„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Tomasz Jeziorowski
Posługiwanie się podstawowymi pojęciami z zakresu
obróbki plastycznej 812[01].Z2.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Robert Wanic
mgr inż. Andrzej Pasiut
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Marek Olsza
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[01].Z2.01
„Posługiwanie się podstawowymi pojęciami z zakresu obróbki plastycznej”, zawartego
w modułowym programie nauczania dla zawodu operator maszyn i urządzeń do obróbki
plastycznej 812[01].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Podstawowe wiadomości z mechaniki odkształceń plastycznych
6
4.1.1.
Materiał nauczania
6
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
14
4.2.
Wewnętrzny mechanizm odkształceń plastycznych
15
4.2.1. Materiał nauczania
15
4.2.2. Pytania sprawdzające
19
4.2.3. Ćwiczenia
19
4.2.4. Sprawdzian postępów
20
4.3.
Zgniot
21
4.3.1. Materiał nauczania
21
4.3.2. Pytania sprawdzające
23
4.3.3. Ćwiczenia
24
4.3.4. Sprawdzian postępów
25
4.4.
Wpływ temperatury na właściwości plastyczne metali
26
4.4.1. Materiał nauczania
26
4.4.2. Pytania sprawdzające
32
4.4.3. Ćwiczenia
33
4.4.4. Sprawdzian postępów
35
4.5.
Podstawowe sposoby obróbki plastycznej
36
4.5.1. Materiał nauczania
36
4.5.2. Pytania sprawdzające
43
4.5.3. Ćwiczenia
44
4.5.4. Sprawdzian postępów
47
5.
Sprawdzian osiągnięć
48
6. Literatura
53
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.
WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy na temat podstawowych pojęć
z zakresu obróbki plastycznej oraz wpływu poszczególnych mechanizmów obróbki
plastycznej na właściwości metali.
W poradniku znajdziesz:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań testowych.
−
literaturę.
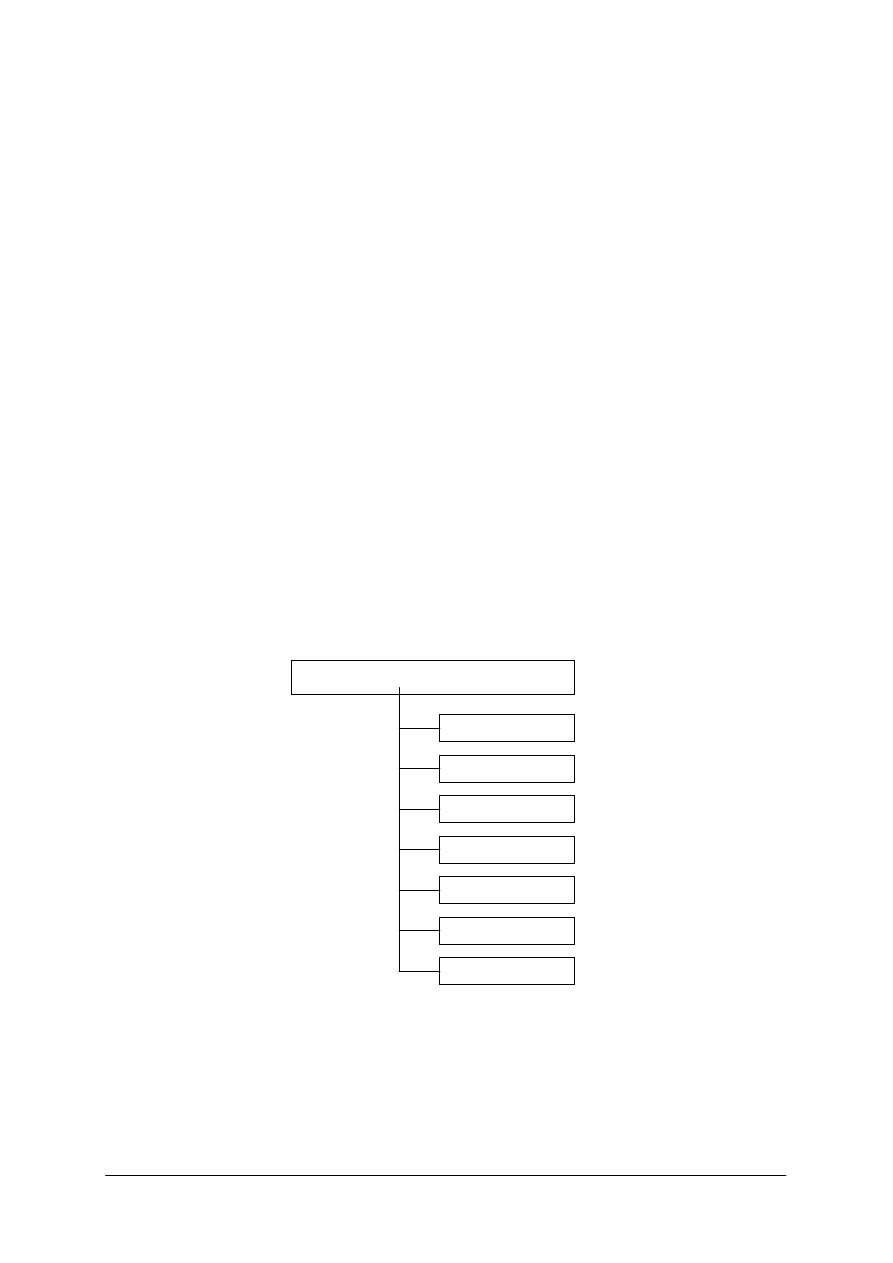
812[01].Z2
Technologia wytwarzania
wyrobów metodami obróbki
plastycznej
812[01].Z2.02
Wykonywanie operacji obróbki
cieplnej i cieplno - chemicznej
812[01].Z2.01
Posługiwanie się podstawowymi
pojęciami z zakresu obróbki
plastycznej
812[01].Z2.03
Przygotowanie i nagrzewanie
wsadu do obróbki plastycznej
812[01].Z2.04
Wykonywanie wyrobów
w procesie walcowania
i ciągnienia
812[01].Z2.05
Wykonywanie wyrobów
w procesie kucia
812[01].Z2.06
Wykonywanie wyrobów
w
procesie tłoczenia
Schemat układu jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować budowę krystaliczną metali,
−
wyjaśnić przebieg krzepnięcia czystego metalu,
−
rozróżnić składniki strukturalne stopu Fe – C na podstawie wykresu żelazo-cementyt,
−
określić właściwości metali i ich stopów,
−
wykonać badanie właściwości mechanicznych i technologicznych metali i stopów,
−
rozpoznać na podstawie oznaczenia: stal, staliwo, żeliwo, metale nieżelazne i ich stopy,
−
skorzystać z PN, katalogów, poradników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
wyjaśnić pojęcie plastyczność metalu,
−
wyjaśnić wpływ obróbki plastycznej na strukturę i właściwości metalu,
−
rozróżnić podstawowe sposoby obróbki plastycznej,
−
określić zalety techniczne obróbki plastycznej,
−
określić podstawowe mechanizmy odkształcenia plastycznego,
−
uzasadnić wykorzystanie plastycznych właściwości metali w procesach obróbki
plastycznej,
−
rozróżnić pojęcia: stopień gniotu, zgniot i tekstura zgniotu, umocnienie, rekrystalizacja,
−
wykazać wpływ temperatury na plastyczność metali,
−
wyjaśnić zasadę stałej objętości,
−
wyjaśnić pojęcie stopnia przerobu plastycznego,
−
scharakteryzować obróbkę plastyczną na gorąco,
−
scharakteryzować obróbkę plastyczną na zimno,
−
wskazać sposób usunięcia zmian w metalu, spowodowanych odkształceniem
plastycznym,
−
skorzystać z wykresu żelazo
−
cementyt,
−
skorzystać z literatury technicznej, norm, poradników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4.
MATERIAŁ NAUCZANIA
4.1. Podstawowe
wiadomości
z
mechaniki
odkształceń
plastycznych
4.1.1. Materiał nauczania
Odkształcenie plastyczne
Plastycznością metali nazywamy ich zdolność do trwałego odkształcania się pod
wpływem obciążeń zewnętrznych, bez naruszenia spójności cząsteczek (bez występowania
pęknięć). Odkształcenia plastyczne metali występują jedynie po przekroczeniu pewnej
minimalnej wartości obciążeń oraz jeżeli nie zostanie przekroczone określane obciążenie
maksymalne. Działanie obciążeń zbyt małych nie zmienia trwale kształtów ani wymiarów
ciała, a przy obciążeniu zbyt dużym następuje naruszenie jego całości. Na przykład próbka
stalowa w kształcie sześcianu o boku 1 cm obciążona siłą 10 000 N spłaszczy się nieznacznie,
a po usunięciu obciążenia wróci do pierwotnych wymiarów. Odkształcenie takie nazywa się
sprężystym. Ta sama próbka poddana naciskowi 40 000 N odkształci się w ten sposób, że po
usunięciu nacisku tylko nieznaczna część odkształcenia zaniknie. Pozostanie, zatem
odkształcenie trwałe, przy czym tworzywo próbki nie ulegnie uszkodzeniu. Będzie to, więc
odkształcenie plastyczne. W razie zwiększenia nacisku na próbkę do 70 000 N ulega ona
zniszczeniu.
Odkształcenie plastyczne podczas jednoosiowego rozciągania
Najprostszym, ogólnie znanym przypadkiem, na którym można zilustrować przebieg
odkształcania się metalu, są zależności między naprężeniami i odkształceniami w próbie
rozciągania. Na rys. 1a i 1b przedstawiono dwa typowe wykresy, które można otrzymać na
podstawie rozciągania próbek metalowych. Na osiach odciętych oznaczono tutaj miarę
odkształcenia:
0
l
∆l
ε
=
gdzie:
ε
– odkształcenie względne,
∆
l – przyrost długości (
∆
l = l
1
-1
0
),
l
o
– długość początkowa [m],
l
1
– długość końcowa (po odkształceniu)[m].
Na osi pionowej podano miarę naprężenia, przy czym wykreślono krzywą naprężeń
umownych gdzie:
0
F
P
=
σ
gdzie:
σ
– naprężenie umowne [N/mm
2
],
P – siła rozciągająca próbkę [N],
F
o
– początkowa powierzchnia przekroju próbki (przed rozciąganiem) [mm
2
],
oraz krzywą naprężeń rzeczywistych
F
P
R
=
pl
gdzie:
P – siła rozciągająca próbkę [N],
R
pl
– naprężenie rzeczywiste [N/mm
2
],
F – rzeczywista powierzchnia przekroju próbki zmienna podczas rozciągania [mm
2
].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
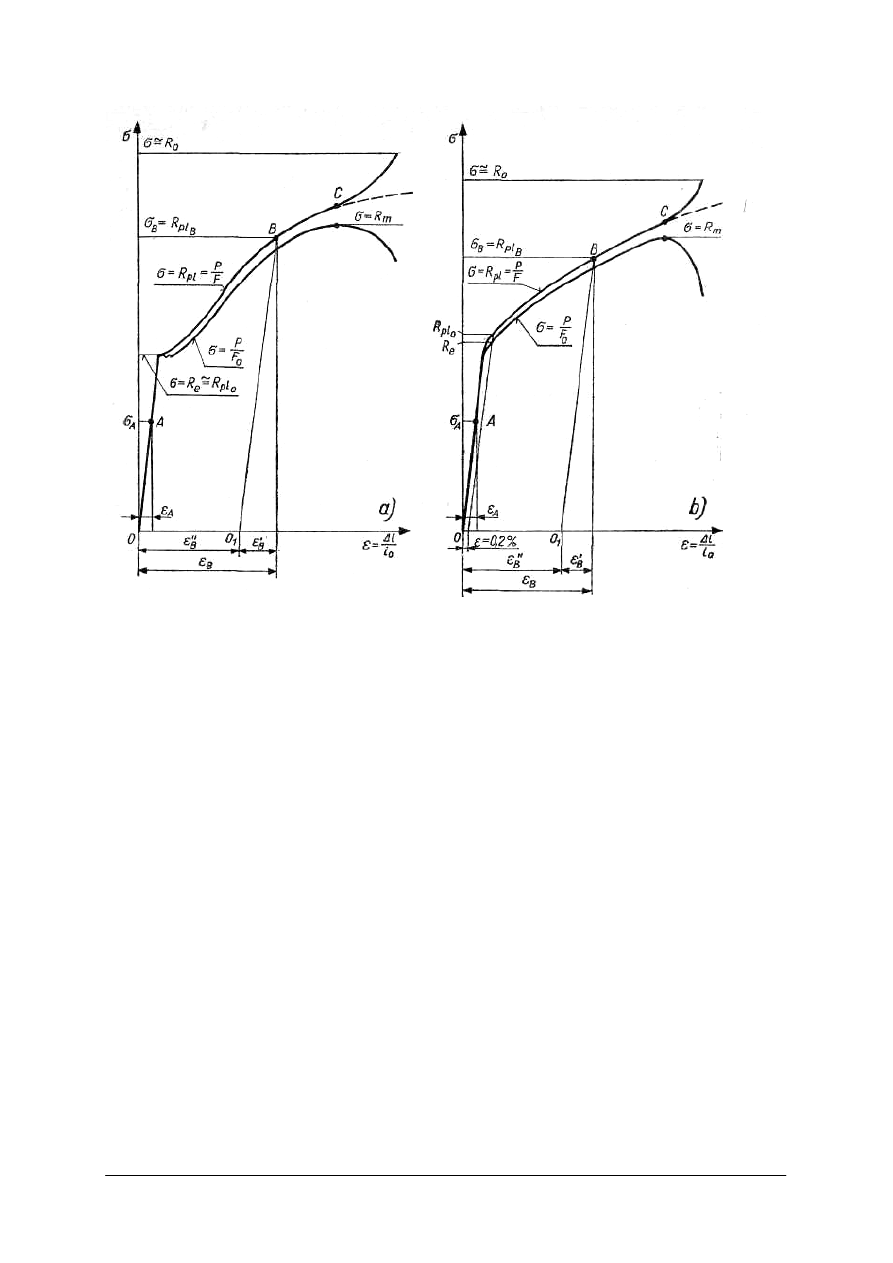
Rys. 1. Zależność między naprężeniami i odkształceniami w próbie jednoosiowego rozciągania: a) wykres
charakteryzujący rozciąganie metali o wyraźnie zaznaczonej granicy plastyczności (np. stal w stanie
zimnym), b) wykres rozciągania próbek z metali niewykazujących nieciągłości na granicy plastyczności
(np. stal na gorąco, miedź, aluminium, ołów i inne) [2, s. 16]
Na przedstawionych wykresach 1 a i b, do pewnej granicy zależność
σ
od
ε
jest
prostoliniowa, czyli naprężenia są proporcjonalne do odkształcenia. W przybliżeniu, również
do tej granicy występują wyłącznie odkształcenia sprężyste. Jeżeli więc obciąży się próbkę
tak, że wywołane naprężenia osiągną wartość
σ
A
, a odkształcenia
ε
A
i następnie się ją
odciąży, to wszystkie stany pośrednie naprężeń i odkształceń przy wzroście i przy
zmniejszeniu obciążenia będą się zmieniać wzdłuż prostej OA, przy obciążaniu od O do A
i przy odciążaniu od A do O. Odjęcie obciążenia spowoduje powrót próbki do wymiarów
początkowych. W związku z tym odkształcenie
ε
A
, występujące podczas tej próby, było
odkształceniem sprężystym.
Po przekroczeniu pewnej wartości naprężeń zależność między naprężeniami
i odkształceniami staje się krzywoliniowa, a przyrost odkształceń jest dużo szybszy. Jeżeli
więc obciążyć próbkę tak, że temu stanowi na wykresach będzie odpowiadał punkt B
i następnie ją odciążymy, to kolejne stany występujące podczas zanikania obciążenia wyrazi
prosta BO
1
równoległa do prostej AO. Jak widać, odkształcenia mają teraz podwójny
charakter i składają się z odkształceń sprężystych i trwałych, czyli plastycznych:
''
'
B
B
B
ε
ε
ε
+
=
gdzie:
ε
'
B
– odkształcenia sprężyste,
ε
''
B
– odkształcenia plastyczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Odkształceniami plastycznymi nazywamy, więc odkształcenia trwałe występujące bez
naruszenia spójności cząsteczek ciała.
Odkształcenie plastyczne uzyskane podczas rozciągania jest trójwymiarowe albo - jak
mówimy przestrzenne, bowiem z powiększeniem się długości próbki zmniejszają się wymiary
przekroju poprzecznego.
W próbie rozciągania odkształcenia plastyczne występują przy stanach obciążenia
odwzorowanych wykresem naprężeń umownych od R
e
do R
m
(rys. 1). W wytrzymałości
materiałów wielkość R
e
jest nazywana granicą plastyczności, jednak z punktu widzenia
obróbki plastycznej może ona być uważana jedynie za przybliżoną początkową granicę
plastyczności - R
e
oznacza tu graniczne naprężenie umowne, przy którym w próbie
jednoosiowego
rozciągania
zaczynają
występować
odkształcenia
plastyczne.
Po przekroczeniu punktu R
m
tworzy się przewężenie, czyli - jak mówimy - następuje utrata
stateczności. Moment początkowy tworzenia się przewężenia można uważać za początek
naruszenia spójności.
Granica plastyczności
Naprężenia
umowne
w
sposób
wystarczający
charakteryzują
własności
wytrzymałościowe metalu dla potrzeb konstrukcji (maszyn, budowli itp.), gdyż naprężenia
dopuszczalne są tu zwykle znacznie mniejsze od granicy sprężystości. W związku z tym
zmiana przekroju powstająca wskutek takich obciążeń jest bardzo mała i dlatego nie ma ona
żadnego praktycznego znaczenia.
Podczas odkształceń plastycznych zmiany wymiarów mogą osiągać bardzo duże wartości
i dlatego interesującą nas krzywą jest wykres zależności naprężeń rzeczywistych R
pl
od
odkształceń (rys. 1). Krzywa ta przedstawia wartości naprężeń, jakie musimy przykładać, aby
odkształcać metal plastycznie w próbie jednoosiowego rozciągania. Naprężenie rzeczywiste,
przy którym rozpoczyna się proces powstawania odkształceń plastycznych, oznaczono przez
R
plo
. Jest to początkowa granica plastyczności. Można przyjąć, że R
plo
= R
e,
jeżeli jednak
próbkę obciążoną do stanu odwzorowanego na wykresie punktem B odciążymy i następnie
ponownie obciążymy, jej nowa początkowa granica plastyczności będzie równa
R
plB
> R
plo
Jak wynika z tego, granica plastyczności zależy od stopnia odkształcenia i wzrasta
począwszy od R
plo
do punktu C, który na wykresie naprężeń rzeczywistych odpowiada
początkowi tworzenia się przewężenia. Zjawisko wzrostu granicy plastyczności a także
zmiany innych własności mechanicznych i fizycznych metali w zależności od odkształcenia
nazywamy umocnieniem metalu.
Przyjmuje się umownie, że początkowa granica plastyczności występuje, gdy
odkształcenie trwałe osiągnie wartość 0,2%. Granicą plastyczności nazywa się zmienne
naprężenia rzeczywiste, warunkujące plastyczne odkształcanie się metalu pomierzone
w próbie jednoosiowego obciążenia (np. jednoosiowego rozciągania albo ściskania). Krzywa
przedstawiająca zależność granicy plastyczności od odkształcenia bywa też nazywana krzywą
umocnienia metalu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
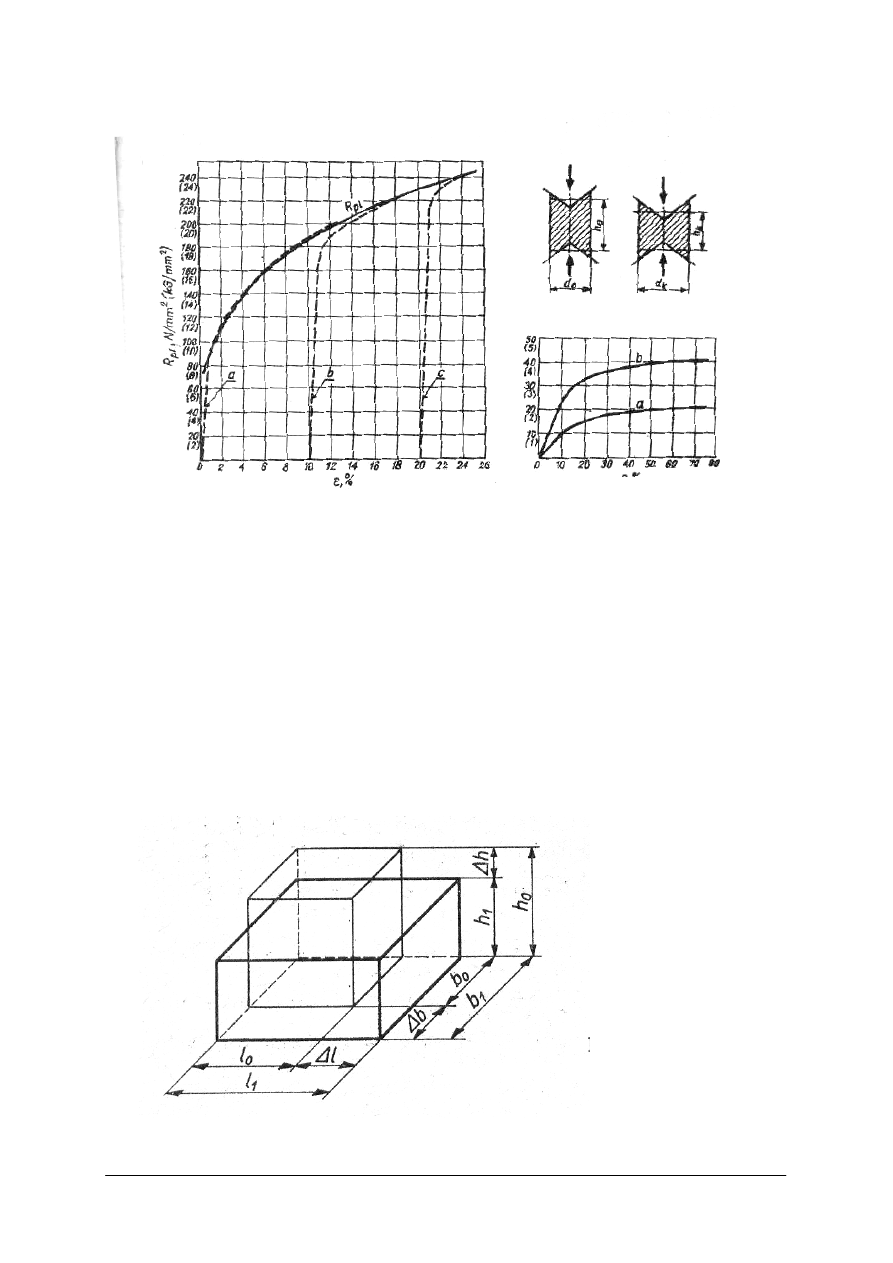
Rys. 2. Granica plastyczności aluminium, krzywe naprężeń
rzeczywistych otrzymane w próbie rozciągania:
a)
aluminium
wyżarzone,
b)
aluminium
przewalcowane
z
odkształceniem
plastycznym
ε
0
= 10% , c -
ε
0
= 20% [2, s. 19]
Rys. 3. (z prawej). Granica plastyczności
otrzymana
w
próbach
ściskania
ołowiu: a) próbki z ołowiu 99,5%
b) próbki z ołowiu z antymonem
[2, s. 19]
Zakres wartości granicy plastyczności otrzymywanych z próby rozciągania może być
rozszerzony przez użycie próbek tego samego metalu o różnych wartościach odkształcenia,
spowodowanego np. przez ich przewalcowanie. Na rys. 2 pokazano wykres granicy
plastyczności otrzymany w ten sposób.
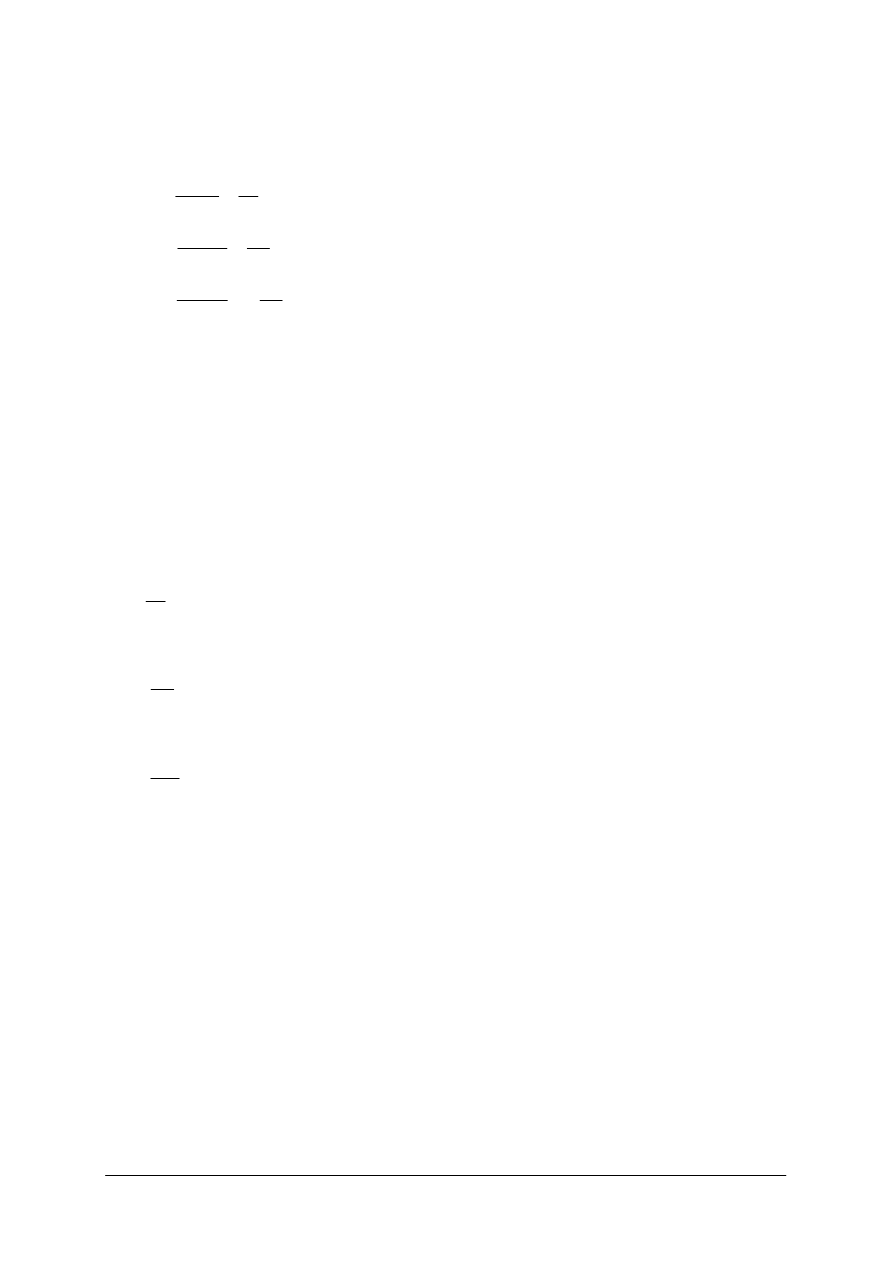
Stan odkształcenia i stan naprężenia
Przyjmuje się, że w procesie obróbki plastycznej każdy prostopadłościenny element
zachowuje kształt prostopadłościanu o zmienionych (rys. 4) wymiarach. W rzeczywistości
w każdym punkcie ośrodka plastycznego można poprowadzić taki układ trzech osi
współrzędnych, dla którego warunek odkształcenia prostopadłościennego jest spełniony.
Układ taki nazywa, się układem osi głównych.
Rys. 4. Schemat trójosiowego odkształcenia prostopadłościennego:
∆
l=l
1
-l
0
,
∆
b=b
1
-b
0
,
∆
h=h
1
h
0
, [2, s. 20]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
W warunkach odkształcenia prostopadłościennego stan odkształcenia jest określony,
jeżeli dane są trzy składowe odkształcenia względne:
ε
1
ε
2
,
ε
3
. Zwykle przyjmuje się symbole
odkształceń uszeregowane w następującym, porządku:
ε
1
>
ε
2
>
ε
3
0
0
0
1
1
l
l
l
l
l
∆
=
−
=
ε
0
0
0
1
2
b
b
b
b
b
∆
=
−
=
ε
0
0
0
1
3
h
h
h
h
h
∆
−
=
−
=
ε
gdzie:
l, b, h – wymiary długości, szerokości i wysokości rozpatrywanego elementu,
∆
l,
∆
b,
∆
h – miara zmian długości, szerokości i wysokości obarczona znakiem + (plus) dla
przyrostów oraz - (minus) dla ubytków wymiaru.
Ażeby mógł być zachowany warunek stałej objętości, konieczne jest, aby
ε
1
> 0,
ε
3
< 0,
natomiast odkształcenie średnie może mieć znak dodatni albo ujemny lub może być równe
zeru. Jeżeli
ε
2
= 0 mówimy o płaskim stanie odkształcenia.
Średni stan odkształcenia dla całego ciała deformowanego plastycznie może być również
określony za pomocą współczynników:
−
współczynnik wydłużenia – oznacza przyrost długości przerabianego plastycznie
przedmiotu
0
1
l
l
λ
=
– współczynnik wydłużenia,
−
współczynnik poszerzenia – jest to przyrost szerokości przedmiotu w każdym procesie
przeróbki plastycznej, powodujący powiększenie szerokości,
0
1
b
b
=
β
–
współczynnik poszerzenia,
−
gniot – jest to liniowe zmniejszenie wymiarów przedmiotu odkształconego pod
działaniem siły ściskającej w kierunku jej działania,
0
1
h
h
γ
=
–
współczynnik gniotu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 5. Niektóre przypadki stanu naprężenia i odkształcenia [2, s. 21]
Zasada stałej objętości
Istotą każdego procesu odkształcenia plastycznego jest zmiana kształtu bryły, przy której
występuje zmiana jej cech geometrycznych. Zmieniając np. grubość (wysokość h
0
)
na mniejszą (h
1
) oczekuje się, że bryła wydłuży się, lub jednocześnie się wydłuży i poszerzy.
W większości przypadków, w stosownych procesach, chodzi o jak najefektywniejszą zmianę
przekroju poprzecznego wsadu na mniejszy o odpowiednim kształcie. W związku z tym
poszukuje się sposobu, w którym zmieniając grubość, osiągnie się jak największe wydłużenie
przy towarzyszącym kontrolowanym poszerzeniu. Wszystkie te zabiegi opierają
się na zasadzie stałej objętości.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Podstawowe równania mechaniki ośrodka ciągłego przedstawiają znane zasady fizyki,
między innymi zasadę zachowania masy. Równanie to jest ważne dla każdego ośrodka
uważanego za ciągły (płynu, ciała stałego itp.) w każdym jego stanie – w teorii sprężystości,
teorii plastyczności itd.
Równanie ciągłości to znana z fizyki zasada zachowania masy: w żadnym układzie
mechaniki klasycznej masa nie może powstać ani ulec zmniejszeniu. Innymi słowy zasada
stałej objętości określa że objętość materiału przechodzącego w określonym czasie przez
dowolny przekrój jest wielkością stałą. Gdyby zasada ta nie była spełniona, wówczas
mielibyśmy do czynienia ze spiętrzeniem pasma materiału lub naciągiem materiału
i rozerwaniem pasma.
Zasada stałej objętości w najprostszej formie wyraża się wzorem:
V = V
0
gdzie:
V
0
, V
1
– objętości przedmiotu przed obróbką i poddanego obróbce.
Jeżeli oznaczymy wymiary próbki przed i po walcowaniu to możemy określić zasadę
stałej objętości w najprostszy sposób i wyrazić jako:
1
1
1
0
0
0
b
l
h
b
l
h
=
lub po podstawieniu:
1
λ
β
γ
=
⋅
⋅
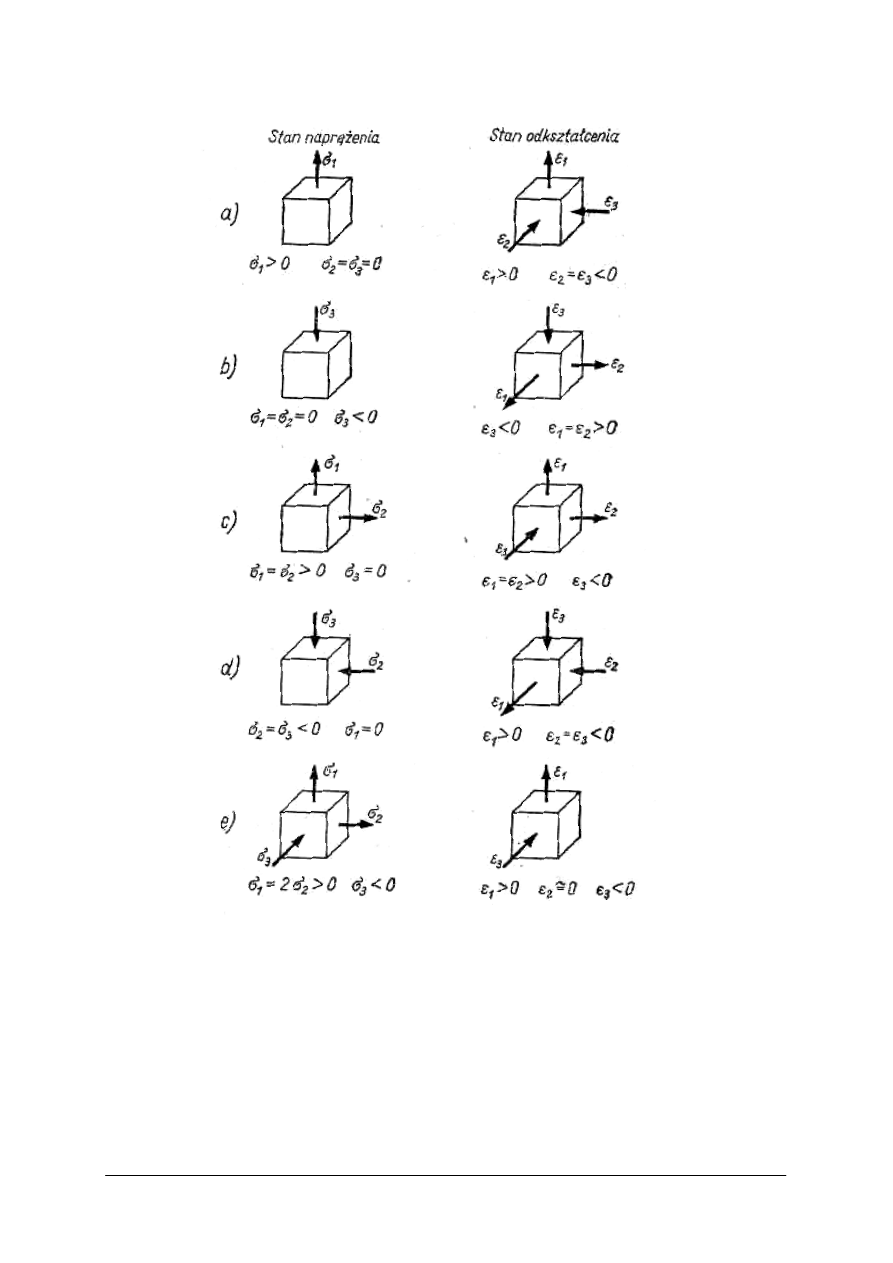
Wzór ten wyraża zasadę, że objętość materiału przechodząca w jednostce czasu przez
dowolny przekrój jest wielkością stałą. Oznacza również, że jeżeli zadamy dla danej klatki,
będącej w układzie ciągłym określoną objętość w jednostce czasu, to ta sama objętość
powinna przejść przez wszystkie inne klatki, pracujące w danym zespole ciągłym, w tym
samym czasie. Graficznie warunek ten jest przedstawiony na rysunku 6.
Rys. 6. Proces walcowania – zasada stałej objętości [5, s. 35]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega odkształcenie plastyczne?
2.
Co to jest granica plastyczności?
3.
Jak obliczamy odkształcenie względne?
4.
Czym różnią się od siebie odkształcenie sprężyste i plastyczne (trwałe)?
5.
Od czego zależy dolna granica plastyczności?
6.
Jak obliczamy współczynnik gniotu?
7.
W oparciu, o jakie prawo fizyki została sformułowana zasada stałej objętości?
8.
Na czym polega zasada stałej objętości?
9.
Jakie jest technologiczne znaczenie zasady stałej objętości?
10.
Jakim wzorem wyraża się zasadę stałej objętości?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dla przedstawionych przykładów plastycznego odkształcenia próbek metalowych oblicz
wielkość odkształcenia względnego w kierunku zgodnym z działająca siłą.
Rysunek do ćwiczenia 1 [6, s. 112]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zastosować odpowiedni wzór,
2)
sprawdzić wynik obliczeń,
3)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska:
−
kalkulator,
−
długopis.
Cu
h
H= 116 mm
h = 48 mm
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ćwiczenie 2
Posługując się schematem procesu walcowania, objaśnij zasadę stałej objętości i określ
jej technologiczne zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
narysować schemat procesu walcowania, z zaznaczeniem wszystkich istotnych
wymiarów,
2)
zapisać wzór wyrażający zasadę stałej objętości,
3)
objaśnić technologiczne znaczenie zasady stałej objętości.
Wyposażenie stanowiska:
−
kartka formatu A4,
−
ołówek HB,
−
długopis.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dobrać wzór do obliczenia odkształcenia względnego?
2)
obliczyć wielkość odkształcenia względnego?
3)
zdefiniować zasadę stałej objętości?
4)
wyjaśnić zasadę stałej objętości?
5)
określić technologiczne znaczenie zasady stałej objętości?
6)
opisać wzór wyrażający zasadę stałej objętości?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2. Wewnętrzny mechanizm odkształceń plastycznych
4.2.1. Materiał nauczania
Mechanizmy odkształcenia plastycznego metali
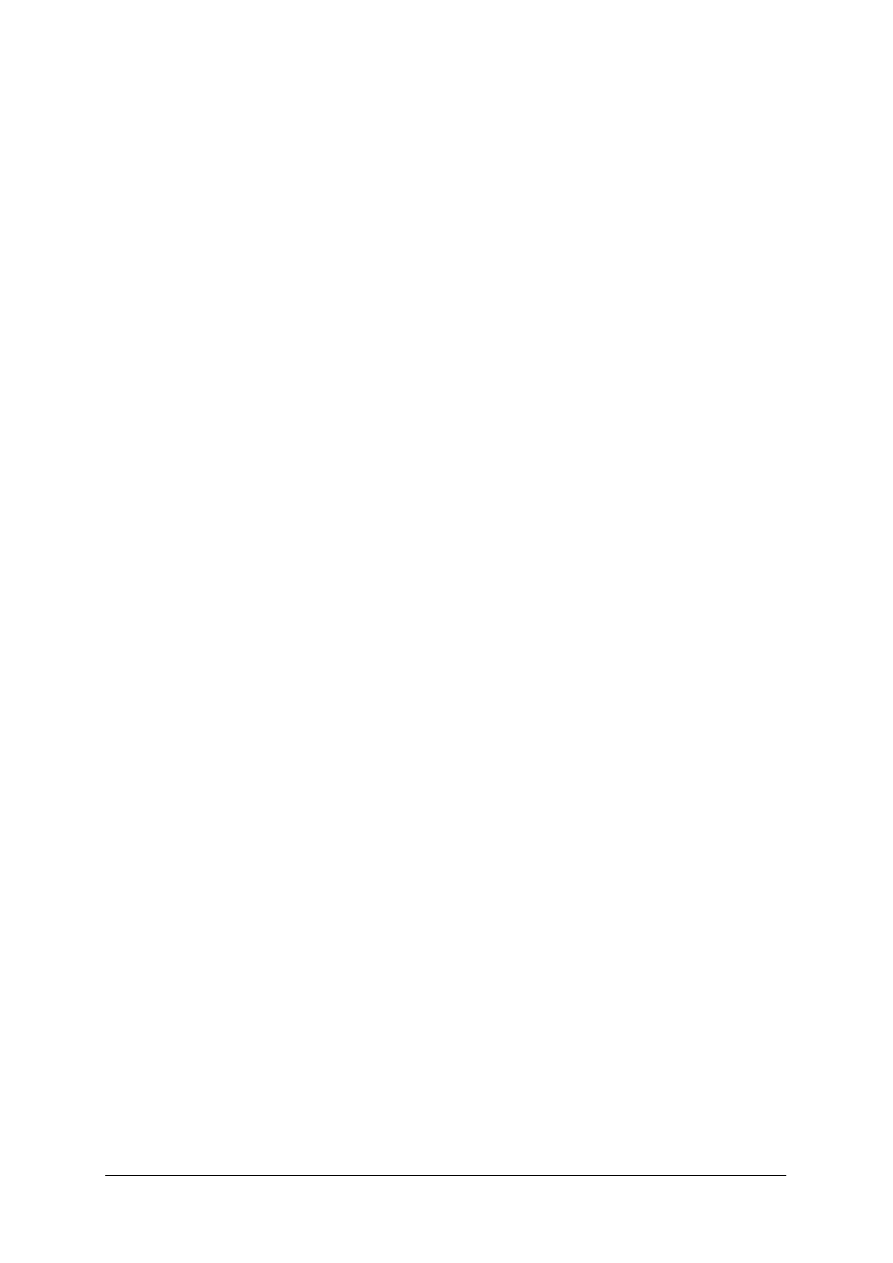
Metale mają budowę krystaliczną, tzn. składają się z poszczególnych kryształków,
zwanych też ziarnami (rys. 7). Kryształy te są oddzielone od siebie warstewką
międzykrystaliczną. Ułożenie atomów w kryształach metali jest uporządkowane. Przez
połączenie środków odpowiednich atomów liniami prostymi otrzymuje się tzw. sieć
przestrzenną. Węzły tej sieci są punktami, koło których oscylują (drgają) atomy. Dla
uproszczenia przyjmuje się, że są to punkty położenia środków atomów w krysztale danego
metalu w stanie równowagi. Uporządkowanie atomów w krysztale jest wielokrotnym
powtórzeniem pewnej komórki elementarnej charakteryzującej rodzaj krystalizacji danego
metalu.
Rys. 7. Struktura krystaliczna miękkiej stali [2, s. 33]
Pewne metale krystalizują się zawsze według właściwego sobie typu sieci przestrzennej.
Wyjątek stanowią jedynie te metale, które w rozmaitych warunkach zewnętrznych (jak
temperatura albo ciśnienie) tworzą odmiany alotropowe, tzn. krystalizują się przyjmując
odmienny typ sieci dla każdej odmiany alotropowej.
Odkształcenie plastyczne wywołuje przemieszczenia jednych części metalu względem
drugich. Przemieszczenia te zachodzą w wyniku odkształceń kryształów, odkształceń
warstewek między-krystalicznych oraz rozdrobnienia kryształów.
Kryształy mogą się odkształcać plastycznie dzięki poślizgom oraz wskutek tworzenia się
kryształów bliźniaczych.
a.
komórka elementarna sieci sześciennej
przestrzennie centrowanej,
b.
komórka elementarna sieci sześciennej
płasko centrowanej,
c.
komórka
elementarna
sieci
heksagonalnej.
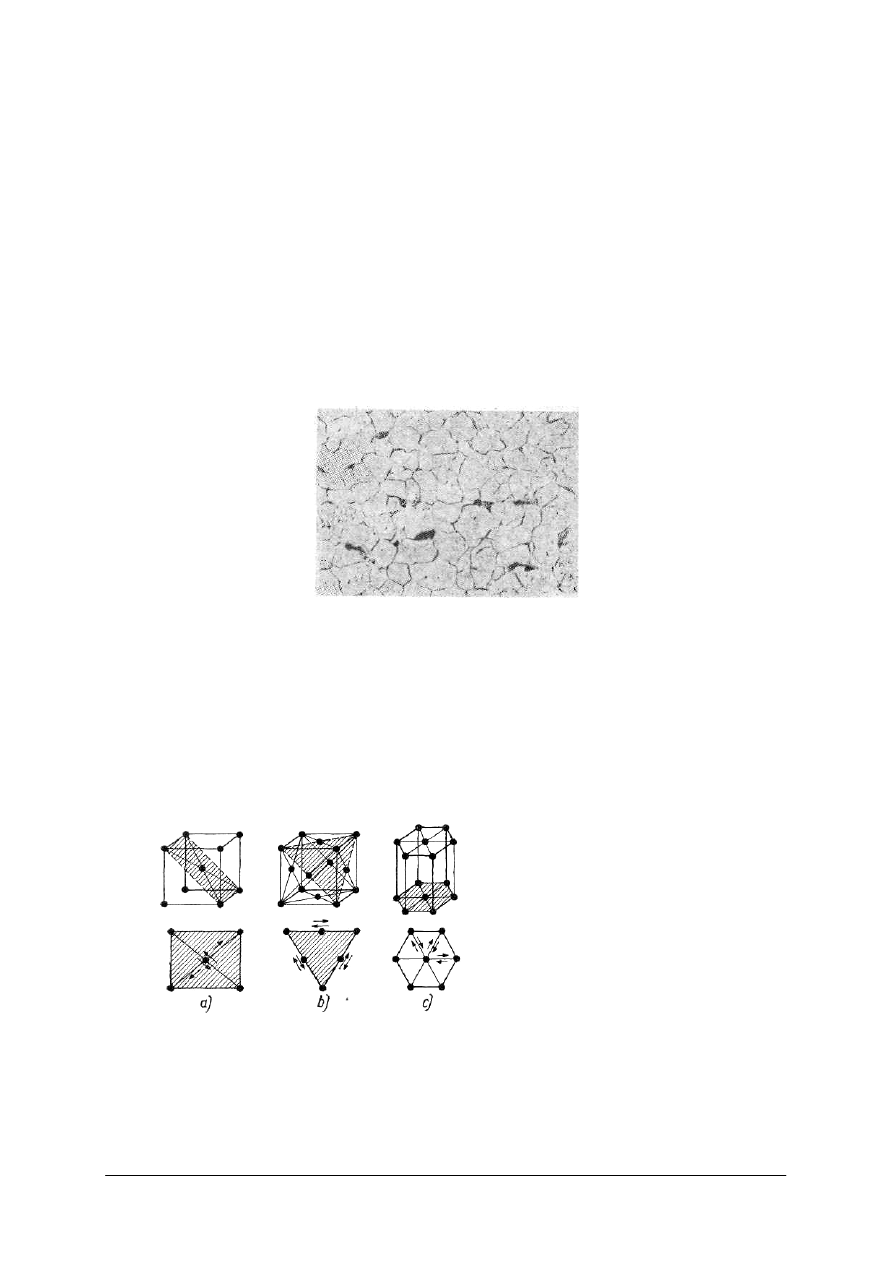
Rys. 8. Zasadnicze typy sieci przestrzennej kryształów metali z o-znaczeniem płaszczyzn i kierunków poślizgu
[2, s. 34]
Poślizgami nazywamy wzajemne przesuwanie się po sobie warstw kryształu wzdłuż
pewnych płaszczyzn, zwanych płaszczyznami poślizgu. Są to płaszczyzny najgęściej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
obsadzone atomami. Liczba płaszczyzn poślizgu zależy od typu budowy sieci
krystalograficznej.
Najczęściej spotykane typy sieci przestrzennej metali pokazano na rys. 8:
a.
Sieć sześcienna przestrzennie centrowana (rys. 8a) ma 6 różnych płaszczyzn poślizgu.
W każdej płaszczyźnie są 2 kierunki poślizgu, przeto łącznie istnieje 12 systemów
poślizgu.
b.
Sieć sześcienna płasko centrowana (rys. 8b) tworzy 4 układy płaszczyzn. W każdej
płaszczyźnie są trzy kierunki po ślizgu. Razem istnieje, więc 12 różnych systemów
poślizgu.
c.
W sieci heksagonalnej (rys. 8c) podstawa jest jedyną płaszczyzną poślizgu. Można w niej
wyznaczyć 3 kierunki i w związku z tym tworzy ona 3 systemy poślizgów.
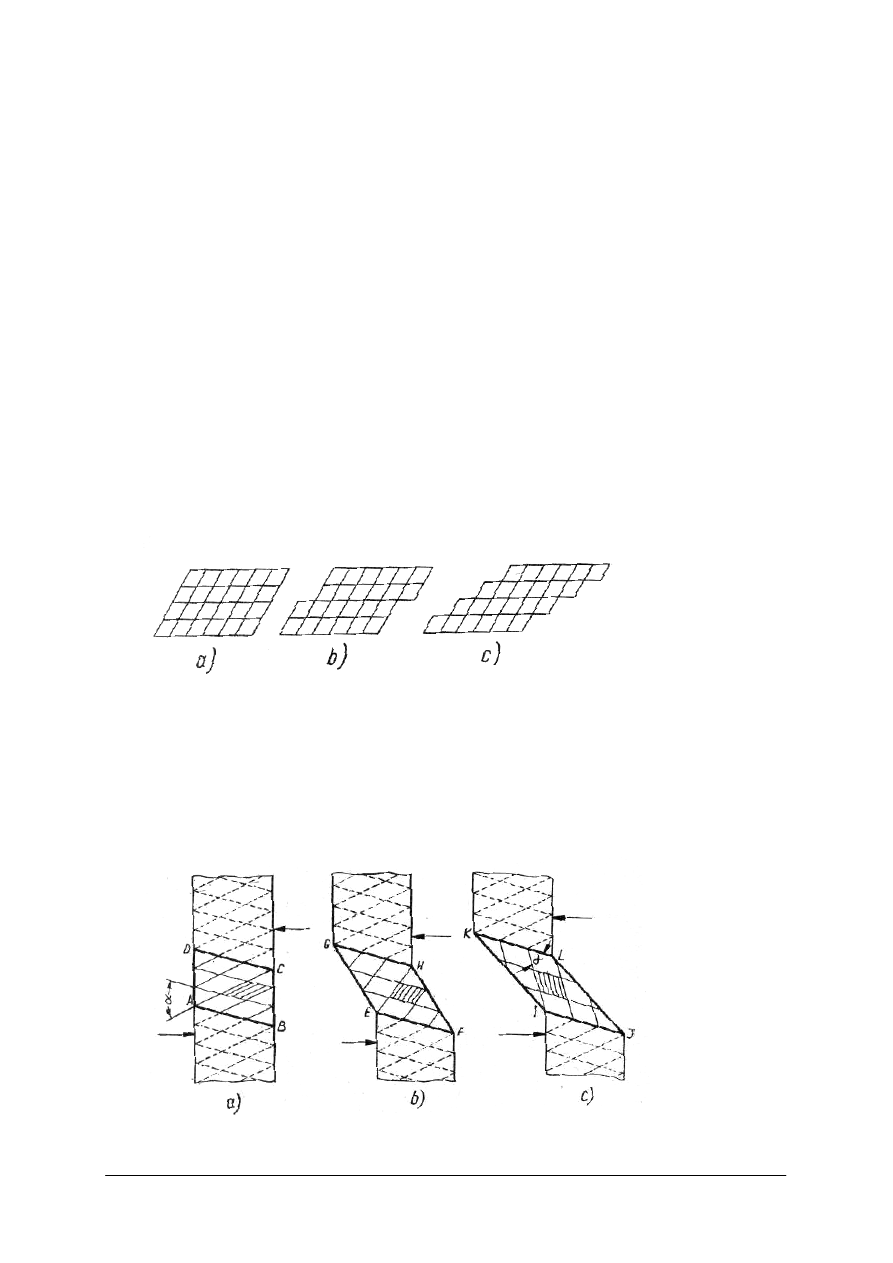
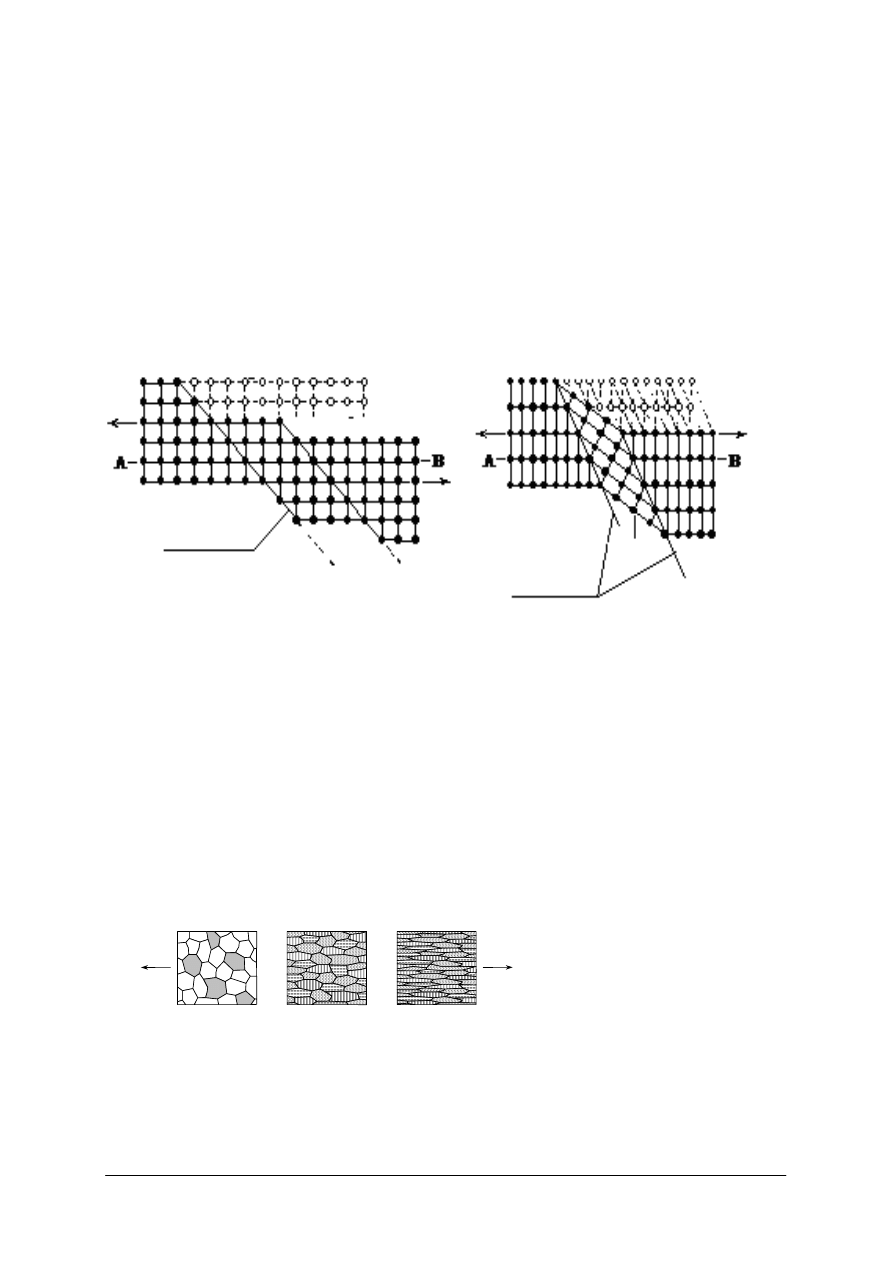
Odkształcenie kryształów zachodzi wskutek poślizgów na tych płaszczyznach, dzielących
kryształ na równoległe warstewki, które przesuwają się po sobie pod wpływem działania
obciążeń (rys. 9).
Ze wzrostem odkształcenia plastycznego poślizgi występują na coraz większej liczbie
płaszczyzn poślizgu (rys. 9a, b, c). Im więcej kierunków poślizgu może być utworzonych
w określonym typie sieci, tym większe zdolności plastyczne przejawia metal. Dlatego też
metale takie, jak Al, Cu, Pb, As, Au i inne, krystalizujące się według sieci sześciennej płasko
centrowanej (rys. 9b) dają się bardzo łatwo kształtować plastycznie, natomiast Zn, Cd, Mg
tworzące sieć heksagonalną ujawniają małą zdolność do odkształceń plastycznych.
Rys. 9. Schemat odkształceń plastycznych w krysztale metalu przez poślizgi na płaszczyznach poślizgu: a) sieć
kryształu nie odkształconego, b) przemieszczenie na jednej płaszczyźnie poślizgu, c) przemieszczenie
w trzech sąsiednich płaszczyznach poślizgu [2, s. 35]
Niekiedy odkształcenie plastyczne metalu przebiega na drodze tworzenia tzw. kryształów
bliźniaczych (rys. 10). Powstają one wskutek takiego obrotu pewnej części sieci, że stanowi
ona odbicie lustrzane części nieulegającej obrotowi. Bliźniakowanie występuje nagle,
skokowo, a często towarzyszy mu odgłos, np. chrzęst przy zginaniu pręta z cyny.
Rys. 10. Schemat odkształceń plastycznych w krysztale metalu przez tworzenie kryształów bliźniaczych a) sieć
kryształu nie odkształconego, b) stan przejściowy, c) stan końcowy [2, s. 35]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Normalnie metal jest ciałem wielokrystalicznym tzn. składa się z wielkiej liczby
kryształów, pomiędzy którymi znajdują się warstwy międzykrystaliczne. Odkształcenia
w kryształach ciał wielokrystalicznych przebiegają przez poślizgi i bliźniakowanie.
Jednak w związku z chaotycznym ułożeniem kryształów w masie metalu,
w poszczególnych kryształach występują różne kierunki płaszczyzn poślizgu względem
kierunku działania naprężeń. W związku z tym wykazują one różną podatność na
odkształcenia plastyczne.
Najpierw poślizgi występują na płaszczyznach zgodnych z maksymalnymi naprężeniami
stycznymi, tzn. na płaszczyznach ułożonych pod kątem 45° do kierunku działania siły.
Odkształcające się kryształy naciskają na sąsiednie i powodują poślizgi w coraz to nowych
płaszczyznach o innej orientacji kierunkowej.
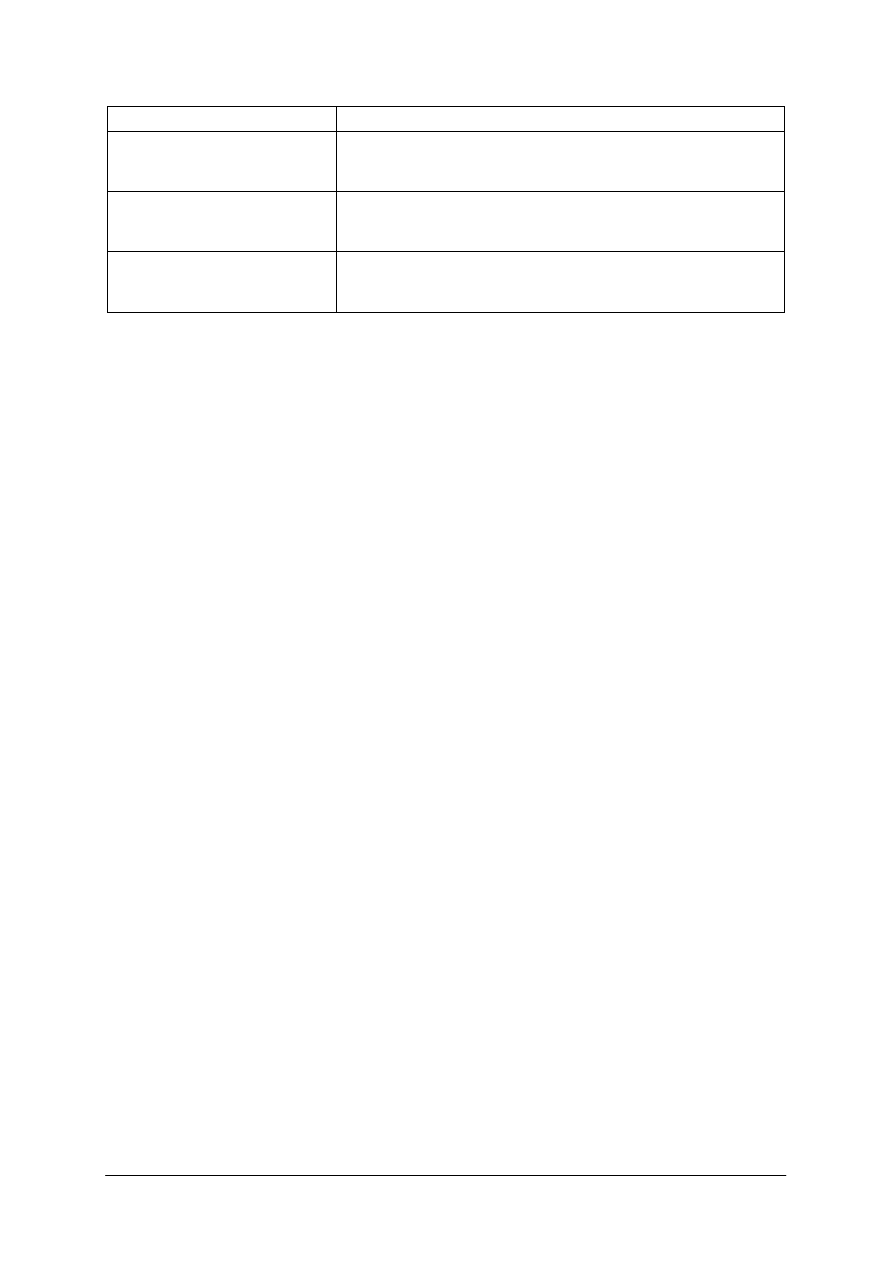
Na rys.11 przedstawiono schematycznie zmiany strukturalne, zachodzące pod wpływem
zwiększającej się siły. Na początku powstają poślizgi w tych ziarnach, w których płaszczyzny
poślizgu są nachylone pod kątem 45° do kierunku działania siły. W kryształach tych potrzeba
najmniejszej siły do uruchomienia poślizgów. Pod wpływem zwiększającej się siły zostaną
uruchomione poślizgi w innych ziarnach. Proces tworzenia się poślizgów hamowany jest
granicami ziaren. W miarę wzrostu siły rozciągającej ziarna wydłużają się, przyjmując
strukturę włóknistą. W chwili gdy siła osiągnie wartość krytyczną nastąpi zerwanie spójności
- rozerwanie próbki.
a.
b.
c.
Rys. 11. Schemat zmiany struktury pod wpływem wzrastającej siły wywołującej zgniot w metalu
polikrystalicznym [10]
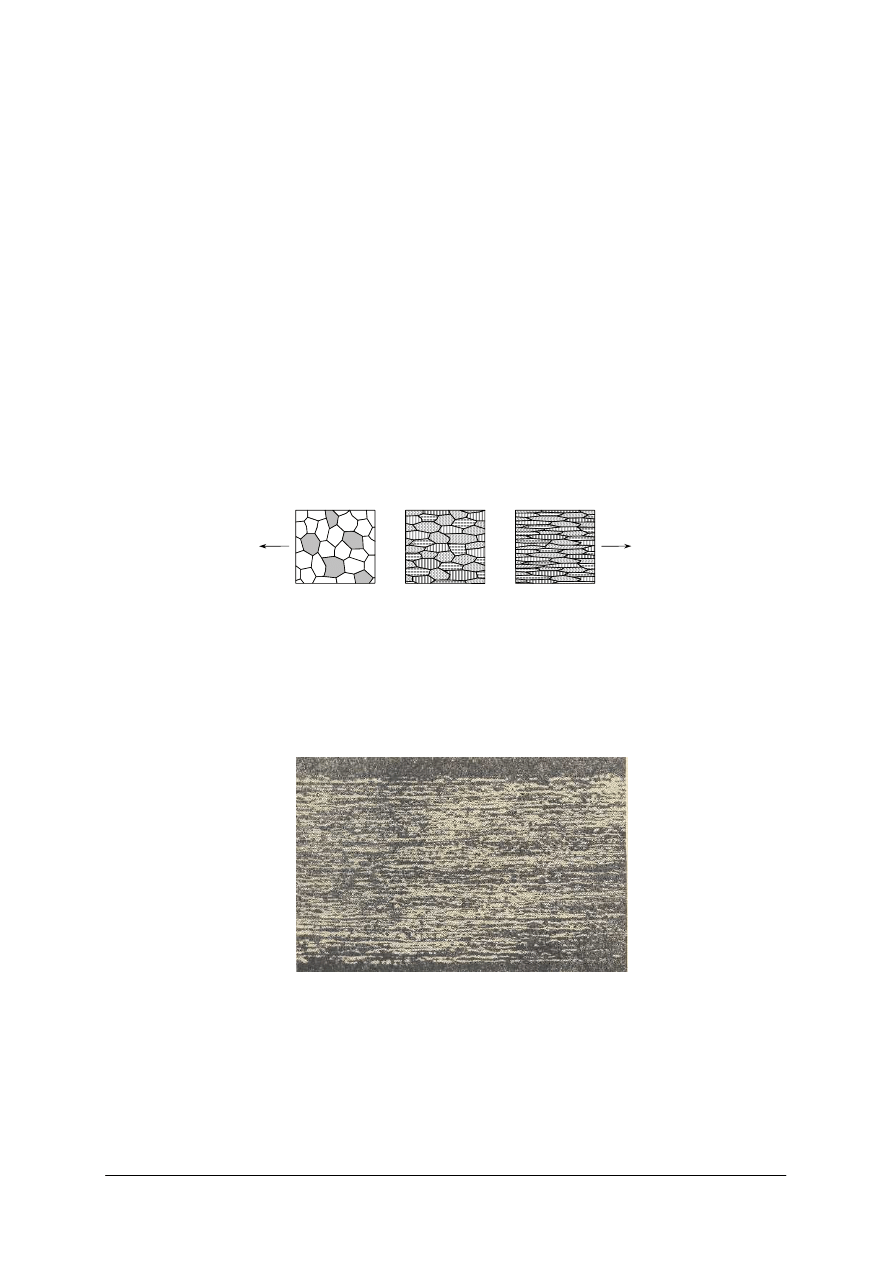
Wraz ze zwiększeniem się odkształcenia plastycznego, ziarna dzielą się na części.
Podział przebiega wzdłuż linii poślizgu. Rozdrobnione ziarna nabierają kształtu
wydłużonego, układając się w pasma równoległe do kierunku działania siły. W ten sposób
powstaje struktura włóknista (rys. 12). Metal o takiej strukturze wykazuje inne własności
wzdłuż włókien, a inne w poprzek włókien.
Rys. 12. Struktura włóknista miękkiej stali przy dużym odkształceniu plastycznym. Stopień zgniotu 94%
[2, s. 36]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Mechanizmy odkształcenia plastycznego metali na gorąco
Pełzanie dyslokacyjne
Jest to mechanizm odkształcenia plastycznego o dużym znaczeniu dla obróbki
plastycznej na gorąco. W procesie tym, w ślad za odkształceniem plastycznym na gorąco
przebiegają dynamiczne procesy aktywowane cieplnie, tj. zdrowienie i rekrystalizacja,
usuwające częściowo lub niemal całkowicie skutki umocnienia zgniotowego. Początkowy
etap odkształcenia plastycznego metali na gorąco charakteryzuje się gwałtownym wzrostem
naprężenia, spowodowanym znacznym zwiększeniem gęstości dyslokacji. W miarę
odkształcenia plastycznego naprężenie płynięcia osiąga wartość maksymalną, po czym maleje
wskutek przebiegu procesów aktywowanych cieplnie. Zwiększenie stopnia odkształcenia przy
stałej szybkości odkształcenia powoduje wzrost umocnienia.
Poza poślizgiem dyslokacyjnym i bliźniakowaniem oraz pełzaniem dyslokacyjnym
pozostałe mechanizmy odkształcenia plastycznego metali nie są zwykle wykorzystywane
podczas obróbki plastycznej. Występują natomiast jako nie kontrolowane i niepożądane
procesy niszczenia metali
Pełzanie dyfuzyjne
Proces ten zachodzi w temperaturze większej niż 0,6 temperatury topnienia w warunkach
niehydrostatycznego stanu naprężeń. Wówczas, wskutek oddziaływania składowej normalnej
naprężeń występują lokalne różnice potencjału chemicznego wakansów, wyrównujące się
podczas pełzania dyfuzyjnego. W procesie tym następuje przepływ wakansów z obszarów
o wysokim potencjale przyległych do granic ziaren prostopadłych do kierunku rozciągania,
w których panują naprężenia rozciągające, do obszarów o niższym potencjale, przylegających
do granic ziaren równoległych do osi rozciągania, w których panują naprężenia ściskające.
Taki przepływ wakansów odpowiada dyfuzyjnemu przepływowi masy w odwrotnym
kierunku i w rezultacie prowadzi do odkształcenia ziaren, co przejawia się ich wydłużeniem
w kierunku rozciągania.
W pobliżu styku trzech ziaren strumień jest znacznie większy niż w innych strefach
granic ziaren, co powoduje przemieszczanie się do tych miejsc znacznej ilości atomów.
Pełzanie dyfuzyjne wykazuje stadium przejściowe, podczas którego jego szybkość
systematycznie spada, aż do osiągnięcia wartości ustalonej, niezależnej od czasu.
Poślizg po granicach ziaren
Mechanizm ten nie jest dokładnie zbadany i ma ograniczone znaczenie dla obróbki
plastycznej. Polega na przesuwaniu się i obrotach ziaren wzdłuż ich granic szerokokątowych.
Mechanizm ten jest dominujący, gdy temperatura odkształcenia plastycznego jest większa niż
0,4 temperatury topnienia. Poślizgowi po granicach ziaren towarzyszą mechanizmy
zapewniające nienaruszenie spójności metalu.
Mechanizmy poślizgu po granicach ziaren i pełzania dyfuzyjnego współdziałają ze sobą
i dlatego nie mogą występować niezależnie. Zwykle warunkiem pełzania dyfuzyjnego jest
poślizg po granicach ziaren akomodowany również poślizgiem dyslokacji.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są podstawowe mechanizmy odkształcenia plastycznego metali?
2.
Jakie czynniki mają wpływ na uruchomienie różnych mechanizmów odkształcenia?
3.
Jakie mechanizmy mają decydującą rolę w odkształceniu plastycznym metali na zimno?
4.
Na czym polega mechanizm poślizgu?
5.
Na czym polega mechanizm bliźniakowania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
6.
Jakie zjawiska zachodzą podczas odkształcania plastycznego metali na gorąco?
7.
Jakie mechanizmy odgrywają decydującą rolę w odkształceniu plastycznym metali
na gorąco?
8.
Na czym polega pełzanie dyslokacyjne?
9.
Które mechanizmy odkształcenia plastycznego znajdują zastosowanie w procesie obróbki
plastycznej?
10.
Jakie znaczenie mają pełzanie dyfuzyjne i poślizg po granicy ziaren?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj mechanizmy odkształcenia plastycznego metali na zimno.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zdefiniować pojęcie odkształcenia plastycznego,
2)
rozpoznać mechanizmy odkształcenia plastycznego na zimno przedstawione na
rysunkach,
3)
zapisać informacje we wskazanych miejscach na rysunkach,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska:
−
materiały do pisania.
Ćwiczenie 2
Określ zmiany struktury wewnętrznej wynikające z odkształcenia przedstawionego na
rysunku.
a.
b.
c.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Struktura
Określenie
a
b
c
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić mechanizmy odkształcenia plastycznego na gorąco zawarte w tabeli,
2)
zapisać informacje w tabeli,
3)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały do pisania.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia odkształcenia plastycznego?
2)
określić podstawowe mechanizmy odkształcenia plastycznego na
zimno?
3)
rozróżnić mechanizmy poślizgu i bliźniakowania?
4)
określić podstawowe mechanizmy odkształcenia plastycznego na
gorąco?
5)
określić czynniki, decydujące o uruchomienie poszczególnych
mechanizmów odkształcenia plastycznego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.3. Zgniot
4.3.1. Materiał nauczania
Każdemu odkształceniu plastycznemu większości metali technicznych towarzyszy
zjawisko umocnienia. Umocnienie jest wynikiem malejącej wraz z odkształceniem zdolności
przemieszczania się dyslokacji na skutek hamowania ich i blokowania przez inne dyslokacje
oraz inne przeszkody takie, jak: obce atomy, granice ziaren itp. Umocnieniu towarzyszą
zmiany w strukturze metalu (rys. 13). Taki proces odkształcenia, w którym metal umacnia się
określa się mianem zgniotu i mierzy stopniem zgniotu.
Zgniot
Zgniotem nazywamy całokształt zmian właściwości fizycznych i mechanicznych
spowodowane przez odkształcenie plastyczne poniżej temperatury rekrystalizacji (na zimno).
Stan zgniotu charakteryzuje się wzrostem właściwości wytrzymałościowych (granic
sprężystości i plastyczności, wytrzymałości na rozciąganie, twardości itp.) oraz spadkiem
właściwości plastycznych (wydłużenia, przewężenia, udarności).
Wielkość zgniotu Z mierzy się najczęściej zmianą przekroju poprzecznego
100
0
0
⋅
−
=
F
F
F
Z
[%]
gdzie:
F
0
– przekrój początkowy próbki przed odkształceniem,
F – przekrój próbki po odkształceniu.
Zgniot można również mierzyć zmianą głównego wymiaru przedmiotu, np. wydłużeniem
podczas rozciągania lub zmianą wysokości przy ściskaniu i walcowaniu:
100
lub
100
0
0
0
0
⋅
−
=
⋅
−
=
h
h
h
Z
l
l
l
Z
[%]
gdzie:
l
0
– długość początkowa próbki rozciąganej,
l – długość końcowa próbki rozciąganej,
h
0
– wysokość (grubość) początkowa próbki ściskanej (walcowanej),
h – wysokość (grubość) końcowa próbki ściskanej (walcowanej).
Z cech fizycznych ze wzrostem zgniotu maleje przewodnictwo elektryczne oraz
przenikalność magnetyczna, zaś siła koercji i histereza magnetyczna rosną.
Rys. 13. W miarę wzrostu stopnia zgniotu Z zwiększa się gęstość dyslokacji [11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
7 5 %
5 0 %
2 5 %
0 %
σ
o d k s z ta łc e n ie
Rys. 14. Krzywe rozciągania dla próbek o różnym
stopniu zgniotu [11]
KCU
HB
120
80
40
60
100
140
18
22
80
40
60
20
20
40
60
80
100 %
0
R
m
, R
e
, A, Z
KCU
HB
Z
R
m
R
e
A
Rys. 15. Zmiana własności czystego żelaza
w zależności od stopnia zgniotu.
A% – wydłużenie, Z% – przewężenie,
HB – twardość, KCU – udarność [11]
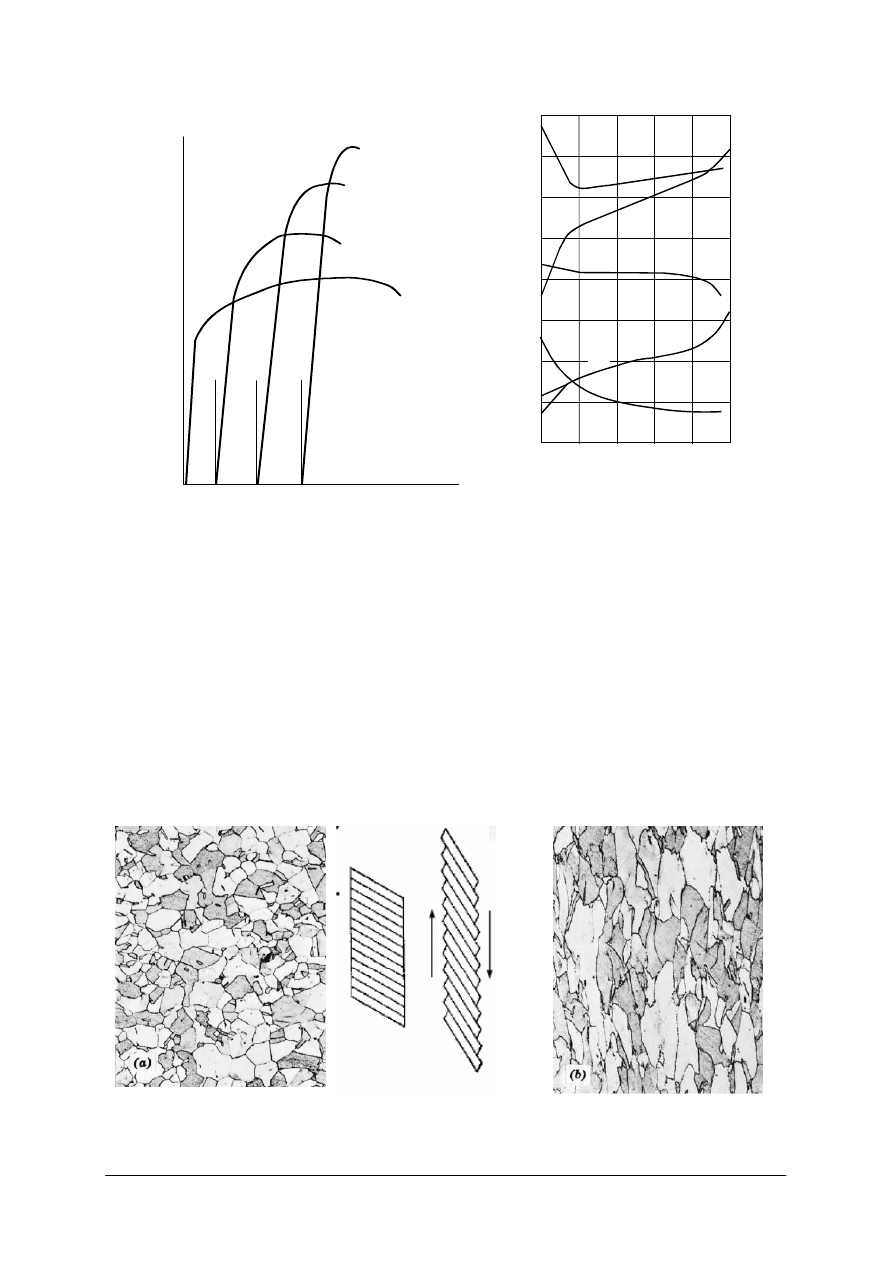
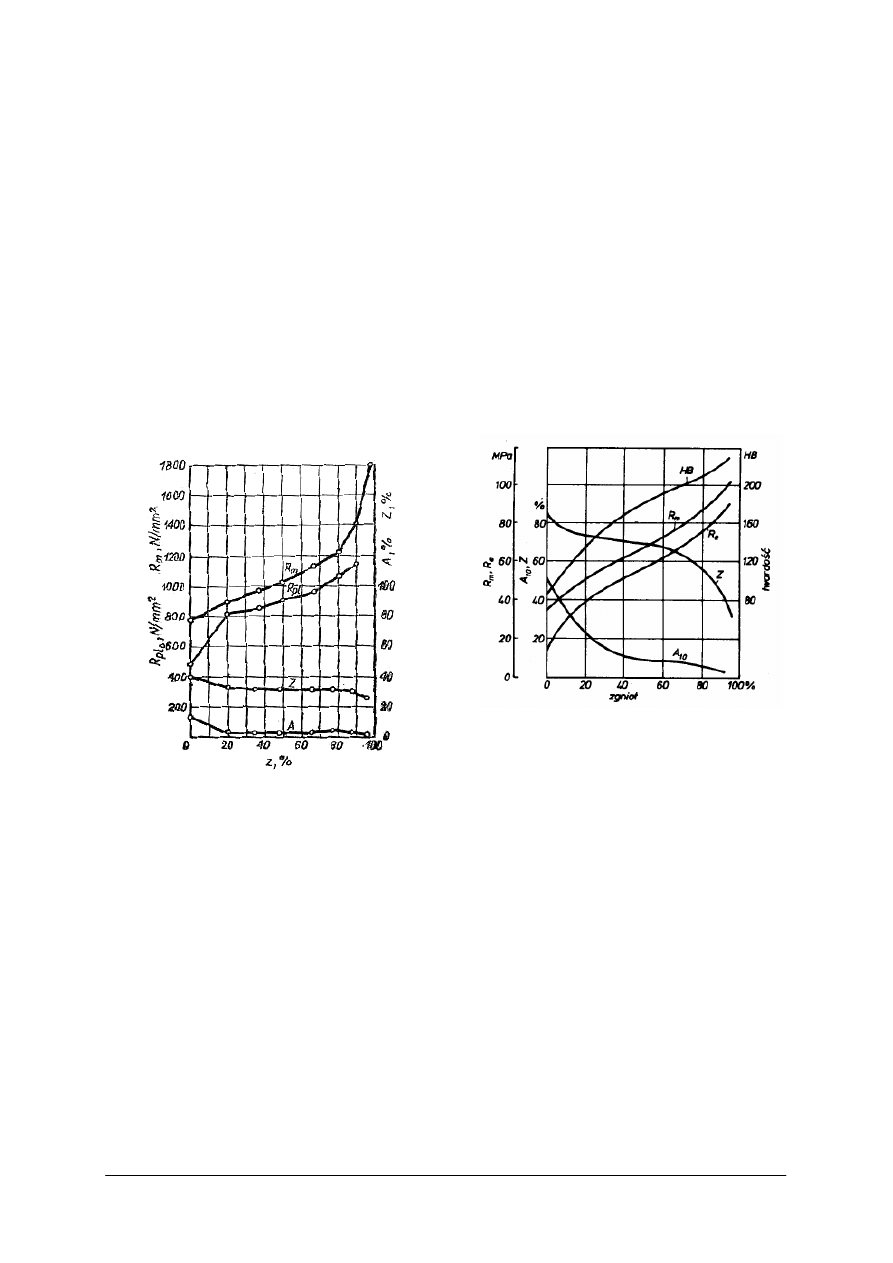
Rysunek 14 przedstawia krzywe rozciągania dla różnych stopni zgniotu, a rys. 15
obrazuje zmianę właściwości mechanicznych w zależności od stopnia zgniotu dla czystego
żelaza.
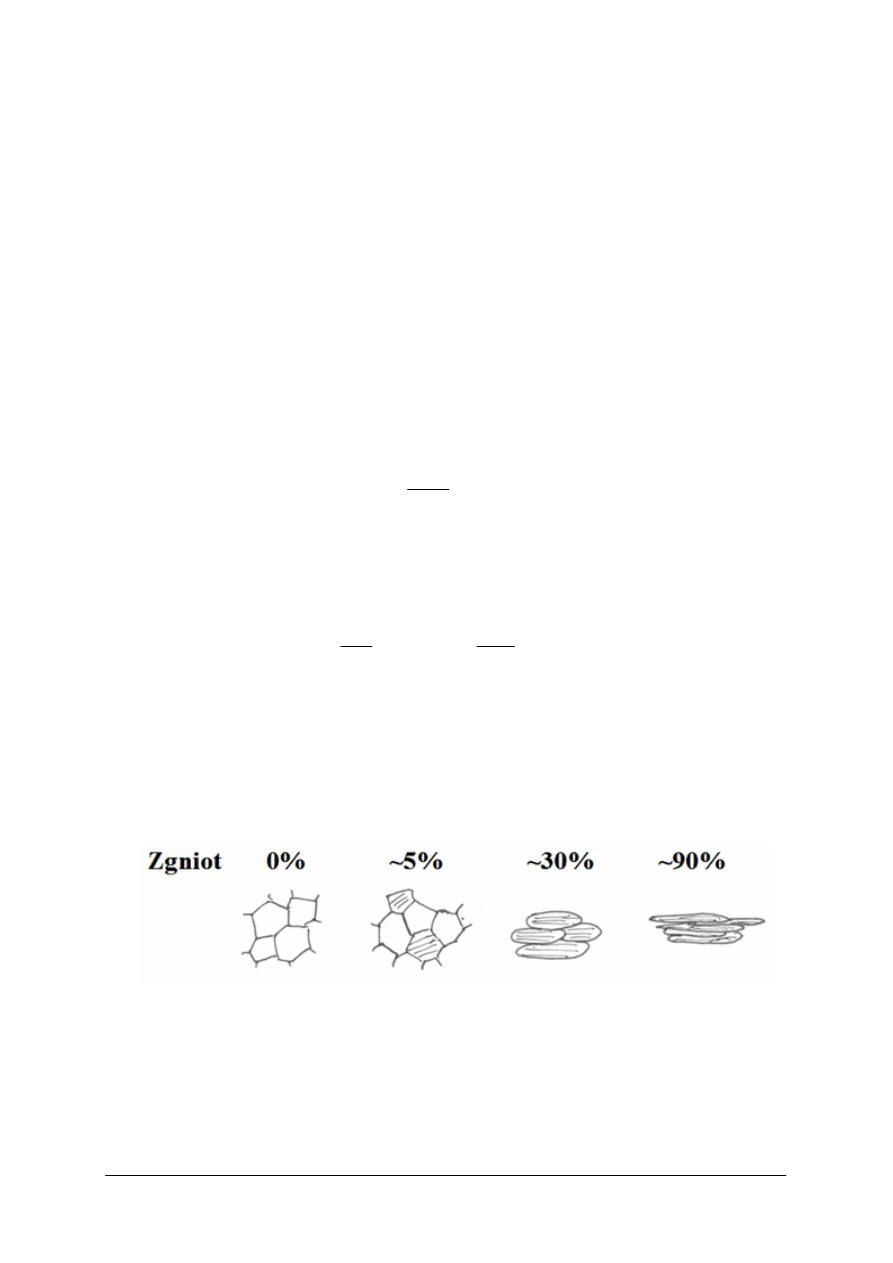
Tekstura zgniotu
Zgniot to stan strukturalny spowodowany odkształceniem plastycznym na zimno.
Znaczne odkształcenie plastyczne powoduje uprzywilejowaną orientację krystalograficzną
ziaren względem kierunku i płaszczyzny obróbki plastycznej, zwanej teksturą zgniotu.
Tekstura zgniotu decyduje o wykazywaniu odmiennych właściwości mechanicznych
i fizycznych metali obrabianych plastycznie na zimno. Metale odkształcone plastycznie
na zimno z dużym stopniem gniotu wykazują strukturę włóknistą o znacznej wartości
stosunku długości do ich średnicy (rys. 16).
a
b
c
Rys. 16. Odkształcenie plastyczne w materiałach polikrystalicznych: a – struktura przed deformacją,
b – linie poślizgu w ziarnach polikryształu, c – struktura po deformacji [11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Odkształcenie plastyczne metalu, które powstaje podczas deformacji na zimno, powoduje
znaczną zmianę jego właściwości fizycznych i mechanicznych. Zmiany te objawiają się
przede wszystkim wzrostem twardości i wytrzymałości przy jednoczesnym spadku
właściwości plastycznych (rys. 17), oraz obniżeniem przewodności elektrycznej i gęstości.
Mamy do czynienia z umocnieniem.
Wzrost twardości i wytrzymałości związany z odkształceniem plastycznym ma duże
znaczenie i w pewnych przypadkach jest wykorzystywany w celu umocnienia materiału.
Często jednak zachodzi konieczność przywrócenia materiałom ich właściwości, jakie miały
przed odkształceniem plastycznym np. w celu obniżenia twardości lub uzyskania
odpowiednich właściwości fizycznych, takich jak np. dobra przewodność elektryczna (jest
to bardzo istotne np. w procesie ciągnienia drutów miedzianych przeznaczonych na przewody
elektryczne). Obniżenie twardości i zwiększenie plastyczności odkształconego metalu oraz
przywrócenie innych właściwości fizycznych można uzyskać przez wyżarzanie, które polega
na wytrzymaniu odkształconego materiału przez pewien okres czasu w podwyższonej
temperaturze, zwykle powyżej jednej trzeciej bezwzględnej temperatury topnienia.
a)
b)
Rys. 17. Zmiana własności mechanicznych: a) stali o zawartości 0,35% C, b) mosiądzu – (35% Zn) w zależności
od stopnia odkształcenia plastycznego A% – wydłużenie, Z% – przewężenie, HB – twardość,
[3, s. 217]
Wskutek odkształcenia plastycznego i związanych z nim poślizgów, zachodzących
w poszczególnych ziarnach, w metalu pojawia się tzw. tekstura, czyli określona orientacja
krystalograficzna ziaren związana z kierunkiem odkształcenia. Stopień steksturowania metalu
wzrasta ze stopniem odkształcenia plastycznego. Zmiany w strukturze metalu, jakie powstają
w wyniku odkształcenia plastycznego można stwierdzić najwyraźniej za pomocą takich
metod, jak np. mikroskopia optyczna, mikroskopia elektronowa i dyfrakcja promieni X.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co oznacza pojęcie zgniotu?
2.
Co to jest stopień gniotu i jakim wzorem się wyraża?
3.
Jakie zmiany wytrzymałości i sprężystości metali wywołuje ich odkształcenie plastyczne
na zimno (zgniot)?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3.3. Ćwiczenia
Ćwiczenie 1
Dla przedstawionego przykładu plastycznego odkształcenia próbki metalowej oblicz
wartość zgniotu.
Rysunek do ćwiczenia 1 [5, s. 114]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dobrać wzór na stopień zgniotu
2)
zastosować podany wzór,
3)
sprawdzić wynik obliczeń,
4)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska:
−
kalkulator,
−
długopis.
Ćwiczenie 2
Określ zmiany właściwości mechanicznych i fizycznych stali o zawartości 0,35% C pod
wpływem odkształcenia plastycznego na zimno.
Rys. do ćwiczenia 2
F
0
= 392 mm
2
F = 197.mm
2

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić zmiany właściwości mechanicznych stali,
2)
określić zmiany właściwości fizycznych stali,
3)
zapisać informacje do zeszytu,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
zeszyt,
−
długopis.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia stopnia zgniotu i tekstury zgniotu?
2)
dobrać wzór do obliczenia stopnia zgniotu?
3)
obliczyć stopień zgniotu?
4)
określić zmiany wytrzymałości i sprężystości metali wywołane przez
ich odkształcenie plastyczne na zimno?
5)
wskazać sposób usunięcia zmian w metalu spowodowanych
odkształceniem plastycznym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.4. Wpływ temperatury na właściwości plastyczne metali
4.4.1. Materiał nauczania
Wpływ temperatury na właściwości metali, obróbka plastyczna na zimno i na gorąco
Z podwyższeniem temperatury zmieniają się właściwości plastyczne nagrzewanego
metalu. Metale, wymagające w normalnych temperaturach bardzo dużych nacisków dla
uzyskania odkształceń plastycznych, po ich nagrzaniu można obrabiać plastycznie przy
wielokrotnie mniejszych naciskach.
Polepszenie
właściwości
plastycznych
nie
zawsze
następuje
równocześnie
z podwyższeniem temperatury. Na przykład stal w zakresie temperatur około 573 do 673 K
(300 do 400°C) i miedź przy 673 do 873 K (400 do 600°C) odkształcają się plastycznie
trudniej niż w temperaturach otoczenia, tj. około 293 K (20
o
C). Po nagrzaniu stali do
temperatury 1123 do 1523 K (850 do 1250°C), a miedzi 1173 do 1323 K (900 do 1050°C) ich
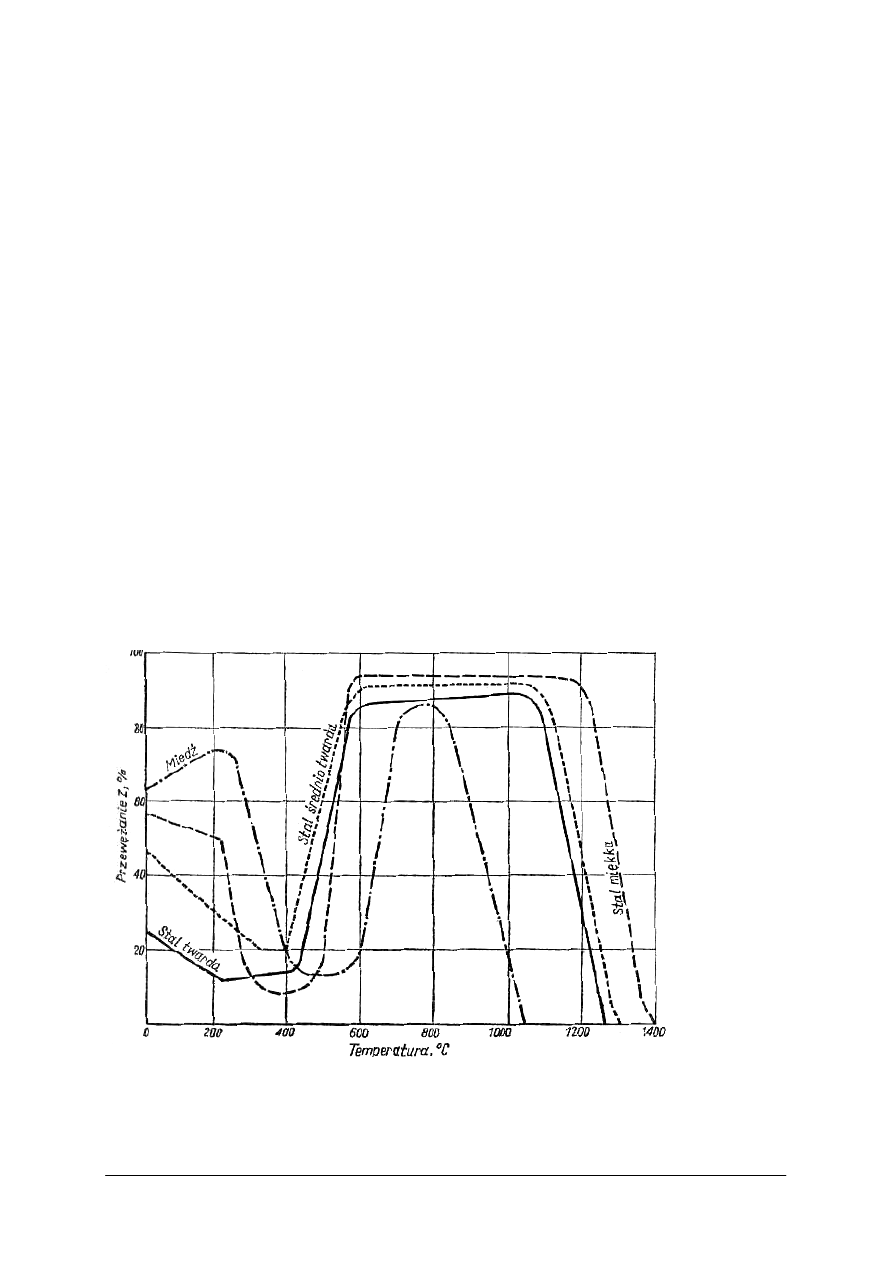
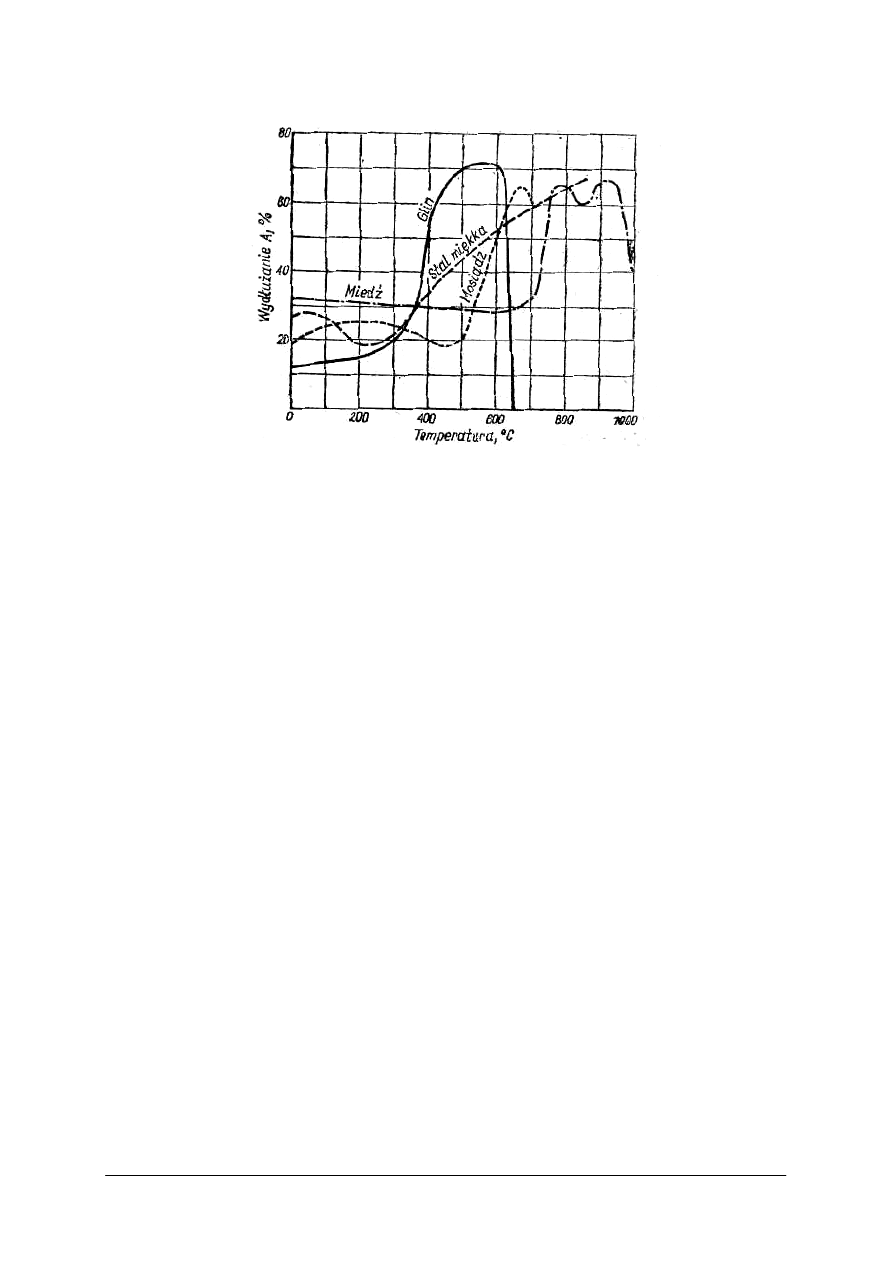
właściwości plastyczne zwiększają się kilkakrotnie. Zmiany te ilustrują wykresy zależności
przewężenia lub wydłużenia od temperatury metalu (rys. 18 oraz 19).
Temperaturą graniczną między obróbką plastyczną na zimno i na gorąco jest tzw.
temperatura krytyczna.
W metalu nagrzanym powyżej tej temperatury, niezwłocznie po odkształceniu następuje
rekrystalizacja zgniecionych ziaren, łącznie do rekrystalizacji wtórnej i zanikają skutki
zgniotu (w tym umocnienie). Taką, zatem obróbkę, po której metal nie wykazuje umocnienia,
nazywa się obróbką plastyczną na gorąco. Obróbka plastyczna, po której metal trwale zmienia
swoją strukturę i wykazuje umocnienie, nazywa się obróbką plastyczną na zimno.
Na przykład obróbka plastyczna wolframu w temperaturze 1073 K (800°C) lub stali nagrzanej
do 773 K (500°C) jest obróbką na zimno, gdyż metale te wykazują wówczas cechy zgniotu.
Rys. 18. Wpływ temperatury na przewężenie różnych metali [2, s. 39]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 19. Wpływ temperatury na wydłużenie różnych metali [2, s. 39]
Odwrotnie, obróbka plastyczna ołowiu w temperaturze otoczenia jest obróbką na gorąco,
gdyż skutki zgniotu szybko zanikają.
Dla stali temperatura krytyczna, właściwa dla danej zawartości węgla, jest wyrażona
krzywą Ar
3
oznaczoną na wykresie żelazo-węgiel (tzn. od 1183 K dla czystego żelaza do 990
K przy zawartości węgla większej niż 0,8%, tj. 910 do 717°C). Praktycznie obróbkę
plastyczną stali na gorąco prowadzi się w temperaturze 1123 do 1523 K (850 do 1250°C).
Oceniając wpływ temperatury na odkształcenie plastyczne dla każdego materiału
niezbędne jest wyraźne wyodrębnienie kilku zakresów temperatury:
−
zakresu odkształcenia na zimno w temperaturze do 0,25 T
t
, w którym procesy
aktywowane cieplnie nie wpływają istotnie na odkształcenie plastyczne,
−
zakresu odkształcenia w przejściowej temperaturze 0,3 T
t
– 0,5 T
t
,
−
zakresu odkształcenia na gorąco w temperaturze powyżej 0,5 T
t
– 0,6 T
t
, gdy
jednocześnie z odkształceniem może zachodzić rekrystalizacja.
Analiza oddziaływania temperatury na odkształcenie plastyczne stopów powinna
uwzględniać przemiany fazowe i strukturalne, które mogą być spowodowane
przyśpieszeniem dyfuzji, przy jednoczesnym oddziaływaniu naprężeń odkształcenia.
Dzięki dużej plastyczności, o wiele mniejszym naciskom i możliwości uzyskania bardzo
dużego całkowitego odkształcenia za pomocą obróbki plastycznej na gorąco produkuje się
znacznie większe ilości wyrobów niż za pomocą obróbki na zimno.
Całkowita wielkość odkształcenia w procesie obróbki na gorąco jest ograniczona
wyłącznie szybkością stygnięcia obrabianego metalu. Proces plastycznego kształtowania na
zimno musi zostać zakończony, zanim metal utraci zdolności plastyczne.
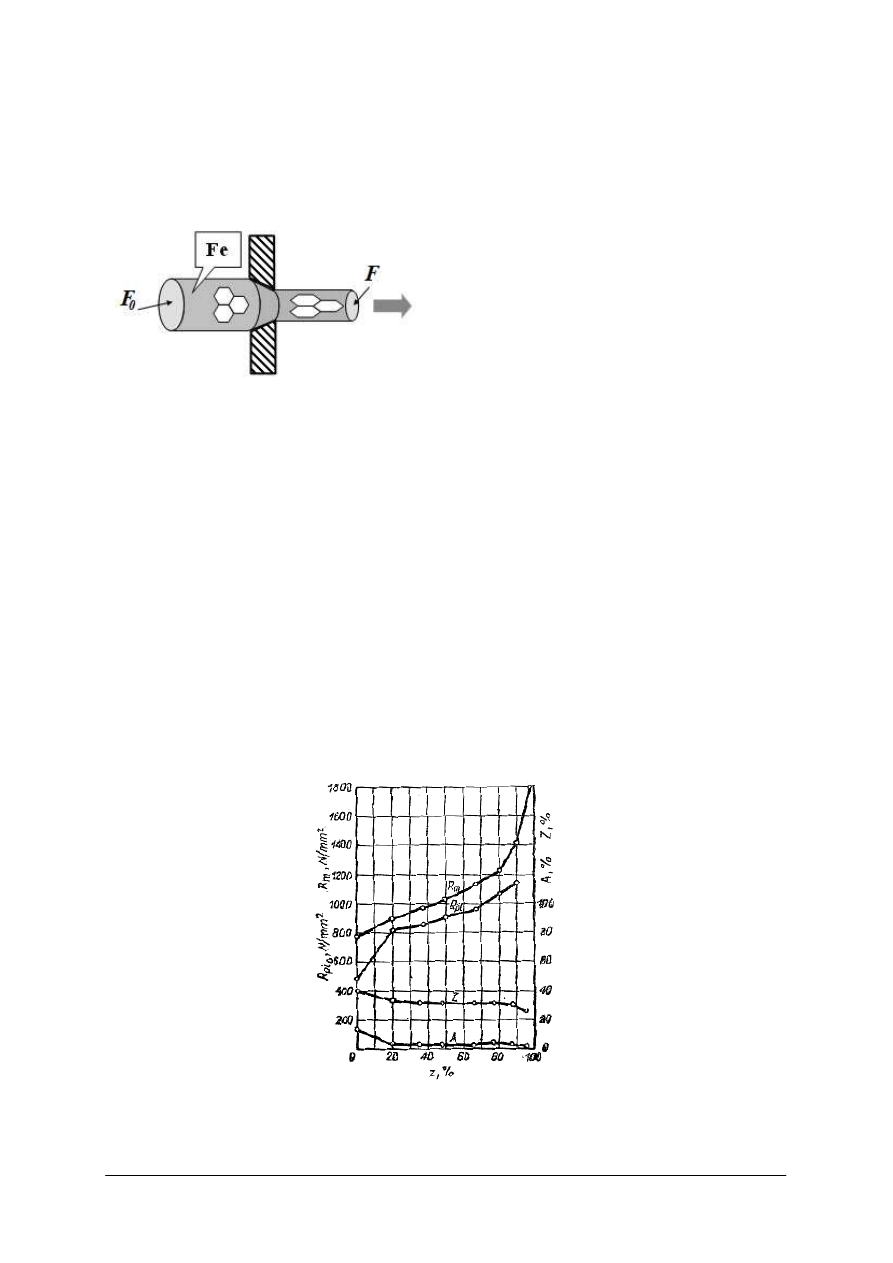
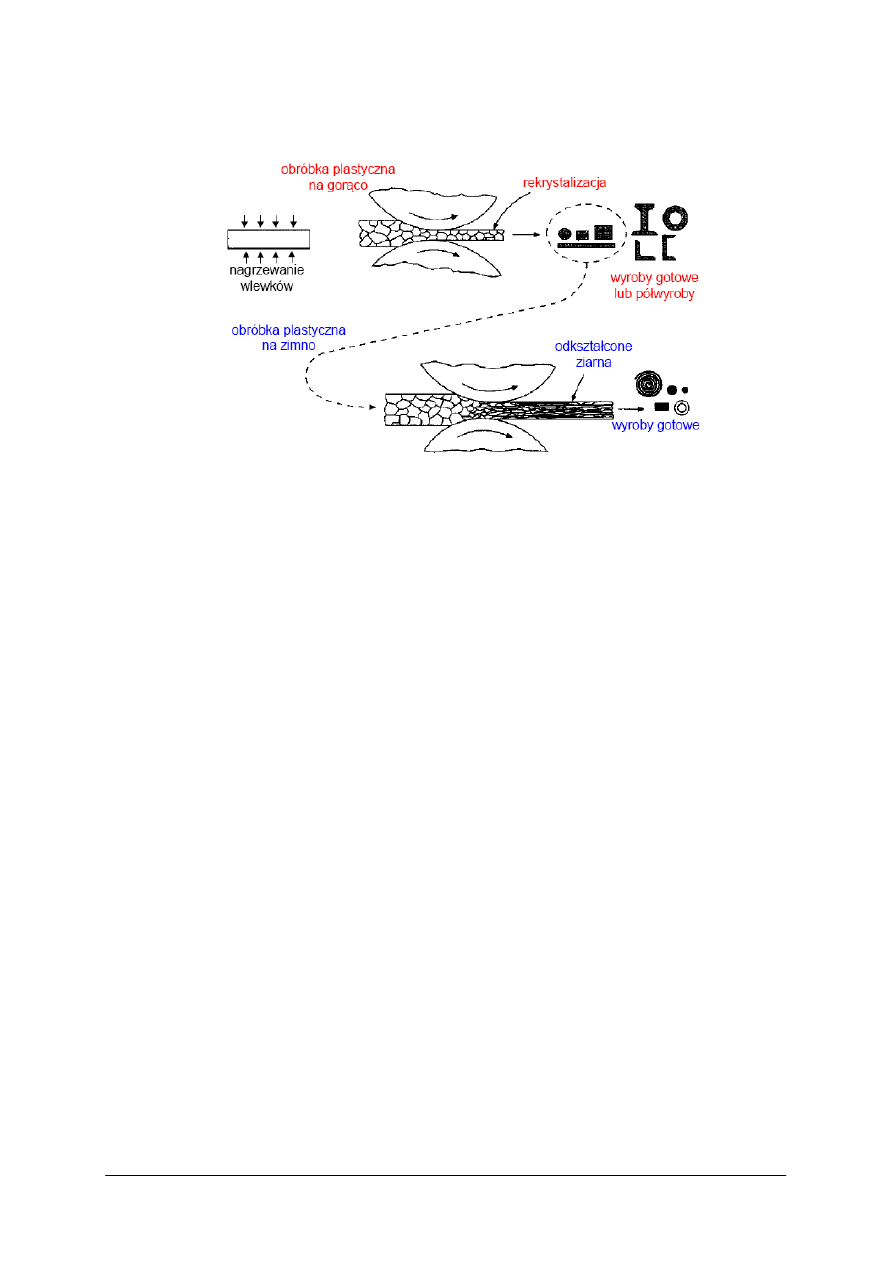
Obróbce plastycznej na zimno poddaje się niemal wyłącznie wyroby uprzednio
obrobione na gorąco (rys. 20). Bardzo duże naciski potrzebne do odkształcania metalu na
zimno ograniczają możliwość jej stosowania. Obróbkę na zimno stosuje się wtedy, gdy
podczas obróbki na gorąco zachodziłoby bardzo szybkie stygnięcie wyrobów o małych
przekrojach lub o dużym stosunku powierzchni do objętości, jak blachy i taśmy o grubościach
mniejszych od około 1,1 do 1,5 mm, drut o średnicach mniejszych niż 5 mm itp., co
uniemożliwia lub bardzo utrudnia obróbkę na gorąco. Przyczynami, dla których może być
stosowana obróbka na zimno, jest zmiana struktury metalu, polepszenie jego własności
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
wytrzymałościowych lub fizycznych oraz dążność do osiągnięcia wysokiej gładkości
powierzchni wyrobów i dużej dokładności wymiarów.
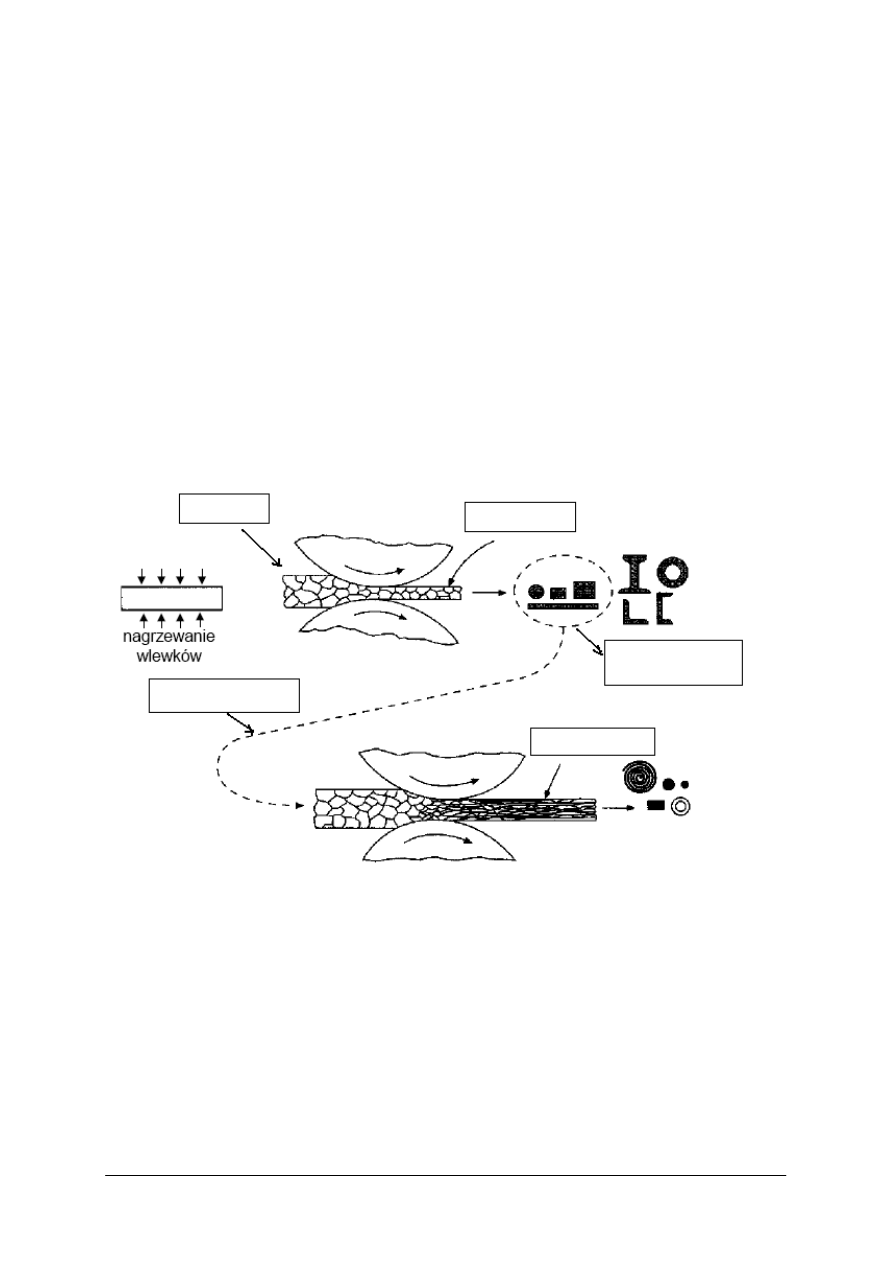
Rys. 20. Schemat przeróbki plastycznej na gorąco i na zimno [11]
Wskutek odkształcenia plastycznego na zimno występuje cały zespół zmian właściwości,
które ograniczają możliwość dalszego plastycznego kształtowania metalu (utrata zdolności do
odkształceń plastycznych, wzrost granicy plastyczności). Również w wyrobach gotowych
niektóre właściwości metalu zgniecionego są niepożądane, np. silna izotropowość
(kierunkowość) struktury, występowanie naprężeń wewnętrznych i inne. Usunięcie skutków
zgniotu jest możliwe przez zastosowanie odpowiedniej obróbki cieplnej, mającej na celu
rekrystalizację, regenerację lub odprężenie metalu.
Dlatego, aby utwardzony przez odkształcenie plastyczne metal zmiękczyć i przywrócić
mu inne właściwości, jakie przedtem wykazywał, konieczne jest jego podgrzanie do
odpowiedniej temperatury
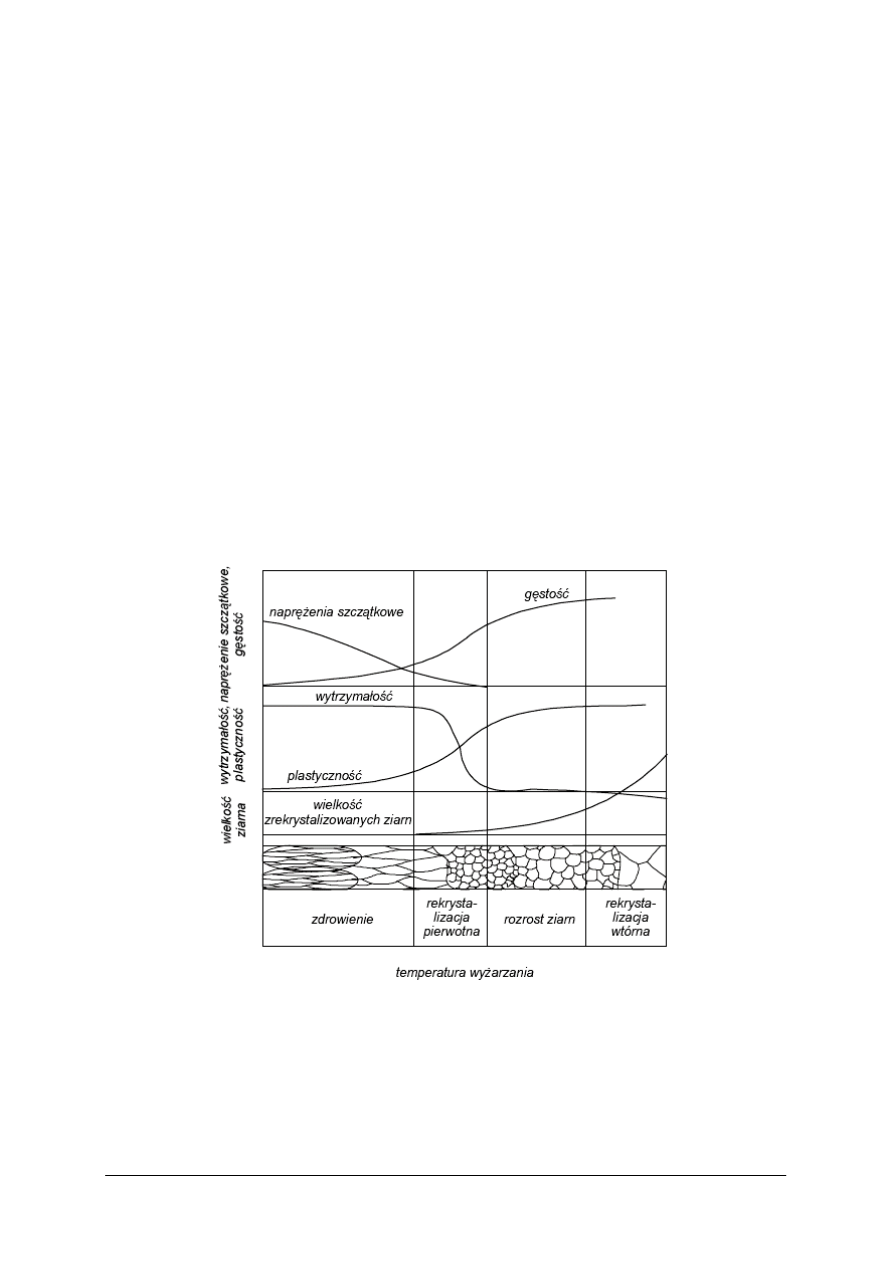
W czasie usuwania skutków odkształcenia plastycznego przez wyżarzanie można
wyróżnić trzy procesy, które kolejno zachodzą w odkształconym plastycznie metalu:
−
zdrowienie,
−
rekrystalizacja,
−
rozrost ziarna (regeneracja).
Zdrowienie
W czasie wygrzewania odkształconego plastycznie metalu można zaobserwować,
że w pewnej temperaturze następuje usunięcie zniekształceń sieci krystalicznej. Zanikowi
zniekształceń sieci krystalicznej towarzyszy częściowe usunięcie skutków odkształcenia
plastycznego. Następuje pewne podwyższenie przewodności elektrycznej oraz częściowy
spadek umocnienia.
Rekrystalizacja
Rekrystalizacja polega na spowodowaniu wytworzenia się w metalu nowej struktury
kryształów równoosiowych z jednoczesnym przywróceniem mu właściwości mechanicznych
i fizycznych, rekrystalizację stali uzyskuje się przez wyżarzenie w temperaturze 873 do 973 K
(550 do 700°C). Jest to tzw. rekrystalizacja pierwotna. Rekrystalizacja przy temperaturach
wyższych, a zwłaszcza powyżej tzw. temperatury krytycznej, powoduje nadmierny rozrost
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
ziaren przez pochłanianie jednych ziaren przez drugie i zwie się rekrystalizacją wtórną. Tego
zakresu temperatur nie stosuje się więc do usunięcia skutków zgniotu.
Temperatura rekrystalizacji
Najniższa temperatura, w jakiej zachodzi proces rekrystalizacji, nazywana jest
temperaturą rekrystalizacji. Temperatura ta jest charakterystyczna dla danego metalu lub
stopu i zależy głównie od dwóch czynników:
−
od uprzedniego stopnia odkształcenia plastycznego, tj. im wyższy był jego stopień, tym
niższa będzie temperatura rekrystalizacji,
−
od czystości metalu.
Porównując temperaturę rekrystalizacji z temperaturą topnienia dla różnych metali można
stwierdzić, że zachodzi pomiędzy nimi prosta proporcjonalność. Dla metali technicznie
czystych w przypadku dużych odkształceń plastycznych występuje zależność:
T
r
= 0,3 ÷ 0,4 T
top
gdzie:
T
r
– temperatura rekrystalizacji [K],
T
top
– bezwzględna temperatura topnienia [K].
Temperatura rekrystalizacji dla stopów jest wyższa niż dla metali technicznie czystych
i w niektórych przypadkach dochodzi do 0,8 T
top
.. Natomiast dla metali o wysokiej czystości
temperatura rekrystalizacji jest bardzo niska i wynosi 0,1 ÷ 0,2 T
top
. Wartości te są słuszne
w przypadku dużych stopni odkształcenia plastycznego, natomiast dla małych odkształceń
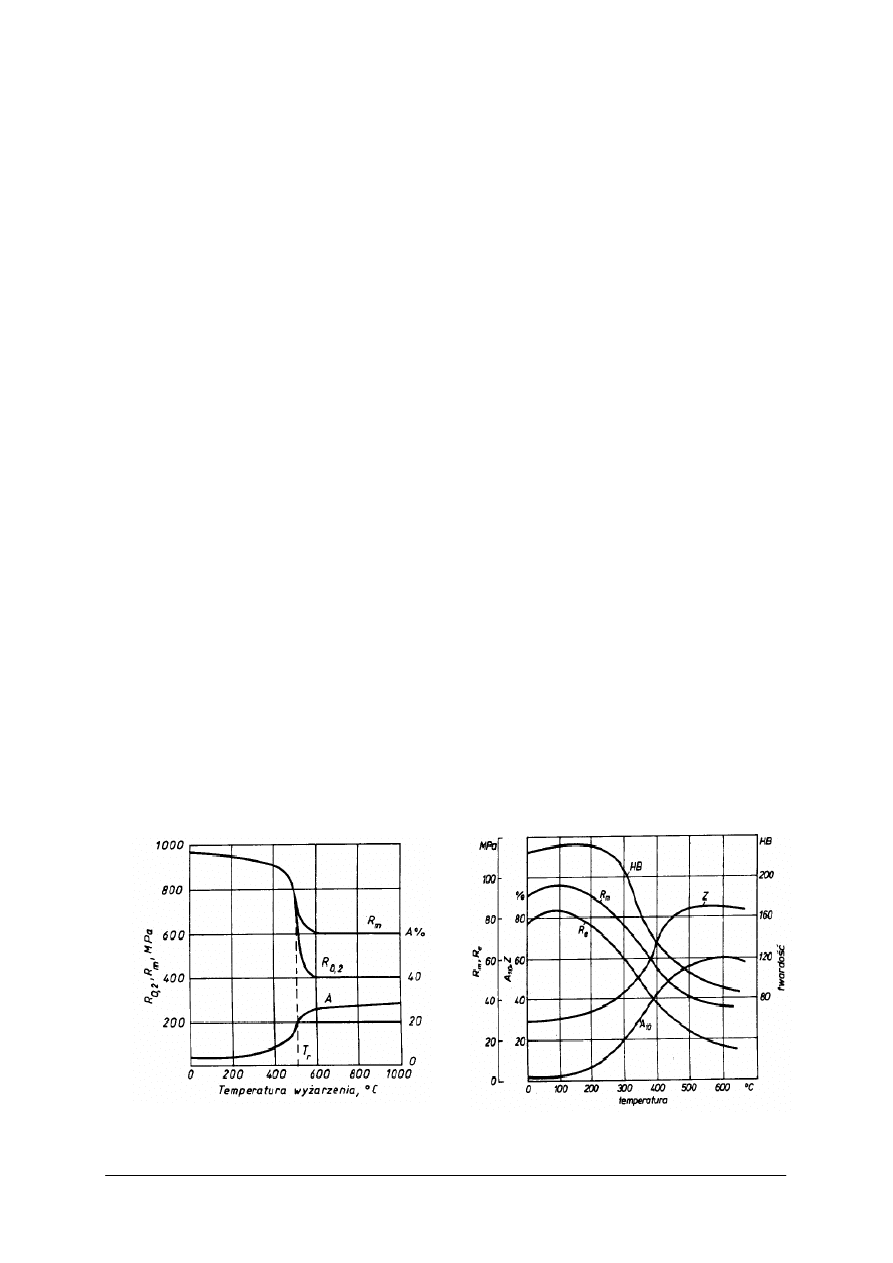
plastycznych mogą być znacznie wyższe. Procesowi rekrystalizacji towarzyszą znaczne
zmiany własności mechanicznych odkształconego metalu. W wyniku wyżarzania
rekrystalizującego twardość i wytrzymałość maleją, osiągając wartości właściwe
dla materiału przed odkształceniem plastycznym. Jednocześnie rekrystalizacja przywraca
w pełni właściwości plastyczne metalu. Na rysunku 21 przedstawiona jest zmiana
wytrzymałości
na
rozciąganie
(R
m
,
granicy
plastyczności
(R
02
)
i
wydłużenia
A odkształconego plastycznie żelaza, w zależności od temperatury wyżarzania. W pewnym
wąskim zakresie temperatur widoczny jest charakterystyczny spadek wytrzymałości i wzrost
plastyczności. Temperaturę T
r
odpowiadającą punktom przegięcia krzywych, przyjmuje się
umownie jako temperaturę rekrystalizacji.
a
b
Rys. 21. Zmiana własności mechanicznych odkształconego plastycznie: a) żelaza, T
r
umowna temperatura
rekrystalizacji, b) mosiądzu (35% Zn) w zależności od temperatury wyżarzania [2, s. 217]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Podobnie jak R
m
, zmienia się również twardość odkształconego plastycznie metalu
wyżarzonego w różnych temperaturach.
Regeneracja (nazywana rozrostem ziaren) polega na przywróceniu właściwości
plastycznych i wytrzymałościowych bez spowodowania zmiany mikrostruktury i rozrostu
ziaren (w tym celu stal wyżarza się w temperaturach 673 do 773 K, tj. 400 do 500°C).
Odprężenie, czyli usunięcie naprężeń wewnętrznych, osiąga się przez wyżarzenie
w odpowiedniej temperaturze (np. stal około 673K,tj. 400°C).
Techniczne znaczenie rekrystalizacji
Wyżarzanie rekrystalizujące jest szeroko stosowane przy wytwarzaniu takich
półwyrobów, jak: blachy, rury, pręty, druty, kształtowniki itp., które są poddawane obróbce
plastycznej na zimno. Ponieważ odkształcenie plastyczne umacnia metal, nie można w jednej
operacji nadać wyrobom ostatecznego kształtu lub wymiarów. Metal umocniony na skutek
odkształcenia plastycznego tak dalece traci właściwości plastyczne, że nie odkształca się
dalej, lecz pęka. Dlatego konieczne jest międzyoperacyjne wyżarzanie rekrystalizujące, które
zmiękcza i uplastycznia metal. Jeżeli odkształcenie plastyczne metalu przeprowadza
się w temperaturze wyższej od temperatury rekrystalizacji, to proces taki nosi nazwę obróbki
plastycznej na gorąco. W czasie takiej obróbki zachodzą jednocześnie dwa procesy:
odkształcenie plastyczne i rekrystalizacja. W rezultacie nie następuje umocnienie metalu,
który miał strukturę zrekrystalizowaną. Obróbka cieplna stosowana przed dalszą obróbką
plastyczną metalu w celu usunięcia skutków zgniotu nazywa się obróbką międzyoperacyjną.
Rys. 22. Wpływ nagrzewania na strukturę i własności zgniecionego materiału [3, s. 228]
Wpływ stopnia zgniotu, temperatury i prędkości odkształcenia na granicę
plastyczności metalu
Granica plastyczności zależy od stopnia zgniotu, jakiemu był poddany metal, od
temperatury określającej jego stan nagrzania oraz od prędkości, z jaką jest on odkształcamy.
Jeżeli w procesie obróbki plastycznej metal zostanie odkształcony do określonego stopnia
zgniotu, to w czasie tego procesu jego granica plastyczności wzrośnie od wartości
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
początkowej R
plo
do wartości R
pll
. Zjawisko to występuje w procesach prowadzonych na
zimno i na gorąco. W procesach na gorąco podczas odkształcania plastycznego i bezpośrednio
po jego zakończeniu występuje rekrystalizacja, która powoduje, że niemal natychmiast po
zakończeniu zgniatania metal odzyskuje takie właściwości, jakie miał przed odkształceniem.
W wyniku procesu prowadzonego na zimno pozostają trwale skutki zgniotu, a więc
i nowa wartość końcowej w tym procesie granicy plastyczności równej R
pl1
. Jeżeli ten sam
metal poddać następnej operacji obróbki plastycznej, to wtedy R
pll
będzie początkową granicą
plastyczności podczas tego zabiegu.
Ze wzrostem temperatury nagrzania zmienia się wartość granicy plastyczności metalu.
Można w ten sposób uzyskać bardzo duże obniżenie wartości naprężeń plastycznych
i spowodować zmniejszenie wartości sił potrzebnych do wykonania określonej operacji.
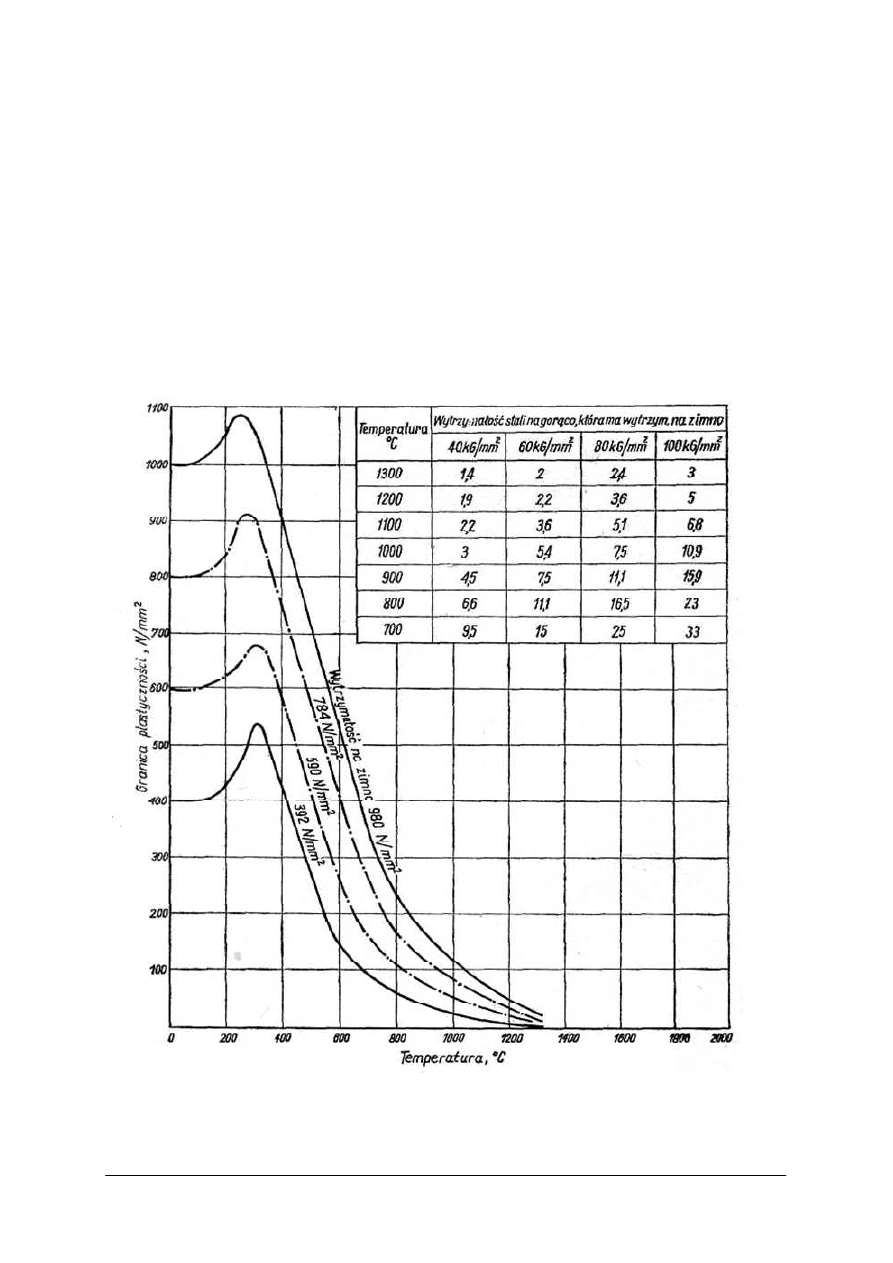
Zmiana granicy plastyczności w zależności od temperatury nagrzania metalu na ogół nie
przebiega jednostajnie. Przykładem tego może być wykres granicy plastyczności miękkich
stali węglowych (rys. 23).
Rys. 23. Zależność granicy plastyczności miękkich stali węglowych od temperatury nagrzania [2, s. 42]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
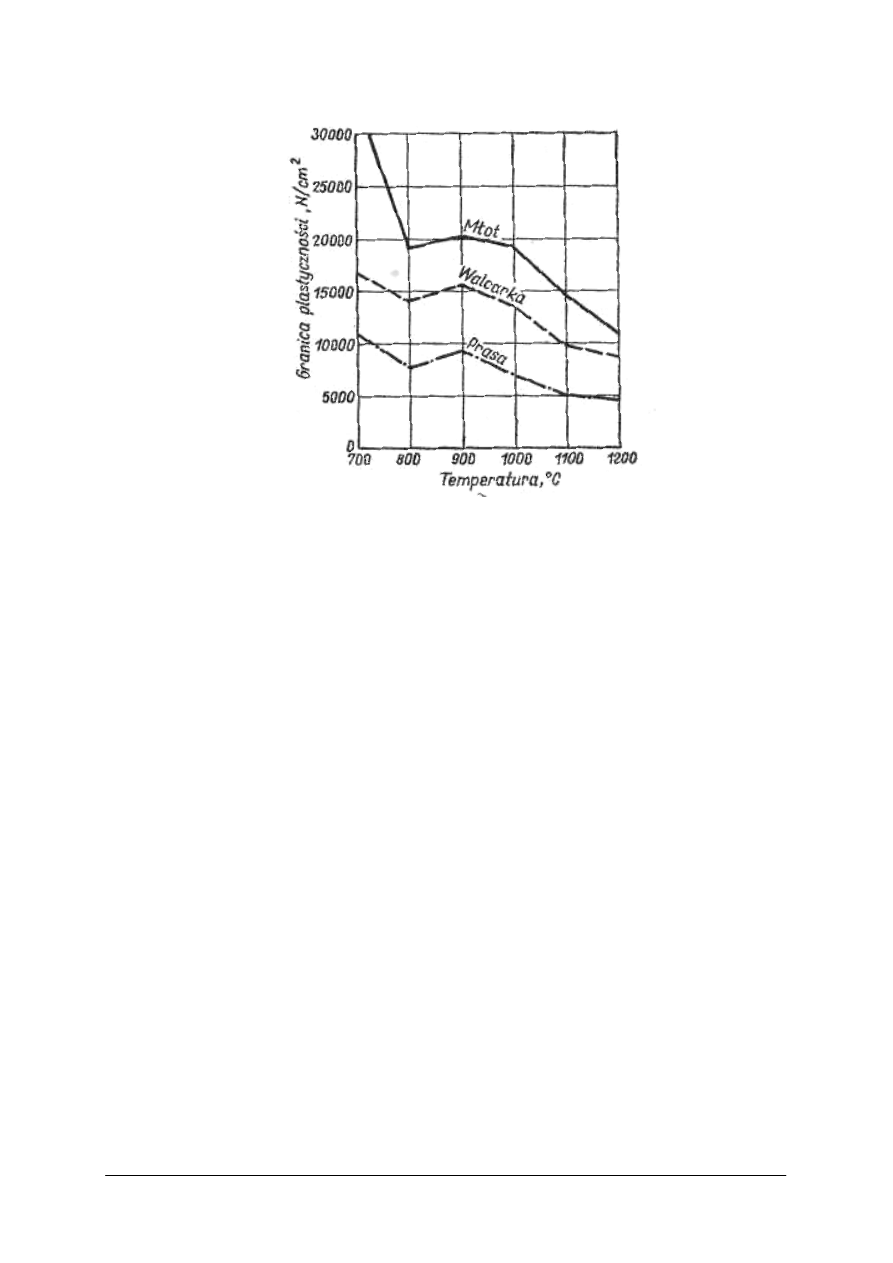
Rys. 24. Zależność średniego nacisku jednostkowego od temperatury i szybkości odkształcenia w procesach
obróbki plastycznej kuciem pod młotem, walcowaniem i kuciem pod prasą [2, s. 42]
Powiększenie prędkości odkształcenia powoduje wzrost granicy plastyczności. Przeto
przy stałej temperaturze nagrzania metalu, do uzyskania tej samej wielkości odkształcenia
konieczne jest powiększanie obciążeń, jeśli czas trwania operacji ma być skrócony.
Na rys. 24 przedstawiono zależność nacisku, wywieranego na 1 cm
2
powierzchni metalu
niezbędnego do uzyskania jednakowego stopnia odkształcenia w procesach przebiegających
z różnymi prędkościami. Jak widać, powolne prasowanie wymaga najmniejszych sił nacisku.
Walcowanie przebiega szybciej i wraz z prędkością wzrasta opór metalu przeciw
odkształceniu. Na młocie działającym udarowo opór metalu wzrasta parokrotnie w stosunku
do przypadku prasowania.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie procesy wpływają na umocnienie materiału?
2.
Jakie procesy mają wpływ na osłabienie materiału?
3.
Jaki wpływ ma temperatura na procesy obróbki plastycznej metali?
4.
Jakie czynniki mają wpływ na zmiany naprężenia uplastyczniającego?
5.
Jak obliczamy temperaturę krytyczną?
6.
Na czym polega rekrystalizacja?
7.
Jakie jest technicznie znaczenie rekrystalizacji?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.4.3. Ćwiczenia
Ćwiczenie 1
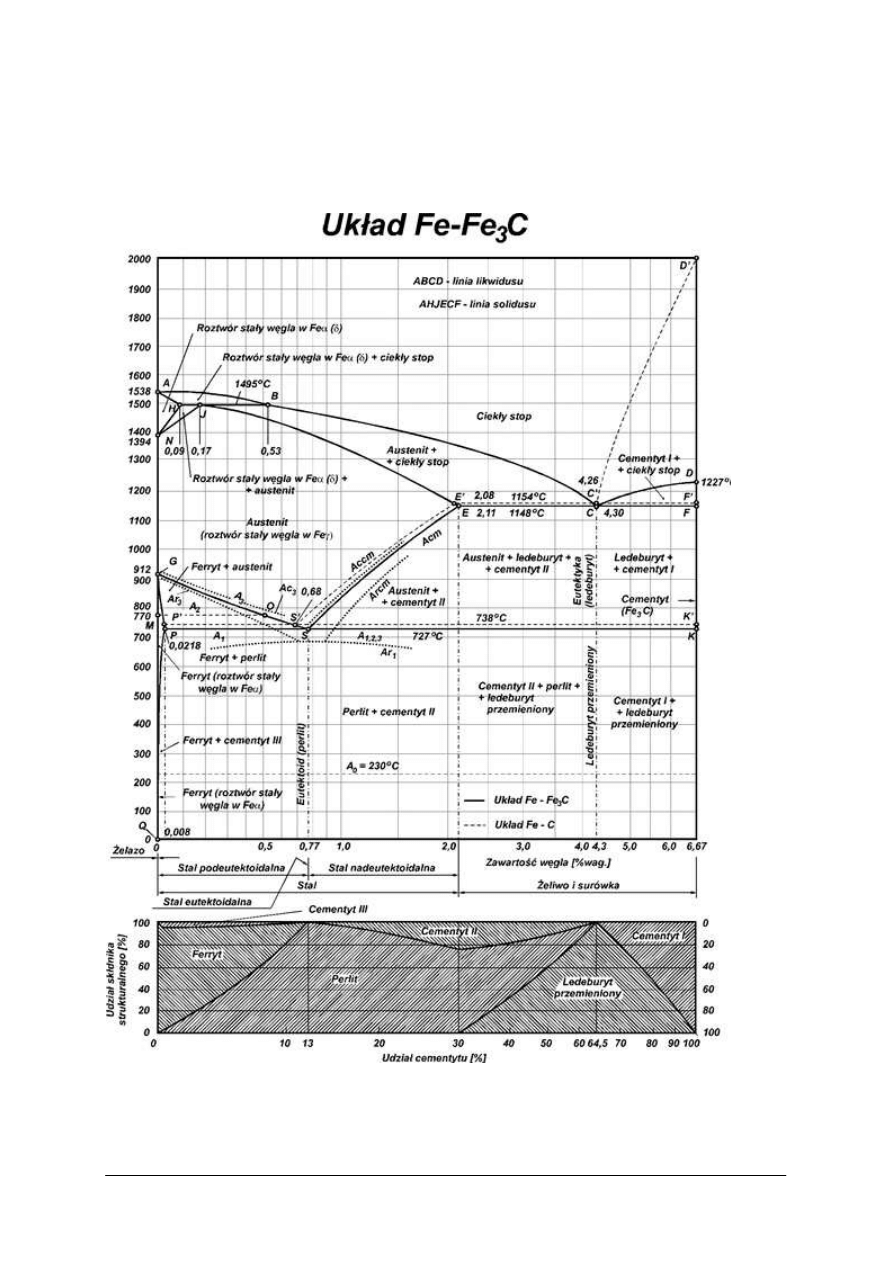
Zaznacz, na wykresie, krzywą Ar
3
, oznaczoną na wykresie żelazo-węgiel. Odczytaj
przedział temperatur krytycznych dla stali o zawartości węgla do 0,77%.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować układ żelazo-węgiel,
2)
zaznaczyć mazakiem krzywą A
r3
,
3)
odczytać zakres temperatury krytycznej dla stali odpowiadającej przebiegowi krzywej
A
r3
,
4)
zapisać odczytane temperatury i wyrazić je w kelwinach,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
kartka formatu A4,
−
mazak,
−
długopis.
Ćwiczenie 2
Określ elementy procesów obróbki plastycznej na zimno i gorąco. Wpisz właściwe
określenia w pustych miejscach na schemacie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować schemat obróbki plastycznej,
2)
rozpoznać elementy procesów obróbki plastycznej na zimno i gorąco,
3)
wpisać określenia na schemacie,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
kartka formatu A4,
−
długopis.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
posłużyć się wykresem żelazo-węgiel?
2)
określić temperaturę krytyczną?
3)
objaśnić znaczenie temperatury w procesie umocnienia materiału?
4)
objaśnić znaczenie temperatury w procesie osłabienia materiału?
5)
rozróżnić procesy obróbki cieplnej na zimno i na gorąco?
6)
rozróżnić
czynniki
wpływające
na
zmiany
naprężenia
uplastyczniającego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5. Podstawowe sposoby obróbki plastycznej
4.5.1. Materiał nauczania
Obróbka plastyczna wykorzystuje zdolność metali do trwałego odkształcenia
plastycznego, wywołanego siłami zewnętrznymi. Zdolność taką mają metale dzięki strukturze
krystalicznej, którą uzyskują w czasie krzepnięcia. Rodzaj uzyskanej sieci krystalicznej
i stopień jej uporządkowania zależy od składu krzepnącego metalu, jego typu i ilości
zanieczyszczeń. Definicję i podstawowe określenia dotyczące obróbki plastycznej zawiera
norma PN
−
89/M
−
660001.
Obróbka plastyczna to rodzaj obróbki kształtowania plastycznego przedmiotów, w czasie
której można:
−
nadać przedmiotowi określony kształt,
−
dokonać podziału materiałów,
−
wywołać zmianę właściwości fizykochemicznych lub struktury,
−
zmienić gładkość lub kształt powierzchni,
−
wywołać wewnątrz materiału określony rodzaj i wielkość naprężeń.
Obróbkę w czasie, której występują zmiany struktury i związane z tym zmiany
fizykochemicznych właściwości odkształcanego metalu określa się jako przeróbkę plastyczną.
Obróbkę plastyczną można prowadzić w różnej temperaturze:
−
na gorąco – zachodzi wówczas proces rekrystalizacji struktury odkształcanego metalu,
−
na półgorąco – następuje wtedy rekrystalizacja i zgniot oraz umocnienie i zdrowienie,
−
na zimno – zachodzi wówczas rekrystalizacja lub zdrowienie,
−
ze stanu płynnego metalu – płynny metal doprowadzany jest do zamkniętej matrycy
i poddawany naciskowi stempla.
Rys. 25. Ogólna klasyfikacja metod obróbki plastycznej [4, s. 34]
Dzięki obróbce plastycznej można uzyskać wyrób o określonym kształcie, ale także
o określonych właściwościach fizycznych metodami przedstawionymi na rysunku 25.
W każdym z tych procesów odkształcenie plastyczne uzyskuje się, gdy w metalu
wywołany zostanie odpowiedni stan naprężeń, uzyskany przez oddziaływanie siłami
zewnętrznymi.
METODY OBRÓBKI PLASTYCZNEJ
Walcowanie
Kucie
Tłoczenie
Ciągnienie
Wyciskanie
Wyoblanie
Obciąganie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wywołane w metalu odkształcenia plastyczne na zimno (temperatura ciała jest niższa
od temperatury rekrystalizacji) zmieniają jego kształt i strukturę metalograficzną. Zmiany
te są tym większe, im bardziej intensywne jest odkształcanie. Mamy wówczas do czynienia
z umocnieniem – następuje wzrost wytrzymałości i granicy plastyczności. Zmieniają się
wymiary przedmiotu i jego właściwości fizyczne, materiał staje się mniej plastyczny.
Deformacja w czasie obróbki może mieć uprzywilejowany kierunek. Występuje wtedy
tekstura zgniotu.
Aby poprawić właściwości metalu, należy poddać go obróbce cieplnej w temperaturze
wyższej niż temperatura rekrystalizacji w wyniku której pojawią się nowe ziarna,
z przywróconymi
właściwościami
fizycznymi
metalu
i
odzyskaną
zdolnością
do odkształcenia plastycznego.
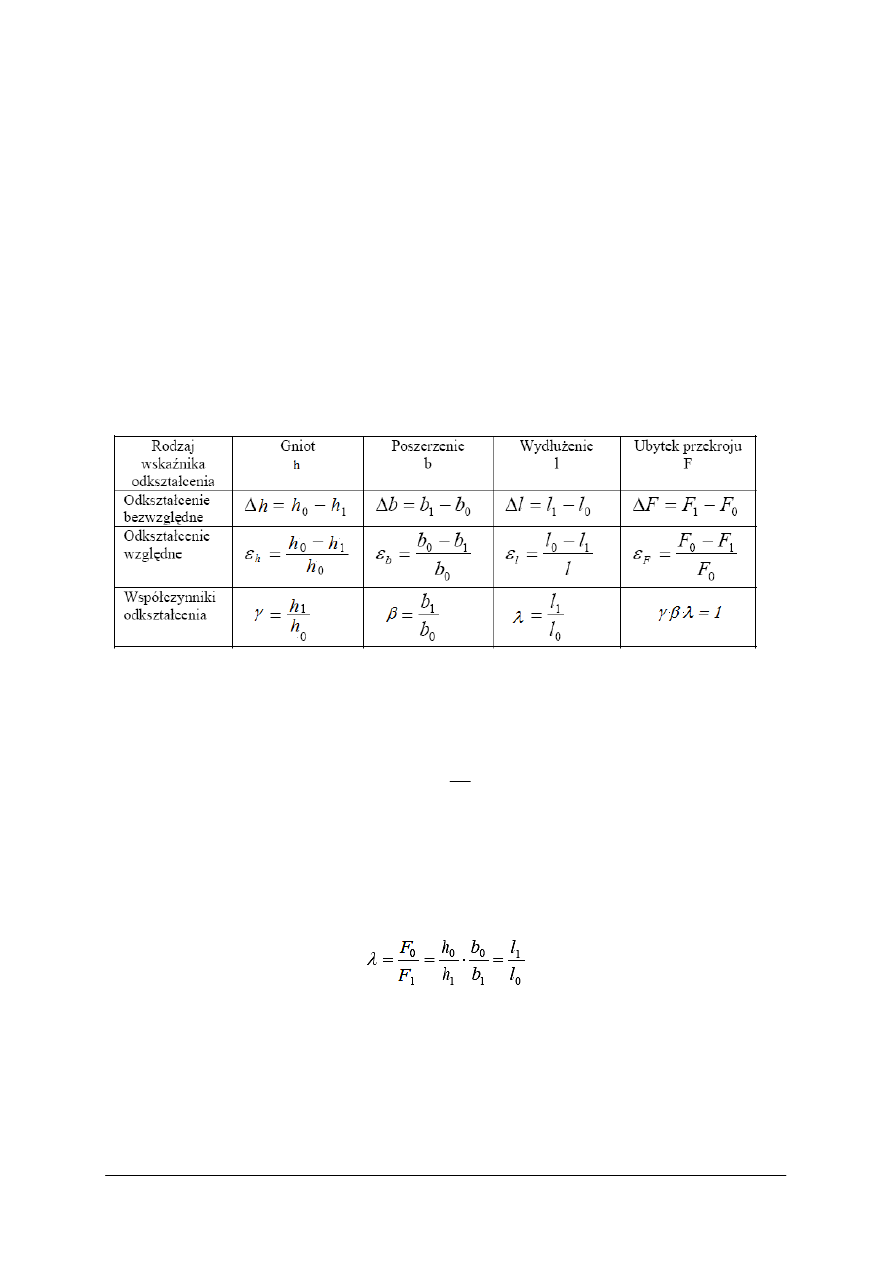
Wskaźniki odkształcenia w metodach obróbki plastycznej
W różnych metodach obróbki plastycznej określa się wskaźniki odkształcenia
plastycznego (tab. 1).
Tabela 1. Wskaźniki odkształcenia plastycznego
Aby zapewnić odpowiednią wysoką jakość materiałów do obróbki plastycznej stosuje się
przerób wlewek np. w procesach walcowania, kucia itp. Współczynnik przerobu plastycznego
λ
(w zależności od procesu technologicznego nazywany również współczynnikiem
przewalcowania, przekucia itp.) obliczamy ze wzoru:
1
0
F
F
λ
=
gdzie:
F
0
– pole przekroju poprzecznego przed obróbką,
F
1
– pole przekroju poprzecznego po obróbce.
W procesie walcowania można wyrazić w dowolnym przepuście współczynnik przerobu
plastycznego współczynnikiem wydłużenia korzystając z zasady stałej objętości:
gdzie:
h
0
– wysokość materiału przed obróbką,
h
1
– wysokość materiału po obróbce,
b
0
– szerokość materiału przed obróbką,
b
1
– szerokość materiału po obróbce,
l
0
– długość materiału przed obróbką,
l
1
– długość materiału po obróbce.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
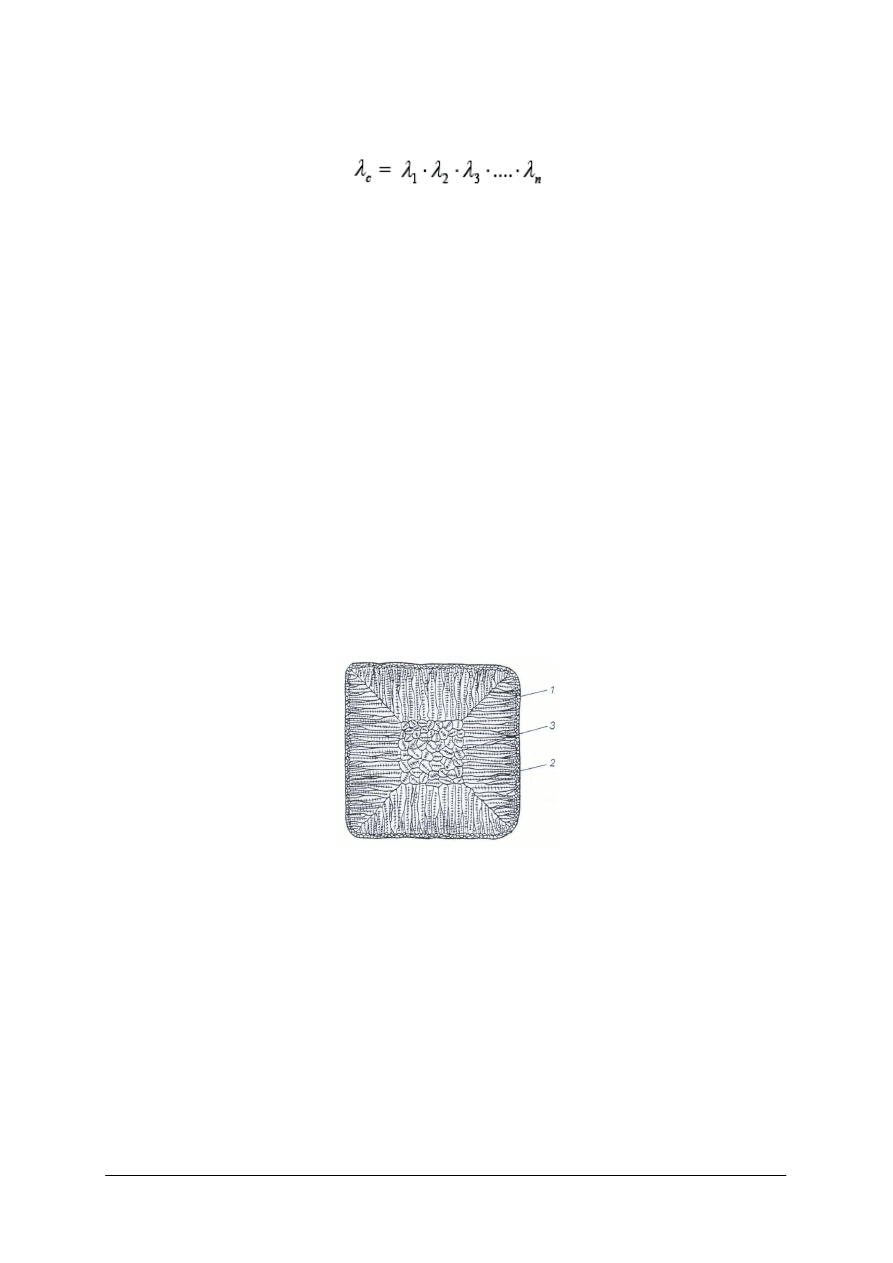
Dla określenia stopnia przerobu w całym cyklu walcowania (w kolejnych przepustach)
wprowadzono pojęcie całkowitego współczynnika przerobu plastycznego
λ
c
– całkowity współczynnik przerobu plastycznego,
λ
1
,
λ
2
,
λ
3
,……
λ
n
, - współczynnik przerobu plastycznego w kolejnych przepustach.
Wsad do obróbki plastycznej
Wsadem nazywamy bryłę metalu, która ma być poddana procesowi obróbki plastycznej.
Współczesne procesy metalurgiczne mogą dostarczać metale do zakładów obróbki
plastycznej w dwóch różnych formach:
−
we wlewkach,
−
w kęsiskach z odlewania ciągłego.
Wlewki są otrzymywane przez odlewanie metalu do specjalnych form, których wymiary
określone są sposobem krystalizacji metalu
Po odlaniu metalu do formy następuje proces jego krystalizacji. Proces ten decyduje
o strukturze otrzymanych odlewów, od której zależą ich właściwości użytkowe. Efektem
krystalizacji metalu w formie mogą być trzy zasadnicze strefy strukturalne (rys. 26):
−
strefa kryształów (ziaren) zamrożonych ( strefa 1 na rys. 26 ), która powstaje w miejscu
styku metalu z formą odlewniczą. W skład tej strefy wchodzą równoosiowe, bardzo małe
kryształy o przypadkowej orientacji,
−
strefa kryształów (ziaren) słupkowych (kolumnowych) ( strefa 2 na rys. 26 ),
−
strefa kryształów (ziaren) równoosiowych ( strefa 3 na rys. 26 ), która zajmuje centralną
część odlewu, charakteryzuje się ona makroskopową izotropowością i zawiera kryształy
o przypadkowej orientacji, których wymiar jest większy niż kryształów w strefie
kryształów zamrożonych
Rys. 26. Schemat struktury odlewu, strefa kryształów: 1) zamrożonych, 2) słupkowych (kolumnowych),
3) równoosiowych [11]
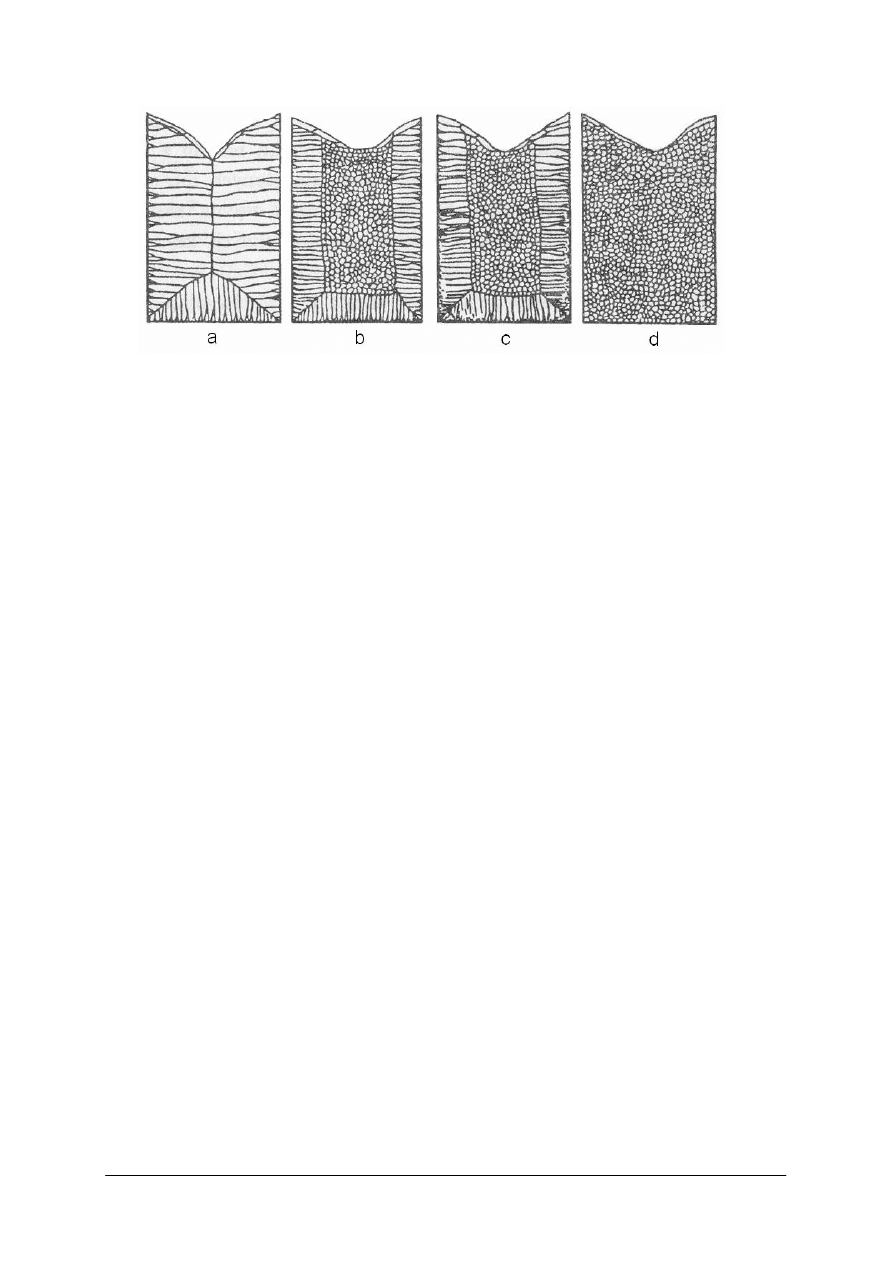
Strefa kryształów zamrożonych rozciąga się zazwyczaj w niewielkiej odległości od
powierzchni odlewu. Z tego powodu właściwości odlewu zależą najczęściej od stosunku
udziału ziaren słupkowych do równoosiowych. Występowanie wyłącznie ziaren słupkowych
jest charakterystyczne dla odlewów i wlewków ze stosunkowo czystych metali (rys. 27 a).
Podobny typ struktury obserwuje się również w wypadku stopów silnie przegrzanych,
odlanych do form metalowych i krzepnących w warunkach braku konwekcji ciekłego metalu.
Tworzące się w trakcie krystalizacji ziarna słupkowe wzrastają w kierunku prostopadłym do
ścianek formy w wyniku, czego w osi wlewka oraz w pobliżu jego dolnych naroży następuje
zetknięcie frontów krystalizacji wzrastających ziaren.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 27. Rodzaj struktury wlewków: a) ziarna słupkowe, b) ziarna słupkowe oraz równoosiowe, c) ziarna
zamrożone, słupkowe i równoosiowe, d) ziarna równoosiowe [11]
W miejscach zetknięcia ziaren gromadzą się segregujące składniki, gazy oraz stałe
zanieczyszczenia, powodując znaczne obniżenie właściwości mechanicznych wlewków.
Struktura charakteryzująca się dominacją dużych ziaren słupkowych, jest szczególnie
niekorzystna w wypadku wlewków, gdyż strefy o obniżonych właściwościach mechanicznych
są narażone na powstawanie pęknięć podczas nagrzewania i późniejszej przeróbki plastycznej
. Najczęściej obserwowaną makrostrukturą we wlewkach jest struktura złożona z zewnętrznej
strefy ziaren słupkowych i centralnej strefy ziaren równoosiowych (rys. 27 b). Często
wymienionym strefom towarzyszy również peryferyjna, wąska strefa ziaren zamrożonych
(rys. 27 c).
Wymienione struktury charakteryzują się znaczną niejednorodnością składu
chemicznego i właściwości, czego przykładem są wlewki ze staliwa niskowęglowego
i niskostopowego z licznymi rodzajami makrosegregacji. Niektóre stopy krystalizują
z utworzeniem w odlewie jedynie strefy ziaren równoosiowych (rys. 27 d). Struktura taka we
wlewkach jest strukturą najbardziej korzystną, ponieważ przypadkowo zorientowane ziarna
równoosiowe zapewniają makroskopową izotropowość oraz stosunkowo dużą jednorodność
składu chemicznego materiału. Wlewki o strukturze złożonej z ziaren równoosiowych są
więc korzystniejszym półwyrobem w procesach przeróbki plastycznej (walcowanie, kucie,
wyciskanie), gdyż niebezpieczeństwo powstania pęknięć w trakcie przeróbki jest
w porównaniu z innymi typami struktur stosunkowo niewielkie. Rodzaj struktury pierwotnej
jaka powstaje w krzepnącym odlewie zależy m.in. od takich czynników jak:
−
parametry charakteryzujące ciekły stop (ilość i rodzaj składników stopowych, zawartość
zanieczyszczeń stałych i gazowych),
−
parametry charakteryzujące formę odlewniczą (konstrukcja i materiał formy, jakość
powierzchni, pokrycia, temperatura formy, sposób doprowadzenia ciekłego stopu),
−
konstrukcja odlewu (kształt i wymiary odlewu oraz sposób wypełniania przez ciekły stop
wnęki formy),
−
technologia wytapiania i odlewania (modyfikacja, mieszanie stopu w zakresie temperatur
solidus - likwidus, temperatura odlewania, drgania dźwiękowe i ultradźwiękowe
w trakcie krzepnięcia, konwekcja kąpieli itp.).
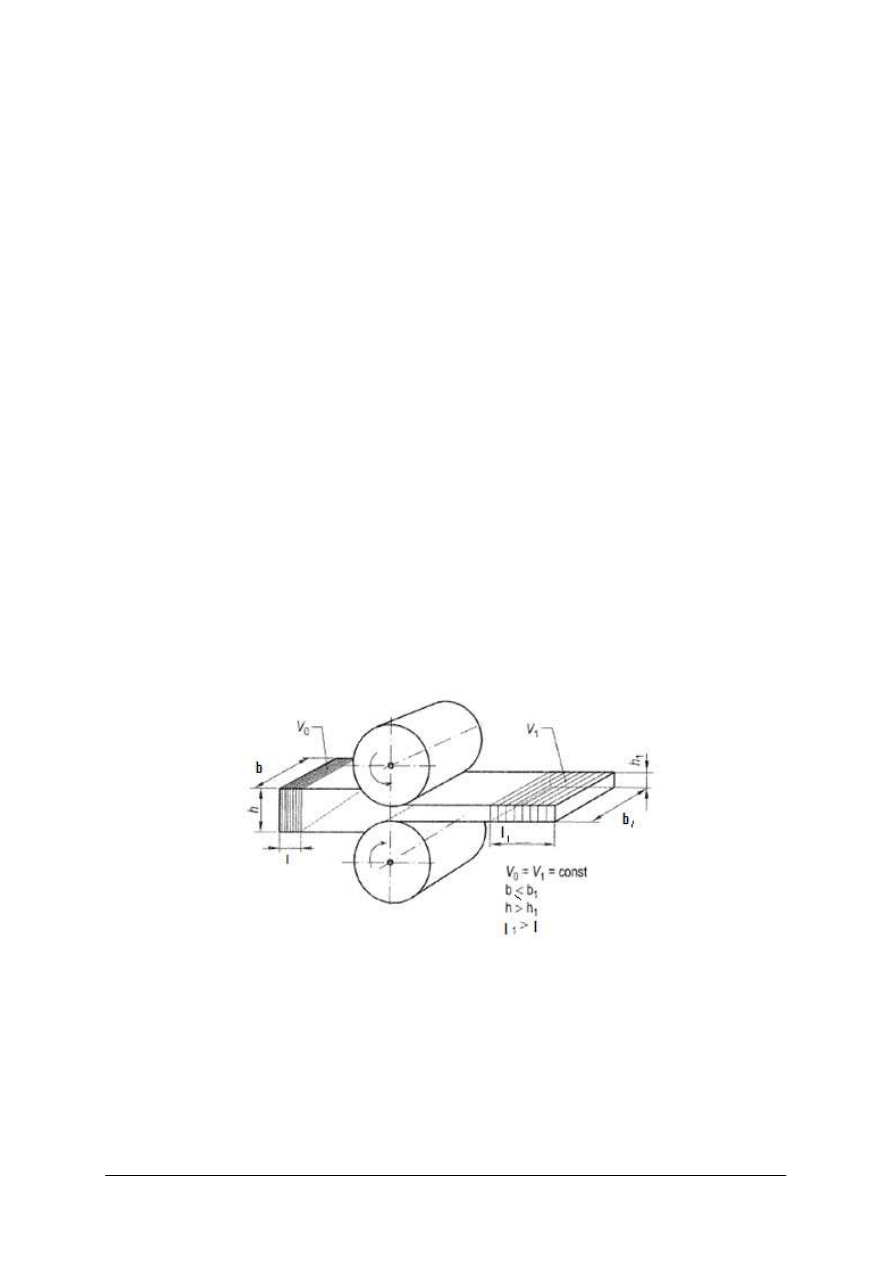
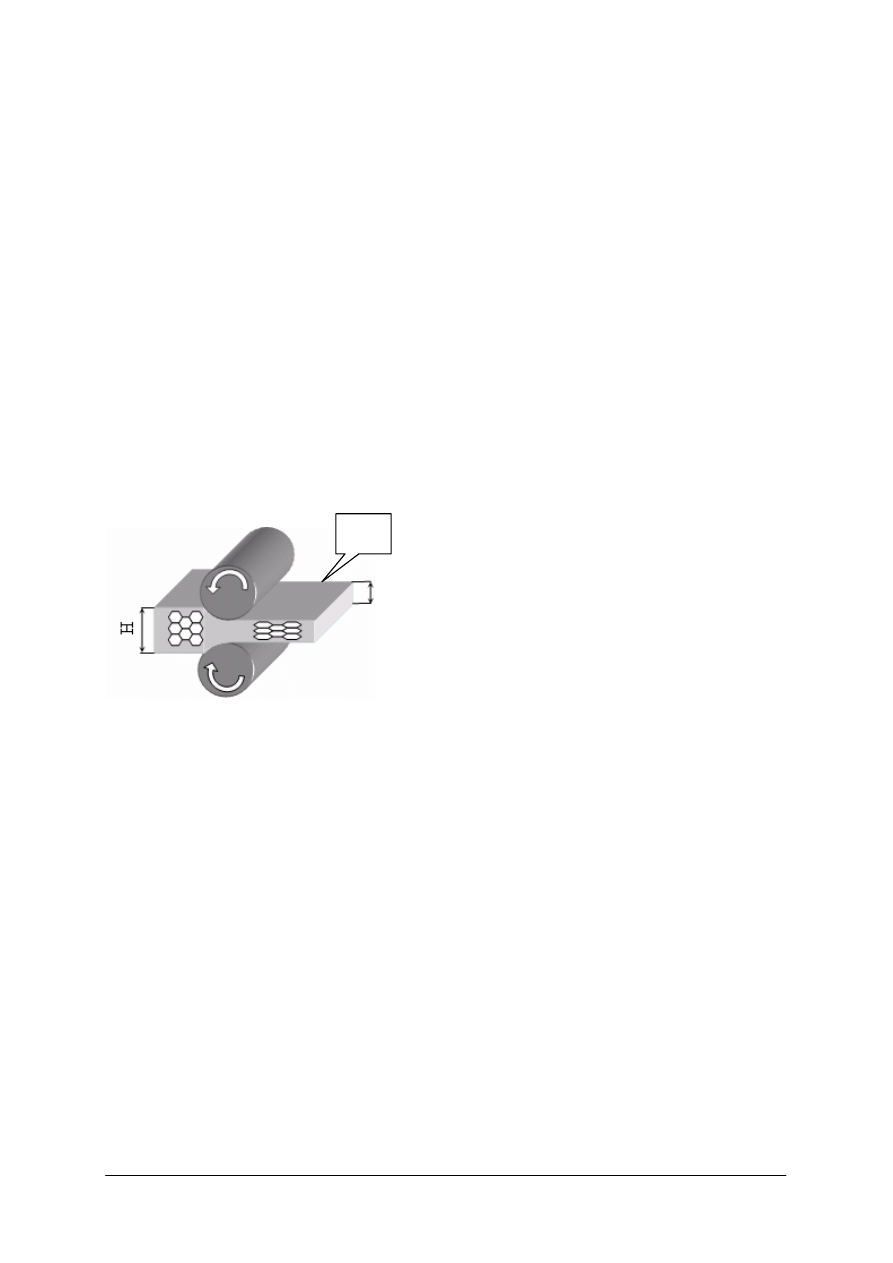
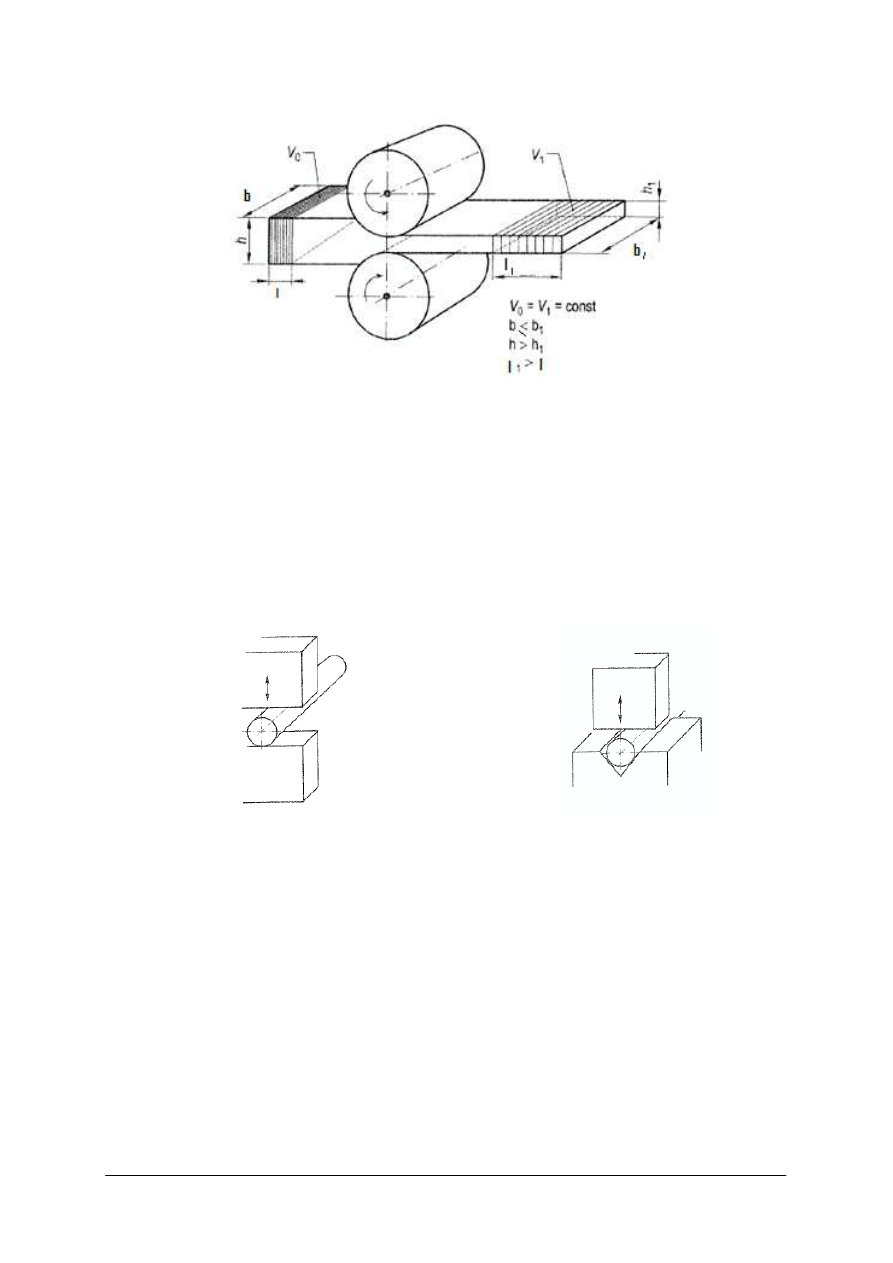
Walcowanie to kształtowanie plastyczne przedmiotu wywołane ściskaniem (zgniataniem)
metalu wprowadzonego pomiędzy parę obracających się walców lub rolek (rys. 28).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 28. Schemat walcowania płaskownika [5, s. 35]
Walcowanie może przebiegać w sposób ciągły lub okresowo, na prostych lub specjalnie
wyprofilowanych walcach. W zależności od temperatury odkształcanego metalu proces
przebiega na gorąco lub na zimno. Kształt przedmiotu zależy od kształtu walców.
Kucie to kształtowanie plastyczne, wywołane ściskaniem metalu za pomocą
poruszających się względem siebie narzędzi. Nacisk może być statyczny lub dynamiczny
(uderzenie). Powierzchnia robocza narzędzia może odwzorowywać kształt wyrobu.
Odkształcenie metalu narzędziem nie odwzorowującym w sposób prosty kształtu końcowego
wyrobu to kucie swobodne (rys. 29).
a)
b)
Rys. 29. Schemat kucia swobodnego: a) wydłużanie narzędziami płaskimi, b) wydłużanie narzędziami
kształtowymi [5, s. 36]
Kucie swobodne realizowane za pomocą kowadeł płaskich (rysunek 29a) cechuje się
wystąpieniem w metalu swobodnego odkształcenia wzdłużnego lub poprzecznego, przy
stosunkowo małych naciskach. Kucie swobodne przy użyciu kowadeł kształtowych (rysunek
29b) może ograniczać jeden z kierunków odkształcenia, zwiększając odkształcenie
w pozostałych kierunkach, co wymaga znacznego zwiększenia nacisku. Kucie swobodne
z wykorzystaniem płaskich i kształtowych kowadeł przeprowadza się za pomocą maszyn
kuźniczych – młotów lub pras hydraulicznych. Kucie swobodne obejmuje zabiegi:
−
spęczania - zgniatanie w jednym kierunku,
−
wydłużania - w jednym lub w dwóch kierunkach, zmiana objętości postaciowej,
−
wgłębiania,
−
przebijania,
−
gięcia - zmiana kierunku osi przedmiotu,
−
skręcania - zmiana przez obrót,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
−
cięcia,
−
rozkuwania.
Kucie matrycowe odróżnia od swobodnego użycie narzędzi o złożonym kształcie
powierzchni roboczych (matryc). Ze względu na rodzaj zastosowanych matryc wyróżnia się:
−
kucie w matrycach otwartych,
−
kucie w matrycach zamkniętych,
−
prasowanie wypływowe (wyciskanie).
Kucie matrycowe w matrycach otwartych odbywa się na młotach matrycowych
lub w pionowych prasach kuźniczych. Proces ten wymaga większych nacisków niż przy
kuciu swobodnym wskutek nierównomierności rozkładu odkształceń. Aby zmniejszyć
niejednorodność odkształceń i uniknąć uszkodzeń odkuwek, w kuciu matrycowym stosuje
się odkuwki wstępnie przygotowane w kuciu swobodnym
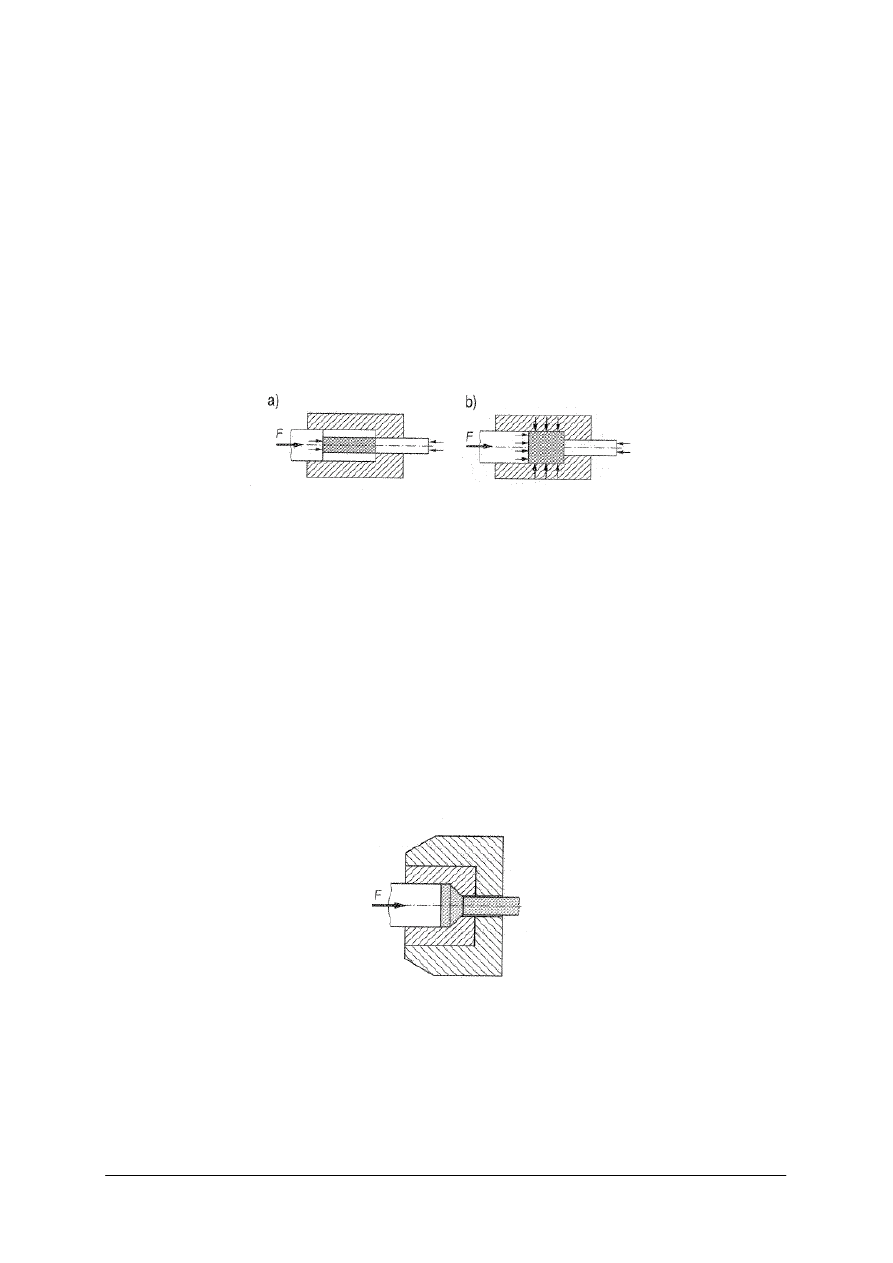
Rys. 30. Schemat kucia w zamkniętej matrycy: a) początkowy i b) końcowy okres kucia [5, s. 37]
Kucie w zamkniętej matrycy (rys. 30) realizuje się na kuźniarkach, prasach korbowych
lub kolankowych oraz w prasach hydraulicznych. Kształtowanie odkuwki przebiega
początkowo jako swobodne rozszerzanie, a następnie jako trzyosiowe ściskanie wywołane
oddziaływaniem bocznych ścianek matrycy. W procesach kucia w matrycach zamkniętych
wymagane są naciski ponad dwukrotnie większe, niż w przypadku kucia w matrycach
otwartych, dzięki czemu wyrób cechuje się dużą równomiernością odkształcenia
i jednorodnością właściwości eksploatacyjnych.
Wyciskanie to kształtowanie plastyczne przez ściskanie zamkniętego w matrycy
materiału, w wyniku jego przepychania przez otwór lub szczelinę. Schemat procesu
wyciskania przedstawia rysunek 31. W prasowaniu wypływowym w początkowej fazie
następuje poprzeczne poszerzenie wstępniaka, po czym, wskutek trzyosiowego ściskania
metal „wypływa” przez szczelinę. W wyciskaniu naprężenia ściskające są nawet 15
−
krotnie
większe niż przy kuciu swobodnym.
Rys. 31. Schemat prasowania wypływowego [5, s. 37]
Ciągnięnie – przeciąganie to kształtowanie plastyczne metalu przez rozciąganie
i ściskanie, za pomogą jego przeciągania przez kształtowy otwór narzędzia (rysunek 32).
W wyniku tego procesu materiał wyjściowy zmienia kształt przekroju lub jedynie jego
wielkość. Odkształcanie odbywa się w nieruchomym ciągadle, w którym metal, ślizgając się
po powierzchni roboczej, zmienia swoje wymiary poprzeczne, dlatego przeciąganie
stosowane jest najczęściej do zmniejszania przekroju poprzecznego i zwiększania długości
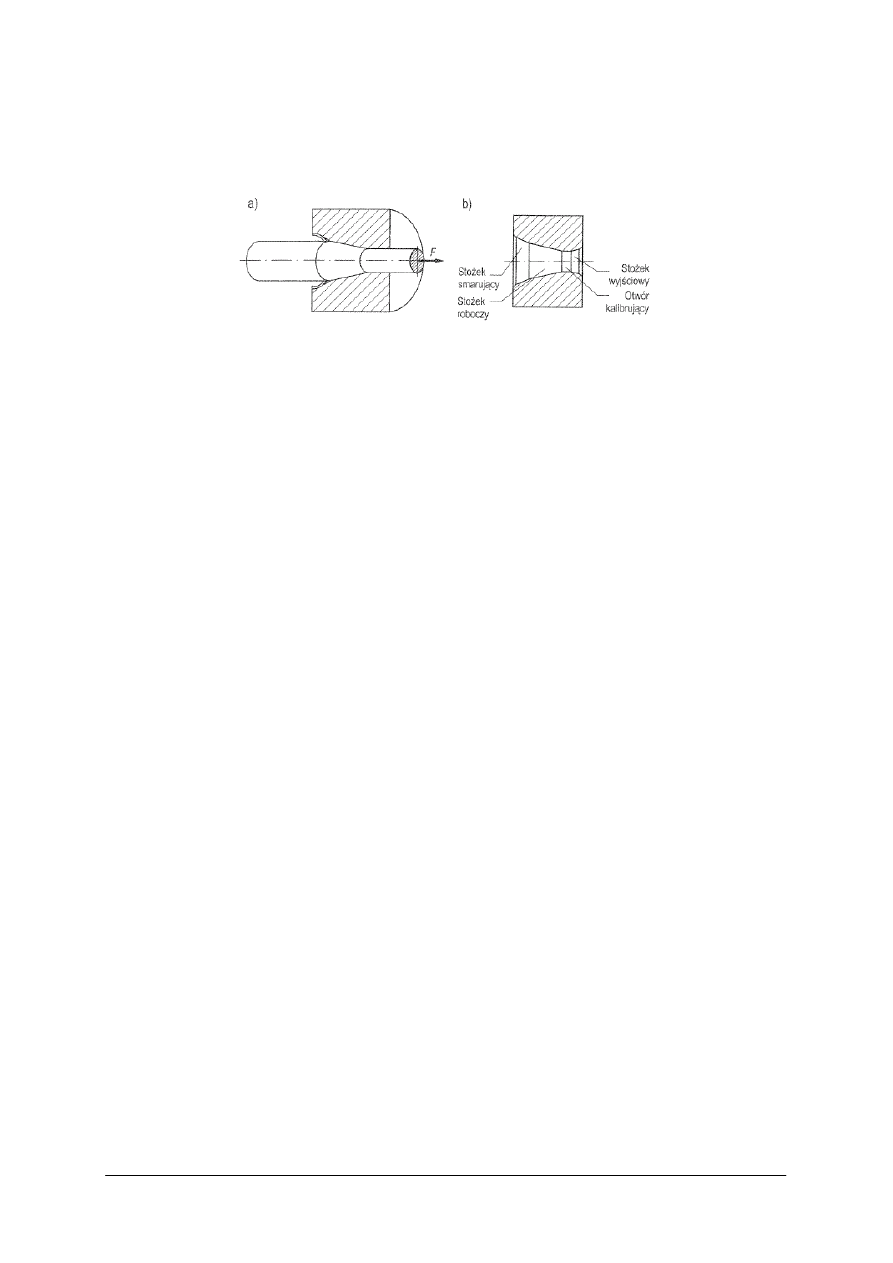
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
drutów, prętów lub rur. Oprócz właściwości ciągnionego metalu, kształt otworu roboczego
ciągadła jest podstawowym czynnikiem wpływającym na proces ciągnięcia. Właściwy dobór
kształtu ciągadła pozwala osiągać najmniejszą wartość siły ciągnięcia, wpływając tym samym
na zmniejszenie zużycia narzędzia.
Rys. 32. Przeciąganie pręta: a) schemat odkształcenia, b) właściwy kształt ciągadła [5, s. 38]
Tłoczenie to proces kształtowania plastycznego za pomocą rozciągania i ściskania
wykroju blachy w wyrób naczyniowy (cylindryczny albo skrzynkowy z dnem),
ze zmniejszeniem lub bez zmniejszenia obwodu naczynia.
Zalety tłoczenia to:
−
duża wydajność,
−
możliwość wykonywania przedmiotów o złożonym kształcie,
−
niski koszt własny wyrobu,
−
mała materiałochłonność,
−
łatwość bezpośredniej obsługi urządzenia,
−
możliwość automatyzacji procesu.
Procesy tłoczenia można podzielić na:
−
procesy kształtowania plastycznego z naruszeniem spójności materiału (cięciem),
−
procesy kształtowania plastycznego bez naruszenia spójności materiału.
Przypadek naruszenia spójności materiału przez proces cięcia daje bardzo duże
możliwości kształtowania przedmiotów. Rozróżnia się następujące zabiegi:
1)
wycinanie – cięcie wzdłuż linii zamkniętej okalającej wycięty przedmiot lub półwyrób,
2)
dziurkowanie – cięcie wzdłuż linii zamkniętej (materiał wycięty jest odpadem),
3)
odcinanie – cięcie wzdłuż linii niezamkniętej (prostej lub krzywej) w celu całkowitego
oddzielenia materiału,
4)
nadcinanie – częściowe rozdzielenie materiału w obrębie wyrobu lub półwyrobu,
5)
rozcinanie – rozdzielenie od siebie części wykonanych wspólnie,
6)
okrawanie – usuwanie nadmiaru materiału z obrzeża wyrobu tłoczonego,
7)
wygładzanie – odcinanie części materiału na obrzeżu lub w wyciętym otworze celem
uzyskania gładkich powierzchni i dokładnego wymiaru.
W procesach kształtowania przedmiotu bez naruszania spójności można wyróżnić zabiegi:
1)
gięcie – kształtowanie plastyczne metalu, którego celem jest trwała zmiana krzywizny
bez zmiany wymiarów poprzecznych. W zakres gięcia wchodzą zabiegi: wyginanie,
zaginanie, zwijanie, profilowanie i prostowanie.
2)
ciągnienie – polega na przeformowaniu materiału w otworze matrycy, co jest realizowane
w jednym lub kilku ciągach i jest wykorzystywane do wykonywania przedmiotów
o dużych głębokościach. Wyróżnia się następujące zabiegi ciągnienia:
−
wytłaczanie – kształtowanie plastyczne płaskiego materiału wyjściowego, bez
naruszenia spójności, w element o powierzchni nierozwijalnej (pierwszy ciąg) i bez
zamierzonej zmiany grubości ścianki wytłoczki,
−
przetłaczanie,
−
przewijanie.
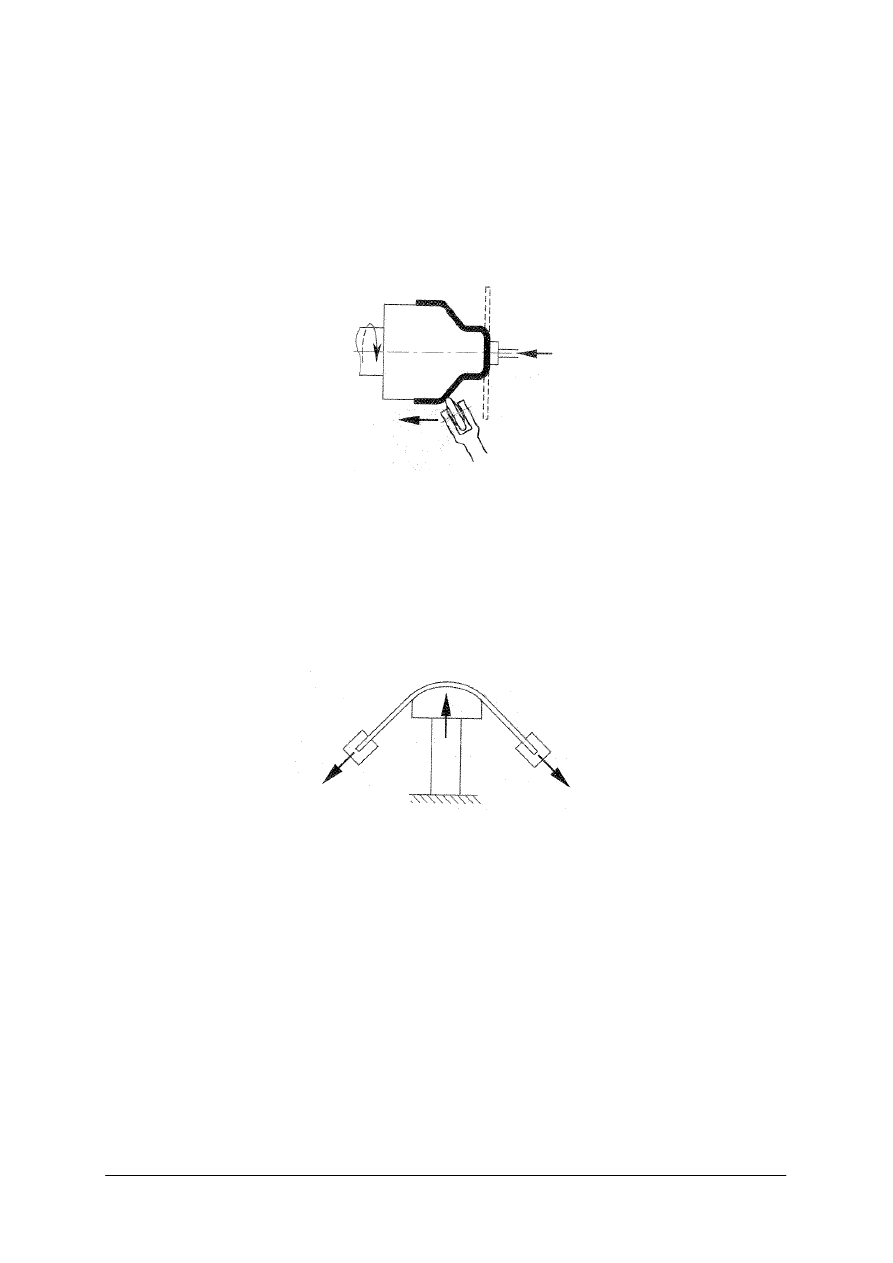
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Wyoblanie stosuje się w produkcji małoseryjnej. W procesie wyoblania półfabrykat
w kształcie krążka blachy jest dociskany do wzornika i wprawiany w ruch obrotowy (rys. 33).
Kształt bryły obrotowej uzyskuje się przez dociskanie wyoblaka, który może, posuwowym
wykonywać również ruch obrotowy. Kształt wyrobu odpowiada kształtowi wzornika.
W przypadku wyoblania części głębokich i o złożonym kształcie zachodzi konieczność
stosowania podtrzymki, która zapobiega fałdowaniu się blachy. Metodą tą wykonuje się:
części naczyniowe, wygładzanie powierzchni części po tłoczeniu wielostopniowym,
przewężenia na elementach walcowych, okrawanie, zawijanie obrzeży, itp.
Rys. 33. Schemat wyoblania [5, s. 41]
Obciąganie stosuje się do wykonywania dużych części o stosunkowo prostym kształcie.
W przypadku części o krzywiźnie przestrzennej stosuje się specjalne prasy hydraulicznej.
Przy obciąganiu zwykłym półfabrykat mocuje się w uchwytach, które zbliżają się do siebie,
a ostateczny kształt uzyskuje się po przesunięciu wzornika w górę. Obciąganie
z rozciąganiem uzyskuje się, wyginając półfabrykat na podnoszącym się stemplu
z jednoczesnym rozciąganiem za pomocą uchwytów (rys. 34). Wadą tego sposobu
kształtowania jest strata materiału na mocowanie w uchwytach.
Rys. 34. Schemat obciągania zwykłego [5, s. 41]
Ciągłe zwiększanie dokładności i wydajności metod obróbki plastycznej, a także rozwój
metod projektowania narzędzi umożliwia coraz szersze ich stosowanie, a odpowiedni udział
procentowy obróbki plastycznej jako techniki wytwarzania jest gwarancja znacznego
obniżenia kosztów wyrabianych elementów maszynowych i aparatury.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co oznacza pojęcie plastyczność materiału?
2.
Co to jest obróbka plastyczna i na czym polega?
3.
Jakie są zalety techniczne obróbki plastycznej?
4.
Co to jest przeróbka plastyczna?
5.
Jakie zmiany w metalu wywołuje obróbka plastyczna na zimno?
6.
W jakich temperaturach można prowadzić obróbkę plastyczną metali?
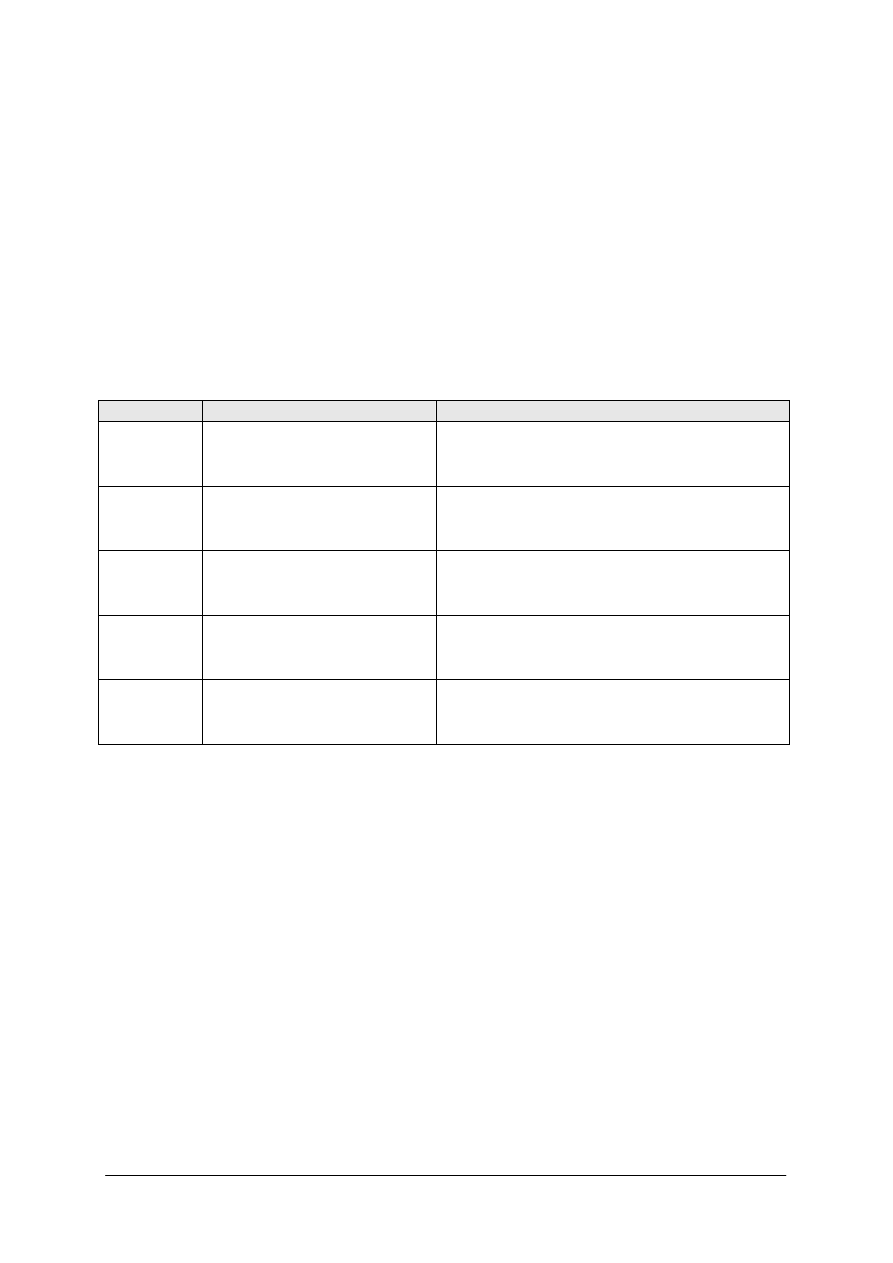
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
7.
Jakie są podstawowe sposoby obróbki plastycznej?
8.
Na czym polega walcowanie?
9.
Na czym polega kucie?
10.
Co odróżnia kucie swobodne od kucia matrycowego?
11.
Na czym polega proces wyciskania?
12.
Na czym polega proces ciągnięnia - przeciągania?
13.
W jaki sposób klasyfikuje się procesy tłoczenia?
4.5.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj metody obróbki plastycznej jaką wykonano wskazane elementy metalowe.
Scharakteryzuj każdą z metod.
Element
Metoda obróbki
Charakterystyka metody
1
2
3
5
6
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać oględzin elementów metalowych,
2)
przyporządkować techniki obróbki plastycznej do właściwych elementów metalowych,
3)
zapisać informacje w tabeli,
4)
scharakteryzować każda z metod,
5)
zapisać informacje w tabeli,
6)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
próbki – elementy wykonane różnymi sposobami obróbki plastycznej,
−
karty z opisami technik obróbki plastycznej,
−
długopis.
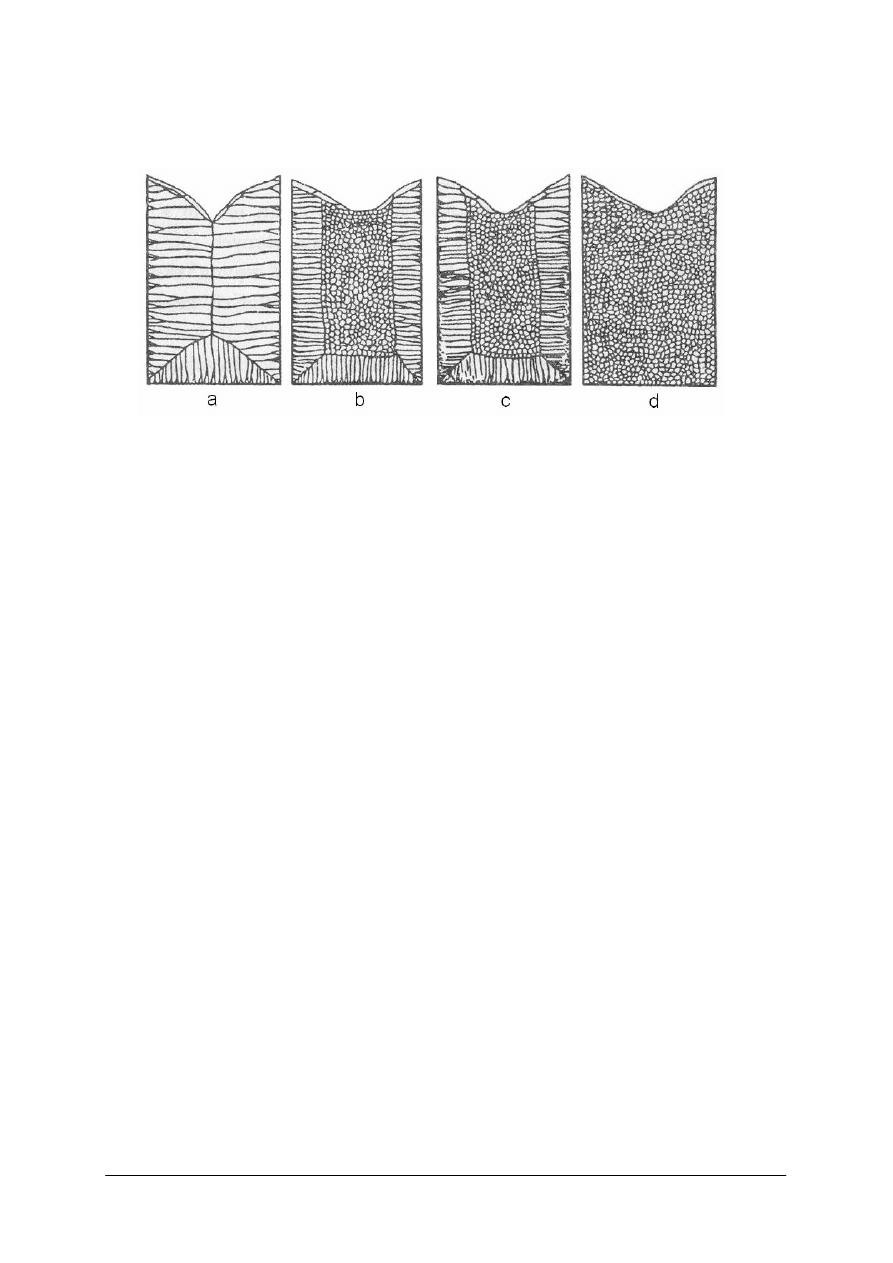
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Ćwiczenie 2
Określ strukturę wlewka na każdym z rysunków. Wskaz wlewek najbardziej odpowiedni
do obróbki plastycznej.
a)…………………………………………………………………………………………
b)…………………………………………………………………………………………
c)…………………………………………………………………………………………
d)…………………………………………………………………………………………
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznać kryształy występujące we wlewkach,
2)
określić rodzaj struktury wlewka na każdym z rysunków,
3)
zapisać informacje,
4)
wskazać wlewek najbardziej odpowiedni do obróbki plastycznej,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
długopis,
−
literatura wskazana przez nauczyciela.
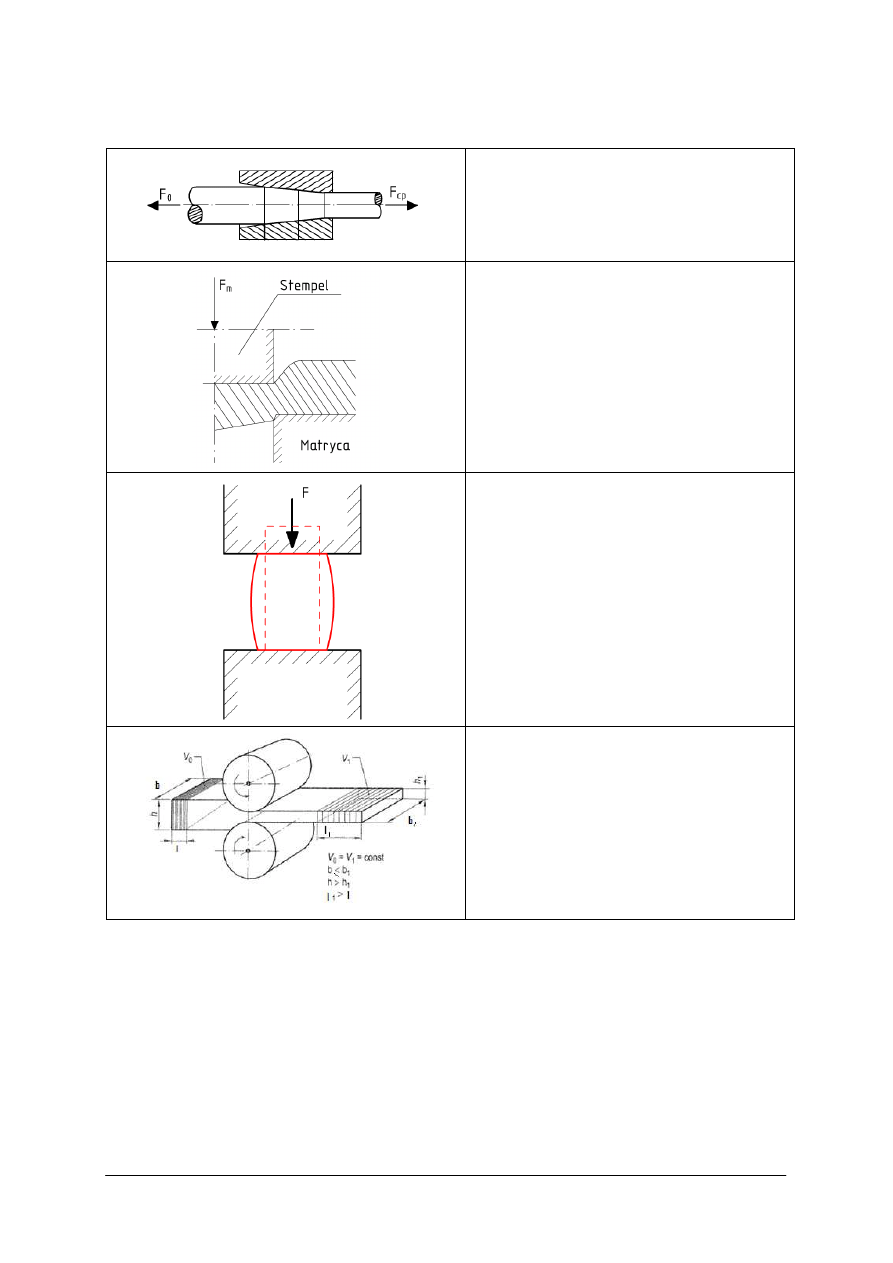
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Ćwiczenie 3
Rozpoznaj, na rysunkach zamieszczonych w tabeli, procesy obróbki plastycznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznać procesy obróbki plastycznej,
2)
zapisać informacje w tabeli
3)
zaprezentować wyniki ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Wyposażenie stanowiska pracy:
−
kartka formatu A4,
−
materiały do pisania.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia obróbki plastycznej i przeróbki plastycznej?
2)
wyjaśnić pojęcia walcowania, kucia, tłoczenia i ciągnienia?
3)
rozróżnić rodzaje kucia?
4)
określić zabiegi, wykonywane w procesie tłoczenia z naruszeniem
spójności materiału?
5)
rozróżnić
elementy
wykonane
różnymi
sposobami
obróbki
plastycznej?
6)
określić zalety techniczne obróbki plastycznej?
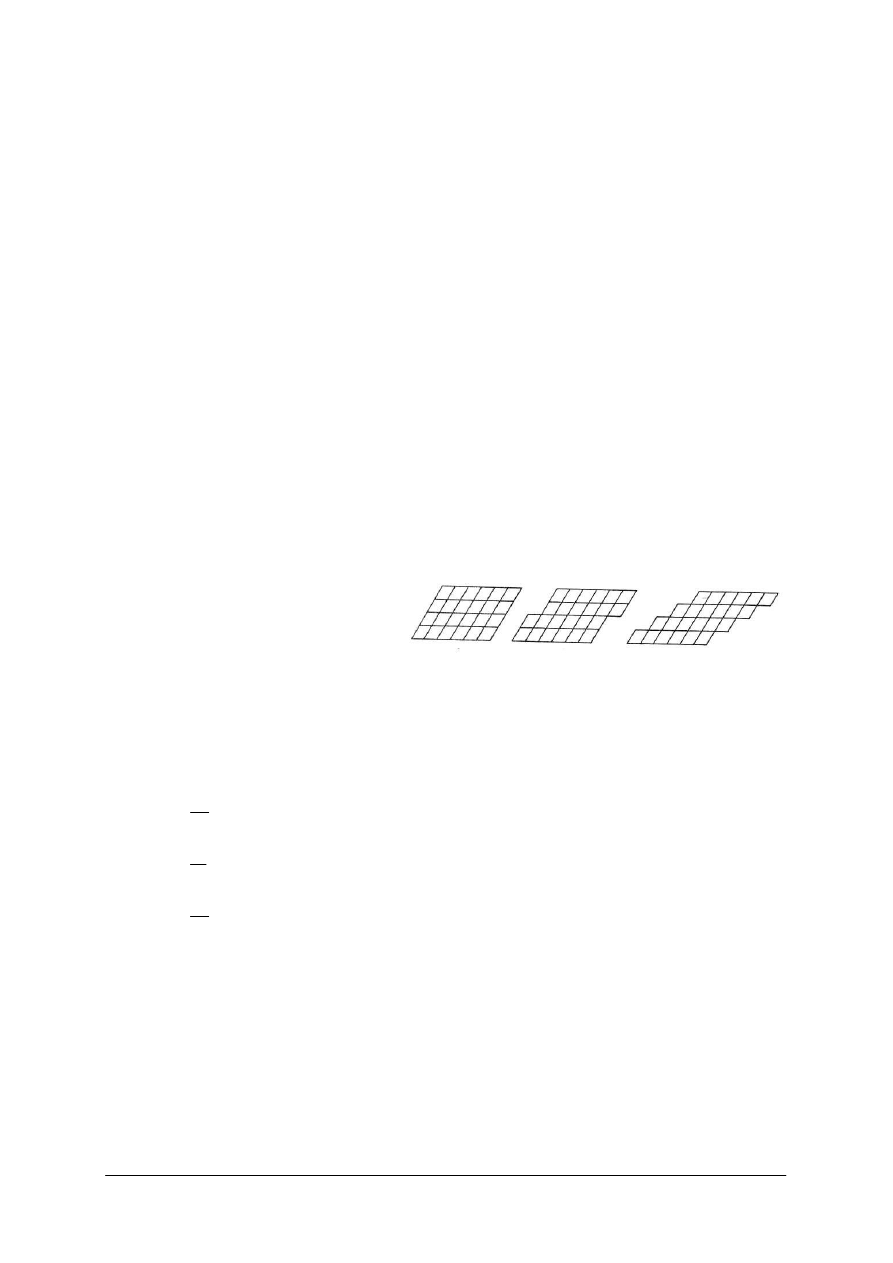
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż zaznaczenie
odpowiedzi na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Mechanizm odkształcenia plastycznego przedstawiony na rysunku to
a)
poślizg.
b)
bliźniakowanie.
c)
pełzanie dyslokacyjne.
d)
poślizg po granicy ziaren.
2.
Jeśli przez l
0
– oznaczymy długość elementu przed odkształceniem, przez l
1
- oznaczymy
długość elementu po odkształceniu,
∆
l= l
1
- l
0
to odkształcenie względne obliczamy ze
wzoru
a)
∆l
ε
=
.
b)
0
l
∆l
ε
=
.
c)
0
1
l
l
ε
=
.
d)
∆l
l
ε
0
=
.
3.
Gniotem nazywamy
a)
liniowe zmniejszenie wymiarów przedmiotu odkształconego pod działaniem siły
ściskającej prostopadle do jej działania.
b)
liniowe zwiększenie wymiarów przedmiotu odkształconego pod działaniem siły
ściskającej w kierunku jej działania.
c)
nieliniowe zmniejszenie wymiarów przedmiotu odkształconego pod działaniem siły
ściskającej w kierunku jej działania.
d)
liniowe zmniejszenie wymiarów przedmiotu odkształconego pod działaniem siły
ściskającej w kierunku jej działania.
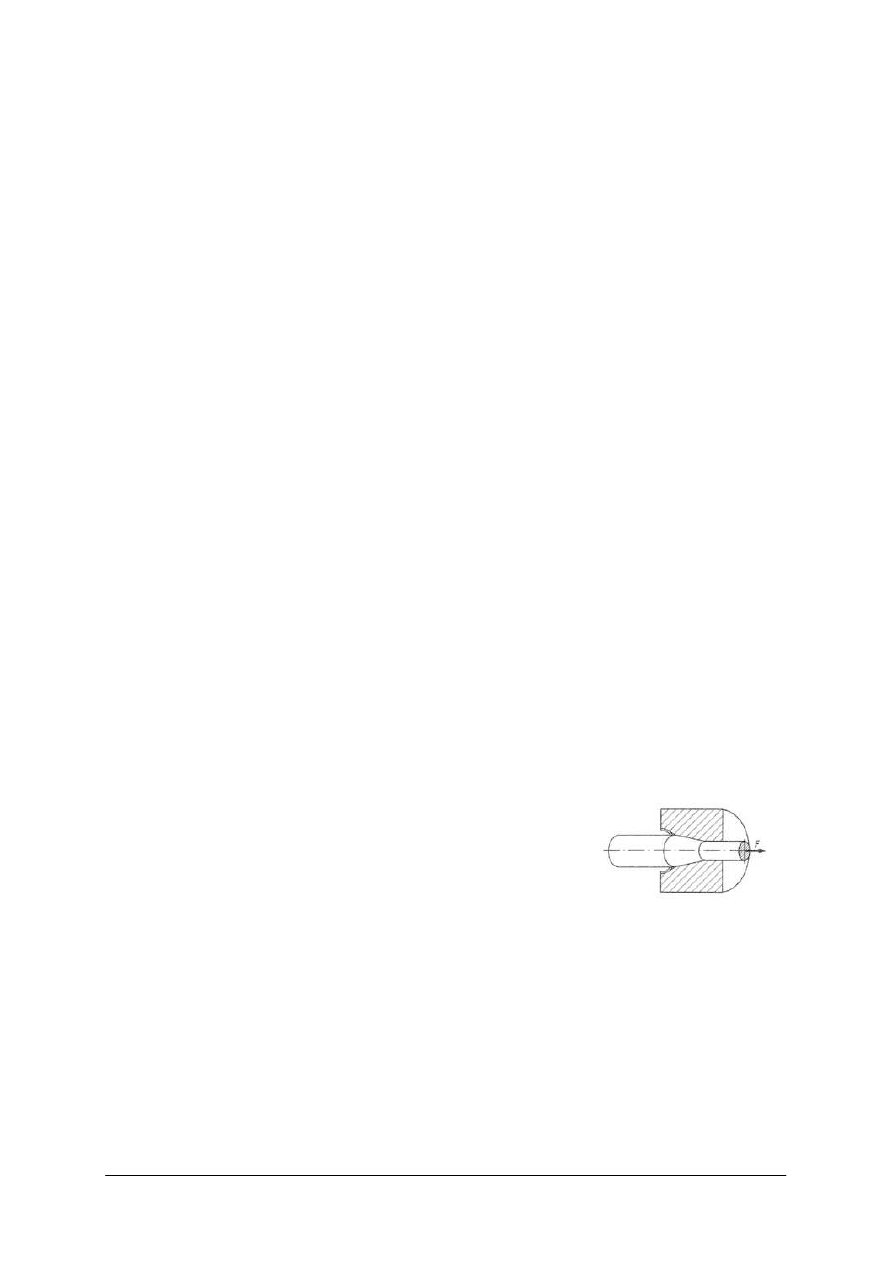
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.
Umocnieniem w obróbce plastycznej nazywamy
a)
zmniejszenie twardości i wytrzymałości przy jednoczesnym spadku własności
plastycznych oraz obniżeniem przewodności elektrycznej.
b)
wzrost twardości i wytrzymałości oraz zwiększeniu własności plastycznych
i zwiększenie przewodności elektrycznej.
c)
wzrost twardości i wytrzymałości przy jednoczesnym spadku własności plastycznych
oraz obniżeniem przewodności elektrycznej.
d)
wzrost twardości i zmniejszenie wytrzymałości przy jednoczesnym spadku własności
plastycznych oraz obniżeniem przewodności elektrycznej.
5.
Początkowa granica plastyczności to
a)
naprężenie umowne po którym następuje utrata ciągłości materiału.
b)
największe naprężenie rzeczywiste po którym następuje utrata ciągłości materiału.
c)
naprężenie umowne, przy którym rozpoczyna się proces powstawania odkształceń
plastycznych.
d)
naprężenie rzeczywiste, przy którym rozpoczyna się proces powstawania odkształceń
plastycznych.
6.
Proces kształtowania plastycznego za pomocą rozciągania i ściskania wykroju blachy
w wyrób naczyniowy, to
a)
kucie swobodne.
b)
tłoczenie.
c)
prasowanie wypływowe.
d)
wyoblanie.
7.
W odkształceniu sprężystym ciało
a)
pod obciążeniem wraca powoli do pierwotnych wymiarów.
b)
po usunięciu obciążenia nie wróci do pierwotnych wymiarów.
c)
po usunięciu obciążenia wróci do pierwotnych wymiarów.
d)
po usunięciu obciążenia zwiększy swoje wymiary.
8.
Odkształcenie plastyczne przedstawione na rysunku to
a)
walcowanie.
b)
kucie.
c)
ciągnienie.
d)
wyoblanie.
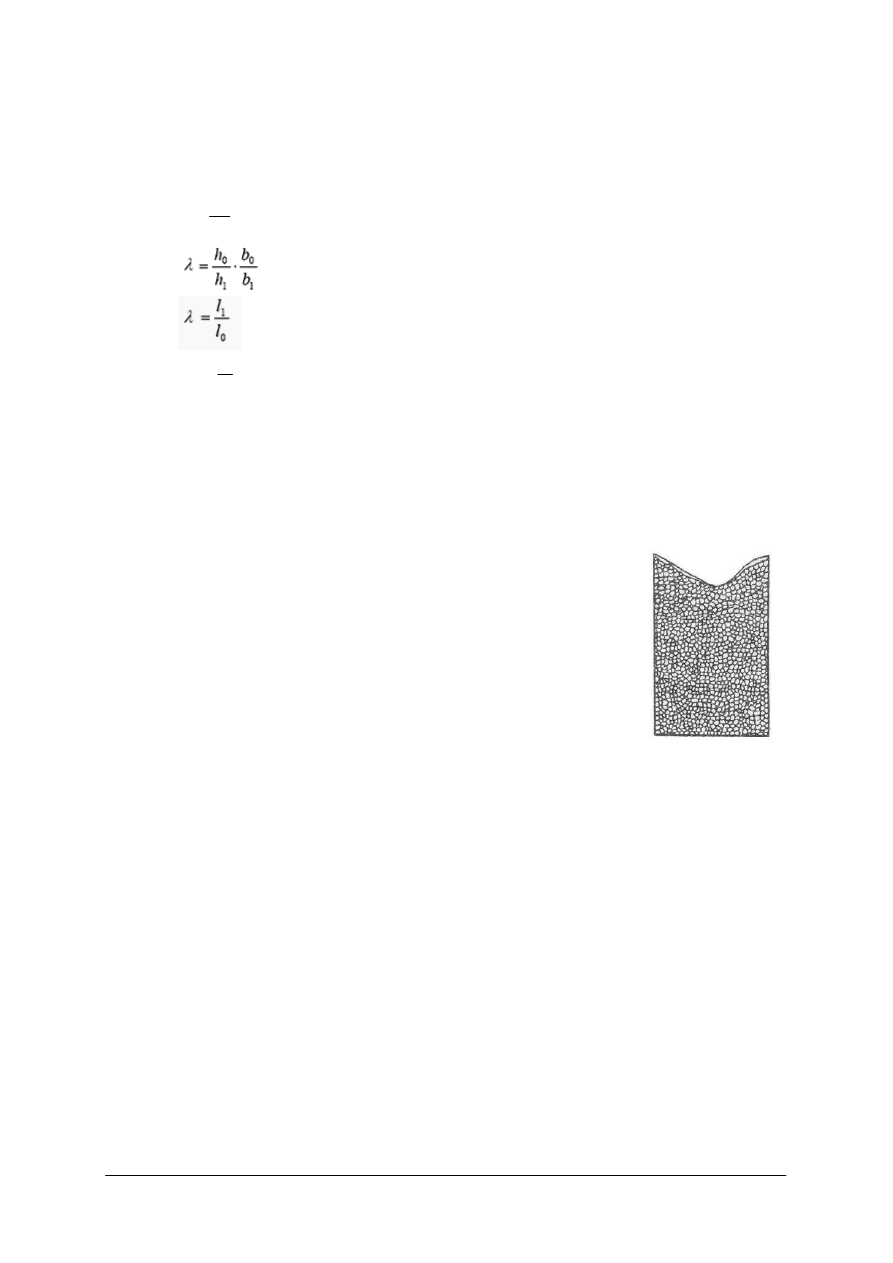
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
9.
Jeśli odpowiednio l
0,
b
0,
h
0
– oznaczymy wymiary elementu przed odkształceniem, przez
l
1,
b
1,
h
1
- oznaczymy wymiary elementu po odkształceniu. A F
0
i F
1
przekroje elementów
przed i po przeróbce plastycznej. Współczynnik przerobu plastycznego nie jest określony
wzorem
a)
1
0
F
F
λ
=
.
b)
c)
d)
1
0
l
l
=
λ
.
10.
W praktyce, w procesach obróbki plastycznej, najczęściej wykorzystywanym rodzajem
odkształcenia jest
a)
ściskanie.
b)
rozciąganie.
c)
odkształcenie złożone.
d)
zginanie.
11.
Rysunek przedstawia krystalizację wlewka z utworzeniem w odlewie
ziaren
a)
równoosiowych.
b)
zamrożonych.
c)
słupkowych.
d)
równoosiowych, zamrożonych, słupkowych.
12.
Temperatura graniczna jest temperaturą
a)
topnienia.
b)
rozrostu ziaren.
c)
rekrystalizacji.
d)
zdrowienia.
13.
W wyniku odkształcenia plastycznego na zimno metale
a)
tracą spójność.
b)
następuje ich umocnienie.
c)
stają się bardziej plastyczne.
d)
zwiększają przewodność elektryczną.
14.
Zasada stałej objętości została jest oparta o zasadę zachowania
a)
energii.
b)
masy.
c)
momentu pędu.
d)
pędu.
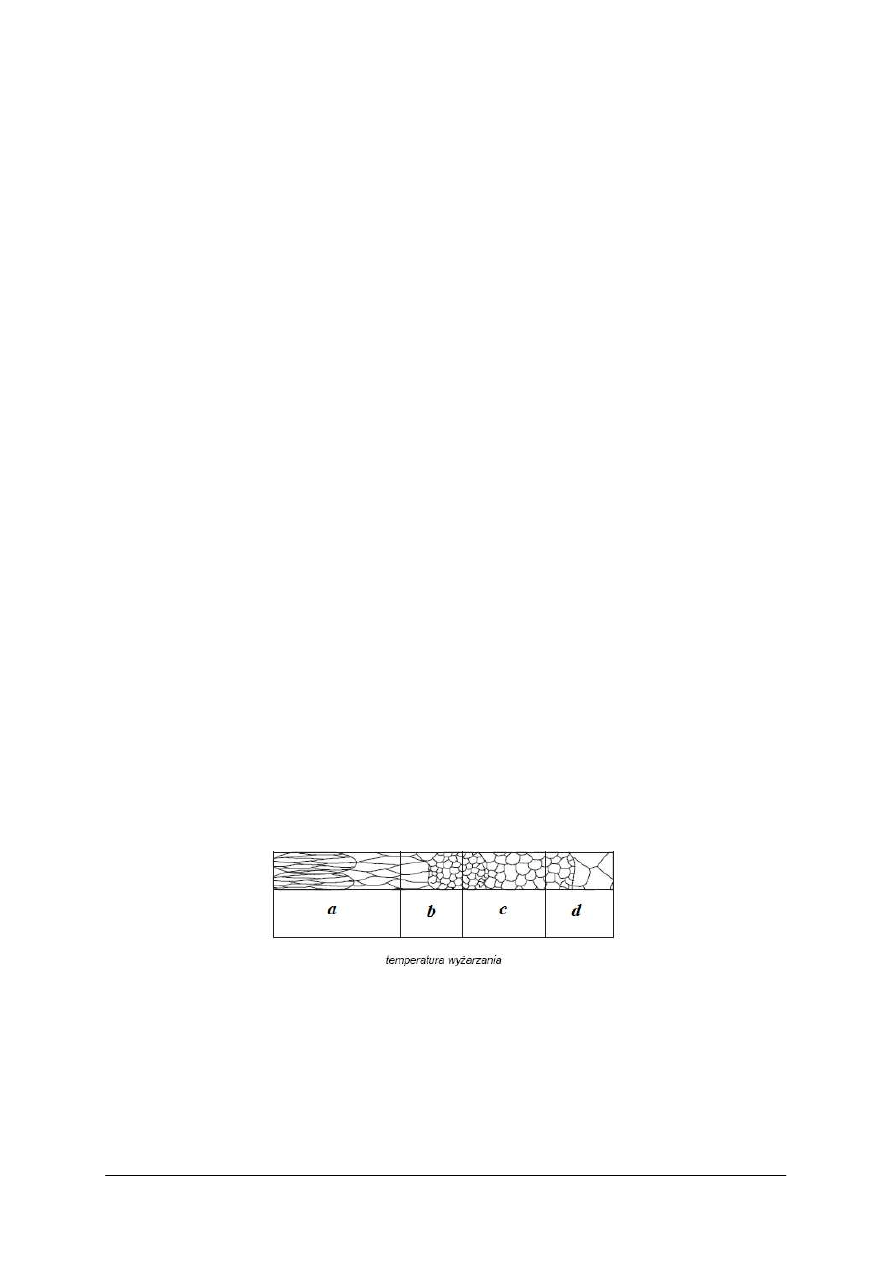
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
15.
Uprzywilejowana orientacja krystalograficzna ziaren względem kierunku i płaszczyzny
obróbki plastycznej to
a)
zgniot.
b)
tekstura zgniotu.
c)
bliźniak.
d)
płaszczyzna poślizgu.
16.
Aby przywrócić metalom ich właściwości sprzed odkształcenia plastycznego, stosuje się
a)
chłodzenie.
b)
wyżarzanie.
c)
oziębianie.
d)
hartowanie.
17.
W czasie cieplnego usuwania skutków odkształcenia plastycznego zachodzą kolejno trzy
procesy
a)
zdrowienie, rekrystalizacja, rozrost ziaren.
b)
zdrowienie, rekrystalizacja, zgniot.
c)
zgniot, rekrystalizacja, zdrowienie.
d)
zdrowienie, rozrost ziaren, odkształcenie postaci.
18.
Jeżeli T
t
– oznacza temperaturę topnienia metalu to obróbka plastyczna na zimno zachodzi
w zakresie temperatur
a)
do 0,25 T
t
.
b)
od 0,3 T
t
do 0,5 T
t
.
c)
od 0,5 T
t
do 0,6 T
t
.
d)
powyżej 0,6 T
t
.
19.
Kształtowanie plastyczne, wywołane ściskaniem metalu za pomocą poruszających się
względem siebie narzędzi zachodzące w trakcie obróbki plastycznej na zimno nazywamy.
a)
walcowaniem.
b)
wyciskaniem.
c)
kuciem.
d)
ciągnieniem.
20.
Na rysunku przedstawiającym wpływ nagrzewania na strukturę i właściwości
zgniecionego materiału symbolem c oznaczono
a)
rozrost ziaren.
b)
zdrowienie.
c)
rekrystalizację pierwotną.
d)
rekrystalizację wtórną.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Posługiwanie się podstawowymi pojęciami z zakresu obróbki plastycznej
Zakreśl poprawną odpowiedź.
Numer
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6.
LITERATURA
1.
Dobrzański L. A.: Metaloznawstwo i obróbka cieplna. WSiP, Warszawa 1997
2.
Dobrucki W.: Zarys obróbki plastycznej metali. Wydawnictwo Śląsk, Katowice 1974
3.
Gabryszewski Z., Gronostajski J.: Mechanika procesów obróbki plastycznej.
Wydawnictwo Naukowe PWN, Warszawa 1991
4.
Kajzer S., Kozik R., Wusatowski R.: Wybrane zagadnienia z procesów obróbki
plastycznej metali. Wydawnictwo Politechniki Śląskiej, Gliwice 1997
5.
Karpiński T.: Inżynieria produkcji. Wydawnictwa Naukowo
−
Techniczne, Warszawa 2004
6.
Lisica A., Ostrowski B., Ziewie W.: Laboratorium Materiałoznawstwa. Wydawnictwo
Politechnika Radomska, Radom 2006
7.
Marciniak J. (red): Ćwiczenia laboratoryjne z metaloznawstwa. Wydawnictwo
Politechniki Gliwickiej, Gliwice 2001
8.
Weroński W., Schabowska K.: Przeróbka plastyczna metali. Cz. 1. WSiP, Warszawa 1989
9.
Wyrzykowski J.W., Pleszakow E., Sieniawski J.: Odkształcanie i pękanie metali.
Wydawnictwa Naukowo
−
Techniczne, Warszawa 1999
10.
Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
11.
oen.dydaktyka.agh.edu.pl
12.
www.jaswal.ps.pl
13.
www.metalplast.pwr.wroc.pl
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 05 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 03 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 01 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 05 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 03 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 01 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 02 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 01 n
więcej podobnych podstron