
OBRÓBKA
SKRAWANIEM
Ćwiczenie nr
5
DOBÓR NARZĘDZI
I PARAMETRÓW SKRAWANIA
DO TOCZENIA
opracowała:
dr inż. Joanna Kossakowska
P O L I T E C H N I K A W A R S Z A W S K A
INSTYTUT TECHNIK WYTWARZANIA
ZAKŁAD AUTOMATYZACJI, OBRABIAREK
I OBRÓBKI SKRAWANIEM
str. 2
Dane wej
ś
ciowe
Przed przyst
ą
pieniem do doboru narz
ę
dzi i parametrów skrawania nale
ż
y
pozna
ć
:
−
zadanie technologiczne do wykonania (np. sposób obróbki, wymagane
dokładno
ś
ci, chropowato
ść
)
−
materiał obrabiany, w tym:
−
rodzaj materiału obrabianego
−
twardo
ść
−
współczynnik k
c1.1
(lub k
c0.4
) oraz m
c
(lub y
c
)
−
dost
ę
pny park maszynowy

str. 3
Dobór narz
ę
dzi i parametrów do toczenia
1. Wybór sposobu obróbki
nale
ż
y okre
ś
li
ć
sposób obróbki: toczenie, toczenie rowków, frezowanie itp.
2. Charakterystyka materiału obrabianego
nale
ż
y zakwalifikowa
ć
materiał do odpowiedniej grupy materiałów, w razie
potrzeby przeliczy
ć
twardo
ść
na odpowiednie jednostki
3. Wybór geometrii płytki – k
ą
t natarcia dodatni lub ujemny
Geometra dodatnia:
pierwszy wybór do obróbki wewn
ę
trznej, toczenie
profilowe, przedmioty smukłe i niestabilne, materiały wytrzymałe, stopowe,
skłonne do utwardzania, a tak
ż
e mi
ę
kkie, „marz
ą
ce si
ę
”,
Geometra ujemna: pierwszy wybór do obróbki zewn
ę
trznej, obróbka zgrubna,
du
ż
e cz
ęś
ci, trudne warunki,
4. Dobór oprawki i płytki
Na pocz
ą
tku nale
ż
y zwróci
ć
uwag
ę
na
−
kierunek posuwu
−
dost
ę
pno
ść
do obrabianych powierzchni ze wzgl
ę
du na k
ą
t
przystawienia
−
wpływ k
ą
ta przystawienia na rozkład sił
−
kształt płytki (ich wytrzymało
ść
, rozkład i wielko
ść
sił skrawania)
−
uniwersalno
ść
w wykonaniu operacji
Dobór oprawki
−
rodzaj chwytu (tradycyjny, capto, sto
ż
ek etc)
−
wielko
ść
trzonka (chwytu)
−
lewa/prawa
−
wielko
ść
płytki
Dobór płytki
−
kształt i rozmiar płytki dopasowany do oprawki
−
materiał ostrza - dla danej grupy materiałowej wybieramy płytk
ę
odpowiadaj
ą
c
ą
danym warunkom skrawania – stan maszyny,
przygotówki, skrawania na sucho/mokro itp.
−
wielko
ść
promienia zaokr
ą
glenia naro
ż
a

str. 4
o
du
ż
y promie
ń
do du
ż
ych posuwów, gł
ę
boko
ś
ci skrawania, lepsza
gładko
ść
powierzchni, wytrzymała kraw
ę
d
ź
, wi
ę
ksze siły
poprzeczne
o
mały promie
ń
do niewielkich gł
ę
boko
ś
ci skrawania, mniejsze
drgania, mniejsza wytrzymało
ść
płytek
5. Dobór parametrów skrawania
Gł
ę
boko
ść
– zale
ż
y od naddatku
Posuw – du
ż
y ze wzgl
ę
du na wydajno
ść
(ograniczony sztywno
ś
ci
ą
układu
OUPN) lub mały, gdy
żą
damy odpowiedni
ą
chropowato
ść
Pr
ę
dko
ść
skrawania – dobór z tabeli danej przez producenta dla 15
minutowego okresu trwało
ś
ci ostrza, korekta v
c
w zale
ż
no
ś
ci od twardo
ś
ci
materiału lub zmiany okresu trwało
ś
ci ostrza

str. 5
Przydatne wzory
1000
Dn
v
c
π
=
, st
ą
d
D
v
n
c
π
1000
=
gdzie:
v
C
[m/min] pr
ę
dko
ść
skrawania
D [mm]
ś
rednica narz
ę
dzia lub PO
n – pr
ę
dko
ść
obrotowa [obr/min]
f
a
v
Q
p
c
=
gdzie:
Q – obj
ę
to
ś
ciowa wydajno
ść
skrawania [cm
3
/min]
−
=
−
=
−
=
−
−
−
100
1
4
.
0
100
1
100
1
4
.
0
1
1
.
1
1
.
1
o
m
c
o
y
c
o
m
c
c
c
c
c
h
k
h
k
h
k
k
γ
γ
γ
c
c
y
m
−
=
1
,
c
m
c
c
k
k
−
=
4
.
0
1
.
1
4
.
0
κ
sin
f
h
=
gdzie:
k
c
– opór wła
ś
ciwy skrawania [N/m2]
k
c1.1
– opór wła
ś
ciwy skrawania dla g i h =1 mm [N/m2] (uwaga! Firma
Sandvik stosuje oznaczenie k
c1
)
k
c0.4
– opór wła
ś
ciwy skrawania dla h =0.4mm [N/m2]
γ
o
– główny k
ą
t natarcia
h – grubo
ść
warstwy skrawanej [mm]
κ
– k
ą
t przystawienia
y
c
, m
c
– wykładniki (stałe materiałowe)
f
a
k
F
p
c
c
=
3
10
60
⋅
=
c
c
v
F
P
gdzie:
F
c
– siła główna skrawania [N]
P – moc skrawania [kW]
n
f
L
T
c
⋅
=
gdzie:

str. 6
T
c
– czas pojedynczego przej
ś
cia [min]
ε
r
f
R
z
8
2
=
gdzie:
R
z
– teoretyczna chropowato
ść
R
z
[m m], liczona dla płytek ze
standardowym naro
ż
em
f – posuw [mm/obr]
r
ε
– promie
ń
zaokr
ą
glenia naro
ż
a [mm]
str. 7
Parametry tokarek CNC w ZAOIOS
Parametr
FAMOT 400 CNC TKX 50N
Max.
ś
rednica toczenia nad ło
ż
em [mm]
500
500
Max.
ś
rednica toczenia nad suportem [mm]
290
250
Max. moc nap
ę
du WR [kW]
18.5
32
Zakres pr
ę
dko
ś
ci obrotowych WR [obr/min]
40-4000
58-1800
Max.
ś
rednica pr
ę
ta [mm]
60
63
Przekrój trzonka
20x20
32x32
Sztywno
ść
mała
du
ż
a
str. 8
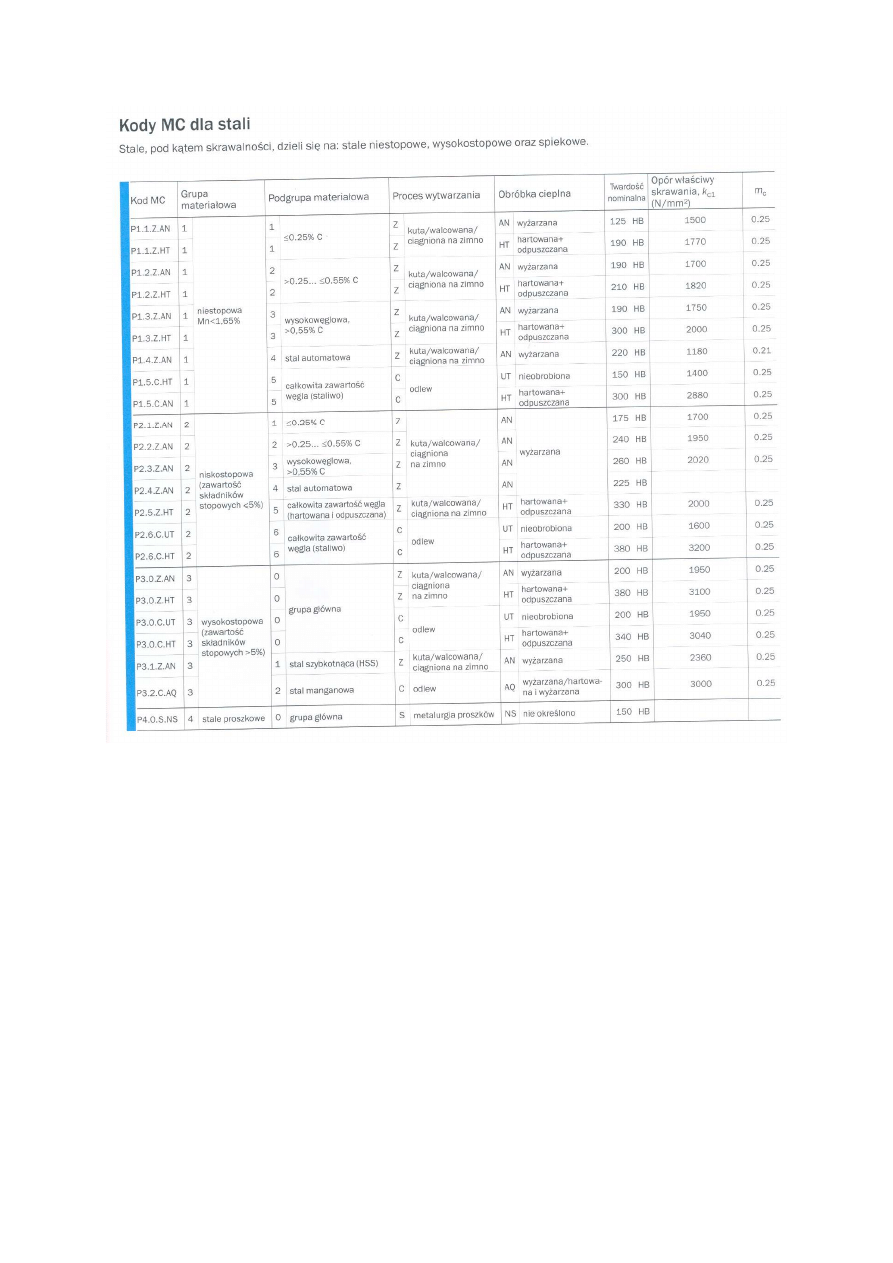
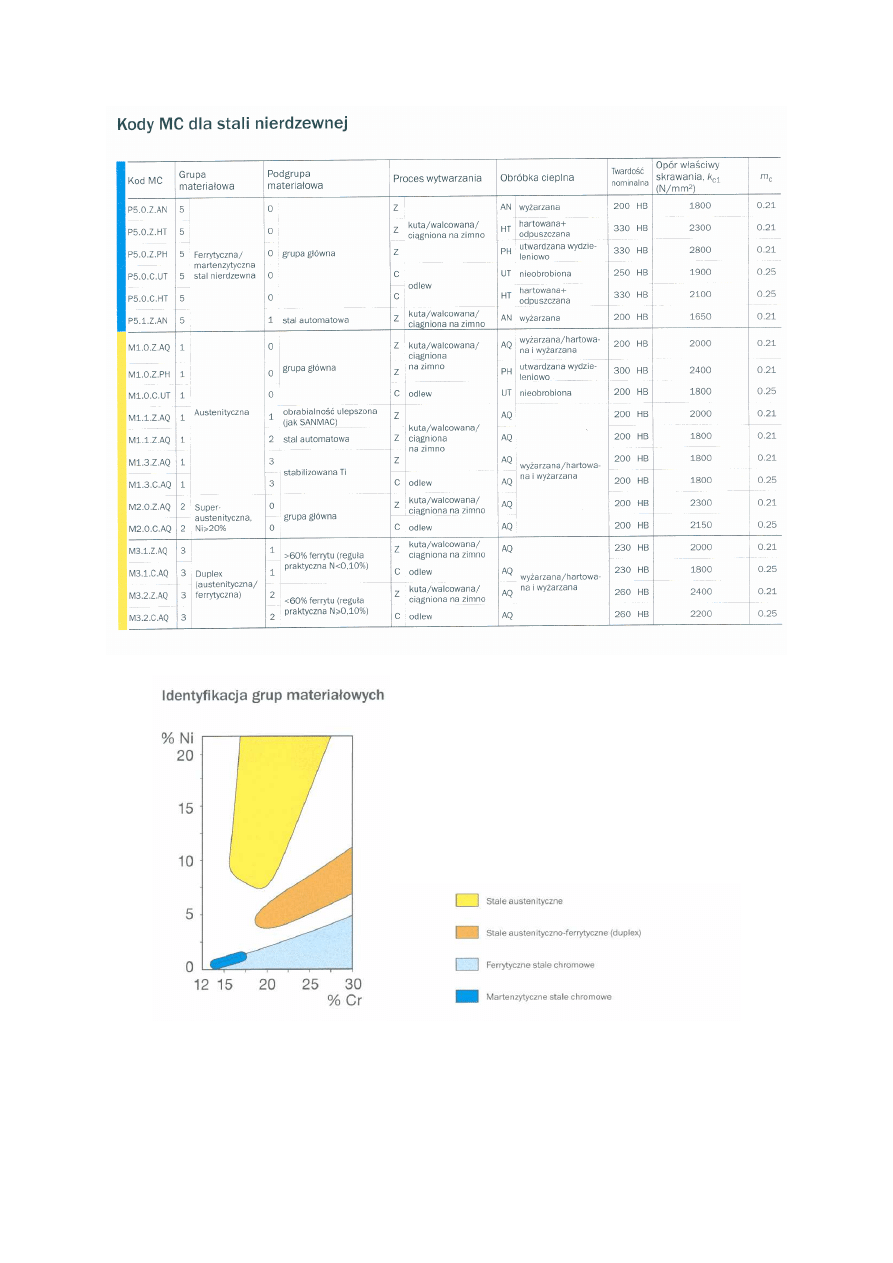
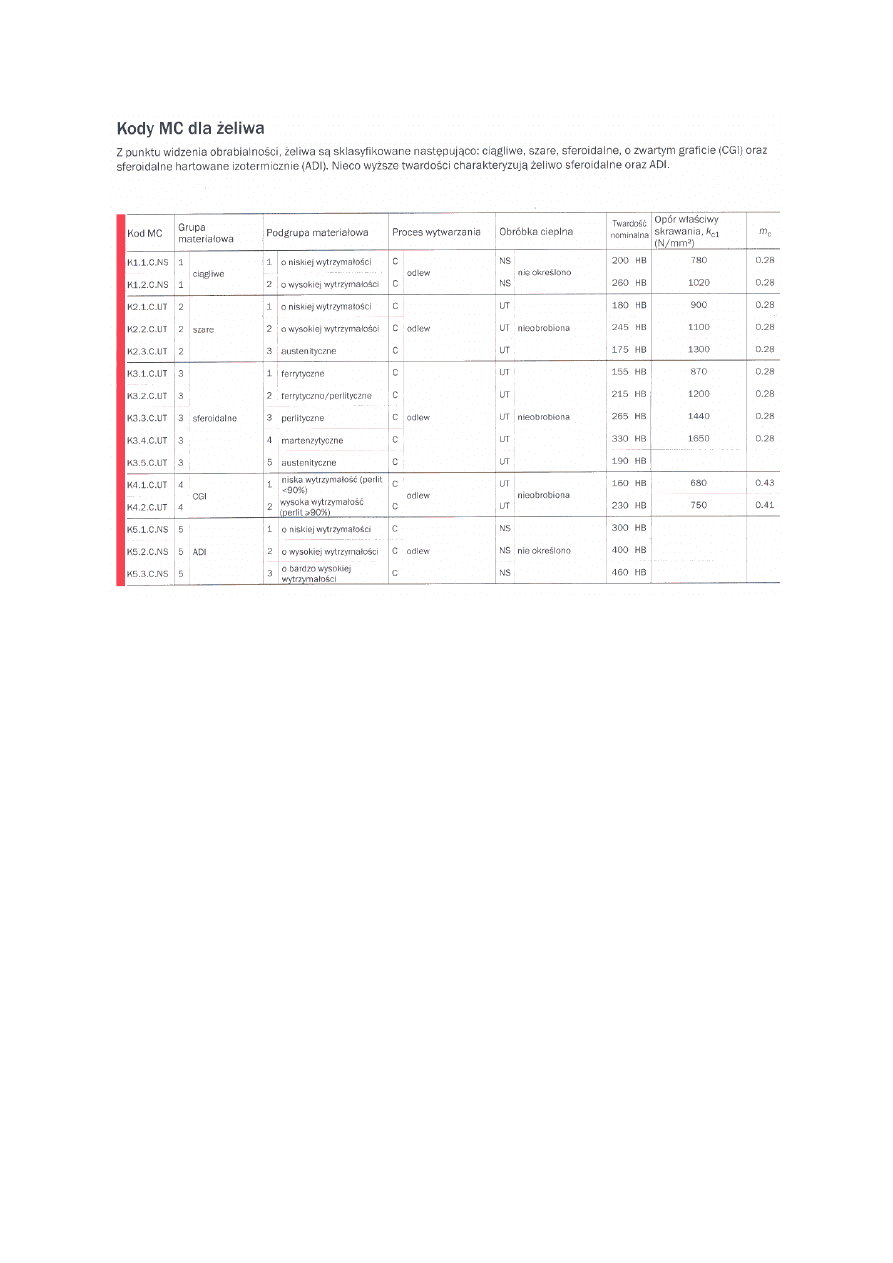
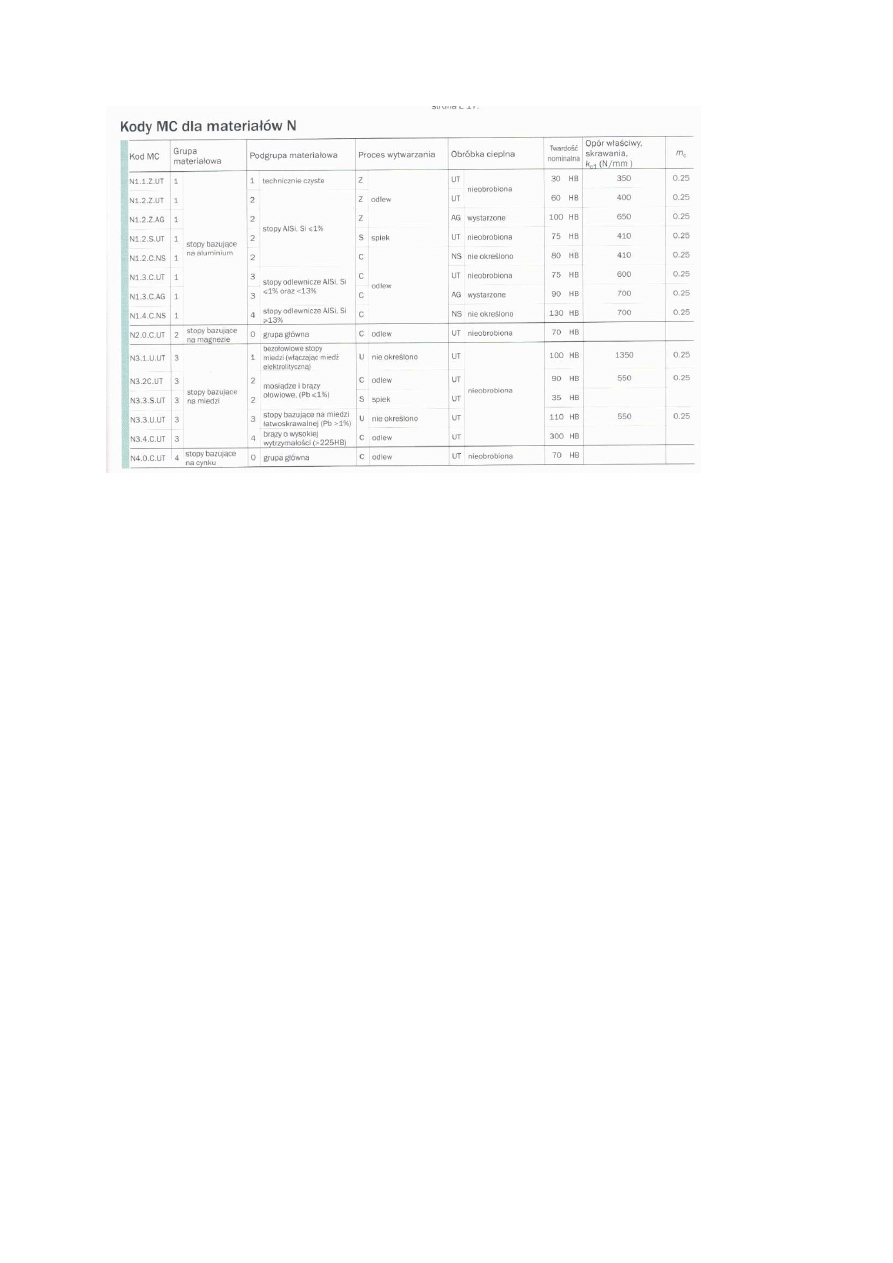
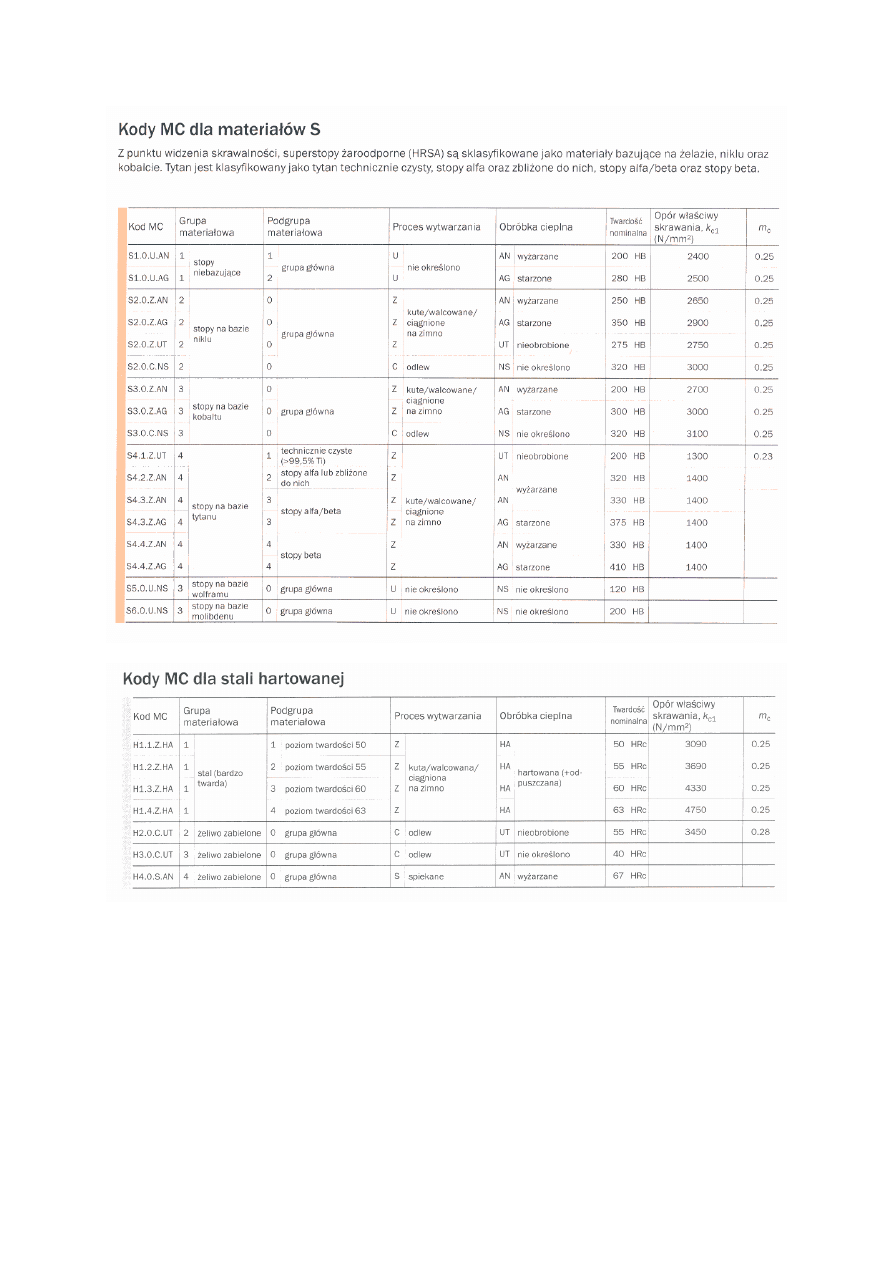
Dane materiałowe
(na podstawie Poradnika Obróbki Skrawaniem, Sandvik Coromant)
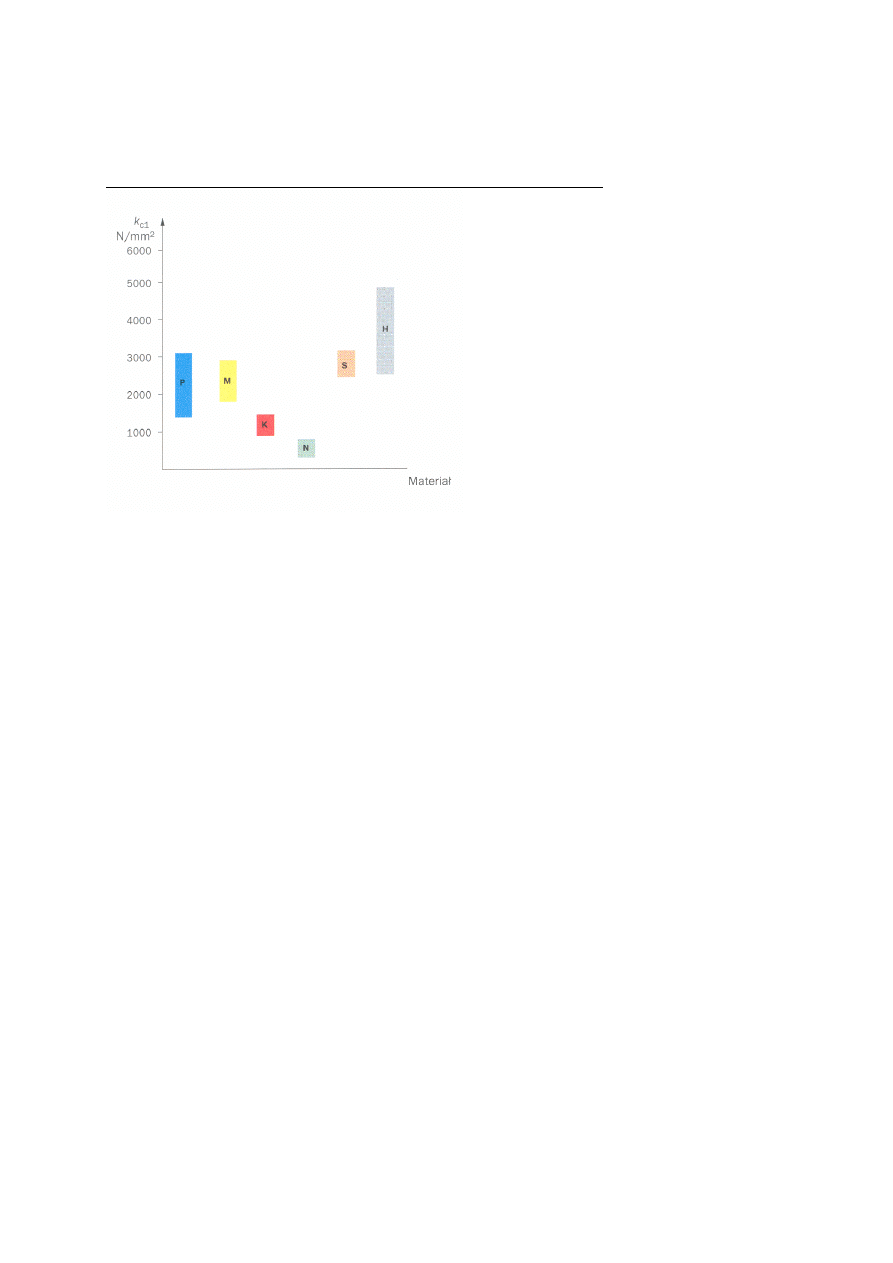
Opór wła
ś
ciwy skrawania dla poszczególnych grup materiałów
P- stal
M- stal nierdzewna
K –
ż
eliwo
N – aluminium
S – stopy
ż
aroodporne
H – stal hartowana
str. 9
str. 10
str. 11
str. 12
str. 13
str. 14
Przykładowy zabieg
(na podstawie katalogu Corokey 2010, Sandvik Coromant)
obróbka
ś
rednio-zgrubna
stal niestopowa, zawarto
ść
w
ę
gla: 0.45%, kuta, wy
ż
arzana, 200 HB, k
c1.1
=1700,
m
c
=0.25
obróbka stabilna stan maszyny dobry, maszyna sztywna, materiał wst
ę
pnie
obrobiony
1. Wybór sposobu obróbki (str. 1)
toczenie zewn
ę
trzne
2. Materiał obrabiany (str. 6)
grupa stali
3. Geometria płytki – k
ą
t natarcia (str. 12)
geometria ujemna
4. Dobór oprawki (str. 23) i płytki (str. 22)
oprawka – str 23: obróbka zewn, Coroturn RC, kat kappa – 75, (id
ź
do stron
58-63),
str.60 – oprawka DSBNL 3232P15, st
ą
d płytka kwadratowa o boku 15 mm
płytka – str 22: id
ź
do strony 26
str 26: płytka kwadratowa o boku 15 mm SNMG 150616-PM, GC 4215
5. Dobór parametrów skrawania (str. 27)
str. 15
a
p
= 5 mm (naddatek), f=0.4, vc=370 (dla HB=180), vc po korekcie
współczynnik x 0.91, vc=337
6. Obliczenia parametrów skrawania
n = 2146 [obr/min]
Q= 674 [cm^3/min]
h= 0,39 [mm]
kc= 2156
−
=
−
=
−
=
−
−
−
100
1
4
.
0
100
1
100
1
4
.
0
1
1
.
1
1
.
1
o
m
c
o
y
c
o
m
c
c
c
c
c
h
k
h
k
h
k
k
γ
γ
γ
c
c
y
m
−
=
1
,
c
m
c
c
k
k
−
=
4
.
0
1
.
1
4
.
0
κ
sin
f
h
=
gdzie:
k
c
– opór wła
ś
ciwy skrawania [N/m2]
k
c1.1
– opór wła
ś
ciwy skrawania dla g i h =1 mm [N/m2] (uwaga! Firma
Sandvik stosuje oznaczenie k
c1
)
k
c0.4
– opór wła
ś
ciwy skrawania dla h =0.4mm [N/m2]
γ
o
– główny k
ą
t natarcia
h – grubo
ść
warstwy skrawanej [mm]
κ
– k
ą
t przystawienia
y
c
, m
c
– wykładniki (stałe materiałowe)
f
a
k
F
p
c
c
=
3
10
60
⋅
=
c
c
v
F
P
gdzie:
F
c
– siła główna skrawania [N]
P – moc skrawania [kW]
n
f
L
T
c
⋅
=
gdzie:
T
c
– czas pojedynczego przej
ś
cia [min]
Wyszukiwarka
Podobne podstrony:
Cw dobor do toczenia
Dobór płytek i trzonków do toczenia gwintów
82 Nw 05 Przystawka do toczenia
Ćw5, MASZYNY DO TRANSPORTU DALEKIEGO
DOBÓR DO STANOWISKA
82 Nw 02 Przystawka do toczenia
METODY ODDZIAŁYWAŃ PROFILAKTYCZNYCH I RESOCJALIZACYJNYCH DOBÓR DO PRZYPADKU
Dobór materiałów konstrukcyjnych – projekt oprawki do okularów
Dobór metody przedłużania do rodzaju paznokcie
Dobor narzedzi do rysowania, Wykonaj ćwiczenia:
Dobór materiałów do wytwarzania wyrobów
W2 Dobór zmiennych objaśniających do modelu
W2 Dobór zmiennych objaśniających do modelu 2
3 dobór zmiennych do liniowego modelu ekonometrycznego
instrukcje do sprawozdań, cw5 bramki logiczne, Laboratorium
Materiały filtracyjne, Materiały filtracyjne- dobór właściwego materiału filtracji do określonych wa
więcej podobnych podstron