ZGRZEWANIE ULTRADŹWIĘKOWE
Omówiliśmy zgrzewanie zgniotowe. Co będzie się działo jeżeli na
nacisk (jak przy zgniotowym) nałożą się miejscowe drgania
mechaniczne o dużej częstotliwości, skierowane prostopadle do siły
nacisku? Wspólne działanie statycznej siły docisku i oscylacyjnych sił
tnących spowoduje powstanie znacznych naprężeń ścinających w
obszarze styku zgrzewanych metali.
Gdy naprężenia te przekroczą granice plastyczności pojawi się lokalny
poślizg pomiędzy powierzchniami stykowymi, prowadzący do rozbicia
warstewek powierzchniowych i odsłonięcia czystych metalicznych
powierzchni stykających się ze sobą w wielu punktach. Wytworzony
zostaje zatem ciągły fizyczny kontakt pomiędzy zgrzewanymi
powierzchniami. Jeżeli dodać do tego dobre warunki dla dyfuzji i
rekrystalizacji (wzrost temperatury) to istnieją wszelkie przesłanki dla
uzyskania dobrego połączenia, przy czym połączenie powstaje
w stanie
stałym
, gdyż temperatura podczas jego formowania się (wiele hipotez)
nie przekracza
35-50% temperatury topliwości
zgrzewanych metali.
Podsumowując:
Zgrzewanie ultradźwiękowe jest procesem
zgrzewania w stanie stałym, polegającym na doprowadzeniu do
obszaru zgrzewania drgań mechanicznych o dużej częstotliwości w
trakcie działania sił nacisku.
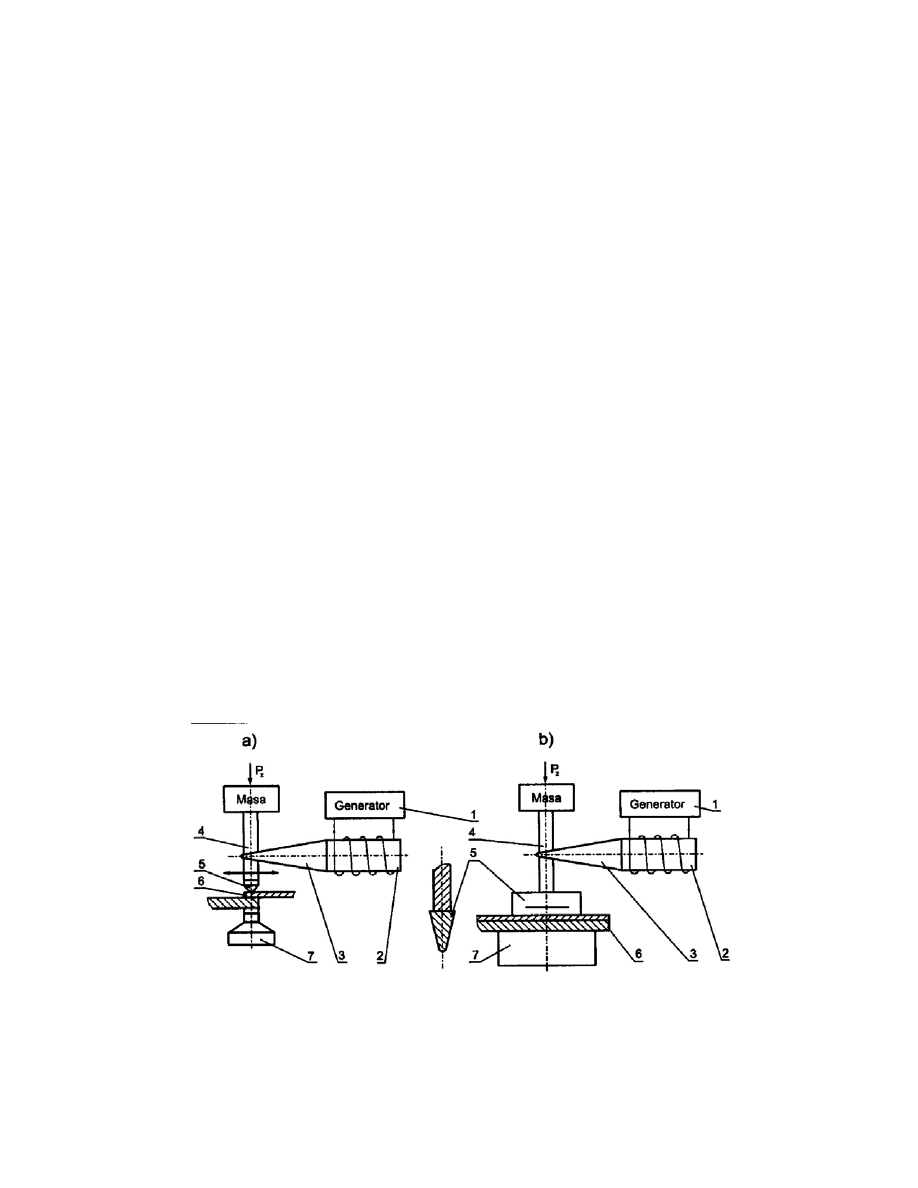
Proces ten może być realizowany jako zgrzewane:
punktowe i
odcinkowe
(rys.1a i b) oraz
liniowe i pierścieniowe
, rys.2 a i b.
Rys.1. Przebieg procesu zgrzewania ultradźwiękowego punktowego (a) i
odcinkowego (b); l - generator prądów wysokiej częstotliwości,
2 - przetwornik, 3 - trafo, 4 - sworzeń, 5 - końcówka robocza sonotrody,
6 - zgrzewane przedmioty, 7 - kowadełko, Pz - siła docisku zgrzewania
1
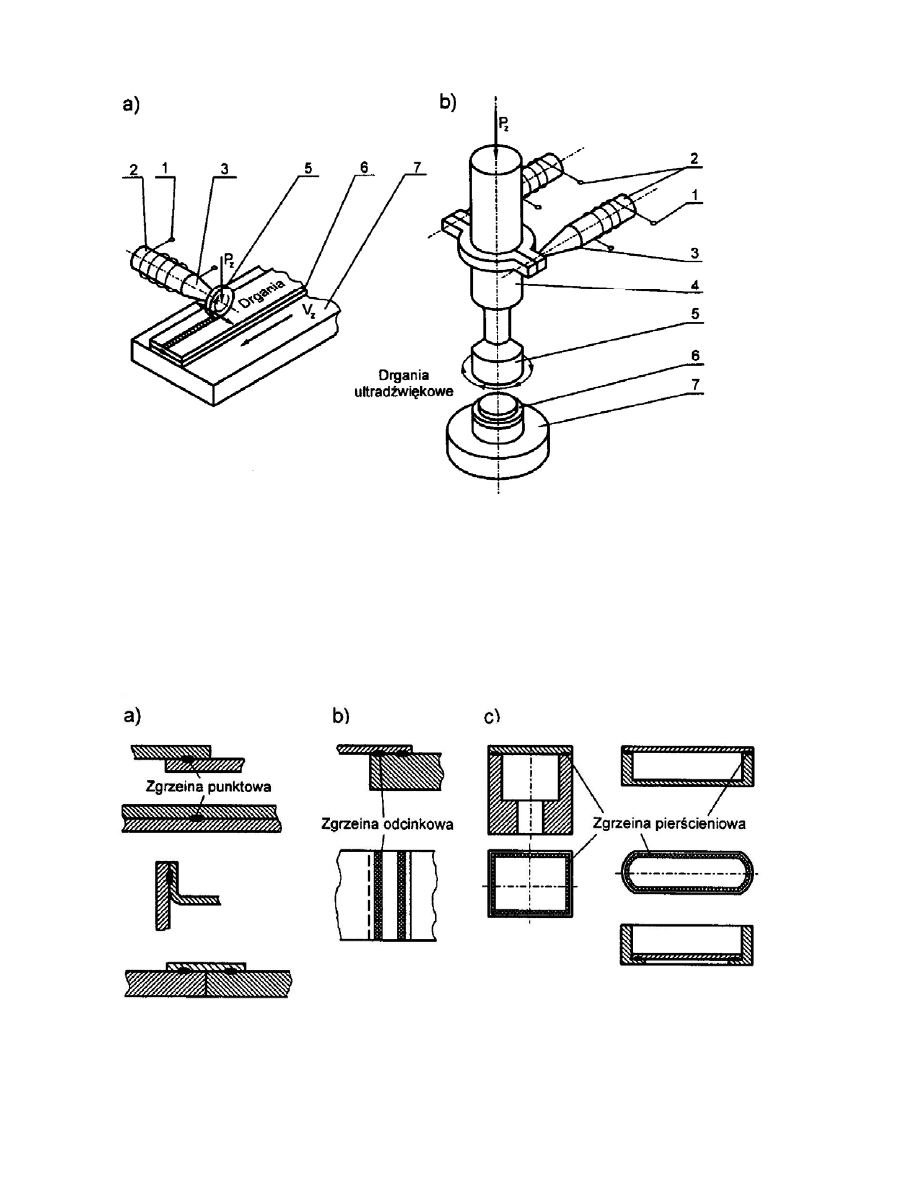
Rys.2. Przebieg procesu zgrzewania ultradźwiękowego liniowego (a) i
pierścieniowego (b); 1 - generator prądów wysokiej częstotliwości,
2 - przetwornik, 3 - trafo, 4 - sworzeń, 5 - końcówka robocza sonotrody,
6 - zgrzewane przedmioty, 7 - kowadełko, Pz - siła docisku zgrzewania
Przedstawione metody zgrzewania umożliwiają uzyskanie złączy
zgrzewanych przedstawionych na rys.3.
Rys.3
.
Przykład typowych złączy zgrzewanych ultradźwiękowo: a) zgrzeiny
punktowe, b) zgrzeiny odcinkowe. c) zgrzeiny pierścieniowe.
2
Parametry zgrzewania
>
moc zgrzewania w kW,
>
czas zgrzewania (prędkość zgrzewania liniowego) w s (mm/min),
>
siła docisku w kN,
>
częstotliwość drgań ultradźwiękowych w kHz,
>
rodzaj powierzchni i promień zaokrąglenia końcówki roboczej
sonotrody
.
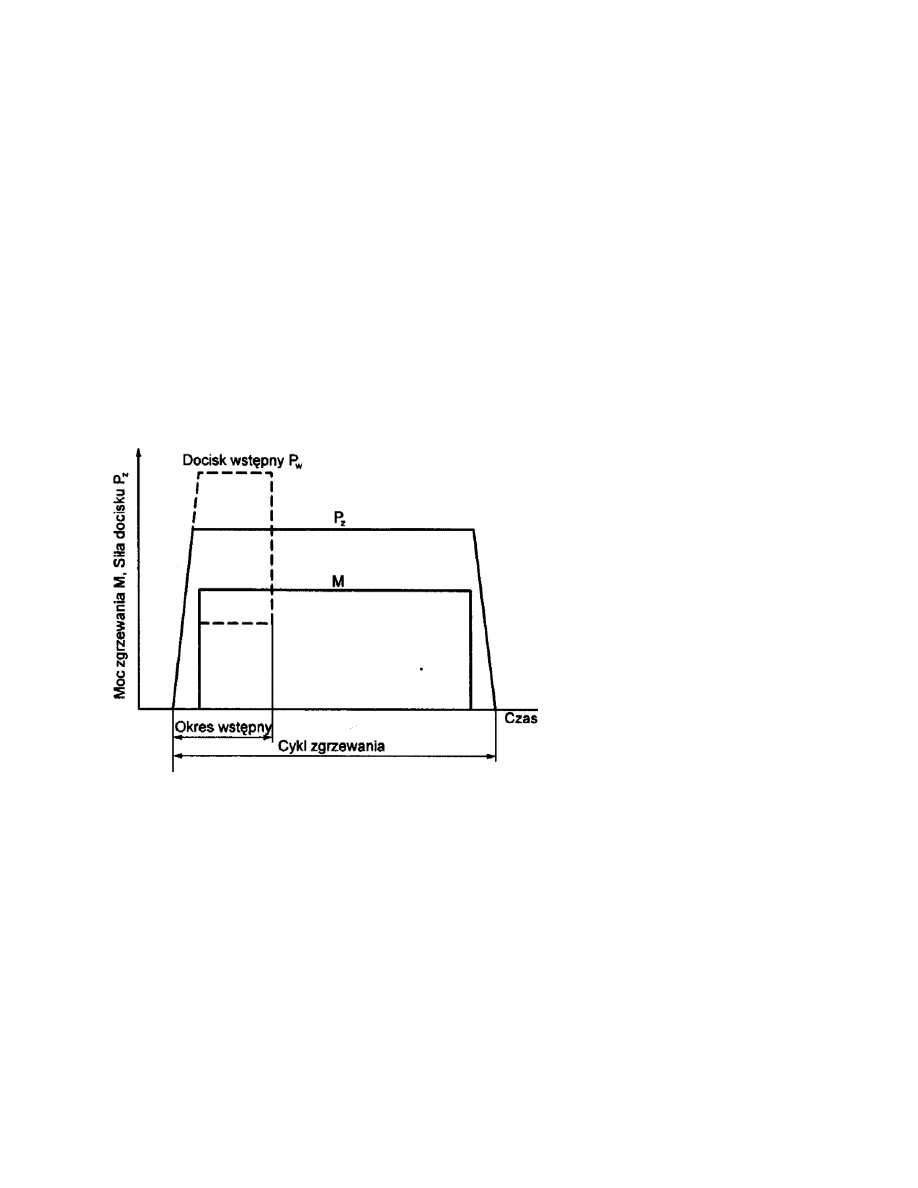
Moc zgrzewania
- zgrzewanie ultradźwiękowe punktowe, pierścieniowe
i odcinkowe prowadzone może być przy stałym poziomie mocy i siły
docisku oraz początkowo niższej mocy i wyższej sile docisku (rys.4).
Drugi sposób zapewnia efektywniejsze sprzężenie akustyczne i lepszą
jakość złączy, zwłaszcza metali i stopów trudno topliwych. Zgrzewanie
liniowe może przebiegać tylko przy stałym poziomie mocy i stałej sile
Rys.4. Typowe programy
zgrzewania ultradźwiękowego
Czas zgrzewania
punktowego, pierścieniowego lub odcinkowego wynosi
zwykle
od 0,005 s
, w przypadku bardzo cienkich drutów,
do ok.
1,0+3,0 s
, w przypadku materiałów grubszych. Dłuższe czasy
zgrzewania stosuje się, gdy zgrzewarka ma odpowiednią moc.
Najlepsze wyniki zgrzewania uzyskuje się przy dużej mocy i krótkich
czasach zgrzewania. Zbyt długi czas zgrzewania sprawia, że wygląd
złącza jest gorszy, mogą wystąpić pęknięcia wewnętrzne i nadmierne
nagrzanie.
Siła docisku zgrzewania-
poprawnie dobrana powinna uniemożliwić
poślizg między końcówką roboczą sonotrody a zgrzewanym złączem,
ale nie może też być zbyt duża, gdyż wtedy występuje nadmierny
3
zgniot złącza, uszkodzenie powierzchni złącza lub powierzchni
roboczej końcówki. Zgrzewarki zwykle są wyposażone w blokady
uniemożliwiające włączenie drgań ultradźwiękowych przy zbyt małej
sile docisku, ponieważ brak sprężenia z przetwornikiem może
spowodować jego uszkodzenie. Siłę docisku dobiera się w zależności od
rodzaju zgrzewanych materiałów, ich grubości i twardości oraz
rodzaju powierzchni końcówki roboczej sonotrody. Siła docisku
praktycznie jest związana z mocą akustyczną wymaganą do
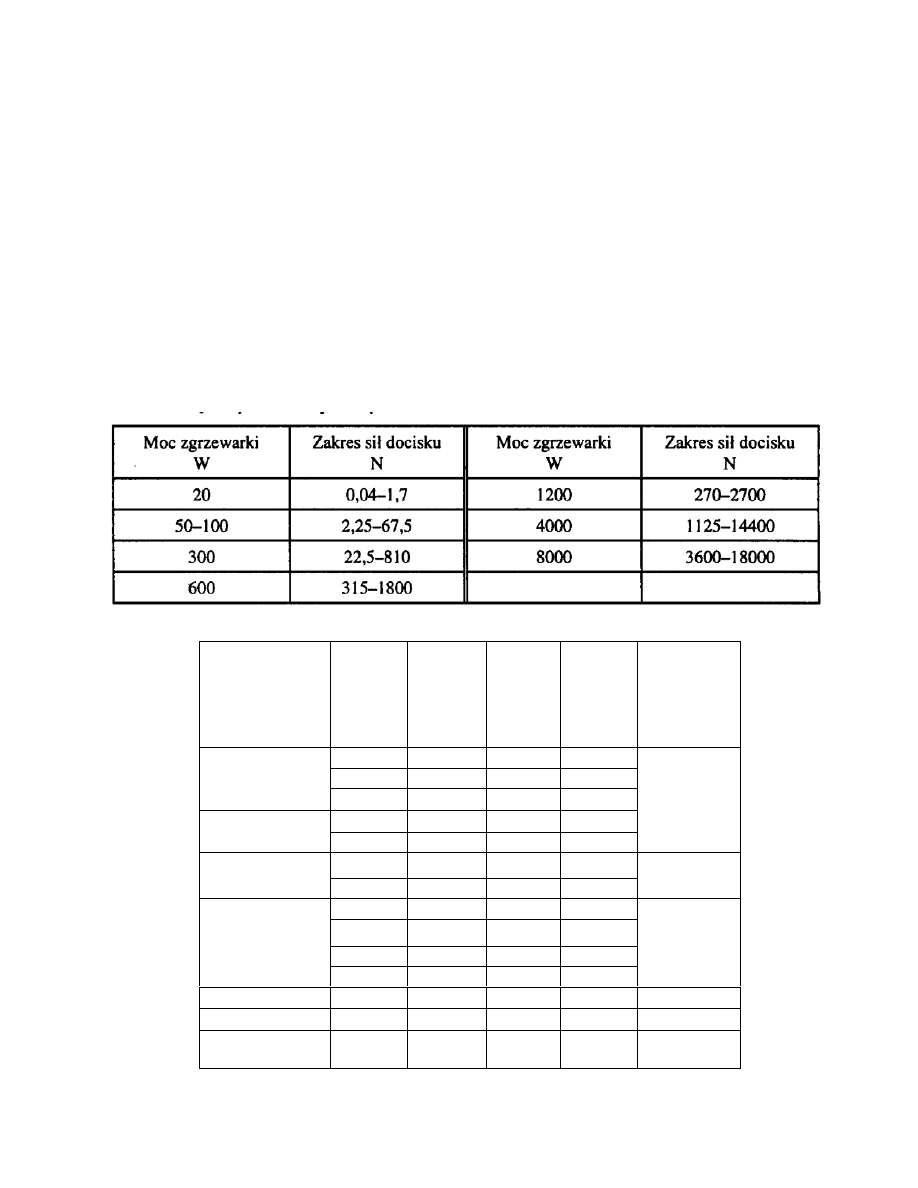
utworzenia złącza, a więc z mocą zgrzewarki. Typowe siły docisku
zestawiono w tab.1, zaś przykładowe pozostałe parametry zgrzewania
punktowego w tab.2.
Tab.1. Typowe zakresy sił docisku zgrzewania stosowane w zgrzewarkach
Tab.2. Przykładowe parametry zgrzewania punktowego
Grubość Amplituda
Czas Promień
Rodzaj materiału
Siła
docisku
końcówki
materiału
drgań
zgrzewani
a
roboczej
mm m s daN mm
0,3-0,7 14-16 0,5-1,0 20-30
Czyste aluminium 0,8-1,2
14-16
1,0-1,5
35-50
1,3-1,5 14-16 1,5-2,0 50-70
10
Stop aluminium
0,4
22-24
1,0
50
anodowany 1,0 22-24 2,0 100
Miedź techniczna 0,3-0,6
16-20
1,5-2,0
30-70
10-15
1,1-1,3 16-20 3-4 110-130
0,2 16-18 0,3 40
Stop tytanu
0,5
18-20
1,0
60
10
0,8 22-24 1,5 90
1,0 18-20 1,5 120
Cyrkon 0,5
23-25
0,25
90 10
Tytan + cyrkon 0,5 + 0,5
23-25
0,25
90
10
Aluminium +
miedź
O, l + 0,05
10-12
0,5
20
4
4

Przygotowanie powierzchni
Większość materiałów zgrzewanych ultradźwiękowo nie wymaga
oczyszczenia powierzchni przed zgrzewaniem. Materiały, takie
jak: Al, Cu i ich stopy, mogą być zgrzewane w stanie dostawy, po
usunięciu z powierzchni smarów, tłuszczów itp. Zgorzelina musi
być mechanicznie lub chemicznie usunięta. Powierzchnie
zgrzewane po utlenieniu czy trawieniu powinny być gładkie.
Możliwe jest zgrzewanie przedmiotów pokrytych powłokami
ochronnymi, takimi jak: emalia, lakiery, tworzywa sztuczne,
powłoki tlenkowe lub anodowe.
Zastosowania
Zgrzewanie ultradźwiękowe umożliwia wykonanie złączy
przedmiotów znacznie różniących się grubością; ograniczona jest
jedynie grubość jednego z łączonych przedmiotów. Decyduje
górna granica grubości
(2,5-3 mm)
cieńszego przedmiotu, który
musi być ułożony od strony sonotrody. Na przykład możliwe jest
połączenie folii aluminiowej o grubości 0,01 mm z płytą
aluminiową lub miedzianą o dowolnej grubości. Możliwe jest
również zgrzewanie wielowarstwowe cienkich folii, np. połączenia
zgrzeiną punktową lub liniową 20 folii aluminiowych o grubości
0,025 mm każda.
W konstrukcjach zgrzewanych ultradźwiękowo najczęściej
stosuje się złącza zakładkowe.
Odległość zgrzein od brzegu złącza
nie jest tak istotna.
Zgrzeiny punktowe lub liniowe mogą być
wykonane przy zakładce ok. 4-6 grubości cieńszej blachy i
jedynym ograniczeniem jest, aby końcówka sonotrody nie
rozgniotła brzegu blachy. Na przykład w stopach
konstrukcyjnych Al o grubości od 0,8 do 1,3 mm złącza
zakładkowe o szerokości zakładki 3,25 mm i 20,0 mm mają
jednakową wytrzymałość.
Prawie każdy metal i stop może być zgrzewany
ultradźwiękowo, choć inne procesy spawalnicze mogą być
bardziej ekonomiczne. Jest szczególnie przydatne do łączenia
materiałów wymagających dużych energii w przypadku
zgrzewania oporowego elektrycznego, takich jak Al, Cu i ich stopy
oraz złączy bimetalicznych, przedmiotów różniących się znacznie
grubością lub tych materiałów, które są szczególnie wrażliwe na
5
działanie podwyższonej temperatury. Złącza o dobrych
własnościach eksploatacyjnych uzyskuje się również przy
zgrzewaniu ultradźwiękowym metali trudno topliwych:
Mo, Nb,
Ta, V i ich stopów
. Zgrzewać można także
Ti, Zr, Be, Re,
materiały utwardzalne wydzieleniowo, materiały takie jak
spieczony proszek tlenku glinu i umocniony torem nikiel i ołów
oraz folie i druty z nałożonymi termicznie powłokami.
Zgrzewanie ultradźwiękowe jest jednym z niewielu procesów
umożliwiających bezpośrednie łączenie szkła i ceramiki szklanej z
przedmiotami metalicznymi, np. zgrzewanie ultradźwiękowe szkła
i ceramiki szklanej z aluminium
.
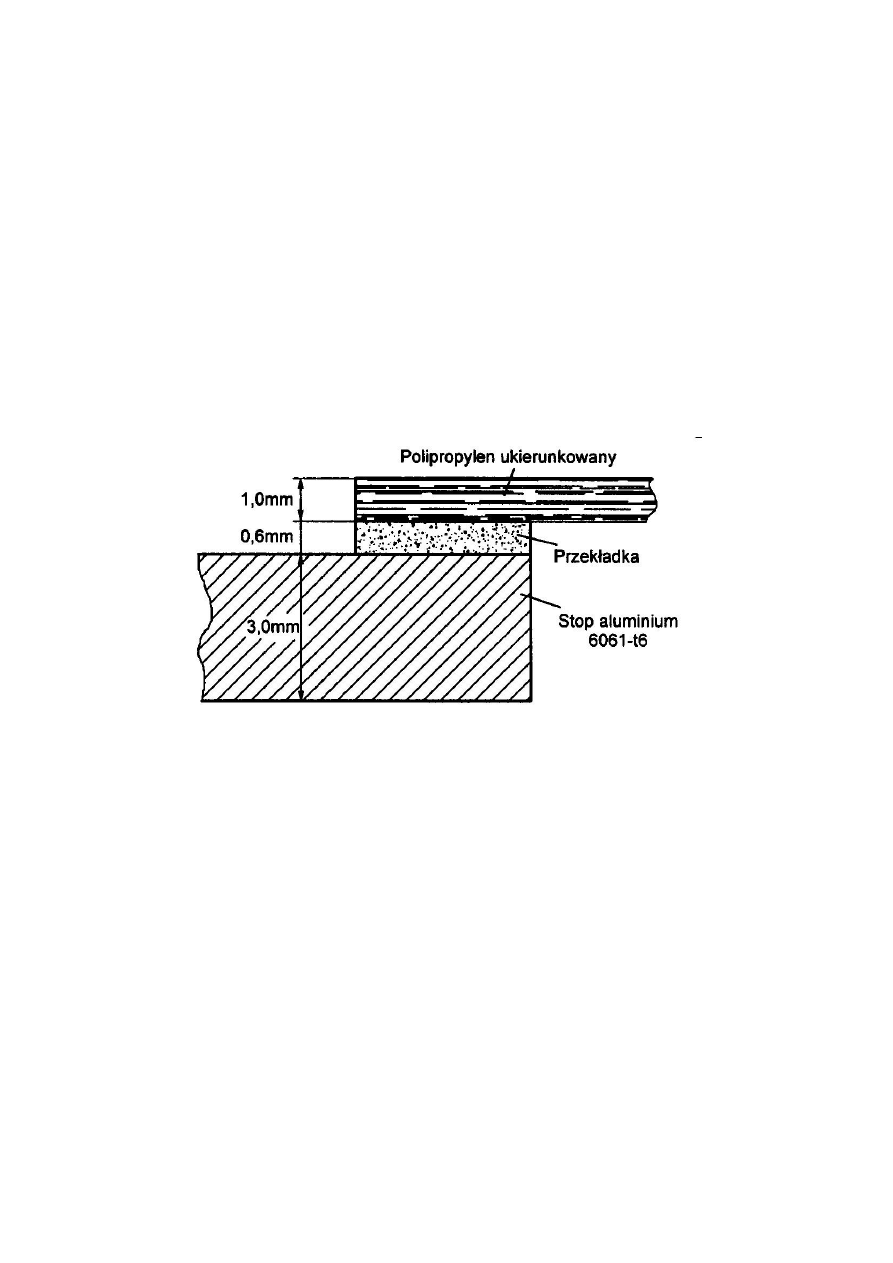
Zgrzać można np. polipropylen z
aluminium,rys.5.
Rys.5. Przebieg procesu zgrzewania ultradźwiękowego odcinkowego
płytki z polipropylenu ukierunkowanego z blachą ze stopu aluminium przy
użyciu przekładki spajającej. Energia zgrzewania 600 J, siła jednostkowa
docisku 0,207 MPa, amplituda drgań ultradźwiękowych 80
μm.
Zgrzewarka o mocy 1700 W
Zalety zgrzewania ultradźwiękowego to:
>
minimalny wpływ procesu zgrzewania na łączone materiały,
>
wąska SWC, minimalne naprężenia i odkształcenia w złączu,
>
proste przygotowanie powierzchni do zgrzewania,
>
możliwość łączenia materiałów znacznie różniących się
własnościami fizycznymi i grubością,
>
wysokie własności mechaniczne złączy oraz ich odporność
korozyjna, przewodność elektryczna i cieplna,
>
bardzo małe moce zgrzewania w stosunku do innych procesów
>
możliwość mechanizacji i automatyzacji procesu zgrzewania
oraz sterowania jakością złączy.
6
Document Outline
Wyszukiwarka
Podobne podstrony:
1 11 ZGRZEWALNOSCid 8864 Nieznany (2)
II LABORATORIUM ZGRZEWANIE ELE Nieznany
1 12f ZGRZEWANIE ZGNIOTOWEid 88 Nieznany
1 11a ZGRZEWANIE OPOROWE PODSTA Nieznany (2)
zgrzewanie Nieznany
Zgrzewanie id 590033 Nieznany
1 11h ZGRZEWANIE PRADAMI WIELKI Nieznany
91 Nw 10 Zgrzewarka do folii id Nieznany (2)
1 11e ZGRZEWANIE ELEKTRYCZNE OP Nieznany
polaczenia zgrzewane id 371136 Nieznany
1 12g ZGRZEWANIE DYFUZYJNEid 88 Nieznany
2 BADANIA ULTRADZWIEKOWEid 194 Nieznany (2)
Polaczenia zgrzewane id 371134 Nieznany
1 11f ZGRZEWANIE ELEKTRYCZNE 0P Nieznany
1 12f ZGRZEWANIE ZGNIOTOWEid 88 Nieznany
TERAPIA FALĄ ULTRADŹWIĘKOWĄ,
Gor±czka o nieznanej etiologii
więcej podobnych podstron