
Materiały inżynierskie z elementami inżynierii stomatologicznej
Materiały spiekane
cz. 1
dr inż. Grzegorz Matula
grzegorz.matula@polsl.pl
Materiały inżynierskie z elementami inżynierii stomatologicznej
Metalurgia Proszków to:
• Konkurencyjna metoda dla procesów
odlewania, kucia i obróbki ubytkowej.
• Stosowana gdy:
-temperatura topnienia jest zbyt wysoka
(W, Mo).
-twardość jest zbyt duża dla obróbki
skrawaniem.
- skala produkcji jest duża.
• Możliwość wytwarzania materiałów
porowatych i kompozytowych niemożliwych do
wytworzenia innymi metodami.
• Dobra zgodność wymiarowa.
Materiały inżynierskie z elementami inżynierii stomatologicznej
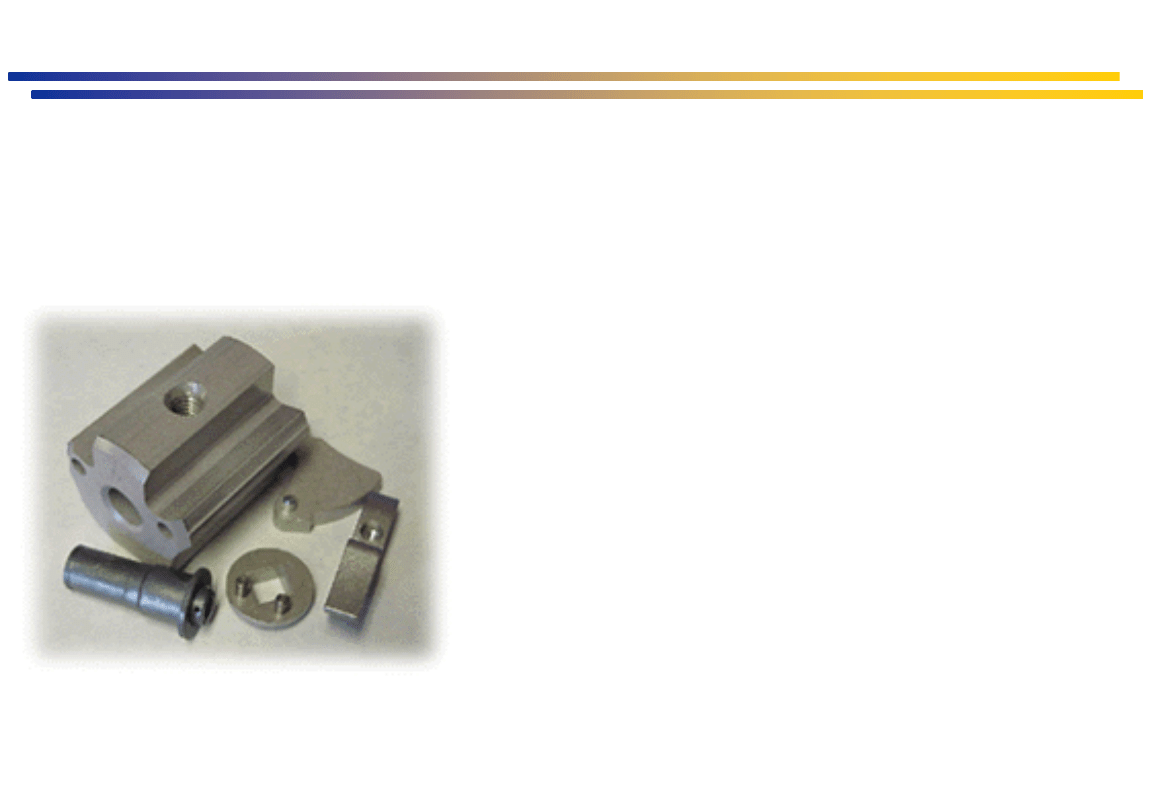
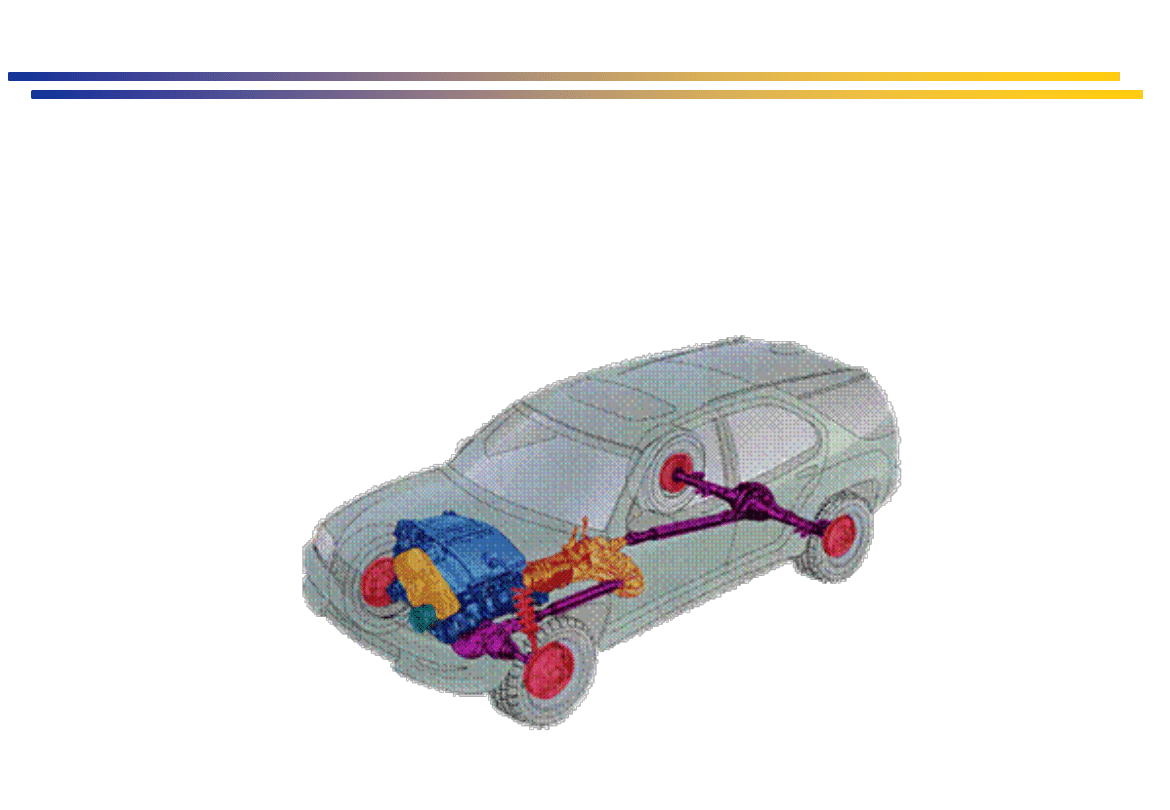
Z pośród produktów wytwarzanych metodami metalurgii
proszków około 70% trafia do przemysłu samochodowego.
Części samochodowe wytwarzane metodami metalurgii proszków
Materiały inżynierskie z elementami inżynierii stomatologicznej
1980
1985 1990
1995
2000
C
en
a
w
r
el
at
yw
ny
ch
j
ed
no
st
ka
ch
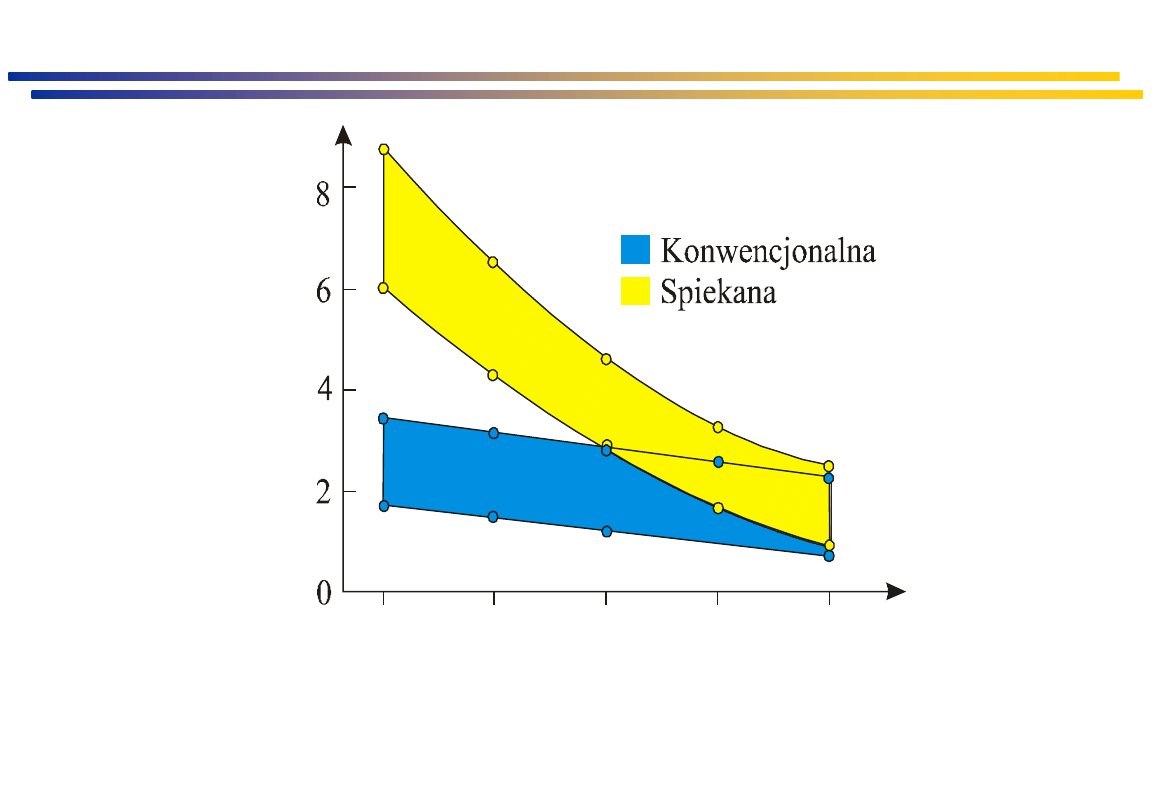
Porównanie zmiany cen stali szybkotnących
konwencjonalnych i spiekanych
Materiały inżynierskie z elementami inżynierii stomatologicznej
Mechaniczne
Fizykochemiczne
z fazy stałej
z fazy ciekłej
z fazy gazowej
elektrolityczna
redukowania
inne
zdzieranie
granulowanie
rozpylanie
zestalanie
z roztworów
wodnych
z roztworów
wodnych soli
frezowanie
ścieranie
tłuczenie
rozbijanie
rozpylanie i
rozdrabnianie
mechaniczne
rozkład
karbonylków
inne
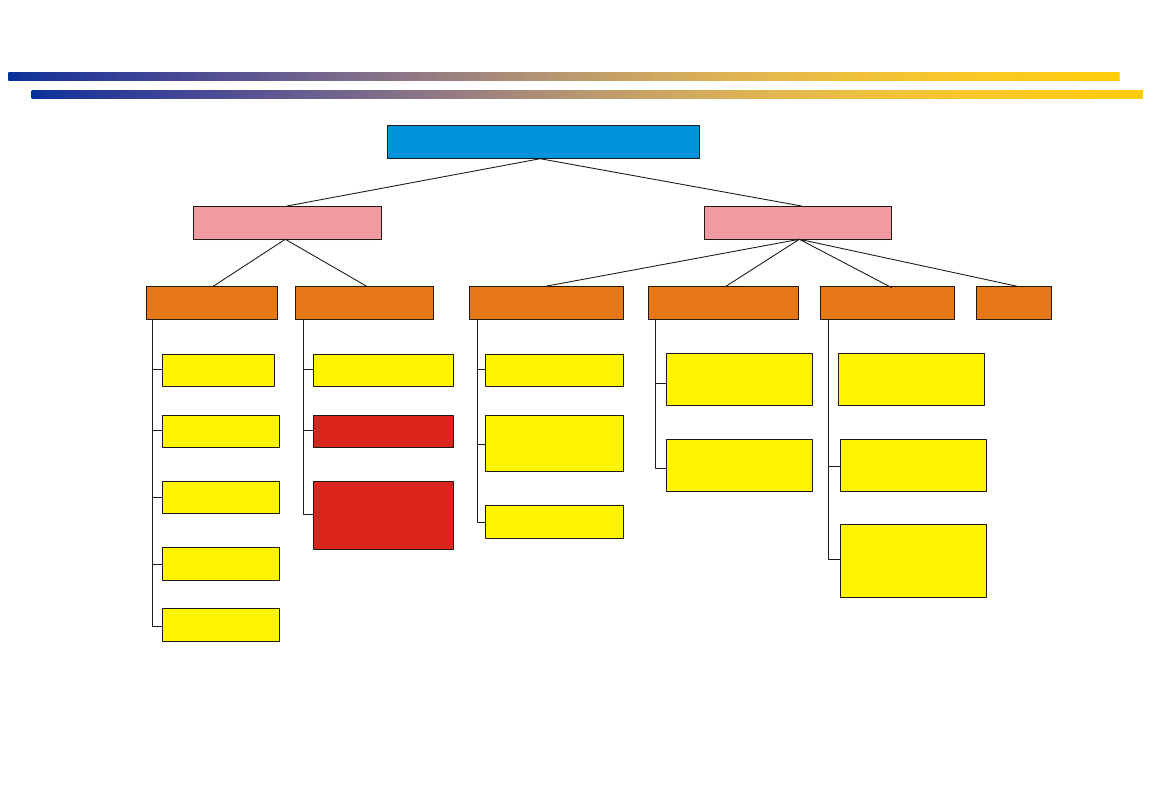
Metody wytwarzania proszków
ze stopionych
soli
ze stopionych
soli
cieplnie ze
związków
chemicznych
Ogólna charakterystyka metod wytwarzania
proszku
Materiały inżynierskie z elementami inżynierii stomatologicznej
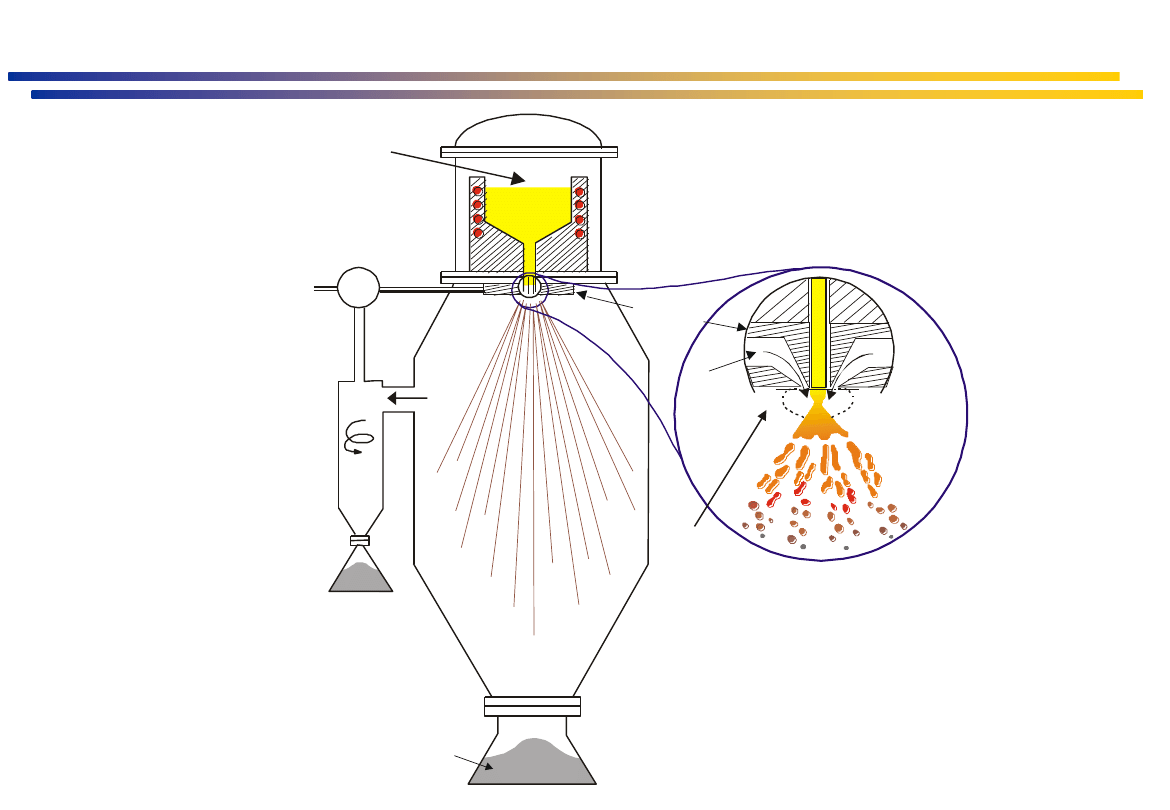
Wlot gazu
Ciekły metal
Próżniowy
piec indukcyjny
Zbiornik
Proszek
Proszek
drobnoziarnisty
Strefa
rozprężania
gazu
Dysza
gaz
gaz
Materiały inżynierskie z elementami inżynierii stomatologicznej
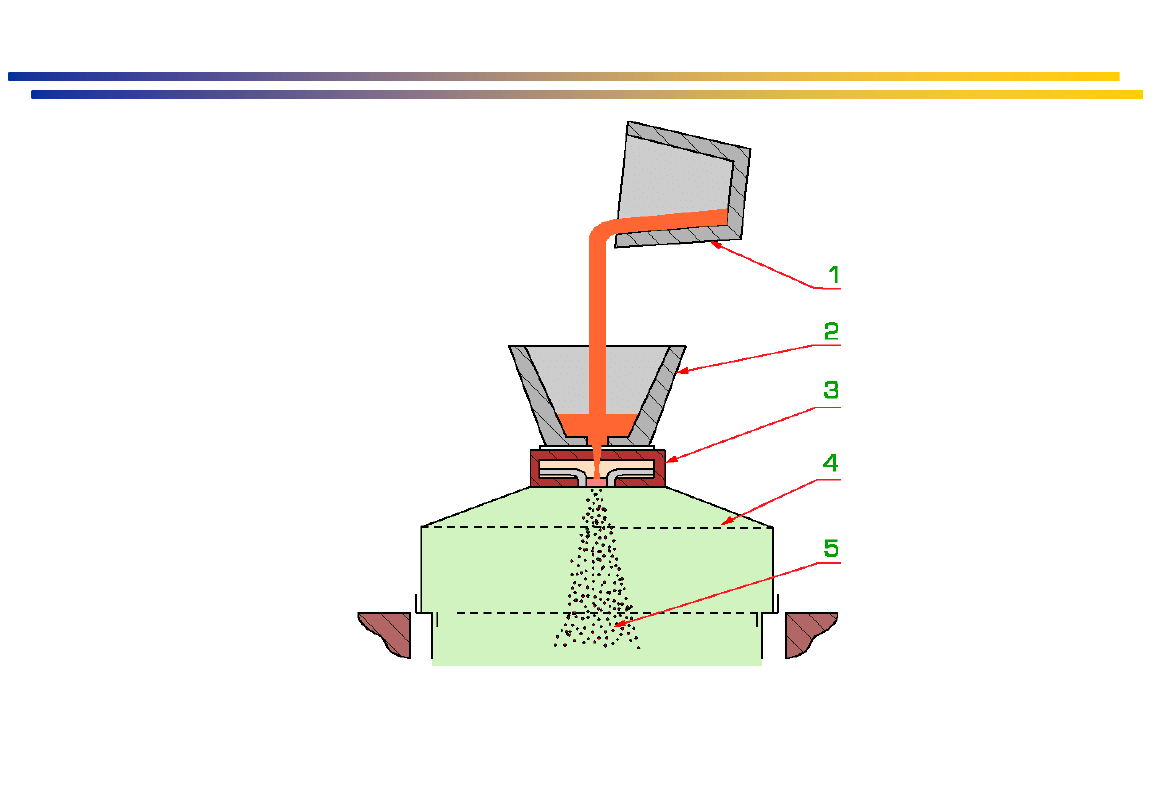
Schemat urządzenia do rozpylania metali; 1 – kadź, 2 – tygiel,
3 – dysza, 4 – komora rozpylania, 5 – proszek
Materiały inżynierskie z elementami inżynierii stomatologicznej
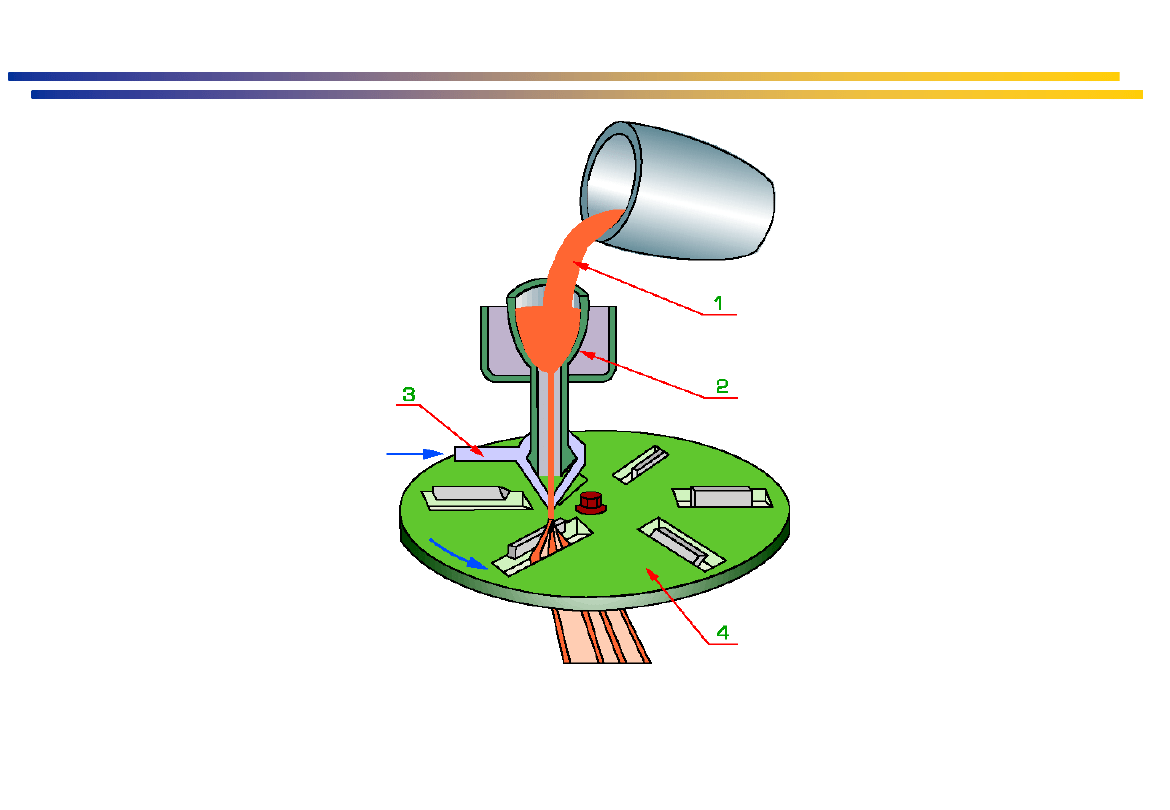
Schemat urządzenia do otrzymywania proszków metali przez
rozpylanie metodą DPG; 1 – ciekły metal, 2 – lejek z dyszą,
3 – woda, 4 – wirująca tarcza z łopatkami–klinami
Materiały inżynierskie z elementami inżynierii stomatologicznej
25
m
25
m
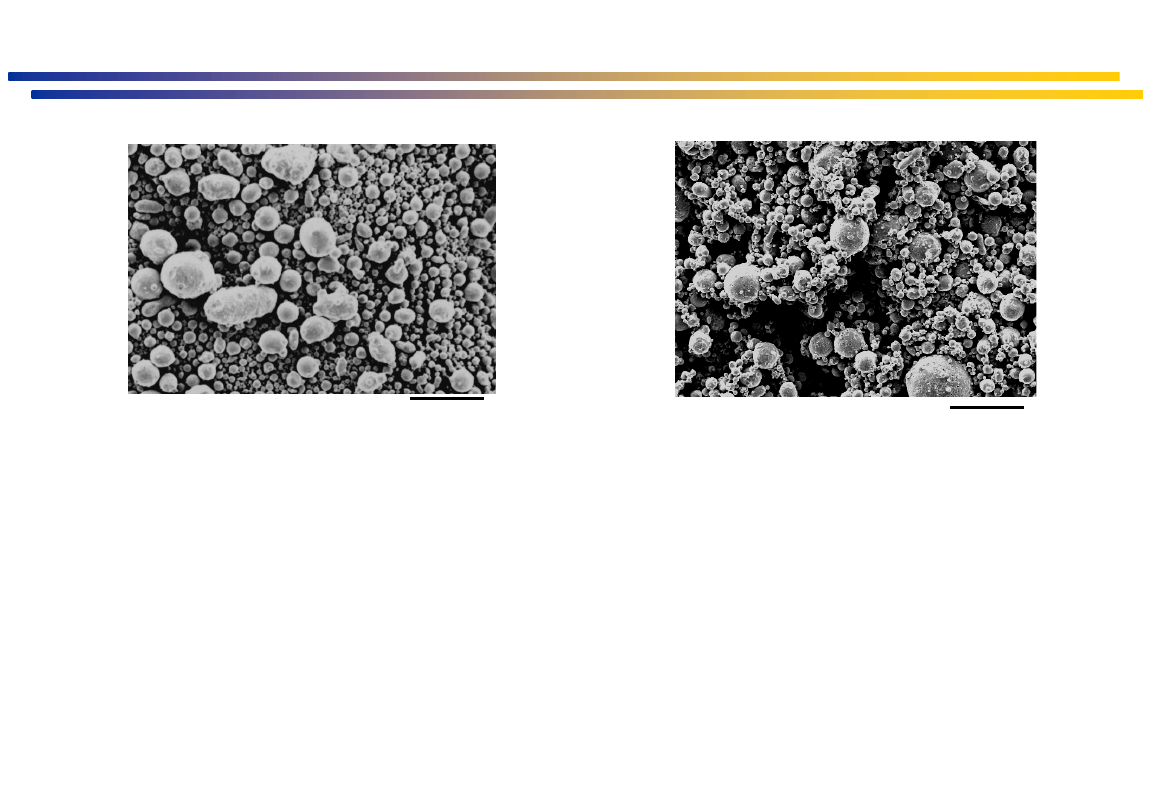
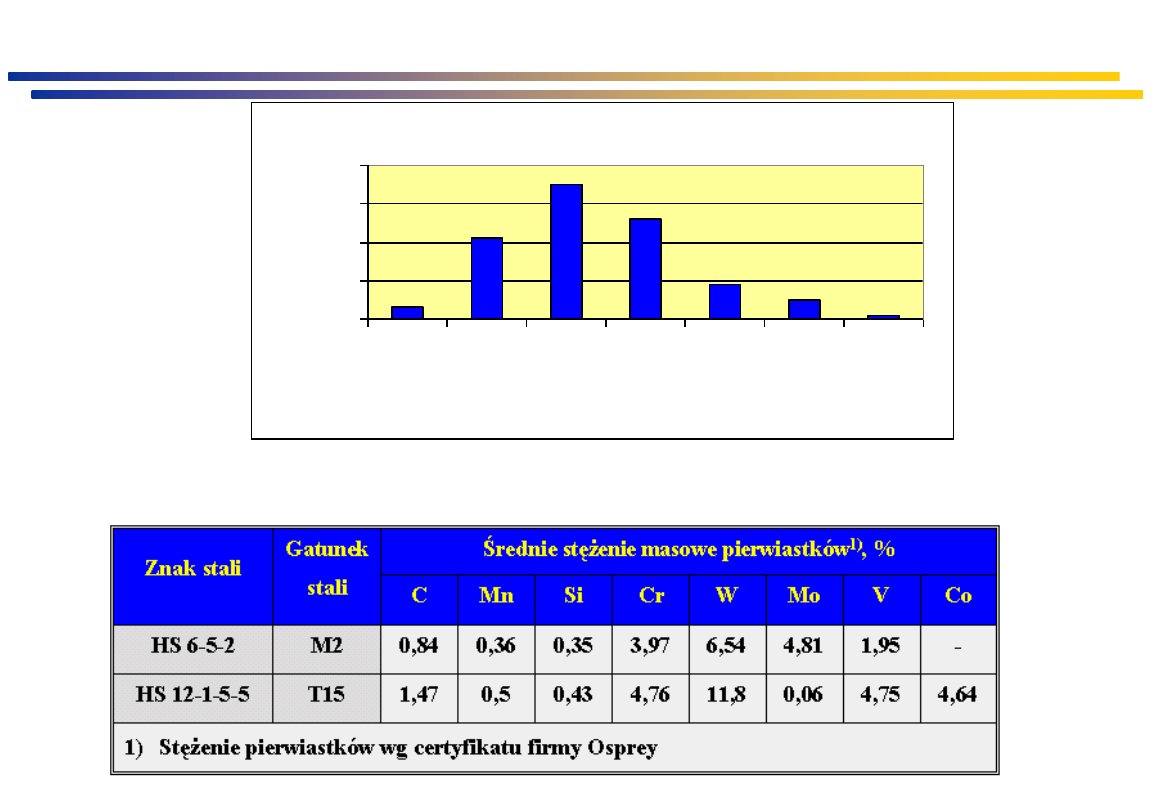
• Proszek stali HS6-5-2 i HS12-1-5-5 firmy Ospray rozpylony
argonem
• wielkość ziarna w 80% poniżej 21
m
• kształt sferyczny
• zastosowany do wytwarzania stali metodą formowania
gęstwy polimerowo-proszkowej
Materiały inżynierskie z elementami inżynierii stomatologicznej
0
10
20
30
40
5
10
15
20
25
30
35
Wielkość ziarna,
m
U
dz
ia
ł pr
oc
en
tow
y, %
Rozkład wielkości ziarna proszku rozpylonego
gazem stali HS12-1-5-5 (T15)
Materiały inżynierskie z elementami inżynierii stomatologicznej
0
10
20
30
40
20
40
60
80
100
120
Wielkość ziarna,
m
U
dz
ia
ł pr
oc
en
tow
y, %
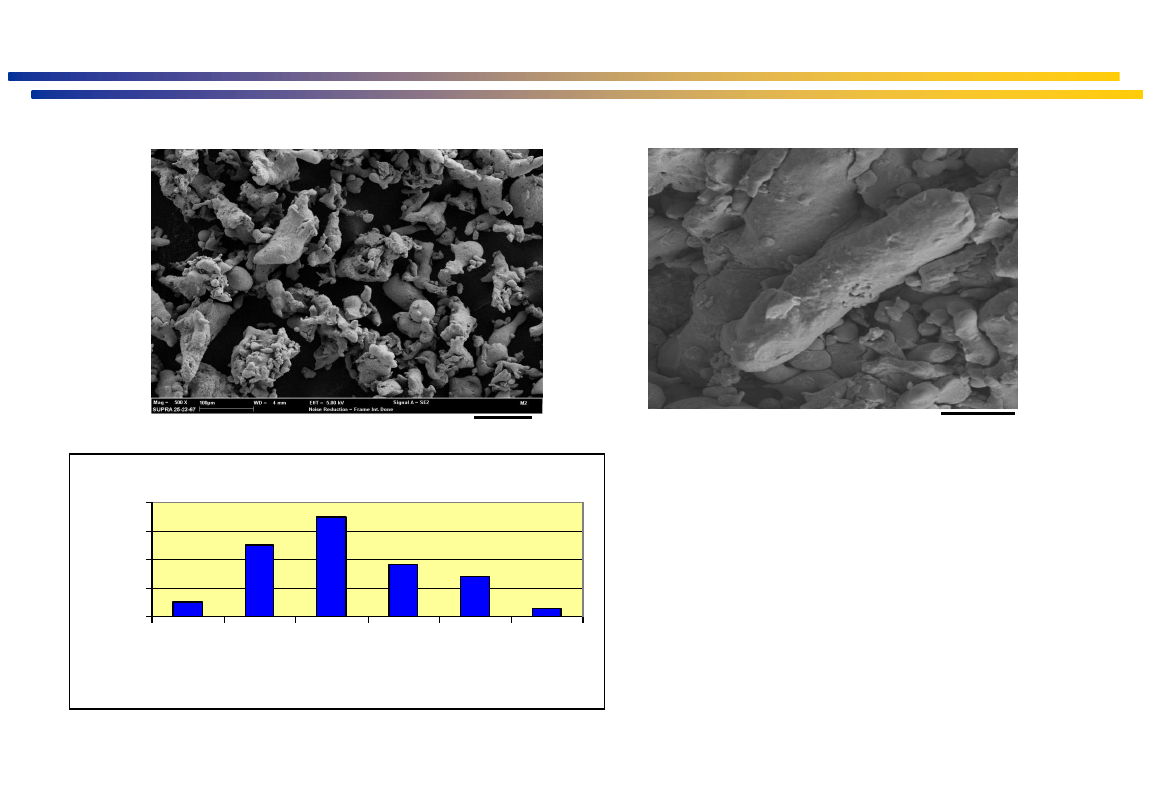
•Proszek firmy Höganas rozpylony
wodą
• wielkość ziarna poniżej 100
m
• rozwinięta powierzchnia proszku
• prasowany pod ciśnieniem 750 MPa
i spiekany
Rozkład wielkości ziarna proszku
stali HS12-1-5-5
Proszek HS6-5-2
Proszek HS12-1-5-5
50
m
100
m

Materiały inżynierskie z elementami inżynierii stomatologicznej
Części maszyn wytworzone przez spiekanie
Etapy wytwarzania spieków
- Wytwarzanie proszku
- Przygotowanie proszku
- Formowanie (prasowanie)
- Spiekanie
- Obróbka wykańczająca
Materiały inżynierskie z elementami inżynierii stomatologicznej
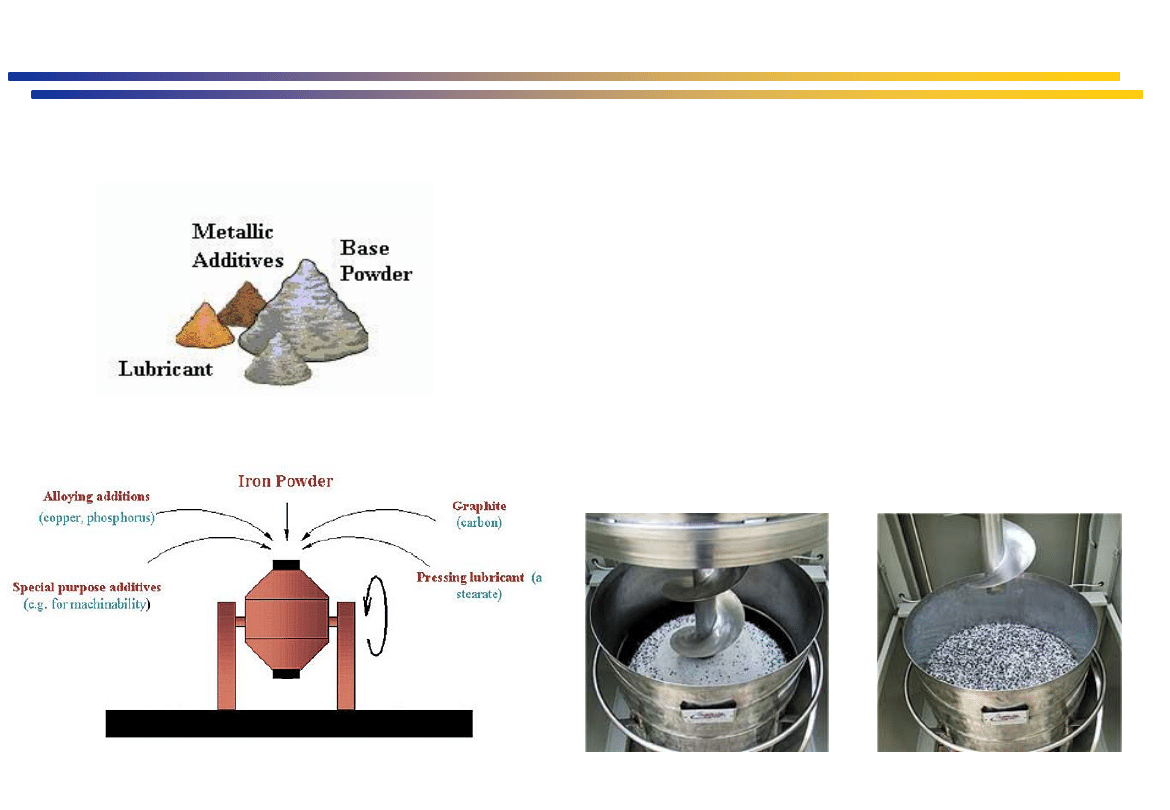
1. Redukcja tlenków
2. Wyżarzanie
3. Odważenie proszków
4. Dodanie środków poślizgowych
5. Mieszanie
Początek mieszania Koniec mieszania
Przygotowanie proszku
Materiały inżynierskie z elementami inżynierii stomatologicznej
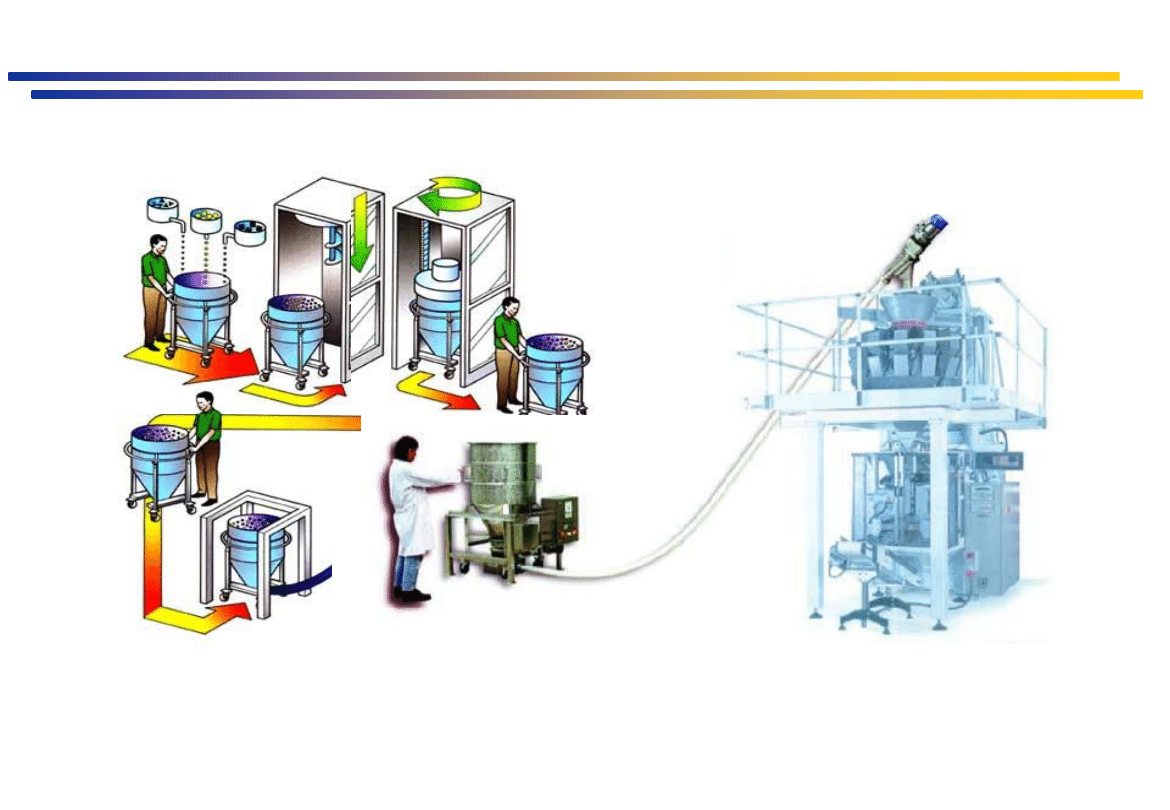
Transport proszku
Materiały inżynierskie z elementami inżynierii stomatologicznej
Ciśnienie prasowania mieści się w
zakresie 100 – 900 MPa,
rezultatem jest powstanie
kształtki “Green body”.
Prasowanie w matrycy
Prasowanie izostatyczne
Walcowanie
Powder Injection Molding (PIM)
dla małych elementów.
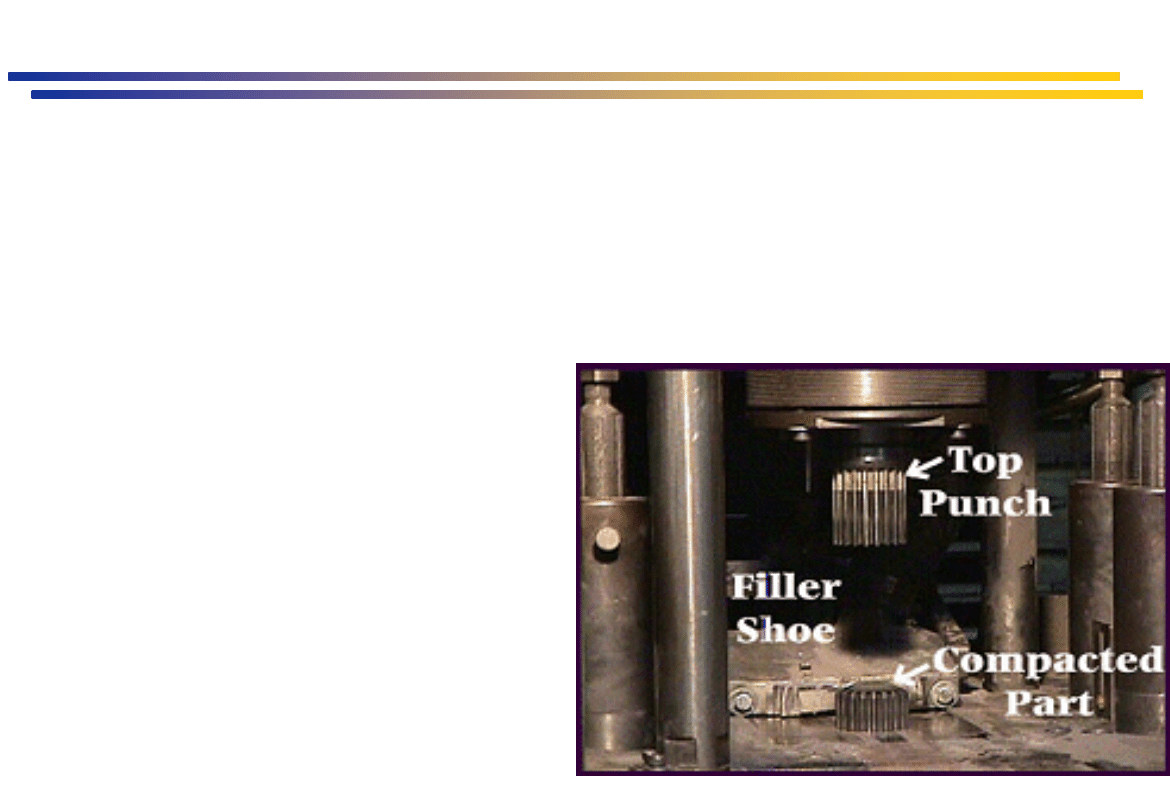
1. Zasypanie matrycy
2. Sprasowanie proszku
3. Usunięcie wypraski
Formowanie
Materiały inżynierskie z elementami inżynierii stomatologicznej
Formowanie
Materiały inżynierskie z elementami inżynierii stomatologicznej
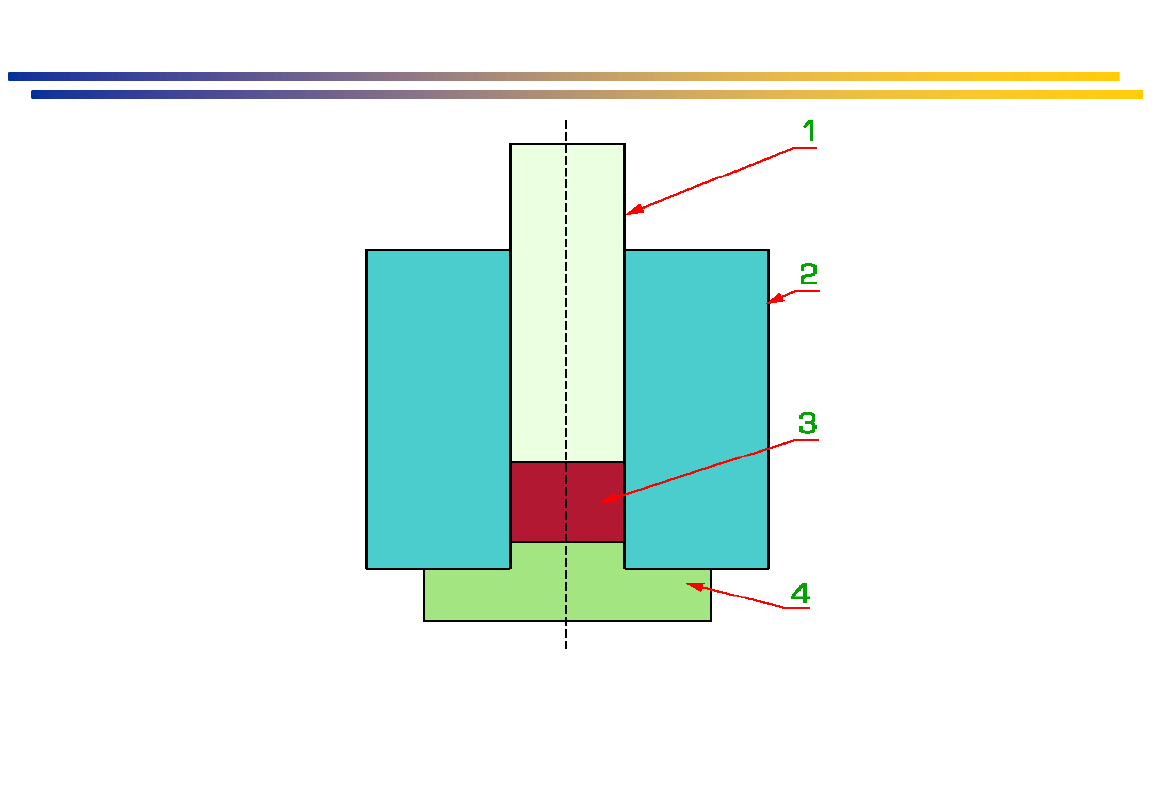
Schemat prasowania jednostronnego proszków; 1 – stempel górny,
2 – matryca, 3 – proszek, 4 – stempel dolny
Materiały inżynierskie z elementami inżynierii stomatologicznej
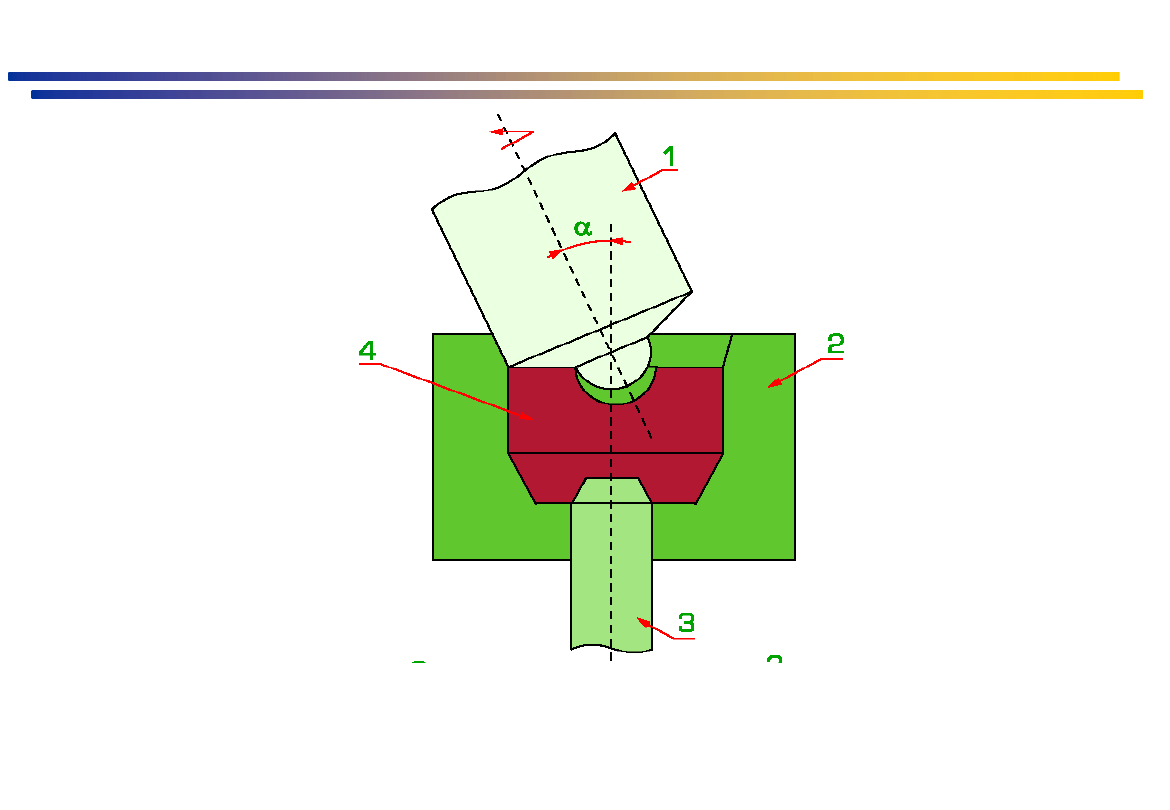
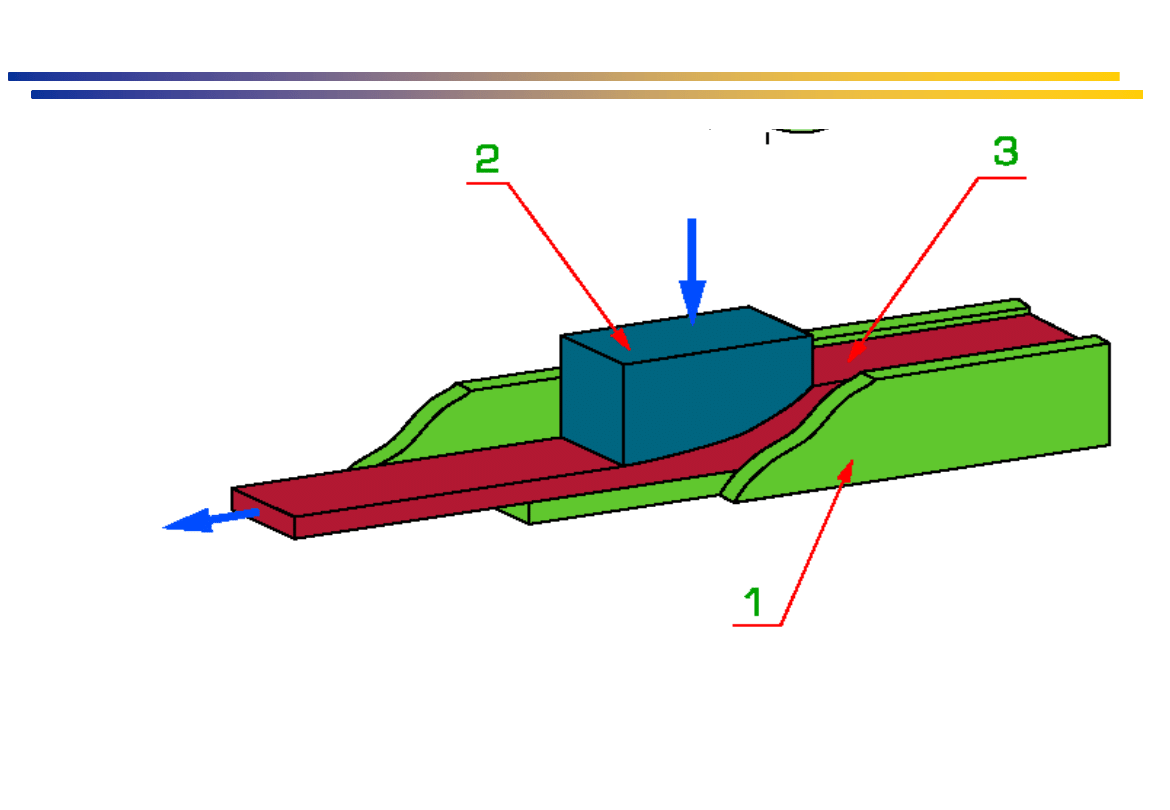
Schemat prasowania obwiedniowego proszków; 1 – obracający
się stempel, 2 – matryca, 3 – wypychacz, 4 – proszek
Materiały inżynierskie z elementami inżynierii stomatologicznej
Schemat urządzenia do prasowania kroczącego proszków;
1 – podłużna matryca, 2 – przesuwający się tłok metalowy,
3 – proszek
Materiały inżynierskie z elementami inżynierii stomatologicznej
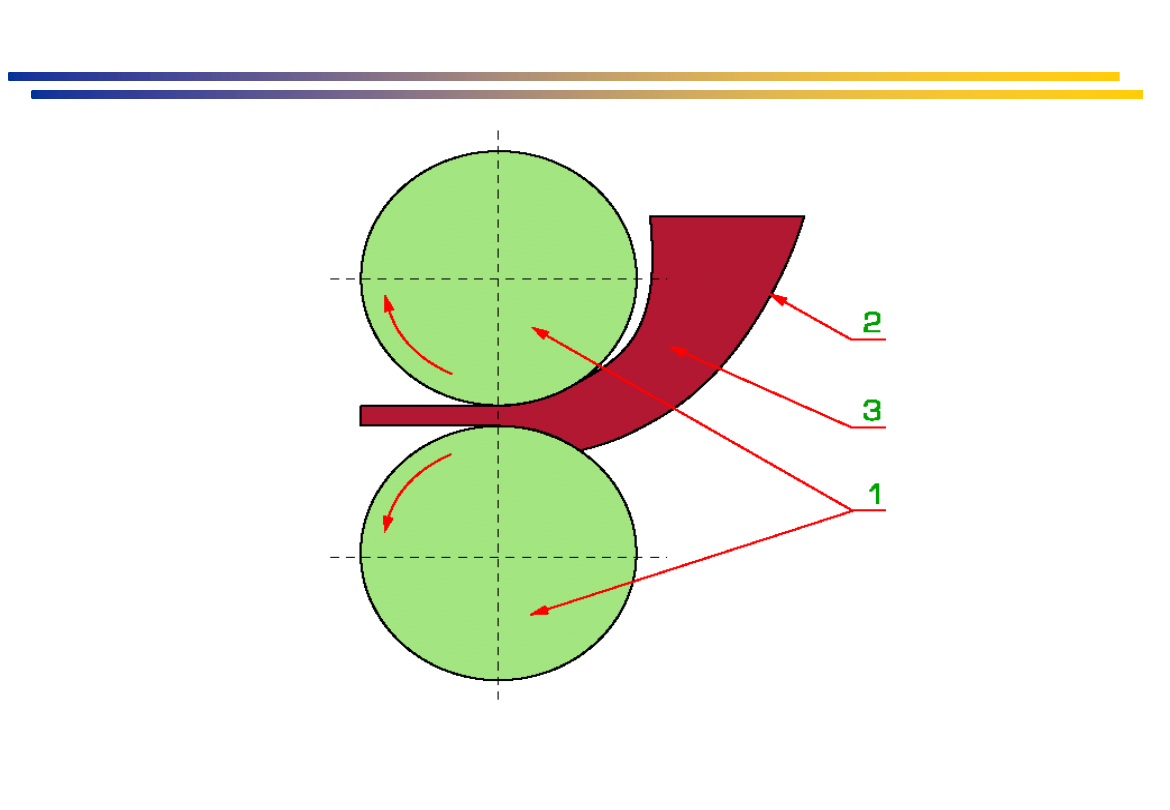
Schemat walcowania proszków; 1 – walce, 2 – lej zasypowy, 3 – proszek
Materiały inżynierskie z elementami inżynierii stomatologicznej
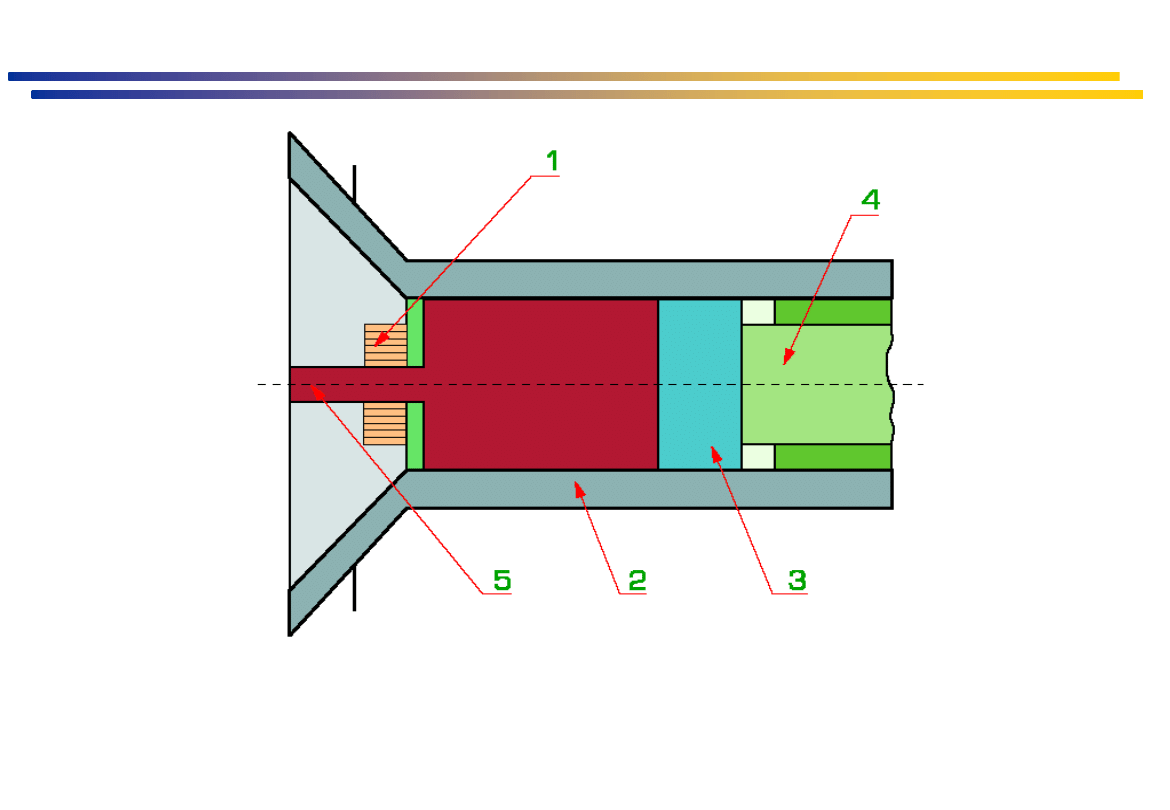
Schemat wyciskania proszków bez osłony; 1 – matryca,
2 – rura stalowa, 3 – popychacz proszku, 4 – stempel,
5 – uformowany proszek
Materiały inżynierskie z elementami inżynierii stomatologicznej
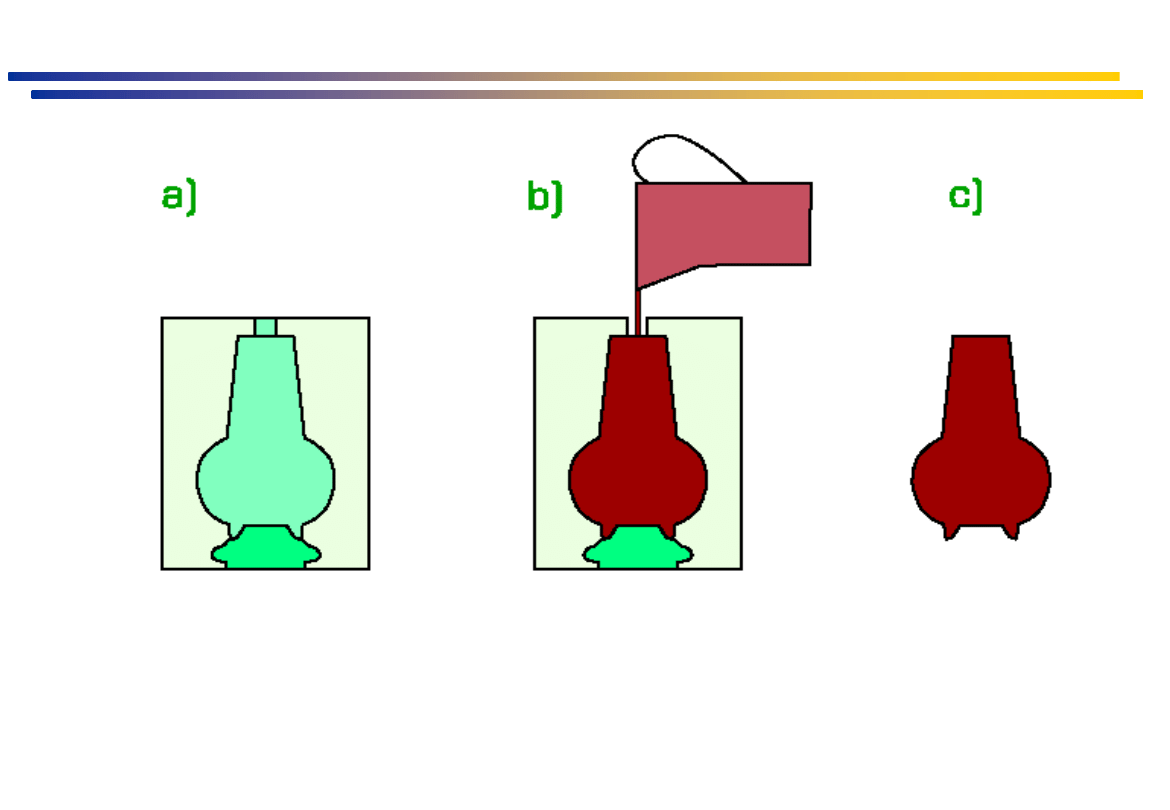
Zasada odlewania gęstwy a) forma, b) zalewanie gęstwy,
c) uzyskana kształtka
Materiały inżynierskie z elementami inżynierii stomatologicznej
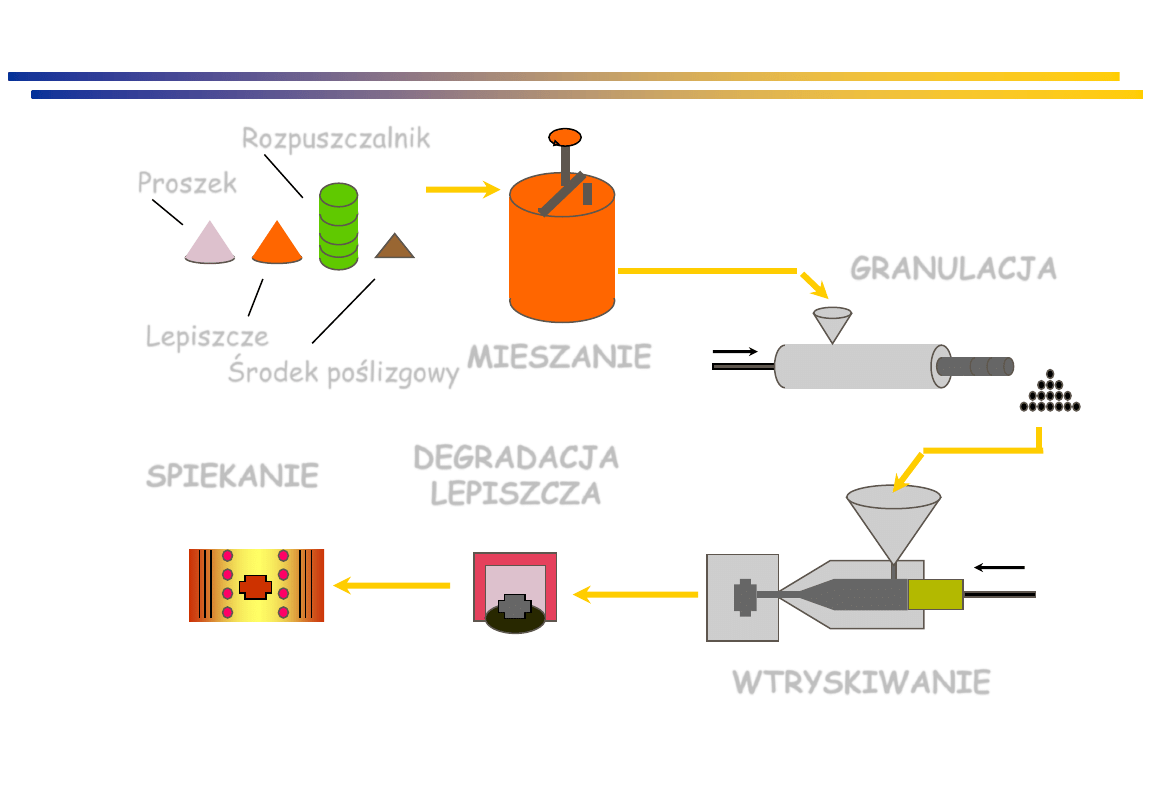
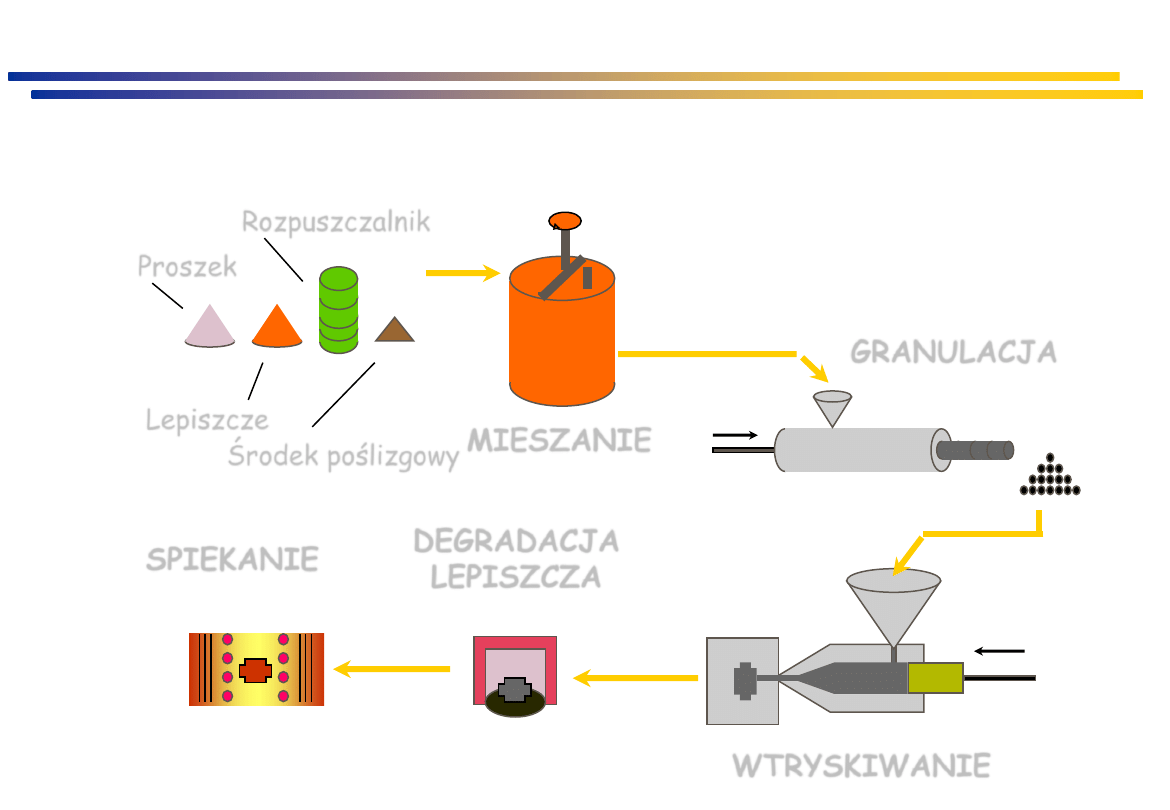
Proszek
Lepiszcze
Rozpuszczalnik
Środek poślizgowy
MIESZANIE
GRANULACJA
WTRYSKIWANIE
DEGRADACJA
LEPISZCZA
SPIEKANIE
Materiały inżynierskie z elementami inżynierii stomatologicznej
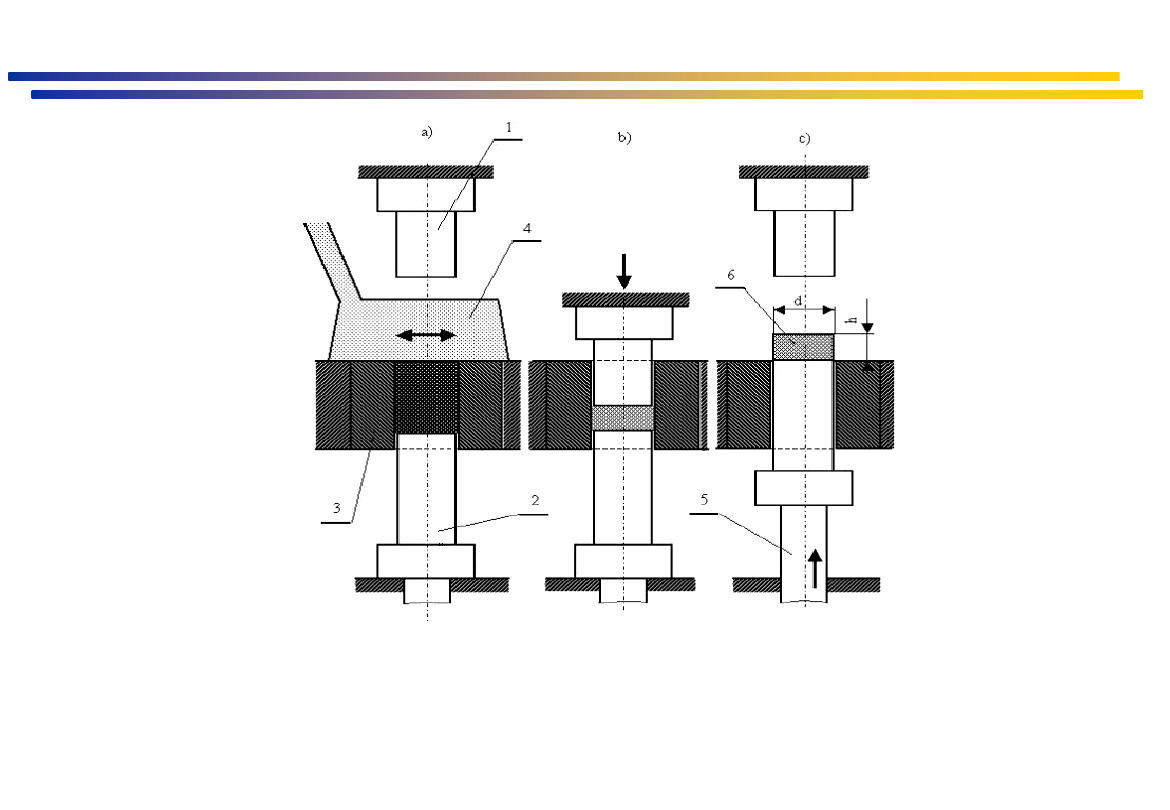
Schemat prasowania jednostronnego: a) zasypywanie proszku do matrycy,
b) prasowanie, c) usunięcie wypraski; 1 - stempel prasujący (ruchomy), 2
- stempel dolny (stały), 3 - matryca, 4 - kaseta zasypowa, 5 -
wyrzutnik, 6 – wypraska o wymiarach d i h
Materiały inżynierskie z elementami inżynierii stomatologicznej
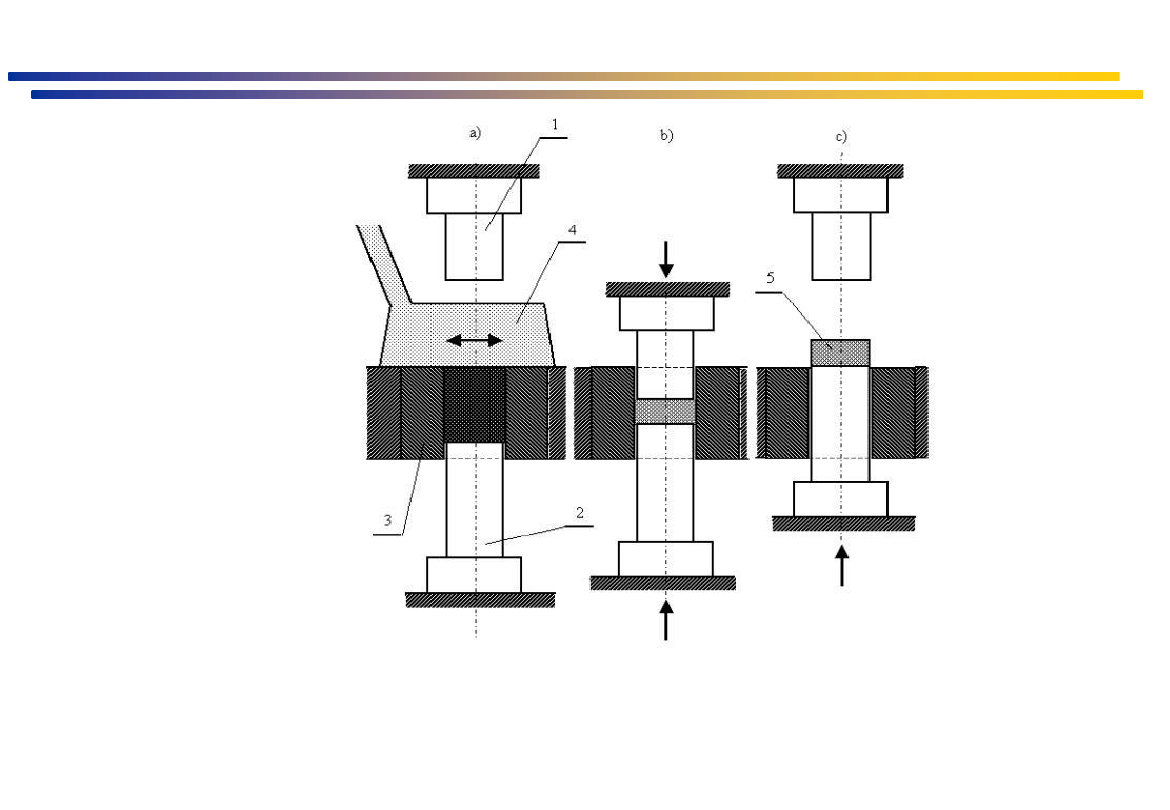
Schemat prasowania dwustronnego z przeciwbieżnym ruchem
stempli: a) zasypywanie proszku do matrycy, b) prasowanie, c) usuwanie
wypraski; 1 - stempel górny, 2 - stempel dolny, 3 - matryca, 4 - kaseta
zasypowa, 5 – wypraska
Materiały inżynierskie z elementami inżynierii stomatologicznej
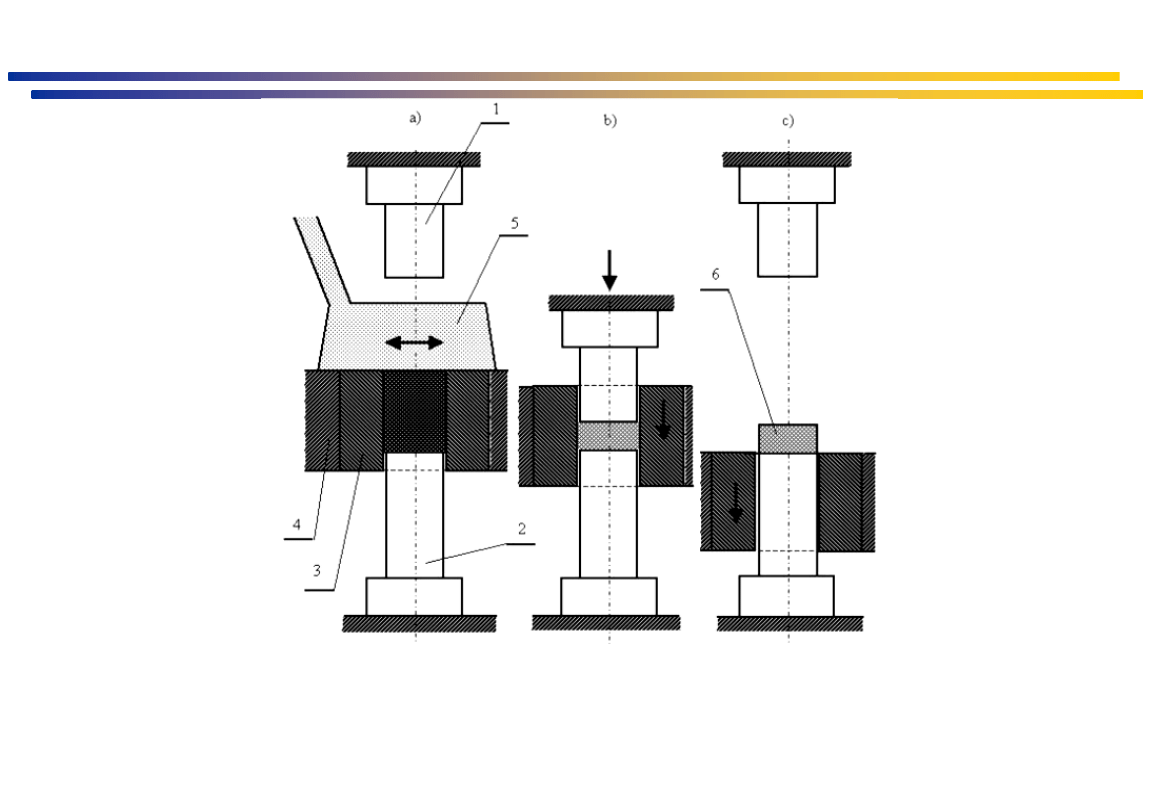
Prasowanie dwustronne ze współbieżnym ruchem matrycy: a) zasypywanie
proszku, b) prasowanie, c) usuwanie wypraski; 1 - stempel górny, 2 -
stempel dolny, 3 - matryca, 4 - ruchomy stół matrycy, 5 - kaseta
zasypowa, 6 – wypraska
Materiały inżynierskie z elementami inżynierii stomatologicznej
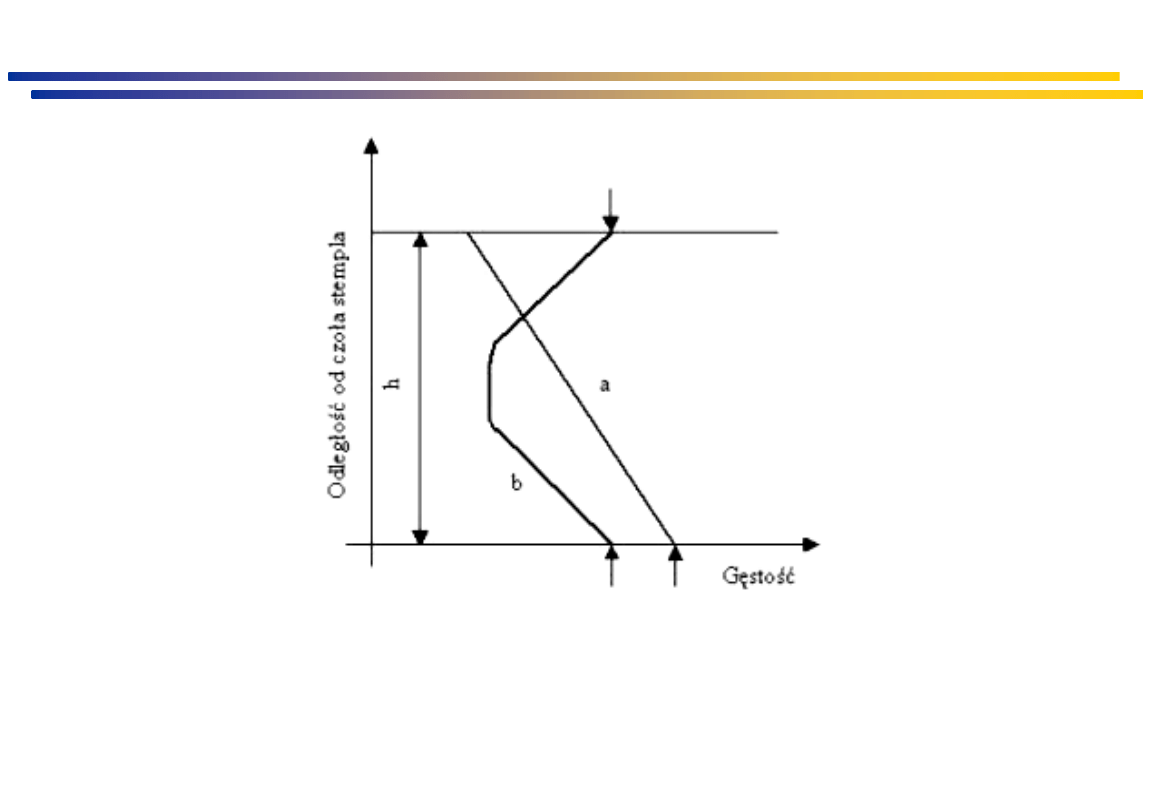
Schemat rozkładu gęstości w wyprasce przy prasowaniu jednostronnym (a) i
dwustronnym(b): h - wysokość wypraski; strzałki wskazują kierunki działania
stempli względem matrycy
Materiały inżynierskie z elementami inżynierii stomatologicznej
0
2,5
5
7,5
10
12,5
15
17,5
0
2,5
2,5
5
5
7,5
7,5
10
10
Odległość od osi, mm
W
ys
ok
oś
ć
w
yp
ra
sk
i,
m
m
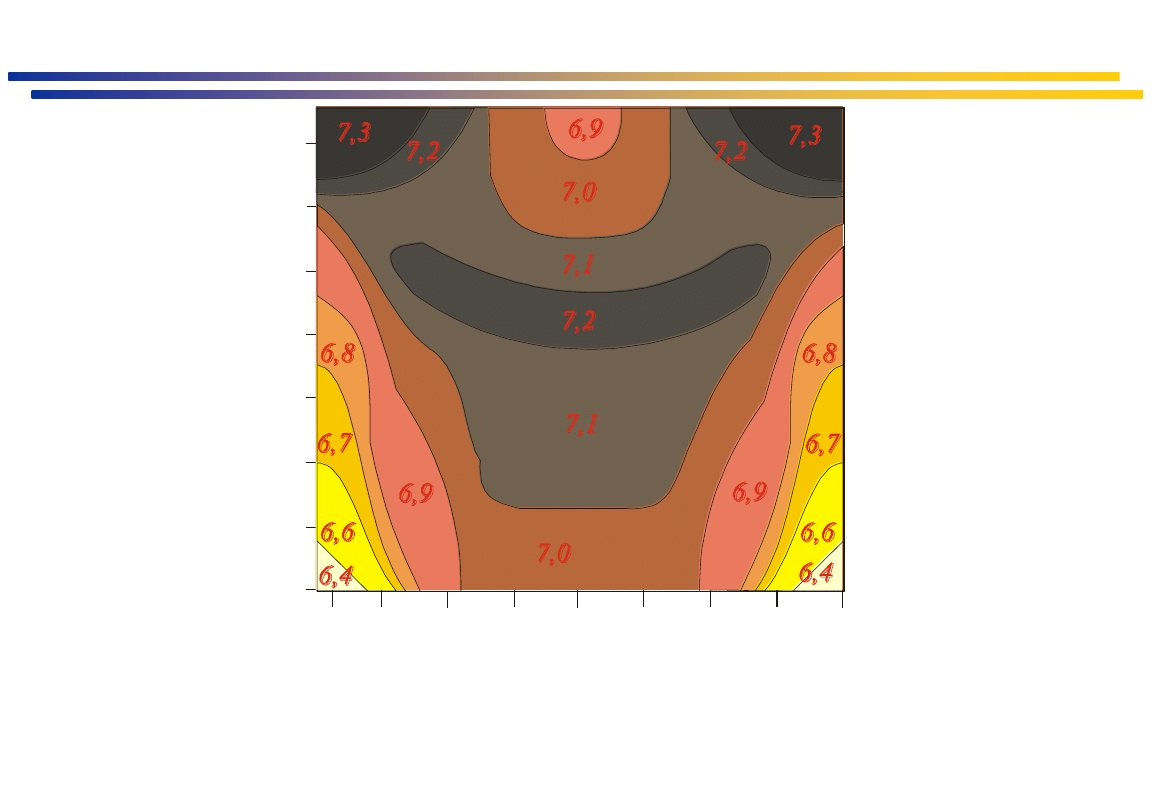
Rozkład gęstości proszku niklu prasowanego
jednostronnie pod ciśnieniem 700 MPa
Materiały inżynierskie z elementami inżynierii stomatologicznej
Na gęstość wypraski wpływ mają:
•Rodzaj proszku,
•Metoda prasowania,
•Ciśnienie prasowania,
•Kształt formy,
Przy spiekaniu:
•Temperatura i czas spiekania,
•Zastosowana atmosfera
•Obecność fazy ciekłej
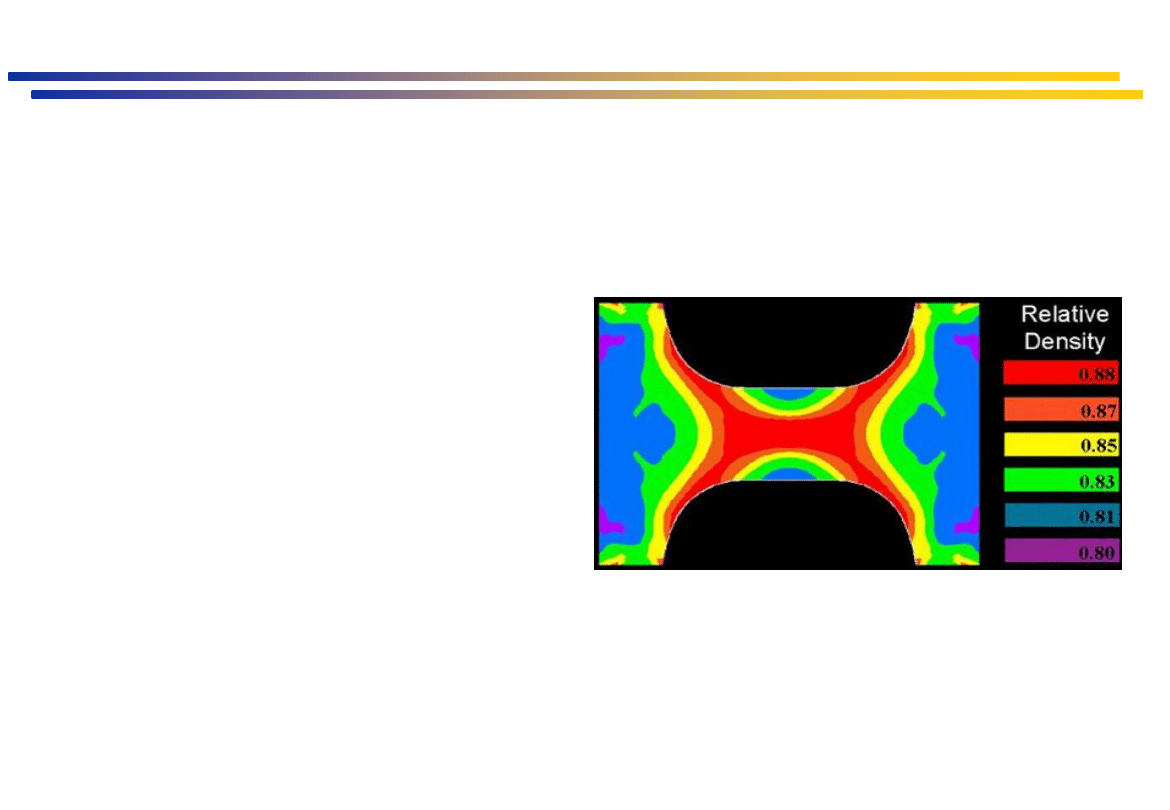
Rozkład gęstości w przekroju wypraski
prasowanej dwustronnie
Rozkład gęstości
Materiały inżynierskie z elementami inżynierii stomatologicznej
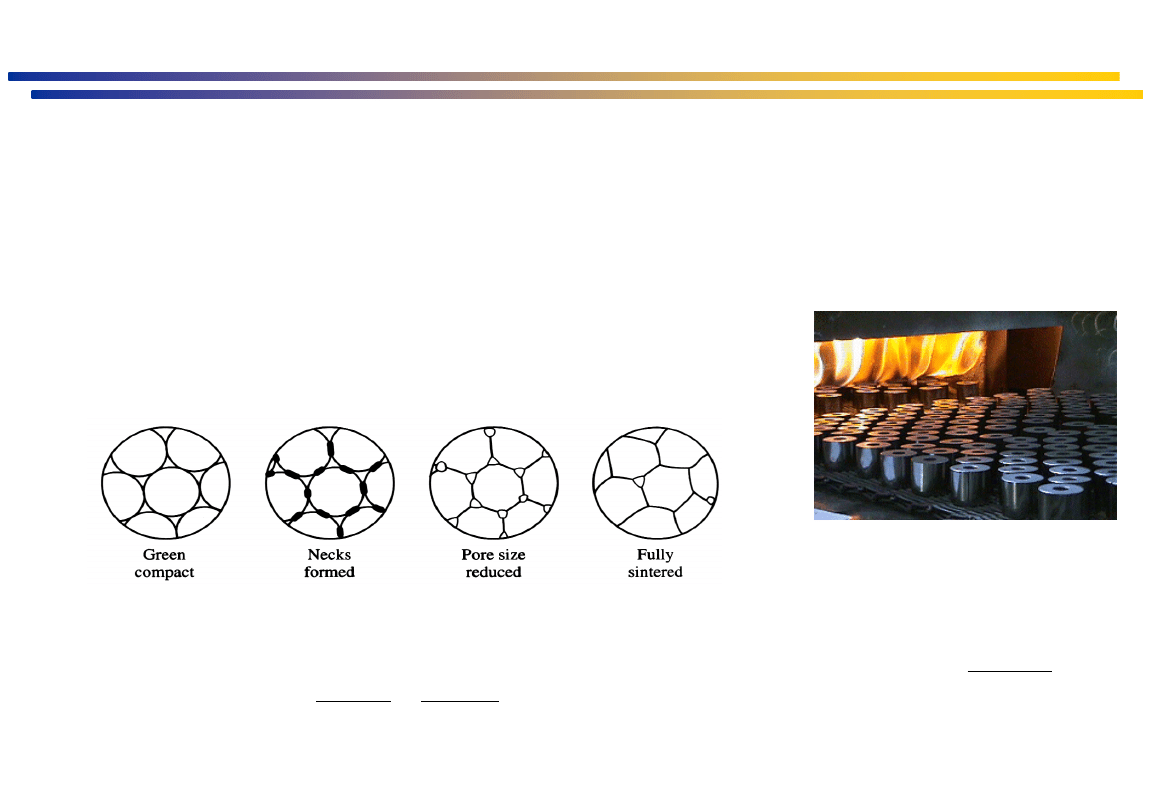
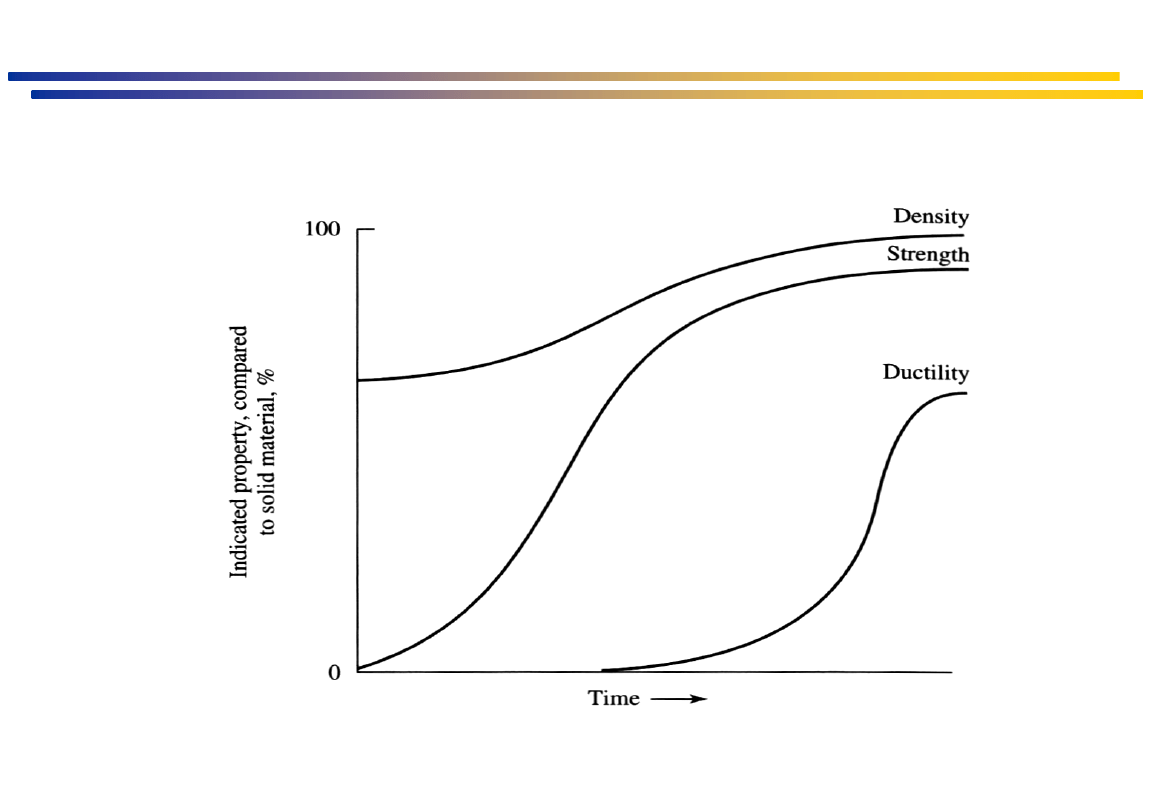
Spiekanie odbywa się w zakresie
temperatur: 0.7~0.9
T
m
.
Transformacja mechanicznie zespolonych
wyprasek w dużo wytrzymalsze zespolone
metalicznie spieki.
Występuje zjawisko skurczu:
sintered
sintered
.
green
green
V
V
skurcz
Obj
3
/
1
sintered
green
liniowy
Skurcz
Spiekanie
Materiały inżynierskie z elementami inżynierii stomatologicznej
Materiały inżynierskie z elementami inżynierii stomatologicznej
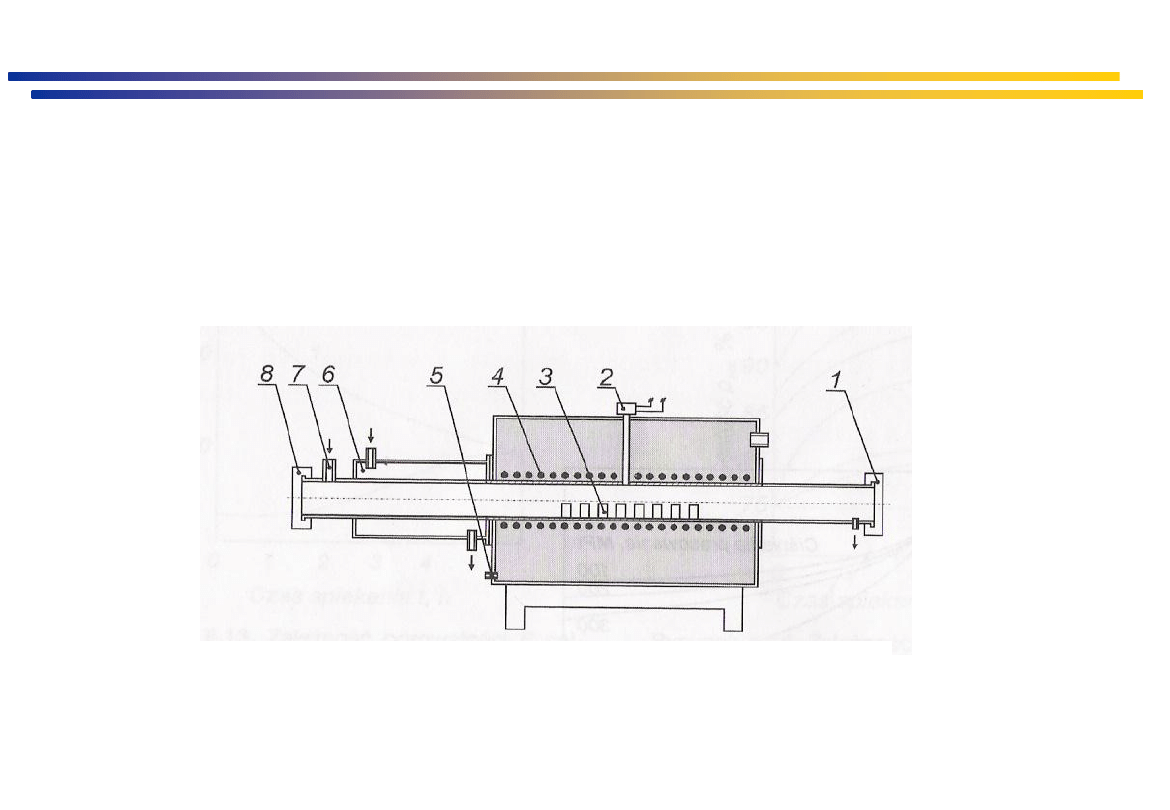
1 - zamknięcie komory załadowczej, 2 – termopara, 3 – spiekane elementy, 4 – elementy grzejne,
5 – podłączenie elektryczne pieca, 6 – płaszcz wodny, 7 – doprowadzenie atmosfery ochronnej,
8 – zamknięcie komory wyładowczej
•Do spiekania małych serii,
•Do kształtek o małych wymiarach,
•Do temperatury 1000°C
Piec rurowy do pracy okresowej
Materiały inżynierskie z elementami inżynierii stomatologicznej
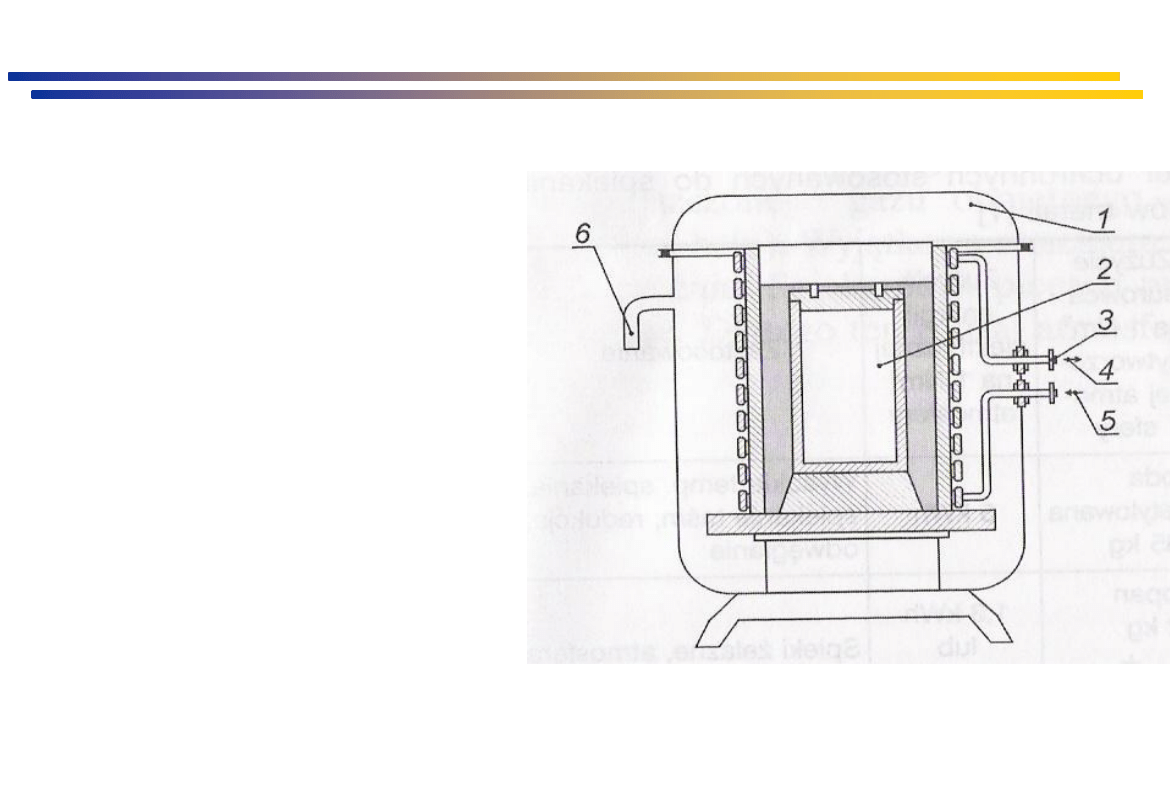
Piec indukcyjny do pracy okresowej
1 – Zamknięcie komory pieca, 2 – komora próżniowa, 3 – doprowadzenie prądu,
4 i 5 – doprowadzenie i odprowadzenie wody chłodzącej, 6 – połączenie z instalacją próżniową
•Są uszczelniane wodą,
•Umożliwiają spalenie
zużytej atmosfery,
•Nie wymagają wypalenia,
środków poślizgowych,
przed spiekaniem,
•Umożliwiają oszczędne zużywanie
atmosfer.
•Pozwalają uzyskać wysokie
temperatury
Materiały inżynierskie z elementami inżynierii stomatologicznej
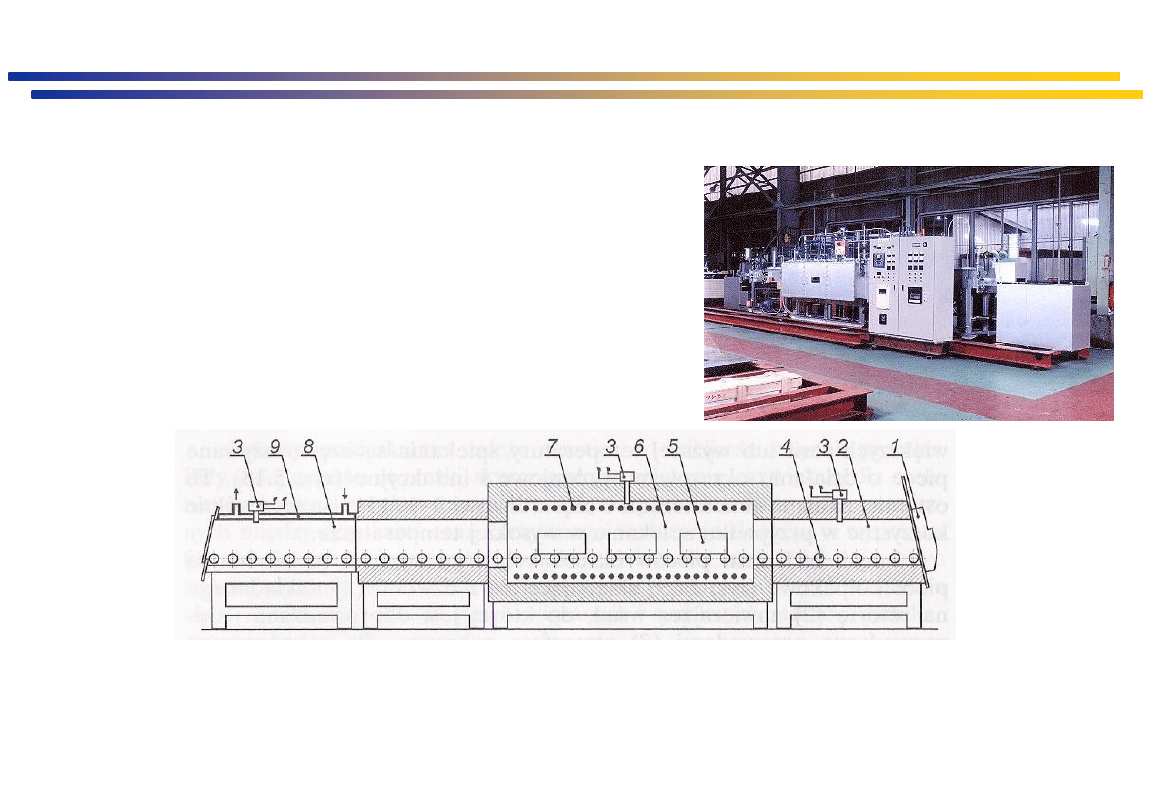
Piec tunelowy
Część załadowcza,
Część grzewcza,
Część wyładowcza
1 – zamknięcie komory załadowczej, komora załadowcza, 3 – termopara, 4 – podajnik rolkowy,
5 – wsad, 6 – komora grzewcza, 7 – elementy grzejne, 8 – komora wyładowcza, 9 płaszcz wodny
Materiały inżynierskie z elementami inżynierii stomatologicznej
Piec tunelowy
•Transport kształtek odbywa się za pomocą podajników:
-Taśmowych,
-Rolkowych,
•Konieczne jest wypalenie środków poślizgowych
•Duże zużycie atmosfer ochronnych
•Wysoka wydajność
Materiały inżynierskie z elementami inżynierii stomatologicznej
Metoda stosowana do spieków
o specjalnym przeznaczeniu,
np. dużym współczynniku tarcia,
stosowanych w sprzęgłach
Kształtka sprasowana podczas spiekania
Transport kształtek podajnikiem taśmowym
Prasowanie na gorąco
Materiały inżynierskie z elementami inżynierii stomatologicznej
Proszek
Lepiszcze
Rozpuszczalnik
Środek poślizgowy
MIESZANIE
GRANULACJA
WTRYSKIWANIE
DEGRADACJA
LEPISZCZA
SPIEKANIE
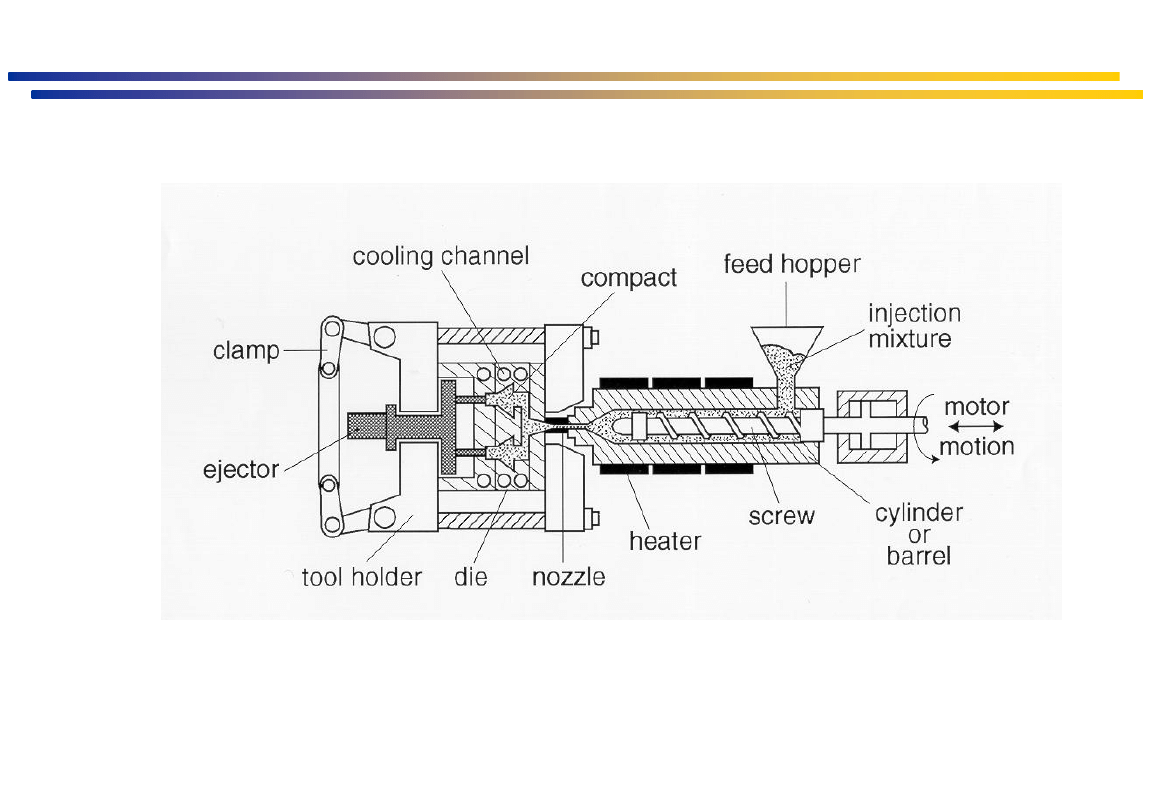
Formowanie wtryskowe proszku

Materiały inżynierskie z elementami inżynierii stomatologicznej
Metoda ta wzięła swój początek od formowania wtryskowego
materiałów polimerowych, stosowanego na szeroką skalę do
wytwarzania materiałów termoplastycznych. Umożliwia ona
wykorzystanie zalet formowania wtryskowego polimerów do
wytwarzania materiałów metalowych, ceramicznych i metalowo-
ceramicznych. Wzrost zastosowania formowania wtryskowego
proszku PIM (Powder Injection Molding) jaki przypada na kraje
rozwinięte obejmuje już prawie każdą dziedzinę życia. Szerokie
zastosowania metody wynikają z możliwości wytwarzania elementów o
skomplikowanych kształtach, stosunkowo małej masie i wysoko
rozbudowanej powierzchni, co w przypadku innych metod wytwarzania
materiałów spiekanych jest wyjątkowo trudne lub też niemożliwe.
Dodatkowym atutem tej metody jest niewątpliwie możliwość
pominięcia obróbki plastycznej i ubytkowej, oraz związane z tym
korzyści ekonomiczne i ekologiczne. Formowanie wtryskowe proszku w
porównaniu do innych metod wytwarzania materiałów spiekanych ma
silne tendencje rozwojowe i z pewnością będzie metodą priorytetową
w niedalekiej przyszłości.
Materiały inżynierskie z elementami inżynierii stomatologicznej
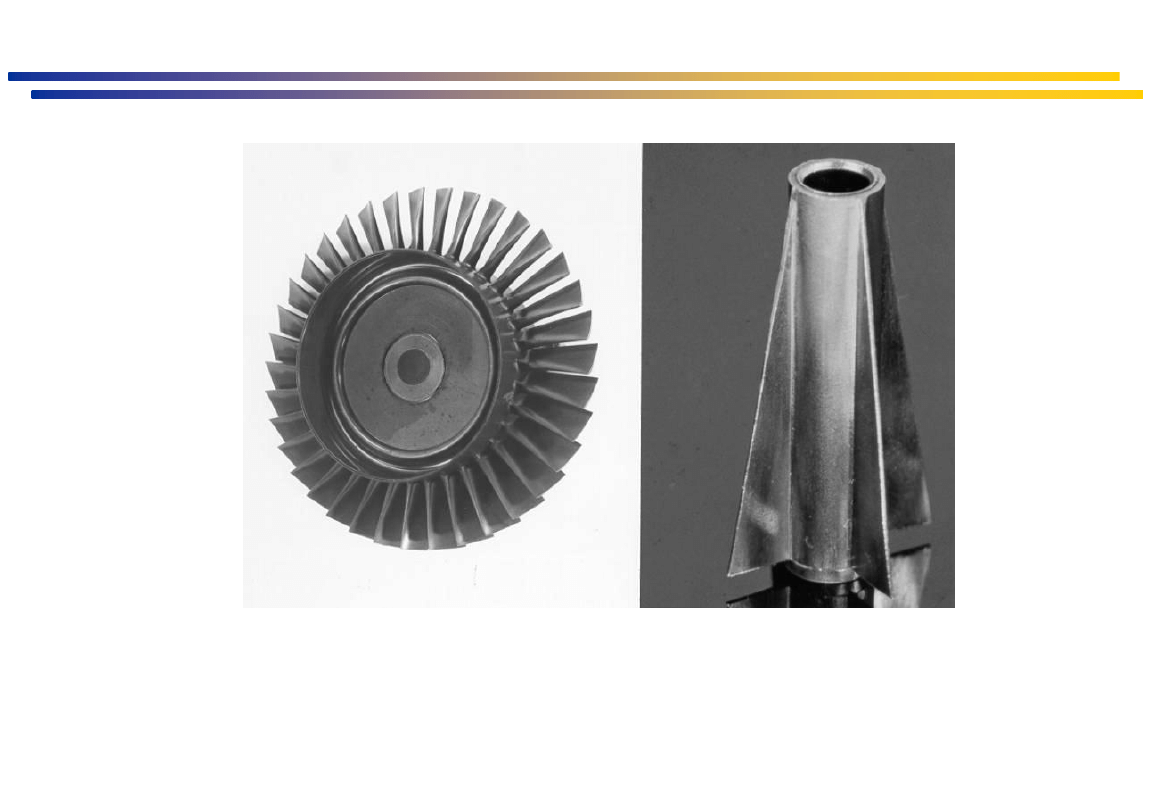
Materiały inżynierskie z elementami inżynierii stomatologicznej
Wirnik wykonany z SiC Stabilizator pocisku
Ford
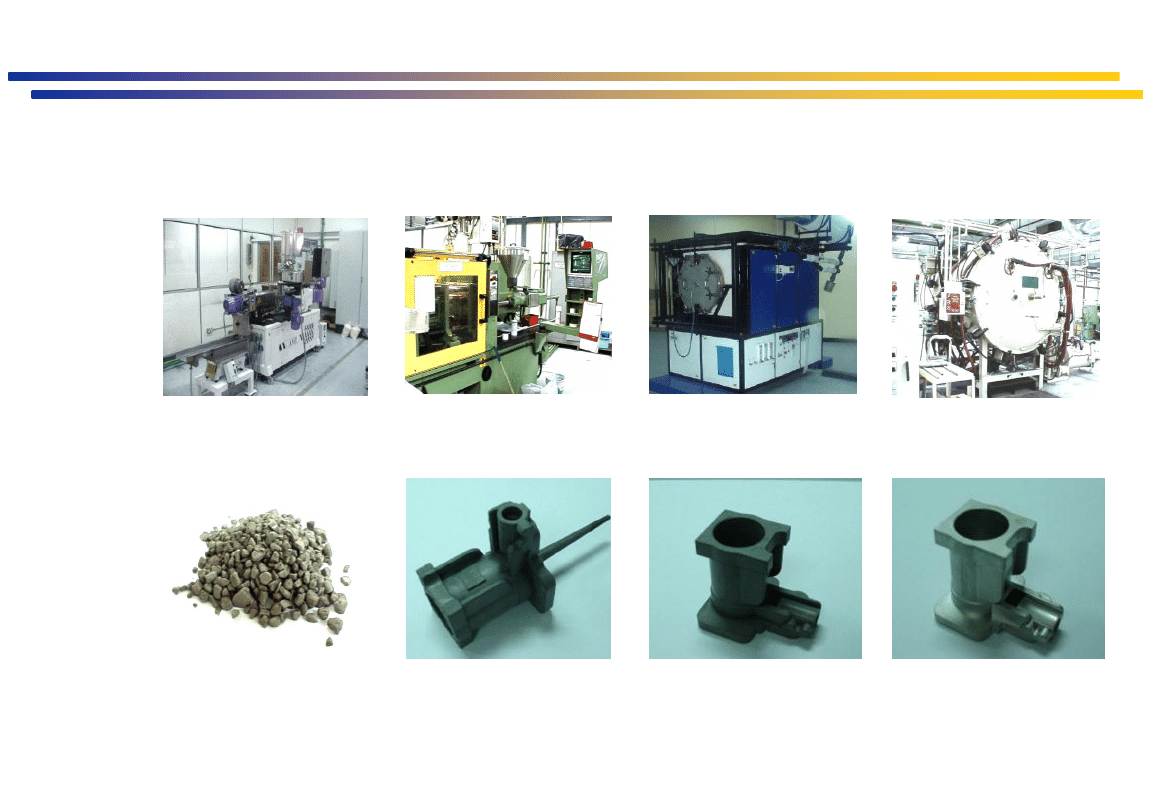
Materiały inżynierskie z elementami inżynierii stomatologicznej
Mieszanie
Wtrysk
Degradacja Spiekanie
Materiały inżynierskie z elementami inżynierii stomatologicznej
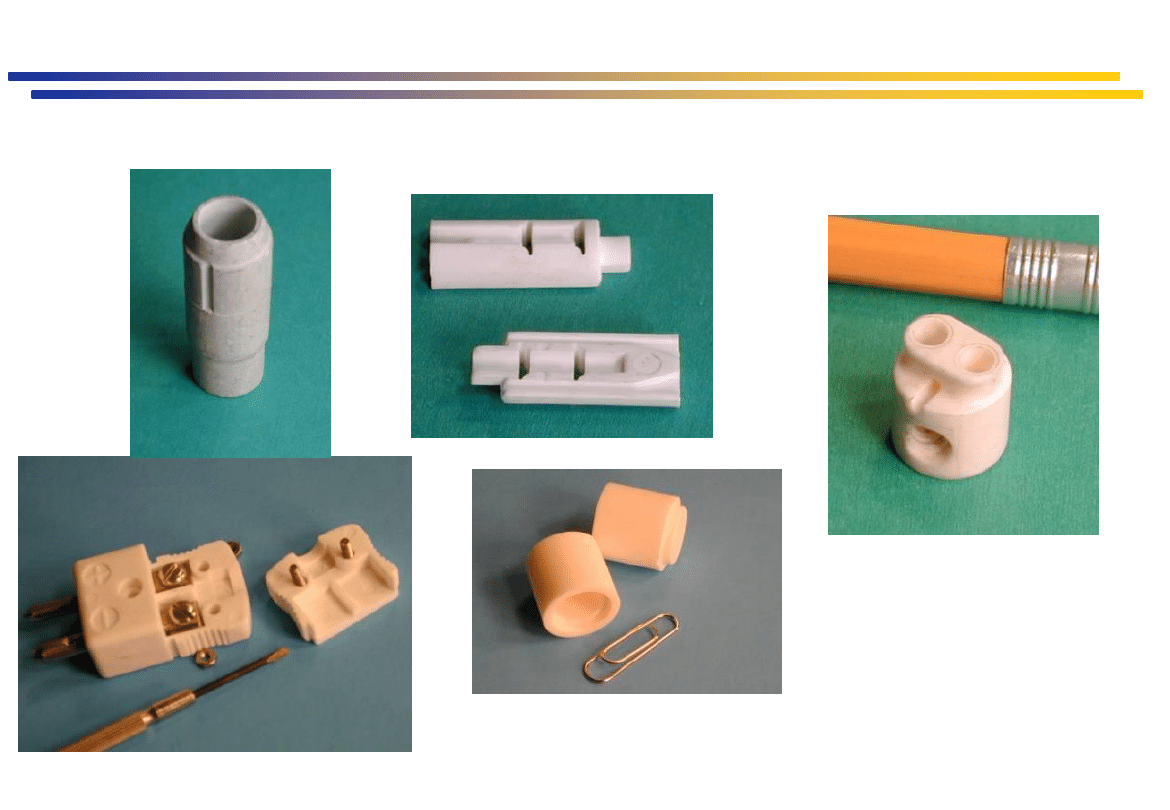
PIM Materiały ceramiczne
Ferro
Ceramco
Autolite
Materiały inżynierskie z elementami inżynierii stomatologicznej
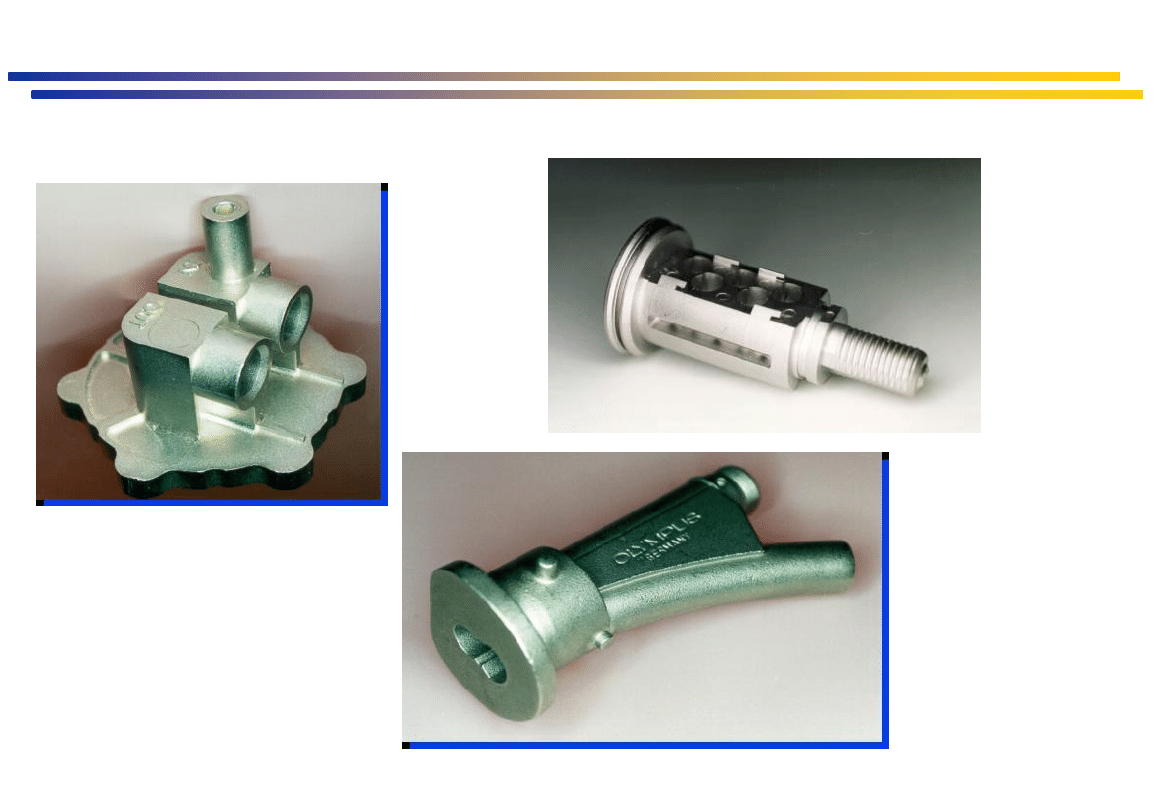
PIM materiały metaliczne
Hitachi
Phillips
Ecrimesa

Materiały inżynierskie z elementami inżynierii stomatologicznej
PIM Węgliki
Horn
MoldMaster
Materiały inżynierskie z elementami inżynierii stomatologicznej
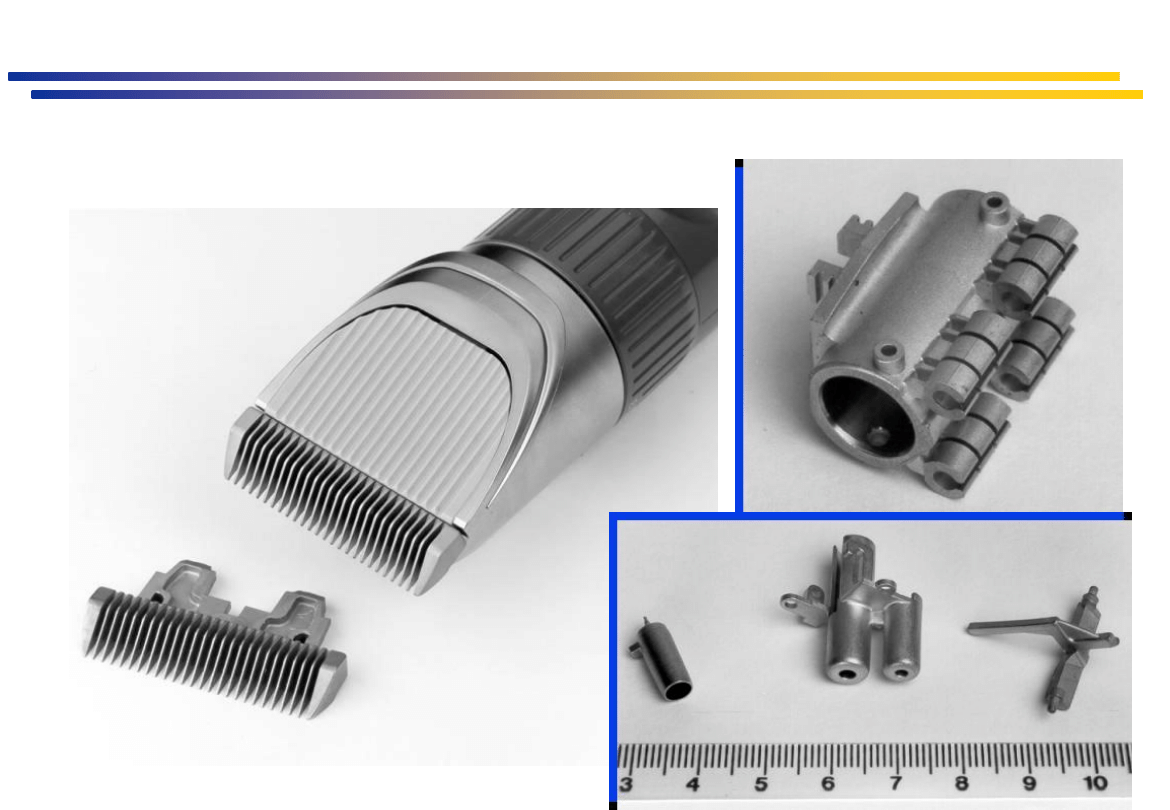
Inne zastosowania metody PIM
Panasonic
hair trimmer
Sensor Components
airbag
disk drive
Materiały inżynierskie z elementami inżynierii stomatologicznej
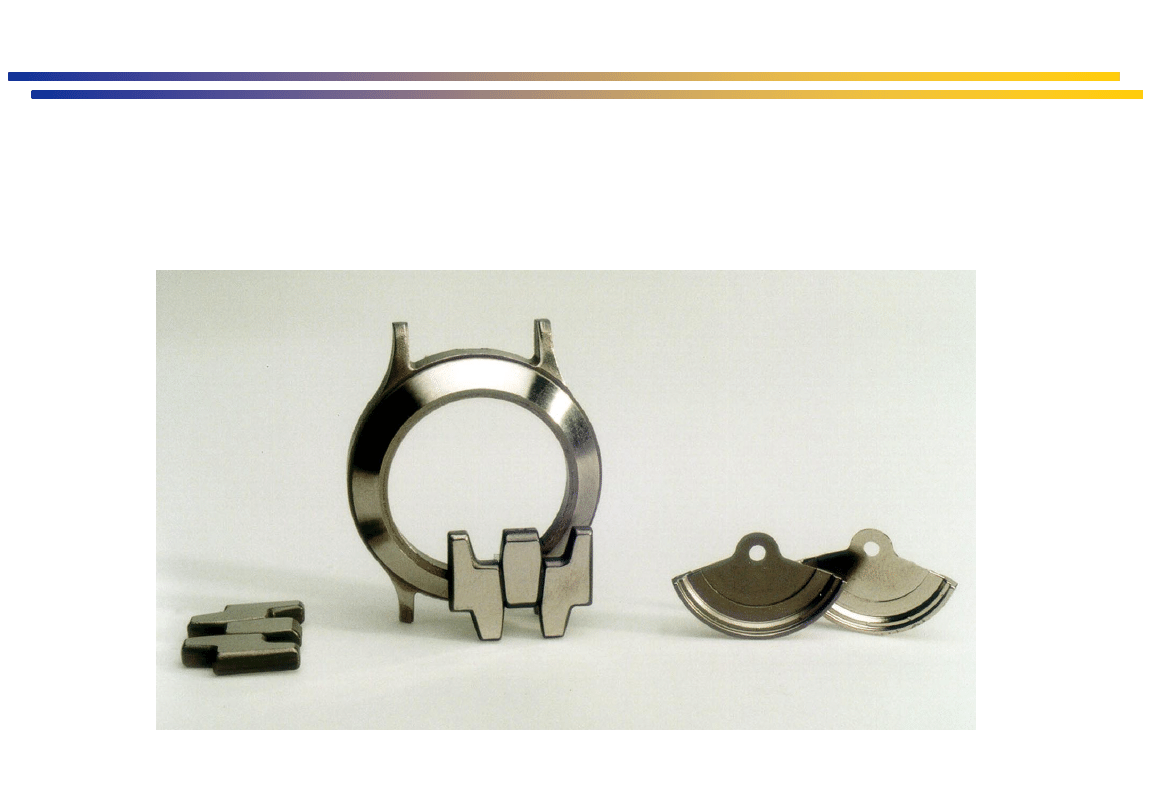
Inne zastosowania metody PIM
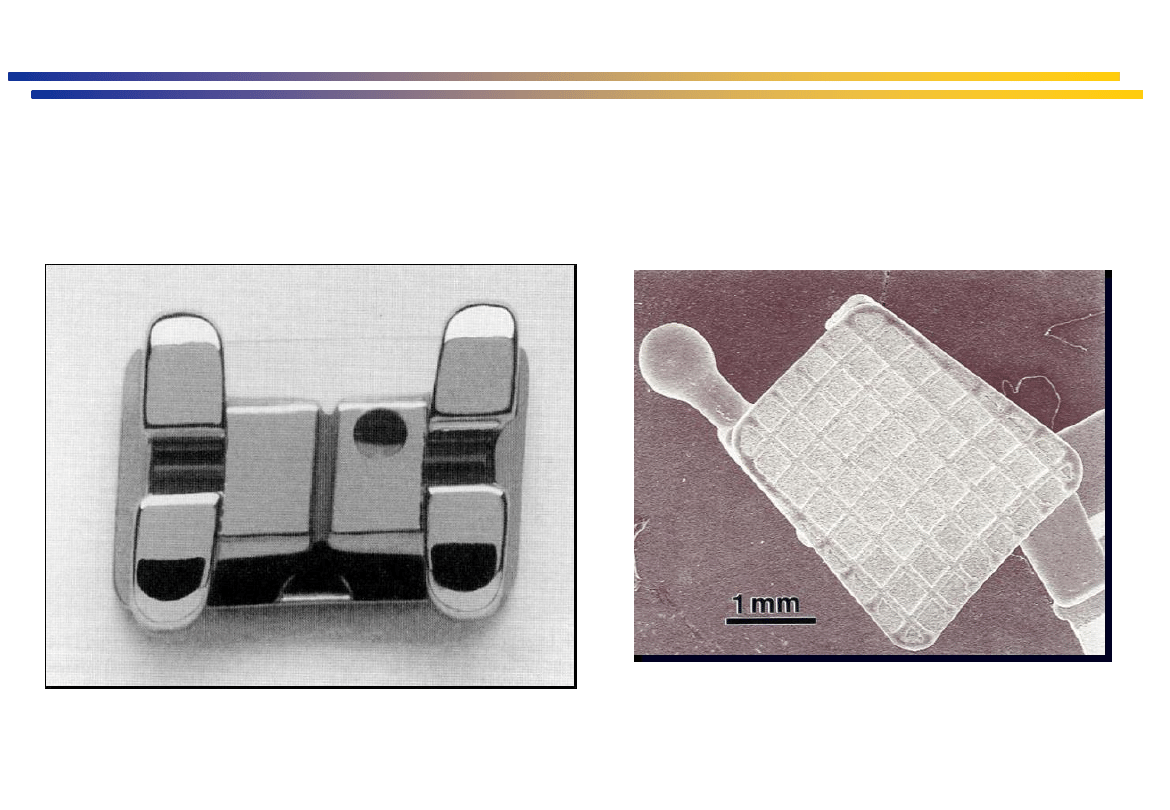
Materiały inżynierskie z elementami inżynierii stomatologicznej
Small and Complicated
Orthodontic Bracket
Inne zastosowania metody PIM
Materiały inżynierskie z elementami inżynierii stomatologicznej
1. Obróbka mechaniczna spieków
• Kalibrowanie
• Obróbka skrawaniem spieków
2. Obróbka cieplna i cieplno-chemiczna
3. Nasycanie spieków
4. Obróbka powierzchniowa spieków
Obróbka spieków
Materiały inżynierskie z elementami inżynierii stomatologicznej
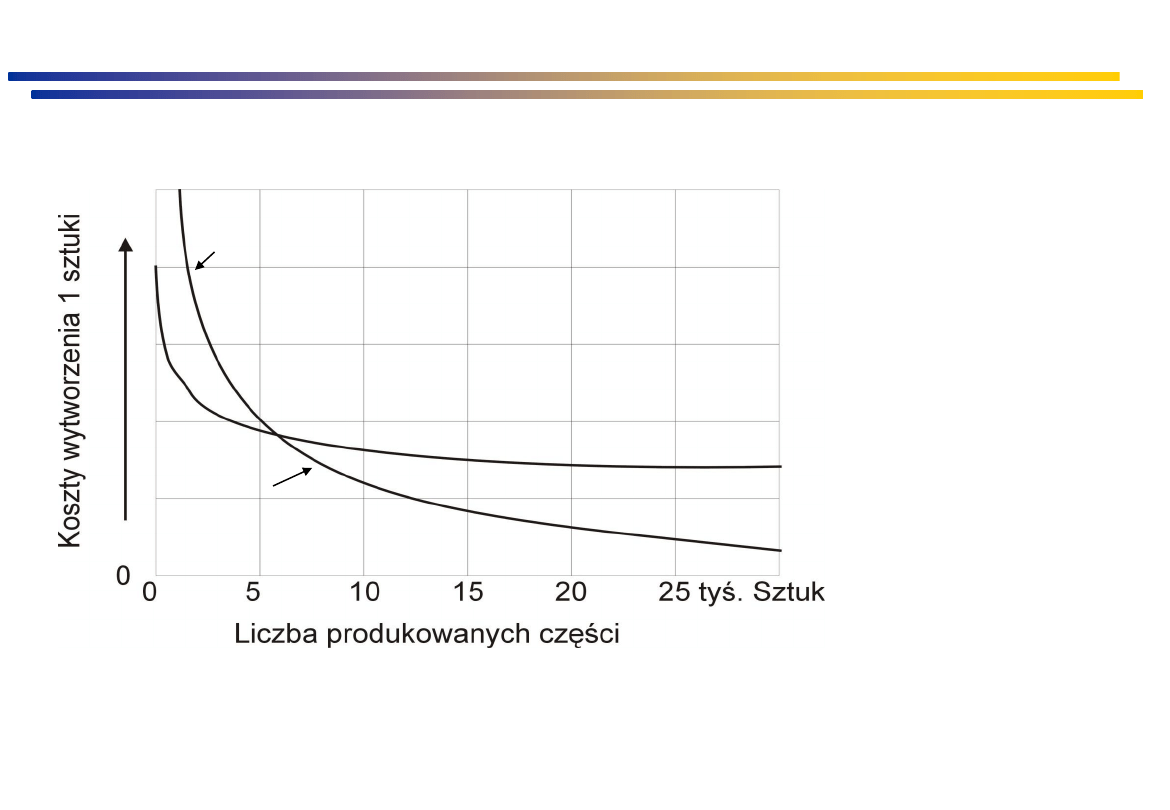
Porównanie składników kosztów jednostkowego wytwarzania dla części:
1 – wykonanej z odkuwki, 2 – z proszków
1
2
•Małe straty materiału,
•Krótki czas przyuczania obsługi,
•Jednorodność maszyn i ich mała ilość,
•Niskie nakłady na oprzyrządowanie produkcji
P/M w produkcji masowej

Materiały inżynierskie z elementami inżynierii stomatologicznej
•
Teoretycznie nieograniczony wybór stopów, możliwość uzyskania
materiałów o szczególnych właściwościach.
•
Wytwarzanie trudno topliwych stopów.
•
Wytwarzanie materiałów porowatych na łożyska samosmarujące.
•
Ekonomiczny proces przy produkcji masowej.
•
Długi czas wygrzewania wpływa na wymiary i kształt wyprasek.
•
Zredukowanie strat materiałów.
•
Ograniczony rozmiar spieków i kształt.
•
Wysoki koszt wytworzenia proszku.
•
Wysoki koszt narzędzi.
•
Mniejsza wytrzymałość produktów, niż tych wytworzonych w
konwencjonalnych metodach.
Zalety i wady P/M ???
Wyszukiwarka
Podobne podstrony:
im wyklad id 210863 Nieznany
IM wykład 5 przemiany w HSS podczas obróbki cieplnej vA
Chemia, TCh, OSr, IM wyklad AM cz1
inżynieria materiałów lektrycznych, POZOSTAŁE, IM WYKŁAD
INYNIERIA - CIGA2, POZOSTAŁE, IM WYKŁAD
IM wykład 6 warstwy powierzchniowe
IM 5 dyfuzja wyklad 03
wyklad2 -przekroje ZiIP IM [tryb zgodnosci]
WYKŁADY OLI W.8 Rach.różn.fundwzm IM
WYKŁADY OLI W.2 Wyznaczniki rząd macierzy IM
IM 5 dyfuzja wyklad 11
WYKŁADY OLI W.5 Rach.wekt.IM
WYKŁADY OLI Wykł.macierze wstęp IM
IM 5 dyfuzja wyklad 02
IM 5 dyfuzja wyklad 10
IM-opracowane zgadnienia, Politechnika Poznańska, Elektrotechnika, Semestr I, Inżynieria materiałowa
IM 5 dyfuzja wyklad 06
więcej podobnych podstron