
Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
PRAKTYCZNE ASPEKTY REALIZACJI
ROZPORZĄDZENIA MINISTRA GOSPODARKI
W SPRAWIE BHP
PRZY PRACACH SPAWALNICZYCH
Opracował:
mgr inż. Janusz Mrowiec
Instytut Spawalnictwa w Gliwicach
Październik, 2005 r.

Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
WPROWADZENIE
Ciągły rozwój technik spawalniczych, a także zwiększenie zainteresowania zagadnieniami bezpieczeń-
stwa pracy, ochrony zdrowia oraz ochrony środowiska, spowodowały potrzebę aktualizacji podstaw
prawnych regulujących te zagadnienia w odniesieniu do spawalnictwa. Oczekiwaniom środowiska
spawalniczego stało się zadość w 2000 r., kiedy to ukazało się nowe rozporządzenie Ministra Gospo-
darki z dnia 27 kwietnia 2000 r. w sprawie BHP przy pracach spawalniczych (Dz.U. Nr 40 z 2000r.,
poz. 470), wydane na podstawie art. 237
15
§2 Kodeksu Pracy. Rozporządzenie w pełni weszło w życie
od 20 listopada 2001 roku i zastąpiło rozporządzenie Ministrów Pracy i Opieki Społecznej oraz Zdro-
wia z 1954 r.
W nowym rozporządzeniu wymagania pogrupowano w pięciu rozdziałach tematycznych:
• Rozdział 1.
Przepisy ogólne,
• Rozdział 2.
Spawalnie i stanowiska spawalnicze,
• Rozdział 3.
Wyposażenie i materiały technologiczne,
• Rozdział 4.
Kwalifikacje spawalnicze,
• Rozdział 5.
Wykonywanie prac spawalniczych,
• Rozdział 6.
Przepisy końcowe.
Mimo, że rozporządzenie to było oczekiwane w środowisku spawalniczym, częstokroć zawarte w nim
postanowienia są przyjmowane z pewnym zdziwieniem i zaskoczeniem. Powodem jest przyzwyczaje-
nie do instruktażowego charakteru wielu dotychczasowych rozporządzeń tego rodzaju. Tymczasem
obowiązujące w kraju zasady tworzenia prawa spowodowały, że zawiera ono ogólne sformułowania,
podające najważniejsze zasady bezpiecznej organizacji i realizacji prac spawalniczych. Szczegółowe
rozwiązania konkretnych problemów wymagają natomiast profesjonalnego analizowania zagrożeń,
znajomości innych dokumentów regulujących zagadnienia bezpiecznej pracy, a także znajomości
współczesnego poziomu technik spawalniczych oraz środków i sposobów ochrony zdrowia, życia
i środowiska. Przygotowując rozporządzenie przewidywano, że racjonalnemu i powszechnemu wpro-
wadzeniu jego postanowień w życie będzie towarzyszyło opracowywanie odpowiednich wytycznych,
podających ujednolicone, typowe rozwiązania. Instytut Spawalnictwa podejmował i nadal podejmuje
starania o podjęcie takich działań, jednak efektywność tych starań w dużej mierze zależy od skutecz-
ności ujawnienia pilności problemu przez środowisko spawalnicze.
Jest oczywistym, że powyższe uwagi nie umniejszają znaczenia omawianego rozporządzenia dla po-
prawy warunków i bezpieczeństwa pracy w spawalnictwie. Niewątpliwie pozytywnymi i nowatorski-
mi jego cechami są:
• zdefiniowanie podstawowych pojęć charakterystycznych dla tematyki bezpieczeństwa prac spawal-
niczych,
• spójność z wymaganiami Kodeksu pracy oraz z innymi aktami prawnymi i normami regulującymi
ogólne zasady bezpieczeństwa pracy, w tym pośrednio z dyrektywami Unii Europejskiej,
• możliwość stosowania postanowień w odniesieniu do współczesnych technik spawalniczych,
• powiązanie wymagań stawianych wyposażeniu stanowisk spawalniczych, materiałom spawalni-
czym i środkom ochrony z aktualnie obowiązującymi w kraju zasadami ich oceny i dopuszczania
do użytkowania.
Na szczególną uwagę zasługują:
• ustalenie minimalnych wymagań dla spawalni i ruchomych stanowisk spawalniczych, w tym za-
gadnień wentylacji ogólnej i stanowiskowej,
Praktyczne aspekty realizacji Rozporządzenia Ministra Gospodarki w sprawie bhp przy pracach spawalniczych
Opracował: mgr inż. Janusz Mrowiec
- 1 -

Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
• wprowadzenie obowiązku udokumentowanego potwierdzenia spełnienia wymagań bezpieczeństwa
przez urządzenia stanowiące wyposażenie stanowisk spawalniczych,
• uporządkowanie zagadnień dotyczących węży spawalniczych, w tym ich okresowej kontroli,
• uporządkowanie zagadnienia stosowania bezpieczników przy zasilaniu gazowych urządzeń spawal-
niczych,
• wprowadzenie obowiązku klasyfikowania, znakowania i sporządzania karty charakterystyk materia-
łów dodatkowych do spawania, z uwagi na zagrożenie, jakie stwarzają dla zdrowia i życia,
• określenie wymagań kwalifikacyjnych dla osób wykonujących prace spawalnicze,
• określenie podstawowych wymagań bezpieczeństwa przy wykonywaniu prac spawalniczych, w tym
prac gazo niebezpiecznych i szczególnie niebezpiecznych.
Kilkuletni już okres wdrażania omawianego rozporządzenia ujawnił powtarzające się wątpliwości
w interpretacji niektórych jego postanowień, czego przejawem są zapytania kierowane m.in. do Insty-
tutu Spawalnictwa. Najczęściej poruszane problemy i praktyczne sposoby ich rozwiązywania przed-
stawiono poniżej.
INTERPRETACJA WYBRANYCH ZAGADNIEŃ
Wymaganie:
§ 15. Urządzenia i osprzęt stanowiące wyposażenie stanowisk spawalniczych powinny mieć udokumen-
towane potwierdzenie spełniania przez nie wymagań bezpieczeństwa określonych w przepisach i (lub)
w Polskich Normach. Rodzaje dokumentów potwierdzających spełnienie tych wymagań dla poszcze-
gólnych urządzeń i osprzętu określają odrębne przepisy.
Wyjaśnienie:
Podstawowymi przepisami związanymi z realizacją postanowień § 15 rozporządzenia są:
• Kodeks Pracy – Rozdział IV,
• Ustawa z dnia 12.12.2003 r. o ogólnym bezpieczeństwie produktów (Dz.U. nr 229, poz.2275),
• Ustawa z dnia 30.08.2002 r. o systemie oceny zgodności (Dz.U. nr 204, poz. 2087).
Wymienione przepisy dają nabywcom prawo żądania od dostawców potwierdzenia, iż produkt spełnia
wymagania bezpieczeństwa określone w dokumentach odniesienia, np. w aktualnych normach przed-
miotowych. Potwierdzeniem takim może być np. „Deklaracja zgodności” wystawiona przez producen-
ta/dostawcę wyrobu, oznakowanie wyrobu znakiem CE w trybie wynikającym z odpowiedniej dyrek-
tywy UE lub znak bezpieczeństwa „B”, aktualnie uzyskiwany w trybie dobrowolnym. Przepisy w tym
zakresie ulegają dynamicznym zmianom, wynikającym z doskonalenia prawa i dostosowywania go do
zasad obowiązujących w Unii Europejskiej. Dlatego też konieczne jest ciągle ich śledzenie i dostoso-
wywanie się do zachodzących zmian.
Wymaganie:
§ 22. 2. Minimalna długość węży spawalniczych powinna wynosić co najmniej 5 m, a maksymalna,
mierzona od punktu pomiaru ciśnienia do punktu odbioru gazu (palnika), nie powinna przekraczać
20 m. W razie potrzeby zastosowania dłuższych węży ciśnienie zasilania powinno być skorygowane
o spadki ciśnienia występujące w wężu.
Praktyczne aspekty realizacji Rozporządzenia Ministra Gospodarki w sprawie bhp przy pracach spawalniczych
Opracował: mgr inż. Janusz Mrowiec
- 2 -
Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
Wyjaśnienie:
Dostawcy palników gazowo-powietrznych kwestionują wymaganie stosowania do zasilania takich
palników węży o długości co najmniej 5 m. Aktualne brzmienie rozporządzenia formalnie nie pozwala
na odmienne traktowanie węży służących do zasilania palników tlenowo-gazowych i do zasilania pal-
ników gazowo-powietrznych, gdyż te ostatnie służą także do lutowania, a więc procesu spawalniczego
objętego postanowieniami rozporządzenia. Z technicznego punktu widzenia można się jednak zgodzić,
że do zasilania palników gazowo-powietrznych, tj. takich, do których doprowadzany jest jedynie gaz
palny, a powietrze jest zasysane z atmosfery, minimalna długość węży może być zmniejszona z 5 m
nawet do 2 m. Zmiana taka nie powinna spowodować zwiększenia zagrożenia bezpieczeństwa pracy.
Wymaganie:
§ 22.4. Szczelność i wytrzymałość eksploatowanych węży powinny być kontrolowane w okresach usta-
lonych stosownie do warunków ich eksploatacji, lecz nie rzadziej niż jeden raz na kwartał.
Wyjaśnienie:
Powyższe wymaganie ma na celu zapewnienie minimalnych warunków bezpiecznego użytkowania
węży. W rozporządzeniu nie ma żadnego odesłania do dokumentu (w tym normy), który określałby
sposób przeprowadzenia kontroli okresowej. Istniejące normy PN-EN 559 i PN-EN ISO 4080 precy-
zują metody badań mogące mieć zastosowanie w odniesieniu do oceny węży nowego typu, bądź uzy-
skania formalnego potwierdzenia jakości, np. certyfikatu zgodności. Podane w tych normach metody
są w większości badaniami niszczącymi, a więc nie są przydatne do okresowej kontroli stanu tech-
nicznego użytkowanych węży.
Dla spełnienia wymagań zawartych w § 22 ust. 4 omawianego rozporządzenia konieczne, a zarazem
wystarczające jest:
• dokonanie oględzin zewnętrznych węży,
• sprawdzenie szczelności węży,
• sprawdzenie wytrzymałości węży na ciśnienie.
Sposoby przeprowadzenia prób powinny być dostosowane do warunków użytkowania węży oraz lo-
kalnych technicznych możliwości kontroli i powinny uwzględniać podstawowe, ogólnie znane zasady
sztuki inżynierskiej. Najprostszym sposobem sprawdzenia szczelności jest zanurzenie w wodzie węża
poddanego ciśnieniu wewnętrznemu i obserwowanie ewentualnie tworzących się pęcherzy gazu (nega-
tywny wynik próby). Alternatywną jest próba stałości ciśnienia wewnątrz węża, po ustabilizowaniu
warunków temperaturowych (analogicznie jak kontrola rurowych instalacji gazowych). Próba ta może
być stosowana np. przy kontroli przewodów gazów osłonowych w uchwytach półautomatów spawal-
niczych.
Warunki i sposoby przeprowadzenia takich prób są szczegółowo przedstawione w Wytycznych Insty-
tutu Spawalnictwa nr W - 05/IS-88 „EKSPLOATACJA I SPRAWDZANIE GUMOWYCH WĘ-
ŻY SPAWALNICZYCH”.
Istotnym zagadnieniem jest także zapewnienie bezpieczeństwa personelu podczas prób szczelności
i wytrzymałości węży na ciśnienie oraz konieczność dokumentowania sposobów i wyników kontroli.
Praktyczne aspekty realizacji Rozporządzenia Ministra Gospodarki w sprawie bhp przy pracach spawalniczych
Opracował: mgr inż. Janusz Mrowiec
- 3 -
Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
Wymaganie:
§ 26. Materiały dodatkowe do spawania, napawania i lutowania, zawierające lub wydzielające sub-
stancje chemiczne stwarzające zagrożenie dla zdrowia i życia pracowników, powinny być klasyfikowa-
ne i znakowane oraz posiadać karty charakterystyk, zgodnie z wymaganiami określonymi w odrębnych
przepisach.
Wyjaśnienie:
Stosowane w pracach spawalniczych materiały dodatkowe do spawania (elektrody, druty, luty, pasty,
topniki) praktycznie nie podlegały do tej pory żadnym obowiązkowym, jednoznacznie ustanowionym
ocenom pod względem bezpieczeństwa. Wyjątek stanowią materiały zawierające substancje chemicz-
ne stwarzające zagrożenie dla zdrowia lub życia pracowników. Całkowicie natomiast pomijano zagad-
nienie zanieczyszczeń wydzielanych przez te materiały do środowiska pracy podczas procesu spawal-
niczego. Znajomość jakościowa i ilościowa wydzielanych zanieczyszczeń (pyły, gazy) jest niezbędna
dla rozpoznania zagrożeń dla zdrowia pracowników oraz dla właściwego zaprojektowania wentylacji
i doboru indywidualnych środków ochrony. Ponadto zgodnie z art.220 Kodeksu Pracy „niedopusz-
czalne jest stosowanie materiałów i procesów technologicznych bez uprzedniego ustalenia ich szko-
dliwości dla zdrowia pracowników”.
Zagadnienia klasyfikacji i znakowania materiałów zawierających substancje chemiczne stwarzające
zagrożenie dla zdrowia lub życia, w tym materiałów dodatkowych do spawania, napawania i lutowa-
nia, są ujęte w następujących dokumentach:
• Ustawa z dnia 11.01.2001 r. o substancjach i preparatach chemicznych (Dz.U. nr 11, poz.84),
• Rozporządzenie Ministra Zdrowia z dnia 03.07.2002 r. w sprawie karty charakterystyki substancji
niebezpiecznej i preparatu niebezpiecznego (Dz.U. nr 140, poz. 1171),
• Rozporządzenia Ministra Zdrowia z dnia 14.08.2002 r. w sprawie obowiązku dostarczania karty
charakterystyki niektórych preparatów niezaklasyfikowanych jako niebezpieczne (Dz.U. nr 142,
poz.1194),
• Norma PN-ISO 11014-1.1998 Bezpieczeństwo chemiczne. Karta charakterystyki bezpieczeństwa
produktów chemicznych. Treść i kolejność działów.
Sposób klasyfikacji i znakowania spawalniczych materiałów dodatkowych wydzielających substancje
chemiczne stwarzające zagrożenie dla zdrowia lub życia nie został dotychczas podany w odrębnych
przepisach. Jednakże nie zwalnia to dostawców spawalniczych materiałów dodatkowych z obowiązku
informowania o emisji substancji chemicznych stwarzających zagrożenie dla zdrowia lub życia.
W Instytucie Spawalnictwa w ramach Projektu Badawczego Zamawianego nr PBZ 26-08, realizowa-
nego w latach 1997-1999 na zamówienie Ministra Gospodarki i finansowanego przez Komitet Badań
Naukowych, został opracowany wzór kart charakterystyki spawalniczych materiałów dodatkowych do
spawania, napawania oraz lutowania pod względem emisji do środowiska zanieczyszczeń pyłowych
i gazowych.
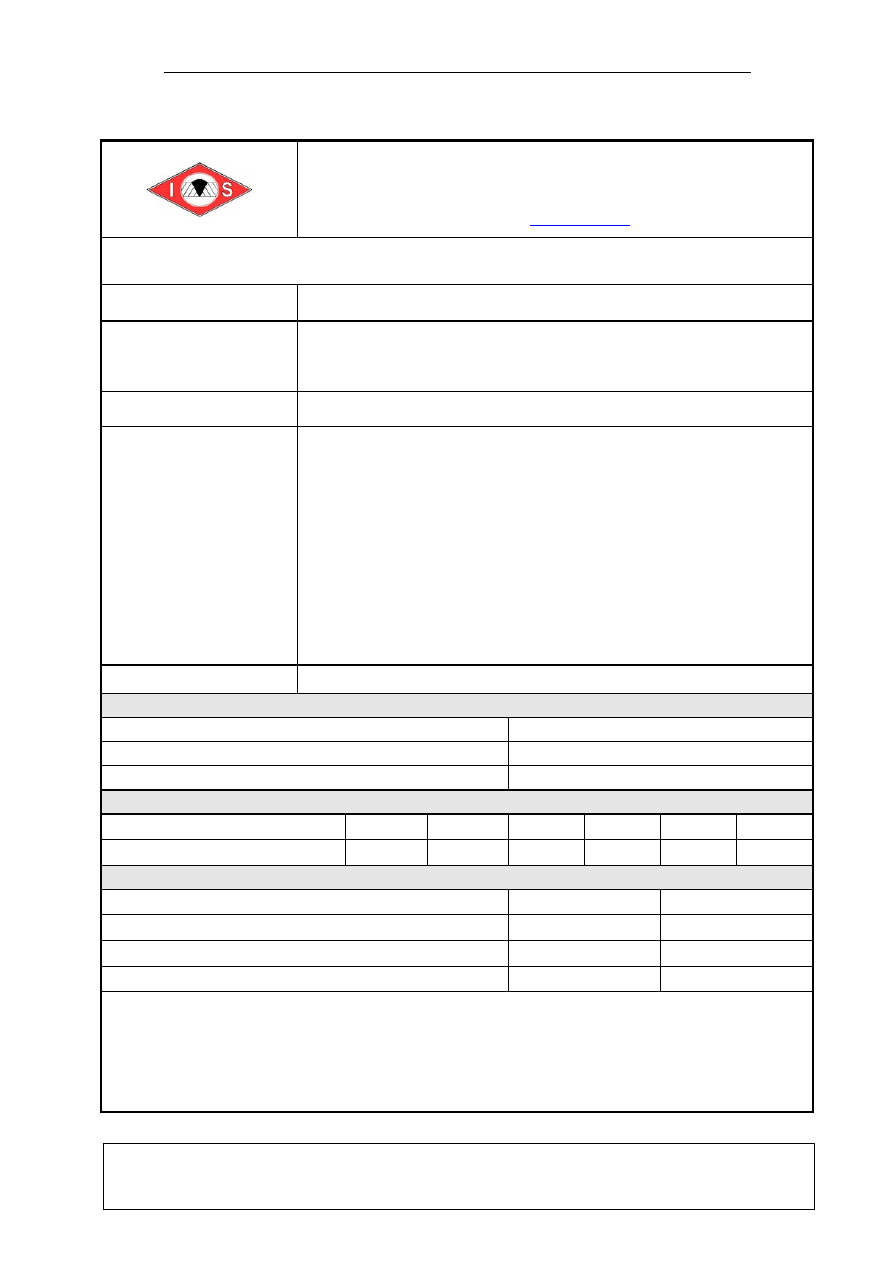
Aktualną, zmodyfikowaną wersję takiej karty przedstawiono poniżej. Zdaniem Instytutu Spawalnictwa
spełnia ona wymagania wynikające z § 26 rozważanego rozporządzenia Ministra Gospodarki oraz
wymagania stawiane przez Kodeks Pracy (Dział X art.207, 220, 226) i do czasu wprowadzenia szcze-
gółowych i kompleksowych uregulowań prawnych w zakresie dotyczącym charakterystyki materia-
łów, może i powinna być wykorzystywana przez producentów/dostawców materiałów dodatkowych
do spawania.
Decydujące znaczenie dla rzeczywistego wprowadzenia omawianego przepisu w życie ma postawa
odbiorców materiałów dodatkowych oraz skuteczność działań służb nadzorujących warunki pracy.
Praktyczne aspekty realizacji Rozporządzenia Ministra Gospodarki w sprawie bhp przy pracach spawalniczych
Opracował: mgr inż. Janusz Mrowiec
- 4 -
Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
Wzór karty charakterystyki materiałów dodatkowych (dane przykładowe)
INSTYTUT SPAWALNICTWA
ul. Błogosławionego Czesława 16/18, 44-100 Gliwice
tel. ++(48-32) 231-00-11, fax ++(48-32) 231-46-52
E-mail:
is@is.gliwice.pl
KARTA CHARAKTERYSTYKI MATERIAŁU DODATKOWEGO
DO SPAWANIA POD WZGLĘDEM EMISJI ZANIECZYSZCZEŃ
1. NAZWA MATERIAŁU
EBP średnica 4,0 mm
2. PRODUCENT/ DOSTAWCA
SPAWMET Sp. z o.o.
Wytwórnia Materiałów Spawalniczych
ul. Imieli 14, 41-605 Świętochłowice
3. TYP, RODZAJ, POSTAĆ
Elektroda otulona
4. PRZEZNACZENIE
Elektroda grubootulona zasadowa do spawania stali o podwyższonej wytrzymałości.
Elektroda zalecana jest do spawania konstrukcji narażonych na duże obciążenia sta-
tyczne i dynamiczne. Stosowana jest w przemyśle stoczniowym, energetycznym i bu-
dowy maszyn.
-
klasyfikacja wg norm:
•
PN-EN 499: E 38 3 B 42 H10
•
DIN 1913: E 43 43 B 10
•
AWS-A5.1: E 7018
-
suszenie: przed spawaniem w temp. 250- 300
0
C w ciągu 2 h.
- rodzaj
prądu spawania i biegunowość: prąd stały +,
-
pozycja spawania: PA, PC, PE, PF
↑,
- charakter
żużla: zasadowy, łatwousuwalny
- zalecane
natężenia prądu spawania:
prąd spawania min, [A]:140
prąd spawania max, [A]:180
5. WARUNKI BADANIA
Materiał podstawowy: stal w gat.St3S
Natężenie prądu spawania: 160A
6. PYŁ CAŁKOWITY
6.1 Wskaźnik emisji wagowej [mg/ kg elektrod]
13 231,22
6.2 Wskaźnik emisji wagowej [mg/ elektrodę]
820,8
6.3 Wskaźnik emisji czasowej [ mg / s]
7,66
7. SKŁAD CHEMICZNY PYŁU
Składniki
Fe Mn Si Cr Ni F
7.1 Zawartość % [m/m]
25,73 4,57 2,86 0,04 0,003 17,22
8. ZANIECZYSZCZENIA GAZOWE
Składniki gazowe
NO
x
CO
8.1 Wskaźnik emisji wagowej [mg/ kg elektrod]
710,00 321,28
8.2 Wskaźnik emisji wagowej [mg/ elektrodę]
28,49 23,31
8.3 Wskaźnik emisji czasowej [mg/s]
0,26 0,22
9. Uwagi, data sporządzenia: 30.06.2004
Karta charakterystyki została sporządzona w oparciu o Raport z Badań nr LU/318/04 z dn. 19.04.2004. Badania przeprowadzono
według Procedury Sterowania Badaniami nr PSB.72 "Badanie emisji pyłów i gazów przy spawaniu metodą MMA". Powyższa pro-
cedura dokumentuje element systemu jakości Laboratorium Badawczego Spawalnictwa Instytutu Spawalnictwa w Gliwicach, zgod-
nego z normą PN-EN ISO/IEC 17025:2001 „Ogólne wymagania dotyczące kompetencji laboratoriów badawczych i wzorcujących”.
Laboratorium ma certyfikat akredytacji Polskiego Centrum Akredytacji nr AB 042 w zakresie metod objętych wymienioną procedurą.
Praktyczne aspekty realizacji Rozporządzenia Ministra Gospodarki w sprawie bhp przy pracach spawalniczych
Opracował: mgr inż. Janusz Mrowiec
- 5 -

Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
Wymaganie:
§ 27. Prace spawalnicze powinny być wykonywane przez osoby posiadające "Zaświadczenie
o ukończeniu szkolenia" albo "Świadectwo egzaminu spawacza" lub "Książkę spawacza", wystawiane
w trybie określonym w odrębnych przepisach i Polskich Normach, z uwzględnieniem przepisu § 28.
§ 28. Osoby wykonujące:
1) ręczne cięcie termiczne,
2) zgrzewanie,
3) ręczne lutowanie,
4) zmechanizowane i automatyczne wykonywanie prac spawalniczych
- powinny wykazać się co najmniej zaświadczeniem o ukończeniu szkolenia w zakresie określo-
nym w odrębnych przepisach i Polskich Normach.
Wyjaśnienie:
W Polsce uprawnienia do pracy w charakterze spawacza uzyskuje się na podstawie szkolenia
i zdanego egzaminu. Zasady egzaminowania spawaczy reguluje norma PN-EN 287-1:2005(U) „ Eg-
zamin kwalifikacyjny spawaczy. Spawanie. Część 1: stale” oraz sukcesywnie ustanawiane normy serii
PN-EN ISO 9606. Potwierdzeniem ukończenia szkolenia i zdania egzaminu jest „Świadectwo egzami-
nu spawacza” wystawione według wzorów ujętych w normach. Uprawnienia spawacza zgodnie z po-
stanowieniami normy ważne są dwa lata i po tym czasie powinny być przedłużone. Tradycyjnie sto-
sowane są również „Książeczki spawacza” upoważniające do pracy w charakterze spawacza w zakre-
sie uzyskanych uprawnień. Uprawnienia spawalnicze wpisane do książki spawacza ważne są tylko ze
„Świadectwem egzaminu spawacza”.
Uprawnienia do pracy w charakterze lutowacza, zgrzewacza, przecinacza termicznego i operatora
zmechanizowanych lub zautomatyzowanych urządzeń spawalniczych uzyskuje się na podstawie szko-
lenia i zdanego egzaminu. Instytut Spawalnictwa prowadzi szkolenia zgrzewaczy, lutowaczy
i przecinaczy termicznych oraz nadaje im stosowne uprawnienia według zasad szkolenia oraz egzami-
nowania ujętych w swoich Wytycznych, m.in.:
• W-90/IS-16 Program szkolenia operatorów zgrzewarek oporowych,
• W-96/IS-15 Program szkolenia podstawowego lutowaczy,
• W-96/IS-23 Program szkolenia operatorów urządzeń do cięcia plazmowego,
• W-90/IS-14 Program szkolenia ręcznych przecinaczy gazowych,
• W-96/IS-18 Program kursu operatorów urządzeń do zmechanizowanego spawania łukiem krytym.
Absolwenci kursów, z wyjątkiem operatorów, otrzymują „Zaświadczenie o ukończeniu kursu”, które
zgodnie z omawianym rozporządzeniem uprawnia do zgrzewania lub lutowania. Operatorzy są egza-
minowani według normy PN-EN 1418:2000 „ Personel spawalniczy. Egzaminowanie operatorów
urządzeń spawalniczych oraz nastawiaczy zgrzewania oporowego dla w pełni zmechanizowanego
i automatycznego spajania metali” i otrzymują zgodne z normą „Świadectwo operatora”.
Z ww. Wytycznych mogą korzystać ośrodki szkoleniowe, przede wszystkim ośrodki szkolące spawa-
czy pod merytorycznym nadzorem Instytutu Spawalnictwa, a także poszczególne zakłady przemysło-
we szkolące własnych pracowników
Praktyczne aspekty realizacji Rozporządzenia Ministra Gospodarki w sprawie bhp przy pracach spawalniczych
Opracował: mgr inż. Janusz Mrowiec
- 6 -

Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
Wymaganie
§ 23. 1. W przypadku zasilania urządzenia spawalniczego gazem palnym pobieranym z baterii butli,
z wiązki butli, z generatora gazu lub z rurociągu, w każdym punkcie poboru gazu powinien być stoso-
wany bezpiecznik.
§ 23. 2. W przypadku zasilania palników tlenowo-gazowych gazami pobieranymi z butli powinny być
stosowane bezpieczniki usytuowane na wlocie lub wewnątrz palnika. Wymaganie to nie dotyczy prze-
wodów tlenu tnącego w palnikach przeznaczonych do cięcia.
Wyjaśnienie:
Wymaganie wg poz. 1 ma na celu zapewnienie ochrony źródła gazu i rurociągu przed dopływem tlenu
lub powietrza od strony odbiornika gazu i utworzeniem mieszanki wybuchowej, a także przed wybu-
chem takiej mieszanki wskutek zapłonu zwrotnego. Jest oczywistym, że tak usytuowany bezpiecznik
(stanowiskowy lub sieciowy) nie chroni węży łączących punkt poboru gazu z odbiornikiem, najczę-
ściej palnikiem. Ochronie węży, a tym samym spawacza, służy wyłącznie bezpiecznik usytuowany na
wlocie palnika lub wewnątrz palnika, popularnie nazywany (mini)bezpiecznikiem przypalnikowym.
Zgodnie z wymaganiami wg poz. 2 stosowanie tego rodzaju bezpieczników jest obowiązkowe przy
zasilaniu palników tlenowo-gazowych z pojedynczych butli, niezależnie od rodzaju gazu. Postanowie-
nia rozporządzenia określają jednak tylko minimalny poziom zabezpieczeń i nic nie stoi na przeszko-
dzie w stosowaniu bezpieczników przypalnikowych również przy zasilaniu palników ze źródeł wy-
mienionych w poz. 1 (bateria lub wiązka butli, rurociąg). Postępowanie takie jest wręcz wskazane,
również w odniesieniu do palników maszynowych w przecinarkach tlenowych. Przy korzystaniu z
podwójnych zabezpieczeń (bezpiecznik sieciowy lub stanowiskowy plus przypalnikowy) należy jed-
nak każdorazowo przeanalizować wielkość spadku ciśnienia w bezpiecznikach i ewentualnie skory-
gować ciśnienia zasilania.
Bezpieczników przypalnikowych nie stosuje się w przewodach tlenu tnącego palników trójprzewodo-
wych, zarówno maszynowych, jak i ręcznych. Prawdopodobieństwo wytworzenia mieszanki palnej w
przewodzie tlenowym tego rodzaju palników jest znikome, natomiast spadek ciśnienia tlenu może
mieć wyraźnie negatywny wpływ na ich działanie.
Często niepewność budzi zagadnienie podlegania bezpieczników przepisom o dozorze technicznym.
Dotychczas nie budziło wątpliwości, iż przepisom tym podlegają wyłącznie bezpieczniki acetylenowe
zabezpieczające urządzenia i instalacje wymienione w §23 poz. 1 omawianego rozporządzenia (bez-
pieczniki główne i sieciowe). Tak można też interpretować najnowsze Rozporządzenie Rady Mini-
strów z dnia 16 lipca 2002 r. w sprawie rodzajów urządzeń technicznych podlegających dozorowi
technicznemu (Dz. U. z dnia 29 lipca 2002 r.), które w § 1, pkt h, stanowi: „Dozorowi technicznemu
podlegają ... rurociągi technologiczne acetylenu wraz z osprzętem ...”. Nie podlegają zatem dozorowi
technicznemu acetylenowe bezpieczniki montowane do butlowych reduktorów ciśnienia lub między
odcinkami węży, ani bezpieczniki przypalnikowe. Nie podlegają też żadne bezpieczniki do gazów in-
nych niż acetylen.
PODSUMOWANIE
Omówione zagadnienia nie wyczerpują wszystkich wątpliwości związanych z wdrażaniem omawiane-
go rozporządzenia. Podane wyjaśnienia wskazują jednak na potrzebę racjonalnego, inżynierskiego
rozwiązywania problemów, a także potrzebę śledzenia i upowszechniania przepisów prawnych i norm
związanych z zagadnieniami bezpieczeństwa robót spawalniczych. Wskazują także obszary praw
i obowiązków pracodawców, producentów/dostawców urządzeń i materiałów spawalniczych oraz or-
ganów kontroli warunków pracy. Instytut Spawalnictwa jest gotów do współpracy z każdym z wymie-
Praktyczne aspekty realizacji Rozporządzenia Ministra Gospodarki w sprawie bhp przy pracach spawalniczych
Opracował: mgr inż. Janusz Mrowiec
- 7 -

Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
Praktyczne aspekty realizacji Rozporządzenia Ministra Gospodarki w sprawie bhp przy pracach spawalniczych
Opracował: mgr inż. Janusz Mrowiec
- 8 -
nionych podmiotów i podejmowania zadań mających na celu poprawę warunków pracy, ochronę
zdrowia i środowiska.
Przedstawione w referacie wyjaśnienia należy traktować jako stanowisko Instytutu Spawalnictwa
w przedmiotowej sprawie, a nie formalną interpretację omawianego rozporządzenia, do której upo-
ważnionym jest Ministerstwo Gospodarki i Pracy – Departament polityki przemysłowej.
Document Outline
- Seminarium: BEZPIECZEŃSTWO I HIGIENA PRACY W SPAWALNICTWIE
- EBP średnica 4,0 mm
- SPAWMET Sp. z o.o.
- Wytwórnia Materiałów Spawalniczych
- Elektroda otulona
- Elektroda grubootulona zasadowa do spawania stali o podwyższo
- CO
Wyszukiwarka
Podobne podstrony:
BHP przy pracach spawalniczych, spawanie
BHP przy pracach spawalniczych 2
BHP przy pracach na wysokości
Instrukcja bhp przy pracach zbrojarskich, szkoła, instrukcje
INSTRUKCJA BHP PRZY PRACACH ZWIĄZANYCH Z MONTAŻEM RUSZTOWAŃ
Bhp przy pracach ziemnych na budowie, Instrukcje-Na budowie
Bhp przy pracach zbrojarskich, Instrukcje-Na budowie
Rozporzadzenie w sprawie BHP przy pracach związanych z narażeniem na hałas lub drgania mechaniczne
Instrukcja BHP przy pracach?tonowych i żelbetonowych(2)
instrukcja bhp przy pracach zwi Nieznany
więcej podobnych podstron