1. Do czego służą warunki plastyczności?
Dają odpowiedź na pytanie, przy jakich wartościach naprężeń materiał przejdzie ze stanu sprężystego w stan
plastyczny. Jeżeli materiał jest poddany trójosiowemu równomiernemu ściskaniu (nawet ogromnej wartości) to nie
prowadzi to do odkształceń plastycznych, ale nie prowadzi również do utraty spójności, jak to ma miejsce podczas
trójosiowego równomiernego rozciągania.
Odkształcenie plastyczne wystąpi tylko wówczas, gdy między wartościami naprężeń będą dostatecznie duże
różnice. Na płaszczyznach pochylonych pod kątem 45
o
[90
o
] pojawią się naprężenia styczne o maksymalnych
wartościach τ=± (σ
1
+σ
2
)/2. Stwierdzono doświadczalnie, że na tych właśnie kierunkach powstają pierwsze
odkształcenia plastyczne. W metalach i ich stopach o strukturze zrekrystalizowanej na powierzchni pojawią się tzw.
Pasma poślizgu [plastyczności] (linie Liedersa-Czernowa).
Zapis matematyczny warunku plastyczności. Podczas formułowania warunku plastyczności dla złożonych stanów
naprężeń (gdy jest >1 naprężenie), zachodzi konieczność posłużenia się jedną z hipotez.
a) Hipoteza Hubera-Misera
σzast = pierw(2)/2*pierw((σ
1
-σ
2
)
2
+(σ
2
-σ
3
)
2
+(σ
3
-σ
1
)
2
)= σ
p
Aby materiał przeszedł w stan plastyczny prawa strona musi równać się lewej. Naprężenie uplastyczniające
wyznaczane jest doświadczalnie dla danego materiału na maszynie wytrzymałościowej.
b) hipoteza Treski
σ
zast
=σ
1
-σ
3
=±σ
p
σ
zast
=σ
2
-σ
1
=±σ
p
σ
zast
=σ
3
-σ
2
=±σ
p
Maksymalna różnica wyników obliczonych z obu zależności wynosi nawet do 15%.
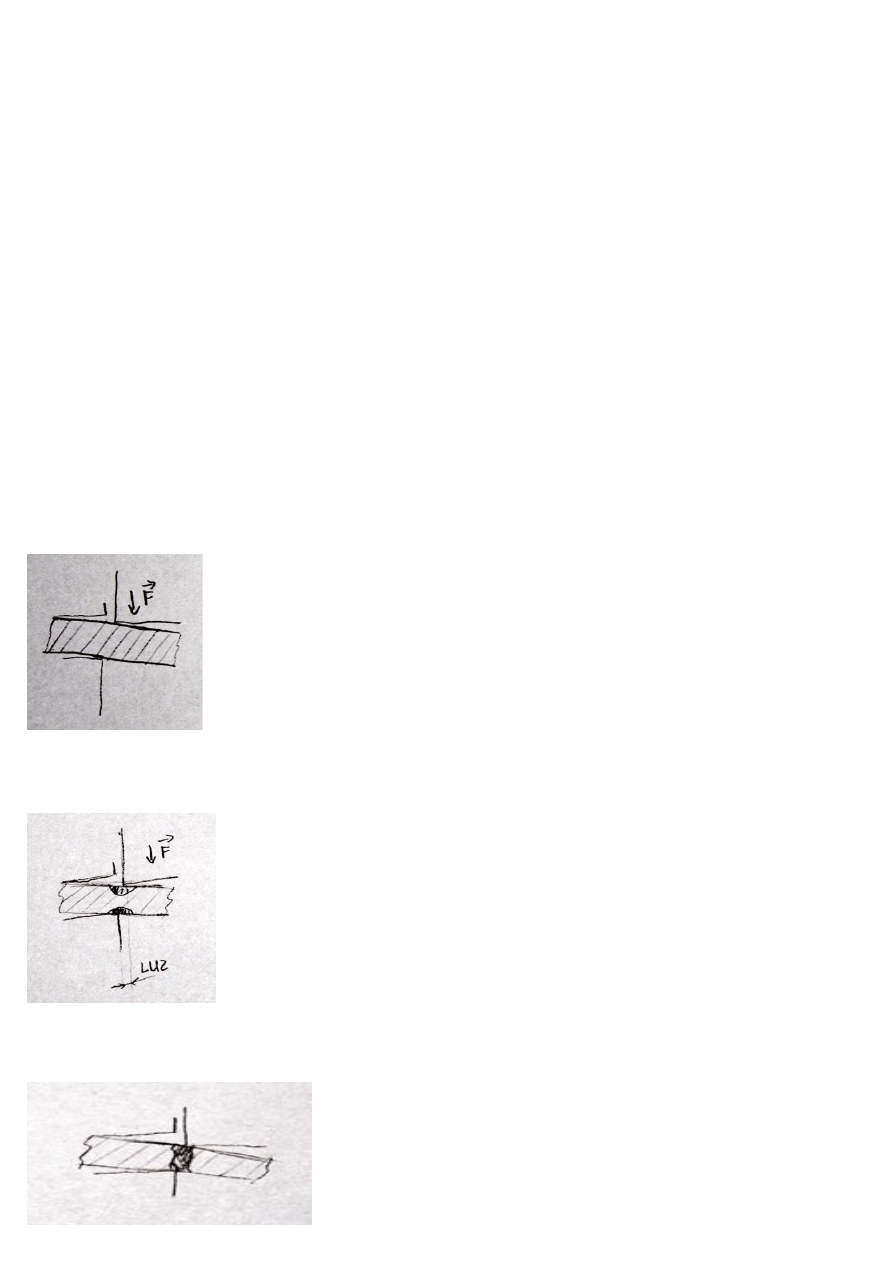
2. Narysować i opisać - kolejne etapy fazy cięcia plastycznego- sposoby cięcia. Przykład wyrobów.
1) Faza odkształceń sprężystych – siły wywierane na blachę przez krawędzie tnące stempla i płyty tnącej powodują
powstanie momentu zginającego, który powoduje wstępne wybrzuszenie blachy
2) Faza odkształceń sprężysto – plastycznych – gdy naprężenie tnące osiągną dostateczną wartość rozpoczyna się ta
faza.
3) Faza plastycznego płynięcia – charakteryzuje się płynięciem metalu w otoczeniu powierzchni rozdzielenia.
4) Faza pękania – w miarę umacniania materiału wzrasta również naprężenie tnące. W pewnym momencie
naprężenia te osiągną wartość krytyczną, naruszona zostaje spójność – pękanie
5) Faza całkowitego oddzielenia wyciętego przedmiotu od blachy – aby osiągnąć całkowite oddzielenie materiału –
który mimo pęknięcia na skutek zazębiania się nierówności – należy odkształcić bądź ściąć występy na
powierzchni pęknięcia, co wymaga wywarcia przez stempel pewnego nacisku.
Przykłady wyrobów ciętych: detale dekoracyjne, detale kształtowe, arkusze blachy, krążki pod wytłaczanie, itp.
Wady cięcia: Należy tak dobrać grubość warstwy skrawanej, aby wiór był jednolity. Wiór postrzępiony przykleja
się do czoła stempla, przedostaje się pod ciętą blachę i pozostawia wgniecenia.
By powierzchnie cięte były gładkie należy stosować dokrawanie.
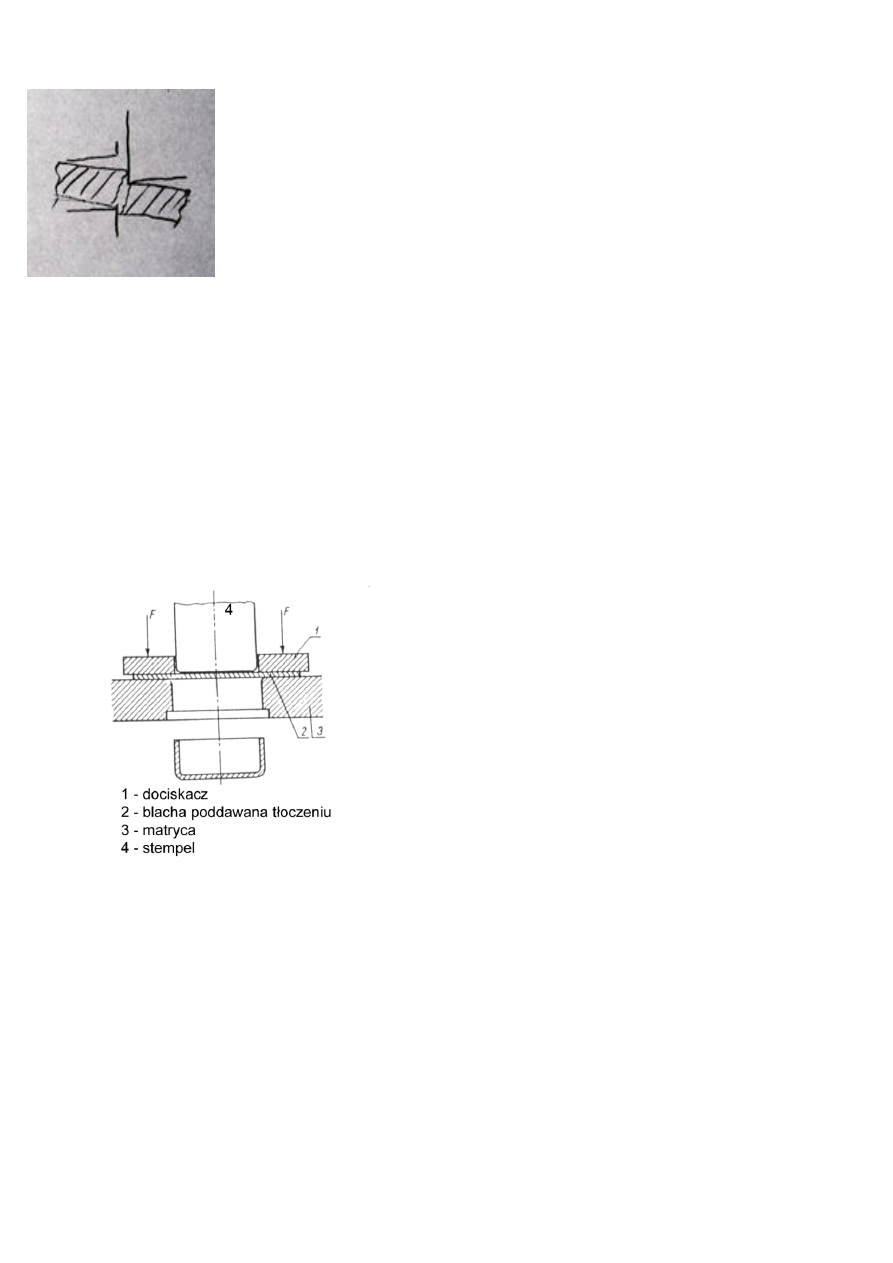
3. Narysować schemat procesu wytłaczania. Co to jest współczynnik wytłaczania. Jakie mogą być wady w
wytłoczkach?
Opis procesu: Z płaskiego wykroju blachy otrzymuje się wyrób (wytłoczkę) o powierzchni nierozwijalnej.
Rozróżniamy wytłaczanie:
- sztywnymi narzędziami
- za pomocą elastycznej matrycy (np. hydromechaniczne)
- za pomocą elastycznego stempla
- wybuchowe (bardzo duże wytłoczki w produkcji jednostkowej)
- elektromagnetyczne
Współczynnik wytłaczania
Aby zmniejszyć liczbę operacji wytłaczania staramy się otrzymać miseczkę o stosunkowo dużej wysokości i o
małej średnicy denka. Operację wytłaczania miseczki określa stosunek średnicy miseczki d do średnicy krążka D
zwany współczynnikiem wytłaczania:
m
1
= d
1
/D >= m
gr
– jeżeli nie uda się tego spełnić to należy stosować dodatkowe operacje przetłaczania;
g/D*100>4,5(1-m
1
) – w tym przypadku nie trzeba dociskacza, w przeciwnym trzeba;
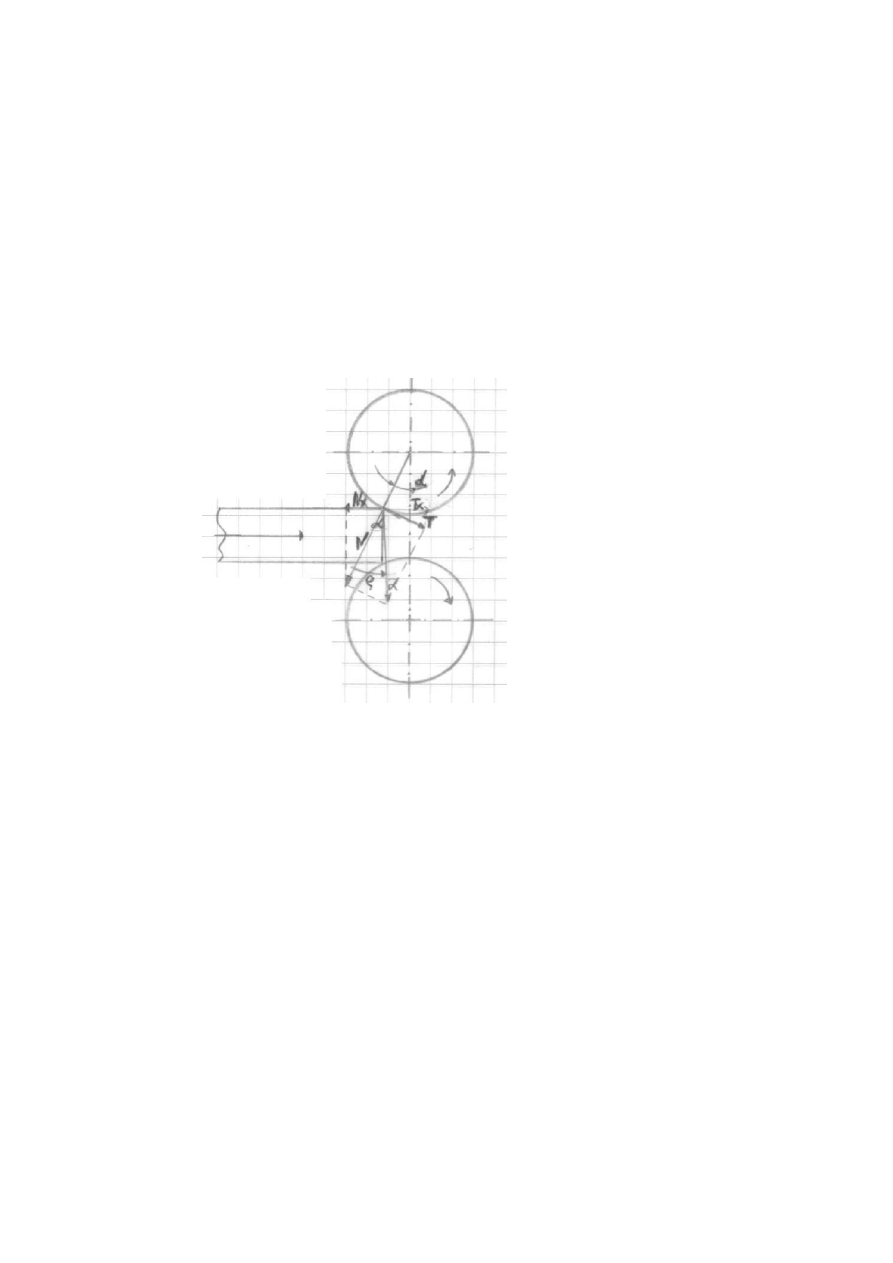
4. Narysować i opisać schemat walcowania wzdłużnego. Przykłady wyrobów.
Walcowanie wzdłużne polega na odkształcaniu materiału za pomocą nacisku wywieranego najczęściej przez dwa
obracające się walce. Charakteryzuje się ono tym że osie wałów są prostopadłe do osi przedmiotu. Oba walce są
napędzane i obracają się w przeciwnych kierunkach. Walcowanie powoduje zmiany wymiarów walcowanego
materiału (powoduje głównie wydłużenie przy jednoczesnej zmianie grubości materiału).
Zjawisko wyprzedzenia – charakteryzuje je większa prędkość wypływania materiału spod walców niż pozioma
składowa obwodowej prędkości walców. Przyczyną tego zjawiska jest zgniatanie materiału pod walcami i
jednoczesne powiększanie długości walcowanego materiału.
Zjawisko opóźnienia – ma miejsce wtedy gdy materiał „oczekujący” na przewalcowanie przesuwa się w kierunku
walcowania wolniej niż pozioma składowa obwodowej prędkości walców.
Podczas walcowania na walce działa siła nacisku; natomiast na materiał działa siła tarcia T. Aby proces
walcowania mógł zajść musi zajść warunek T*cosα>-N*sinα. Kąt α jest to kąt pomiędzy promieniem
przechodzącym przez punkt styku materiału z walcem a prostą łączącą środki obu walców (kąt ten jest określany
kątem chwytu)
Gdy kąt chwytu jest mniejszy od współczynnika tarcia f wówczas materiał zostanie chwycony przez walce, gdy
warunek f>tgα nie zostanie spełniony wówczas materiał nie będzie chwycony przez walce.
Tarcie jest odpowiedzialne za ruch posuwisty materiału w kierunku obrotu walca.
Wady wyrobów:
- sierpowaty kształt blachy (spowodowany nierównoległością osi walców, lub nieprostokątnym prowadzeniem
materiału względem osi walców)
- anizotropia właściwości
- postrzępione krawędzie
- poszerzenie koncówek
Przykłady wyrobów:
-blachy
-taśmy i folie
-rury druty
-pręty i kształtowniki
-służy zawsze do produkcji półwyrobów hutniczych.
5. Narysować i opisać schemat kucia swobodnego i matrycowego. Przykłady wyrobów
Kucie - proces technologiczny, rodzaj obróbki plastycznej, polegający na odkształcaniu materiału za pomocą
uderzeń lub nacisku narzędzi. Narzędzia - czyli matryce lub bijaki umieszczane są na częściach ruchomych
narzędzi. Proces ten również może być realizowany w specjalnych przyrządach kuźniczych. W procesie tym nadaje
się kutemu materiałowi odpowiedni kształt, strukturę i własności mechaniczne. Materiałem wsadowym jest
przedkuwka, natomiast produktem jest odkuwka

Kucie swobodne polega na kształtowaniu metalu poprzez wywieranie nacisku narzędziami powodującymi jego
płynięcie w kilku dowolnych kierunkach. Kucie swobodne stosuje się przy niedużych seriach lub przy
wykonywaniu odkuwek ciężkich. Metodą tą można wykonywać odkuwki o dowolnej masie. Maksymalna masa
surowca w postaci wlewków na odkuwki kute swobodnie wynosi 500 Mg. Małe odkuwki wykonuje się z wsadu
uprzednio walcowanego, duże z wlewków.
Kucie swobodne stosuje się w szczególności dla następujących przypadków:
przy produkcji jednostkowej, gdzie wykonywanie matryc jest nieopłacalne;
przy wykonywaniu odkuwek, których masa i wymiary przekraczają możliwości produkcyjne
najcięższych dysponowanych zespołów matrycowych;
przy wstępnej obróbce plastycznej wlewków ze stali stopowych lub stopów o specjalnych własnościach
na kęsiska i kęsy kute;
przy wykonywaniu części zamiennych i do celów remontowych;
przy szeroko pojętej regeneracji narzędzi i sprzętu warsztatowego wyróżniamy jeszcze kucie
Kucie na gorąco - najczęściej spotykana technologia
kucie na zimno - tylko te metale, dla których granica plastyczności jest mała (np. aluminium)
kucie na ciepło
Kucie matrycowe - polega na kształtowaniu wyrobu w matrycy. Dolna część matrycy spoczywa na nieruchomej
części młota mechanicznego, zwanej szabotą. Górna część matrycy, umocowana w ruchomej części młota, zwanej
bijakiem może podnosić się ku górze. Jeżeli w czasie pracy młota zostanie w obszarze wykroju dolnej części
matrycy umieszczony nagrzany materiał, to uderzenie górnej części matrycy spowoduje wypełnienie wykroju
matrycy materiałem. Powstaje wówczas produkt zwany odkuwka. Kucie matrycowe ma zastosowanie do wyrobu
odkuwek o ciężarze nieprzekraczającym kilkuset kilogramów. Zaletami procesu kucia matrycowego są: niewielki
czas wykonania wyrobu, możliwość produkowania odkuwek o skomplikowanych kształtach, możliwość
zatrudnienia w produkcji pracowników przyuczonych oraz małe straty materiału wskutek stosowania małych
naddatków na obróbkę.
Wyszukiwarka
Podobne podstrony:
ask egzamin Grupa A id 70516 Nieznany (2)
Egzamin Fizyka 1 grupa 3 id 152 Nieznany
GIELDA NA EGZAMIN 2013 id 19029 Nieznany
BWCZ Grupa B id 95718 Nieznany
egzamin miedzynarodowe id 1535 Nieznany
Egzamin POM id 152688 Nieznany
egzamin statystyka id 152923 Nieznany
egzamin09 10 id 153651 Nieznany
Egzamin 14 id 151512 Nieznany
PKM 31052012 Grupa 3 id 359757 Nieznany
francuski egzamin lol553 id 180 Nieznany
Egzamin materialy id 153600 Nieznany
egzamin numerki id 153605 Nieznany
Kriogenika egzamin 2014 id 250 Nieznany
Egzamin 16 id 151516 Nieznany
PKM 17052012 Grupa 2 id 359738 Nieznany
egzamin IMW id 152299 Nieznany
grupa B 2 id 196484 Nieznany
egzamin algebra 3 id 151950 Nieznany
więcej podobnych podstron