Abbreviations
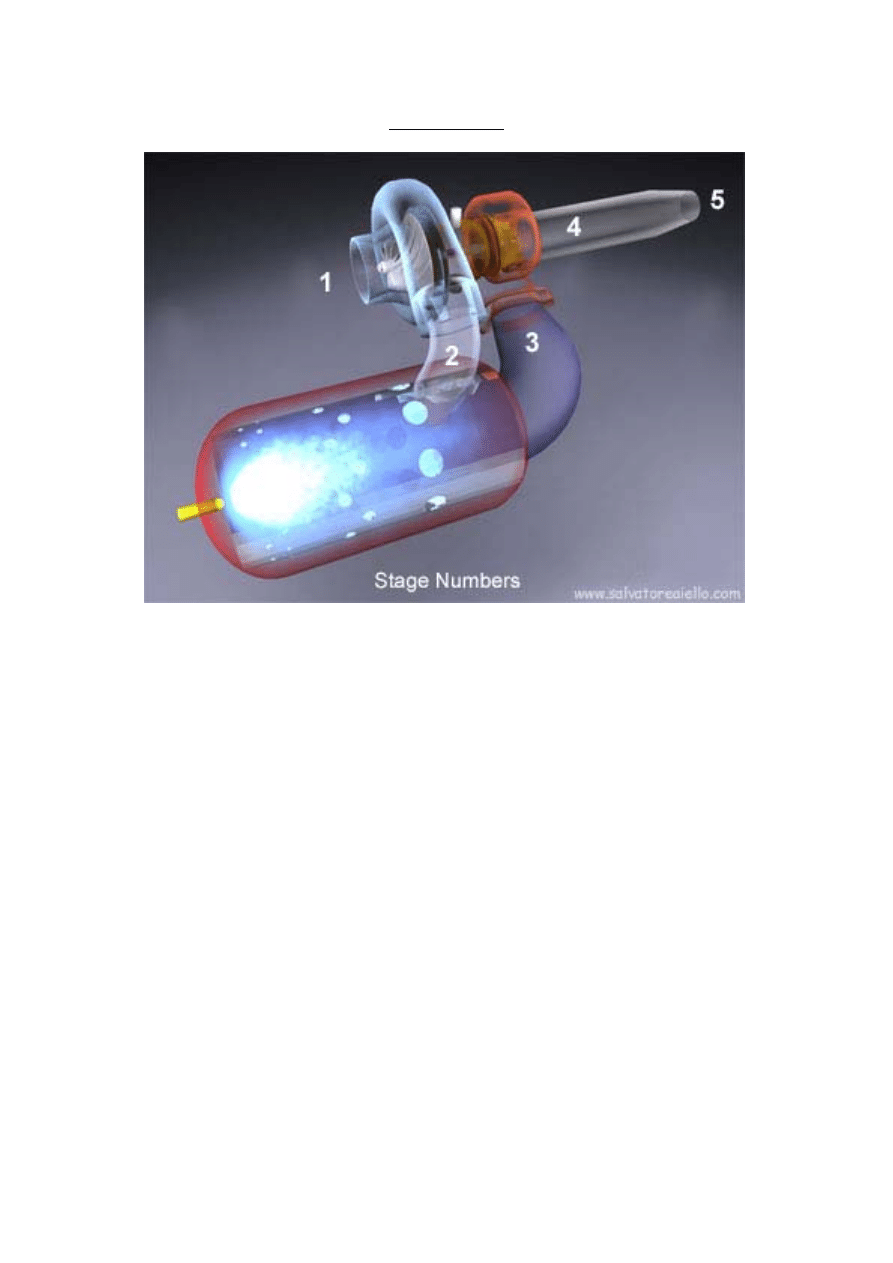
T1
-
Temperature going into compressor
T2
-
Temperature out of compressor
T3
-
Temperature out of combustor, same as
T I T
T4
-
Temperature out of turbine, same as
T O T
T5
-
Temperature out of jet nozzle or freepower turbine, same as
EGT
P1
-
Pressure into compressor, atmospheric pressure
P2
-
Pressure out of compressor
P3
-
Pressure out of combustor , going into turbine stage
P4
-
Pressure out of turbine, same as in jetpipe
P5
-
Pressure out of jet nozzle

All of the above can be in either static temperature and pressure, total temperature and
pressure , a combination of static plus speed components absolute , where total temp
and pressure are scaled above minus 273 C , minus 460F ( in degrees Kelvin or
Rankine) and a complete vacuum in the case of pressure. Absolute readings are used
when doing calculations.
T I T
-
Turbine Inlet Temperature, same as
T3
TOT
-
Turbine Outlet Temperature, same as
T4
PR
-
Pressure Ratio,
P1
+
P2
divided by
P1
when
P2
is measured on a "normal
g/g" with its start point (zero psi) equal to
P1
of 14.7psi at sea level. This is a reason
for using "absolute" readings for calculations, its less "messy", it then becomes simply
P2
absolute divided by
P1
absolute, it doesn't make any difference what altitude or
pressure you're at.
EGT
-
Exhaust Gas Temperature. Accronym widely used to indicate the temperature
out of an internal combustion engine. In our case it is used to refer to the temperature
out of the jet nozzle or a freepower turbine where the hot exhaust gases are
discharging to ambient/atmospheric temperatures/pressures. Temperatures may be
slightly higher ( +50 degrees ) due to the dynamic (frictional heat) aspect of the fast
moving gases especially when using unshielded temperature probes.
psi
-
Pounds per Square Inch (pressure)
rpm
-
Revolutions Per Minute
g/g
-
gauge , gage
f/f
-
fuel flow
v/v
–
valve
A/R
-
the ratio of the area of the turbines nozzle , to the distance from its centre to
the turbines centre , all to do with vortex flow changing velocities and pressures.
FOD
-
Foreign Object Damage, caused by fingers going into compressors :-))
CFM
-
Cubic feet per minute
Choosing a turbo
Find a turbo your budget can easily cope with, as you'll be spending a fair bit more on
ancillaries. Try not to use too small a turbo as their turbine efficiencies can be so low as
to make the engine a poor performer at best or a non-starter at the worst. Small turbo's
can also have miss-matched compressor/turbine flow characteristics for our use, but
which are OK for a turbo.
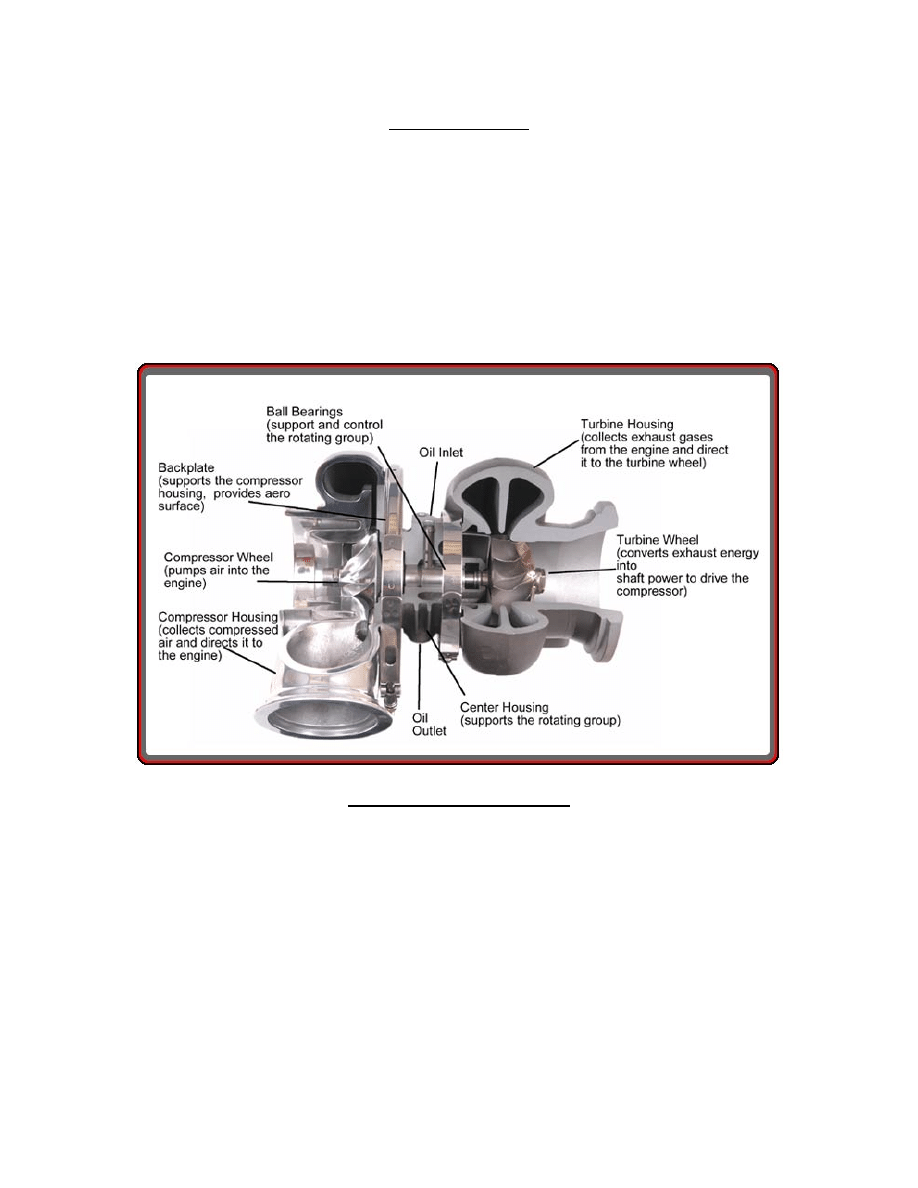
Anatomy Of a Turbocharger
Try using a turbo from at least a 3 litre engine or bigger which has a compressor wheel
inlet (Inducer, see diagram below) diameter of 1.75”-2.00" or larger. If possible find one
designed for high pressure "boost", something off a large generator or industrial
stationary engine that's setup for continuous heavy boost. If you can view the entire
compressor wheel with its housing removed, a compressor wheel that has its inlet
(Inducer) diameter around 2/3rds of the overall (Exducer, see diagram below) diameter is
a good possibility, e.g. 3" inlet and 4.5" overall diameter. Modern ones will probably
have a bit better efficiency and hopefully a little more safety built into it.
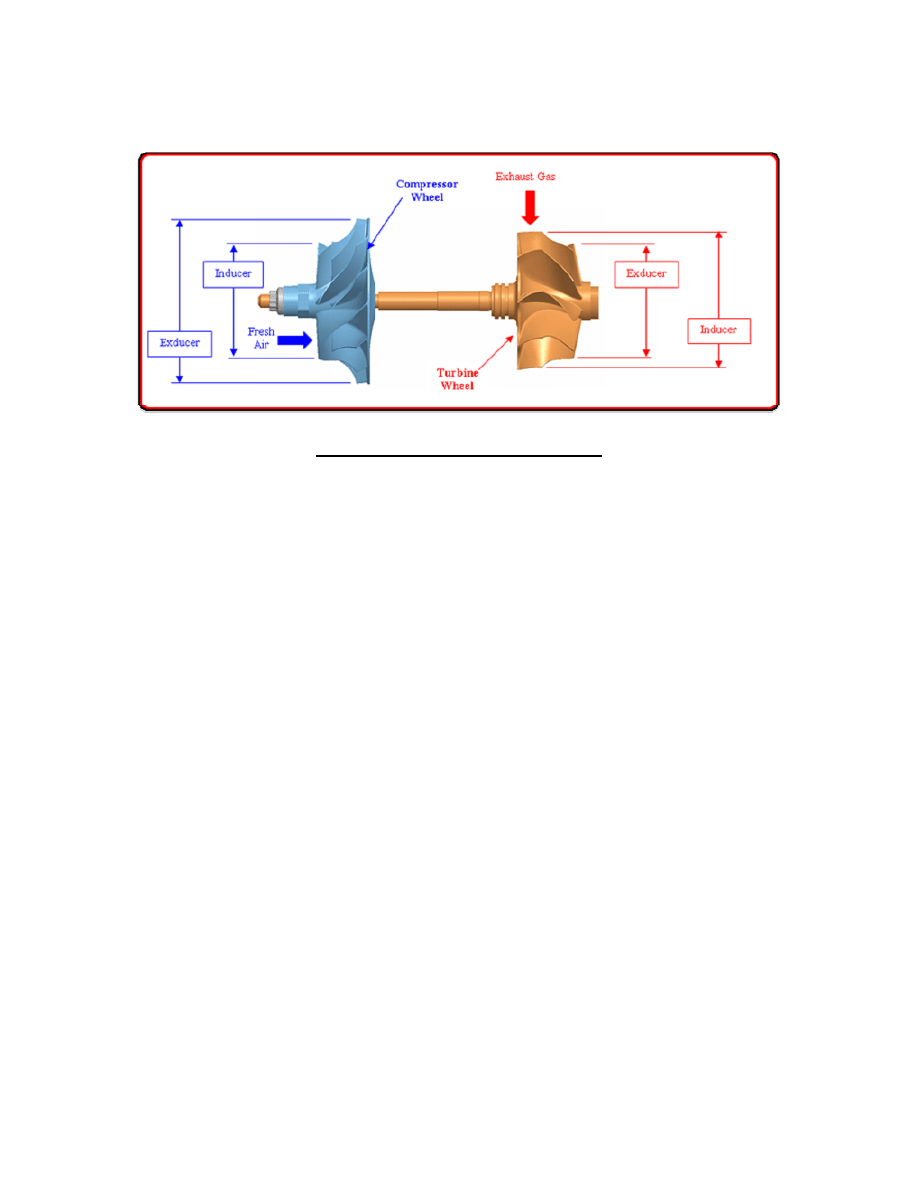
Compressor/Turbine Shaft Assembly
The shaft assembly should spin freely with no axial play (good thrust bearing), but there
will be radial wobble if you grab the end of the shaft at either compressor or turbine, as
long as neither compressor or turbine scrape against the housings without oil in the "brass
bush" bearings, they should be fine when there is oil pressure to them. Check for bent or
damaged vanes, reject the turbo if any signs of damage, as you will be running it harder
than on any engines it might have come from.
The turbine housing should be the "open" variety with no centre divide (see diagram
‘Anatomy Of a Turbocharger’ above for an example of a divided housing, NOT what we
want) where the hot gases go in, the divide causes a loss in efficiency because of all that
extra friction, and you'll end up with less thrust from your engine if you use a divided
housing.
Additionally some turbine housings have internal waste-gates (see diagram below) found
on smaller automotive vehicles, particularly diesels. Internal waste-gates are built into the
turbine housing and consist of a “flapper” valve, crank arm, rod end, and pneumatic
actuator and provide a means to control the compressor boost pressure of the engine. For
our purposes, waste gates are not a good thing, the hole in the turbine housing will need
to be sealed and they are a general indication that there may be a mismatch of
compressor/turbine, i.e. the turbine/housing may be too small compared to the
compressor. Some automotive turbochargers do not use a waste-gate at all as do many
used in large commercial diesel applications. Turbochargers without a waste-gate are
referred to as ‘free-floating’.

Internal Waste-gate
To find max RPM of your chosen turbo, that corresponds to the groups accepted
maximum compressor tip speed of 1450 feet per second, it can be worked out by
measuring the outlet diameter of the compressor in inches multiply by "pi"( 3.14) to get
circumference in inches , divide that by 12 to get the circumference in feet, divide that
into 1450, to get RPM/sec then multiply by 60 for RPM, e.g. our compressor is 4.5 inches
overall so 4.5 " X 3.14 =14.13" div by 12 = 1.1775 ft circumference 1450 ft/sec div by
1.1775 = 1231.4 rps X 60 =73,884 RPM max.

Oil Requirements
The turbo will require good quality filtered oil at a pressure at least as high as it saw
when on its original engine, pressure is measured from a pickup point in a tee piece at the
turbo's oil inlet so as to get the correct reading.
Metal piping MUST be used near the turbine housing as it gets VERY hot and the radiant
heat will degrade the strength of any other material, hot oil spraying on a "red hot"
turbine housing and you've got big troubles. The drain back to tank must have a
continuous down hill slope and dump into the tank above the oil level, its inside diameter
must be at least as large as the outlet hole from the centre housing of the turbo, the central
housings drain hole can be positioned up to 30 degrees either side of the vertical.
Use 50 psi as a minimum pressure when running at high compressor discharge pressures
( P2's), sometimes a method of reducing pressure when starting is required if starter
power is insufficient to get to self sustain speeds with full cold oil pressure, oil pressures
of a 100psi can be run on large turbos to help the thrust bearing survive when running
high P2's.
Various auto oil pumps with attached filters as well as power steering pumps have been
used to provide oil supply, there are some 12V pumps available that are compatable with
oil. Pumps need to have the capacity to not only supply the pressure with hot oil but at
least half a gallon per minute for a small turbo and at least one gallon /min for a larger
one, the oil not only lubricates but cools the turbo as well.
The oil need only be a type suitable for the engine the turbo came off, multigrade auto
oils suitable for turbocharged engines should be good enough, just don't let it get too hot,
somewhere around 150 F,65 C going into the turbo, so have a decent capacity oil tank or
install an oil cooler for extended runs.
Combustion Chamber (Combustor)
If you want to construct a workable combustor that makes allowances for less than
perfect air and fuel presentation prior to combustion taking place, these dimensions
"should" provide some rough guidance, "they ain't perfect but they're better than nuthin' "
:-))
To get the dimension of the flametube, measure the diameter of the compressor wheels
inducer (bent fins plus hub at the front), where the air gets into the compressor wheel,
multiply that diameter by 3 times for small turbo's and twice for large ones , and use that
as the diameter of your flametube , for length of flametube, 6 times the compressor
wheels inducer diameter for small or big turbo's. For example a small turbo of 2 inch dia
inducer, the flametube would be, 2inch X 3 = 6 inch dia flametube, 2 inch X6 =12 inch
long flametube, and for a big turbo with a 3.5 inch dia inducer the flametube would be,
3.5 X 2 = 7 inch dia flametube, 3.5 X 6 = 21 inch long.
To get the dimensions of the flametube hole area, first measure the area of the
compressor wheels inducer (the bent fins at the front), once you have the area, divide it
into the various quantities to represent the three zones in the combustion process, namely
primary, secondary and tertiary, the primary zone will require 30% of the compressor
wheel inlet area for its holes, the secondary zone, 20% of the comps inlet area ,and the
tertiary or main dilution zone the remaining 50%. For example, if the compressor wheels
inlet area is 10 square inches, 3 sq ins will be the total area of the holes around the fuel
delivery end of flametube for about 1/4- 1/3 rd of its length, 2 sq ins would represent the
area of holes positioned about half way down the flametube and 5 sq ins would be the
area of the main dilution holes at 3/4 length. Use smaller holes in the primary zone,
bigger in the secondary and reasonably large holes in the main dilution area, eg 1/4 - 3/8 -
5/8 inch dia if for a larger size turbo.
The outer combustor housing only needs to have 1/2 - 3/4 inch air gap between itself and
the flametube for air to get to the flametube holes, a little extra clearance won't hurt
though.
Smaller length and diameter combustors might work with propane, but kero doesn't burn
as fast or is as forgiving of mixture strength variations as propane. Play safe and make it
BIG :-))
A WORD OF WARNING:
If you are going to be using liquid fuels then it is very
important that you ensure you incorporate a fuel drain at the lowest point of the
combustion chamber. This is not so much a problem with vertically mounted chambers
but potentially a real problem with horizontally mounted ones. The drain will allow fuel
that may have inadvertently pooled at the bottom of the combustion chamber to be
drained off prior to attempting an engine start. If the pooled fuel is not drained, under
running conditions this fuel could ignite and effectively result in a sudden over-fuelling
of the engine over which you have no control whatsoever! This could very easily lead to
an over-speed situation with terminal damage not just to the engine but also to yourself as
a result! The fuel drain need not be anything more complicated than a simple form of tap
or ball valve. If the drain has a relatively narrow opening then for convenience it can be
left open when starting so that any unburned fuel can be exhausted immediately and
never get the chance to pool. Once the engine is properly running the tap is closed off.

Fuel Requirements
For a small turbo based DIY engine , your BBQ gas bottle full of propane will suffice
for even full power runs, propane is a very forgiving fuel for our engines and will just
about get even the most poorly built engine to run .
When using a bigger turbo, the BBQ bottle will be OK for starting and possibly lower
power rating experimentation, but for higher fuel usage runs, the bottle's temperature
will plummet along with the gaseous fuel flow from it as the vapour pressure inside
drops, inverting the bottle and running liquid gas from the bottle can work but with
added dangers........ BEWARE ....the increased fuel flow compared with gasious
propane thru the same control valves can overfuel/overspeed/overtemperature your
engine with catastrophic consequences, it could explode.
BE VERY CAREFUL
WHEN USING LIQUID PROPANE!
Kerosene - Jet fuel, smells right and is possibly the best fuel for bigger turbos, but will
require more complicated fuel delivery systems than the BBQ bottle.
Diesel can also be used in place of Kero.
Petrol, Gasoline should not be used because of its DANGEROUS nature, best left for
use in your piston engines.
Methanol, Nitro and other "high performance" fuels are of no use in a gas turbine, our
low compression engines don't need methanol, and the excess oxygen we already
have means there’s no need for nitro. The best "high performance" fuel for our
engines is Kerosene.
For propane usage, a simple multi opening delivery tube to distribute the propane
equally and radially around inside the flametube will do. Many constructors simply
use a bolt fitted thru the combustor top from the inside, with a hole drilled nearly all
the way down the middle of the bolt from the threaded end, which joins holes drilled
in from the 6 flats on the bolt head , the propane flows down the centre axis hole until
it meets the 6 radial branch holes and then flows out radially towards the flametube
wall, the 6 sprays of propane equally space around the primary zone of the flametube
should provide a reasonable mix with the incoming air thru the primary zone air holes
in the flametube.
Propane delivery holes should NOT point straight down the flametube as there won't
be any mixing with the incoming air until too far down the flametube, combustion
quality will suffer , and the most likely result will be an engine that won't spool up
even though there will be some combustion happening .
Spray nozzles suitable for kero/diesel are available from specialist suppliers of
spraying equipment. Fuel pressures when using kero can be up to 1,000psi with some
systems or around 250psi with others, all depends on how fine one wants to atomise
the fuel and the nozzles used. Finer atomisation will provide a faster burn.

Vapourizing systems where the fuel is delivered into tubes heated by combustion
gases inside the flametube can use even lower fuel delivery pressures, down to only
several psi above combustor air pressures.
Small gear type pumps are used to get the high pressures required, driven by mains
electric power, 12V DC or even IC engines. The simplest fuel system is a variable
speed pump to supply the fuel to the engine, then comes a constant speed pump
delivering fuel that is "dumped" back to the tank thru a valve mounted on a Tee piece
in the line to the spray nozzle, closing off the dump valve/line forces more fuel to the
spray nozzle increasing temperatures in the combustor and accelerating the engine
rpm to a higher power setting ( more thrust), even more complex systems with
pressure differential valves can be used to get a "smoother" more linear delivery of
fuel.
With a vapourising system, a common inline 12Volt pump used with automotive EFI
systems will be adequate , these can supply sufficient fuel for even large engines of
>100 lbs of thrust because of the low fuel delivery pressures which allows the pump
to comfortable flow the required amounts of fuel .
Our DIY engines are very thirsty creatures at idle and do not require the fine controls
found in IC engine idling systems , its possible for us to get away with rather crude
fuel controls.
Always try to incorporate a quick shutoff ball valve in the fuel system along with the
metering valve/s just in case of an emergency which requires instantaneous fuel
shutoff , it can take what seems to be an eternity to screw down a needle valve when
things go wrong .
When using liquid fuels, it is important to choose the right spray nozzle in terms of its
design flow rate so that it will provide the necessary delivery across the whole
operating range of the engine. The flow rate of a spray nozzle changes in proportion
to the square root of the fuel pressure. For example, suppose we started off with a noz
zle rated for 6gph @ 100psi (the standard pressure used for specifying flow rates) and
we wanted to find out what the fuel flow will be if we double the fuel pressure to
200psi.
The square root of 100 is 10. We now double the fuel pressure to 200psi and we find
square root of 200 is 14.14. We then divide 14.14 by our 10 (square root of rated
WARNING! WARNING! WARNING!
Just before your first engine test run using an untried spray nozzle, it's
advisable to give the fuel spray nozzle an open air "test firing" to verify
that it is indeed giving the desired spray pattern and atomisation at the
fuel pressures you intend running. There have been occasions when a
NEW spray nozzle has NOT FUNCTIONED CORRECTLY because of
faulty manufacture or assembly, if used untested in your engine there is
the possibility of WRECKING your new creation on the first start up
because of raw fuel hitting the turbine before it has completed burning,
this will produce extremely high temperatures at the turbine wheel, TOO
HIGH for the turbine wheel to survive for more than just a few seconds.
pressure of 100psi), for a value of 1.414 which is the proportional increase in fuel
flow at 200psi. To get the actual flow in gph we simply multiply our 6 (gph nozzle)
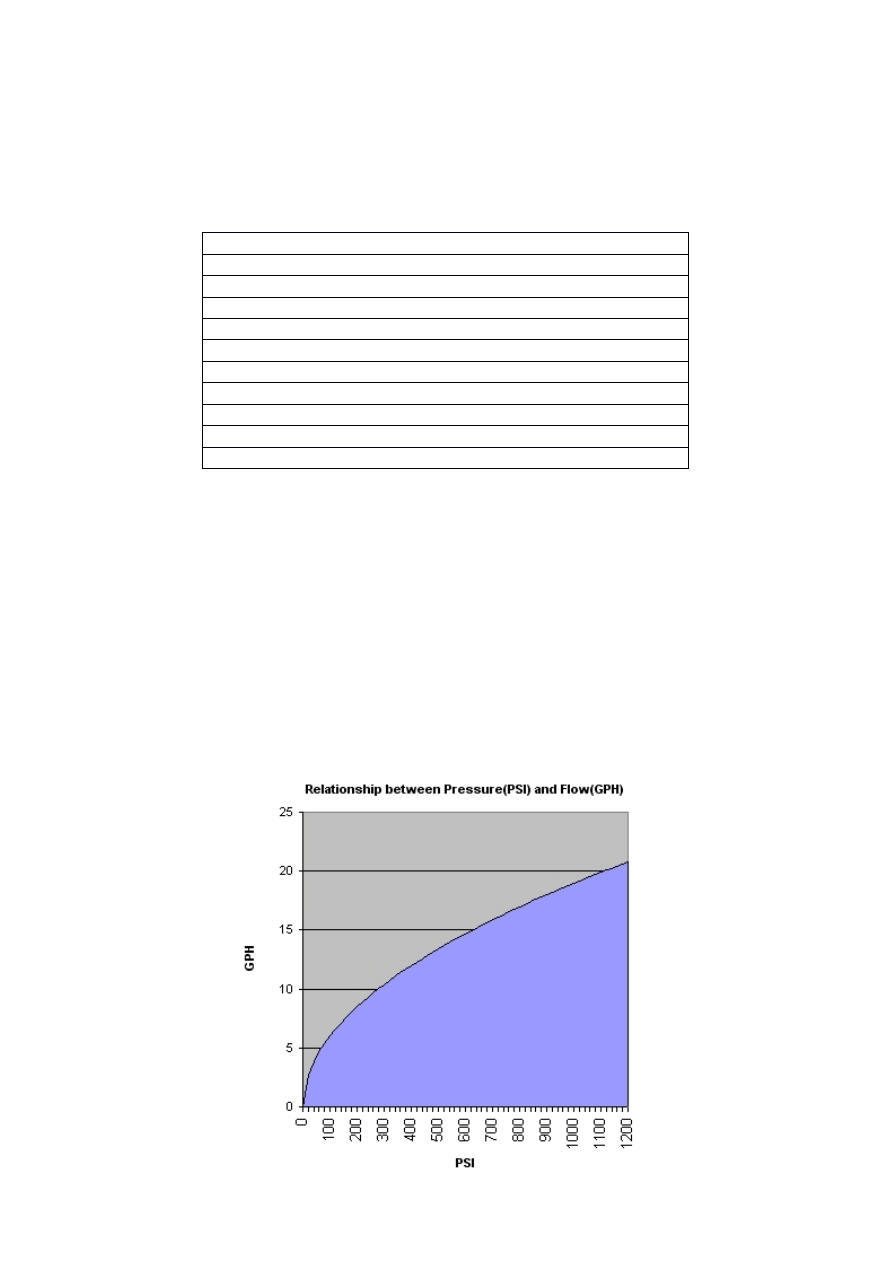
by 1.414 to get a flow of 8.48 gph @ 200psi. Below is a table showing the
calculations for fuel flow rates for a 6gph nozzle at increasing fuel pressures in steps
of 100psi:
Above ~700psi, the increase in flow reduces considerably for each 100psi increase,
this can work as a bit of a safety feature if our max pressure relief valve is a bit
"sticky" and doesn't open exactly at the required pressure, it'll need a fairly big
increase in pressure before a large enough amount of fuel flow is experienced to cause
major problems. E.g, at 2000psi the nozzle would only be flowing 26.83gph, only a
69% increase in flow even though pressures have gone up from 700 to 2000psi. This
can be more easily appreciated with a graphical representation (see below) of the
above table of calculations. The pressure is along the X-axis with fuel flow in GPH
along the Y-axis. As you can see, with a linear increase in fuel pressure, the GPH falls
off rapidly fairly early on, effectively making your throttle less and less sensitive as
rpm rises. This graph shows the typical relationship between fuel pressure and
resulting GPH and which holds for any liquid fuel nozzle of any rated flow.
Sqrt 200 is 14.14
= 6gph X 1.414 = 8.48 gph
@ 200 psi
Sqrt 300 is 17.32
= 6gph X 1.732 = 10.39 gph
@ 300 psi
Sqrt 400 is 20
= 6gph X 2.000 = 12 gph
@ 400 psi
Sqrt 500 is 22.36
= 6gph X 2.236 = 13.41 gph
@ 500 psi
Sqrt 600 is 24.49
= 6gph X 2.449 = 14.69gph
@ 600 psi
Sqrt 700 is 26.45
= 6gph X 2.645 = 15.87 gph
@ 700 psi
Sqrt 800 is 28.28
= 6gph X 2.828 = 16.96 gph
@ 800 psi
Sqrt 900 is 30
= 6gph X 3.000 = 18 gph
@ 900 psi
Sqrt 1000 is 31.62 = 6gph X 3.162 = 18.97 gph
@ 1000 psi
Sqrt 1100 is 33.16 = 6gph X 3.316 = 19.89 gph
@ 1100 psi
Sqrt 1200 is 34.64 = 6gph X 3.464 = 20.78 gph
@ 1200 psi
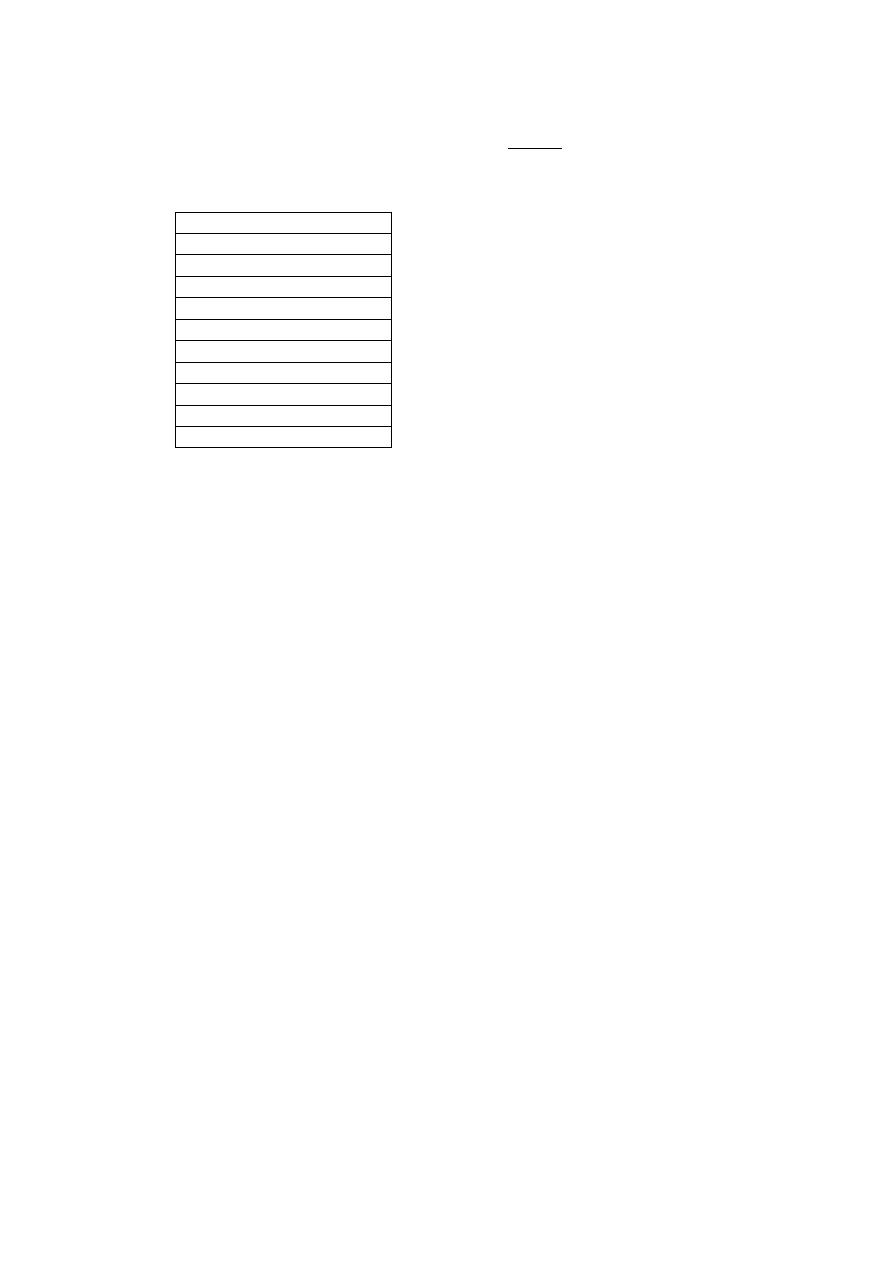
Rather than having to go through lots of calculations we can in fact simplify the above
procedure because all we are really interested in is relative fuel flow rates at different
pressures compared to a 100psi baseline. We can use the table below for any gph
nozzle:
To illustrate, lets take a different example using a 12 gph (at 100 psi) nozzle, and find
out its flow at 500 psi. Looking at the table, we find that we need to multiply our
12(gph) by 2.236 to get a 26.83 gph flow. Also, working backwards, if we wanted a
flow of 32 gph at 500 psi, we simply divide 32 (gph) by 2.236 to get a required nozzle
of 14.3 gph. :-))
gph X 1.414 @ 200 psi
gph X 1.732 @ 300 psi
gph X 2.000 @ 400 psi
gph X 2.236 @ 500 psi
gph X 2.449 @ 600 psi
gph X 2.645 @ 700 psi
gph X 2.828 @ 800 psi
gph X 3.000 @ 900 psi
gph X 3.162 @ 1000 psi
gph X 3.316 @ 1100 psi
gph X 3.464 @ 1200 psi

Ignition
The humble auto sparkplug is well up to the job of igniting propane and even atomized
kero most of the time, the plug gap can be opened right up or the earth can be removed
entirely, as long as the spark can jump the gap when tested prior to installation things
shouldn't change much when its inside the combustor during a start, the air pressure
inside the combustor is only just above ambient, unlike the situation inside the piston
engine where the pressure at ignition can be very high, reducing the ability of the spark to
jump the gap. There are circuit diagrams on site for different ignition systems.
Glow plugs might also be used in place of sparkplugs, and could be a better bet for kero
ignition. Propane ignited by a spark plug as a "pilot light" or "torch igniter" for the
subsequent reliable ignition of the main fuel, kero, is also used. Ignition points, either
spark plug or glow plug need to be positioned so that start fuel and air come in contact
with them. Propane is heavier than air so it will fall to the lower parts of the flametube if
it is only "dribbled" in at start, so plugs may need to be situated there. Once the fires
alight, the ignition source can be deactivated for the remainder of the engine run.

Starters
The garden leaf blower is a good unit for spinning up the engine at start, just "plug" it
into the turbo inlet and force air thru the compressor, combustor and turbine, probably
better on larger turbos as the smaller ones may be a bit restrictive and cause flow
problems for the leafblower. Smaller turbos might better be started with the exhaust from
a domestic vacuum cleaner. Very high pressure air blown across the compressor blades is
another start method. Mechanical connection of a very high speed electric motor to the
compressor nut by means of a socket fitted to the electric motor to spool the engine up
works as well, once up to speed just pull the starter away. There could be "dynamics"
problems concerning the shafts stability with anything other than the "leaf blower" type
start method. Leaf blowers are also used to blow cooling air thru the engine at shutdown
in conjunction with the oil supply continuing, to cool the turbo down and stop heat
soakback into the bearings from causing coking problems, unlike in the turbos original
use where cooldown is achieved by idling the engine for a few minutes when shutting
down from high power and heat settings, we shut our GT engines down from relatively
high temps and rpm, even at idle.

Jet Pipes and Nozzles
Jet pipe construction is important in maximising as much of the pressure left after the
turbine has taken its share from the pressure produced by the compressor. Ideally the
jetpipe shouldn't detrimentally disturb the gas flow on its way from turbine to jet nozzle.
Gas pressure and velocity exit profiles from the turbine are a real mixed up mess and
need some time to settle out, so a certain length of jet pipe is required for this to happen
,8-9 inches should be enough length, if its too long the extra frictional losses will reduce
thrust, so "not too short and not too long but just right " :-))
Jet pipes need to have their inside diameter the same diameter as the turbine housing at
the turbine exducer, NO step outs or flairs , the same size from turbine wheel to jet nozzle,
because every time there is a change in cross sectional area there are losses. Place TOT
gauge and total pressure gauge pitot tube at the downstream end of the jetpipe just before
the jet nozzle starts to restrict things , that way you will have the best and hopefully most
accurate readings, for working out jet nozzle sizes, tuning etc. Straigtening vanes in the
jet pipe to remove any swirl in the gases exiting the turbine are something that can be
experimented with , but the need for them will depend on whether there is swirl produced
by the turbine, If vanes are inserted in the jetpipe place them well downstream from the
turbine, and only weld their extreme upstream end to the jetpipe, otherwise expansion
warpage can be a problem.
Jet nozzles convert any left over pressure coming out of the turbine, ( after the pressure
drop required to power the compressor has been absorbed by the turbine ), into jet
velocity. For there to be any leftover pressure, the compressor and turbine have to be
running efficiently and there has to be a certain temperature rise in the combustor. When
running a DIY engine without a jet nozzle, that is with no leftover pressure downstream
of the turbine, our combustion temperature rise is modest maybe only 3-400 deg C but
when the jet nozzle is installed the combustion temperature rise will have to be around
600 deg C at the same max comp discharge pressure (P2), with a big increase in fuel
burnt. Jet nozzle sizing will depend on the "leftover" pressure as well as the gas
temperature and the mass flow of air going thru the engine.
Because we are limited by the max temp that the turbine can take and stay together ( we
don't want bits flying off )our turbine inlet temperature ( T I T ) is limited to 1450 F -
788degC which will drop to a 1200 F - 650C or less, turbine outlet temperature ( TOT),
this temperature will continue to drop as the gases go thru the jet nozzle and the leftover
pressure increases the gas velocity as its static pressure drops to ambient. As long as the
temperature measured ( TOT) in the jet pipe is below that 1200 F, the jet nozzle isn't too
small, if the jet nozzle is too large for the mass flow ,TOT should be less than the 1200 .
A jet nozzle about the same diameter as the compressor wheels inlet is somewhere to
start from, there are too many variables to give a definite sizing. Its better to start with an
oversized jet nozzle with low TOT's and thrust, than one too small, with TOT's climbing

too high, before max rpm are reached, with the possibility of doing damage to the turbine
or having surge problems from the compressor because the flow has been restricted.
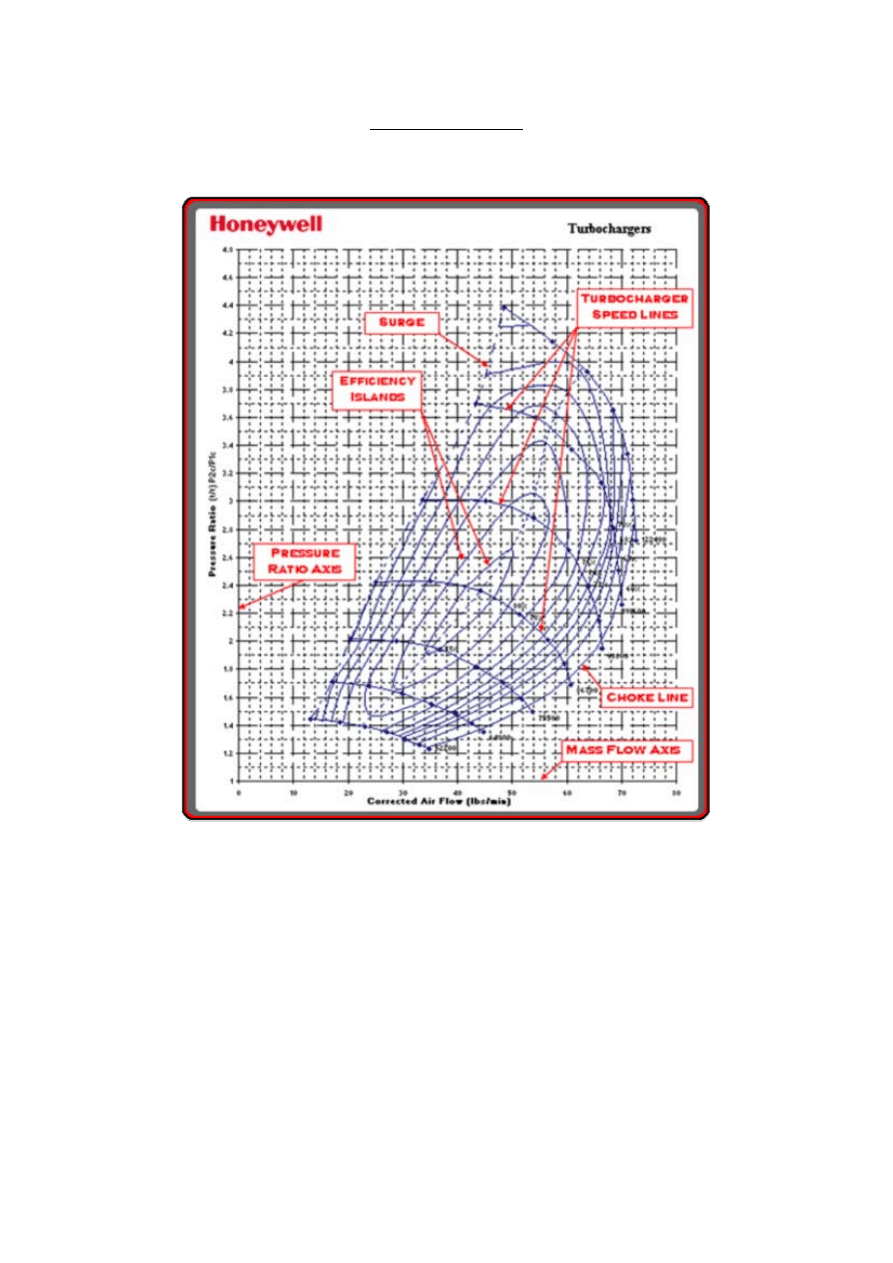
Compressor Flows
If you don't have a compressor "map" like the one above for your particular
turbocharger and want to get some idea of what your compressor might flow etc......
Measure the compressor wheels inlet dia ( inducer ) as well as the hub dia and
work out the flow area into the compressor, eg. inducer 3"dia =7.068 sq ins, minus
hub 1.2"dia of 1.13 sqins, gives 5.93 sq ins of flow area, divide by 144 to find the area
in sq feet = 0.0411 sq ft, multiply by 500ft/sec inlet velocity of the air, for cubic ft/sec,
= 20.59 cuft/s, divided by density of inlet air at 14.59 cuft/lb to get lbs/sec of mass
flow, will give 1.41 lbs/sec mass flow, this can be considered a maximum flow rate.
If this 1.41 lbs/sec is being compressed at 70% efficiency at max rpm for a
comp discharge pressure P2 of 32.3 psig (47 psi absolute) or a pressure ratio PR of 3.2

then its temperature rise can be worked out on your calculator by punching in, 3.2
( our PR ), then hit yx key, then 0.286 for 1.3946..., take off the 1, for 0.3946,
multiply that by your ambient absolute temperature, in this case a 15 deg C day plus
273 degs for a temp of 288 Kelvin, so 288 X 0.3946 = 113.66 deg C rise if its
compressed at 100% efficiency, but as we're only running 70% effic, we divide the
113.66 by 0.7 to get an actual temperature rise of 162 deg C, add on our ambient temp
of 15 deg C to give us an actual total temperature out of our compressor of 162 + 15
=177 deg C.
To work out the horsepower required to spin this compressor to produce that
PR and temperature rise multiply the 162 deg rise by 0.24 ( Cp of air ) to get 38.88,
multiply by 1400 ft lbs then divide by 550 ft lbs /hp for a figure of 98.9 hp/lb,
multiply that by our 1.41 lbs/sec, for a total of 139.5 hp consumed by this compressor,
this must be produced by the turbine along with a bit more for the bearing friction.
To work out the temperature drop thru the turbine, we take our 162 deg comp
temp rise, multiply by our 0.24 again giving 38.88 now divide by 0.276 ( Cp of HOT
gases going thru turbine ) to get 140.8 deg C, but we need to add a bit on for the
bearing friction so divide by 0.99 for 142.3 deg C drop thru the turbine, that 0.99
friction bit might need increasing for smaller turbos where the frictional loads are
"proportional" larger than with big turbos, maybe divide by 0.95 instead. Now if we
start off with a turbine inlet temperature T I T of 1450 deg F the groups accepted max
that gives us 788 C or 788+273 = 1061 K to do our calculations with. To find the
pressure ratio drop required across the turbine at that temperature and at say 78%
efficiency from the turbine a bit of trial and error calculating is required, but with a
3.2 PR out of the comp, a PR across the turbine of a bit over 2 is normally required,
I'll give the final trial calculation here. 143 drop required, lets try a pressure ratio of
2.15 :1. punch in 2.15 into the calculator, hit yx key, then 0.248, giving 1.209...,
divide that into 1, for 0.827...., take that away from 1, for 0.1729..., multiply that by
our T I T of 1061 deg K, to give us 183.4 deg C drop if at 100% efficiency, multiply
by our 78% or 0.78 for an actual temp drop of 143 deg C.
We now have our TOT of 788 minus 143 = 645 C - 1193 F. Total pressure out
of the turbine will be, 3.2 P2 minus a bit for combustor pressure loss, so say 3.1 going
into the turbine, multiply by ambient 14.7 psi then divide by our 2.15 PR across the
turbine, for a total absolute pressure of 21.19 psi out, minus 14.7 for a total pressure
on our gauge of 6.49 psi total pressure, measured with a pitot tube in the jet pipe
several inches downstream from the turbines outlet. 6.49 psi or 21.19 psia represents
an available pressure ratio of, 21.19 divided by 14.7 = 1.44 PR across the jet nozzle
for making thrust.

Thrust
To work out potential thrust from our 1.41 lbs/sec at 1.44 pressure ratio at 918 deg K
from our previous example, ( Rule of Thumb No 8 ), punch into our calculator the 1.44
PR hit yx key then 0.248 to give 1.0946... divide this into our 918 K, giving 838, take this
from the 918 gives us an 80 deg C temp drop thru our jet nozzle if at 100% efficiency,
but as thats impossible, something like 90% may be used , so multiply the 80 degs by 0.9
for an actual 72 deg C drop thru the jet nozzle with a temperature of 918 - 72 = 846 K -
573 C - 1063 F. static temp at the jet nozzle exit.
To work out the velocity obtained from our 72 C deg drop, multiply by 64.4 ( twice
gravity) for 4636..multiply again by 1400 for 6491520 then again by our 0.276 ( Cp of
hot gases) to give 1791659 then square root this for a velocity of 1338ft/sec.
To find the density at the jet nozzle outlet at 846 K we multiply the 846 by 96 ( a constant
??) for 81216 then divide by 14.7 ( psi ambient) for 5524... then divide again by 144 , for
a density of 38.36 cu ft/lb.
To find the area of our jet nozzle we multiply our 38.36 by the mass flow of 1.41 lbs/sec,
for 54.09 then divide by our velocity of 1338 ft/sec for an area of 0.04043 sq ft, multiply
by 144 for sq inches, our jet nozzle needs to be 5.82 sq ins. Divide this 5.82 by "pi" ( 3.14)
for 1.853...then square root this for 1.3613....as the radius, multiply by 2 for a theoretical
jet nozzle size of 2.72 inches diameter.
As there will be a thin "boundary layer" against the wall of the jet nozzle the actual size
needs to be a bit larger, a size of 2.8 inches diameter might be closer to what is needed.
Thrust is simply mass times the velocity change, the mass is 1.41 lbs/sec divided by 32.2
= 0.04378...multiplied by our 1338 ft/sec to give us our thrust of 58.5 lbs. Simple :-))

Fuel Consumption
Further to the example we're using, 1.41 lbs/sec at 3.2 PR and a comp discharge temp of,
288 ( ambient)+162 (rise) for a T2 of 450 deg K, T I T is 1061 K , minus our 450 T2
gives us a temperature rise in the combustor of 611 C degrees. We would nead a fuel/air
ratio of 0.016 :1 or 62.5 lbs of air for each pound of kero, to get this temp rise. As our
example is flowing 1.41 lbs/sec, multiply by 60, will give us 84.6 lbs of air /min, multiply
by our fuel air ratio of 0.016, and 1.3536 lbs of kero will be needed to be burnt ( at 100%
efficiency,) per minute, we'll go for 90%, so 1.3536 divided by 0.9 will give us a more
realistic 1.5 lbs/minute of kero. As kero weighs approx 6.6lbs/US gallon, approx 0.22
USgal/min ( 860 mls/min ) or 13.6 USg/hr could be burnt .
If one also wished to run an afterburner, the total fuel burn, that is combustor plus A/B
could be roughly worked out using the 15 :1 air fuel ratio for full "burning" of all the
available oxygen. We divide our 84.6 lbs/min of air flow by 15, to give us a total fuel
flow of 5.64 lbs/min, 1.5 lbs for the combustor and 4.15 lbs/min for the A/B, this amount
of fuel to the A/B most probably will not be able to be burnt successfully.
Thrust when running an A/B compared with thrust non A/B'd at the same pressure ratio's,
only changes as the square root of the ratio of absolute temperature change, e.g., in our
example we have a TOT of 918 K in our jet pipe to make thrust, if this is increased to
1800 K, then the thrust increase at the same pressure ratio of 1.44 across both nozzles
would be, 1800 divided by 918 = 1.960..., square root of 1.960 is 1.40, we would then
multiply our non A/B'd thrust of 58.5 lbs by 1.4 to get a thrust of 81.9 lbs with the
afterburner alight, and flowing thru a suitably increased area nozzle, because of the
reduced density. The jet velocity will increase by 40% from 1338 ft/sec to 1873 ft/sec,
but with an enormously increased fuel usage, maybe as much as 3 times non A/B'd fuel
consumption. Our DIY engines are fuel guzzlers without an A/B, but with one they are
horrendously thirsty beasts.

Freepower Turbines
Following on from our example with 1.41 lb/sec having a 1.44 Pressure Ratio
available in the jetpipe at 918 deg K. Firstly we find the square root of 1.44 so as to
get an equal division of pressure drop across the scroll and within the turbine to
maximise results by minimising losses. Square root 1.44 = 1.2 pressure ratio across
each , now some more maths :-))
Punch 1.2 into your trusty calculator, hit Yx key then 0.248 for 1.046 , divide our 918
deg K by the 1.046 to give 877 deg K, take 877 from 918 to give us a 41 C degs drop
at 100%, multiply by 0.9 to give 37 deg drop at 90% , multiply 37 by 64.4 ( twice
gravity) and by 1400 ( a constant) and by 0.276 ( Cp of hot gases at about our temps)
for 920714 , square rooting this will give 960 our velocity in ft/sec of the gases going
into the turbine at 881 deg K (918 minus 35), with density of, 881 x 96 (constant) div
by 1.2 ( PR) div by 14.7 div by 144 to give 33.3 cu ft/lb ,so 33.3 multiplied by
1.41lbs/sec will give 47 cu ft/sec going into the turbine.
Pressure ratio thru turbine is 1.2 again , Yx key ,0.248 =1.046, div into only 881 K
this time gives 842 or a 39 deg drop at 100% so by 0.9 for a 35 deg drop at 90% , a
more realistic figure . 35 by 64.4 by 1400 by 0.276 = 870945 , square rooting gives
933 ft/sec velocity out thru the turbines exducer at a temp of 846 degs Kelvin at a
density of , 846 X 96 div by 14.7 ( atmosp pres ) div by 144 =38.4 cuft/lb , multiply
by our 1.41 lbs/sec to give 54.2 cuft/sec .
As most turbine exducer tip angles are around 30 deg we'll use that angle as the outlet
angle of all the gases across the outlet annulus with the gases travelling at our
calculated 933 ft/sec , to find the axial velocity in the outlet annulus rather than the
933 at 30 degs we multiply the Sine of 30 degrees by the 933 , Sin 30 = 0.5 X
933ft/sec = 466 ft/sec . Now those 54.2 cu ft/sec of exhaust gases have to get thru our
unknown area of turbine exducer annulus at an axial velocity of 466 ft/sec ,we simply
divide our 54.2 by 466 to give us 0.116 sq ft , X 144 to give us 16.75 sq inches , add
on maybe 1.25 sq ins for the hub for a round figure of 18 sq inches for the whole
turbine outlet area ,18 div by Pi ( 3.14) will give us 5.73, square root this for our
required radius of 2.393, X 2 = 4.787 inches for the diameter of our freepower
turbines exducer.
Inlet conditions to the turbine will depend on the turbine tip height as well as its dia ,
and can be influenced by the scrolls A/R or by inlet guide vane angles to give the
correct flow rates for the mass flow and density thru any area. This example could
produce approx 55 HP at 40,000 rpm , but would require a redux box with a ratio of
anything from 3 to 6 :1 for kart use , or the freepower could make near 30 HP if run
with a direct chain drive at around 15,000rpm of the turbine , but care would need to
be taken not to overspeed the chain drive as the turbine is capable of spinning way
past the chains destruction point , all the while making more power as the rpm
increased.
If one wished to construct their own axial freepower stage for this example, firstly
they need to find a solid section of heavy walled tubing for the burst shield/ NGV
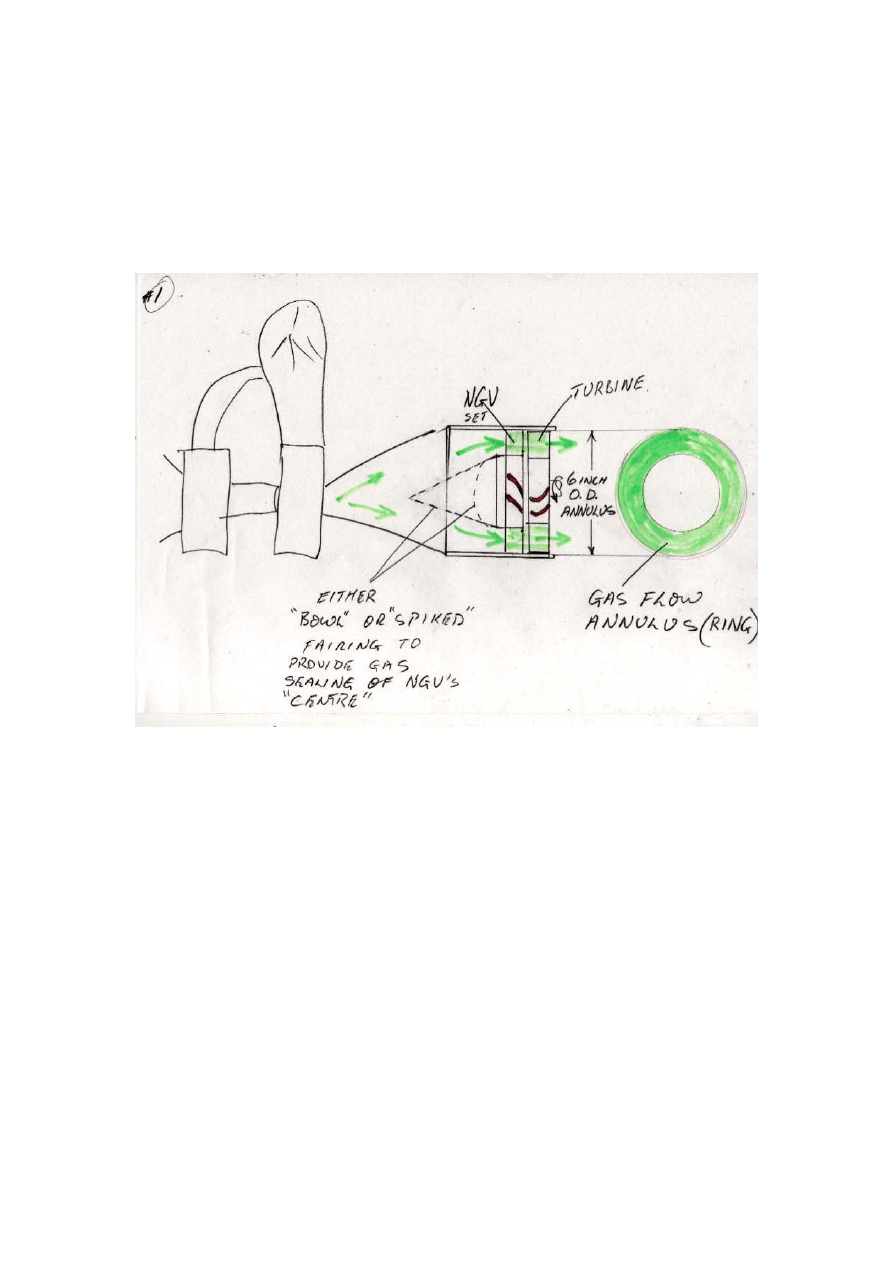
housing . For this purpose, let's settle on using a short section of '6 inch' Schedule 40
316 stainless (OD ~168.40mm, ID ~ 154.18mm, giving a ~7.11mm wall thickness) as
the "outer body/containment ring" for a DIY axial turbine. This ideally would
require/produce a turbine of 153.18 mm OD (1mm diametrical clearance or 0.5mm
radial clearance ). Pipe construction may not be perfectly round, so for 'safety' we
could go a bit smaller, say a round figure of 6" ( 152.4mm ) giving us a 1.78mm
diametrical clearance or 0.89mm radial clearance.
For simplicity lets assume a 6 inch OD annulus for the Nozzle Guide Vanes (NGVs )
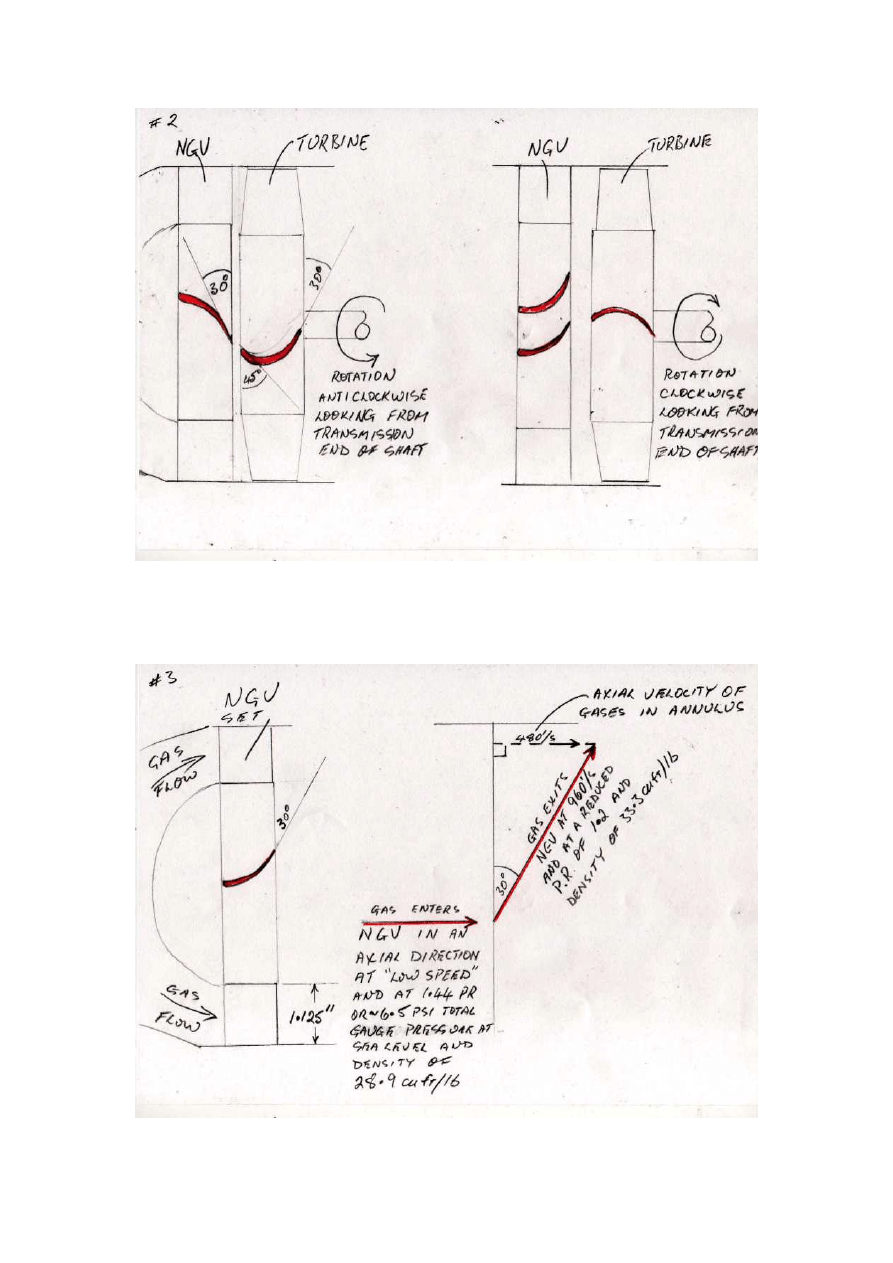
and turbine to run in at 15,000 rpm, also a 30 degree NGV angle. 'Left" or "Right"
hand directional orientation of the NGV "tail" and turbine blade "tail" will depend on
rotational requirements in the transmission so that the road wheel/s turn in the correct
direction.
Sine of 30 degrees is 0.5 and as we have 960 ft/sec velocity issuing from the NGVs ,
their "axial velocity" will be only, 960 X 0.5 =480 ft/sec , and with a density of 33.3
cuft/lb , that’s 47 cu ft /sec going thru the annulus in an axial direction at 480 ft/sec,
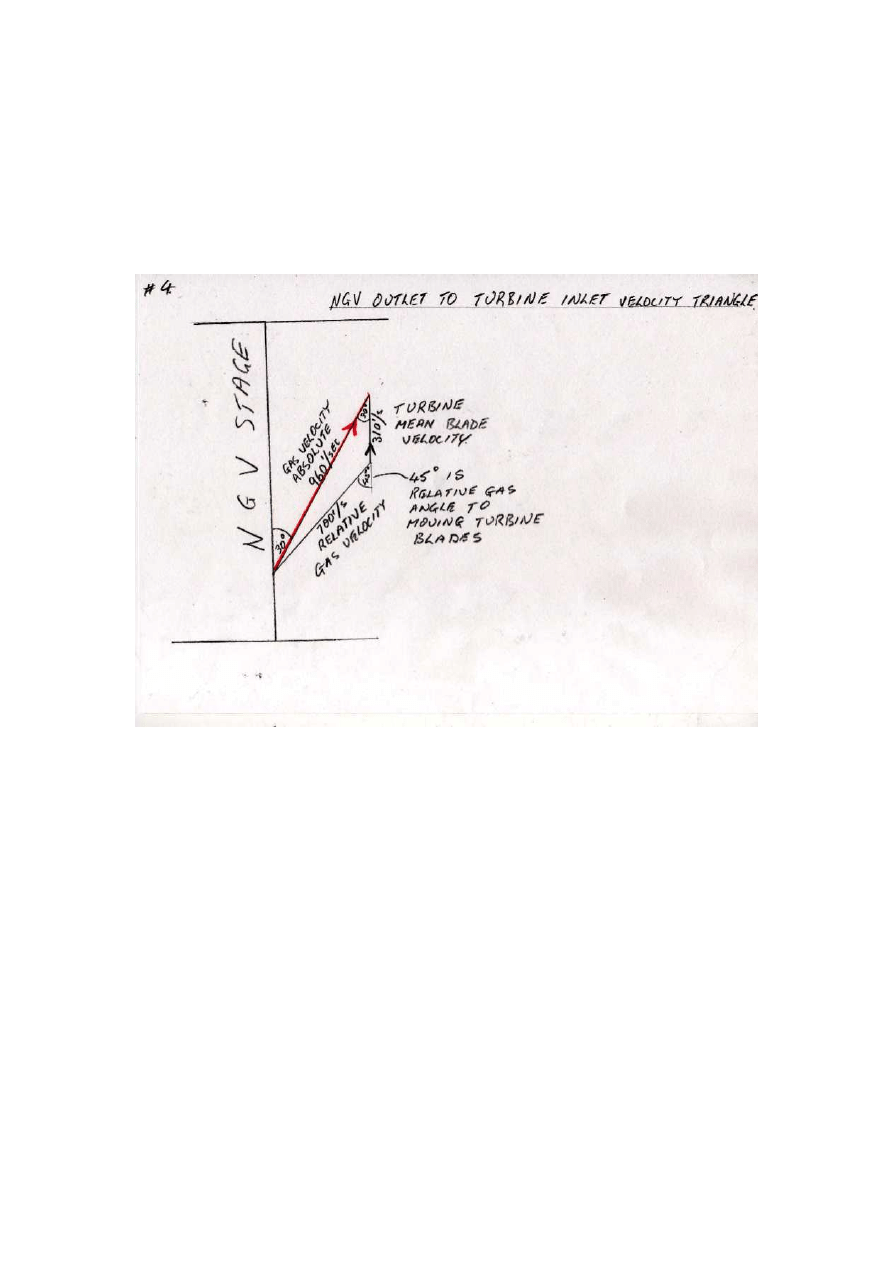
this will require 0.0979 sq ft or ~14.1 sq inches , we need to add on at least a couple
more square inches for the NGV blade thickness and boundary layers etc ,so lets settle
on ~17 sq inches .
This would require NGV blades of 1.125 inches in height if using a 30 degree angle
This will produce a gas approach angle of 45 degrees to the moving turbine blade
doing 15,000rpm , this is the inlet angle for the turbine blade.
Because the gases exiting the turbine will be travelling slower and at a reduced
density to those exiting the NGVs , either the turbine exit angle needs to be greater or
the blade length increased so as to produce a larger flow area for the gases.
Lets make the turbine blades 1.25 inches long , only an eighth of an inch longer , but
it'll make all the difference :-))
With 1.25 inch long blades, the mean blade diameter will be , 6 minus 1.25 = 4.75
inches , this will give us a mean blade velocity of 310 ft/sec at 15,000rpm (415 ft/sec
if one wanted to push the rpm to 20,000, about the upper limit of karting
sprocket/racing chain ).
The annulus area is now 6 "OD and 3.5 "ID for 18.6 sq ins or 0.129 sq ft , with some
54.2 cu ft/sec going thru it at an axial velocity of ~420 ft/sec . With allowances made
for blade thickness , an exducer blade angle of 30 degrees can be used on the
freepower , just to keep things simple.
At 15,000 rpm, the velocity triangles , using the angles and gas velocities above ,
produce ~1300 ft of gas deflection, along with our 310ft/sec mean blade velocity and
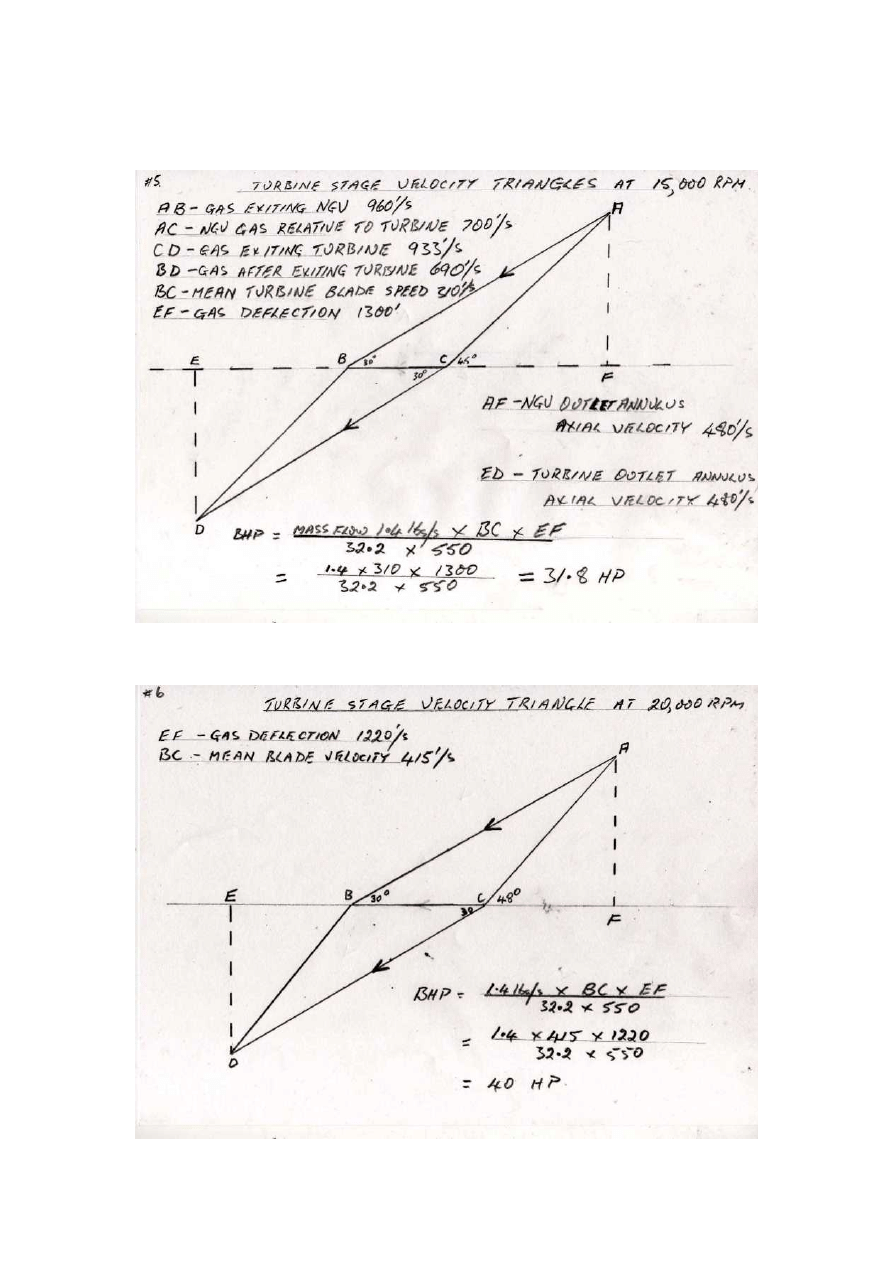
1.4 lbs/sec mass flow , when divided by gravity at 32.2 and 550 ft lbs/hp, produce a
figure of 31.8 bhp (1300 X 310 X 1.4 div 32.2 div 550 ).
At 20,000 rpm with ~1200 ft of deflection and 415 ft/sec blade speed its 39.3 bhp.
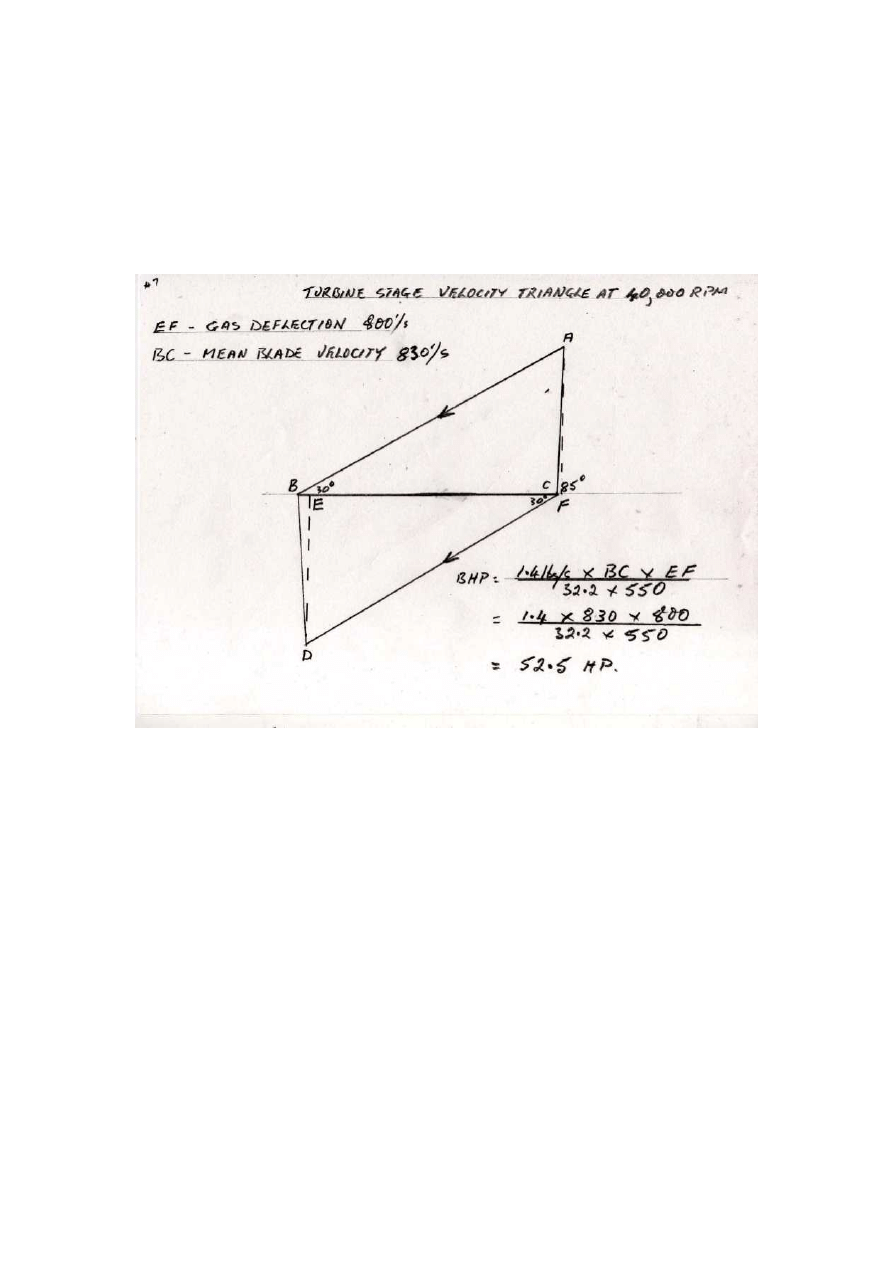
If the DIY turbine was strong enough and its output was put thru a gearbox prior to
the final chain drive , then .....
At 30,000 rpm with ~1,000 ft of deflection and 620 ft/sec blade velocity it'd be 49 bhp.
And at 40,000 rpm (the maximum rpm befor power starts to drop off) and with ~800
ft of deflection and 830 ft/sec blade velocity the horsepower would be 52.5 bhp.
With a little larger axial annulus for the stage and with shallower angles for the NGV
and exducer , there could be some small gain in horsepower outputs , maybe ~10%
max .
It would be possible to modify this "6 inch" freepower stage to suit a DIY engine with
a smaller mass flow by tightening up the NGV and exducer angles to ~25 degrees
rather than the 30 degrees in the example or simply to shorten the height of NGV and
length of turbine blade by roughly the percentage difference of the mass flows .
Considering the huge range of possible outputs from similar mass flowing DIY gas
producers due to differing construction and running parameters , one really needs to
check the mass flow and thermodynamic outputs of their gas producer when in "pure
jet" form, prior to starting work on construction of a freepower turbine stage .
If an upper limit of 15,000 rpm is used for the homemade turbine and along with max
temps of 600 deg C , there shouldn't be problems constructing the turbine disc from
high tensile steel with turbine blades cut from segments of stainless tubing (possibly
1-1.25inch dia tubing with 2-3 mm wall thickness ) and welded to the disc . Ordinary
ball races in the 16-20mm ID range will happily cope with the rpm especially if

supplied with occassional drips of bleed oil and some bleed air for cooling , with this
oil/air mix going thru both freepower shaft bearings before exiting against the
freepower disc and then out the exhaust .With reasonable constructional care, the
balance of the finished turbine should be good enough for these "low" 15,000 rpm .

Afterburners
An afterburner is often used to maximize the potential thrust from a "standard" gas
turbine engine designed for thrust production. The afterburner increases the thrust by
increasing the velocity of the gas stream from the propelling nozzle even though the basic
gas producers running parameters, mass flow, P2 and TIT/ TOT, remain the same as
when in a "standard" configuration without afterburner.
Because of the huge variety and
configurations of turbos used, its almost impossible to give a definitive design that will
work, some trial and error will be required.
The two basic designs are the "straight through" which is similar to full sized aircraft
afterburners , and the "dump" type .The "straight thru" type, when built in our small sizes
will require a fair bit of work ,and will be rather awkward to make, and I'd doubt it would
give any better performance than the simpler dump type . The "dump" type is probably
the easiest to make, but will still need to conform to certain parameters to work.
Generally, whether "straight through" or "step", an afterburner needs to be able to do
two things: provide a method that ensures proper mixing of the fuel and air and also
provide a place where this fuel/air mixture can burn "safely" without flame-outs, i.e., a
"quite zone". "Dump" style afterburners use a step up in diameter to create their quiet
zone, straight through afterburners use more complicated "V" shaped flame holders to
create theirs. For mixing, the "dump" style afterburner will use the space provided by
shorter, smaller diameter connecting pipe from the turbo's exducer to the larger main
body of the afterburner.
As already mentioned, our "dump" style afterburner's size needs to be greater in size
than a "standard" jet pipe to allow time and space for combustion and expansion of the
gases, whilst still maintaining gas velocities slow enough for combustion of the huge
amounts of fuel required by the afterburner. The "step" in the afterburner as a result of it's
increased diameter also creates our "quiet corner", where there are aerodynamic
"whirlpools" that provide a convenient place for the fuel/air mixture to maintain
combustion in a localized relatively slow moving airstream. The downside of the step is
energy losses, but even with a smooth transition "cone" type afterburner designed without
a "step", there will still need to be "quiet corners", a place where the fuel/air mix can find
conducive conditions for stable combustion which is necessary for a functional
afterburner. These "normally" appear as "V" shaped flame holders, the pointy side
towards the turbine and the "inside corner" facing the exhaust nozzle, these will still
create losses unfortunately.
What dimensions do we need to construct the afterburner? Firstly, measure the
diameter of the turbine wheels exducer ( the bent bits where the gases come out ), then
workout its cross-sectional area ( Pi R squared), double the area (at the least), then
workout the diameter of the main body from that doubled number, this will give you a
reasonable sized afterburner body . As a rough guide, a 2" diameter exducer will need a

3" OD pipe, a 3" exducer = 4.5" pipe, a 3.5" exducer = 5.5" pipe and a 4" exducer = 6"
pipe. This will provide enough cross-sectional area to give a reasonable recirculation
zone where the length of exducered internal diametered pipe suddenly steps out to the
larger pipe. A larger step might give slightly better combustion efficiency but the extra
aerodynamic losses might offset the gains, don't go too big on the step.
The length of the main body of the afterburner needs to be at least a couple of feet
long, but could be a bit shorter if using propane, it depends on burn speeds and gas
velocities (too many variables), so even if the afterburner is only a small mass flow one
of only a few inches in diameter, it'll still need to be roughly the same lengths as a large
one.
As already mentioned above, the other requirement of our afterburner is to enable
thorough mixing of the fuel and air. The "short" exducer diametered piece of pipe joining
the A/B body to the turbo scroll outlet will need to be long enough to not only mount
TOT and jet pipe total pressure pitot gauges ( for tuning), but also long enough to allow
good mixing of fuel and gases PRIOR to them reaching "the dump", because the dump
needs to have a combustable mix to maintain a flame in the recirculation created at the
dump . If the fuel is added too late in the transition tube it might not be able to create that
flame at the dump, with a "difficult" A/B the result.
The length of the small diametered
pipe will depend on speed/quality of the mixing of fuel/air to create a combustable mix
by the time it reaches the "dump" or V shaped flame holders ,but could be anything from
a couple of inches to several inches in length . Unfortunately this can not be precisely
determined, so again trial and error is needed.
There are endless ways to introduce fuel into the 'Short' exducer pipe. Whatever will
give a good, even and quick mix of fuel and air will do, if a single point distribution it'll
need to be able to give reasonably fine atomization, something much easily achieved with
multiple injection points equally spaced around the tube. Single point systems could be
either fuel sprayed at low pressure into the centre drill hole of the exducers central boss,
which will cause the fuel to be centrifuged off in a fine spray into the exhaust gases from
the turbine, or a higher pressure "spray nozzle ??" a bit further downstream where the
spray CAN'T contact the hot turbine blades, (thermal stresses, possible damage and
destruction ), upstream or downstream orientations have been tried. As long as the fuel
and air are mixed to a reasonably combustible state by the time they reach the dump or V,
then it should be OK.
What about the use of 'flow straightening vanes' in jet pipes to improve thrust
levels...? Well, the gases exiting a radial inflow turbine using a scroll as its nozzling
arrangement can have exit gases from the exducer going in a multitude of directions and
speeds all at the same time unlike an axial turbine where the exit flow can be a bit more
uniform and so responds better to flow straighteners. The actual gas angles from our
turbo exducers can also vary from turbo to turbo depending on a multitude of variables
such as the basic configuration of our various turbos as well as such things as rpm , fuel
burn rates (TIT's)etc etc., too many variables to be able to run with set flow straightener
angles, they could create more losses than gains.

For ignition purposes, an automotive sparkplug or
some sort of diesel engine
glowplug could be used. They
need to be situated at the downstream end of the
recirculation zone of the dump in a position where it will get a good mixture to fire off ,
somewhere about 3-4 inches downstream of the dump face.
It's also possible to ignite the
afterburner by the "hot streak" method where a SMALL quantity of raw fuel is "injected"
into the combustor/flametube ,this goes thru the turbine and provides a "pilot flame??"
for lighting off the afterburner mixture , but BEWARE it has caused some turbine
failures. Sudden and very short duration over fuelling of the engine, by quick throttle
movements to provide a very hot and "flamey" efflux from the exducer has also been
tried, but again a very dangerous practice. Some sort of flame/ignition source applied to
the afterburners exhaust nozzle could also be tried.
A well designed afterburner shouldn't change the basic gas producers running
parameters ,if a basic engine, running with a fixed jet nozzle of the correct size has
certain P2s, rpms and TOTs , they should be the same when running with an A/B at
designed fuel flow (temps) with the correct sized nozzle , the only difficulty is running
the engine "dry" but with a A/B jet nozzle size if the afterburner should cut-out at high
power settings , in such a situation the pressure drop across the turbine will be increased ,
because of the now "oversized" nozzle with its reduced "backpressure" on the turbine.
The increased pressure drop across the turbine will make it accelerate and an over-speed
is most likely the result, VERY DANGEROUS. It would probably be best to limit ones
max rpm and P2s to leave a bit of a buffer for such an eventuality (I know you won't, but
I thought I'd better write it in anyway :-)) )
The eventual sizing of the afterburner jet nozzle will depend on your final fuel
flow rates into the A/B and temps/densities/velocities out of the nozzle. As long as the
TOT, rpm and total pressure downstream of the turbine are the same as when the engine
was running without an afterburner at the same desired P2, then the afterburner nozzle is
the correct size.
A "normal" DIY engine only burns about 25-30% (depending on TIT's) of the
available oxygen in the combustor , to burn the remaining 70-75% in the afterburner
could require 2-3 times as much fuel as the base engine , its doubtful that we are able to
burn all the oxygen , so aim for about 2-2.5 times as a max.
The extra thrust produced by an afterburner equipped engine over a "normal" engine
of the same size, running at the same pressures, temps, rpm's TOT's etc, is dependant on
the temperature of the afterburner gases prior to entering the jet nozzle compared to the
temperature of the gases in the jet pipe of the "normal" engine prior to entering the jet
nozzle.
Thermodynamic laws dictate that for gases at a certain pressure and temperature, a
certain velocity can be obtained when those gases are expanded down to ambient
pressure thru a nozzle. UNFORTUNATELY ... ( bugger, didn't you just know there was a
catch! ), the square root of the absolute temperatures comes into the equations , so we
don't get as much extra thrust as we think all that extra fuel and heat should give. Lets

take as an example, a normal jet pipe at 600 C or 873 K, and an afterburner at 1500 C or
1773 K. 1773 divided by 873 = 2.030 temperature ratio. Now, the square root of 2.030 is
only 1.425. We only get a 42.5% increase in thrust from our afterburner, and only if the
base gas producer is still running as optimally as when it only had a normal jet nozzle on
it. In practice its most likely this figure would not be achieved because of the before
mentioned safety reasons, which are worth repeating again! ( gotta try and scare you into
behaving responsibly! )
When running an afterburner with a fixed nozzle area its very dangerous to not
allow for an afterburner flameout at full rpm , if this should happen, the basic gas
producer turbine will SUDDENLY experience a large pressure drop increase across it
which will suddenly "overpower" it , causing a possibly large and potentially fatal
increase in its rpm. The usual method of providing a buffer against this happening is to
only ever run the gas producer at suboptimal rpm and power settings , this unfortunately
will also reduce the potential afterburner output ( bugger again! )
Finally .... Some turbos have a "diffuser" ( cone ) section cast into the turbo scroll
at the exducer outlet ,these are not required either with or without an afterburner, they
were designed for when the turbo was a turbo, we need to keep our jetpipes/transition
tubes the same diameter as the turbine wheels exducer to reduce the losses associated
with the scroll's cast in "diffuser" which isn't a "real" diffuser because the included angle
is too great for efficient diffusing of high speed gases, uncontrolled and turbulent
"diffusion ??" is what they produce, something to be avoided at all costs.

Evaporators
Evaporators are used when the available/designed fuel pressure is so low that
"normal" spray nozzles can't produce atomisation fine enough for good combustion.
On a large engine with perhaps 40 psi of air pressure ( P 2 ) in the combustor at
full power, one needs at least that 40psi in fuel pressure before any fuel could begin to
flow through any form of fuel delivery system, either a spray nozzle, or injector into an
evaporator. A single automotive, inline, EFI fuel pump will be large enough to do the job
even on large engines with 3.5 inch diameter inducered compressors as long as the fuel
pressure doesn't exceed ~80 psi. Total fuel pressure of 80psi could be made up of 40psi
P2 air pressure and 40psi of fuel pressure drop across the "distribution system".
Distribution systems can range from a large single spray nozzle capable of supplying the
required fuel flow at low pressure drop and spraying into a single large evaporator or
inlets of a cluster of evaporators.
The system could also be a multiple injector sytstem delivering fuel via a number
of "injectors" mounted in a common fuel manifold using either syringe needles of plain
drill holes to meter fuel into the mouths of an equal number of evaporators spaced around
the flame tubes primary combustion zone. Evaporators need to supply primary zone air as
well as do the fuel vapourisation so that a "combustable??" fuel/air mix issues from their
outlets, therefore, they need a certain cross-sectional flow area proportional to the
compressors inducer area. A 10-15% proportion of the inducers area would be adequate
for the evaporators flow area, this proportion is about half the total primary air hole area
of ~30% of the inducers area. For a 3 inch inducered compressor which has ~7.1 square
inches of inducer area , our "normal" 30% primary zone hole area portion equates to
~2.1 sq inches, so we'd be needing a total of ~1 square inch of evaporator/s cross-
sectional flow area, with the remaining 1.1 sq inches divided between the primary zone
air holes, some of which would be strategically places so they could "blow through" the
evaporators outlets to add extra air for combustion as well as producing turbulance for
mixing the vapourised fuel and air issuing from the evaporators.
To obtain adequate heating of the evaporators they must project into "the fire".
Traditionally, evaporators were mounted in/through the primary end of the flametube
and were either hooked tubes or "walking sticks" ( long axial leg with a short radial arm
and another axial leg pointing back towards the flame tube end with 90 degrees bends at
each turn of direction ).
More recent designs being used by the RC Jet Aircraft engine guys have
"straight" evaporators starting at the outlet end of the flametube and projecting towards
the primary zone end. This design provides heating along their full lengths, something
not always achieved by more traditional designs, and because the evaporators discharge
towards and close to (a couple of evaporator diameters away) the flame tube end, there is

considerable recirculation and improved combustion even though they are using very
small volumed flame tubes in their miniature aircraft jet engine.
Evaporation of the fuel requires heat, so the evaporators need large surface areas
as well as thin walls to maximise heat transfer through the evaporator walls. Inconel
tubing is preferable because of its high temperature abilities, but stainless steel tubing
will do although it might need to be a bit thicker walled. Try to keep the wall thickness
less than 0.9 mm - 0.036 ", even though this is about the thinnest that can be easily
welded if making "walking sticks". Another source of high alloy, thin walled tubing is the
sheathing on electric heating elements (do a 'Google' search for a supplier in your
country). This sheathing can be purchased in 0.5mm - 0.020" wall thickness with 30%
nickel, 21% chrome content in a range of diameters , and can have its end flared so that
the evaporator can be fitted through a suitable sized hole in the flame tube end and the
flair silver soldered (high temp type) to the flame tube end. The flair stopping the
evaporator from dropping into the flame tube if for some reason (hot bad start) the flame
tube is overheated and the silver solder melts. Under normal conditions the evaporator
inlet should run at low temperatures from the air and fuel cooling.
The surface area of the tubing will be relatively "greater" if smaller diameter
tubing is used for the evaporators, eg: Our 3 inch inducered turbo needs ~1 square inch of
evaporator crossectional flow area, this could be accomplished with the construction of a
single evaporator of ~1.125 inch ID.
This 1.125 inch tubing would only produce ~3.5 square inches of surface area per
linear inch of evaporator, and as we need at least 6 inducer areas of evaporator heating
surface , with our 3 inch inducered turbo having 7.1 square inches of inducer area , we
need 6 X 7.1sq ins = 42.6 square inches of evaporator surface area , which equates to
~12 linear inches (42.6 divided by 3.5 ) of 1.125 inch diameter tubing.
If we used 0.5 inch ID tubing (~0.2 sq inch cross-sectional area) we'd need 5
evaporators to get our required ~1.0 sq inch of flow area , but , 0.5 inch bore tubing has
~1.6 square inches of heating surface area per linear inch , therefore we'd be needing
~26.6 linear inches ( 42.6 sq inches required divided by 1.6 ) of evaporators , as there are
5 of them, that equates to only a bit over 5 linear inches per evaporator , much easier
lengths to fit into the primary zone of our flame tubes, and with 5 outlets the fuel/air mix
is more evenly spread out around the flame tube than if only one large evaporator was
used.
Try and use from 4 to 6 evaporator outlets , either as several separate/independent
evaporators or as "branches" from a large diameter single central "truck" which MUST be
mounted vertically so as to produce equal fuel distribution to the HORIZONTAL
branches.
In a static running situation the "trunk and branches" type will probably work as
effectively as a number of separate evaporators , but when mounted in a vehicle subjected
to acceleration loads , this type of evaporator might not perform as well as the separate
type due to fuel "biasing" to particular "branches" under those acceleration loadings.
In summary...
1) Total cross-sectional air flow area of all evaporators , ~10 - 15% of inducer area.
2) Total surface area of all evaporators, between 6 - 8 times the inducer area.
3) Reasonable number of evaporators and/or outlets for our can type flame tubes, 4 - 6
outlets.
***********************************************************
Potential problems: Flameouts on fast power cuts from high power settings
Because evaporative systems invariably use "low" fuel pressures, what can happen is this:
Imagine the engine is running "full bore", and the power lever is suddenly pulled
back to idle, the air pressure in the combustor ( P2 ) can't suddenly drop to "normal" idle
P2 because, firstly, the energy in that fast rotating assembly takes time to dissipate , and
secondly , there is a lot of available heat/"fuel" energy in all the "full bore hot" metal bits
of the engine, both of these reasons produce a "time delayed" return of a couple of
seconds to normal idle P2s. During this second or so, the pressure output of the
compressor ( P2 ) can be greater than the normal idle fuel pressure. The result ... flameout
:-((
Lets take our large turbo running full bore at a P2 of 40 psi and a fuel pump
output pressure of 60 psi. This equates to only a 20 psi fuel pressure drop across the fuel
"injector(s)". At idle the P2 might be 7 psi and a fuel pump pressure of only 8 psi, or only
1 psi pressure drop across the injector(s).
A sudden power reduction to idle is made, the fuel control wants to supply fuel at
8 psi, but the air pressure in the combustor ( P2 ) will be more than 8psi , probably
somewhere between our 40psi full bore P2 pressure and ~ 20 psi P2, as a result, fuel
can't enter the engine and combustion ceases (flameout).
This situation is exacerbated by very low fuel pressures, so try and have "full
bore" fuel pressure as high as your pump is capable of whilst still supplying the required
quantity of fuel for full power running.
To overcome this shortcoming of an evaporative fuel system, either one reduces
power slowly over a 2-3 second interval, or one places an "air over fuel" accumulator, wi
th check valve (non return v/v), in the fuel line at the engine near to the fuel inlet to the
injector/s.
The accumulator would, in our example, provide a "few seconds worth" of fuel
under the influence 60 psi air pressure (full bore fuel pressure) in the top of the
accumulator, at the moment the large power reduction was made.
The check v/v (non return v/v) at the fuel inlet to the accumulator now prevents
the "high pressure" fuel from flowing backwards to the fuel control and being "dumped"
back to the tank. The check v/v (non return v/v) can be a simple stainless steel ball fitted
in the fuel line fittings at the injector so that it drops down onto the "prepared" end of the
fuel delivery line which then acts as its seating . It doesn't have to be a "perfect", "needle
and seat" arrangement.
The total capacity of the accumulator ( air and fuel ) will depend on the engine
size (fuel burn rate) and acceleration/deceleration characteristics, a bit of trial and error
"tuning" of its capacity is required, but need only be ~ 50 cc for a large engine .
The accumulator will fractionally increase spool up times as the "engine fuel" fills
the accumulator, and will increase marginally (if correctly proportioned) the spool down
times.
Unless there is a fuel shutoff valve at the injectors inlet, there will be a slightly
longer wind down time when the the engine is switched off , as the small quantity of fuel
in the accumulator still under low air pressure, burns off .
***********************************************************
Flows through "syringe needle" injectors ( like the ones used by the RC jet
aircraft engine guys )
Because we must take both combustor pressure ( P2 ) and potential maximum fuel
pump pressure into account when designing a "low pressure" fuel delivery system for
vapourizers , a conservative maximum pressure drop we can hope for through the
syringe injectors is ~60 psi on a small engine (lower P2s and fuel flow) , and perhaps 40
psi for a large engine (high P2s and fuel flow). Consequently "flow bench" testing of
injection devices will be at pressures greater than 40psi.

The following is some rough flow rates for a couple of syringe needles using
Kerosine:
1) The 0.9mm OD 0.65mm ID (20 G X 1 inch ) flowed ~400 cc/m @ ~40 psi fuel
pressure
2) The 0.65mm OD 0.40mm ID (23 G X 1.25 inch) flowed ~100cc/m @40psi.
The "thicker" 20 G needles feel "safer" to use than the "thin" 23 G ones . The thin
23 G needles can sometimes, with a bit of a fiddle , be slipped inside the thicker 20 G
needles and be silver soldered together to make a double walled "stronger feeling"
injector.
If you wish to make your own injection device by drilling small diameter holes to
meter and squirt fuel into evaporators, you'll need ~ 1 square millimetre of orifice area
per 8 square inches of inducer area. 1sqmm = 1600 square 0.001"s = 0.040" x 0.040".
If we use our 3 inch inducered example again, its 7.1 sq ins of inducer area will
require ~ 0.9 sq mm (1440 sq 0.001"s) of "squirt area", and if we used 4 separate
evaporators each being supplied by its own "squirt hole", each "squirt hole" would need
to be ~ 0.5mm (0.020") diameter.
Fuel injectors for evaporators can be made from alloy, brass, or copper pipe for
easy small hole drilling, there is no need for "high temperature" metals like stainless or
ordinary steel if the injector is well removed from potential high temperatures, injectors
are liquid cooled and normally not subjected to heat from combustion in the flame tube.
BUT ..... If there is to be auxiliary/alternative propane fuelling (other than a small
pilot light for preheating the evaporators) along with the diesel/kerosine through the
injectors, care must be taken when propane only is being used. For whatever reason, be it
poor construction design, poor engine management or just poor bad luck :-(( , it is
important that high (flame) temperatures aren't applied to the injectors, not only to stop
them melting if made of alloy, but to minimise any possible chance of the small orifices
being blocked by carbon (coking) of the fuel as it passes through the injector(s).
Document Outline
- Abbreviations
- Rule of Thumb No 01 - Choosing a Turbo
- Rule of Thumb No 02 - Oil Requirements
- Rule of Thumb No 03 - Combustion Chamber
- Rule of Thumb No 04 - Fuel Requirements
- Rule of Thumb No 05 - Ignition
- Rule of Thumb No 06 - Starters
- Rule of Thumb No 07 - Jet Pipes and Nozzles
- Rule of Thumb No 08 - Compressor Flows
- Rule of Thumb No 09 - Thrust
- Rule of Thumb No 10 - Fuel Consumption
- Rule of Thumb No 11 - Freepower Turbines
- Rule of Thumb No 12 - Afterburners
- Rule of Thumb No 13 - Evaporators
Wyszukiwarka
Podobne podstrony:
Rules Of Thumb Chemical Engineering
HRMH%20Rules%20of%20Thumb%20Edition%203%20Web%20Version
HRMH Rules of Thumb Edition 3 Web Version, 1 rtf
David Icke An Other Dimensional View of the American Catastrophe from a Source They Cannot Silence
The Way of Aikido Life Lessons from an American Sensei
Buescher, John B Echoes from an empty sky the origins of the Buddhist doctrine of the two truths
Emmanuel Levinas Theoretical Move From An Archical Ethics To The Realm Of Justice And Politics
ICAO ANNEX 2 RULES OF THE AIR
42 Rules of Marketing A Funny Practical Guide (2)
In hospital cardiac arrest Is it time for an in hospital chain of prevention
Lovstadt, Svensson Diffracted sound field from an orchestra pit
Letter from an Ex Slave to His Old Master
Rules of the Road - po polsku..., PREZENTACJE i takie tam rózne śmieci
Golden Rules of Making Money P T Barnum
Rules of the Present Simple, Present Continuous, Past Simple, Past Continuous tenses
więcej podobnych podstron