Airdi 150 (D2)
Rear Seat
CPM S30V
CPM 3V
Airdi 150 (D2)
Nu-Die V (H13)
Feed Screw
CPM S30V
CPM 9V
CPM S90V
CPM 3V
CRU-WEAR
17-4 PH
Nitriding 135
CRU-CLAD Twin Barrel Blanks –
ID is HIP clad with CPM
CRU-CLAD Twin Screw Blanks –
OD is HIP clad with CPM
10
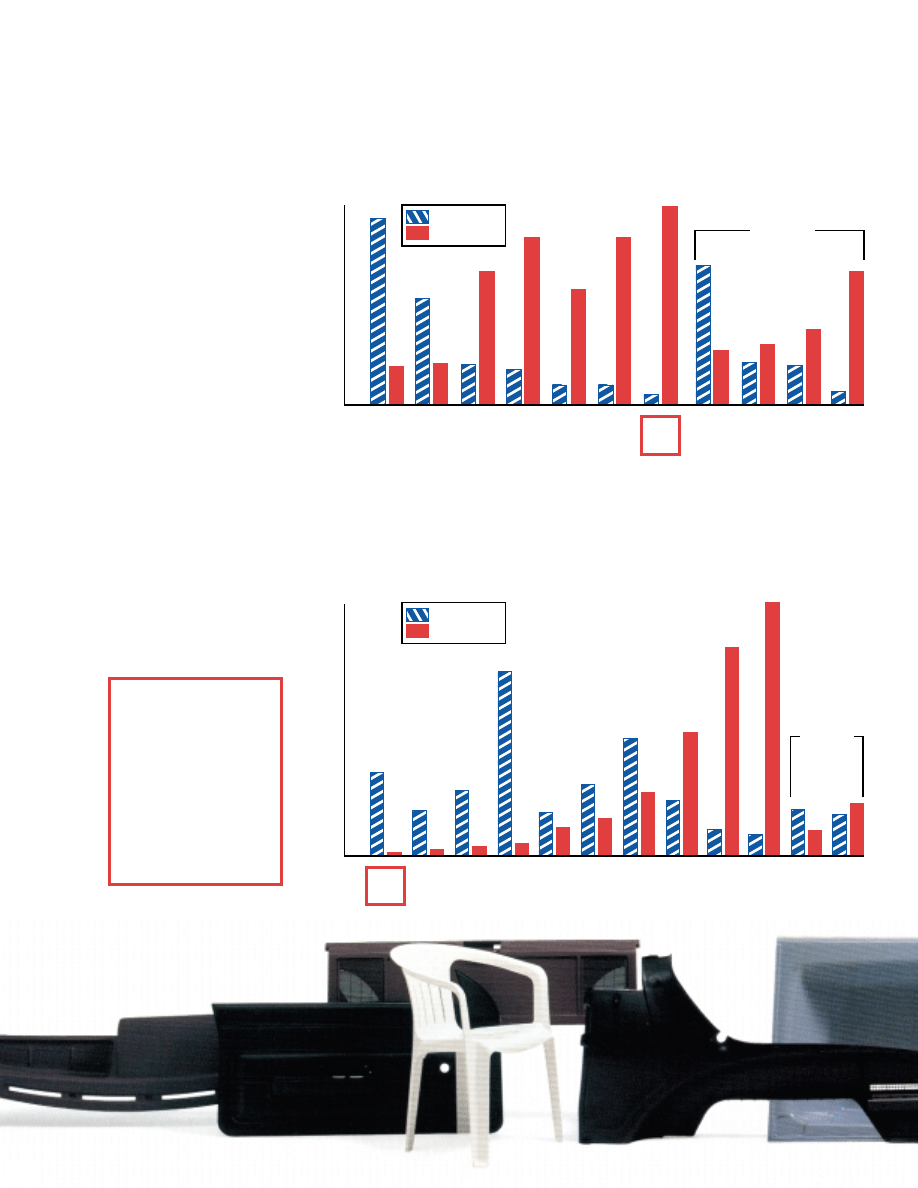
Mechanical
Property
Comparisons
The properties of tool
steels for the plastics
industry must be
compared in two
separate groupings:
those grades that are
considered highly
wear resistant and
those that are tougher
but not as wear
resistant.
In general, the
development of the
properties needed for
wear resistance cause
a decrease in other
properties such as
the toughness of the
material, its machin-
ability, and its work-
ability. Many of the
Wear Resistant Tool
Steels are used in
relatively small
sections, whereas
conventional Mold
and Tool Steels are
available in large
section sizes.
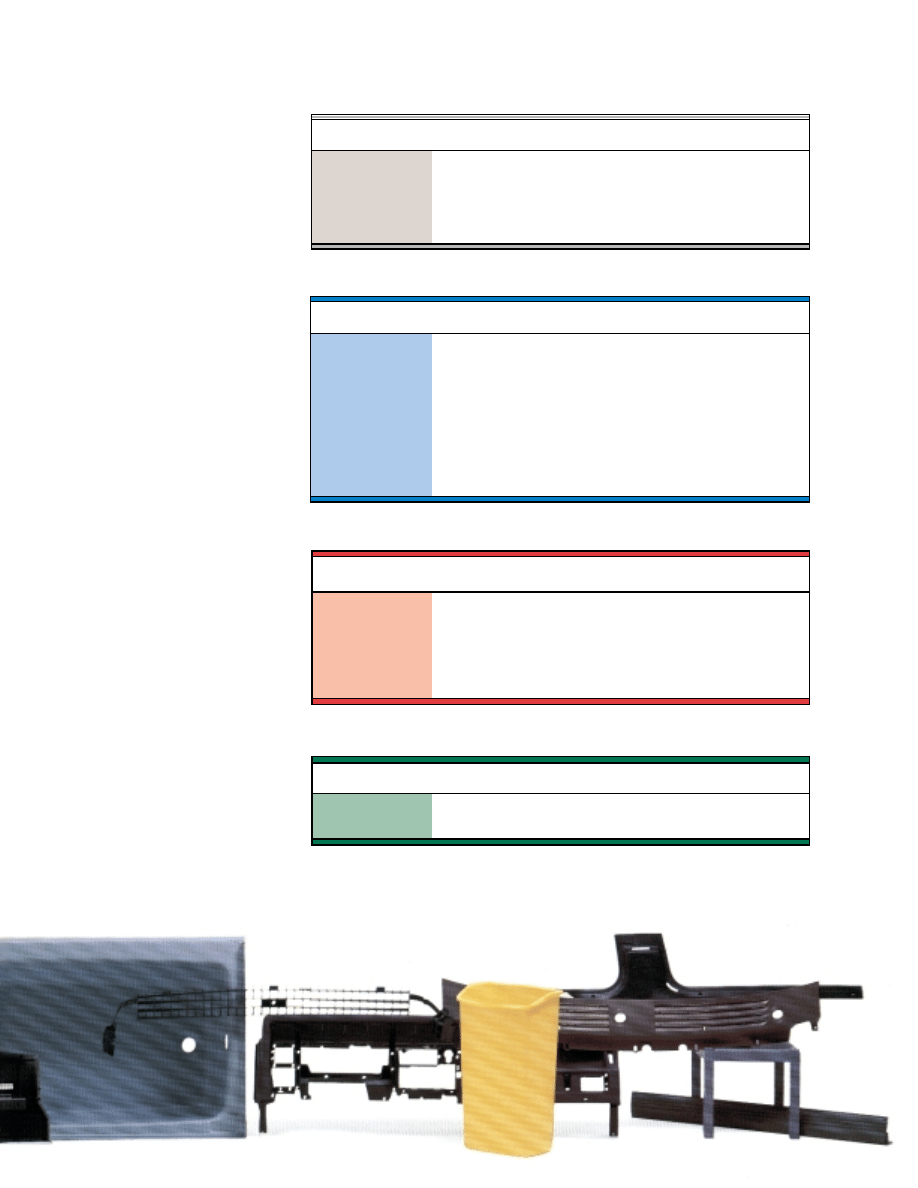
Mold Steels and Tool Steels
The conventional mold steels and tool steels are characterized by having generally lower alloy
content. This permits relatively high toughness levels at the sacrifice of wear resistance. The
wear resistance of these materials may be improved by surface treatments including chromium
plating, nickel plating, and nitriding. In general, the wear resistance is not improved to the
same levels as seen for the materials classed in the Wear Resistant Tool Steels category.
Airkool
Airdi 150
CRU-WEAR
CPM CPM
CPM CPM
CPM
CPM
CPM
CPM
CPM
(A2)
(D2)
3V
Rex 20
Rex M4
9V
10V
15V
Rex 121
S30V
S90V
HRC 60 HRC 60 HRC 60 HRC 60 HRC 68 HRC 62 HRC 54 HRC 60 HRC 60 HRC 68 HRC 60 HRC 56
Wear Resistant Tool Steels
Wear Resistance is achieved by a combination of hardness and chemistry. The chemistry causes
the steels to have carbides of various compositions. One of the hardest carbides is the VC type
found in the high vanadium CPM Wear Resistant Tool Steels. Unlike other high alloy tool steels,
the CPM Wear Resistant Tool Steels retain outstanding toughness while providing high wear
resistance.
CSM 2
Holder
NuDieV/XL
S7/XL
HiStar 40 Crucible
Airkool
CSM 21XL
Maxel
CSM 21XL
CSM
(P20)
Block
(H13)
161
(A2)
(Cond. A)
2000
(H 950)
420 XL
HRC 32
HRC 30
HRC 47
HRC 56
HRC 40
HRC 52
HRC 60
HRC 32
HRC 37
HRC 42
HRC 50
Stainless
Steels
Relative Values
Relative Values
Stainless
Steels
In examining these graphs,
please note that there is a
very large difference in the
scales between those
grades classified as Wear
Resistant Tool Steels, and
those classified as Mold
Steels and Tool Steels.
To provide a reference
basis, AISI A2 has been
included on both graphs
and shown in a box.
Toughness
Wear Resistance
Toughness
Wear Resistance
Crucible CPM High Speed Tool Steels
Alloy
Thermal
Coefficient of
Size Change w/
Conductivity*
Thermal Expansion**
Heat Treat ***
CPM Rex M4
13.6
6.4
+0.0020
CPM Rex 20
14.2
7.0
+0.0022
* Approximate Thermal Conductivity at 200°F in BTU/hr-ft -°F
**Approximate Coefficient of Thermal Expansion between 70°F and 600°F in (inch/inch x 10
6
)
***Approximate Length Size Change when heat treated to normal working hardness in (inch/inch)
11
Physical
Property
Comparisons
Physical properties of
tooling materials used
in the plastics industry
are of importance since
they relate to the way
in which tool sections
interact and how the
tools may remove heat
from the molded part.
Care should be exercised
in using these numbers
since other factors
can affect true mold
performance. A prime
example of this is the
effect of corrosion build
up in non-stainless
molds. While the Thermal
Conductivity numbers
suggest that stainless
material would inhibit
a tool’s productivity, the
field experience suggests
that corrosive build up
in the cooling water lines
of non-stainless tools
have a more deleterious
effect than the low
thermal conductivity
of stainless tools. For
more information on
the physical properties
of these materials and
how they relate to your
application, contact
your local Crucible
Representative.
Crucible CPM Wear Resistant Tool Steels
Alloy
Thermal
Coefficient of
Size Change w/
Conductivity*
Thermal Expansion**
Heat Treat ***
CPM 3V
14.0
6.0
+0.0010
CPM 9V
12.4
6.2
+0.0004
CPM 10V
12.4
6.2
+0.0004
CPM 15V
12.2
6.2
+0.0004
CPM S30V
11.2
6.2
+0.0003
CPM S90V
(
XL
)
9.7
6.4
+0.0003
Stainless Steels
Alloy
Thermal
Coefficient of
Size Change w/
Conductivity*
Thermal Expansion**
Heat Treat ***
CSM 21 XL
10.0
6.2
-0.0005
CSM 420 XL
14.4
6.0
+0.0004
CPM S30V
11.2
6.2
+0.0003
CPM S90V
(
XL
)
9.7
6.4
+0.0003
Maxel 2000
15.0
6.1
N.A.
Mold Steels and Tool Steels
Alloy
Thermal
Coefficient of
Size Change w/
Conductivity*
Thermal Expansion**
Heat Treat ***
CSM #2 Plus
24.0
7.0
N.A.
HiStar 40
19.0
7.0
N.A.
Nu-Die V/XL
15.0
6.7
+0.0006
S7/XL
16.5
7.2
+0.0001
Crucible 161
14.5
6.7
+0.0006
Airkool
15.0
7.2
+0.0007
Airdi 150
12.1
6.6
+0.0001
CRU-WEAR
13.6
6.2
+0.0015
Holder Block
23.0
7.0
N.A.

United States
Phone
Toll Free
FAX
Auburn, MA
508-832-5353
800-365-1101
508-832-2217
Charlotte, NC
704-372-3073
800-365-1160
704-342-0985
Chicago, IL
630-378-0093
800-365-1151
630-378-1965
Cincinnati, OH
513-771-1310
800-365-1163
513-771-0119
Cleveland, OH
330-562-3131
800-365-1132
330-562-7818
Columbus, OH
614-771-1333
800-365-1131
614-771-7918
Dallas, TX
817-649-2800
800-365-1168
817-633-8142
Detroit, MI
248-528-0332
800-365-1133
248-528-1977
Grand Rapids, MI
616-554-9699
800-365-1137
616-554-9328
Huntsville, AL
256-772-0201
800-365-1161
256-772-3361
Indianapolis, IN
317-638-4501
800-365-1146
317-634-7375
Long Island, NY
631-232-9810
800-232-3404
631-232-9403
Los Angeles, CA
323-775-7344
800-365-1179
310-830-9784
Meadville, PA
814-337-8804
800-365-0530
814-337-8808
Milwaukee, WI
262-781-6710
800-242-0948
262-781-6743
Minneapolis, MN
612-331-6320
800-365-1153
612-331-4137
Nashville, TN
615-227-7999
800-365-1162
615-227-6466
Rochester, NY
716-254-4320
800-365-1128
716-254-4616
St. Louis, MO
636-272-7220
877-201-4049
636-978-9559
Canada
Montreal, QUE
450-443-8060
800-363-8756
450-443-8712
Toronto, ONT
905-793-1600
800-263-2367
905-793-1660
Wallaceburg, ONT
519-627-2245
800-265-5293
519-627-2247
Mexico
Monterrey, N.L.
(52) 81 8351-7220
(52) 81 8351-2981
Naucalpan, E de M (52) 55 5576-4011
(52) 55 5360-1865
CRUCIBLE SERVICE CENTERS
DIVISIONAL HEADQUARTERS:
Camillus,
NY
315-487-0800 800-365-1185 315-487-4028
www.crucibleservice.com email: crucible@crucibleservice.com
For a list of our worldwide partners, please visit our website:
www.crucibleservice.com
The Tool Steel Pros
ADVS 339 5M-0802
2002 Crucible Materials Corporation Printed in U.S.A.
Crucible Service Centers
Crucible
Service Centers
A Division of Crucible Materials Corporation
(Photo courtesy of RW Machine & Tool, Ravenna, Ohio)
Wyszukiwarka
Podobne podstrony:
85 1209 1223 Vanadium Microalloyed Non Quenched Steel Family for Plastic Mould
24 321 336 Optimized Steel Selection for Applications in Plastic Processing
gp340 brochure
BrochureWeldability PL spawanie inox
Fred Saberhagen Berserker 13 Shiva in Steel
Degradable Polymers and Plastics in Landfill Sites
PLASTIKI ODPOWIEDZI
ZX50 cap 12 (plastiche)
Otago Peninsula Track Brochure
46 643 656 Vacuum HT of Hot Work Steel
plastiki sprawko id 362078 Nieznany
brochure axial flow jan12
Hydropower Brochure id 207889 Nieznany
3 OCENA SKURCZU WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
blachy-Steel, Konstrukcje metalowe-zbiorniki
12. dennice-Steel, Studia, Projekt - materialy konstrukcyjne, 5. Dennice
więcej podobnych podstron