„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Arkadiusz Pawlikowski
Prowadzenie procesu wzbogacania kopalin 311[15].Z4.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Jan Kania
mgr inż. Grzegorz Merta
Opracowanie redakcyjne:
mgr inż. Danuta Pawełczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[15].Z4.06
„Prowadzenie procesu wzbogacania kopalin”, zawartego w modułowym programie nauczania
dla zawodu technik górnictwa podziemnego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
6
3.
Cele kształcenia
7
4.
Materiał nauczania
8
4.1. Wiadomości wstępne dotyczące przeróbki mechanicznej
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
15
4.1.3. Ćwiczenia
15
4.1.4. Sprawdzian postępów
16
4.2. Klasyfikacja mechaniczna, hydrauliczna i aerodynamiczna
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
38
4.2.3. Ćwiczenia
38
4.2.4. Sprawdzian postępów
39
4.3. Wzbogacanie, wzbogacanie grawitacyjne, flotacja
40
4.3.1. Materiał nauczania
40
4.3.2. Pytania sprawdzające
55
4.3.3. Ćwiczenia
56
4.3.4. Sprawdzian postępów
57
4.4. Odwadnianie produktów wzbogacania, chemiczne wzbogacanie kopalin
58
4.4.1. Materiał nauczania
58
4.4.2. Pytania sprawdzające
65
4.4.3. Ćwiczenia
65
4.4.4. Sprawdzian postępów
66
5.
Sprawdzian osiągnięć
67
6.
Literatura
73

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy dotyczącej procesów wzbogacania
kopalin.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – podstawowe wiadomości teoretyczne niezbędne do opanowania
treści jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś treści zawarte
w rozdziałach,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć – przykładowy zestaw zadań i pytań. Pozytywny wynik
sprawdzianu potwierdzi, że dobrze pracowałeś podczas zajęć i że nabyłeś wiedzę
i umiejętności z zakresu tej jednostki modułowej,
−
wykaz literatury.
W materiale nauczania zostały omówione zagadnienia dotyczące klasyfikacji
mechanicznej, rozdrabniania, uławiania pyłu, wzbogacania, flotacji, odmulania, odwadniania,
suszenia i oczyszczania wód płuczkowych.
Informacje zamieszczone w poradniku mogą zostać rozszerzone w oparciu o literaturę
dodatkową zgodnie z zaleceniami nauczyciela.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania. Analiza tych pytań wskaże Ci na
jakie treści należy zwrócić szczególną uwagę w trakcie zapoznawania się z rozdziałem
Materiał nauczania,
−
po opanowaniu rozdziału Materiał nauczania, by sprawdzić stan swojej wiedzy, która
będzie Ci potrzebna do wykonywania ćwiczeń.
Poradnik zawiera, po każdym rozdziale, propozycję ćwiczeń celem zdobycia przez
Ciebie umiejętności praktycznych, przydatnych w pracy zawodowej. Podczas wykonywania
ć
wiczeń zwróć uwagę na zalecenia nauczyciela dotyczące bezpieczeństwa i higieny pracy.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swojej wiedzy i umiejętności
wykonując Sprawdzian postępów. Analiza wyniku tego sprawdzianu wskaże Ci treści,
których jeszcze nie opanowałeś i do których powinieneś wrócić.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło
dla nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zadaniami
testowymi.
W poradniku jest zamieszczony sprawdzian osiągnięć, który zawiera przykład takiego
testu oraz instrukcję, w której omówiono tok postępowania podczas przeprowadzania
sprawdzianu i przykładową kartę odpowiedzi, na której będziesz zakreślał właściwe
odpowiedzi spośród zaproponowanych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Bezpieczeństwo i higiena pracy
W czasie pobytu w kopalni, w warsztatach, bądź w laboratoriach ośrodków
mechanizacji górnictwa musisz przestrzegać regulaminów, przepisów bezpieczeństwa
i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych
prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
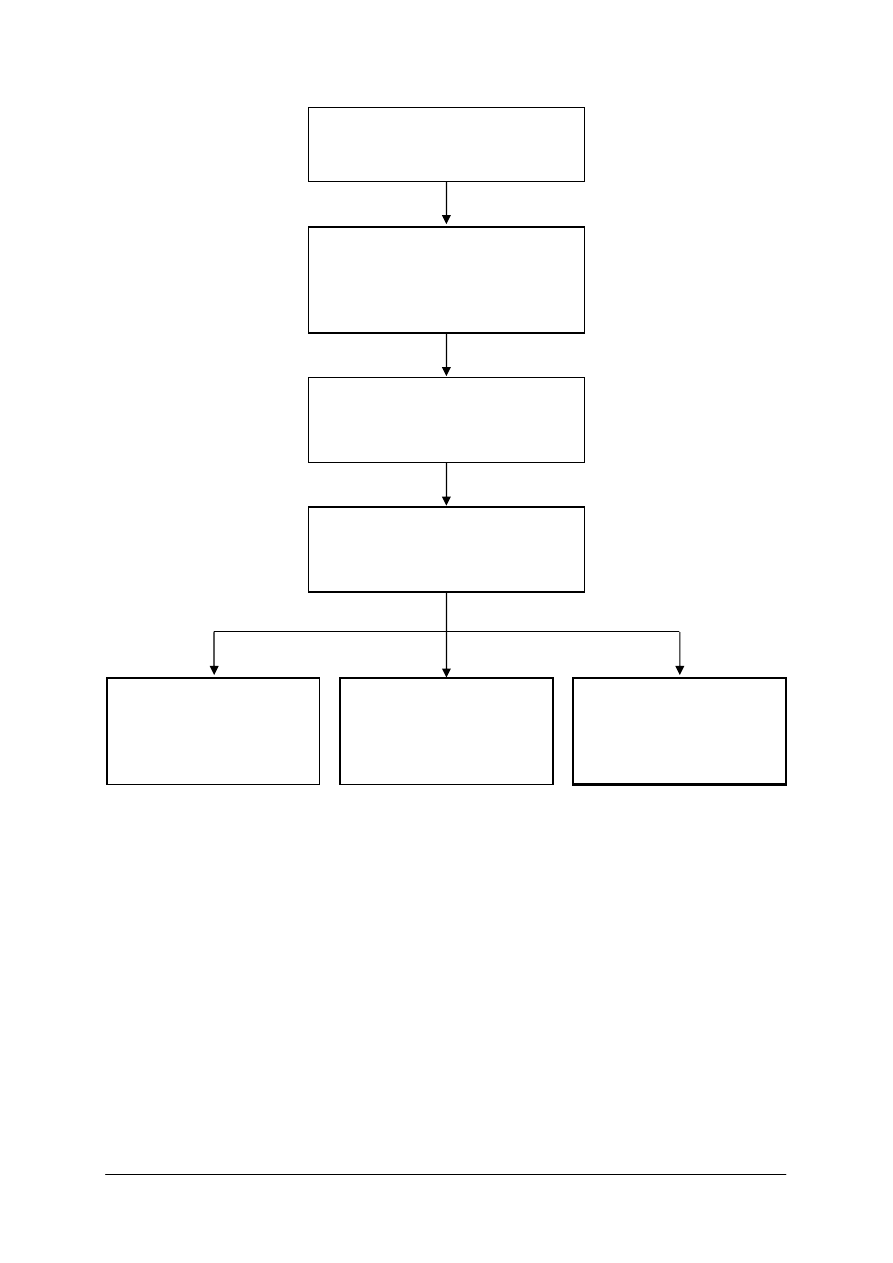
Schemat układu jednostek modułowych
311[15].Z4
Eksploatacja górnicza złóż
311[15].Z4.06
Dobieranie metod
i organizowanie procesu
wzbogacania kopalin
311[15].Z4.01
Udostępnianie i przygotowywanie
złoża do eksploatacji
311[15].Z4.02
Klasyfikowanie systemów
eksploatacji złóż
311[15].Z4.05
Użytkowanie środków
strzałowych
311[15].Z4.04
Przewietrzanie kopalń
311[15].Z4.03
Dobieranie obudów górniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować jednostki układu SI,
−
przeliczać jednostki,
−
rozróżniać podstawowe wielkości mechaniczne i elektryczne oraz ich jednostki,
−
analizować proste schematy kinematyczne części maszyn,
−
wykonywać rysunki części maszyn,
−
analizować układy hydrauliczne i pneumatyczne,
−
posługiwać się podstawowymi zagadnieniami dotyczącymi przeróbki mechanicznej,
−
charakteryzować wymagania dotyczące bezpieczeństwa pracy przy obsłudze maszyn
i urządzeń mechanicznych,
−
korzystać z różnych źródeł informacji,
−
obsługiwać komputer,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić zadania metod wzbogacania kopalin,
−
wyjaśnić budowę i zasadę działania urządzeń do klasyfikacji mechanicznej kopalin,
−
rozróżnić klasyfikację wodną, hydrauliczną oraz aerodynamiczną,
−
scharakteryzować operacje przeróbcze kopalin,
−
scharakteryzować sposoby wzbogacania,
−
scharakteryzować wzbogacanie mechaniczne,
−
wyjaśnić zasadę działania wzbogacalników z cieczą ciężką,
−
scharakteryzować proces flotacji,
−
obsłużyć urządzenia do procesu flotacji,
−
scharakteryzować odwadnianie produktów wzbogacania,
−
dobrać i skontrolować urządzenia odwadniające,
−
zdefiniować chemiczne metody przeróbki kopalin,
−
zanalizować schemat technologiczny procesu wzbogacania kopalin,
−
określić kolejność operacji w procesie wzbogacania,
−
sporządzić podstawowe dokumenty stosowane w dziale marketingu,
−
zaplanować działania dotyczące promocji i sprzedaży kopalin,
−
zastosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej
podczas obsługi urządzeń do wzbogacania kopalin.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Wiadomości wstępne dotyczące przeróbki mechanicznej
4.1.1. Materiał nauczania
Przeróbka
mechaniczna
jest
to
zespół
czynności
(operacji)
mechanicznych
i technologicznych, którym poddaje się surową kopalinę użyteczną w celu uzyskanie jej
przydatności przemysłowej, przez usunięcie z jej składu zanieczyszczeń skałą płonną,
zwiększenie koncentracji składnika użytecznego oraz przygotowanie tej kopaliny do
określonych procesów technologicznych przetwarzania jej na produkty końcowe. Ostateczna
forma kopaliny użytecznej przygotowanej przez przeróbkę mechaniczną, jest ustalana
warunkami technologicznymi dalszego jej przetwarzania lub bezpośredniego użytkowania.
Cel przeróbki:
−
jakościowy podział (wzbogacanie),
−
ilościowy podział (klasyfikacja).
Przeróbce mechanicznej podlegają praktycznie wszystkie kopaliny użyteczne, takie jak:
węgiel kamienny i brunatny, rudy żelaza, cynku, cyny, ołowiu, rudy innych metali, złoto,
srebro, miedź i jej rudy, siarka, materiały ceramiczne, surowce budowlane i chemiczne oraz
wiele innych kopalin wymagających wzbogacania, oczyszczania oraz przygotowania do
celów przemysłowych, np.: ze względu na wielkość ziaren, skład ziarnowy itp.
Przeróbka mechaniczna, o odpowiednio wysokim stopniu jej rozwoju, oddaje niezwykle
cenne usługi wielu przemysłom, umożliwiając tworzenie nowych wartości z odpowiednio
przygotowanego surowca. Dla przykładu można wymienić niektóre przemysły oraz. kopaliny
użyteczne przygotowywane dla nich przez przeróbkę mechaniczną:
−
przemysł hutniczy: rudy żelaza, rudy metali nieżelaznych, rudy metali rzadkich, węgiel
koksowy, węgiel energetyczny, topniki (wapień, kwarc, fluoryt), materiały ogniotrwałe
(magnezyt, dolomit, glina, grafit, korund, kwarc, cyrkon, chromit, andaluzyt),
−
energetyka: węgiel kamienny, węgiel brunatny,
−
odbiorcy materiałów opałowych: węgiel kamienny, węgiel brunatny, torf (do odbiorców
tych zalicza się np. kolejnictwo, większość przemysłów pobierających energię z pary,
gospodarkę komunalną, gospodarstwa domowe itp.),
−
przemysł rolny: nawozy sztuczne i surowce do ich produkcji (apatyt, fosforyty, sole
potasowe i magnezowe), środki do walki ze szkodnikami (talk, kaolin, baryt), środki do
poprawy struktury roli (gips, wapień, dolomit),
−
przemysł budowlany: kamień budowlany, piasek, glina, surowce cementowe (wapień,
kreda, margiel),
−
przemysł chemiczny: węgiel kamienny i brunatny jako surowiec do chemicznej przeróbki
węgla, siarka, apatyt, fluoryt, baryt, wapień, halit, sylwin, kwarc, azbest itp.,
−
przemysł szklarski i ceramiczny: kwarc, kaolin, fluoryt.
W
przeróbce
mechanicznej
kopalin
użytecznych
obowiązuje
specjalistyczna
terminologia, która umożliwia jednoznaczne określanie zjawisk oraz czynności
technologicznych i technicznych, zachodzących w procesach przeróbczych, a także
produktów otrzymywanych w procesie przeróbczym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Kopalina użyteczna jest to naturalny surowiec mineralny, który przy aktualnym stanie
technologii i techniki przetwarzania może być w sposób ekonomiczny zużytkowany
w gospodarce narodowej do wytwarzania innych form tego surowca w postaci dostosowanej
do bezpośredniego użycia lub stanowiącej surowiec produkcyjny. W przeważającej liczbie
przypadków kopalina użyteczna musi być poddana ściśle określonym procesom przeróbczym,
które mają za zadanie zwiększenie udziału składnika użytecznego w jednostce masy lub
objętości przez usunięcie z kopaliny wyjściowej składników nieużytecznych. Kopalina
użyteczna może mieć fizycznie postać stałą (np. węgiel, ruda żelaza, rudy metali nieżelaznych
itp.), ciekłą (ropa, wody mineralne) i gazową.
Minerały są to występujące w skorupie ziemskiej naturalne związki chemiczne lub
pierwiastki rodzime.
Minerały użyteczne są to naturalne związki chemiczne lub pierwiastki rodzime, w których
składzie występują pierwiastki stanowiące wartościowy surowiec. Jest to zatem określenie
w pewnym zakresie jednoznaczne z określeniem kopalina użyteczna. Do minerałów zalicza
się pierwiastki, siarczki, halogenki, tlenki i wodorotlenki, azotany, borany, siarczany,
fosforany i arseniany, krzemiany oraz związki organiczne.
Materiał surowy jest to kopalina użyteczna kierowana do procesów przeróbczych; określana
jest ona również terminem nadawa.
Skała płonna - terminem tym określa się skały wydzielone w procesach przeróbczych, które
w przeróbce określonej kopaliny uważane są za nieużyteczne. Skała płonna wydzielona
w procesach przeróbczych nosi również nazwę odpady. W niektórych przypadkach odpady
mogą zawierać również składniki użyteczne i wówczas stanowią one wtórny materiał surowy,
który może być przerabiany (wzbogacany) w innym, odpowiednio dostosowanym procesie
przeróbczym.
Zakład przeróbczy jest to pomieszczenie przemysłowe, budowla lub zespół budowli,
wyposażonych w maszyny przeróbcze i urządzania pomocnicze – rozmieszczone
w odpowiedniej kolejności – wykonujące operacje technologiczne (przeróbcze) konieczne do
uzyskania maksymalnej koncentracji składnika użytecznego w produkcie końcowym, jego
składu ziarnowego itp.
Operacje technologiczne przeróbcze są to czynności wykonywane, w odpowiednio
dobranej kolejności, na materiale surowym oraz na otrzymywanych produktach wzbogacania
(produktach procesu przeróbczego), które mają na celu wyodrębnienie z materiału surowego
maksymalnej ilości składnika użytecznego.
Ze względu na ich charakter operacje przeróbcze dzieli się na:
−
przygotowawcze,
−
główne,
−
uzupełniające,
−
pomocnicze,
−
usługowe.
Operacje przygotowawcze stanowią zespół czynności mechanicznych, prowadzonych
w odpowiednich maszynach i urządzeniach, fizykomechanicznych itp., koniecznych do
przygotowania nadawy do procesów przeróbczych. W większości przypadków stosowanie
operacji przygotowawczych jest niezbędne do wykonania podstawowych procesów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
przeróbczych. Operacje przygotowawcze są również konieczne w trakcie prowadzenia
kompleksowego procesu technologicznego i stosowane są jako czynności międzyoperacyjne.
Operacje główne są to te wszystkie czynności technologiczne na materiale surowym
i produktach procesu przeróbczego, które mają na celu nadanie im własności
umożliwiających jego przemysłowe zużycie. Operacje główne, określane również jako
operacje zasadnicze, są następujące:
−
klasyfikacja mechaniczna, przesiewanie,
−
klasyfikacja hydrauliczna,
−
klasyfikacja aerodynamiczna,
−
rozdrabianie,
−
wzbogacanie obejmujące: wzbogacanie ręczne, grawitacyjne, flotację, wzbogacanie
elektromagnetyczne i magnetyczne, elektrostatyczne i inne,
−
odwadnianie,
−
odpylanie,
−
odmulanie,
−
rozmywanie,
−
suszenie,
−
brykietowanie,
−
peletyzacja.
Podział czynności technologicznych na operacje główne i pomocnicze nie jest podziałem
sztywnym. W układzie (schemacie) technologicznym operacje główne mogą mieć charakter
operacji przygotowawczych przed innym podstawowym procesem technologicznym.
Przykładem tego rodzaju może być odmulanie materiału przed procesem wzbogacania,
wzbogacanie wstępne przed procesem podstawowego (ostatecznego) wzbogacania itp.
Prowadzenie pełnego zaprojektowanego procesu technologicznego przeróbki materiału
surowego wymaga wprowadzenia wielu operacji pomocniczych i operacji usługowych.
Do operacji pomocniczych należą:
−
wyładowanie materiału surowego z urządzeń transportowych, którymi wydobywa się
kopalinę użyteczną na powierzchnię, tj. skipów, wozów, przenośników itp.,
−
transport materiału surowego i produktów wzbogacania w zakładzie przeróbczym
pomiędzy maszynami i urządzeniami, wykonującymi określone operacje technologiczne,
−
składowanie (magazynowanie) materiału surowego, koncentratów i innych produktów
użytecznych zakładu przeróbczego,
−
zwałowanie odpadów otrzymywanych w procesie przeróbczym,
−
zasilanie maszyn i urządzeń przeróbczych (np. w ośrodek wzbogacający, czynnik
wzbogacający itp.),
−
ważenie materiału surowego i produktów wzbogacania,
−
załadunek produktów do wagonów lub innych środków transportowych.
Do operacji usługowych zalicza się:
−
gospodarkę wodno-mułową, która obejmuje zagadnienia dostarczania, rozdziału i bilansu
wody roboczej i transportowej w operacjach wzbogacania materiału surowego,
odmulania lub jego transportu; do zadań gospodarki wodno-mułowej należy również
oczyszczanie wody roboczej i przygotowanie jej do wtórnego wykorzystania w obiegu
roboczym w zakładzie przeróbczym oraz uzupełniania jej strat;
−
gospodarkę powietrzną, zajmującą się dostarczaniem powietrza jako czynnika roboczego
w procesach wzbogacania, odpylania, klasyfikacji aerodynamicznej itp. oraz jego
bilansowania w obiegach roboczych; do gospodarki powietrznej należy również jego
oczyszczanie z zawiesin stałych;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
−
gospodarkę cieplną, obejmującą zagadnienia dostarczania lub wytwarzania ciepła –
o odpowiednich parametrach – zużywanego do procesów technologicznych, np. do
termicznego suszenia produktów wzbogacania, aglomeracji i prażenia rud itp. oraz
opracowywania bilansów zapotrzebowania i zużycia ciepła; gospodarka cieplna obejmuje
również ogrzewanie zakładu przeróbczego;
−
gospodarkę energetyczną, zajmującą się problemami dostawy i zużycia energii
elektrycznej
w
procesach
technologicznych
np.
przy:
wzbogacaniu
elektromagnetycznym, wzbogacaniu elektrostatycznym itp.; gospodarka energetyczna
obejmuje również zagadnienia dostawy i zużycia energii do napędu maszyn i urządzeń
w zakładzie przeróbczym; automatyzację procesów przeróbczych, która obejmuje
zagadnienia scentralizowanego, dyspozytorskiego ruchu zakładu, automatyzację
procesów technologicznych w zakresie zasilania nadawą maszyn, automatyzację gęstości
czynnika wzbogacającego, regulację i sterowanie przebiegiem procesu technologicznego
itp.;
−
kontrolę techniczną przebiegu operacji przeróbczych, kontrolę jakości produktów
wzbogacania pomiędzy kolejnymi procesami przeróbczymi i kontrolę jakości produktów
końcowych.
Zadaniem klasyfikacji mechanicznej jest podział materiału surowego lub produktów
wzbogacania na określone wymiarami grupy ziaren. Klasyfikację mechaniczną wykonuje się
na przesiewaczach wyposażonych w sita o ustalonym wymiarze otworów. Klasyfikację
mechaniczną określa się również terminem przesiewanie. Wymiary otworów w sitach
używanych do klasyfikacji ustala projekt technologiczny, opracowany specjalnie dla procesu
technologicznego każdej kopaliny.
Klasyfikację mechaniczną, w zależności od jej charakteru technologicznego, dzieli się na:
−
klasyfikacją wstępną lub klasyfikację, jeżeli wydzielone grupy ziaren kierowane są do
dalszych operacji przeróbczych; otrzymywane w tej operacji grupy ziaren nazywa się
klasami ziarnowymi;
−
sortowanie, jeżeli wydzielone grupy ziaren stanowią gotowy produkt handlowy;
wydzielone w tym procesie grupy ziaren nazywa się sortymentami handlowymi.
Klasy ziarnowe i sortymenty określone są wymiarami podawanymi w milimetrach, przy
czym wymiary górny i dolny każdej grupy ziaren określane są wymiarami otworów sit
zastosowanych do klasyfikacji.
Wszystkie ziarna mieszczące się pomiędzy dolnym i górnym wymiarem otworów sit
roboczych stanowią ziarna zasadnicze klasy ziarnowej lub sortymentu. Ziarna o wymiarach
mniejszych od dolnego wymiaru noszą nazwą podziarna, natomiast ziarna większe od
wymiaru górnego noszą nazwę nadziarna.
Wymiary klas ziarnowych określane są przez technologów przeróbki mechanicznej na
podstawie wymagań procesu technologicznego, a wynikają one ze szczegółowych badań
technologicznych materiału surowego. Dokładne określenie wymiarów klas ziarnowych ma
na celu uniknięcie – nieraz bardzo znacznych – strat kopaliny użytecznej w procesach
technologicznych oraz ograniczenie do minimum niepotrzebnego wkładu energii na
zbyteczne operacje przeróbcze lub ich niewłaściwy dobór.
Klasyfikację hydrauliczną przeprowadza się w ośrodku wodnym. Stosuje się ją wyłącznie
do materiałów nierozpuszczalnych w wodzie oraz materiałów silnie wilgotnych lub mokrych,
których podziału nie można dokonać mechanicznie na przesiewaczach. Wyjątek stanowią te
materiały suche, które - po klasyfikacji hydraulicznej – kierowane są do mokrych procesów
przeróbczych, a zastosowanie tej operacji jest z tego powodu celowe i korzystne. Klasyfikację

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
hydrauliczną przeprowadza się w strumieniu wody płynącym po nachyleniu lub w strumieniu
wznoszącym się z określoną prędkością. Klasyfikację hydrauliczną dzieli się na:
−
wymiarową, w której – przy odpowiednim dobraniu prędkości płynącego lub
wznoszącego się strumienia wody – otrzymuje się grupy ziaren o założonych
(wymaganych) granicach ich wymiaru dolnego i górnego; klasyfikacja tego rodzaju
spełnia zadania klasyfikacji mechanicznej;
−
grawitacyjną, w której otrzymuje się grupy ziaren o tych samych gęstościach, niezależnie
(w pewnych określonych granicach) od ich wymiaru; klasyfikacja hydrauliczna
grawitacyjna jest procesem technologicznym zaliczonym do procesu wzbogacania.
Klasyfikację aerodynamiczną prowadzi się w ośrodku powietrznym lub gazowym
w poziomym lub wznoszącym się strumieniu ośrodka zastosowanego do rozdziału.
Klasyfikację aerodynamiczną dzieli się tak samo jak klasyfikację hydrauliczną na:
−
wymiarową,
−
grawitacyjną, która zaliczona jest również do procesu wzbogacania.
Wzbogacanie należy do podstawowych (zasadniczych) operacji przeróbczych w większości
kopalin użytecznych. Proces wzbogacania prowadzi się we wzbogacalnikach. Wzbogacanie
materiału surowego polega na rozdziale nadawy na ziarna o z góry określonym tym samym
składzie mineralogicznym. W wyniku takiego rozdziału otrzymuje się co najmniej dwa
produkty, a mianowicie: koncentrat – zawierający maksymalną ilość ziaren użytecznych, oraz
odpady – zawierające ziarna o nieprzydatnym do dalszego użytkowania składzie
mineralogicznym. W wielu przypadkach w materiale surowym znajdują się ziarna będące
zrostami ziaren użytecznych i płonnych. Jeżeli w procesie wzbogacania ziarna te ulegają
wyodrębnieniu, stanowią one dodatkowy produkt wzbogacania; produkt ten nosi nazwę
produktu pośredniego lub produktu przejściowego.
Koncentrat jest to zbiór ziaren minerału użytecznego bez domieszki ziaren skały płonnej.
Ponieważ w przemysłowym procesie wzbogacania, w zależności od dobranej technologii
procesu przeróbczego, nie zawsze można otrzymać – w ścisłym tego słowa znaczeniu - czysty
koncentrat, przeto odpowiednie normy określają dla każdego rodzaju technologii
wzbogacania dopuszczalną zawartość ziaren produktu pośredniego i ziaren skały płonnej
w koncentracie. Ziarna te stanowią zanieczyszczenie koncentratu.
Produkt pośredni lub przejściowy jest to zbiór ziaren, stanowiących zrosty ziaren minerału
użytecznego z ziarnami skały płonnej, przy czym zawartość minerału użytecznego w całości
tego produktu jest zbyt mała, aby nadawał się on do bezpośredniego zużycia. Również i dla
tego produktu odpowiednie normy technologiczne określają dopuszczalną zawartość w nim
ziarna minerału użytecznego i skały płonnej.
Odpady są to ziarna czystej skały płonnej. Odpady mogą również zawierać pewne ilości
ziaren minerału użytecznego lub ziaren produktu pośredniego (w wyniku niedokładności
procesu technologicznego lub jego niewłaściwego doboru) - maksymalne ich ilości określają
odpowiednie normy technologiczne; ziarna użyteczne i zrosty stanowią straty w odpadach.
Dla każdego materiału surowego, w zależności od jego składu mineralogicznego i
własności przeróbczych, można dobrać taki proces technologiczny oraz takie metody
wzbogacania, które będą gwarantować jak najmniejsze zanieczyszczenie koncentratu i jak
najniższe straty minerału użytecznego w odpadach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
W technologii procesów wzbogacania wykorzystuje się własności fizyczne
i fizykochemiczne ziaren kopaliny użytecznej i ziaren skały płonnej, różniące je pomiędzy
sobą i umożliwiające dokonanie ich rozdziału.
Do własności tych należy zaliczyć różnice:
−
w zabarwieniu i połysku ziaren,
−
w kształcie ziaren i ich wymiarach,
−
współczynnika tarcia ziaren po powierzchni, po której się poruszają,
−
w sprężystości ziaren,
−
w gęstości ziaren,
−
we własnościach optycznych, elektrycznych i magnetycznych,
−
własności fizykochemicznych powierzchni ziaren,
−
w występujących własnościach chemicznych.
Biorąc za podstawą różnice we własnościach fizycznych i fizykochemicznych ziaren
kopaliny użytecznej i skały płonnej, opracowano wiele metod technologii ich wzbogacania,
a mianowicie:
−
wzbogacanie ręczne, w którym wykorzystuje się różnice w zabarwieniu i połysku ziaren,
−
wzbogacanie wykorzystujące różnice kształtu i wymiaru ziaren kopaliny użytecznej
i skały płonnej,
−
wzbogacanie wykorzystujące różnice współczynnika tarcia,
−
wzbogacanie wykorzystujące różnice sprężystości ziaren spadających na twardą lub
sprężystą powierzchnię,
−
wzbogacanie grawitacyjne, wykorzystujące różnice gęstości ziaren wchodzących w skład
materiału surowego,
−
wzbogacanie wykorzystujące własności elektrostatyczne i magnetyczne składników
kopaliny surowej,
−
wzbogacanie flotacyjne, wykorzystujące różnice własności fizykochemicznych
powierzchni ziaren,
−
wzbogacanie wykorzystujące własności optyczne, radiometryczne, biologiczne
i chemiczne składników kopaliny surowej.
Na podstawie podanych już technologii procesów przeróbczych wyróżnia się:
−
wzbogacanie wstępne w przodkach eksploatacyjnych,
−
wzbogacanie ręczne (w zakładach przeróbczych),
−
wzbogacanie grawitacyjne,
−
wzbogacanie magnetyczne (elektromagnetyczne) i elektrostatyczne,
−
wzbogacanie flotacyjne,
−
inne metody wzbogacania, do których zalicza się wzbogacanie według kształtu i wymiaru
ziaren, różnicy współczynnika tarcia, sprężystości itp., wzbogacanie optyczne,
radiometryczne, ogniowe, biologiczne i chemiczne.
Flotacja jest to wzbogacanie fizykochemiczne, czyli rozdział materiału surowego według
zdolności unoszenia się w ośrodku ciekłym. W procesie tym wzbogaca się ziarna od 5 µm do
1 mm (w praktyce 0,5 mm). Do rozdziału wykorzystuje się własności fizykochemiczne
ziarna.
Rozdrabianie polega na pomniejszaniu wymiaru ziaren materiału surowego lub produktów
wzbogacania. Rozdrabianie prowadzi się w kruszarkach. Stosuje się je w celu uzyskania
kruszywa o wymaganym wymiarze ziaren lub w celu oddzielenia zrośniętych ziaren minerału
użytecznego od ziaren skały płonnej. Tę ostatnią operację przeprowadza się na surowej
kopalinie użytecznej lub na produkcie przejściowym. Rozdrabianie surowej kopaliny

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
użytecznej stosuje się wówczas, gdy drobne ziarna minerału użytecznego są wpryśnięte
i rozproszone w masie skały płonnej.
Odwadnianie jest to wydzielanie wody z produktów wzbogacania lub z innych produktów,
pochodzących z procesów technologicznych prowadzonych na mokro. Stopień odwodnienia
produktów uzależniony jest od doboru właściwych urządzeń odwadniających lub od
wymagań procesu technologicznego; jeżeli odwadnianie jest zabiegiem międzyoperacyjnym,
to zadaniem tego procesu może być tylko częściowe odwodnienie produktu.
Odpylanie polega na usunięciu z nadawy lub z produktów procesu przeróbczego ziaren
najdrobniejszych, które mogą stanowić w wielu operacjach przeróbczych ziarno uciążliwe,
zwłaszcza przy stosowaniu mokrych technologii przeróbczych. W niektórych przypadkach
odpylanie ma na celu wydzielenie najdrobniejszych ziaren, stanowiących gotowy, końcowy
produkt.
Odmulanie stosuje się wówczas, gdy materiał surowy lub produkty procesu
technologicznego są wilgotne lub mokre i nie ma możliwości ich odpylenia.
Rozmywanie jest to operacja, mająca na celu wymycie skał ilastych z kopalin użytecznych,
które w stanie surowym zanieczyszczone są tego rodzaju dodatkową skałą płonną,
utrudniającą prowadzenie procesów przeróbczych. Gdy skała ilasta stanowi jedyne
zanieczyszczenie kopaliny użytecznej, wówczas rozmywanie jest operacją główną.
Suszenie stosuje się wówczas, gdy odwadnianie produktów wzbogacania jest
niewystarczające, a odbiorcy lub warunki technologiczne dalszego użytkowania koncentratów
wymagają dokładnego usunięcia wody i wilgoci. W operacji tej można uzyskać produkty
powietrzno-suche.
Brykietowanie polega na formowaniu z drobnych ziaren koncentratu zwięzłych brył
(brykietów) o określonym kształcie i wymiarach. Brykietowaniu podlega wiele koncentratów
kopalin użytecznych, np. drobne klasy ziarnowe węgla kamiennego i brunatnego do celów
grzewczych lub przeznaczone do chemicznej ich przeróbki, drobne ziarna koncentratów rud –
ze względu na konieczność usprawnienia dalszych procesów technologicznych hutniczych
itp. Brykietowania dokonuje się przez prasowanie pod ciśnieniem – w odpowiednich formach
i przy użyciu materiału wiążącego - drobno uziarnionego materiału.
Peletyzacja (grudkowanie) jest odmianą procesu brykietowania, przy czym w procesie
peletyzacji tworzenie bryłek koncentratu przebiega bez stosowania prasowania bryłek drobno
uziarnionego materiału. Formowanie bryłek zapoczątkowane jest powstawaniem tzw.
zarodków, utworzonych z drobnych ziaren wilgotnego materiału powiązanych ze sobą
mostkami wodnymi. Zarodki powstają w obrotowych grudkownikach zasilanych drobno
uziarnionym wilgotnym materiałem. W czasie toczenia się zarodków następuje ich stopniowe
powiększanie się przez przywieranie do ich powierzchni dalszych ziaren wilgotnego
materiału, ich zgęszczanie się, aż do przybrania kształtu zwartej kulistej bryłki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest przeróbka mechaniczna?
2.
Co to jest kopalina użyteczna?
3.
Jakie znasz operacje przeróbcze?
4.
Jakie znasz operacje przeróbcze główne?
5.
Co to jest klasyfikacja hydrauliczna?
6.
Co to jest wzbogacanie?
7.
Co to jest flotacja?
8.
Co to jest rozdrabianie?
9.
Co to jest odwadnianie?
10.
Co to jest odpylanie?
11.
Co to jest klasa ziarnowa?
12.
Jakie znasz sortymenty węgla?
13.
Co to jest koncentrat, produkt pośredni, odpady?
14.
Co to jest brykietowanie?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dopasuj definicję do opisu operacji przeróbczej.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy wraz z potrzebnymi przyborami,
2)
odszukać w materiałach dydaktycznych definicje dotyczące przeróbki kopalin,
3)
zapamiętać definicje,
4)
rozpoznać charakteryzowane przez nauczyciela operacje przeróbcze,
5)
opisać rozpoznane operacje.
Wyposażenie stanowiska pracy:
−
papier formatu A4,
−
przybory do pisania,
−
poradnik dla ucznia,
−
materiały dydaktyczne,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 2
Sklasyfikuj wskazane przez nauczyciela procesy przeróbcze.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych kryteria klasyfikacji,
2)
dokonać analizy procesów przeróbczych na podstawie opisów,
3)
rozpoznać i sklasyfikować operację,
4)
opisać operacje przeróbcze.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Wyposażenie stanowiska pracy:
−
papier formatu A4,
−
przybory do pisania,
−
poradnik dla ucznia,
−
materiały dydaktyczne,
−
literatura wskazana przez nauczyciela.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
omówić rodzaje klasyfikacji kopalin?
2)
opisać technologię procesu wzbogacania?
3)
rozróżniać operacje główne, pomocnicze i usługowe?
4)
zdefiniować operacje przeróbcze?
5)
opisać wzbogacanie fizykochemiczne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Klasyfikacja mechaniczna, hydrauliczna i aerodynamiczna
4.2.1. Materiał nauczania
Podstawowe wiadomości o klasyfikacji mechanicznej
Materiał surowy wydobyty w kopalni stanowi zbiór ziaren o wymiarach od
najdrobniejszego pyłu do ziaren o dużych rozmiarach, niekiedy dochodzących nawet do
500 mm. Materiał ten jest równocześnie w większym lub w mniejszym stopniu
zanieczyszczony skałą płonną również o podobnym uziarnieniu. Kopalina użyteczna
wydobyta w tej postaci – niezależnie od swej wartości użytkowej – nie nadaje się ani do
bezpośredniego użytkowania, ani do bezpośredniego wzbogacania.
Materiał surowy należy zatem uprzednio przygotować przez jego podział na grupy ziaren
określone w projekcie technologicznym.
Przesiewanie prowadzi się na przesiewaczach wyposażonych w jedno lub kilka sit
roboczych. Sita, w najprostszym swym wykonaniu, są to blachy stalowe z wytłoczonymi
otworami okrągłymi, kwadratowymi lub o innym kształcie, rozmieszonymi równomiernie na
całej powierzchni blachy.
Podczas przesiewania materiału na sicie wyposażonym w jedno sito robocze otrzymuje
się dwa produkty, a mianowicie:
−
górny (odsiew),którego wszystkie ziarna mają wymiar większy od wymiaru roboczego
otworów w sicie,
−
dolny (przesiew), którego wszystkie ziarna mają wymiar mniejszy od wymiaru roboczego
otworów w sicie.
Przesiewanie może być operacją:
−
główną, jeżeli produkty przesiewania nadają się do bezpośredniego skierowania do zbytu,
a więc stanowią gotowe produkty handlowe,
−
przygotowawczą, w przypadku gdy otrzymane klasy ziarnowe kierowane są do dalszych
operacji przeróbczych,
−
uzupełniającą, jeżeli przesiewa się produkty wzbogacania lub produkty końcowe, które
wymagają usunięcia nadziarna lub podziarna.
W przypadku przesiewania materiału surowego lub produktów wzbogacania na kilku
sitach stosuje się różne układy sit, uporządkowane według wymiarów otworów. Układ sit
według wymiarów otworów wynika z założeń procesu technologicznego lub wymagań rynku
zbytu.
Dokładność przesiewania nie zawsze jest dostatecznie wysoka i część ziaren drobnych
zawsze pozostaje w produkcie górnym. Jeżeli się założy, że wydajność przesiewacza dobrano
prawidłowo do ilości podawanego na przesiewacz materiału w jednostce czasu, to
przyczynami małej dokładności procesu mogą być:
−
niekorzystny okresowy skład ziarnowy nadawy, w której znajduje się nadmierna ilość
ziaren drobnych i najdrobniejszych, lub fakt, że przy projektowaniu procesu przesiewania
nie przewidziano pogorszenia się składu ziarnowego;
−
nadmierna wilgotność powierzchniowa nadawy, która szczególnie niekorzystnie wpływa
na efekt przesiewania ziaren drobnych, powodując ich sklejanie się oraz oklejanie
otworów sit bardzo drobnymi ziarnami (mułem); bardzo częstym zjawiskiem w takim
przypadku jest przyklejanie się ziaren drobnych i bardzo drobnych do powierzchni ziaren
grubych i przechodzenie ich w ten sposób do produktu górnego;
−
kształt ziaren, a więc występowanie w nadawie ziaren w kształcie płytek lub słupków,
które z trudnością przechodzą przez kwadratowe lub okrągłe otwory sita;
−
znaczna ilość ziaren o wymiarze bardzo zbliżonym do wymiaru otworów, które bardzo

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
często wpadają częściowo w otwory sita, klinują je i w ten sposób przerywają proces
przesiewania; zjawisko to występuje szczególnie przy przesiewaniu materiału na
przesiewaczach o mało energicznym wstrząsaniu przesiewanym materiałem.
Analizą sitową nazywa się badania składu ziarnowego materiału surowego lub produktów
wzbogacania. Analizę sitową przeprowadza się na specjalnych sitach uporządkowanych
kolejno od sit o otworach największych do najmniejszych. Kolejność wymiarów otworów
ustala technolog w zależności od rodzaju kopaliny użytecznej, wymiaru największych
i najmniejszych ziaren w tym materiale i przeznaczenia wykonywanej analizy sitowej.
Proces przesiewania materiału przez otwory sita roboczego będzie przebiegał w sposób
prawidłowy, jeżeli materiał załadowany na początek sita roboczego będzie poruszał się po
jego powierzchni równomierną warstwą, na całej jego szerokości, a każde ziarno znajdujące
się w dowolnym miejscu w tej warstwie będzie mogło znaleźć się na powierzchni sita.
Wówczas ziarna o wymiarze mniejszym od wymiaru otworów będą mogły przez te otwory
przejść do produktu dolnego. Zatem dla zapewnienia ruchu ziarna przesiewanego materiału
konieczne jest wywołanie ruchu warstwy tego materiału.
Ruch materiału po powierzchni roboczej sita może być wywołany:
−
nachyleniem powierzchni roboczej sita pod kątem większym od kąta tarcia
przesiewanego materiału po jego powierzchni;
−
ruchem elementów stanowiących sito, mogą to być np. ruchome rusztowiny
w przesiewaczach rusztowych,
−
ruchem skrzyni sitowej, który jest wywołany urządzeniem napędowym połączonym ze
skrzynią sitową łącznikami, układem dźwigni lub urządzeniem napędowym
wbudowanym w skrzynię sitową,
−
ruchem samego sita roboczego (drganiami) przy nieruchomej skrzyni sitowej.
Drgania skrzyni sitowej – sita lub ruch elementów tworzących sito ma nie tylko zapewnić
ruch postępowy przesiewanego materiału po powierzchni roboczej sita, a tym samym ciągłość
procesu przesiewania, ale również umożliwić także rozluzowanie warstwy przesiewanego
materiału, aby wszystkie ziarna o wymiarze mniejszym od wymiaru otworów w sicie
roboczym mogły przemieścić się z wyższych warstw przesiewanego materiale ku dołowi – na
powierzchnię roboczą sita – i przejść przez jego otwory.
Ruch skrzyni sitowej przesiewacza może być:
−
wahadłowy podłużny lub poprzeczny,
−
wahadłowy różnicowy,
−
kołowy w płaszczyźnie pionowej,
−
kołowy w płaszczyźnie poziomej,
−
kołowo-wahadłowy,
−
wibracyjny,
−
obrotowy (ruch obrotowy całego przesiewacza),
Ruch sita roboczego może być:
−
wibracyjny,
−
prostoliniowy ciągły.
Sita robocze
Powierzchnię roboczą przesiewaczy, na której przebiega proces przesiewania, stanowią
sita. Otwory sita mają jednakowe wymiary oraz kształt i są równomiernie rozmieszczone na
całej jego powierzchni. O przydatności sita do celów przemysłowych decyduje współczynnik
prześwitu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Współczynnik prześwitu jest to stosunek powierzchni wszystkich otworów do powierzchni
całego sita. W praktyce stwierdzono, że przy tej samej wielkości otworów, przy wzrastającym
współczynniku prześwitu (przy zwiększającym się zagęszczeniu otworów na jego
powierzchni) wzrasta ilość przesianego materiału z jednostki powierzchni sita (1 m
2
)
w jednostce czasu (1 h).
Sita, ze względu na ich rozwiązanie konstrukcyjne oraz tworzywo służące do ich
wykonania, dzieli się na:
−
dziurkowane z blachy stalowej,
−
dziurkowane gumowe,
−
dziurkowane z tworzyw sztucznych,
−
plecione i tkaniny sitowe,
−
szczelinowe,
−
szczelinowe rusztowe i sita rusztowe,
−
innych typów.
Przesiewacz jest to maszyna przeróbcza, w której wprawiane jest w ruch sito w celu
mechanicznego rozdziału materiału sypkiego na grupy ziaren (klasy, sortymenty)
uwarunkowanego wymiarami otworów sita lub sit. Przesiewacz musi być tak zaprojektowany,
zbudowany i zamontowany aby były stworzone najbardziej korzystne warunki do przejścia
ziaren przesiewanych przez sito.
Zastosowanie przesiewaczy:
−
różnorakie przesiewanie (klasyfikacja wstępna, operacja pomocnicza, klasyfikacja
ostateczna),
−
przesiewanie ziaren w pełnej gamie wymiarów,
−
przesiewanie w różnym stanie technologicznym materiału (suchy, mokry),
−
odwadnianie,
−
odmulanie,
−
odpylanie,
−
w laboratoriach do analizy sitowej.
Pod względem rozwiązań konstrukcyjnych przesiewacze dzieli się na:
−
rusztowe o rusztowinach nieruchomych i ruchomych,
−
płaskie, które z kolei dzielą się na przesiewacze:
a)
ruchu wahadłowym,
b)
ruchu kołowym i kołowo-wahadłowym,
c)
wstrząsane,
d)
wahadłowe zrównoważone (szybkobieżne) o zrównoważonych masach drgających,
e)
rezonansowe,
f)
wibracyjne,
–
bębnowe,
–
taśmowe,
–
innych typów.
Klasyfikacja hydrauliczna
Zasady klasyfikacji hydraulicznej
Podział materiału surowego na klasy ziarnowe lub produktów procesów przeróbczych na
sortymenty, o określonych z góry (założonych w procesie technologicznym) granicznych
wymiarach ziaren, przeprowadza się w zasadzie na przesiewaczach wyposażonych w sita
robocze o określonych wymiarach otworów. Przesiewacze są podstawową maszyną
technologiczną stosowaną do tego celu, nie mniej jednak dla podziału materiału o bardzo

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
małym uziarnieniu – mniej więcej o wymiarze ziaren poniżej 1,0 mm - proces przesiewania
jest mniej dokładny i mniej skuteczny, a przy znacznych ilościach materiału wymagałby
zainstalowania dużej liczby przesiewaczy. Poza tym w przypadku konieczności
rozklasyfikowania materiału bardzo drobnego, pochodzącego z mokrych procesów
przeróbczych, wymagałoby to doprowadzenia do procesu dodatkowych ilości wody oraz
urządzeń do usuwania jej nadmiaru.
Podział materiału na odpowiednio dobrane klasy ziarnowe można również przeprowadzić
w strudze płynącej wody lub innej cieczy, a nawet - dla materiałów suchych – w strudze
powietrza lub innego gazu, poruszającej się z odpowiednią prędkością. Gdy dobierze się
odpowiednią prędkość strugi płynącej cieczy lub gazu, wówczas na ziarna wprowadzone do
niej będzie działał układ dwu podstawowych sił; jedną z tych sił jest siła ciężkości ziarna,
która – działając w kierunku ku dołowi – będzie powodowała jego opadanie, druga siła –
wynikająca z prędkości płynącej strugi, będzie starała się unosić ziarna zgodnie z kierunkiem
swego ruchu.
Niezależnie od działania wspomnianego układu dwu sił podstawowych, na opadające
ziarna działa dodatkowo siła przeciwstawiająca się ich ruchowi ku dołowi – jest to siła oporu
ośrodka, w którym ziarno opada, a więc wody (lub innej cieczy) lub gazu (powietrza). Siła ta
hamuje opadanie ziaren w ośrodku. Stąd wniosek, że prędkość opadania ziaren w płynącej;
strudze wody lab gazu (powietrza) będzie prędkością wypadkową pomiędzy prędkością
opadania ziaren w ośrodku statycznym – nie poruszającym się – wodnym lub gazowym
a prędkością ruchu strugi tego ośrodka.
Siła ciężkości ziarna zależy od jego masy i wymiaru. Zatem wielkość tej siły będzie
różna dla ziaren o tej samej masie i różnych ich wymiarach oraz dla ziaren o różnej masie,
przy czym dalszym wskaźnikiem określającym siłę ciężkości dla tego ostatniego przypadku
będzie również różnica w wymiarach tych ziaren. Przy tych samych wymiarach granicznych
klasy ziarnowej skierowanej do rozdziału w płynącej strudze ośrodka można dokonać jej
podziału na co najmniej dwie klasy ziarnowe, regulując odpowiednio prędkość ruchu tej
strugi. Odpowiednio zwiększając lub zmniejszając prędkość strugi ośrodka można
równocześnie zmieniać wymiary graniczne otrzymywanych klas ziarnowych.
Rozdział materiału na określone wymiarami grupy ziaren (klasy ziarnowe) w ośrodku
wodnym lub gazowym nosi ogólną nazwę klasyfikacji hydraulicznej. Jeżeli klasyfikacja ta
przebiega w ośrodku wodnym, to nosi ona nazwę klasyfikacji hydraulicznej wodnej.
W przypadku gdy rozdział ten prowadzony jest w ośrodku powietrznym, określa się go
jako klasyfikację hydrauliczną powietrzną. W nomenklaturze przeróbczej przyjęto określenia
bardziej uściślone, a mianowicie klasyfikację przebiegającą w ośrodku ciekłym nazywa się
klasyfikacją hydrauliczną, a prowadzoną w ośrodku gazowym (powietrze, gaz) nosi nazwę
klasyfikacji aerodynamicznej.
Podział materiału na grupy ziaren o określonych wymiarach przebiega prawidłowo, jeżeli
ziarna te mają praktycznie ten sam skład mineralogiczny i tę samą gęstość. W przypadku gdy
do klasyfikacji skieruje się nadawę składającą się z ziaren o różnym składzie
mineralogicznym, a więc o różnych gęstościach, rozdziału materiału dokonuje się przede
wszystkim według gęstości tych ziaren, a ich podział według wymiarów – w ograniczonym
zakresie dla ziaren jednorodnych – jest zjawiskiem wtórnym.
Klasyfikację hydrauliczną można zastosować do:
−
rozdziału nadawy na klasy ziarnowe, przy czym prędkość opadania tych ziaren zależeć
będzie od wymiarów tych ziaren; proces ten nosi nazwę klasyfikacji hydraulicznej
wymiarowej i jest odpowiednikiem przesiewania mechanicznego; dokładność podziału
ziaren przy klasyfikacji hydraulicznej wymiarowej uzyskuje się przez ścisłe
dostosowanie kolejno zmniejszających się prędkości przepływającego strumienia wody
obciążonego nadawą; miernikiem wymiarowości poszczególnych klas ziarnowych jest

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
prędkość opadania ziaren w płynącym strumieniu wody, przy czym wymiarowość danej
klasy zależy od prędkości tegoż strumienia na odcinku osadzania się danej klasy;
−
rozdziału ziaren na grupy o różnych ich gęstościach, a zatem i o różnym składzie
mineralogicznym, przy czym prędkość opadania ziaren zależy głównie od ich gęstości,
pośrednio natomiast od ich wymiaru; proces ten nosi nazwę klasyfikacji hydraulicznej
grawitacyjnej i jest odpowiednikiem procesu wzbogacania; w tym przypadku podział
materiału surowego na frakcje różniące się pomiędzy sobą gęstościami będzie
uzależniony od prędkości strumienia wody; przy określonej maksymalnej prędkości
strumienia wydzielać się będą ziarna o największej gęstości, a przez stopniowe
zmniejszanie tej prędkości – w określonych odcinkach jego przepływu - wydzielać się
będą ziarna o stopniowo zmniejszającej się gęstości; umożliwia to podział materiału
surowego na koncentrat lub koncentraty, w przypadku kopaliny wieloskładnikowej, na
produkt pośredni (przejściowy) i odpady.
W zbiorze ziaren kierowanych do klasyfikacji hydraulicznej grawitacyjnej mogą
znajdować się ziarna o różnych gęstościach, których prędkość opadania będzie taka sama.
Będą to ziarna małe o dużej gęstości i ziarna duże o małej gęstości. Ziarna tego rodzaju,
mające jednakową prędkość opadania, nazywa się ziarnami równopadającymi.
Ziarna różniące się pomiędzy sobą gęstościami będą opadać z jednakową prędkością
wówczas, gdy będzie zachowany odpowiedni stosunek pomiędzy ich średnicami. Można więc
wyprowadzić wniosek, że wartością współczynnika równopadania będzie przede wszystkim
stosunek średnic dwu ziaren o różnych gęstościach, których prędkość końcowa opadania
będzie jednakowa.
Opadanie swobodne ziaren występuje wówczas, gdy opadające ziarna znajdują się
w takich odległościach pomiędzy sobą, że zaburzenia ośrodka wywołane ruchem ziaren nie
wpływają na ruch opadającego ziarna w najbliższym sąsiedztwie.
Jeżeli odległości pomiędzy opadającymi ziarnami ulegają zmniejszeniu w takim stopniu,
ż
e zaburzenia ośrodka wywołane ich ruchem oddziałują na wszystkie opadające ziarna, to
opadanie ich następuje w warunkach skrępowanych (opadanie skrępowane).
W warunkach opadania skrępowanego wzrasta siła stopniowo zmniejszająca prędkość
ruchu ziarna i tym samym maleje jego prędkość końcowa. Na podstawie badań stwierdzono,
ż
e oddziaływanie to jest praktycznie takie samo, jak gdyby wzrosła gęstość ośrodka.
W przypadku opadania ziaren w wodzie gęstość ta jest większa od jedności i równa się
ś
redniej gęstości mieszaniny wody i opadających w niej ziaren.
Wykorzystując tę zależność można w wielu przypadkach w sposób celowy zwiększyć
stopień skrępowania opadających ziaren dla zwiększenia skali klasyfikacji przy zachowaniu
warunków prawidłowego ich rozdziału.
Aby przebieg procesu klasyfikacji grawitacyjnej był prawidłowy, konieczne jest
usunięcie z nadawy wszystkich ziaren równopadających. Znając skład ziarnowy nadawy oraz
gęstość ziarna, można obliczyć wymiary ziaren równopadających. Po ich określeniu należy
nadawę odpowiednio rozsortować na przesiewaczach i do klasyfikacji grawitacyjnej
skierować klasę ziarnową nie zawierającą ziaren równopadających.
Przy założeniu, że ziarno opada w ośrodku nie stawiającym oporu temu ruchowi,
stwierdzić można, że ciało pod działaniem siły ciężkości lub innych sił przyłożonych do tego
ziarna poruszać się będzie ze stałym przyspieszeniem dowolnie długo. Ponieważ
w rzeczywistości nie spotyka się takich ośrodków, przeto przypadki takie zakłada się tylko
w celu rozpatrywania uproszczonych dowodów matematycznych.
Wszelkiego rodzaju ciecze, a nawet rozrzedzony gaz, stawiają opór poruszającym się
w nich ciałom. Opór ośrodka jest równy zeru w przypadku, gdy ciało pozostaje w spokoju,
a różny od zera w momencie, gdy ciało rozpoczyna ruch. Opór ośrodka jest zatem funkcją
prędkości i powoduje zmniejszanie prędkości opadania ziaren.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Jeżeli siła wynikająca z wielkości oporu ośrodka jest niezmienna w swej wielkości
i jednocześnie działa w kierunku przeciwnym do wszystkich sił przyłożonych do ziarna
i poruszających opadające ziarno, to przyspieszenie jego jest równe zeru, a prędkość jego
ruchu jest stała. Ziarno rozpoczynające opadanie w dowolnym ośrodku uzyskuje swoją
końcową prędkość opadania dopiero po pewnym czasie swego ruchu.
Prędkość ta określana jest jako prędkość końcowa lub maksymalna i zależy od:
−
fizycznych własności ziarna, takich jak np. gęstość, kształt ziarna, wymiar, charakter jego
powierzchni,
−
fizycznych własności ośrodka, jego gęstości, lepkości itp.,
−
sił wywołujących ruch ziarna.
Jedną z podstawowych zalet klasyfikacji hydraulicznej jest samoczynność przebiegu
procesu rozdziału bez konieczności stosowania urządzeń mechanicznych jako głównych
elementów koniecznych do przebiegu tego procesu. Klasyfikację hydrauliczną, można poza
tym stosować do rozdziału materiału drobno uziarnionego niezależnie od stopnia jego
zawilgocenia, a przy odpowiednim dobraniu prędkości strumienia wody i konstrukcji
klasyfikatora można ją również stosować do rozdziału ziaren o wymiarze do 100 mm –
głównie jako klasyfikację hydrauliczną grawitacyjną.
Główny podział klasyfikatorów jest następujący:
−
klasyfikatory opadania swobodnego,
−
klasyfikatory hydrauliczne odśrodkowe.
Klasyfikatory opadania swobodnego dzieli się na:
−
korytowe,
−
stożkowe,
−
mechaniczne,
−
o wznoszącym się ruchu wody,
−
o złożonym przepływie wody.
Klasyfikatory hydrauliczne konstruuje się jako urządzenia pojedyncze dwuproduktowe.
Klasyfikatory pojedyncze mogą pracować w układzie szeregowym i wówczas stanowią układ
wieloproduktowy. Buduje się również klasyfikatory wieloproduktowe złożone z szeregu
kolejnych przedziałów, z których otrzymuje się klasy ziarnowe o różnych granicznych
wymiarach ziaren.
Klasyfikacja hydrauliczna jako jeden z procesów przeróbczych spełnia określone zadanie
technologiczne założone w pełnym szerokim projekcie technologicznym przeróbki kopaliny
użytecznej, w którym niejednokrotnie stanowi bardzo ważny węzeł. W związku z tym
technolog ustala konieczne warunki przebiegu procesu, jego kolejności w układzie pełnego
procesu przeróbczego, warunki jakościowe otrzymywanych produktów, ich uziarnienie itp.
w zależności od potrzeb ostatecznych wyników wzbogacania.
Określenie kolejności przebiegu procesów klasyfikacji dotyczy w szczególności liczby
i układu klasyfikatorów szeregowych.
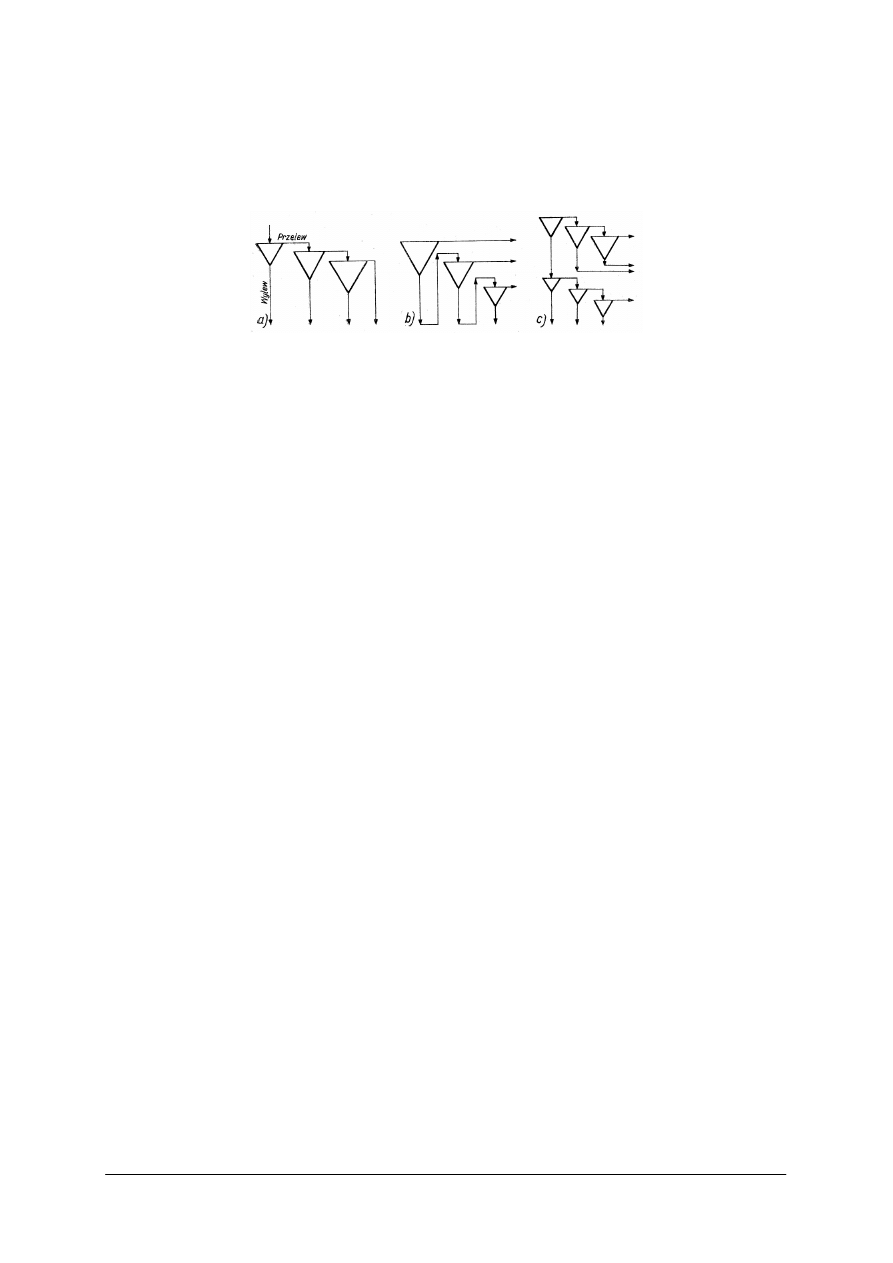
Zespół klasyfikatorów może tworzyć jeden z trzech podstawowych układów:
−
układ normalny (rys. 1a), w którym kolejne klasyfikatory pojedyncze mają wzrastające
wymiary, w wyniku czego prędkość ruchu strumienia wody stopniowo maleje;
w układzie tym otrzymuje się kolejne klasy ziarnowe o malejących wymiarach ziaren
granicznych; produkty klasyfikacji otrzymuje się w wylewie każdego klasyfikatora,
a kolejne przelewy unoszą produkty przejściowe do następnych klasyfikatorów;
−
układ odwrotny (rys. 1b), w którym kolejno po sobie pracujące klasyfikatory mają
stopniowo zmniejszające się wymiary, w wyniku czego wzrasta prędkość przepływu
strumienia wody w każdym następnym klasyfikatorze; w układzie tym gotowe produkty
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
klasyfikacji otrzymuje się w przelewach klasyfikatorów, z wylewów natomiast otrzymuje
się produkty przejściowe kierowane kolejno do następnych klasyfikatorów;
−
układ mieszany (rys.1c) utworzony z dwu lub więcej zespołów klasyfikatorów
uporządkowanych według układu normalnego.
Rys. 1. Podstawowe układy klasyfikatorów [1, T. I, s. 176]
Klasyfikacja hydrauliczna w zespole przeróbczych procesów technologicznych może
mieć charakter:
−
operacji głównej, w wyniku której otrzymuje się gotowe klasy ziarnowe (sortymenty) lub
gotowe produkty klasyfikacji hydraulicznej grawitacyjnej; przykładem takiej operacji jest
szlamowanie kredy (w której otrzymuje się klasy ziarnowe o bardzo drobnym uziarnieniu),
klasyfikacja piasków kwarcowych, klasyfikacja wymiarowa oraz grawitacyjna mułów
węglowych w celu uzyskania użytecznego węgla drobno uziarnionego;
−
operacji przygotowawczej, którą stosuje się w celu przygotowania odpowiednio
uziarnionej nadawy do wzbogacania np. na stołach koncentracyjnych, we flotownikach
itp.; klasyfikacja hydrauliczna jako operacja przygotowawcza jest szeroko stosowana
w procesie rozdrabiania miałkiego rud i kopalin nie rudnych jako operacja służąca do
rozdziału kruszywa na produkt dostatecznie rozdrobiony kierowany do wzbogacania
i kruszywa niedostatecznie rozdrobionego powracającego do rozdrabiania wtórnego;
−
operacji uzupełniającej, gdy stosuje się ją w procesach przeróbczych, wymagających
wydzielenia określonej klasy ziarnowej jako produktu gotowego lub produktu
uciążliwego w danym procesie.
Klasyfikatory hydrauliczne znajdują szerokie zastosowanie do wydzielania grubo
uziarnionych mułów w procesie wzbogacania węgla i innych kopalin użytecznych oraz do
oczyszczania roboczej wody płuczkowej.
Klasyfikatory opadania swobodnego
Klasyfikatory korytowe stosuje się do rozdziału i osadzania ziaren najdrobniejszych.
Klasyfikator korytowy skonstruowany jest w kształcie nieznacznie nachylonego koryta
o równomiernie zwiększającej się szerokości lub w postaci odcinków koryta o stopniowo
zwiększonej szerokości, połączonych pomiędzy sobą progami przelewowymi. Dno koryta
klasyfikatora ukształtowane jest w postaci szeregu czworobocznych ostrosłupów
o zwiększającym się przekroju, dostosowanym do szerokości koryta na tym odcinku;
ostrosłupy te są odbieralnikami osadzających się ziaren.
Klasyfikator Rittingera (rys. 2). Klasyfikator skonstruowany jest w postaci szeregu
pojemników ostrosłupowych zwróconych wierzchołkami ku dołowi. Pojemniki są
uporządkowane
swymi
wzrastającymi
przekrojami
według
normalnego
układu
klasyfikacyjnego.
Kolejne pojemniki połączone są nachylonymi progami przelewowymi, których szerokość
na wlocie odpowiada szerokości pojemnika poprzedniego, a na wylocie dostosowana jest do
szerokości następnego pojemnika. Nadawę doprowadza się równomiernym strumieniem do
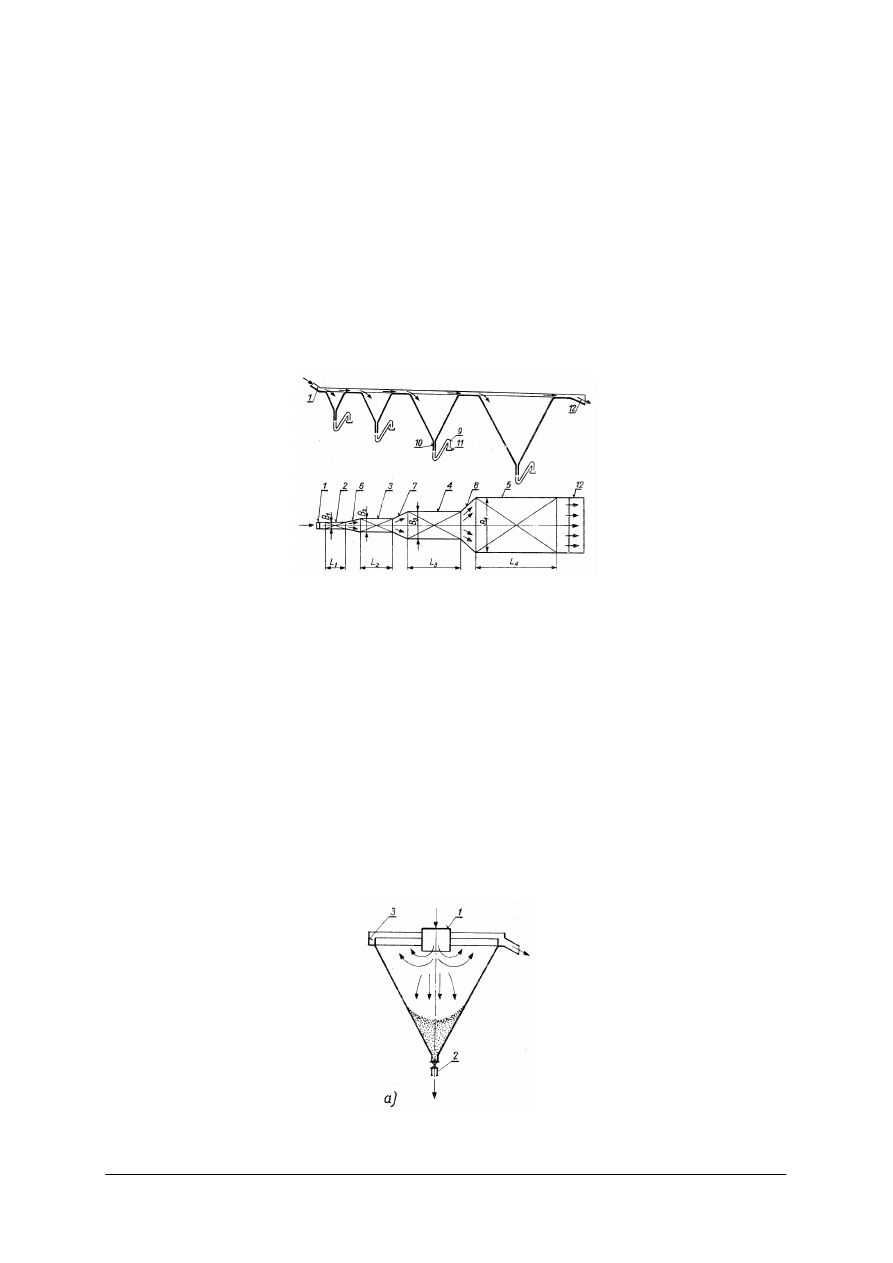
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
koryta zasilającego 1, na całą jego szerokość, w ilości gwarantującej przepływ nadawy
strumieniem o wysokości nie przekraczającej kilku milimetrów. Na każdym odcinku
klasyfikującym 2, 3, 4 i 5 prędkość strumienia wody jest stała, co umożliwia wydzielenie
ziaren o ustalonej wymiarowo klasie ziarnowej. Prędkość strumienia maleje na kolejnych
progach przelewowych 6, 7 i 8, uzyskując żądaną prędkość na wpływie do każdego kolejnego
odcinka klasyfikującego. Osadzone w pojemnikach klasyfikatora klasy ziarnowe odbierane są
rurami syfonowymi 9 umocowanymi do wylotów 10. Rury syfonowe podają zagęszczony
materiał do koryt odbiorczych 11. Najdrobniejsza klasa ziarnowa wraz z wodą roboczą
odbierana jest przelewem 12.
Stosunek wymiarów kolejnych pojemników klasyfikatora wynosi:
B
1
: B
2
: B
3
: B
4
= 1 : 2 : 3 : 4 : 8
B
1
: L
1
: L
2
: L
3
: L
4
= 1 : 6 : 9 : 12 : 15
Rys. 2. Klasyfikator Rittingera [1, T. I, s. 179]
Klasyfikatory stożkowe, pracujące na zasadzie opadania swobodnego, służą do podziału
nadawy na dwie klasy ziarnowe, przy czym bardzo często są stosowane do wydzielania
w przelewie ziaren bardzo drobnych (proces odmulania).
Na rys. 3 przedstawiono uproszczony schemat pracy klasyfikatora stożkowego. Nadawę
do klasyfikatora, skonstruowanego w kształcie odwróconego stożka, podaje się centralną rurą
zasilającą 1, zabudowaną w geometrycznej osi klasyfikatora. Woda wypływa z rury centralnej
zanurzonej pod zwierciadłem cieczy wypełniającej klasyfikator i rozpływa się promieniowo
w kierunku zewnętrznej krawędzi przelewowej. Prędkość rozpływającego się strumienia
bardzo szybko maleje, wskutek zwiększającego się przekroju przepływu. Odpowiednio do
malejącej prędkości przepływu ziarna grubsze opadają na dno stożka, skąd są odprowadzane
przez zawór 2. Ziarna drobne, unoszone strumieniem wody, przepływają przez krawędź
przelewową do pierścieniowej rynny 3, z której odprowadzane są na zewnątrz klasyfikatora.
Rys. 3. Klasyfikator stożkowy [1, T. I, s. 181]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Klasyfikatory mechaniczne
Przebieg rozdziału materiału w klasyfikatorach mechanicznych jest praktycznie taki sam
jak w klasyfikatorach korytowych. Określenie „mechaniczny" dotyczy jedynie sposobu
odprowadzania z klasyfikatora osadzonych ziaren. Klasyfikatory mechaniczne stosuje się
wówczas, gdy z materiału należy wydzielić znaczną ilość ziaren grubych przy niewielkim
wychodzie ziaren drobnych, przy czym w procesie klasyfikacji należy zabezpieczyć
jednakowe uziarnienie materiału odbieranego przelewem klasyfikatora.
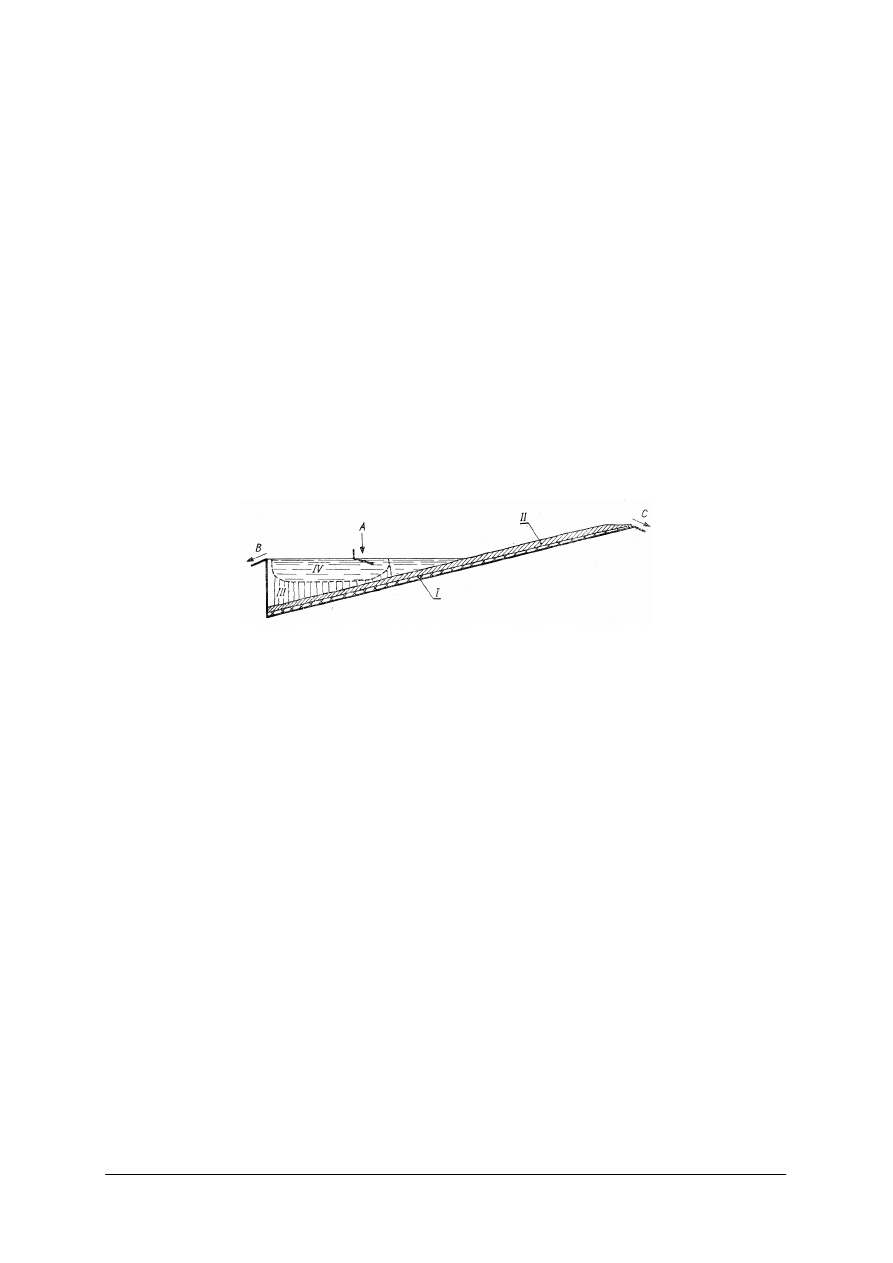
Na rys.4 przedstawiono schematycznie strefy osadzania się materiału w klasyfikatorze
mechanicznym. W strefie I – na samym dnie klasyfikatora – układa się warstwa materiału
o największym wymiarze ziaren, która jest częściowo wygarniana z klasyfikatora, przy czym
pozostająca cienka warstwa osadzonych ziaren stanowi ochronę dna przed ścieraniem. Ziarna
o największym wymiarze osadzają się w strefie II i są one w sposób ciągły wygarniane
z klasyfikatora do wylewu C. Ruch urządzenia wygarniającego powoduje rozluzowanie
osadzonych ziaren w strefie II i przy ograniczonym ruchu wody wypełniającej koryto
klasyfikatora umożliwia dodatkowe wydzielenie ziaren drobnych osadzonych przypadkowo
w masie opadających ziaren grubszych i odprowadzenie ich z klasyfikatora. Strefa III stanowi
mieszaninę wody i materiału, znajdującą się w pewnym stanie równowagi wskutek stałego
ruchu ziaren w granicach tej strefy. Ma ona charakter cieczy ciężkiej zawiesinowej o gęstości
zwiększającej się w kierunku dna koryta.
Rys. 4. Schemat pracy klasyfikatora korytowego [1, T. I, s. 185]
Nadawa doprowadzana w sposób ciągły korytem A przepływa przez obszar strefy IV,
w której następuje opadanie ziaren grubszych i przechodzenie ich do strefy III. Ziarna drobne,
o wymiarze ustalonym prędkością przepływającego strumienia wody, odprowadzane są
z klasyfikatora przelewem B. Wielkość strefy III jest stała przy prawidłowej pracy
klasyfikatora i równomiernej ilości doprowadzanej nadawy oraz stałym zagęszczeniu części
stałych w wodzie. Nierównomierne zasilanie klasyfikatora powoduje zmiany wielkości tej
strefy i zaburzenia w jego pracy, przejawiające się zmianą wymiaru ziarna podziałowego,
wynikającą ze zmiany prędkości przepływu strugi wody w strefie IV.
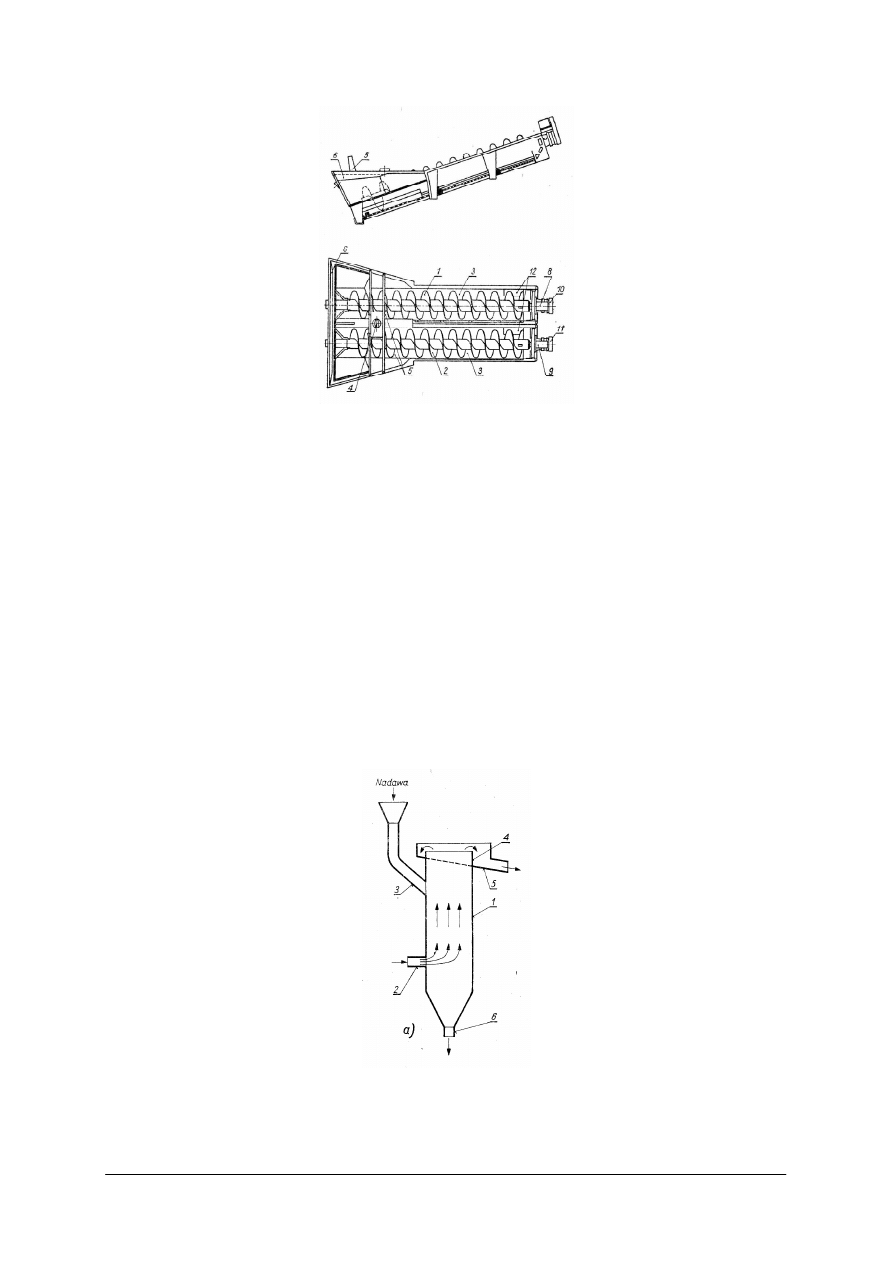
Klasyfikator mechaniczny dwuzwojowy (rys. 5) wyposażony jest w dwa przenośniki
ś
limakowe. Przenośniki ślimakowe 1 i 2 pracują w dwu korytach 3 oddzielonych od siebie
niską przegrodą. Nadawę do klasyfikatora podaje się wspólnym wlotem 4. Przenośniki
ś
limakowe podnoszone są windami hydraulicznymi 5. Przelew z klasyfikatora odbierany jest
do koryta 6, z którego odpływa przez króćce 7. Przenośniki ślimakowe napędzane są
odrębnymi silnikami 8 i 9 poprzez przekładnie redukcyjne 10 i 11. Dodatkową wodę
doprowadza się przewodami 12 w górnej części koryta.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 5. Klasyfikator mechaniczny dwuzwojowy [1, T. I, s. 190]
Klasyfikatory o wznoszącym się ruchu wody
Do rozdziału materiału na klasy ziarnowe o uziarnieniu nadawy w granicach od 0,2 do
2,0 (3,0) mm stosuje się klasyfikatory hydrauliczne, pracujące przy wznoszącym się
strumieniu wody roboczej. Rozdział ziaren w klasyfikatorach tego rodzaju przebiegać może
w warunkach opadania swobodnego lub skrępowanego.
Klasyfikator hydrauliczny o wznoszącym się ruchu wody typu Lavodune (rys. 6)
Do kolumny klasyfikacyjnej 1 doprowadza się przewodem 2 wodę roboczą w takiej
ilości, aby prędkość wznoszenia się jej strumienia była dostosowana do prędkości końcowej
opadania ziarn o żądanym w tym procesie ich wymiarze granicznym. Nadawę do kolumny
klasyfikacyjnej podaje się przewodem 3 powyżej miejsca doprowadzania wody roboczej.
Drobne ziarna nadawy unoszone wznoszącym się strumieniem wody przepływają przez
przelew pierścieniowy 4 do koryta pierścieniowego 5, z którego odprowadzane są na
zewnątrz. Ziarna grubsze opadają na stożkowe dno i odprowadzane są wylewem 6.
Rys. 6. Klasyfikator o wznoszącym się strumieniu wody [1, T. I, s. 193]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Klasyfikatory o złożonym przepływie wody
Klasyfikatory tej grupy pracują przy nachylonym przepływie strumienia nadawy, przy
czym w rejonie przebiegu procesu rozdziału następuje zmiana kierunku przepływu na
wznoszący się.
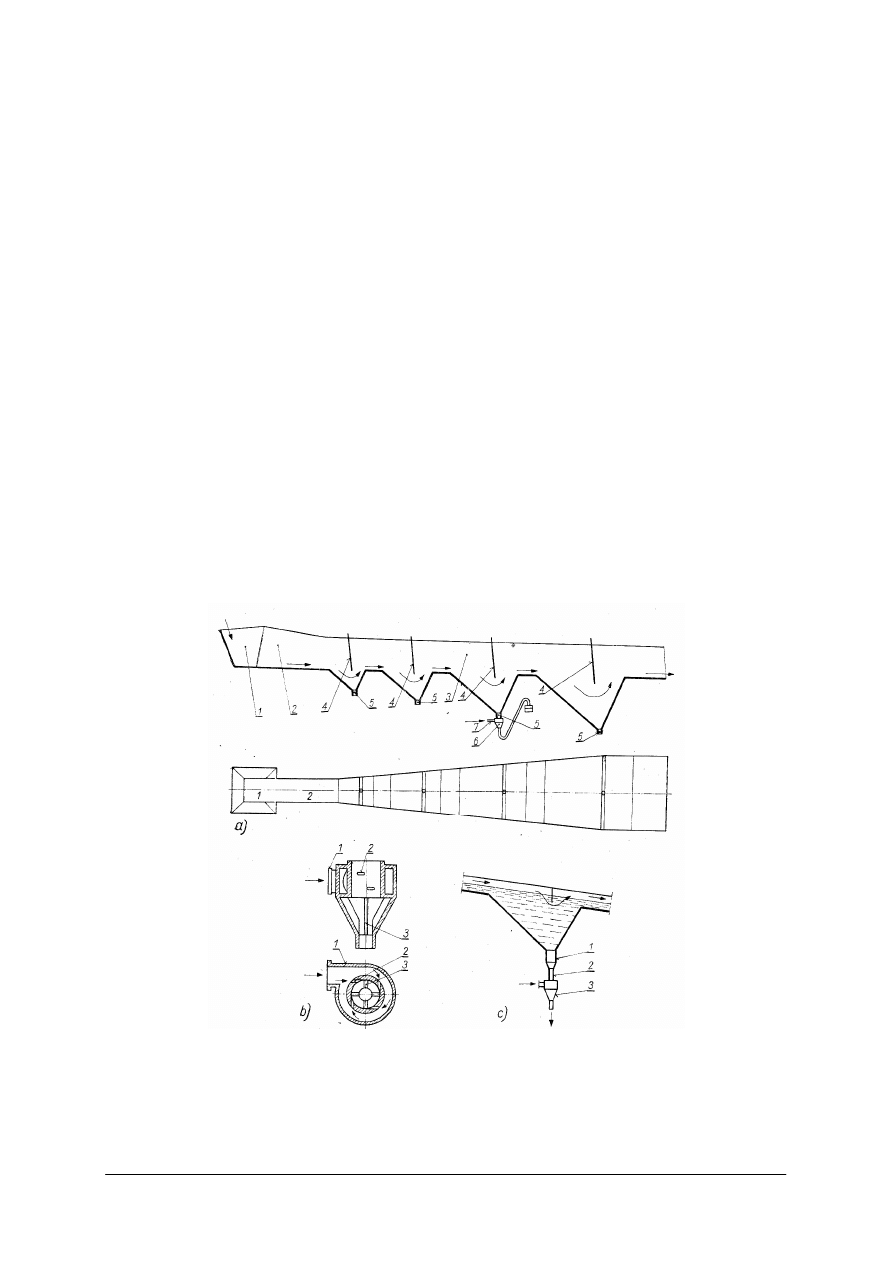
Klasyfikator hydrauliczny Richardsa (rys. 7). Klasyfikator ten należy do grupy
klasyfikatorów pracujących przy swobodnym opadaniu ziaren rozdzielanego materiału.
Skonstruowany jest on w kształcie nachylonego koryta o zwiększającej się szerokości. Dno
koryta (rys.7a) jest ukształtowane w postaci szeregu odwróconych ostrosłupów o ścianach
nachylonych pod kątem 45 i 60° (w przekroju podłużnym). Kolejne ostrosłupy połączone są
pomiędzy sobą nachylonymi korytami przepływowymi.
Nadawę, o stosunku części stałych do wody roboczej 1 : 4, doprowadza się do
nadajnika 1, połączonego odcinkiem koryta 2 z właściwym klasyfikatorem 3. Ponad
kolejnymi komorami ostrosłupowymi umieszczone są poprzeczne przegrody 4, których zada-
niem jest wprowadzenie strumienia wody do komory klasyfikacyjnej i nadanie mu kierunku
schodzącego przed przegrodą i wznoszącego się poza przegrodą. W obszarze schodzącego
i wznoszącego się kierunku przepływu strumienia wody następuje właściwy rozdział
materiału w zależności od prędkości przepływu strumienia wody. Ponieważ kolejne komory
mają zwiększający się przekrój przepływu powodujący odpowiednie zmniejszanie się
prędkości ruchu strumienia wody, przeto wymiar osadzanych klas ziarnowych stopniowo się
zmniejsza. W podanym na rysunku przykładzie otrzymuje się pięć klas ziarnowych
rozdzielanego materiału. Do wylotów kolejnych komór ostrosłupowych umocowane są rurki
sortujące 5 i regulatory hydrauliczne 6. Do regulatorów hydraulicznych doprowadza się
dodatkową wodę roboczą przewodami 7.
Rys. 7. Klasyfikator hydrauliczny Richardsa [1, T. I, s. 196]
Konstrukcję regulatora hydraulicznego przedstawiono na rys.7b. Dolną wodę roboczą
doprowadza się do regulatora przewodem 1 wprowadzonym stycznie do płaszcza jego części
walcowej, dzięki czemu woda otrzymuje ruch wirowy. Wirująca woda wpływa przez otwory
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
2 do środka walca wewnętrznego. Ponieważ otwory 2 mają kierunek swych geometrycznych
osi zgodny z kierunkiem wirowania wody, przeto wpływająca do wnętrza regulatora woda
zachowuje również ruch wirowy. Poniżej części walcowej regulatora, w jego odcinku
stożkowym, zabudowane są pionowe przegrody 3 wstrzymujące ruch wirowy. Przez
stożkową część regulatora odbierany jest materiał osadzony w komorze. Ilością
doprowadzanej dolnej wody roboczej reguluje się prędkość wznoszącego się strumienia wody
w klasyfikatorze i wymiar osadzanej klasy ziarnowej.
W klasyfikatorze Richardsa można uzyskać warunki opadania skrępowanego ziaren przez
ich zagęszczenia w stosunku od 1 : 1 do 1 : 2 oraz przez wbudowanie w dnach komór
klasyfikatora odpowiednio poszerzonego kanału sortującego 1 (rys. 7c), połączonego rurą
sortującą 2 z regulatorem 3. W czasie pracy klasyfikatora ustala się określoną prędkość
wznoszącego się strumienia wody, mniejszą od jej prędkości w rurze sortującej. Wskutek
zmniejszonej prędkości wznoszącego się strumienia wody gromadzi się w kanale sortującym
większą ilość ziaren, tworząc w ten sposób warunki opadania skrępowanego.
Klasyfikatory hydrauliczne odśrodkowe
Klasyfikację hydrauliczną można również prowadzić w wirującym strumieniu wody,
wykorzystując do rozdziału materiału siłę odśrodkową wytwarzaną przez wirującą wodę.
Urządzeniami służącymi do tego celu są hydrocyklony i wirówki odśrodkowe.
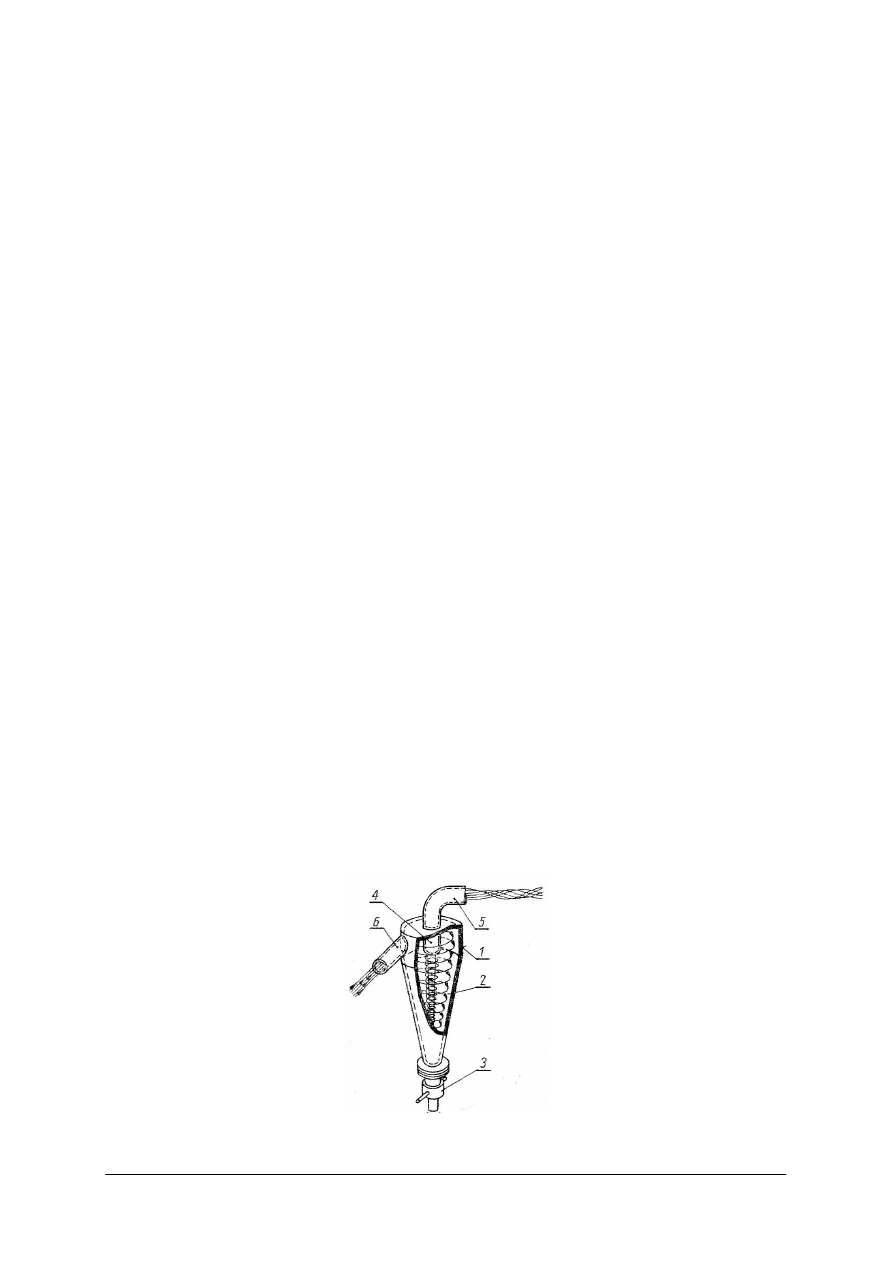
Klasyfikator hydrocyklonowy (rys. 8). Klasyfikator składa się z krótkiej walcowej części
1 przechodzącej w stożek 2. U dołu części stożkowej zabudowana jest dysza wylotowa 3
o regulowanej średnicy wylotu. W walcowym odcinku hydrocyklonu umieszczona jest krótka
rura rozdzielcza 4 połączona bezpośrednio z przelewem 5. Nadawę do hydrocyklonu
doprowadza się króćcem 6 stycznie do wewnętrznej powierzchni walcowej. Materiał wraz
z wodą doprowadzony pod ciśnieniem do części walcowej otrzymuje ruch wirowy śrubowy
skierowany ku dołowi. Wytworzona siła odśrodkowa odrzuca ziarna materiału na wewnętrzną
ś
cianę części stożkowej, tworząc tam warstwę materiału spływającą ruchem śrubowym
w kierunku dolnego otworu wylewowego. Przy odpowiednim doborze średnicy wylewu
ustala się ilość odprowadzanego nim materiału, jednak w ilości mniejszej od ilości
doprowadzonej nadawy. Nadmiar wody zawierający ziarna, które siła odśrodkowa nie
odrzuciła do warstwy poruszającej się po wewnętrznym płaszczu stożka, otrzymuje ruch
ś
rubowy w kierunku ku górze do rury rozdzielczej 4, przez którą przelewem odprowadzany
jest na zewnątrz. Przy odpowiednim doborze ciśnienia nadawy doprowadzanej do
hydrocyklonu i średnicy dolnego wylewu ustalić można dokładnie wymiar ziarna
podziałowego pomiędzy klasą ziarnową odprowadzaną przelewem i klasą ziarnową
odprowadzaną wylewem.
Rys. 8. Klasyfikator hydrauliczny odśrodkowy. Hydrocyklon [1, T. I, s. 200]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 9. Schematy konstrukcyjne poziomych wirówek klasyfikacyjnych [1, T. I, s. 202]
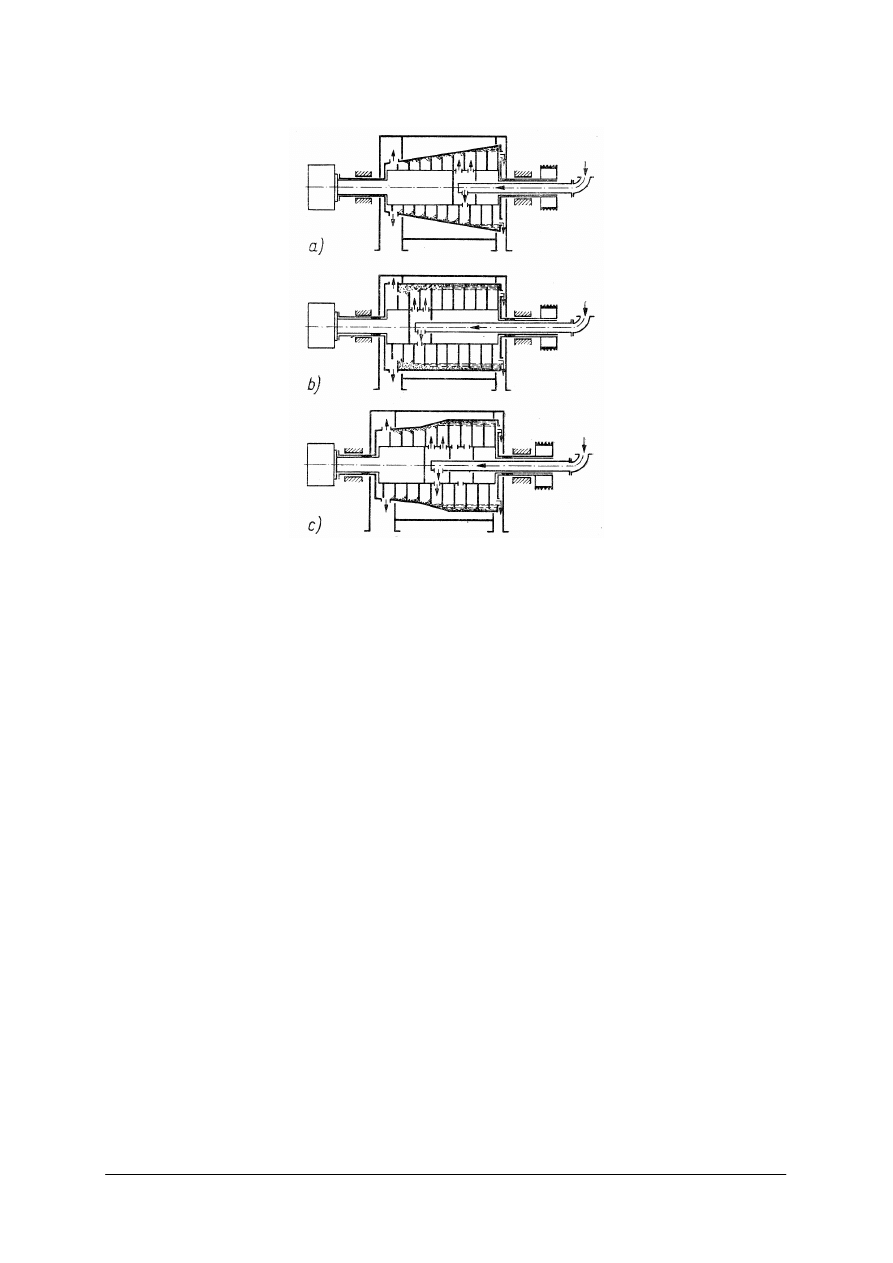
Wirówki klasyfikujące. Do klasyfikacji drobno uziarnionego materiału stosuje się również
wirówki o działaniu okresowym lub ciągłym, pionowe lub poziome (położenie bębna
wirującego). Wirówki o ruchu okresowym nie mają szerokiego zastosowania w przemyśle;
stosowane są tam głównie wirówki o ruchu ciągłym.
Elementami roboczymi wirówek poziomych są zewnętrzny wirujący bęben i wewnętrzny
wirnik. Bęben i wirnik wirują z różną liczbą obrotów, przy czym liczba obrotów wirnika jest
zazwyczaj o około 2% mniejsza od liczby obrotów bębna. Bębny wirujące mogą mieć kształt
stożka ściętego (rys. 9a), cylindryczny (rys. 9b) lub cylindryczno-stożkowy (rys. 9c).
W wirówkach przeznaczonych do klasyfikacji drobno uziarnionych kopalin należy już
w okresie ich konstruowania uwzględnić przybliżony wymiar ziarna podziałowego przez
odpowiednie dostosowanie ich elementów konstrukcyjnych do założonych zadań. Dokładnej
regulacji wymiaru ziarna podziałowego dokonuje się w czasie ruchu roboczego wirnika.
Klasyfikacja aerodynamiczna jest to rozdział ziaren w poziomym lub wznoszącym się
strumieniu powietrza lub innego gazu, np. spalin. W klasyfikatorach aerodynamicznych
wykorzystuje się działanie na ziarno siły wywołanej ruchem powietrza (gazu), płynącego
z pewną prędkością oraz siłę ciężkości rozdzielanych ziaren. W niektórych rozwiązaniach
konstrukcyjnych na ziarna działa dodatkowa siła odśrodkowa wirujących elementów
roboczych klasyfikatora, dozujących (podających) nadawę do przestrzeni roboczej.
Zjawiska występujące podczas klasyfikacji aerodynamicznej są bardzo zbliżone do
zjawisk występujących w klasyfikacji hydraulicznej. Istotna różnica polega na różnych
własnościach fizycznych obu ośrodków. W ośrodku wodnym znaczny wpływ na przebieg
rozdziału ma gęstość tego ośrodka i lepkość cieczy, które stawiają duży opór opadającym
ziarnom. Bardzo mała gęstość powietrza i mały opór stawiany opadającym ziarnom
powodują, że końcowa prędkość opadania ziaren w tym ośrodku jest kilkakrotnie większa niż
w ośrodku wodnym. Dla przykładu można podać, że końcowa prędkość opadania ziaren
kwarcu o średnicy 3 mm w wodzie wynosi około 0,2 m/s, w powietrzu natomiast 1,0 m/s.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Podstawowe znaczenie w klasyfikacji aerodynamicznej ma wilgoć przemijająca kopaliny
kierowanej do rozdziału. Zawartość wilgoci przemijającej nie może przekraczać wartości,
przy której najdrobniejsze ziarna materiału ulegają nawet nietrwałemu połączeniu. Należy
zatem stwierdzić, że do tego procesu trzeba kierować materiał suchy lub uprzednio
wysuszony, którego wszystkie ziarna są całkowicie rozluzowane, a całość materiału musi
wykazywać dużą sypkość.
Doświadczalnie stwierdzono, że tylko niektóre kopaliny można rozdzielać
aerodynamicznie przy zawartości w nich do 6% wilgoci przemijającej, powyżej tej wartości
rozdział praktycznie nie przebiega.
Klasyfikację aerodynamiczną stosuje się do:
−
rozdziału materiału drobno i bardzo drobno uziarnionego na określone wymiarami klasy
ziarnowe, które po rozdziale stanowią produkty przejściowe do dalszych procesów
przeróbczych, a klasyfikacja jest operacją przygotowawczą, lub wydzielone klasy
ziarnowe stanowią końcowe produkty procesu (sortymenty lub produkty handlowe)
i wówczas klasyfikacja jest operacją główną;
−
wydzielania z materiału (kopaliny), o uziarnieniu np. poniżej 10 (20) mm, ziaren
drobnych i bardzo drobnych przed skierowaniem tej kopaliny do innych procesów
przeróbczych; klasyfikacja prowadzona jest jako operacja przygotowawcza lub
pomocnicza.
Klasyfikatory aerodynamiczne można więc podzielić na:
−
właściwe, służące do rozdziału materiału bardzo drobnouziarnionego na żądane klasy
ziarnowe,
−
odpylające (odpylacze), służące do wydzielania pyłu z kopalin o większym uziarnieniu.
Klasyfikatory aerodynamiczne stosowane są często w operacjach kontrolno-
klasyfikujących jako urządzenie bezpośrednio współpracujące z kruszarkami dostosowanymi
do rozdrabiania miałkiego przy założeniu otrzymywania kruszywa o ustalonym wymiarze
klasy ziarnowej. Klasyfikator pracuje wówczas w zamkniętym cyklu roboczym z kruszarką,
a jego zadaniem jest wydzielenie z kruszywa nadziarna i skierowanie go z powrotem do
kruszarki do rozdrabiania wtórnego.
Wydzielony pył o prawidłowym uziarnieniu kierowany jest do dalszych operacji
przeróbczych lub do bezpośredniego zużycia jako produkt końcowy. W wielu rozwiązaniach
konstrukcyjnych kruszarek klasyfikator aerodynamiczny stanowi całość konstrukcyjną
z kruszarką; przykładem tego rodzaju są kruszarki pierścieniowe.
W przypadkach rozdrabiania w kruszarkach pracujących w cyklu zamkniętym
z klasyfikatorami aerodynamicznymi kopalin wilgotnych czynnikiem, transportującym
rozdrabiany materiał pomiędzy kruszarką a klasyfikatorem, jest gorący gaz (ogrzane
powietrze, spaliny) o temperaturze dostosowanej do termicznego suszenia rozdrabianej
kopaliny. Przykładem stosowania układu technologicznego kruszarka-klasyfikator jest
przygotowanie pyłu węglowego do opalania kotłów.
Klasyfikatory aerodynamiczne stosowane są między innymi w zakładach przeróbczych soli
kuchennej (wydzielanie tzw. pudru solnego), w cementowniach, w przemyśle chemicznym, np.
do produkcji mączki krzemionkowej, fosforytowej, przy suchej przeróbce rud, itp.
Prawidłowy przebieg procesu rozdziału aerodynamicznego wymaga spełnienia kilku
podstawowych warunków, a mianowicie:
−
materiał kierowany do klasyfikacji musi być suchy; zawartość w nim wilgoci nie może
powodować zlepiania się ziaren i utraty przez kopalinę pełnej sypkości;
−
kopalina musi być podawana do klasyfikatora w pełni rozluzowana, na całą szerokość
przekroju przestrzeni roboczej;
−
klasyfikator należy zasilać równomiernie nadawą przy możliwie jednakowym stosunku
części stałych do powietrza (gazu).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
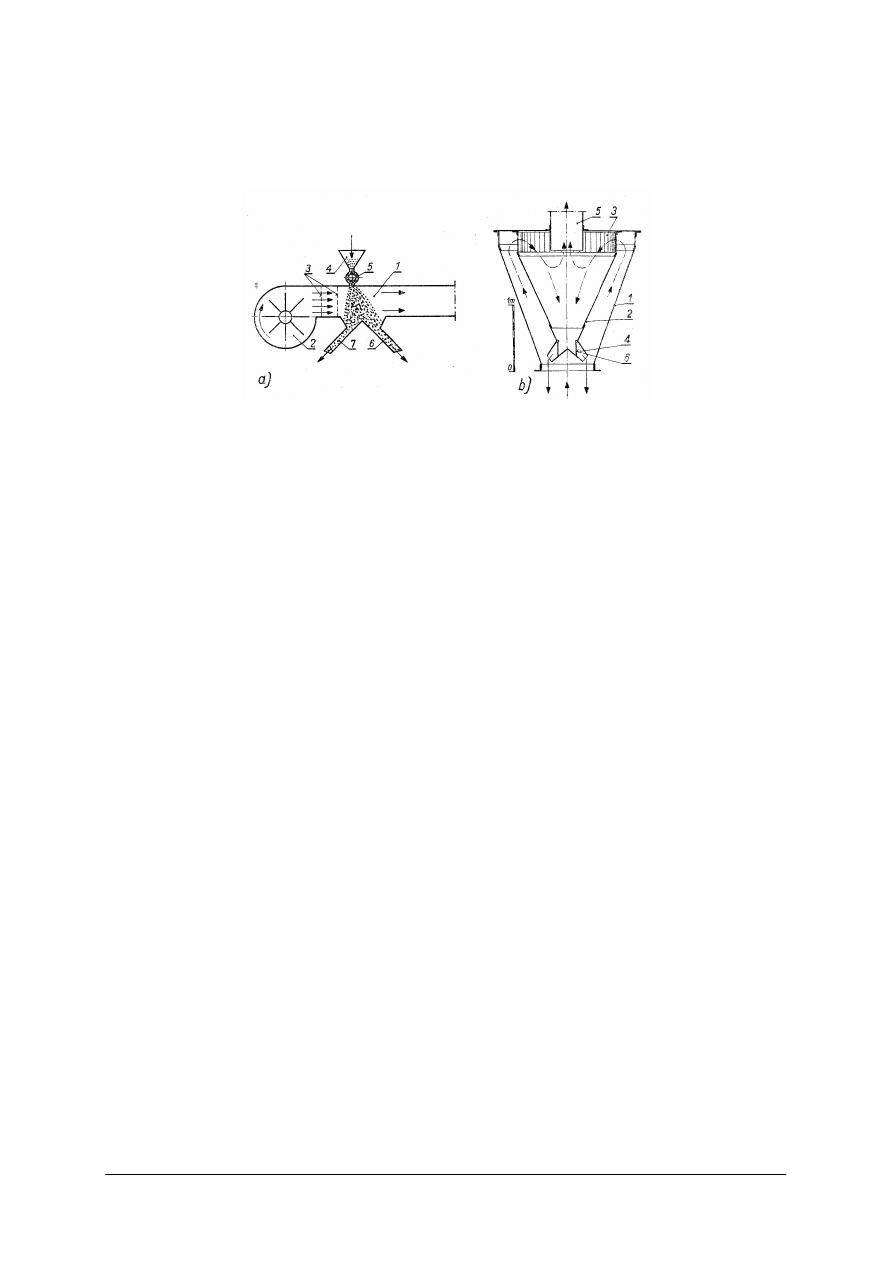
Klasyfikatory aerodynamiczne strumieniowe
Klasyfikator Edisona jest typowym przykładem klasyfikatora o poziomym przepływie
strumienia powietrza roboczego (rys. 10a).
Rys. 10. Klasyfikatory strumieniowe [1, T. I, s. 205]
Poziomy strumień powietrza w komorze klasyfikacyjnej 1 wytwarzany jest przez
wentylator 2. Przed komorą klasyfikacyjną zabudowane są dwie pionowe siatki 3, których
zadaniem jest nadanie strumieniowi powietrza regularnego, spokojnego przepływu w całym
przekroju komory klasyfikacyjnej. Nadawę do komory klasyfikacyjnej podaje się ze zbiornika
nadawczego 4 dozownikiem skrzydełkowym 5, zabezpieczającym równomierne zasilanie
klasyfikatora. Przepływający strumień powietrza, o odpowiednio dobranej prędkości ruchu,
nadaje swobodnie spadającym ziarnom prędkość wypadkową, zależną od ich wymiaru
i działającej na te ziarna siły ciężkości. Dzięki temu ziarna segregują się w szeregu warstwach
opadających ku dołowi pod różnymi kątami opadania. W dolnej części komory
klasyfikacyjnej znajdują się zsypy 6 i 7, do których odbiera się rozdzielone klasy ziarnowe.
W zależności od potrzeb technologicznych można zabudować większą liczbę zsypów,
ustalając w ten sposób możliwość podziału nadawy na większą liczbę klas ziarnowych.
Najdrobniejsze ziarna pyłu unoszone poziomym strumieniem powietrza odprowadzane są do
uławiaczy pyłu.
Klasyfikator aerodynamiczny Raymonda (rys. 10b). Klasyfikator ten skonstruowany jest
w kształcie dwu odwróconych współśrodkowych stożków 1 i 2, których komory
robocze połączone są u góry otwartym pierścieniem pionowych płaskich łopatek kierow-
niczych 3 Klasyfikator dostosowany jest do współpracy z kruszarką rozdrabiającą kopalinę na
pył o ustalonym uziarnieniu.
Rozdrobiony materiał unoszony z kruszarki strumieniem powietrza wprowadzany jest od
dołu do pierścieniowej komory pomiędzy stożkami 1 i 2. W górnej części klasyfikatora
zmienia on kierunek przepływu i przez pierścień łopatek kierujących 3 wpływa do wnętrza
komory stożka 2 o zwiększonym przekroju przepływu. W komorze tej następuje zmniejszenie
prędkości ruchu strumienia powietrza i wytrącanie ziaren grubszych. Wytrącone ziarna
opadają ku dołowi stożka 2 do wylotów 6 zamkniętych uchylnymi klapami 4. Osie obrotu
klap wyposażone są w dźwignie z przeciwciężarami ustawionymi tak, aby otwierały się
samoczynnie pod naporem określonej ilości usypanego materiału. Urządzenie tego rodzaju
zabezpiecza wewnętrzną komorę klasyfikatora przed wlotem niepożądanego obcego
powietrza i reguluje ilość odprowadzanego materiału z klasyfikatora do wtórnego
rozdrabiania. Ziarna dostatecznie drobne unoszone strumieniem powietrza są odprowadzane
wylotem 5 i kierowane do urządzeń uławiających pył.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Klasyfikatory aerodynamiczne odśrodkowe
Do klasyfikacji drobno uziarnionych kopalin wykorzystać można również strumień
powietrza, wirujący w odpowiednio ukształtowanej komorze klasyfikacyjnej.
Klasyfikator aerodynamiczny odśrodkowy (rys. 11). Zewnętrzna obudowa klasyfikatora
skonstruowana jest w kształcie dwu ściętych stożków 1 i 2, połączonych podstawami poprzez
krótki pierścień walcowy. Wewnątrz - współśrodkowo do osi korpusu – zabudowany jest
układ dwu stożków 6 również połączonych podstawami z wkładką pierścienia
cylindrycznego, Nadawę doprowadza się do króćca 3, który podaje ją do
dozownika 4. W górnej części klasyfikatora, poniżej króćca 3, umieszczona jest walcowa
komora powietrzna, do której tłoczy się powietrze sprężone przez króciec 5, usytuowany
stycznie do wewnętrznej powierzchni płaszcza komory powietrznej. Styczne doprowadzenie
powietrza sprężonego ma na celu nadanie mu ruchu wirowego w komorze klasyfikacyjnej.
Wlot dozownika 4 znajduje się poniżej dolnej krawędzi komory powietrznej. Wirujący
strumień powietrza unosi wprowadzone dozownikiem 4 ziarna materiału, nadając im
odpowiednie przyśpieszenie. Ciśnienie powietrza sprężonego jest tak dobrane, że wytworzona
siła odśrodkowa odrzuca ziarna grubsze (o określonej średnicy) na wewnętrzną powierzchnię
płaszcza stożka 1, natomiast ziarna drobniejsze poruszają się po linii śrubowej ku dołowi,
w warstwie, po powierzchni stożka 6. Warstwa ziaren poruszających się po powierzchni
stożka 6 składa się z elementarnych warstewek o wymiarach ziaren malejących w kierunku
powierzchni stożka. W dolnej części komory klasyfikacyjnej zabudowany jest dodatkowy
stożek 7 (współśrodkowo do głównej osi klasyfikatora), którego dolna otwarta część
połączona jest z wysypem 9. Przestrzeń pomiędzy stożkiem 7, a dolną częścią
stożka 6 stanowi komorę odbiorczą produktu najdrobniejszego. Grubsza klasa ziarnowa
odbierana jest wysypem 8, połączonym z komorą odbiorczą utworzoną pomiędzy stożkiem 2
i 7. Część ziaren grubszych, o wymiarze bliskim wymiarowi ziarna podziałowego,
utrzymująca się w warstwie graniczącej pomiędzy klasą najdrobniejszą a klasą górną, zsypuje
się ponad krawędzią stożka 7 do komory odbiorczej ziarna grubszego. Wymiar ziarna
podziałowego można regulować w pewnych granicach w czasie ruchu roboczego
klasyfikatora przez podnoszenie lub opuszczanie wewnętrznego stożka 6 za pomocą kół
nastawczych 10 nakręconych na pionowy gwintowany sworzeń regulacyjny. Niezależnie od
tego wymiar ziarna podziałowego można regulować ilością doprowadzanego do klasyfikatora
powietrza roboczego, przez zmianę jego ciśnienia.
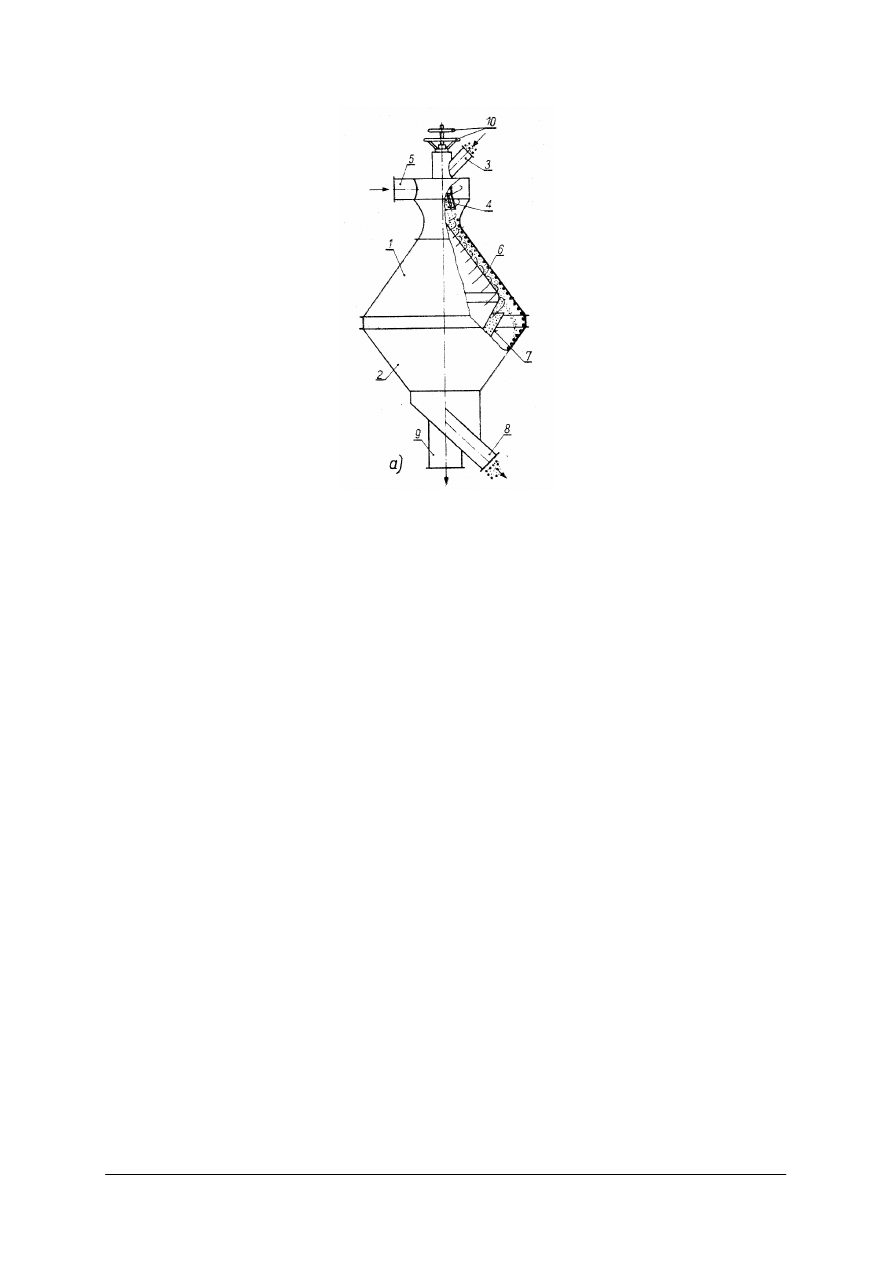
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 11. Klasyfikatory odśrodkowy [1, T. I, s. 205]
Klasyfikacja aerodynamiczna. Odpylanie
Klasyfikacja aerodynamiczna w zastosowaniu do procesów odpylania kopalin nie różni
się od zastosowania jej do podziału materiału na dwie klasy ziarnowe. Istotna różnica polega
na tym, że w przypadku odpylania do klasyfikatora doprowadza się materiał w znacznie
szerszej klasie ziarnowej, np. 0 do 10; 0 do 15, a nawet 0 do 20 mm, z której wydziela się
materiał drobno uziarniony o wymiarze ziaren dochodzących niekiedy nawet do 1 mm. Stąd
też nie istnieje możliwość zastosowania konstrukcji klasyfikatorów, które zasysają powietrze
robocze już obciążone materiałem przeznaczonym do rozdziału. Do klasyfikatorów
odpylających materiał doprowadza się innymi urządzeniami transportowymi i odpowiednio
dozuje do komory klasyfikacyjnej. W komorze klasyfikacyjnej stosowane są ponadto wyższe
prędkości strumienia powietrza roboczego.
Dla zabezpieczenia prawidłowego i skutecznego procesu odpylania muszą być spełnione
następujące warunki:
−
maksymalna zawartość wilgoci przemijającej odpylanego materiału nie może
przekraczać 6% jednak pod tym warunkiem, że ta ilość wilgoci przemijającej nie
powoduje zlepiania się najdrobniejszych ziaren ze sobą ani przywierania tych ziaren do
powierzchni ziaren dużych, a całość materiału ma własności pełnej sypkości wszystkich
ziaren;
−
ziarna materiału powinny być w przestrzeni komory klasyfikacyjnej silnie rozluzowane,
a ziarna pyłu powinny lekko oddzielać się od całości materiału pod działaniem
przepływającego strumienia powietrza;
−
warstwa klasyfikowanego materiału powinna być równomiernie rozmieszczona w całym
przekroju przepływającego strumienia powietrza, w celu zabezpieczenia równomiernego
oporu warstwy materiału dla przepływu strumienia powietrza i równomiernego
oddziaływania strug powietrza w każdym punkcie ich przepływu przez warstwę
materiału;
−
warstwa klasyfikowanego materiału powinna być stosunkowo cienka dla zwiększenia
stopnia dokładności jego odpylania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
W celu uzyskania równomiernego rozłożenia materiału w strumieniu powietrza
roboczego stosuje się:
−
swobodne opadanie ziaren dozowanych do komory klasyfikacyjnej specjalnym
dozownikiem, przy czym warstwa dozowanego materiału musi przecinać cały przekrój
strumienia powietrza roboczego;
−
rozrzut materiału w komorze klasyfikacyjnej pod działaniem siły odśrodkowej, np. za
pomocą wirującego talerza dozowniczego;
−
transport odpylanego materiału po powierzchni wibrującego sita przy stałej prędkości
przepływającego przez otwory sita powietrza roboczego; odpylany materiał musi być
dostatecznie silnie rozluzowany;
−
transport materiału po nieruchomej powierzchni sita w pulsującym strumieniu powietrza
roboczego, przy czym rozluzowanie warstwy materiału następuje w wyniku działania
silnych impulsów cyklicznie przepływającego powietrza roboczego.
Klasyfikatory aerodynamiczne można podzielić na dwie podstawowe grupy:
−
zasilane zewnętrznym dopływem strumienia powietrza roboczego,
−
pracujące z wewnętrznym obiegiem strumienia powietrza roboczego.
Niezależnie od podanego podziału podstawowego, wyróżnia się klasyfikatory:
−
odpylające strumieniowe, w których proces rozdziału przebiega w strudze powietrza
roboczego, przepływającego przez warstwę swobodnie opadających ziaren w obszarze
ruchu tej strugi,
−
wibracyjne, w których materiał odpylany porusza się równomierną, silnie rozluzowaną
warstwą po powierzchni wibrującego sita w obszarze przepływającej strugi powietrza,
−
pulsacyjne, w których materiał porusza się równomierną warstwą po powierzchni sita
pod wpływem pulsującej strugi powietrza, a rozluzowania warstwy materiału dokonuje
pulsujący przepływ powietrza roboczego,
−
odśrodkowe, w których obieg powietrza roboczego wywołują zabudowane w nich układy
wentylatorów, a materiał w komorze klasyfikacyjnej dozowany jest wirującym
dozownikiem talerzowym.
Uławianie pyłu
W procesach klasyfikacji aerodynamicznej oraz w wielu innych procesach przeróbczych
przeprowadzonych na sucho powietrze (gaz) robocze unosi bardzo drobne ziarna (pył), które
w końcowej fazie ich przeróbki należy wytrącić z powietrza roboczego (gazu) i osadzić.
Niezależnie od tego powietrze robocze lub gaz (najczęściej gorące spaliny) zastosowane
w tych procesach należy dokładnie oczyścić z najdrobniejszych ziaren pyłu przed ich
skierowaniem z obiegu roboczego do atmosfery. Wydzielanie ziaren pyłu z gazowego
czynnika roboczego nazywa się uławianiem pyłu.
Dokładne uławienie pyłu wytworzonego w suchych procesach przeróbczych jest
uzasadnione tym, że:
–
bardzo drobne ziarna pyłu mogą stanowić użyteczny, niekiedy bardzo cenny produkt;
–
w wielu przypadkach klasyfikacja aerodynamiczna oraz inne procesy przeróbcze
prowadzone są na wartościowych kopalinach rozdrobionych do wymiaru pyłu,
a uławianie produktów rozdziału stanowi istotny i konieczny proces technologiczny,
często konieczne jest wytwarzanie końcowych produktów właśnie w postaci drobno
uziarnionego pyłu;
–
odprowadzanie do atmosfery pyłu nieużytecznego stanowi duże zagrożenie dla zdrowia
człowieka (pyły toksyczne), a na pewno powoduje zanieczyszczenie środowiska.
Uławiacze, w zależności od ich rozwiązań konstrukcyjnych i technologii pracy, dzieli się
na: suche, mokre, elektryczne suche i mokre (elektrofiltry).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Klasyfikatory odpylające strumieniowe
Klasyfikator odpylający rolkowy (rys. 12), przeznaczony jest do odpylania węgla
o uziarnieniu od 0 do 10 mm przed skierowaniem go do wzbogacania.
Nadawa doprowadzona do dozownika 1 zsypuje się po powierzchni obracających się
rolek 2 (walców). Powietrze robocze doprowadza się wlotem 3. Poza płaszczyzną rolek
zabudowane są nieruchome żaluzje 4. W komorze klasyfikacyjnej umieszczone są dodatkowe
ż
aluzje 5 o nastawnym kącie nachylenia.
Strumień powietrza o dużej prędkości ruchu unosi z odpylanego węgla ziarna pyłu i przez
szczeliny pomiędzy rolkami wpływa do pierwszej części 6 komory klasyfikacyjnej. Przy
częściowo zmniejszonej prędkości przepływu wydzielają się w niej najgrubsze ziarna pyłu
(o wymiarze 0,5 do 2,0 mm), które po powierzchni żaluzji 4 zsypują się do zbiornika 7, skąd
wyładowywane są obrotowym odbieralnikiem 8. Strumień powietrza roboczego,
przepływający przez szczeliny żaluzji 4, wpływa do drugiej części 9 komory klasyfikacyjnej,
w której następuje dalsze zmniejszenie jego prędkości przepływu i wytrącanie pyłu
o uziarnieniu poniżej 0,5 mm. Klasa ta gromadzi się w zbiorniku 10, z którego odprowadzana
jest odbieralnikiem skrzydełkowym 11, Strumień powietrza, unoszący najdrobniejsze ziarna
pyłu, po opłynięciu żaluzji 5 odprowadzany jest wylotem 12 do urządzeń oczyszczających
powietrze robocze. Odpylony węgiel o uziarnieniu 2 do 10 mm wyładowywany jest
z klasyfikatora odbieralnikiem skrzydełkowym 23.
Wydajność klasyfikatora, przy odpylaniu węgla o uziarnieniu od 0 do 10 mm,
wynosi 90 t/h odpylonego węgla i 20 t/h wydzielonego pyłu. Zużycie powietrza roboczego
wynosi 80 350 m
3
/h przy ciśnieniu powietrza 85 mm słupa wody (833,8 Pa). Klasyfikator
pracuje w cyklu zamkniętego obiegu powietrza roboczego. Wentylator podłączony do
odlotu 12 klasyfikatora wytwarza podciśnienie w komorze klasyfikacyjnej. Zassane powietrze
z najdrobniejszymi ziarnami pyłu przetłaczane jest do cyklonu oczyszczającego.
Klasyfikator systemu Rapid o wznoszącym się strumieniu powietrza roboczego
przedstawiono na rys. 13. Komora klasyfikacyjna odpylacza jest tak skonstruowana, że
możliwe jest uzyskanie dokładnego rozluzowania dozowanej warstwy materiału i odpylanie
nadawy o zawartości wilgoci przemijającej do 6%. Materiał podawany jest ze zbiornika
dozującego 1 obrotowym podajnikiem 2, regulującym ilość materiału kierowanego do
odpylania, przy czym szerokość szczeliny dozującej regulowana jest nastawną klapą
umieszczoną ponad podajnikiem obrotowym. Dozowany materiał zsypuje się do przewodu
nadawczego, u wylotu którego zabudowany jest wirujący walec nadawczy 3. Walec ten
wrzuca warstwę materiału w kształcie szerokiego wachlarza 4, wypełniającego cały
poprzeczny przekrój komory. Powietrze robocze doprowadzane jest do klasyfikatora poniżej
komory klasyfikacyjnej przez sito 5, ustalające równomierny przepływ powietrza. Odpylony
materiał opada do odbieralnika 6, a powietrze robocze unoszące pył odprowadzane jest
przewodem 7 do urządzeń uławiających pył i oczyszczających powietrze robocze.
Klasyfikatory systemu Rapid mogą pracować również przy doprowadzonym ogrzanym
powietrzu lub gorących gazach spalinowych osuszających odpylany materiał. W ten sposób
uzyskuje się zwiększenie efektu odpylania materiału o większej zawartości wilgoci
przemijającej.
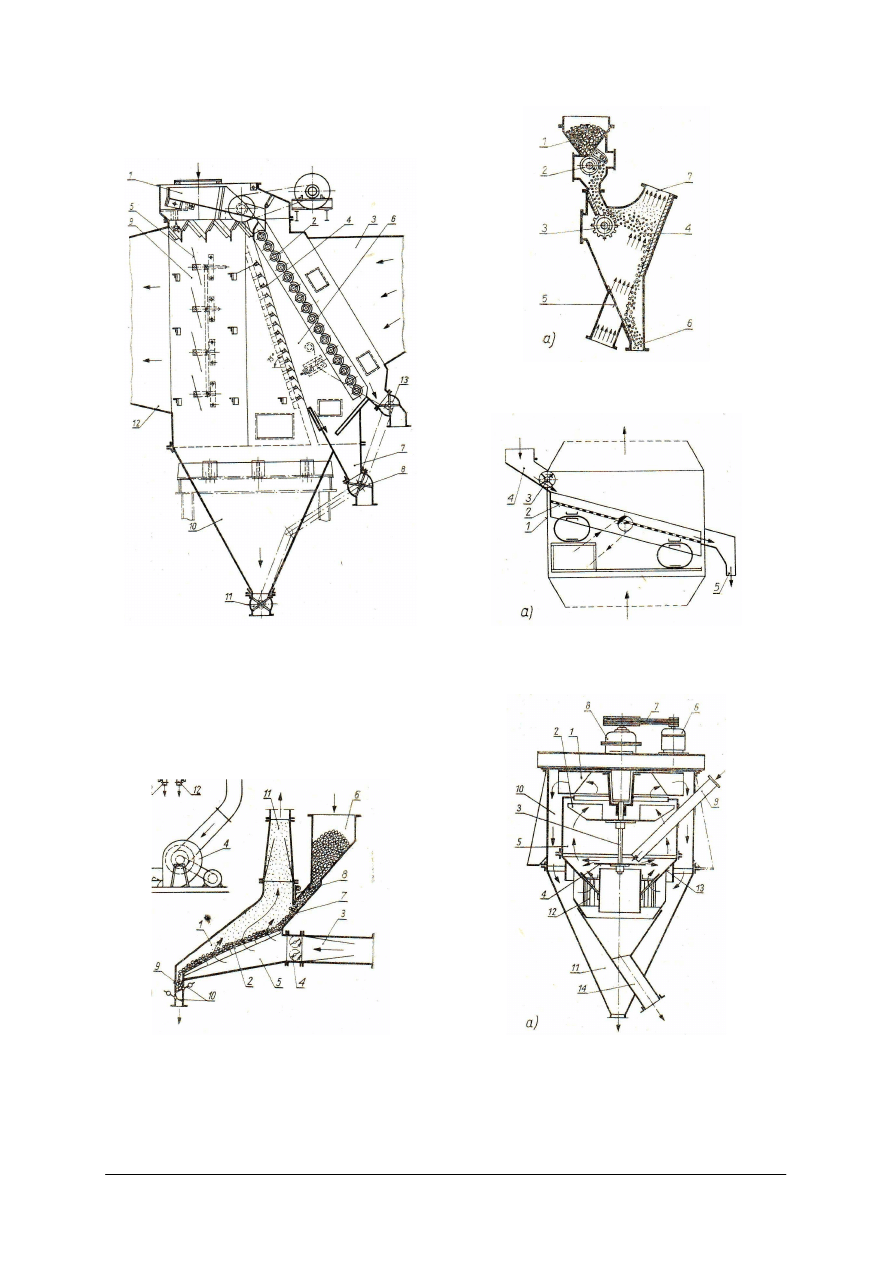
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 13. Klasyfikator odpylający Rapid
[1, T. I, s. 220]
Rys. 12. Klasyfikator odpylający rolkowy
[1, T. I, s. 216]
Rys. 14. Klasyfikator odpylający wibracyjny
[1, T. I, s. 222]
Rys. 15. Klasyfikator odpylający pulsacyjny
[1, T. I, s. 224]
Rys. 16. Klasyfikator odpylający odśrodkowy
[1, T. I, s. 228]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Klasyfikatory odpylające wibracyjne stosuje się do odpylania materiałów trudno
odpylających się, o zawartości do 6% wilgoci przemijającej (np. wilgotnych miałów
węglowych),
W komorze klasyfikacyjnej 1 (rys. 14) odpylacza zabudowany jest przesiewacz
wibracyjny inercyjny 2 o niedużym nachyleniu powierzchni roboczej sita, Sito robocze
(sito plecione, szczelinowe itp.) ma otwory (szczeliny) o wymiarze 1,5 mm. Materiał
przeznaczony do odpylania podaje się z dozownika 4 uszczelnionym obrotowym
podajnikiem 3, rozdzielającym nadawę równomierną warstwą na całą szerokość powierzchni
roboczej sita tak, aby był on rozłożony stale równomierną warstwą na jego powierzchni,
a opór stawiany przepływającemu strumieniowi powietrza był jednakowy na każdym
dowolnym odcinku powierzchni sita. Ścienienie warstwy odpylanego materiału nawet na
niedużym odcinku sita powoduje w tym rejonie obniżenie oporu dla przepływającej strugi
powietrza, zwiększenie ilości przepływającego strumienia przez ten odcinek i zmniejszenie
skuteczności odpylania na pozostałej powierzchni roboczej, spowodowanej zmniejszeniem
prędkości przepływu na odcinkach o grubszej warstwie materiału i większych oporach
przepływu.
Powietrze robocze, doprowadzane od dołu wznoszącym się strumieniem, przepływa
przez rozluzowaną warstwę odpylanego materiału, unosi ziarna pyłu i odpływa ku górze do
wylotu z klasyfikatora. Odpylony materiał odprowadza się zsypem 5. Wlot nadawy oraz
wylot produktu odpylonego jest odpowiednio uszczelniony, tak aby uniemożliwić ucieczki
powietrza roboczego.
Klasyfikatory odpylające pulsacyjne pracują przy wznoszącym się, pulsującym strumieniu
powietrza roboczego.
W komorze klasyfikacyjnej 1 (rys. 15) zabudowane jest stałe sito 2, napięte na krato-
wnicy nośnej nachylonej do poziomu pod kątem około 20°. Powietrze robocze doprowadza
się z wentylatora przewodem 3 do komory powietrznej 5 umieszczonej pod powierzchnią sita.
Pomiędzy przewodem 3 a komorą powietrzną 5 zabudowane są klapy wirujące 4 tak
zharmonizowe w swoim ruchu wirowym, że kolejno okresowo odcinają dopływ powietrza do
komory powietrznej i otwierają wolny jego przepływ. Wirujące klapy nadają w ten sposób
strumieniowi powietrza ruch przerywany (pulsacyjny) o zwiększonej prędkości przepływu
w momencie otwierania się klap. Przy stałym dopływie powietrza w momentach zamknięcia
przepływu przez klapy 4 następuje chwilowy wzrost ciśnienia w przewodzie 3, a po ich
otwarciu uzyskuje się przyspieszony ruch powietrza. W ten sposób prędkość ruchu powietrza
zmienia się okresowo, w sposób ciągły – od zera do maksimum – według wykresu
sinusoidalnego.
Pulsujący strumień powietrza, który w początkowej fazie, po otwarciu klap, ma
maksymalną prędkość przepływu, rozluzowuje silnie warstwę odpylanego materiału,
a następnie unosi ziarna pyłu. Przy nachylonej powierzchni roboczej sita ruch pulsacyjny
strumienia powietrza roboczego powoduje równoczesny ruch postępowy odpylanego
materiału. W pierwszej fazie wzmożonego przepływu powietrza następuje również uniesienie
ku górze grubszych ziaren odpylanego materiału, niemniej jednak ziarna te po zmniejszeniu
się prędkości wznoszącego się strumienia powietrza opadają na powierzchnię warstwy
odpylanego materiału. Tego rodzaju zjawisko zwiększa dokładność procesu odpylania.
Nadawę doprowadza się ze zbiornika nadawczego 6 poprzez zsyp 7. Ilość podawanego
materiału reguluje się nastawną zasuwą 8. Odpylony materiał odprowadzany jest
z klasyfikatora zsypem 9, zamykanym układem dwu klap 10 (z przeciwciężarami nałożonymi
na dźwignie klap), stanowiącymi równocześnie śluzowe zamknięcie komory klasyfikacyjnej.
Powietrze robocze wraz z wydzielonym pyłem odprowadzane jest odlotem 11.
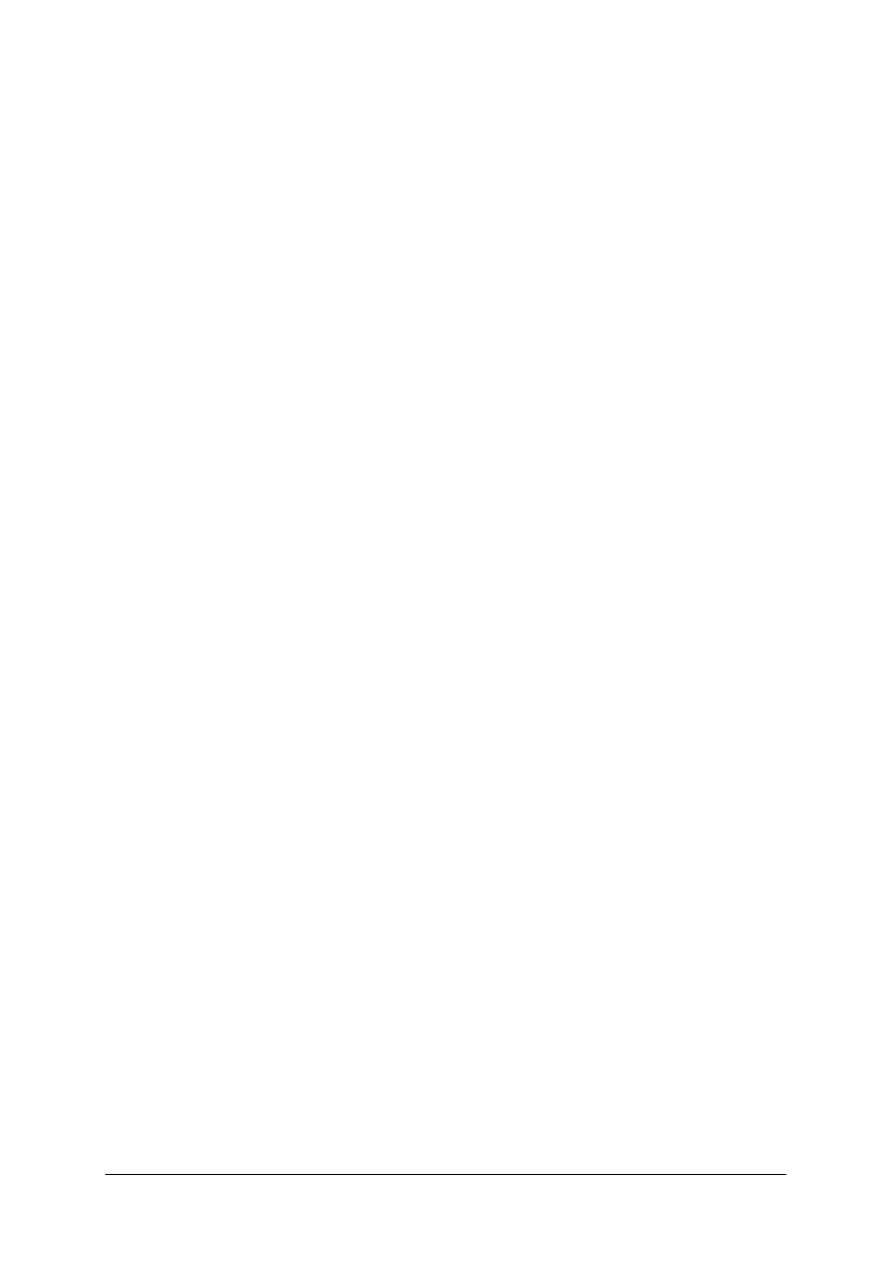
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Klasyfikatory
odpylające
odśrodkowe
(mechaniczne)
należą
do
najbardziej
rozpowszechnionych rozwiązań konstrukcyjnych. Rozpowszechnienie swoje zawdzięczają
temu, że pracują one z pełnym zamkniętym cyklem technologicznym ujętym w jednym
urządzeniu i nie wymagają instalowania dodatkowych urządzeń, takich jak wentylator
i uławiacz pyłu. Klasyfikatory odpylające odśrodkowe (rys. 16) służący do odpylania, jak
również do klasyfikacji drobno uziarnionych kopalin.
Klasyfikator wyposażony jest w dwa wentylatory 1 i 2, umocowane na wspólnym wale
napędowym 3, do którego umocowany jest również talerz 4, rozrzucający materiał w komorze
klasyfikacyjnej 5. Wał napędowy otrzymuje ruch wirowy z silnika 6 poprzez układ pasów
klinowych i przekładnię 8.
Wentylator 1 jest wentylatorem głównym, wytwarzającym zasadniczy ruch wznoszący
się strumienia powietrza w komorze klasyfikacyjnej 5, zmieniający jego kierunek przepływu
do komory zewnętrznej 20 i nadający temu strumieniowi ruch wirujący w komorze
zewnętrznej. Materiał doprowadza się rurą 9 na talerz rozdzielczy. Promieniowo
rozsypywany materiał przecina wznoszący się strumień powietrza, który unosi z niego ziarna
pyłu. W pierścieniowej komorze zewnętrznej 10 następuje zmniejszenie prędkości strumienia
powietrza (dzięki powiększonemu przekrojowi przepływu), które wirując po linii śrubowej
spływa ku dołowi. W komorze tej wydziela się pył, który – w postaci warstwy poruszającej
się śrubowo ku dołowi – przemieszcza się do stożkowej dolnej części klasyfikatora, skąd
wyładowywany jest przez wylot 11. Wirujący ruch strumienia powietrza po przepłynięciu
przez
pionowe
ż
aluzje
12
zostaje
zmieniony
na
ruch
wznoszący
się.
Wentylator 2, wytwarzający podciśnienie w komorze klasyfikacyjnej, pokonuje opory
przepływu powietrza przez zewnętrzną komorę 10 oraz opory przepływu strumienia
powietrza przez łopatki żaluzji. Odpylony materiał zsuwa się po stożkowym pierścieniu 13
i spada do wysypu 14.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest przesiewacz?
2.
Jakie znasz rodzaje przesiewaczy?
3.
Co to jest współczynnik prześwitu sita?
4.
Jakie znasz rodzaje sit?
5.
Co to jest analiza sitowa?
6.
Jakie znasz klasyfikatory hydrauliczne?
7.
Jakie znasz klasyfikatory aerodynamiczne?
8.
Jakie znasz rodzaje odpylaczy?
9.
W jakim celu stosujemy uławianie pyłu?
10.
Co to jest hydrocyklon?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj na podstawie opisu budowy i zasady działania klasyfikatory hydrauliczne
i dokonaj ich podziału.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy wraz z potrzebnymi przyborami,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
2)
odszukać w materiałach dydaktycznych rodzaje klasyfikatorów hydraulicznych,
3)
zapoznać się z podziałem klasyfikatorów hydraulicznych,
4)
rozpoznać klasyfikator,
5)
sklasyfikować urządzenie,
6)
opisać i narysować rozpoznane klasyfikatory.
Wyposażenie stanowiska pracy:
−
papier formatu A4,
−
przybory do pisania i kreślenia,
−
poradnik dla ucznia,
−
materiały dydaktyczne,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 2
Rozpoznaj na podstawie opisu budowy i zasady działania klasyfikatory aerodynamiczne
i dokonaj ich podziału.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy wraz z potrzebnymi przyborami,
2)
odszukać w materiałach dydaktycznych rodzaje klasyfikatorów aerodynamicznych,
3)
zapoznać się z podziałem klasyfikatorów aerodynamicznych,
4)
rozpoznać klasyfikator,
5)
sklasyfikować urządzenie,
6)
opisać i narysować rozpoznane klasyfikatory.
Wyposażenie stanowiska pracy:
−
papier formatu A4,
−
przybory do pisania i kreślenia,
−
poradnik dla ucznia,
−
materiały dydaktyczne,
−
literatura wskazana przez nauczyciela.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
omówić zasady klasyfikacji hydraulicznej?
2)
opisać klasyfikatory hydrauliczne opadania swobodnego?
3)
objaśnić zasadę pracy klasyfikatorów hydraulicznych mechanicznych?
4)
omówić klasyfikację aerodynamiczną?
5)
omówić budowę i zasadę działania klasyfikatorów odpylających?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.3. Wzbogacanie, wzbogacanie grawitacyjne, flotacja
4.3.1. Materiał nauczania
Wzbogacanie
Podstawowym zadaniem przeróbki mechanicznej jest wzbogacanie kopalin użytecznych,
polegające na wydzieleniu z materiału surowego, urobionego w kopalni głębinowej lub
odkrywce, możliwie czystych ziaren użytecznych, ewentualnych zrostów minerału
użytecznego ze skałą płonną oraz możliwie czystych ziaren odpadów pozbawionych
składnika użytecznego. Proces wzbogacania powinien być tak opracowany technologicznie,
a następnie rozwiązany technicznie, aby w koncentracie uzyskać maksymalną ilość cennych
ziaren kopaliny użytecznej przy możliwie najmniejszych ich stratach w odpadach. Dla
uzyskania optymalnych wyników wzbogacania materiał surowy jest uprzednio dokładnie
badany w celu określenia jego charakterystyki mineralogicznej, własności fizycznych i jego
własności technologicznych, takich jak skład densymetryczny, podatność na wzbogacanie
grawitacyjne, wzbogacanie elektryczne i magnetyczne, podatność na wzbogacanie flotacyjne,
łatwość lub trudność wzbogacania, stopień koncentracji ziaren użytecznych itp. Na podstawie
tych badań opracowuje się pełną technologię, ustalając, jakie kolejne procesy technologiczne
należy zastosować, aby uzyskać optymalne wyniki wzbogacania materiału surowego.
Opracowana technologia wzbogacania kopaliny użytecznej powinna uwzględniać pełne
wymagania technologiczne dalszego przetwórstwa lub bezpośredniego użytkowania
wydzielonych koncentratów, eliminując w zupełności konieczność przeprowadzenia
dodatkowych operacji o charakterze przeróbczym lub stosowania kosztownych metod
dodatkowego ich uzdatniania w technologii przetwórstwa, jeżeli ich wyeliminowanie jest
możliwe przez odpowiednie dobranie technologii wzbogacania surowej kopaliny. Procesy
technologiczne powinny być tak dobrane i stosowane w takim zakresie, aby do dalszego
użytkowania nie kierować nawet najmniejszej ilości kopaliny w stanie surowym, nawet gdyby
one mogły być zużyte w tej postaci jako mało wartościowy surowiec, ale przy stratach
ekonomicznych innej gałęzi gospodarki narodowej lub przynosząc szkody naturalnemu
ś
rodowisku człowieka (np. spalanie nie wzbogaconych paliw o dużej zawartości popiołu
i siarki powoduje bardzo duże straty w gospodarce energetycznej i ogromnie zanieczyszcza
naturalne środowisko człowieka oraz niszczy przyrodę).
Opracowany projekt technologii procesów przeróbczych musi być dodatkowo
przeanalizowany z punktu widzenia ekonomiki całego procesu.
Proces
wzbogacania
materiału
surowego
jest
poprzedzany
procesami
przygotowawczymi,
takimi
jak
przesiewanie
materiału
na
ustalone
projektem
technologicznym klasy ziarnowe, rozdrabianie, przemywanie, klasyfikacja hydrauliczna czy
aerodynamiczna itp. Operacje przygotowawcze mają na celu doprowadzenie materiału
surowego do takiego stanu, aby w procesie wzbogacania uzyskać maksymalny stopień
koncentracji ziaren użytecznych. W większości przypadków surowe kopaliny użyteczne
o prostej charakterystyce technologicznej wystarczy przygotować jednorazowo do procesu
wzbogacania, uzyskując optymalny efekt ich wzbogacania. Przy złożonej charakterystyce
kopaliny jednorazowe przygotowanie jej do procesu wzbogacania jest zazwyczaj
niewystarczające, gdyż uzyskuje się jedynie część użytecznego koncentratu, a reszta ziaren
użytecznych pozostaje w postaci zrostów ze skałą płonną. W takich przypadkach należy
kolejno wydzielać szereg produktów przejściowych, odpowiednio je przygotowywać (przez
ich rozdrabianie i przesiewanie), a następnie wzbogacać je wtórnie, aż do uzyskania
maksymalnego założonego stopnia ekstrakcji ziaren użytecznych z surowej kopaliny.
Wielokrotne przygotowywanie materiału surowego i kolejne jego wzbogacanie dotyczy
przede wszystkim kopalin występujących w postaci wpryśnięć ziaren użytecznych – o różnym

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
wymiarze ziaren – w skałę płonną oraz rud wielometalicznych, z których należy wydzielić
każdy składnik użyteczny oddzielnie.
W technologii procesów wzbogacania wykorzystuje się własności fizyczne
i fizykochemiczne ziaren kopaliny użytecznej i ziaren skały płonnej, różniące je pomiędzy
sobą i umożliwiające dokonanie ich rozdziału.
Do własności tych należy zaliczyć różnice:
−
w zabarwieniu i połysku ziaren,
−
w kształcie ziaren i ich wymiarach,
−
współczynnika tarcia ziaren po powierzchni, po której się poruszają,
−
w sprężystości ziaren,
−
w gęstości ziaren,
−
we własnościach optycznych, elektrycznych i magnetycznych,
−
własności fizykochemicznych powierzchni ziaren,
−
w występujących własnościach chemicznych.
Biorąc za podstawą różnice we własnościach fizycznych i fizykochemicznych ziaren
kopaliny użytecznej i skały płonnej, opracowano wiele metod technologii ich wzbogacania,
a mianowicie:
−
wzbogacanie ręczne, w którym wykorzystuje się różnice w zabarwieniu i połysku ziaren,
−
wzbogacanie wykorzystujące różnice kształtu i wymiaru ziaren kopaliny użytecznej
i skały płonnej,
−
wzbogacanie wykorzystujące różnice współczynnika tarcia,
−
wzbogacanie wykorzystujące różnice sprężystości ziaren spadających na twardą lub
sprężystą powierzchnię,
−
wzbogacanie grawitacyjne, wykorzystujące różnice gęstości ziaren wchodzących w skład
materiału surowego,
−
wzbogacanie wykorzystujące własności elektrostatyczne i magnetyczne składników
kopaliny surowej,
−
wzbogacanie flotacyjne, wykorzystujące różnice własności fizykochemicznych
powierzchni ziaren,
−
wzbogacanie wykorzystujące własności optyczne, radiometryczne, biologiczne
i chemiczne składników kopaliny surowej.
Na podstawie podanych już technologii procesów przeróbczych wyróżnia się:
−
wzbogacanie wstępne w przodkach eksploatacyjnych,
−
wzbogacanie ręczne (w zakładach przeróbczych),
−
wzbogacanie grawitacyjne,
−
wzbogacanie magnetyczne (elektromagnetyczne) i elektrostatyczne,
−
wzbogacanie flotacyjne,
−
inne metody wzbogacania, do których zalicza się wzbogacanie według kształtu i wymiaru
ziaren, różnicy współczynnika tarcia, sprężystości itp., wzbogacanie optyczne,
radiometryczne, ogniowe, biologiczne i chemiczne.
Wzbogacanie wstępne kopaliny użytecznej można w wielu przypadkach prowadzić już
w czasie urabiania złoża.
Wzbogacanie tego rodzaju może być prowadzone przez:
−
dobór odpowiedniej technologii urabiania złoża, zabezpieczającej materiał surowy przed
domieszką dodatkowych ilości skały płonnej, pochodzącej ze stropu i spągu pokładu lub
pochodzącej z grubych warstw przerostu skały płonnej, znajdujących się w pokładzie,
−
ręczne usuwanie skały płonnej o dużych wymiarach ziaren,
−
mechaniczne usuwanie skały płonnej w uproszczonych zespołach technologicznych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
dostosowanych
do
wstępnego
wzbogacania
mechanicznego
(grawitacyjnego),
budowanych, (ściślej: montowanych) w wyrobiskach podziemnych zlokalizowanych
w pobliżu dużych oddziałów produkcyjnych.
Wzbogacanie ręczne w zakładzie
Ręczne usuwanie ziaren skały płonnej z materiału surowego lub, w niektórych
przypadkach, wybieranie ziaren cennej kopaliny użytecznej z urobku surowego nazywa się
wzbogacaniem ręcznym. Wzbogacanie ręczne stosowane jako operacja główna zastępuje
wzbogacanie mechaniczne klas ziarnowych, których wymiar jest dostatecznie duży i pozwala
na szybkie odróżnienie ziaren skały płonnej od ziaren kopaliny użytecznej. Coraz częściej
stosowanie wzbogacania ręcznego ogranicza się do usuwania ziaren skały płonnej jedynie
z najgrubszych klas ziarnowych materiału surowego i to w zakresie operacji
przygotowawczej, a więc z ograniczoną dokładnością; najczęściej stosuje się wzbogacanie
ręczne klasy ziarnowej o wymiarze powyżej 200(125) mm przed jej rozdrabianiem
i późniejszym wzbogacaniem mechanicznym.
Wzbogacanie ręczne, ze względu na stosunkowo szybki wzrost zanieczyszczenia surowej
kopaliny skałą płonną, małą dokładność tej operacji i duże jej koszty, zanika coraz bardziej
jako operacja główna i stosowane jest jedynie jako operacja kontrolna dla wychwycenia
z urobku surowego obcych zanieczyszczeń przypadkowych, załadowanych w przodkach
eksploatacyjnych do urządzeń transportowych. Zanieczyszczenia tego rodzaju stanowią
elementy lub części (zużyte) maszyn i urządzeń dołowych, głównie stalowe, które mogą
zniszczyć lub uszkodzić wyposażenie maszynowe zakładu przeróbczego. Wzbogacanie
ręczne wykonywane jest na:
−
stołach przebierczych nieruchomych,
−
stołach przebierczych obrotowych,
−
taśmach przebierczych,
−
stołach przebierczych wstrząsanych.
Wzbogacanie ręczne zostaje zastąpione, przy wzbogacaniu wielu kopalin, wzbogacaniem
w zawiesinowych cieczach ciężkich, w których można wzbogacać materiał surowy
o uziarnieniu dochodzącym nawet do 500 mm.
Wzbogacanie grawitacyjne
Metody wzbogacania mechanicznego oparte są na różnicy gęstości ziaren kopaliny
użytecznej i zanieczyszczającej ją ziaren skały płonnej, stąd też wywodzi się określenie tych
metod wspólną nazwą wzbogacania grawitacyjnego. Proces technologiczny wzbogacania
grawitacyjnego może być prowadzony w ośrodku powietrznym, wodnym lub w cieczach
ciężkich. Dobór ośrodka, w którym przebiegać będzie proces wzbogacania, zależy przede
wszystkim od stopnia trudności wzbogacania surowej kopaliny użytecznej oraz od wielkości
gęstości rozdziału pomiędzy koncentratem a odpadami.
Wzbogacanie grawitacyjne w ośrodku powietrznym
Ogólne zasady wzbogacania
Wzbogacanie materiału surowego, a więc jego rozdział na produkty wzbogacania,
przebiega we wznoszącym się z odpowiednią prędkością strumieniu powietrza lub
w strumieniu wznoszącym się, któremu nadaje się ruch pulsujący. Pod wpływem
wznoszącego się lub pulsującego strumienia powietrza następuje podniesienie warstwy
wzbogacanego materiału na łożu roboczym, jej rozluzowanie, a następnie opadanie
z prędkością proporcjonalną do gęstości ziaren materiału surowego. Aby warstwa ziaren
wzbogacanego materiału została uniesiona nad powierzchnię łoża roboczego, musi być na tę
warstwę wywarty napór statyczny wznoszącego się strumienia powietrza.
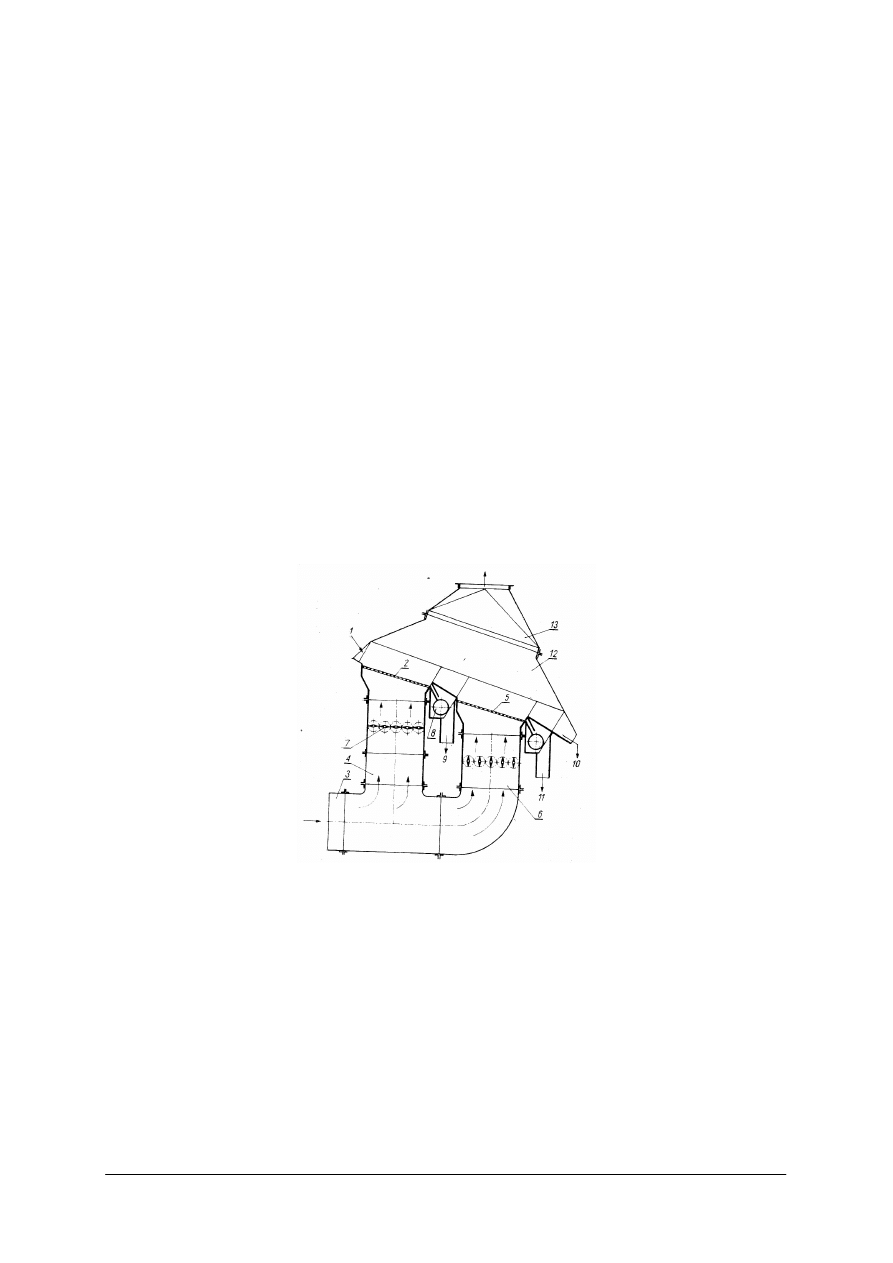
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Wzbogacalniki powietrzne dzieli się na dwie zasadnicze grupy, do których należą:
−
wzbogacalniki pracujące z pulsującym wznoszącym się strumieniem powietrza
roboczego; wzbogacalniki te noszą również nazwę wialników;
−
stoły powietrzne, pracujące z ciągłym wznoszącym się strumieniem powietrza roboczego,
przy wstrząsanym ruchu płyty (łoża) roboczej.
Łoża robocze wzbogacalników powietrznych mogą być wykonane z blach dziurkowanych,
które jednak są stopniowo wycofywane z użytku ze względu na duży opór stawiany
przepływającemu strumieniowi powietrza roboczego. Najczęściej stosuje się obecnie łoża
robocze wykonane z sit plecionych lub sit szczelinowych.
Wzbogacalnik powietrzny systemu - Huty Karol (rys. 17)
Nadawę do wzbogacalnika doprowadza się szczelnie obudowanym zsypem 1 na
nachylone do poziomu łoże robocze 2 pierwszego przedziału wzbogacania. Łoże robocze jest
wykonane z sita szczelinowego o skośnym przepływie pulsującego strumienia powietrza.
Głównym przewodem 3 doprowadza się powietrze-robocze z wentylatora tłoczącego
je do komory powietrznej 4 oraz do komory powietrznej 6, znajdującej się pod łożem
roboczym 5 drugiego przedziału wzbogacania. Powyżej obu komór powietrznych
zabudowane są wirujące klapy 7, które w równych odcinkach czasu zamykają lub otwierają
przepływ dla strumienia powietrza roboczego, wywołując w ten sposób jego pulsujący prze-
pływ. Klapy w obu komorach przestawione są w stosunku do siebie o 90 lub 60°.
Rys. 17. Wzbogacalnik powietrzny – Huty Karol [1, T. I, s.452]
Pulsujący strumień powietrza, przepływający przez łoża robocze wzbogacalnika,
powoduje okresowe podniesienie i rozluzowanie warstwy wzbogacanego materiału.
W momencie przymykania przepływu strumienia powietrza roboczego następuje rozdział
ziaren materiału surowego, zgodnie z ich końcową prędkością opadania. Bezpośrednio na
łożu roboczym tworzy się warstwa ziaren o największej gęstości, a następnie kolejne warstwy
ziaren o zmniejszających się gęstościach. W pierwszym przedziale wzbogacalnika na
powierzchni łoża roboczego (w przypadku wzbogacania węgla), tworzy się najszybciej
warstwa odpadów, która jest odprowadzana szczeliną odbiorczą do obrotowego odbieralnika
skrzydełkowego 8, podającego je do zsypu 9. Górne warstwy wstępnie rozwarstwionego
materiału przechodzą przez próg na łoże robocze 5 drugiego przedziału wzbogacalnika.
W przedziale tym następuje ostateczne rozwarstwienie materiału na lekkie ziarna węgla
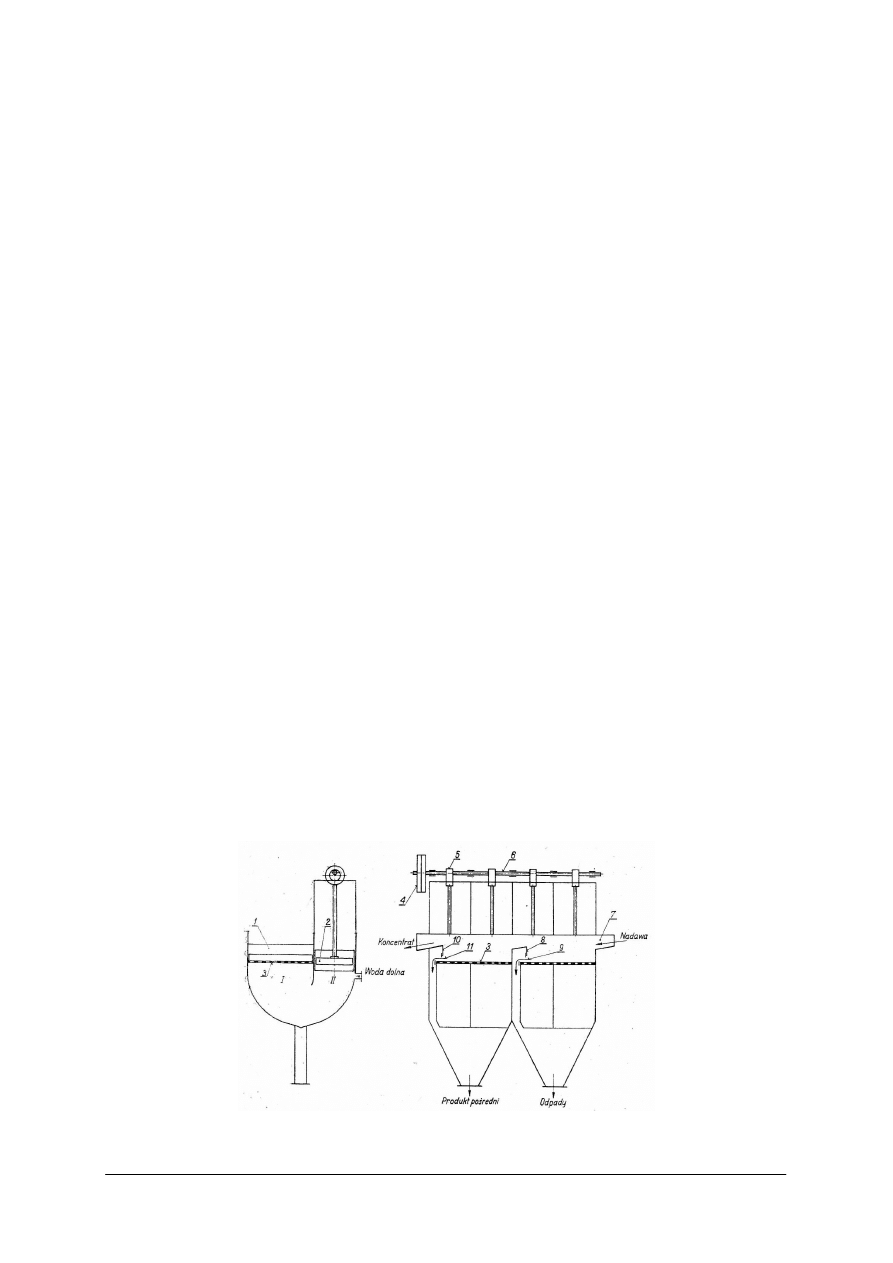
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
i cięższe ziarna produktu pośredniego. Produkt pośredni odprowadzany jest szczeliną
wyładowczą
do
obrotowego
odbieralnika
skrzydełkowego
podającego
go
do
zsypu 11. Koncentrat węglowy jest odbierany zsypem 10. Łoża robocze wzbogacalnika
okryte są szczelną osłoną 12 wyposażoną u góry w odlot 13 powietrza roboczego. Powietrze
robocze unosi ze sobą drobne ziarna pyłu, które uławia się w cyklonach lub uławiaczach
innego typu.
Wzbogacanie grawitacyjne w ośrodku wodnym
Wzbogacanie kopalin surowych w ośrodku wodnym, w zależności od rodzaju
stosowanych wzbogacalników, podzielić można na wzbogacanie:
−
w osadzarkach pulsacyjnych,
−
we wzbogacalnikach hydraulicznych,
−
we wzbogacalnikach strumieniowych,
−
na stołach koncentracyjnych,
−
w hydrocyklonach.
Wzbogacanie w osadzarkach pulsacyjnych kopalin użytecznych jest oparte na różnicy
prędkości opadania w ośrodku wodnym ziaren różniących się pomiędzy sobą gęstością.
Główny podział osadzarek pulsacyjnych wynika z ich rozwiązania konstrukcyjnego
elementów, wywołujących ruch pulsacyjny wody roboczej. Dzieli się więc je na osadzarki:
−
tłokowe,
−
beztłokowe,
−
z ruchomym łożem roboczym.
Przebieg procesu technologicznego, zachodzącego w osadzarkach pulsacyjnych,
objaśniony będzie na przykładzie osadzarki pulsacyjnej tłokowej.
Osadzarka tłokowa (rys. 18) jest zbudowana w kształcie podłużnej skrzyni o dnie
najczęściej zaokrąglonym, podzielonej wzdłuż podłużnej osi na dwie komory.
Komora robocza I jest wyposażona w łoże robocze 1, którego dno jest wyłożone
na przykład sitem z blachy dziurkowanej 3, natomiast w komorze II jest umieszczony
tłok 2 wprawiany w pionowy ruch posuwisto-zwrotny mimośrodem 5, zaklinowanym na
wale 6, wprawianym w ruch obrotowy tarczą napędową 4. Tłok ten przy swoim ruchu
posuwisto-zwrotnym nadaje wodzie, wypełniającej skrzynię roboczą osadzarki, ruch
pulsacyjny (oscylacyjny). Dzięki temu w komorze roboczej 1 – ponad łożem roboczym
osadzarki – następuje okresowy ruch wznoszący i opadający strumienia wody.
Rys. 18. Schemat osadzarki pulsacyjnej tłokowej, trójproduktowej [1, T. I, s. 462]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Nadawę do osadzarki podaje się w sposób ciągły, równomiernym strumieniem,
korytem 7 wraz z pewną ilością wody transportowej, umożliwiającej ruch postępowy
podawanego materiału. Ponieważ osadzarka przedstawiona na rys.18 jest przeznaczona
do wzbogacania trójproduktowego, przeto łoże robocze podzielone jest na dwa odcinki
progiem 8, zaopatrzonym w szczelinę odbiorczą 9 dla ziaren produktu ciężkiego
(w przypadku wzbogacania węgla – dla odpadów) oraz w próg 10 wyposażony w szczelinę
odbiorczą 22; służącą do odprowadzania ziaren produktu pośredniego (lub przejściowego).
Dla uzyskania warunków technologicznych, umożliwiających rozdział ziaren materiału
surowego według ich gęstości, należy tak rozluźnić warstwę materiału surowego na
powierzchni, łoża roboczego, aby umożliwić ziarnom zawartym w tej warstwie opadanie
swobodne lub skrępowane. W okresie ruchu wody roboczej ku górze w przedziale roboczym
(przy ruchu tłoka ku dołowi) ziarna materiału surowego zostają uniesione, następuje
rozluzowanie warstwy wzbogacanego materiału i już w momencie zwalniania prędkości
wznoszącego się strumienia wody, gdy tłok zbliża się do swego najniższego położenia,
rozpoczyna się opadanie ziaren z prędkością końcową odpowiadającą ich gęstości. Ziarna
o większej gęstości opadać będą z większą prędkością i w ten sposób prędzej układać się będą
na powierzchni sita łoża roboczego. Ziarna o mniejszej gęstości (lżejsze), ponieważ mają
mniejszą prędkość końcową opadania, układać się będą na ziarnach o większej gęstości
(cięższych). Aby proces rozdziału materiału surowego na łożu. roboczym osadzarki
przebiegał prawidłowo, opadanie ziaren powinno być zakończone teoretycznie tuż przed
momentem rozpoczęcia się ponownego ruchu wody roboczej ku górze.
Założenie to nie jest praktycznie osiągalne w osadzarkach tłokowych. Ruch tłoka ku
górze wywołuje przymusowy ruch wody roboczej w komorze roboczej ku dołowi
z prędkością proporcjonalną do prędkości poruszającego się tłoka. Przymusowy (nie
swobodny) ruch wody roboczej ku dołowi powoduje zmiany w prędkości opadania ziaren,
zwłaszcza ziaren lekkich (o mniejszej prędkości opadania), i wciąganie tych ziaren w głąb
warstwy ziaren ciężkich o większej prędkości opadania. Zjawisko to jest technologicznie
szkodliwe, gdyż powoduje zaburzenie prawidłowości procesu rozdziału materiału surowego.
Aby ograniczyć do minimum prędkość opadania wody w przedziale roboczym, doprowadza
się pod tłok osadzarki wodę dodatkową tzw. dolną wodę roboczą. Woda ta, wypełniając
przestrzeń pod podnoszącym się ku górze tłokiem, ogranicza równocześnie prędkość
opadania wody w przedziale roboczym osadzarki.
Proces wzbogacania w osadzarkach pulsacyjnych może przebiegać według dwu zasad
technologicznych, w zależności od typu osadzarki, a mianowicie według zasady procesu:
−
hydrodynamicznego(osadzanie w warunkach dynamicznych),
−
statycznego (osadzanie w warunkach statycznych).
Zgodnie z zasadą procesu hydrodynamicznego rozdział materiału surowego przebiega
zarówno w prądzie wznoszącym się, jak i opadającym, przy czym osadzanie ziaren
rozpoczyna się już w momencie zmniejszania się prędkości wznoszącego się strumienia wody
do wielkości nieco mniejszej od prędkości opadania ziaren.
W pierwszym okresie wzbogacania, tj. podczas wznoszącego się ruchu wody
w przedziale roboczym osadzarki, wyróżnia się trzy fazy charakterystyczne:
−
w pierwszej fazie, przy ruchu wody ku górze, następuje rozluzowanie warstwy
wzbogacanego materiału przez uniesienie ziaren ponad łożem roboczym; w fazie tej
prędkość opadania ziaren jest równa zeru, a wpływ gęstości ziaren na zjawiska
technologiczne przeważa nad wpływem wielkości ziaren (ich masy);
−
w drugiej fazie, przy stopniowo zmniejszającej się prędkości ruchu wznoszącego się
strumienia wody, rozpoczyna się częściowe opadanie ziaren, przy czym prędkość ich
opadania jest wypadkową pomiędzy prędkością ruchu wody a prędkością opadania ziaren
w spokojnej wodzie (bez ruchu);

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
−
w trzeciej fazie, przy zanikającym ruchu wznoszącym wody roboczej, następuje opadanie
ziaren według zasad klasyfikacji hydraulicznej, przy czym na przebieg rozdziału ziaren
duży wpływ ma końcowa prędkość wznoszącego się jeszcze ruchu strumienia wody
roboczej.
Drugi okres procesu wzbogacania przebiega podczas ruchu wody roboczej ku dołowi.
W okresie tym można również wyróżnić trzy fazy osadzania ziaren:
−
w pierwszej fazie następuje wzrost prędkości opadania ziaren, aż do wyrównania tej
prędkości z prędkością ruchu wody ku dołowi; rozdział ziaren przebiega zgodnie
z zasada mi klasyfikacji hydraulicznej, a wpływ prędkości opadania wody na prędkość
ruchu ziaren o różnych gęstościach jest minimalny;
−
w drugiej fazie prędkość opadania ziaren jest równa prędkości ruchu wody; w fazie tej,
dla ziaren równo opadających, rozdział następuje wyłącznie w zależności od ich gęstości;
−
w fazie trzeciej prędkość opadania ziaren jest stała, wielkość jej natomiast wynika
z gęstości ziaren; rozdział materiału przebiega zgodnie z zasadami klasyfikacji
hydraulicznej.
W celu uzyskania technologicznie prawidłowej pracy osadzarek pulsacyjnych należy
spełnić trzy podstawowe warunki, a mianowicie:
−
odpowiednio dobrać skalę klasyfikacji materiału surowego kierowanego do wzbogacania,
−
prawidłowo ustalić wysokość pulsacji wody roboczej na łożu roboczym osadzarki,
−
prawidłowo dobrać liczbę pulsacji wody roboczej.
Automatyczna regulacja pracy osadzarek
Przebieg procesu wzbogacania w osadzarkach w dużej mierze zależy od prawidłowego
odbioru osadzonych na łożu roboczym warstw produktów ciężkich i utrzymania stałej ich
grubości (wysokości). Czas układania się warstw produktów podczas procesu rozdziału
materiału surowego zależy od chwilowej zawartości ziaren ciężkich i produktu pośredniego
w nadawanym materiale surowym, co z kolei powoduje duże wahania grubości ułożonych
warstw produktów wzbogacania.
Wzbogacanie w cieczach ciężkich
Wzrost trudności wzbogacania surowych kopalin użytecznych, spowodowany wzrostem
zawartości w nich przerostów, a więc ziaren o gęstości mieszczącej się pomiędzy gęstością
ziaren zaliczanych do koncentratu i ziaren zaliczanych do odpadów, wymaga zastosowania
ośrodka (w którym przebiega proces wzbogacania), którego gęstość jest dostosowana do
gęstości rozdziału. Tego rodzaju ośrodek wzbogacania jest stosowany również w tych
przypadkach, gdy jest wymagany bardzo dokładny rozdział materiału surowego o wysokiej
jednorodności parametrów jakościowych otrzymywanych koncentratów. Takim ośrodkiem są
ciecze ciężkie.
Cieczą ciężką stosowaną w procesach technologicznych wzbogacania nazywa się każdą
ciecz, której gęstość jest większa od gęstości wody.
Zastosowanie cieczy ciężkich w przeróbce mechanicznej opiera się na znanym prawie
fizycznym pływania po powierzchni cieczy ziaren ciała stałego o gęstości mniejszej od
gęstości tej cieczy i tonięcia w niej ziaren o gęstości większej. W tym przypadku ciecz ciężka
jest sama czynnikiem rozdziału materiału surowego na dwa produkty wzbogacania
i potencjalnie zupełnie wystarcza do przeprowadzenia procesu rozdziału pod warunkiem, że
gęstość tej cieczy odpowiada ustalonej gęstości rozdziału wzbogacanego materiału. Przy tego
rodzaju założeniu proces technologiczny przebiega praktycznie zupełnie statycznie, bez
udziału dodatkowych czynników mechanicznych, mających istotny wpływ na przebieg tego
procesu. Stosowane w tym procesie urządzenia mechaniczne we wzbogacalnikach mają

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
zapewnić ciągłość przepływu cieczy ciężkiej przez wzbogacalnik oraz umożliwić ciągłość
odbioru produktów wzbogacania. W niektórych przypadkach urządzenia mechaniczne,
zabudowane we wzbogacalnikach, służą do utrzymania w sposób ciągły pełnych własności
technologicznych stosowanej cieczy ciężkiej.
Bardzo wysoka dokładność przebiegu procesu wzbogacania w cieczach ciężkich, mała
wrażliwość na okresowe przeciążenia wzbogacalnika wzbogacanym materiałem, oraz wiele
innych zalet spowodowało, że są one coraz szerzej stosowane do wzbogacania węgla
surowego, rud żelaza, rud cynkowo-ołowiowych, manganu, wolframu, cyny, magnetytu, rud
niemetalicznych i wielu innych kopalin użytecznych.
Ciecze ciężkie zawiesinowe
Podstawową cieczą ciężką dla przemysłowych procesów wzbogacania jest ciecz ciężka
zawiesinowa. Ciecz ciężka zawiesinowa jest to mieszanina wody i miałko rozdrobionego
minerału ciężkiego, nierozpuszczalnego w wodzie, lecz tworzącego w niej zawiesinę. Minerał
ciężki stosowany do tworzenia zawiesiny nazywa się obciążnikiem. Wymiar największych
ziaren obciążnika nie przekracza zazwyczaj 0,1 do 0,3 mm.
Można zatem przyjąć następujące określenie definiujące ciecz ciężką zawiesinową: jest
to bardzo drobno uziarniona zawiesina utworzona z jednego lub kilku ciał stałych o wysokiej
gęstości w podstawowym ośrodku wodnym.
Obciążnikami do sporządzania cieczy ciężkich zawiesinowych są: piasek kwarcowy,
baryt, magnetyt.
Ciecz ciężka zawiesinowa stanowi zbiór bardzo drobnych ziaren obciążnika
równomiernie rozproszonych w wodzie i znajdujących się w stanie pozornego zawieszenia
lub pływania. Ziarna te jednak w rzeczywistości opadają w wodzie z niniejszą lub większą
prędkością w zależności od rodzaju zastosowanego obciążnika i jego uziarnienia.
Mając na uwadze prędkość opadania ziaren obciążnika w wodzie, ciecze ciężkie
zawiesinowe można podzielić na dwie grupy, a mianowicie:
−
ciecze ciężkie o zawiesinie stałej,
−
ciecze ciężkie o zawiesinie niestałej.
Charakterystyczne własności cieczy ciężkiej zawiesinowej
Ciecz ciężką zawiesinową charakteryzuje wiele czynników fizycznych, z których
najważniejsze są:
−
gęstość,
−
lepkość,
−
stałość zawiesiny (obciążnika),
−
odporność obciążnika na rozdrabianie mechaniczne ziaren w okresie jego obiegu
roboczego,
−
odporność ziaren obciążnika na działanie chemiczne ośrodka.
Ogólne zasady wzbogacania w cieczach ciężkich
Ciecze zawiesinowe stosowane do wzbogacania surowych kopalin na skalę przemysłową
powinny odznaczać się dużą stałością zawiesiny w celu uniknięcia wahań jej gęstości, a tym
samym w celu uzyskania produktów wzbogacania o ustabilizowanych parametrach
jakościowych. Poza tym w celu uzyskania możliwości wzbogacania klas ziarnowych o dość
niskim dolnym wymiarze tej klasy, ciecz zawiesinowa powinna charakteryzować się małą
lepkością. Równocześnie jednak dla łatwiejszego odzyskania obciążnika, po wykonaniu pracy
wzbogacania, i zmniejszenia jego strat korzystna jest mniejsza jego stałość, w przypadku gdy
odzysk obciążnika jest prowadzony sposobem grawitacyjnym. Odzysk obciążnika,
charakteryzującego się bardzo wysoką stałością w urządzeniach typu grawitacyjnego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
wymaga zainstalowania urządzeń o dużej pojemności i powierzchni roboczej. System
grawitacyjnego odzysku obciążnika stosowany jest głównie w przypadku obciążników
o dużej gęstości i małej stałości.
Proces odzysku obciążnika jest określany jako regeneracja. Niezależnie od grawitacyjnej
regeneracji obciążnika, stosowanej przede wszystkim do obciążników kwarcowych
(piaskowych), stosuje się regenerację magnetyczną dla obciążników o własnościach
magnetycznych (magnetyt, hematyt,) lub regenerację flotacyjną dla takich obciążników jak
baryt i piryt. W celu zwiększenia odzysku obciążnika wszystkie produkty wzbogacania muszą
być dokładnie spłukane czystą wodą. Woda ta, określana jako ciecz zawiesinowa
rozcieńczona, kierowana jest do urządzeń regeneracyjnych. Jednak w przemysłowym procesie
wzbogacania część obciążnika jest odprowadzana wraz z produktami wzbogacania, a pewna
jego część jest tracona w urządzeniach regeneracyjnych i w procesach odmulania cieczy
zawiesinowej.
Ubytek obciążnika w cieczy zawiesinowej jest spowodowany nie tylko jego stratą
w produktach wzbogacania, lecz również przez częściową utratę jego własności. Na przykład
magnetyt, charakteryzujący się wyraźną strukturą krystaliczną, dość trudno – w czasie jego
obiegu roboczego – rozdrabia się na ziarna o wymiarze koloidalnym i nie jest odprowadzany
z obiegu w procesie odmulania cieczy zawiesinowej. Obciążniki o miękkiej i kruchej
strukturze ziaren ulegają stopniowemu rozdrobieniu w obiegu roboczym, przy czym niektóre
z nich tworzą zawiesinę o charakterze koloidalnym, zwiększając lepkość cieczy. Ziarna tego
rodzaju muszą być usuwane z obiegu w procesie odmulania, co powoduje zwiększanie się
strat (zużycia) obciążnika. Straty obciążnika wzrastają również w przypadku
niekontrolowanego nadmiernego jego rozdrobienia w czasie przygotowywania go do
uzupełnienia strat, przy czym przeważająca ilość tych ziaren jest odprowadzana z obiegu
roboczego w procesie odmulania cieczy roboczej.
Wzbogacanie w cieczach zawiesinowych może przebiegać w sposób statyczny, ściśle
według założonej gęstości tej cieczy. Niemniej jednak w warunkach wzbogacania
przemysłowego nie istnieje możliwość utrzymania cieczy zawiesinowej w zupełnym
bezruchu, choćby ze względu na konieczność odprowadzenia ze wzbogacalnika produktów
wzbogacania. Z tej też przyczyny, dla uzyskania ciągłości procesu, ciecz zawiesinowa musi
mieć ruch (przepływ) poziomy, umożliwiający odprowadzenie produktu pływającego.
Umieszczenie krawędzi progu przelewowego poniżej krawędzi rynny nadawczej zapewnia
poziomy przepływ cieczy. Przy założonej niskiej warstwie strumienia odprowadzanej cieczy
ze wzbogacalnika, a więc przy małej prędkości przepływu cieczy, zabudowuje się nad
progiem przelewowym urządzenie zgarniające, którego elementy robocze są zanurzone
poniżej zwierciadła cieczy.
Proces wzbogacania we wzbogacalnikach zawiesinowych pozwala w zasadzie –
w pojedynczym wzbogacalniku – na wydzielenie tylko dwu produktów wzbogacania przy
gęstości rozdziału ustalonej gęstością zastosowanej cieczy zawiesinowej. W przypadku
konieczności
wzbogacania
trójproduktowego
stosuje
się
układ
dwu
odrębnych
wzbogacalników zasilanych dwoma odrębnymi obiegami cieczy roboczej o odpowiednio
dobranych gęstościach. Wzbogacalniki trojproduktowe są konstruowane jako zwarty zespół
konstrukcyjny dwu wzbogacalników dwuproduktowych. W niektórych rozwiązaniach
konstrukcyjnych uzyskuje się wzbogacanie trójproduktowe, wykorzystując mniejszą stałość
zawiesiny, która opadając zwiększa gęstość niższych warstw cieczy we wzbogacalniku, oraz
doprowadzając do tej warstwy określoną ilość dodatkowej cieczy zawiesinowej
o zwiększonej gęstości. Wzbogacalniki tego rodzaju są wyposażone w dodatkowe urządzenia
mechaniczne, służące do odprowadzenia ziaren produktu pośredniego (przejściowego).
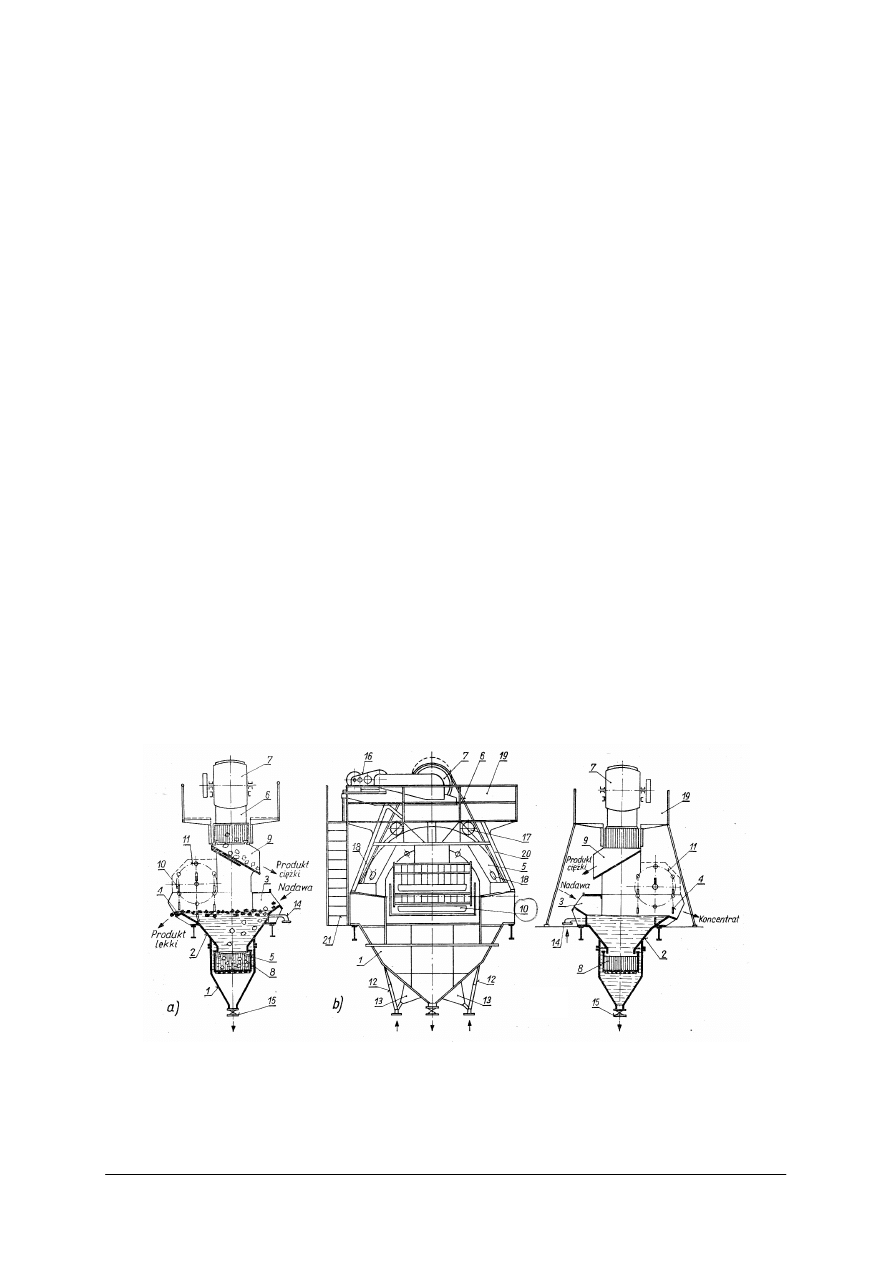
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Proces wzbogacania w cieczach zawiesinowych wymaga wprowadzenia dodatkowych
operacji pomocniczych, związanych bezpośrednio z tym rodzajem technologii wzbogacania;
do operacji tych zalicza się:
−
wyodrębnione obiegi cieczy zawiesinowej o gęstości roboczej i obiegi cieczy
rozcieńczonej; przy wzbogacaniu trójproduktowym konieczne są dwa odrębne obiegi
roboczej cieczy zawiesinowej o różnych gęstościach cieczy oraz obieg cieczy
rozcieńczonej;
−
obieg odmulania i oczyszczania cieczy zawiesinowej;
−
regenerację obciążnika i uzupełnianie strat obciążnika w obiegu roboczym;
−
kontrolę i regulację gęstości cieczy roboczej.
Wzbogacalniki zawiesinowe
Najczęściej przyjmuje się podział wzbogacalników oparty na cechach konstrukcyjnych
lub konstrukcyjno-technologicznych na wzbogacalniki:
−
z kołami łopatkowymi,
−
korytowe,
−
głębokie z mechanicznym odbiorem produktów,
−
z mechaniczną stabilizacją obciążnika,
−
z podnośnikami hydrauliczno-powietrznymi,
−
zawiesinowe hydrauliczne,
−
bębnowe obrotowe,
−
hydrocyklonowe,
−
innych typów.
Wzbogacalnik
zawiesinowy
dwuproduktowy
typu
Disa-2S.
Dwuproduktowe
wzbogacalniki Disa-2S buduje się w czterech wielkościach. Wzbogacalniki te stosuje się do
wzbogacania węgla; mogą być one stosowane również do wzbogacania rud. Uziarnienie
kopaliny surowej kierowanej do wzbogacania może wynosić od 10 do 400 mm.
Wzbogacalniki tego typu dostosowane są do pracy z magnetytową cieczą zawiesinową.
Rys. 19. Wzbogacalnik zawiesinowy dwuproduktowy Disa-2S [1, T. I, s. 606]
Do skrzyni 1 wzbogacalnika (rys. 19a) umocowane jest koryto robocze 2, wyposażone
w zsuwnię nadawczą 3 i w zsuwnię odbiorczą 4 produktu lekkiego. Koło wynoszące
5 produktu ciężkiego jest zawieszone na pasie gumowym 6, opasującym bęben napędowy
c)
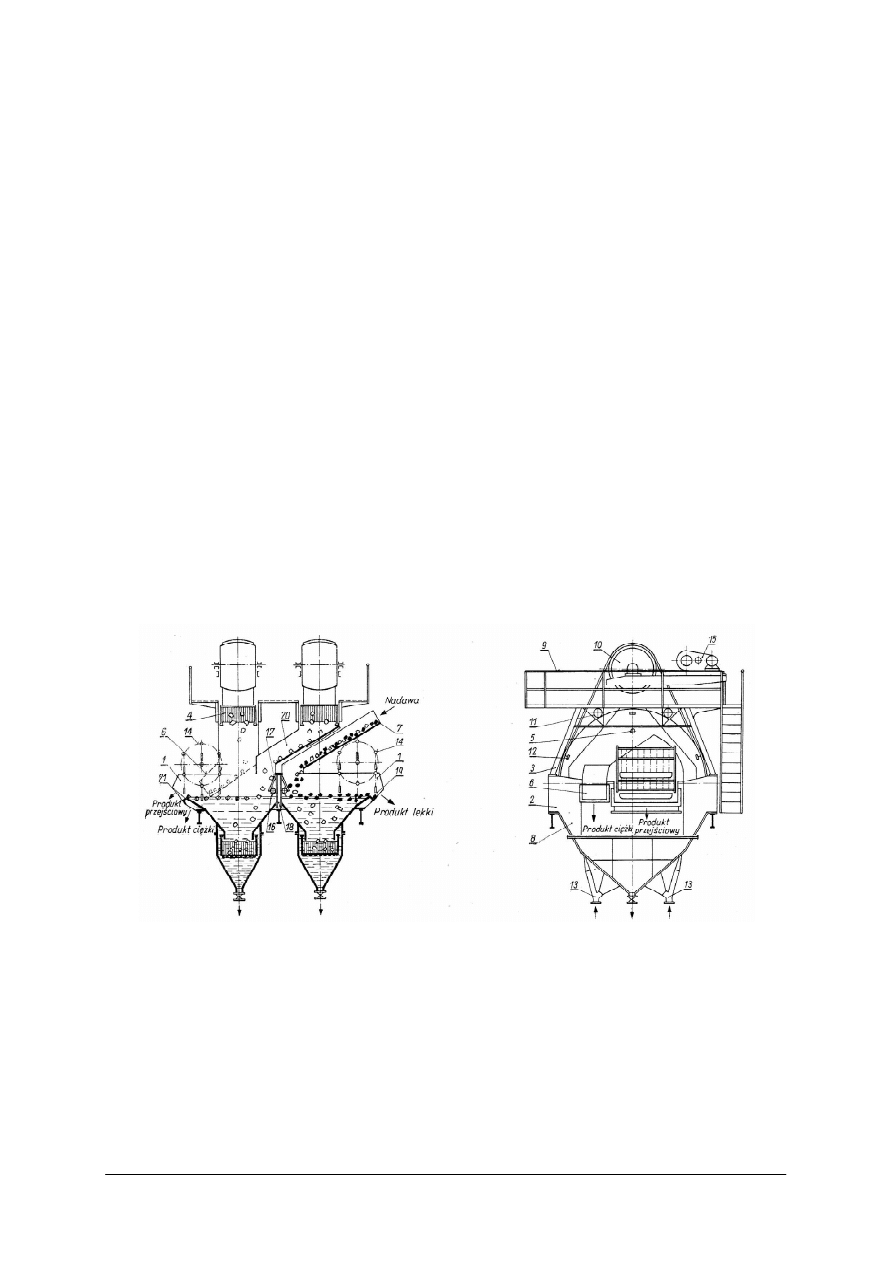
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
7. Koło łopatkowe 5 jest dociskane do pasa napędowego rolkami 17 (rys. 19b), a jego
pionowe prowadzenie zabezpieczają rolki 18 zabudowane po obu stronach zewnętrznej
obudowy koła. Nadawa jest podawana do koryta nadawczego 3 bezpośrednio na
powierzchnię lustra cieczy. Produkt lekki jest odbierany korytem odbiorczym 4. Produkt
ciężki opada do koszy 8 koła wynoszącego i zsypywany jest do koryta odbiorczego 9.
Produkt lekki zgarniany jest z powierzchni cieczy łopatkami 10 zgarniacza obrotowego 11.
Ciecz zawiesinową podaje się do skrzyni wzbogacalnika przewodami 12
oraz 13 o wąskich szczelinach wypływu oraz dwoma przewodami 14, zabudowanymi poniżej
koryta nadawczego 3, przy czym ciecz wprowadzana jest poniżej lustra cieczy wypełniającej
skrzynię wzbogacalnika. W okresach czyszczenia wzbogacalnika opróżnia się go z cieczy
rurą odpływową zamkniętą zaworem 15. Bęben 7 napędzany jest silnikiem poprzez
przekładnię 16. Koryto odbiorcze produktu ciężkiego jest zabudowane w najwyższym
punkcie wewnętrznego obwodu koła łopatkowego, co umożliwiło skonstruowanie koryta
roboczego o maksymalnej szerokości roboczej. Wzbogacalniki są wyposażone w pomosty 19
dla obsługi, wsparte na konstrukcji nośnej 20 oraz w drabinki 21.
Wzbogacalnik zawiesinowy trójproduktowy typu Disa-3S. Trójproduktowy wzbogacalnik
typu 3S jest konstrukcją bliźniaczą, złożoną z dwu dwuproduktowych wzbogacalników
połączonych w jedną całość po uprzednim dokonaniu koniecznych adaptacji konstrukcyjnych.
Wzbogacalniki pracują zasilane magnetytową cieczą zawiesinową doprowadzaną z dwu
odrębnych obiegów roboczych, różniących się gęstościami tych cieczy, dostosowanymi do
gęstości rozdziału w obiegu wzbogacania głównego pomiędzy produktem lekkim
a produktem przejściowym oraz w obiegu wzbogacania wtórnego pomiędzy produktem
przejściowym a produktem ciężkim.
Rys. 20. Wzbogacalnik zawiesinowy trójproduktowy Disa-3S [1, T. I, s.608]
Koryta robocze 1 wzbogacalnika (rys. 20) są umocowane do dwu odrębnych
skrzyń 8, w których są zanurzone koła łopatkowe 4. Koryta robocze od strony zasilania ich
wzbogacanym materiałem są połączone pomiędzy sobą w jedną całość konstrukcyjną. Na
konstrukcji wsporczej 3 umocowane są podesty obsługi 9 oraz konstrukcja podporowa
bębnów 10, napędzających koła łopatkowe.
Bębny napędowe są uruchamiane z przekładni napędowych 15. Prostopadle do
płaszczyzny kół łopatkowych umocowana jest oś 5, służąca do podparcia koła łopatkowego
w okresie montażu lub w przypadku pęknięcia gumowego pasa napędowego. Odpowiednie
zanurzenie koła łopatkowego utrzymują krążki 11, natomiast pionowe prowadzenie koła
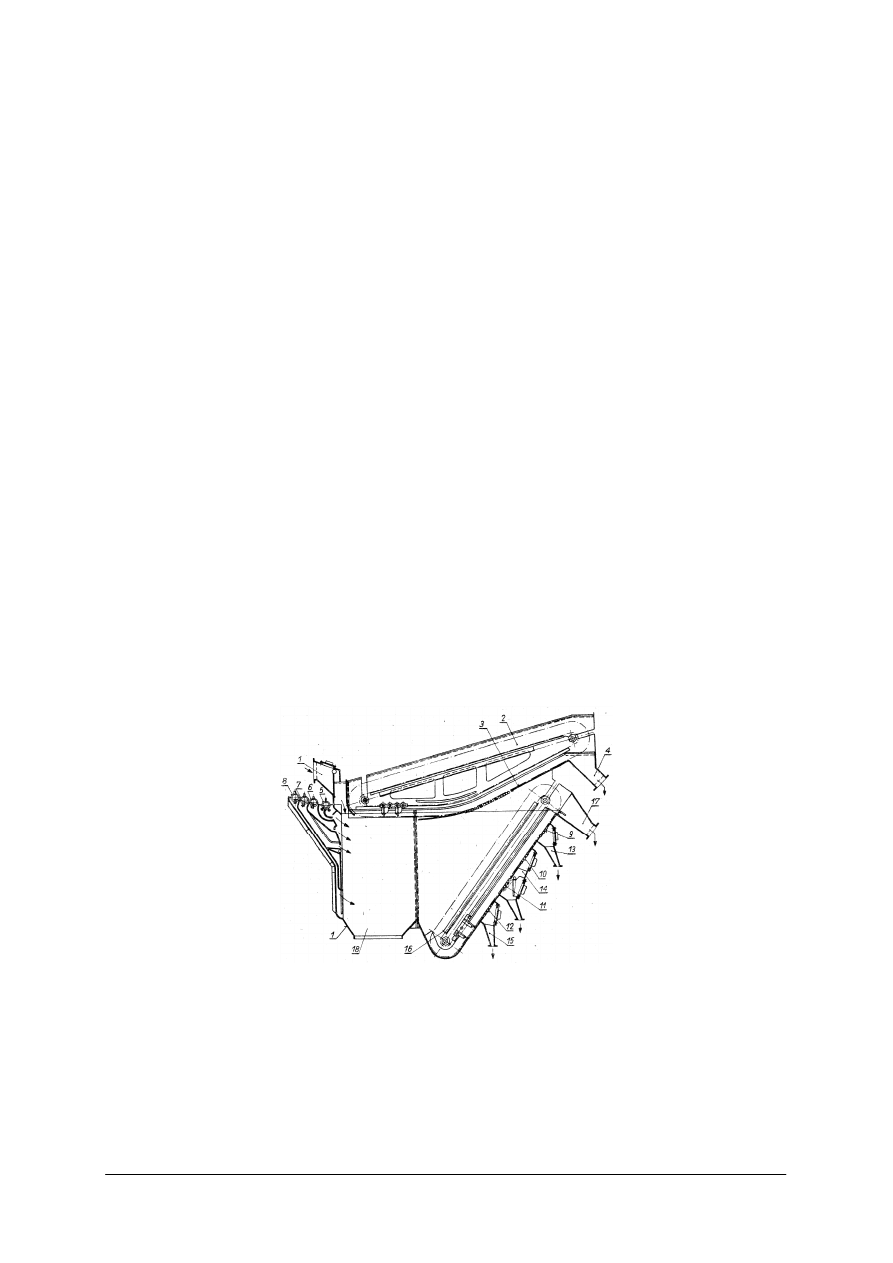
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
zabezpieczają zestawy krążków 12. Ciecz zawiesinową doprowadza się przewodami, osobno
do każdej skrzyni w ich dolnej części, poprzez wąskie szczeliny (płaskie dysze)
umiejscowione na dwu poziomach oraz przewodami 16, znajdującymi się tuż przy ścianie
działowej. Przewody są osłonięte blachami, zabezpieczającymi je przed uszkodzeniem
materiałem podawanym do wzbogacania.
Nadawę podaje się korytem nadawczym 7 w pobliże ściany działowej. Ziarna produktu
lekkiego odprowadzane są korytem odbiorczym 29. Zgarniacz łopatkowy 14 ułatwia
odprowadzenie tego produktu. Tonący w cieczy produkt przejściowy oraz produkt ciężki
podnoszone są kołem łopatkowym i zsypywane do koryta 20, podającego ten materiał do
drugiego przedziału wzbogacalnika. W przedziale tym następuje wydzielenie pływającego
produktu przejściowego, który jest odprowadzany korytem 21. Zgarniacz łopatkowy
przyspiesza odprowadzenie tego produktu z powierzchni cieczy. Produkt ciężki tonący
w cieczy jest podnoszony kołem łopatkowym i wysypywany na zsuwnię 6.
Wzbogacalniki głębokie z mechanicznym odbiorem produktów wzbogacania
Wzbogacalniki tej grupy charakteryzują się głęboką skrzynią roboczą o dużej pojemności
cieczy roboczej. Produkty wzbogacania są odbierane ze wzbogacalnika przenośnikami
zgrzebłowymi lub podnośnikami zgrzebłowymi, przy czym w niektórych rozwiązaniach
konstrukcyjnych do odbioru ziaren produktu lekkiego stosuje się obrotowe zgarniacze
skrzydełkowe. Ze względu na dużą głębokość skrzyni roboczej istnieje możliwość
równoczesnego otrzymywania trzech produktów wzbogacania, wykorzystując możliwość
wytworzenia w skrzyni roboczej warstw cieczy zawiesinowej o rosnącej – wraz z głębokością
– gęstości cieczy.
Wzbogacalnik zawiesinowy trójproduktowy typu Tromp (rys. 21). Wzbogacalnik ten
może pracować z zastosowaniem cieczy zawiesinowej magnetytowej, z wypałków
pirytowych lub z zendry kuziennej – o uziarnieniu poniżej 100 µm; może być również sto-
sowana mieszanina tych trzech obciążników.
Rys. 21. Wzbogacalnik zawiesinowy trójproduktowy Tromp [1, T. I, s. 625]
Wzbogacalnik jest skonstruowany w postaci głębokiej skrzyni o przekroju pionowym
zbliżonym do trójkąta. Nadawę do wzbogacalnika podaje się zsuwnią nadawczą 1 na
powierzchnię cieczy zawiesinowej. Ziarna produktu lekkiego unoszone na powierzchni cieczy
transportowane są dolną gałęzią przenośnika zgrzebłowego 2 na wznoszące się ku górze
szczelinowe sito odwadniające 3 i do rynny wyładowczej 4. Ciecz zawiesinową doprowadza
się czterema rurami 5, 6, 7 oraz 8 do komór rozdzielczych, z których wypływa ona
szczelinami wlotowymi rozmieszczonymi na czterech poziomach w pionowej ścianie – od

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
strony zasilania wzbogacalnika nadawą. Każdy z kolejno doprowadzonych strumieni cieczy
zawiesinowej ma gęstość wzrastającą od góry ku dołowi, przy czym każdy z tych strumieni
ma wyodrębniony zamknięty obieg roboczy. W ten sposób powstaje w skrzyni roboczej kilka
stref o stopniowo wzrastającej gęstości tak uregulowanej, aby na pewnej założonej głębokości
gęstość ta odpowiadała gęstości rozdziału pomiędzy produktem przejściowym a produktem
ciężkim. Poziomo płynące strumienie cieczy zawiesinowej wypływają ze wzbogacalnika
przez szczeliny wylotowe zabezpieczone sitami szczelinowymi 9, 11 oraz 12 do
wylewów 13, 14 i 15. Zawieszone w tej strefie ziarna produktu przejściowego płyną wraz
z cieczą w kierunku skośnie zabudowanego przenośnika zgrzebłowego 16, wynoszącego je
ponad zwierciadło cieczy do przelewu wyładowczego 17. Produkt przejściowy odwadnia się
z cieczy roboczej, a następnie opłukuje z ziaren obciążnika na przesiewaczu odwadniającym.
Ziarna produktu ciężkiego opadające na dno wzbogacalnika są wynoszone podnośnikiem
zabudowanym u wylotu skrzyni roboczej.
Ilość cieczy zawiesinowej doprowadzanej do kolejnych obiegów regulowana jest
automatycznie regulatorami.
Flotacja jest to wzbogacanie fizykochemiczne, czyli rozdział materiału surowego według
zdolności unoszenia się w ośrodku ciekłym. W procesie tym wzbogaca się ziarna od 5 µm do
1 mm (w praktyce 0,5 mm). Do rozdziału wykorzystuje się własności fizykochemiczne
ziarna, np. powierzchniową zwilżalność lub trudnozwilżalność powierzchniową ziarna lub
własności hydrofobowe (ziarna niezwilżalne – kamień) i hydrofilne (ziarna zwilżalne –
koncentrat). Najczęściej stosuje się flotację pianową.
Rozróżniamy flotacje kolektywną, podczas której wydzielamy wszystkie ziarna
użyteczne oraz flotację selektywną, podczas której wydzielamy różne klasy koncentratu.
W procesie flotacji wyróżniamy następujące fazy: stała – nadawa, ciekła – menty,
gazowa – pęcherzyki. W czasie flotacji należy utrzymywać żądane stężenie pH ośrodka
ciekłego. W czasie flotacji może wystąpić zjawisko flokulacji, zwiększenia wydajności, czyli
przyczepianie się kilku ziarenek do jednego pęcherzyka powietrza.
Flotacja pianowa polega na przyczepianiu się ziaren mineralnych do pęcherzyków powietrza
wprowadzonego do mieszaniny zwanej mentami flotacyjnymi (woda + drobno zmielona
kopalina). Pęcherzyki powietrza wraz z przyczepionymi do nich ziarnami wypływają na
powierzchnie tworząc tam pianę, która jest wygarniana do koryta.
Odczynniki flotacyjne
W procesie technologicznym flotacji decydujące znaczenie mają odczynniki flotacyjne,
wpływające w sposób zasadniczy na jakościowy przebieg wzbogacania oraz na prędkość tego
przebiegu. Od jakości i rodzaju dobranych odczynników flotacyjnych oraz od ich własności
zależy skuteczność i ekonomika flotacji. Szczególnie ważnym problemem jest dobór
właściwych odczynników przy wzbogacaniu rud.
Odczynniki flotacyjne, zależnie od rodzaju ich oddziaływania na przebieg procesu
technologicznego, dzieli się na:
−
pianotwórcze,
−
zbierające (zbieracze lub kolektory),
−
modyfikujące (regulatory flotacji).
Do odczynników modyfikujących należą:
−
odczynniki depresujące (depresory),
−
odczynniki aktywujące (aktywatory),
−
regulatory pH zmieniające stopień stężenia jonów wodorowych w zawiesinie flotacyjnej,
−
peptyzatory i flokulatory,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
−
odczynniki oczyszczające ośrodek wzbogacania flotacyjnego.
Odczynniki pianotwórcze. Odczynniki tej grupy stosuje się do wytworzenia możliwie
trwałej piany. Uzyskuje się to przez powleczenie powierzchni pęcherzyków powietrza, na ich
kontakcie fazowym: gaz-ciecz, błonką odczynnika pianotwórczego, zmniejszającą napięcie
powierzchniowe na granicy tych faz.
Odczynniki zbierające. Odczynniki te wprowadzone do zawiesiny flotacyjnej pokrywają
bardzo cienką błonką powierzchnię ziaren flotujących, eliminują do minimum hydratację
powierzchni ziaren, ułatwiają mineralizację tych ziaren na powierzchni pęcherzyków
powietrza i umożliwiają tym samym szybkie wyniesienie ich na powierzchnię zawiesiny
flotacyjnej.
Odczynniki modyfikujące. Odczynniki takie stosowane są do:
−
modyfikacji powierzchni ziaren flotujących, przy czym dwie ich grupy mają własności
przeciwne, a mianowicie: pierwsza grupa modyfikatorów ma za zadanie uaktywnienie
powierzchni ziaren i nadanie ziarnom własności flotacyjnych; odczynnika tej grupy
nazywa się aktywatorami, natomiast druga grupa tych odczynników ma za zadanie
okresowe (chwilowe) pozbawienie ziaren ich własności flotacyjnych; odczynniki tej
grupy nazywa się depresorami;
−
regulacji stężenia jonów wodorowych (pH) ośrodka flotującego; regulatory dzieli się na
alkalizujące, których zadaniem jest zwiększenie stopnia zasadowości ośrodka,
i zakwaszające, tj. zwiększające odczyn kwaśny ośrodka flotującego;
−
koagulacji i peptyzacji.
Odczynniki oczyszczające. Odczynniki tego typu są niezbędne w procesie flotacji, gdyż
w wyniku zachodzących reakcji chemicznych pomiędzy wszystkimi składnikami zawiesiny
flotacyjnej mogą powstać dodatkowe substancje – związki chemiczne, których obecność
w ośrodku flotacyjnym może utrudniać, a nawet uniemożliwiać przebieg procesu
technologicznego (substancje aflotacyjne).
Flotowniki dzieli się według ich rozwiązania konstrukcyjnego, sposobu aeracji zawiesiny
flotacyjnej i ich przeznaczenia technologicznego. W większości jednak przypadków podziału
dokonuje się według sposobu aeracji zawiesiny flotacyjnej.
Na podstawie tego założenia flotowniki dzieli się na:
−
flotowniki mechaniczne, w których aeracja zawiesiny flotacyjnej następuje pod wpływem
działania wirnika zanurzonego w zawiesinie i zasysającego powietrze z atmosfery oraz
flotowniki mechaniczno-pneumatyczne, w których zawiesinę flotacyjną napowietrza się
powietrzem sprężonym dostarczanym z zewnątrz i dyspergowanym przez wirnik;
−
flotowniki pneumatyczne, w których zawiesinę flotacyjną napowietrza się powietrzem
sprężonym, a jego dyspergowanie następuje przez porowatą przeponę lub przez
swobodny jego przepływ przez warstwę zawiesiny flotacyjnej;
−
flotowniki próżniowe – aeracja następuje przez obniżenie ciśnienia ponad zwierciadłem
zawiesiny flotacyjnej;
−
flotowniki innych typów.
Flotowniki mechaniczne i mechaniczno-pneumatyczne
We flotownikach mechanicznych wytwarzanie pęcherzyków powietrza następuje przez
szybkie mieszanie zawiesiny flotacyjnej wirującym wirnikiem. Wytwarzane pęcherzyki mają
w przeważającej mierze średnice od 0,5 do 1,2 mm (około 80%). Pozostała ilość
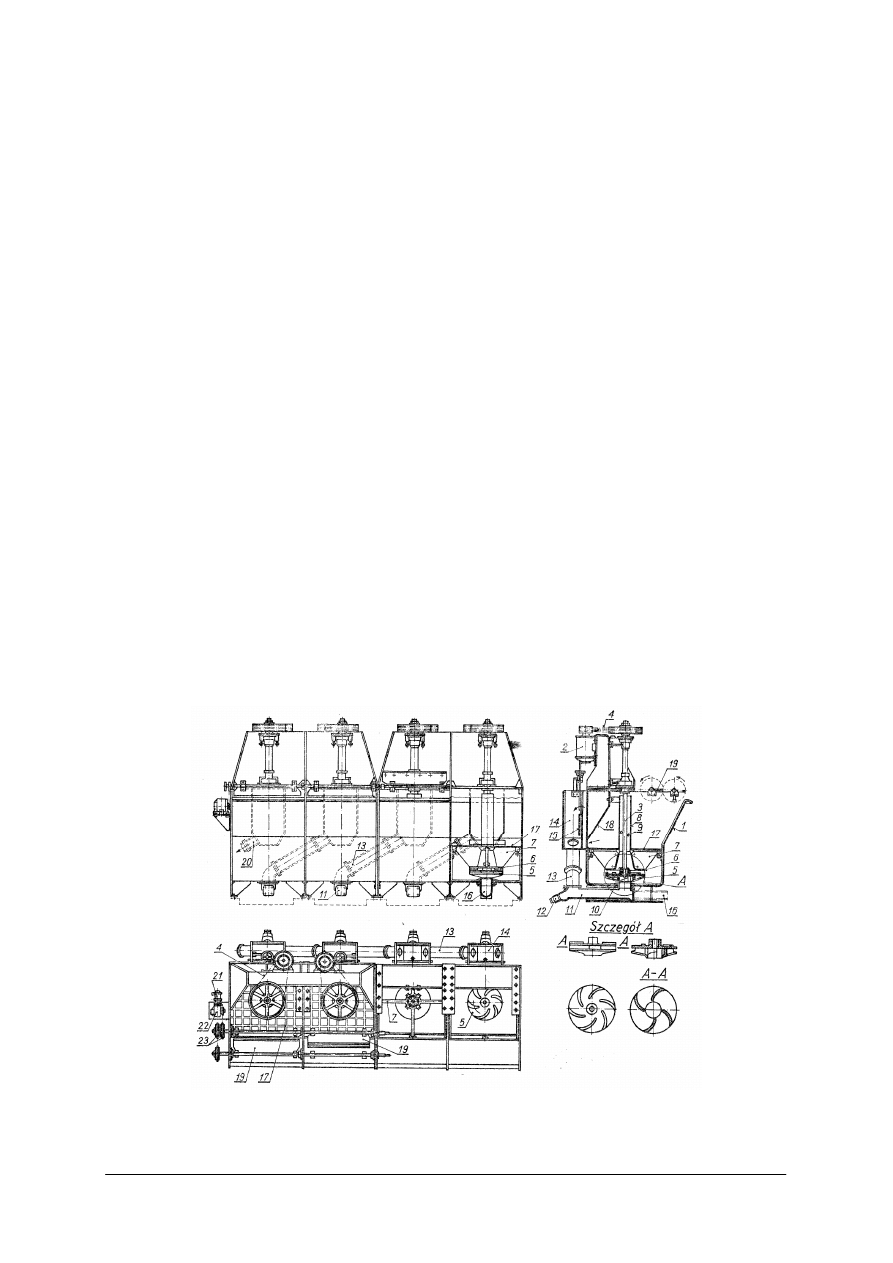
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
pęcherzyków ma średnice większe lub mniejsze. Do flotowników mechaniczno-
pneumatycznych dostarcza się dmuchawami (sprężarkami) dodatkowe powietrze w rejon
wirowania wirnika, zwiększając w ten sposób stopień nasycenia zawiesiny flotacyjnej pęche-
rzykami powietrza. Flotowniki mechaniczne i mechaniczno-pneumatyczne buduje się jako
flotowniki komorowe, w których w czasie przebiegu procesu flotacji zawiesina flotacyjna
przepływa przez kolejne komory poprzez specjalne skrzynki pośrednie, oraz jako flotowniki
korytowe, w których nie ma przegród wydzielających w sposób jednoznaczny kolejne
komory, a podział flotownika na przedziały dokonany jest przegrodami nie dochodzącymi do
dna flotownika. Flotowniki mechaniczne i mechaniczno-pneumatyczne należą do najbardziej
rozpowszechnionej grupy konstrukcyjnej flotowników na świecie.
Flotowniki pneumatyczne
We flotownikach pneumatycznych wytwarzanie pęcherzyków powietrza w zawiesinie
flotacyjnej następuje przez wprowadzanie do niej w sposób ciągły powietrza sprężonego,
przepływającego przez porowatą przesłonę lub bezpośrednio wtłaczanego do tej zawiesiny.
Flotowniki próżniowe
We flotownikach próżniowych czynnikiem roboczym, powodującym aerację zawiesiny
flotacyjnej, jest gaz (powietrze) rozpuszczony w wodzie (w zawiesinie flotacyjnej), który
wydziela się z niej w postaci pęcherzyków powietrza w wyniku wytworzenia podciśnienia
nad zwierciadłem zawiesiny. W wodzie znajdującej się pod ciśnieniem atmosferycznym
objętość rozpuszczonego w niej powietrza wynosi 2% jej objętości.
Flotownik mechaniczny typu FM-2,5. Flotownik ten służy do wzbogacania rud
ołowiowych, ołowiowo-cynkowych, miedzi, molibdenu, antymonu, cyny, barytu oraz pirytu,
soli potasowych i talku.
Flotownik składa się z szeregu zespołów dwukomorowych (rys. 22) kompletowanych –
w zależności od potrzeb technologicznych – w odpowiednio duże układy.
Rys. 21. Flotownik mechaniczny FM-2,5 [1, T. II, s. 119]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
W stalowej komorze 1 flotownika jest zabudowany pionowy wał 3 napędzany
silnikiem 2 poprzez układ pasów klinowych 4. Wirnik 5 o budowie klatkowej (rys. 22 –
szczegół A) jest umocowany w dolnym końcu wału. Górna powierzchnia wirnika wy-
posażona jest w sześć wygiętych łopatek, wykonanych w postaci nadlewów. Wirnik ma
wewnątrz cztery łukowo wygięte łopatka. Tuż nad wirnikiem umieszczona jest nieruchoma
tarcza 6, umocowana do krzyżownicy 7. Wielkość szczeliny pomiędzy wirnikiem a tarczą
6 ustawia się za pomocą śrub nastawczych. Współosiowo do wału wirnika umieszczona jest
rura powietrzna 8 z czterema otworami 9. W czasie pracy flotownika przez otwory te wpływa
– zassana wirnikiem – zawiesina flotacyjna, która wprowadzana jest z powrotem do komory
roboczej flotownika górnymi łopatkami wirnika.
Zawiesina flotacyjna wprowadzona wirnikiem do dolnej części, komory roboczej
nasycana jest powietrzem zasysanym rurą powietrzną 8 z atmosfery. Powietrze atmosferyczne
jest zasysane dzięki wytworzeniu w rurze 8 (ponad otworami 9) podciśnienia. Układ ten
umożliwia wewnętrzną cyrkulację zawiesiny flotacyjnej oraz jej napowietrzanie. Rozbijania
zassanego powietrza na pęcherzyki dokonuje mechanicznie wirnik. Pewna ilość pęcherzyków
powietrza wyzwala się w strefie przy wirnikowej z powietrza rozpuszczonego w zawiesinie
flotacyjnej. Tuż pod wirnikiem umocowana jest tarcza 10. Odległość wirnika od tej tarczy
reguluje się opuszczaniem lub podnoszeniem pionowego wału wirnika.
Nadawę doprowadza się do pierwszej komory flotownika przewodem 16 tuż pod wirnik.
Tłoczona wirnikiem zawiesina flotacyjna, nasycona pęcherzykami powietrza, wpływa ruchem
wirowym do dolnej części komory flotacyjnej. Pionowa krzyżownica 7, stanowiąca rodzaj
statora, uspokaja ruch wirowy zawiesiny, która z kolei przepływa ku górze przez otwory
(o wymiarze 100 mm) poziomego sita 17. Zadaniem tego sita jest ostateczne uspokojenie
ruchu wirowego zawiesiny i jej laminarny przepływ do górnej części komory. W dolnej
części komory flotacyjnej następuje już zasadnicza mineralizacja pęcherzyków powietrza.
Uzupełniająca mineralizacja pęcherzyków powietrza następuje w górnej części komory.
Unoszące się ku górze zmineralizowane pęcherzyki powietrza kierowane są nachyloną
ś
cianką 18 w kierunku krawędzi odbiorczej flotownika.
Zmineralizowana piana jest zgarniana z powierzchni zawiesiny flotacyjnej zgarniaczami
19. Nadmiar zawiesiny flotacyjnej (doprowadzanej do flotownika w sposób ciągły) przepływa
do zbiornika 14, przez nastawny przelew 15, z którego przewodem 13 i 11 jest zasysana do
sąsiedniej komory flotownika. Flotownik opróżnia się z zawiesiny flotacyjnej przez wyjęcie
korka 12. Odpady flotacyjne odprowadza się przewodem 20. Zgarniacze napędzane są
silnikiem 21 przez reduktor 22 i koła napędowe 23.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są własności fizyczne wykorzystywane przy wzbogacaniu?
2.
Jakie znasz rodzaje wzbogacania?
3.
Co to jest wzbogacanie grawitacyjne?
4.
Jakie znasz rodzaje osadzarek pulsacyjnych?
5.
Co to jest ciecz ciężka zawiesinowa?
6.
Jakie są własności cieczy ciężkiej zawiesinowej?
7.
Jakie znasz rodzaje wzbogacalników zawiesinowych?
8.
Co to jest flotacja pianowa?
9.
Co to są odczynniki flotacyjne?
10.
Jak dzielimy flotowniki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj na podstawie opisu budowy i zasady działania wzbogacalniki i dokonaj ich
klasyfikacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy wraz z potrzebnymi przyborami,
2)
odszukać w materiałach dydaktycznych rodzaje wzbogacalników,
3)
zapoznać się z klasyfikacją wzbogacalników,
4)
rozpoznać wzbogacalniki,
5)
sklasyfikować wzbogacalniki,
6)
opisać i narysować rozpoznane wzbogacalniki.
Wyposażenie stanowiska pracy:
−
papier formatu A4,
−
przybory do pisania i kreślenia,
−
poradnik dla ucznia,
−
materiały dydaktyczne,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 2
Rozpoznaj na podstawie opisu budowy i zasady działania flotowniki i dokonaj ich
klasyfikacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy wraz z potrzebnymi przyborami,
2)
odszukać w materiałach dydaktycznych rodzaje flotowników,
3)
zapoznać się z klasyfikacją flotowników,
4)
rozpoznać flotowniki,
5)
sklasyfikować flotowniki,
6)
opisać i narysować rozpoznane flotowniki.
Wyposażenie stanowiska pracy:
−
papier formatu A4,
−
przybory do pisania i kreślenia,
−
poradnik dla ucznia,
−
materiały dydaktyczne,
−
literatura wskazana przez nauczyciela.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
omówić wzbogacanie w ośrodku powietrznym?
2)
omówić wzbogacanie w ośrodku wodnym?
3)
omówić wzbogacanie w cieczach ciężkich?
4)
omówić zasadę działania osadzarki pulsacyjnej?
5)
omówić budowę i zasadę działania wzbogacalników zawiesinowych
typu Disa?
6)
omówić zasadę działania wzbogacalnika typu Tromp?
7)
omówić zasadę działania flotownika mechanicznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4.4. Odwadnianie
produktów
wzbogacania,
chemiczne
wzbogacanie kopalin
4.4.1. Materiał nauczania
Odwadnianie produktów wzbogacania
We wszelkiego rodzaju mokrych procesach przeróbczych otrzymuje się produkty ze
znacznymi nieraz ilościami wody. Do procesów tego rodzaju należy klasyfikacja
hydrauliczna, wzbogacanie grawitacyjne w ośrodku wodnym, wzbogacanie flotacyjne, mokre
wzbogacanie magnetyczne, odmulanie i przemywanie kopalin itp. Produkty wzbogacania,
a więc koncentraty, produkty pośrednie lub przejściowe i odpady, należy odwodnić przed ich
skierowaniem do zużycia, przetwórstwa, magazynowania lub na zwałowiska. Stopień
odwadniania zależy od wymagań rynku zbytu lub warunków dalszej przeróbki tych
produktów (przeróbka metalurgiczna, chemiczna, koksownictwo, energetyka itp.).
Wodę roboczą odprowadzoną z produktów wzbogacania, po jej oczyszczeniu
z pozostałych w niej drobno uziarnionych ciał stałych, kieruje się z powrotem do obiegu.
Zależnie od ilości wody zawartej w produktach wzbogacania określa się je jako: mokre,
wilgotne, powietrzno-suche, suche,
Odwadnianie produktów polega na mechanicznym usuwaniu z nich wody. Efekt
odwadniania zależy od porowatości materiału oraz od stopnia kapilarności szczelin
występujących pomiędzy ziarnami. Przy wzrastającej porowatości odwadnianego materiału
i zmniejszaniu się liczby szczelin kapilarnych wzrasta efekt odwadniania materiału, proces
odwadniania przebiega szybciej i jest on skuteczniejszy. Przy rozpatrywaniu procesu
odwadniania należy rozróżnić siły adhezji, występujące pomiędzy cząstkami wody
a powierzchnią ziaren, oraz siły adhezji występujące tylko pomiędzy cząstkami wody.
W procesie odwadniania mechanicznego nie pokonuje się sił adhezji występujących
pomiędzy cząstkami wody a powierzchnią ziarna; wodę z powierzchni ziaren można usunąć
jedynie przez suszenie termiczne. Przy odwadnianiu mechanicznym pokonuje się jedynie siły
łączące z sobą poszczególne cząsteczki wody, które są zresztą znacznie mniejsze niż siły
łączące cząstki wody z powierzchni ziaren.
W procesie odwadniania wykorzystuje się:
−
siłę ciężkości wody spływającej samoczynnie i pokonującej siły wewnętrzne,
występujące w szczelinach porowatości pozornej oraz w szczelinach o budowie
kapilarnej,
−
siły działające na cząstki wody wywołane wytworzoną próżnią
−
siły odśrodkowe, ich wielkość jest znacznie większa od sił wymienionych poprzednio.
Stosowane metody odwadniania produktów w przeróbce mechanicznej kopalin dzieli się
na odwadnianie:
−
w zbiornikach,
−
na przenośnikach i w podnośnikach,
−
na sitach stałych,
−
na przesiewaczach,
−
w odwadniarkach odśrodkowych,
−
na filtrach próżniowych,
−
w prasach filtracyjnych.
Sito odwadniające typu OSO (rys. 23a). Jest ono skonstruowane w postaci dwu
odwróconych stożków 1 i 2, wykonanych z odcinków sit szczelinowych obudowanych
z zewnątrz komorą wodną 3, odprowadzającą wodę z materiału odwodnionego na sitach.
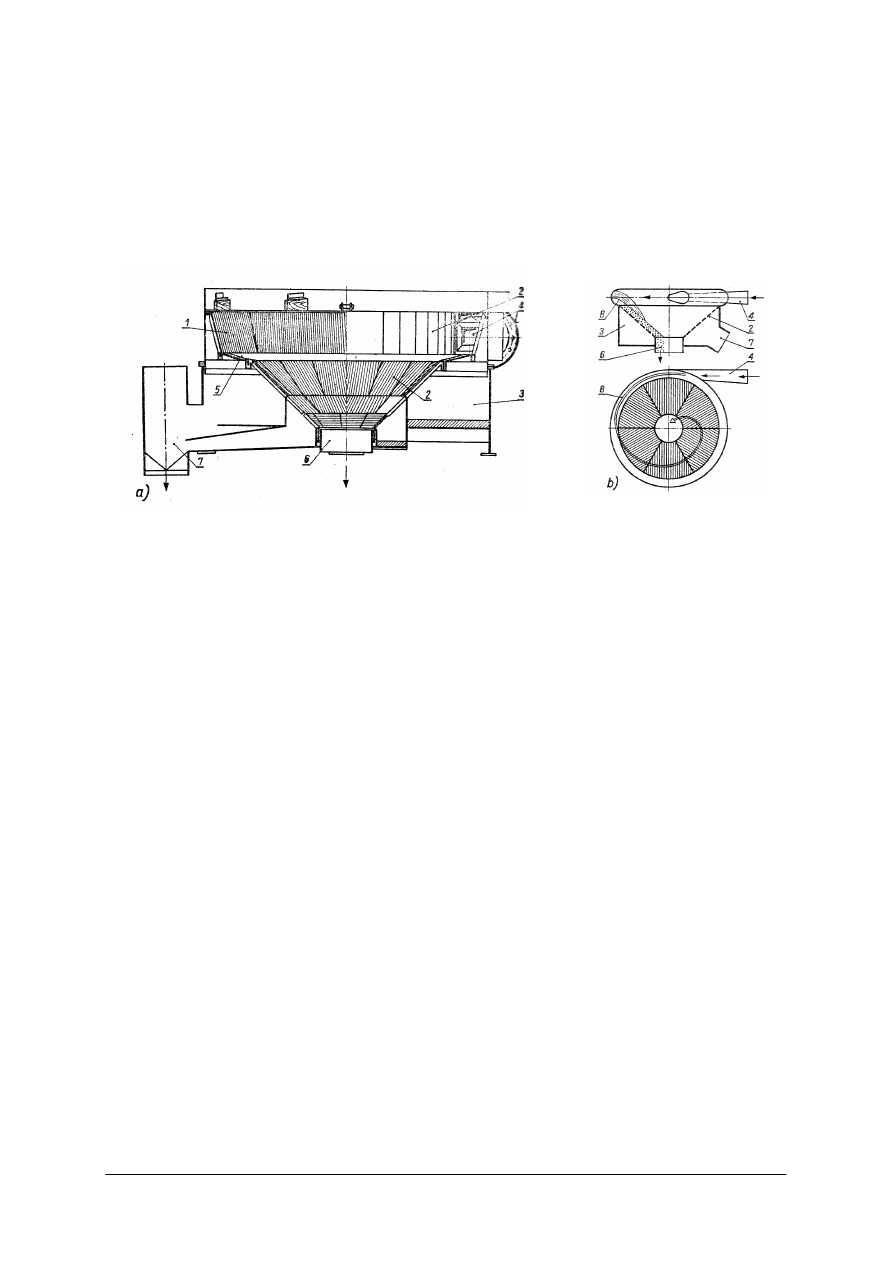
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Materiał
przeznaczony
do
odwadniania
doprowadza
się
przewodem
wlotowym 4 ukształtowanym w postaci dyszy, a umieszczonym stycznie do tworzącej
górnego stożka 1. Materiał doprowadzony dyszą wiruje ruchem okrężnym po wewnętrznej
powierzchni górnego sita, ulega stopniowemu odwodnieniu i zsuwa się po nachylonej
płaszczyźnie 5 na powierzchnię wewnętrzną drugiego stożka odwadniającego 2, gdzie
następuje jego dalsze odwodnienie. Odwodniony materiał odprowadza się wysypem 6,
a wodę ze skrzyni wodnej 3 odbiera się wylewem 7.
Rys. 23. Sito odwadniające typu OSO [1, T. II, s. 358]
Na rys. 23b podano zasadę pracy sita i ruchu odwadnianego materiału na powierzchni
roboczej sita OSO. Nadawę doprowadza się pod ciśnieniem do dyszy wlotowej 4, która
kieruje ją na kierownicę 8, która może być wykonana z pełnej blachy stalowej lub z sita
szczelinowego. W kierownicy zawiesina jest wprowadzana w ruch wirowy (okrężny).
Zawiesina z kierownicy spływa na powierzchnię sita stożkowego 2, po wstępnym rozdziale
materiału na dolną warstwę ziaren i górną warstwę wody. Na odwadniany materiał działa siła
odśrodkowa wirującego materiału, powodująca jego szybkie odwodnienie. Woda odbierana
przez sito spływa do komory wodnej 3, z której odprowadzana jest wylewem 7. Odwodniony
produkt odbiera się wysypem 6.
Odwadnianie odśrodkowe
Proces odwadniania, w którym wykorzystuje się siłę ciężkości cząstek wody lub
dodatkowo wprowadza się mechaniczne rozluzowanie odwadnianego materiału, i nie
gwarantuje zbyt wysokiego stopnia dokładności usunięcia wody z produktów wzbogacania
mokrego, zwłaszcza przy odwadnianiu ziaren drobnych i bardzo drobnych. Znaczne
zwiększenie stopnia odwadniania uzyskuje się przy wykorzystaniu w procesie odwadniania
sił odśrodkowych, zwiększających wielokrotnie wielkość sił działających na cząstki wody,
wypełniające szczeliny pomiędzy ziarnami oraz na cząstki wody okrywające powierzchnię
ziaren.
Odwadniarka odśrodkowa typu Nael-3 (rys. 24). Elementami roboczymi odwadniarki są
dwa ścięte stożki wirujące z różną prędkością. Stożek wewnętrzny stanowi wirnik 1, którego
górna część 2, wykonana w postaci kaptura, służy do rozdziału nadawy równomiernie na cały
obwód przestrzeni roboczej oraz do nadania ziarnom odwadnianego materiału początkowego
ruchu wirowego. Wirnik 1 zaopatrzony jest w szereg zgarniaczy 3, do których umocowane są
wymienne noże zgarniające 4, wykonane ze stali odpornej na ścieranie. Wirnik nadaje
ziarnom ruch wirowy – odśrodkowy – odrzucając je na stożkowy kosz sitowy wykonany
z segmentów sit szczelinowych umocowanych śrubami do dwu pierścieni 5 i 6. Szczeliny sit
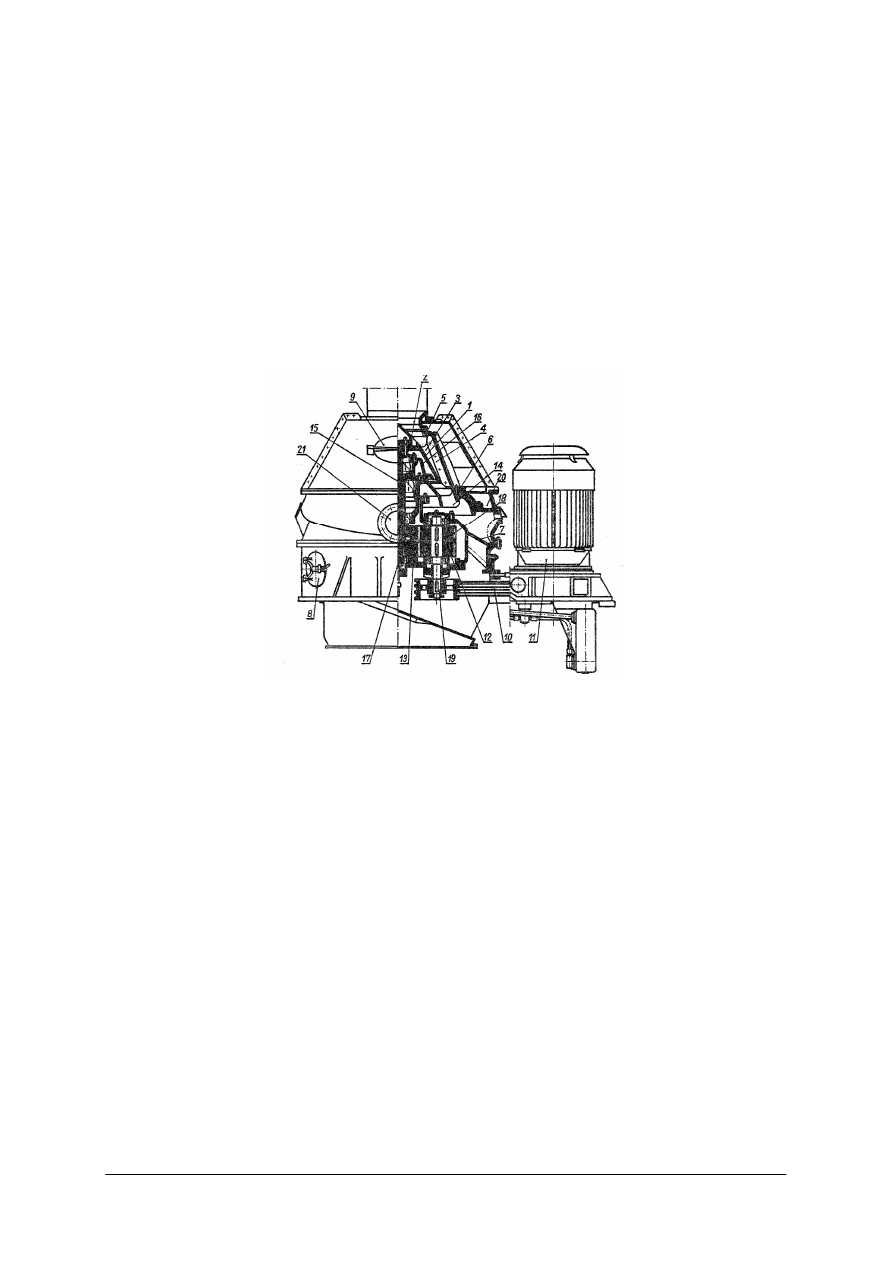
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
ułożone są poziomo. Wirnik 1 jest umocowany do pionowego wału napędowego
wprawianego w ruch obrotowy przekładnią czołowych kół zębatych 12 i 13.
Dolny pierścień 6 kosza sitowego jest połączony poziomymi żebrami 14 z wewnętrznym
wirnikiem napędowym 16, zaklinowanym na wydrążonym wale napędowym 15. Wał ten na-
pędzany jest układem czołowych kół zębatych 17 i 18. Napędzające koła zębate 12 i 18 są
zaklinowane na wspólnym wale napędowym 19 wprawianym w ruch obrotowy przekładnią
pasów klinowych 10 z silnika elektrycznego 11. Pasy klinowe osłonięte są od góry osłoną 7,
zabezpieczającą je przed zanieczyszczeniem odwadnianym materiałem. Stopień zużycia sit
kosza sitowego kontroluje się przez właz 9, natomiast dolne elementy odwadniarki – przez
właz 8. Nadawę do odwadniarki podaje się górnym wlotem bezpośrednio na kaptur 2. Od-
wodniony produkt zgarniany jest z powierzchni kosza sitowego i opada ku dołowi do wysypu.
Odwirowana woda spływa do komory wodnej 20, skąd odprowadza się ją wylewem 21.
Rys. 24. Odwadniarka odśrodkowa typu NAEL [1, T. II, s. 370]
Odwadnianie próżniowe
Do odwadniania ziaren bardzo drobnych stosuje się również urządzenia próżniowe,
w których proces odwadniania następuje dzięki wytworzeniu próżni (podciśnienia) wewnątrz
komór zamkniętych od strony powierzchni roboczej gęstą siatką.
Na powierzchnię roboczą doprowadza się zagęszczony muł (lub powierzchnia robocza jest
zanurzona w skrzyni wypełnionej mułem), z którego - pod wpływem działania wytworzonej
wewnątrz komór próżni - odsysana jest woda. Równocześnie na tej powierzchni tworzy się
zwarta warstwa odwodnionego mułu. Urządzenia tego typu nazywają się filtrami
próżniowymi.
Filtry próżniowe, zależnie od ich rozwiązania konstrukcyjnego, dzieli się na:
−
bębnowe z komorami głębokimi i płytkimi, z nadawą dolną, wewnętrzną lub górną,
−
tarczowe,
−
płaskie obrotowe,
−
taśmowe.
Odwadnianie ciśnieniowe. Do odwadniania najdrobniejszych ziaren koncentratów kopalin
użytecznych, jak również do odwadniania drobno uziarnionych odpadów wzbogacania,
stosuje się prasy filtracyjne. Proces odwadniania przebiega pod wpływem wysokiego
ciśnienia wtłaczanej do prasy nadawy i trwa aż do zaniku wypływania wody odfiltrowanej
z prasy. Prasy filtracyjne dzieli się na: komorowe, ramowe.
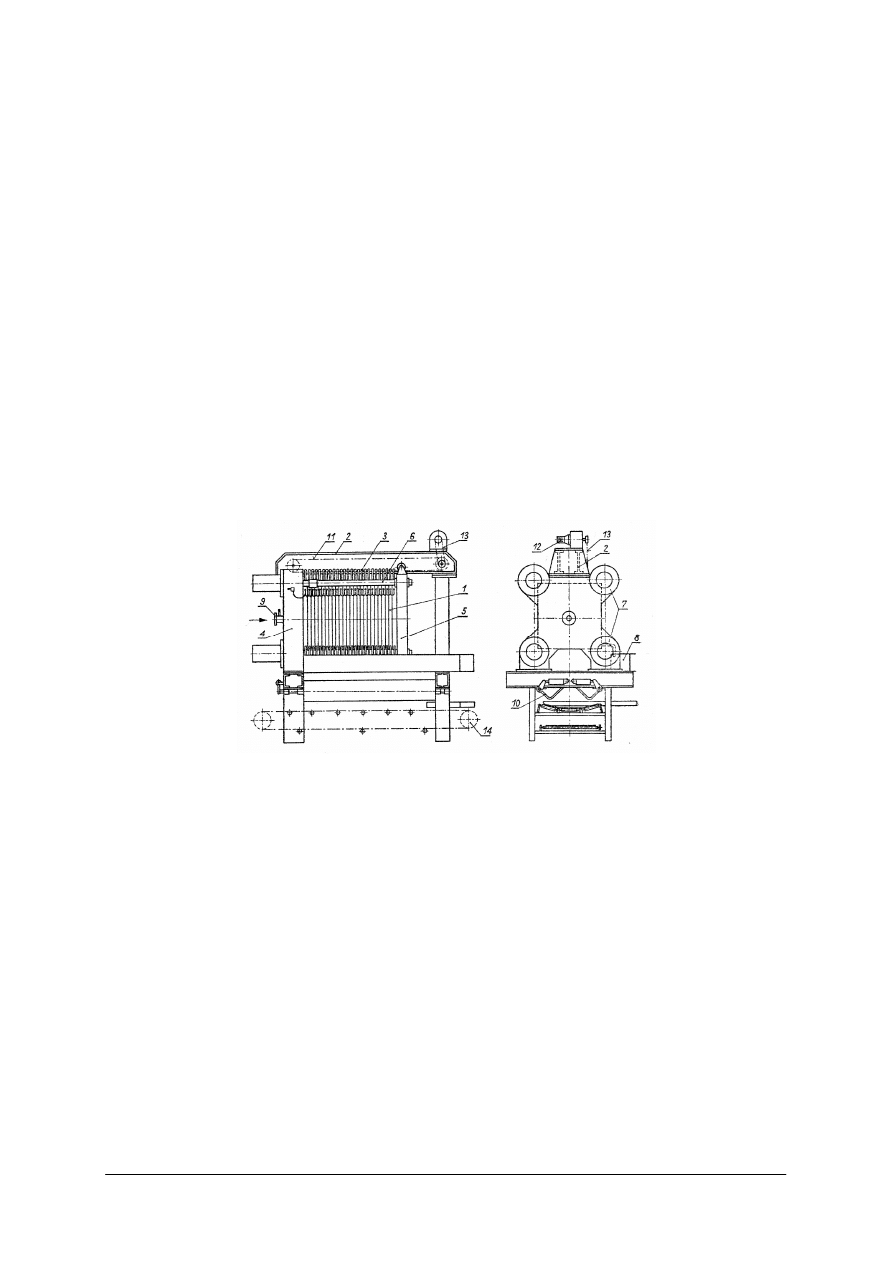
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Prasę filtracyjną komorową przedstawiono na rys. 25.
Prasa składa się ze 100 płyt filtracyjnych 1 osłoniętych obustronnie tkaniną filtracyjną.
Płyty filtracyjne podwieszone są specjalnymi uchwytami 3 na górnej belce nośnej 2, po której
mogą być przesuwane. Zestawione razem płyty filtracyjne tworzą komorę filtracyjną, złożoną
z komór elementarnych, znajdujących się pomiędzy płytami. Całkowita pojemność robocza
wynosi 5,2 m
3
. Płyty są uszczelnione pomiędzy sobą uszczelkami gumowymi,
zapewniającymi szczelność całego układu przy wysokim ciśnieniu roboczym panującym
w komorach, W czasie pracy zestaw płyt jest ściśnięty pomiędzy płytami oporowymi 4
oraz 5 sworzniami 6 i czterema siłownikami hydraulicznymi 7, zasilanymi z odrębnego
układu hydraulicznego o ciśnieniu roboczym 15,7 MPa (160 at). Nacisk siłowników hydrau-
licznych wynosi 3335 kPa (340 t/m
2
). Filtrat z odwadnianego materiału spływa z otworów
wylewowych płyt filtracyjnych do koryta 8. Nadawę do prasy doprowadza się do króćca 9
pod ciśnieniem 110 kPa (1,2 at). Proces filtracji trwa do czasu zupełnego napełnienia komór
roboczych prasy i zaniku odpływu filtratu z prasy. Po zamknięciu dopływu nadawy
i zakończeniu procesu odwadniania (filtracji) otwiera się dolne klapy osłonowe 10, odsuwa
płytę oporową 5 i odsuwa się kolejne płyty filtracyjne za pomocą łańcucha rolkowego 11,
napędzanego silnikiem 12 i przekładnią 13. Łańcuch rolkowy jest wyposażony w specjalne
zaczepy pociągające ramy filtracyjne. Po rozsunięciu kolejnych płyt odwodniony materiał
spada na przenośnik taśmowy 14 zabudowany bezpośrednio pod prasą.
Rys. 25. Prasa filtracyjna komorowa [1, T. II, s. 397]
Zalecenia ruchowe i bezpieczeństwa i higieny pracy
Przed przystąpieniem do pracy przy obsłudze maszyn i urządzeń przeróbczych należy
dokładnie zapoznać się z ich instrukcjami obsługi i w czasie eksploatacji ściśle stosować się
zarówno do zaleceń ruchowych, jak i wymagań dotyczących bezpieczeństwa i higieny pracy.
Do obsługi tych maszyn upoważnieni są jedynie wykwalifikowani pracownicy posiadający
wymagane przepisami przeszkolenie w zakresie obsługi maszyn i specjalne szkolenie obsługi
danych typów maszyn. Wszystkie osoby pracujące przy tych maszynach powinny znać
sposoby ich zatrzymania. Przed każdorazowym uruchomieniem maszyny należy sprawdzić
czy nie ma nikogo w pobliżu oraz ostrzec załogę o zamierzonym uruchomieniu. W czasie
ruchu maszyny kategorycznie zabrania się przebywania w ich pobliżu osób nie związanych
bezpośrednio z obsługą. Tam gdzie pracują maszyny z olejem w układach hydraulicznych,
należy zwracać szczególną uwagę na obowiązujące przepisy przeciwpożarowe. Każdy
pracownik powinien być wyposażony w indywidualne środki ochrony osobistej takie jak:
kask ochronny, ochronniki słuchu, okulary przeciwodpryskowe, maski przeciwpyłowe itp.
W celu zapewnienia właściwej eksploatacji maszyny powinny być utrzymywane
w dobrym stanie technicznym. Obsługujący nie może bowiem spodziewać się bezpiecznej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
i wydajnej pracy, jeżeli sprzęt, którym ma pracować jest brudny, zaniedbany, uszkodzony lub
wymagający niezwłocznej naprawy. Z tych też powodów należy przestrzegać zaleceń
zawartych w instrukcji obsługi maszyny, dotyczących konserwacji, a także bezwzględnie
przestrzegać
programów
dziennych
i
okresowych
przeglądów
a
o
wszelkich
zaobserwowanych uszkodzeniach lub niedomaganiach informować natychmiast dozór.
Chemiczne wzbogacanie kopalin
Wzbogacanie chemiczne polega na zmianie składu cząsteczkowego lub chemicznego
składników wzbogacanego materiału surowego.
Ogólnie stosowane metody wzbogacania chemicznego można podzielić na:
1.
Wzbogacanie mokre, polegające na ługowaniu odpowiednimi odczynnikami użytecznych
składników materiału surowego. Do procesu ługowania kieruje się kopaliny solne
i niektóre rudy. Technologię tego rodzaju stosuje się jako proces przeróbczy
uzupełniający wzbogacanie grawitacyjne, magnetyczne itp. w celu dodatkowego
wzbogacenia produktów przejściowych lub produktów odpadowych, zawierających
stosunkowo dużą ilość składnika użytecznego, którego wzbogacanie metodami
klasycznymi jest (praktycznie niemożliwe. Metody te stosuje się również jako operacje
główne na kopalinie surowej nie poddawanej uprzednio wzbogacaniu klasycznemu.
2.
Wzbogacanie suche – ogniowe, w którym pod wpływem wysokich temperatur ulega
zmianie struktura chemiczna użytecznych składników surowych kopalin rudnych.
Wzbogacanie chemiczne mokre lub wzbogacanie metodą ługowania składników
użytecznych przebiega w trzech zasadniczych fazach:
−
faza I – rozpuszczanie lub nasycanie wzbogacanego materiału surowego odczynnikiem
(rozpuszczalnikiem),
−
faza II – usuwanie z nasyconego roztworu części nierozpuszczalnych,
−
faza III – wydzielanie koncentratu z nasyconego roztworu w postaci metalu lub związku
chemicznego.
Wydzielanie koncentratu z nasyconych roztworów przeprowadza się chemicznie przez
działanie na roztwór odczynnikami chemicznymi, które wchodzą w reakcją z rozpuszczanym
koncentratem, dając nierozpuszczalne związki chemiczne, wydzielające się z roztworu przez
elektrolityczne ich wytrącanie lub przez odparowanie roztworu i krystalizację koncentratu.
Wzbogacanie chemiczne zastosowane do wzbogacania rud nosi nazwę hydrometalurgii,
zastosowane natomiast do wzbogacania kopalin solnych nazywane jest halurgią.
a)
Hydrometalurgia
Ługowanie. W technologii chemicznego wzbogacania kopalin wykorzystywane są głównie
reakcje chemiczne zachodzące pomiędzy czynnikiem ługującym a składnikami użytecznymi
zawartymi w rudzie surowej, przy czym do roztworu ługującego powinna przejść
maksymalna ilość składnika użytecznego, bez rozpuszczania składnika nieużytecznego (skały
płonnej).
Amalgamacja. W procesie amalgamacji wykorzystuje się zjawisko rozpuszczalności platyny,
złota i srebra w rtęci w normalnej temperaturze otoczenia. Po rozpuszczaniu metalu w rtęci
tworzy się substancja przypominająca stop metaliczny. Stop ten nazywa się amalgamatem.
Amalgamację drobnych ziaren rodzimego metalu można przeprowadzić bezpośrednio
w kruszarkach w czasie rozdrabiania materiału surowego lub po rozdrobieniu surowej rudy –
na nachylonych płaskich stołach amalgamacyjnych (wstrząsanych, wibracyjnych), albo
w obrotowych bębnach amalgamacyjnych. Często stosuje się równocześnie oba sposoby
tworzenia amalgamatów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Cyjanizacja. W procesie cyjanizacji złota i srebra stosuje się jako odczynniki cyjanek potasu
(KCN) lub sodu (NaCN) w postaci roztworu wodnego o stężeniu od 0,1 do 0,2%. Bardzo
drobno rozdrobioną rudę wprowadza się do specjalnych kadzi wypełnionych roztworem
cyjanku potasu lub sody, gdzie następuje reakcja chemiczna ziaren złota lub srebra i cyjanku.
Z otrzymanego roztworu wytrąca się zanieczyszczenia w następnych urządzeniach, po czym
oczyszczony roztwór kieruje się do wytrącania z niego czystego złota lub srebra. Czysty
metal wytrąca się z roztworu metalicznym cynkiem lub aluminium. Ekstrahowanie metalu
można również przeprowadzić metodą elektrolityczną. Cyjanizację stosuje się jako proces
wzbogacania głównego lub jako proces uzupełniający po procesie amalgamacji w celu
uzupełnienia procesu amalgamacji, w którym nie wszystkie ziarna metalu uległy
amalgamowaniu
Chloryzacja. Proces chloryzacji polega na działaniu gazowego chloru na ziarna złota.
W wyniku przebiegającej reakcji chemicznej otrzymuje się nierozpuszczalny siarczek złota,
z którego odzyskuje się złoto metaliczne metodą wzbogacania suchego.
b)
Halurgia
Materiał surowy kieruje się w pierwszej fazie przeróbki do urządzeń, w których następuje
rozpuszczanie kopalin solnych, czyli ługowanie związków solnych z materiału surowego.
W wyniku tej operacji otrzymuje się roztwór nazywany solanką. Otrzymaną solankę kieruje
się do tężenia (zagęszczania), a następnie do przeróbki termicznej nazywanej warzeniem
solanki.
Wzbogacanie chemiczne suche
Metody suchego wzbogacania chemicznego dzieli się na:
−
prażenie, które z kolei dzieli się na kalcynację, prażenie redukujące, prażenie utleniające
i prażenie chlorujące,
−
spiekanie.
a)
Prażenie
Wzbogacanie suche przez prażenie może być stosowane jako operacja główna i wówczas
ma ono na celu zmianę składu chemicznego rudy i przygotowanie jej bezpośrednio do
właściwych procesów metalurgicznych, a więc jest to przygotowanie gotowego koncentratu;
lub jako operacja przygotowawcza przed ostatecznym wzbogacaniem rudy. W tym ostatnim
przypadku
ostateczny
proces
wzbogacania
jest
najczęściej
wzbogacaniem
elektromagnetycznym (magnetycznym).
Proces prażenia surowej rudy przebiega w wysokiej temperaturze, ale niższej od
temperatury topnienia – wystarczającej jednak do zmiany składu chemicznego wzbogacanej
rudy. W zależności od rodzaju zmian chemicznych zachodzących w prażonej rudzie surowej
wyróżnia się wymienione uprzednio cztery zasadnicze rodzaje prażenia.
Kalcynacja. Kalcynacji poddaje się rudy węglanowe w cela usunięcia z nich – związanego
chemicznie – dwutlenku węgla (CO
2
) i otrzymania z rudy węglanowej rudy utlenionej.
Prażenie redukujące. Prażenie redukujące ma na celu zmniejszenie zawartości tlenu
w rudzie utlenionej.
Prażenie utleniające. Prażenie utleniające stosuje się w celu częściowego lub całkowitego
usunięcia siarki, wchodzącej w skład chemiczny rudy (rudy siarczkowe), która w procesach
metalurgicznych stanowi szkodliwą domieszkę, oraz w celu zamiany rud siarczkowych
w rudy tlenkowe.
Prażenie chlorujące. Prażenie chlorujące ma na celu zmianę składu chemicznego rud metali
na rozpuszczalne chlorki tych metali.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
b)
Spiekanie
Proces spiekania polega na łączeniu drobnych ziaren rudy w większe kawałki pod
działaniem wysokiej temperatury. Spiekanie (aglomerację) przeprowadza się w przypadku,
gdy ruda o normalnym swym składzie ziarnowym zawiera nadmiar ziaren drobnych i bardzo
drobnych i nie może być z tego powodu skierowana do procesów metalurgicznych (np.
bardzo drobno uziarnione koncentraty flotacyjne, koncentraty wzbogacania magnetycznego
itp.) Spiekanie stosuje się najczęściej do takich rud żelaza, jak hematyty lub magnetyty,
będące drobno uziarnionym koncentratem wzbogacania magnetycznego. W procesach
spiekania obserwuje się bardzo korzystne zjawisko zmniejszenia się zawartości siarki
w otrzymanych aglomeratach.
Chemiczna przeróbka węgla
1.
Tradycyjne metody utylizacji węgla
a)
Spalanie węgla kamiennego. Węgiel kamienny stanowi główne paliwo energetyczne
wykorzystywane do przetwarzania go na energię elektryczną. Proces ten polega na
całkowitym spalaniu węgla, podczas którego węgiel łączy się z tlenem dając wysoką
temperaturę tej reakcji chemicznej.
b)
Koksowanie węgla kamiennego. Proces koksowania polega na wydzieleniu z węgla
o własnościach koksowniczych części lotnych przez ogrzewanie go do temperatury od
1000 do 1050°C bez dostępu powietrza. W wyniku tego procesu w komorze
koksowniczej (w baterii) następuje odgazowanie węgla i jego spiekanie w bryły koksu.
c)
Wytlewanie. Wytlewanie polega na odgazowaniu węgla w temperaturze od 500 do 600°C
i różni się od procesu koksowania temperaturą stosowaną w tym procesie. Jednym
z celów tego procesu jest uzyskanie paliwa bezdymnego.
d)
Gazownictwo, Podstawowym zadaniem gazownictwa jest produkcja gazu opałowego
głównie dla potrzeb komunalnych. Technologia nowoczesnego gazownictwa niewiele się
różni od technologii koksowania. W procesie tym następuje odgazowanie węgla
w wysokich temperaturach. Poza gazem otrzymuje się koks gazowniczy o małej
wytrzymałości mechanicznej, smołę pogazową, benzole i wodę pogazową zawierającą
amoniak.
2.
Uwodornianie paliw stałych to proces przemiany (przetwarzania) węgla w paliwa ciekłe
Proces ten polega na znacznym zwiększeniu w nich zawartości wodoru.
3.
Łagodne uwodornianie węgla
Do nowych technologii przetwórstwa węgla należy proces łagodnego uwodorniania węgla
i stanowi metodę otrzymywania organicznych związków chemicznych.
4.
Zgazowanie węgla
Wyczerpywanie się zasobów gazu ziemnego oraz systematyczny wzrost jego ceny
spowodowały rozwój prac nad zgazowaniem paliw stałych. Jako surowiec w procesie
zgazowania wykorzystać można wszystkie paliwa naturalne od drewna do antracytu oraz
paliwa sztuczne, jak koks i półkoks. Technologia prowadzenia procesu zgazowania zależy
przede wszystkim od rodzaju surowca oraz od wymaganych parametrów wyprodukowanego
gazu. Duża zawartość części lotnych w paliwie kierowanym do zgazowania jest korzystna,
gdyż przyczynia się do zwiększenia jego wartości opałowej, niemniej jednak nadmiar ich
powoduje konieczność odsmołowania gazu w przypadku, gdy nie jest on zużytkowany
w stanie gorącym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz sposoby odwadniania?
2.
Na czym polega odwadnianie odśrodkowe?
3.
Na czym polega odwadnianie ciśnieniowe?
4.
Co to jest osadnik?
5.
W jakim celu odwadniamy produkty?
6.
Do czego służy sito OSO?
7.
Na czym polega chemiczne wzbogacanie kopalin?
8.
Jakie są metody utylizacji węgla kamiennego?
4.4.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj na podstawie opisu budowy i zasady działania urządzenia odwadniające.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy wraz z potrzebnymi przyborami,
2)
odszukać w materiałach dydaktycznych rodzaje urządzeń odwadniających,
3)
zapoznać się z klasyfikacją urządzeń odwadniających,
4)
rozpoznać urządzenia odwadniające,
5)
opisać i narysować rozpoznane urządzenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4,
−
przybory do pisania i kreślenia,
−
poradnik dla ucznia,
−
materiały dydaktyczne,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 2
Dopasuj definicję do opisu danego procesu chemicznego wzbogacania kopalin.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy wraz z potrzebnymi przyborami,
2)
odszukać w materiałach dydaktycznych definicje dotyczące chemicznych procesów
wzbogacania,
3)
zapamiętać definicje,
4)
rozpoznać charakteryzowane przez nauczyciela procesy,
5)
opisać rozpoznane procesy chemicznego wzbogacania kopalin.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Wyposażenie stanowiska pracy:
−
papier formatu A4,
−
przybory do pisania,
−
poradnik dla ucznia,
−
materiały dydaktyczne,
−
literatura wskazana przez nauczyciela.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
opisać technologię odwadniania produktów wzbogacania?
2)
omówić zasadę odwadniania odśrodkowego?
3)
opisać budowę prasy filtracyjnej komorowej?
4)
omówić zasadę działania odwadniarki typu Nael?
5)
opisać metody chemicznego wzbogacania kopalin?
6)
omówić zalecenia i bezpieczeństwa i higieny pracy przy obsłudze
maszyn przeróbczych?
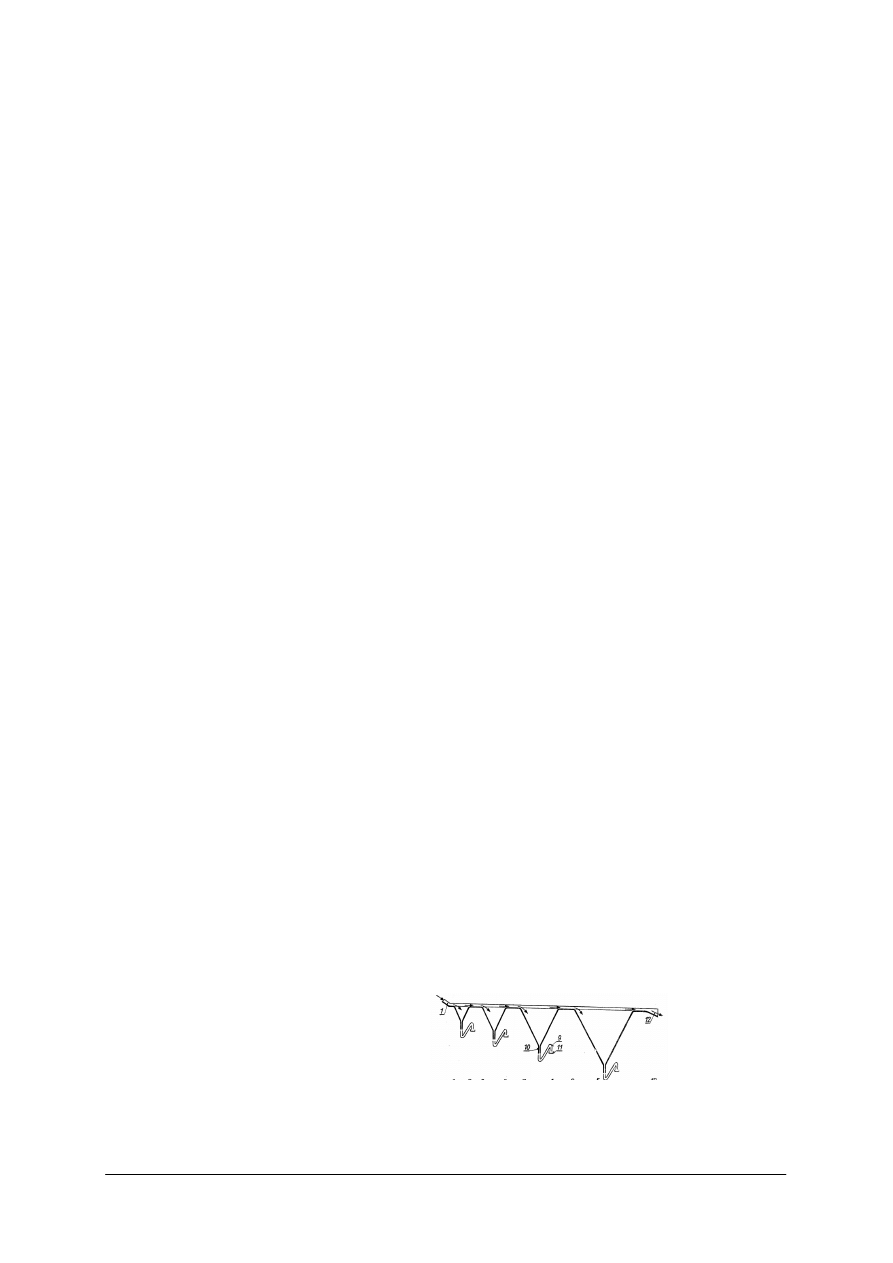
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań wielokrotnego wyboru o różnym stopniu trudności. Tylko jedna
odpowiedź jest prawidłowa.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
Prawidłową odpowiedź zaznacz X (w przypadku pomyłki należy błędną odpowiedź
zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową),
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 16–20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
8.
Na rozwiązanie testu masz 90 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Zbiór ziaren minerału użytecznego bez domieszki ziaren skały płonnej to
a)
produkt pośredni.
b)
koncentrat.
c)
nadziarno.
d)
podziarno.
2.
Produkt wydzielony w procesach przeróbczych, który w przeróbce określonej kopaliny
uważany jest za nieużyteczny to
a)
produkt dolny.
b)
skała płonna.
c)
podziarno.
d)
obciążnik.
3.
Operacja, mająca na celu wymycie skał ilastych z kopalin użytecznych
a)
odmulanie.
b)
odwadnianie.
c)
rozmywanie.
d)
oczyszczanie
4.
Na rysunku przedstawiono klasyfikator hydrauliczny
a)
korytowy.
b)
stożkowy.
c)
mechaniczny.
d)
hydrocyklon.
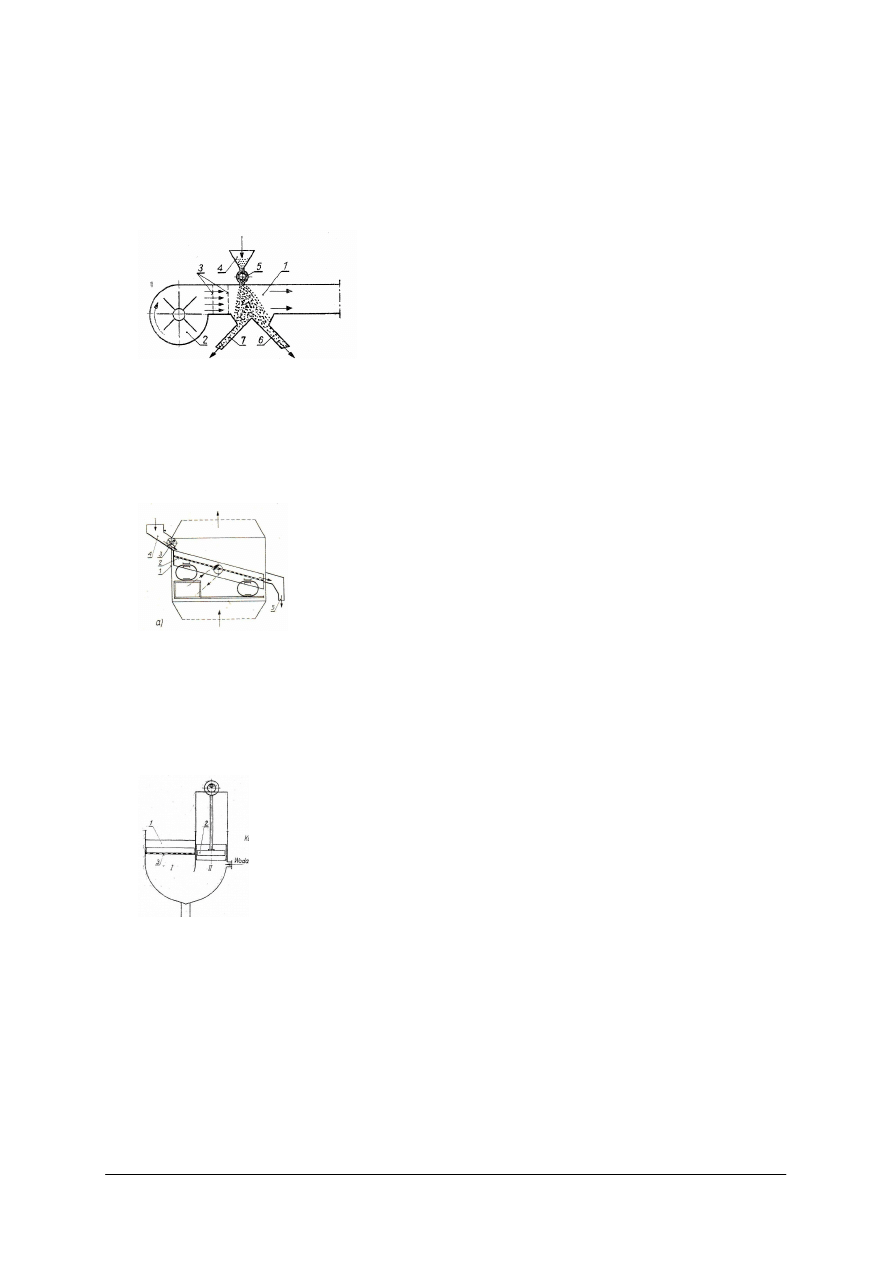
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
5.
Na rysunku przedstawiono klasyfikator
a)
strumieniowy.
b)
odśrodkowy.
c)
odpylający.
d)
hydrauliczny.
6.
Na rysunku przedstawiono odpylacz
a)
odśrodkowy.
b)
pulsacyjny.
c)
wibracyjny.
d)
strumieniowy.
7.
Na rysunku przedstawiono
a)
osadzarkę pulsacyjną.
b)
hydrocyklon.
c)
stół koncentracyjny.
d)
wzbogacalnik strumieniowy.
8.
Urządzenia typu Disa to
a)
klasyfikatory aerodynamiczne.
b)
wzbogacalniki.
c)
hydrocyklony.
d)
odpylacze.
9.
Prasa filtracyjna działa na zasadzie odwadniania
a)
ciśnieniowego.
b)
próżniowego.
c)
odśrodkowego.
d)
strumieniowego.
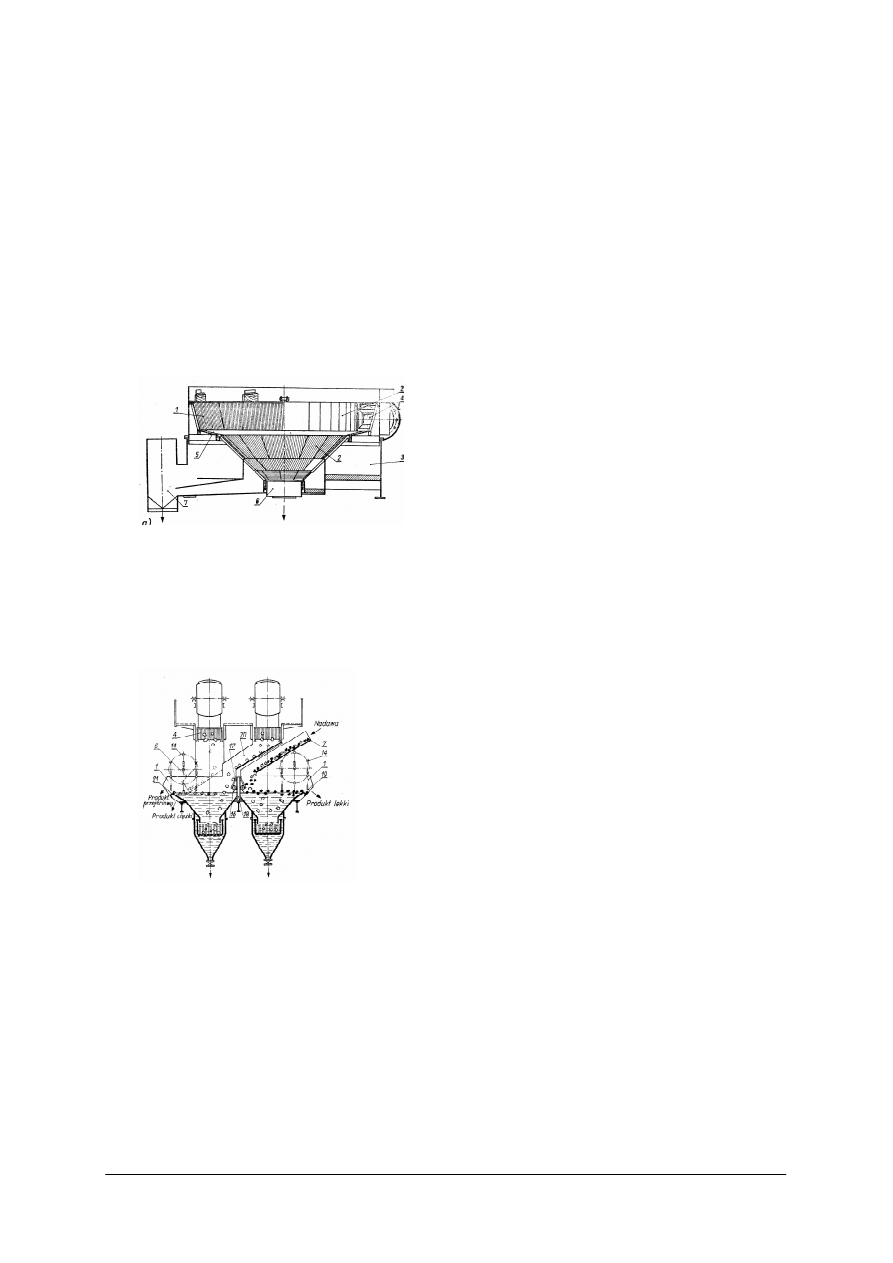
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
10.
Depresory należą do odczynników flotacyjnych
a)
pianotwórczych.
b)
zbierających.
c)
oczyszczających.
d)
modyfikujących.
11.
Na rysunku przedstawiono
a)
urządzenie typu Dorra.
b)
sito OSO.
c)
hydrocyklon.
d)
uławiacz pyłu.
12.
Na rysunku przedstawiono
a)
Tromp.
b)
Disa -1S.
c)
Disa -2S.
d)
Disa -3S.
13.
Odpylacz Rapid to odpylacz
a)
strumieniowy.
b)
pulsacyjny.
c)
wibracyjny.
d)
odśrodkowy.
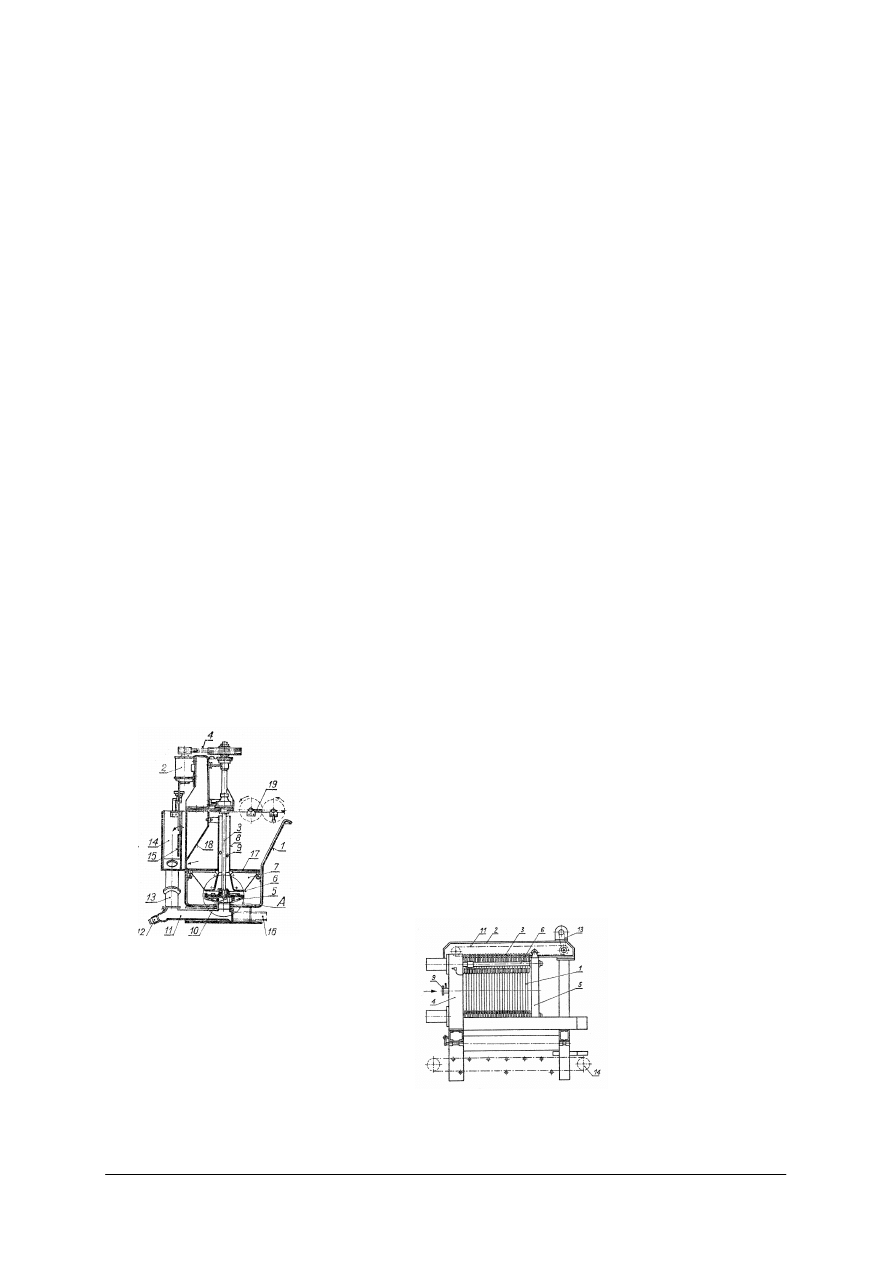
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
14.
Odwadniarka Nael to odwadniarka
a)
próżniowa.
b)
ciśnieniowa.
c)
komorowa.
d)
odśrodkowa.
15.
Menty to
a)
odpady.
b)
mieszanina flotacyjna.
c)
produkt odpylania.
d)
produkt odwadniania.
16.
Peletyzacja jest
a)
rodzajem suszenia.
b)
odmianą brykietowania.
c)
procesem przesiewania.
d)
odmianą uławiania.
17.
Metoda otrzymywania organicznych związków chemicznych z węgla to
a)
uwodornianie paliw stałych.
b)
łagodne uwodornianie węgla.
c)
zgazowanie węgla.
d)
halurgia.
18.
Na rysunku przedstawiono
a)
osadzarkę.
b)
flotownik.
c)
klasyfikator stożkowy.
d)
wzbogacalnik grawitacyjny.
19.
Na rysunku przedstawiono
a)
dezintegrator.
b)
wirówkę.
c)
prasę filtracyjną.
d)
klasyfikator mechaniczny.
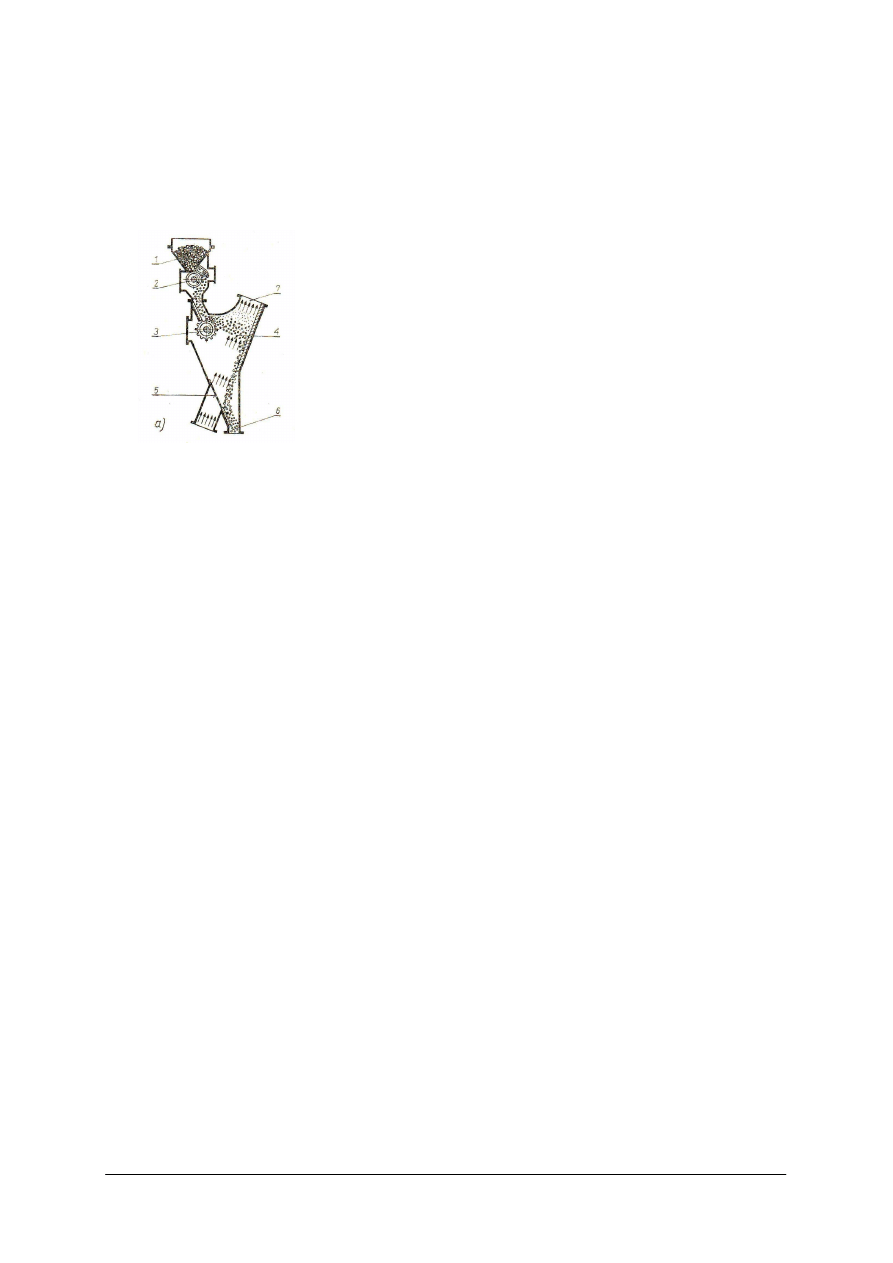
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
20.
Na rysunku przedstawiono
a)
kruszarkę strumieniową.
b)
odpylacz.
c)
klasyfikator hydrauliczny.
d)
uławiacz.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
KARTA ODPOWIEDZI
Imię i nazwisko................................................................................................
Prowadzenie procesu wzbogacania kopalin
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
6. LITERATURA
1.
Blaschke J.: Procesy technologiczne w przeróbce kopalin użytecznych. Akademia
Górniczo-Hutnicza. Skrypty uczelniane 1058. Kraków 1987
2.
Blaschke S.: Przeróbka mechaniczna kopalń Cz.I i II. Wydawnictwo Śląsk, Katowice
1984
3.
Czasopisma: Wiadomości Górnicze, Przegląd Górniczy, Bezpieczeństwo Pracy
i Ochrony Środowiska w Górnictwie, Mechanizacja i Automatyzacja Górnictwa.
4.
Katalogi firmowe maszyn i urządzeń przeróbczych.
5.
Laskowski J., Łuszczkiewicz A.: Przeróbka kopalin. Wzbogacanie surowców
mineralnych. Politechnika Wrocławska. Wrocław 1989
6.
Laskowski J.: Chemia fizyczna w procesach mechanicznej przeróbki kopalin.
Wydawnictwo Śląsk, Katowice 1984
7.
Olszówka J.: Zasady kontroli jakości węgla. Wydawnictwo Śląsk, Katowice 1972
8.
Poradnik górnika. Praca zbiorowa. Wydawnictwo „Śląsk”, Katowice 1982
9.
http://images.google.pl/imghp
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron