
WSTĘP
1. Określenie i klasyfikacja sposobów obróbki erozyjnej.
Energia mechaniczna nie jest jedyną postacią energii, która
może służyć do kształtowania części maszyn i innych wyrobów.
Kształtowanie może być dokonywane również za pomocą energii wy-
ładowań elektrycznych, energii przemian chemicznych, energii
niesionej przez jony, elektrony oraz fotony.
Metody kształtowania za pomocą innych energii niż mechaniczna ma-
ją wiele cech odrębnych. Natomiast wspólnymi cechami tych metod
są:
- kształtowanie przez ubywanie zbędnego materiału (tzw. naddatku
na obróbkę) w postaci bardzo drobnych cząstek materiału,
niemożliwych do rozróżnienia nieuzbrojonym okiem, w niektórych
przypadkach w postaci cząsteczek lub nawet jonów,
- możliwość kształtowania najtrudniejszych nawet materiałów, dzięki
procesom likwacji (topnienia), ewaporacji (odparowania) lub
procesom chemicznym.
Ogólnie metody kształtowania części maszyn i wyrobów w
wyniku procesów ubywania materiału w postaci cząstek trudnych do
rozróżnienia nieuzbrojonym okiem nazywa się obróbką erozyjną .
W szczególności obróbką erozyjną nazywa się te dotychczas
stosowane metody kształtowania, które wykorzystują nie
mechaniczne postacie energii.
Klasyfikację obróbki erozyjnej można przeprowadzić z różnego
punktu widzenia:
- podział na sposoby obróbki erozyjnej następuje na podstawie
sposobu-usuwania naddatku na obróbkę, tj. mając na uwadze,
jakiego rodzaju energia zostaje użyta i jakie formy erozji ona
powoduje,
- podział na odmiany kinematyczne następuje według
kinematyki narzędzia i przedmiotu obrabianego.
Nazwy odmian kinematycznych tworzy się przez analogię do
sposobów i odmian kinematycznych obróbki wiórowej, z tym, że
nazwę wiercenie zastępu je się nazwą drążenie (obrotowe lub
nieobrotowe, czyli wgłębianie).
- podział na rodzaje następuje wg stopnia dokładności i
kolejności obróbki (podobnie jak obróbka wiórowa).
Analogicznie można wykorzystać do klasyfikacji inne kryteria
stosowane w obróbce wiórowej.
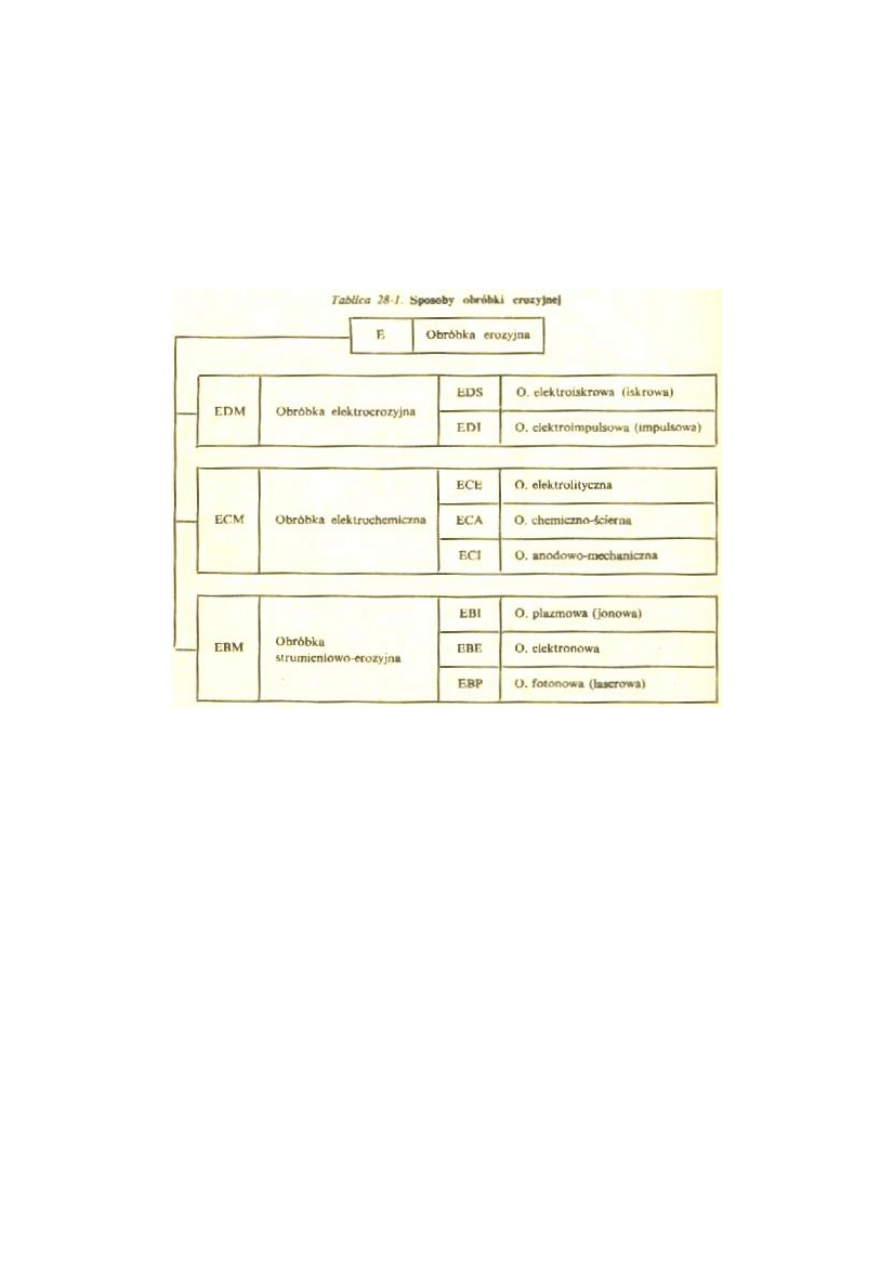
Podział na sposoby obróbki erozyjnej jest zilustrowany w tabl.
28-1. Zgodnie z tą' tablicą; obróbka erozyjna (EM) dzieli się na:
- obróbkę elektroerozyjną (EDM), w której rozróżnia się jeszcze
obróbkę elektromechaniczną (EDS) i obróbkę elektroimpulsową
(EDI),
- obróbkę elektrochemiczną (ECM), w której rozróżnia się
obróbkę elektrolityczną (ECE), obróbkę chemiczno-ścierną (ECR) i
obróbkę anodowo-mechaniczną (ECI),
- obróbkę strumieniowo-erozyjną (EBM), w której można wyróż-
nić obróbkę strumieniem plazmy (EBI) dyli jonową, obróbkę
strumieniem elektronów czyli elektronów (EBE) i obróbką
strumieniem światła, czyli fotonową (EBP).

Oprócz wymienionych sposobów i odmian obróbki erozyjnej
istnieją niektóre odmiany pośrednie, które stanowią powiązanie
odmian obróbki erozyjnej .z obróbką wiórową i ścierną.
2. Wyładowania i erozja elektryczna
Proces przebiegu wyładowania iskrowego z katody do anody,
gdy obie elektrody - oddalone o stałą odległość - są zanurzane w
dielektryku, można przedstawić w uproszczeniu jak następuje.
Na skutek przyłożenia napięcia do katody następuje tzw. zimna
emisja elektronów. Powoduje to w określonej przestrzeni stan
jonizacji. Jonizacja kończy się przy danym napięciu w pewnej
odległości od katody, ponieważ dielektryki wykazują znaczne
zdolności tłumiące proces jonizacji, czyli powodują dejonizację.
Zwiększenie napięcia powoduje powiększenie obszaru. oraz
natężenia jonizacji. W pewnym momencie stan. jonizacji staje się
wystarczający, aby nastąpiło wyładowanie, tzn. przepływ ładunku z
katody do anody.
Napięcie, przy którym nastąpił początek wyładowania, nazywa
się napięciem granicznym.
Podobne zjawisko wyładowania można uzyskać, jeśli przy
stałym napięciu zaczniemy zbliżać elektrody. Odległość, przy której
zaczęło się wyładowanie, nazywa się graniczną odległością
elektrod.
Zjawisko wyładowania może nastąpić przy stałym napięciu i
stałej odległości elektrod, jeśli zacznie się zmieniać własności
dielektryka. Na przykład przez przepompowywanie płynnego
dielektryka i podawanie nowego, z ciągle powiększaną ilością
zawiesiny grafitu w pewnym memencie nastąpi wyładowanie.
Cząstki 'przewodzące zawiesiny zmieniają stan dielektryka, tworząc
tzw. mostki przewodzenia.
W wyniku wyładowania następuje na anodzie krótkotrwała kon-
centracja energii elektrycznej i mechanicznej elektronów. Na skutek
tego powstają w najbliższym otoczeniu wyładowania bardzo
wysokie temperatury. Następuje częściowe stopienie, a nawet
parowanie metalu anody. Działające siły elektrodynamiczne oraz
duży gradient naprężeń wewnętrznych, wywołanych polem
temperatur, powodują wyrzucenie stopniowego metalu do
dielektryki.
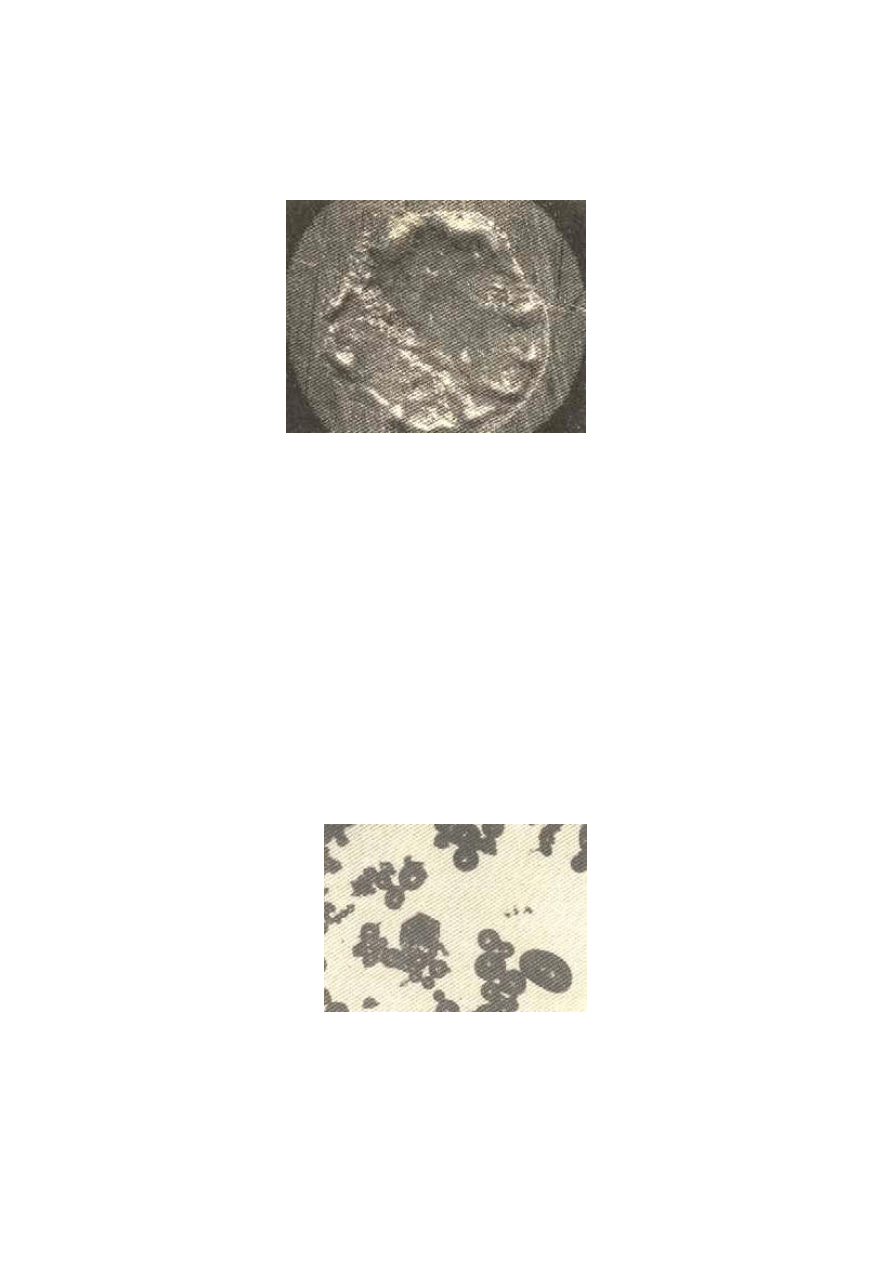
Tak w uproszczeniu przedstawia się proces erozji wyładowania
elektrycznego, którego rezultatem jest powstanie w miejscu
wyładowania charakterystycznego krateru, zwanego też miseczkę
lub
meniskiem
(rys.
28-1}.
Miseczkę, po. pojedynczym
wyładowaniu, można w przybliżeniu traktować jak zasnę kulistą.
Przy takim założeniu miseczka jest charakteryzowana średnicą i
głębokością.
Produkty erozji, wśród których przeważa liczba bryłek
stopionego metalu, o kształcie zbliżonym do kulek (rys. 28-2},
potwierdzają, że główną rolę w procesie erozji wyładowania
elektrycznego odgrywają procesy cieplne i powodowana przez nie
likwacja metalu anody.

5. Techniczno-ekonomiczne wskaźniki obróbki
elektroerozyjnej
a. Parametry i wskaźniki obróbki elektroerozyjnej
Do czynników, które mają wpływ na przebieg i skutki obróbki
elektroerozyjnej, czyli tz.w. parametrów obróbki elektroerozyjnej,
zalicza się czynniki związane z:
- generacją wyładowań, czyli tzw. warunkami elektrycznymi; na-
leżą do nich: Uo, Ug, Iw R i Rw, L i Lw,, C, te, tw itp, oraz
wynikające z nich: kształt wyładowań, energia i częstości impulsów;
- dielektrykiem w szczelinie iskrowej, tj. składem chemicznym i
własnościami fizycznymi dielektryka, stopniem zanieczyszczenia pro-
duktami erozji lub innymi zawiesinami, grubością szczeliny iskrowej
s, prędkości przepływu dielektryka;
- erodą (elektrodą narzędziową), tzn. własnościami chemicznymi
i fizycznymi materiału Brody, kształtem i wymiarami Brody,
kinematyką Brody;
- materiałem obrabianym, jak własności chemiczne i fizyczne
materiału, kształt i wymiary powierzchni obrabianej, kinematyka
materiału obrabianego;
- obrabiarką, jak sztywność i stabilność dynamiczna, nadążność
układu sterującego, dostępność do strefy obróbki, stopień
mechanizacji i automatyzacji ruchów ustawnych i pomocniczych itp.
Przebieg, a zwłaszcza efekty procesu obróbki elektroerozyjnej są
charakteryzowane
za
pomocą
wskaźników
techniczno-
ekonomicznych.
Do najważniejszych wskaźników techniczno-ekonomicznych
obróbki elektroerozyjnej zalicza się:
-
objętościową wydajność erozji (Qv) oraz jednostkową albo
właściw4 wydajność objętościową (qv),
- czas obróbki, nazywany przez analogię do obróbki skrawaniem
czasem maszynowym tm,
- zużycie względne Brody (mes) i wydajność względną (Kr), -
błędy obróbkowe; decydujące o dokładności obróbki,
-
stereometryczne ż fizyczne własności warstwy wierzchniej po
obróbce.
b. Wydajność obróbki elektroerozyjnej
Objętościowa wydajność erozji jest określana analogicznie jak w
obróbce za pomocą skrawania, tzn. jest to średnia wartość objętości
wyerodowanego materiału z obrabianego przedmiotu w ciągu
jednostki czasu. Zazwyczaj objętościową wydajność odnosi się do
minuty.
Analogicznie także operuje się pojęciem powierzchniowej
wydajności erozji (Qt) i liniowej (Ql).
Wydajność erozji, odniesiona do mocy zużywanej do obróbki,
nazywa się wydajnością właściwą. Na przykład objętościową
wydajnością właściwą nazywa się stosunek
Wartość qv określa się doświadczalnie w zależności od
czynników wpływających na proces erozji elektrycznej.
Zależność pomiędzy wydajnością objętościową, a warunkami
elektrycznymi [28/4] może być wyrażona dla o b r ó b k i e 1 e k t r
o i s k r o w e j wzorem, w którym wykorzystano zależności (28.12),
(28.11a) i, (28.21)
gdzie kq- współczynnik wynikający z przeliczania jednostek, a inne
oznaczenia jak dotąd.
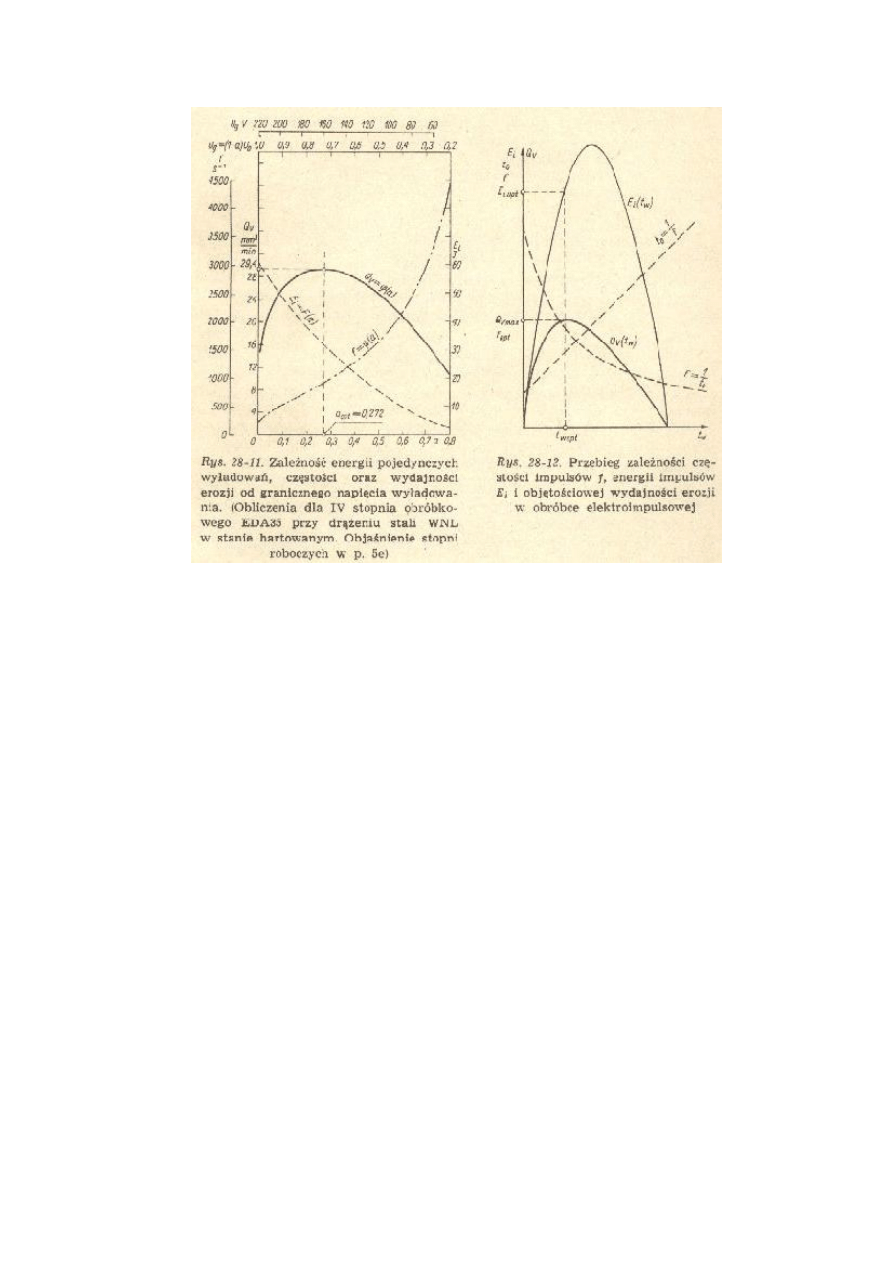
Na rys. 28-11 przedstawiono przykładowo przebieg zależności
Qv = f (a) wyrażonej wzorem (28.22). Wykres ten odpowiada
obliczeniom przy R = 32
, C = 25 uF M =- 0,25·10-4 F; Uo = 220
V.
Z wykresu na rys. 28-11 wynika, że przy zadanych i stałych
warunkach największą wydajność procesu erozji elektroiskrowej
można otrzymać tylko przy określonej wartości stosunku Ug/Uo =
aapr. W danym przykładzie jest to wartość aopt = 0,272, co
odpowiada wartości Ug = =160 V.
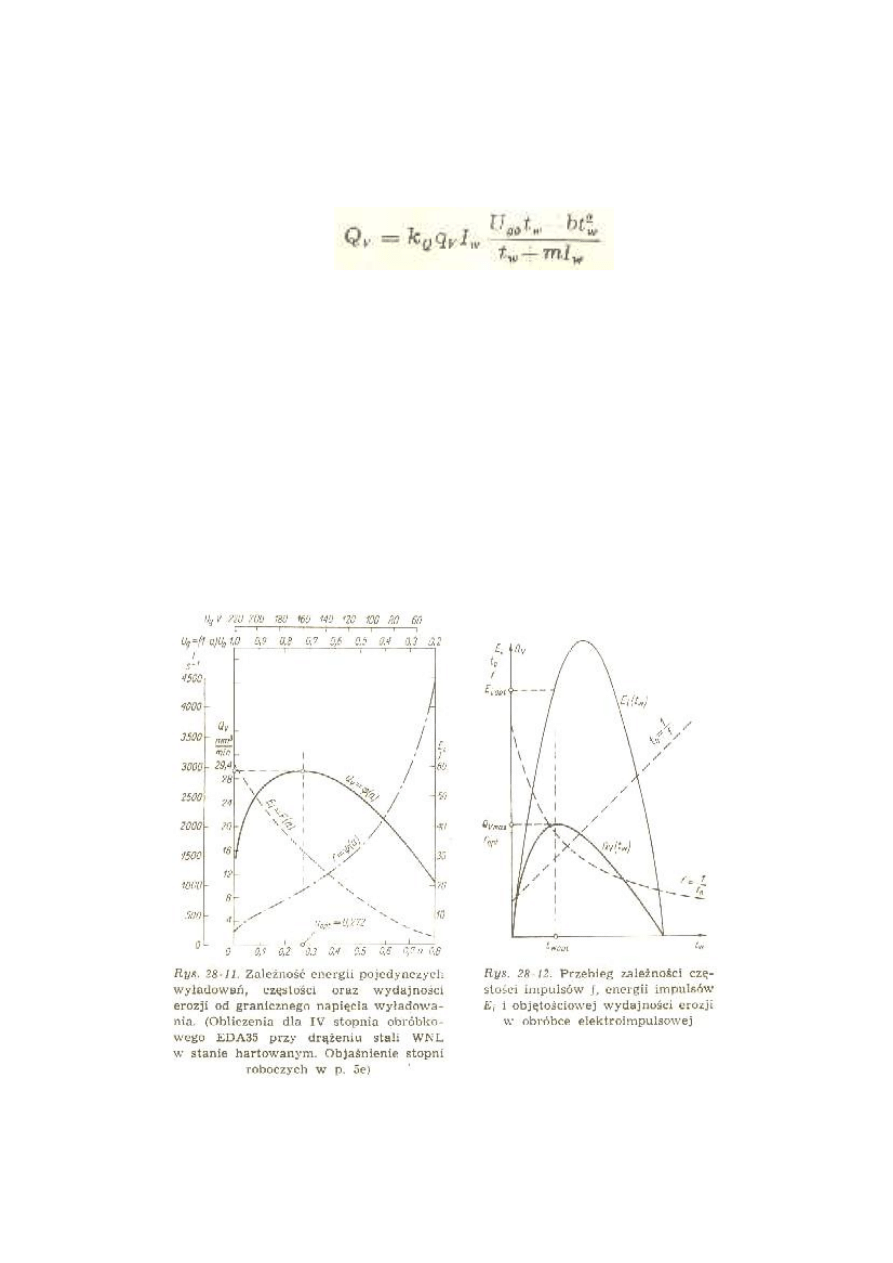
W przypadku obróbki elektroimpulsowej objętościowa
wydajność wyraża się wzorem, który powstał przez połączenie
wzorów (28.21), (28.15), (28.17) oraz (28.20)
Funkcja wyrażona wzorem (28.23) ma wartość maksymalną ze
względu na czas trwania impulsu tw. Charakter przebiegu Qv, f oraz
E; przed stawiono na rys. 28-12. Oznacza to, że istnieje optymalna
wartość twopt, warunkująca także optymalne wartości Ei i f.
W najlepszych rozwiązaniach konstrukcyjnych obrabiarek
elektroimpulsowych uzyskuje się przy obróbce stali wydajność do
10000 mm3/min.
Zależności ujęte wzorami 28.22 i 28.23 stanowić powinny jedną
z ważnych podstaw racjonalnego projektowania elektrycznej części
obrabiarek elektroerozyjnych.
Spośród czynników związanych z dielektrykiem największe
znaczenie ma skład chemiczny urodzaj i gatunek) dielektryka oraz
stopień zanieczyszczenia. Grubość szczeliny iskrowej ma
podstawowe znaczenie dla wydajności obróbki elektroiskrowej,
natomiast praktycznie nie wpływa na wydajność obróbki
elektroimpulsowej.
Najczęściej stosowanym dielektrykiem jest nafta (dla
zwiększenia możliwości obserwacji strefy obróbki nafta
przeźroczysta). W niektórych przypadkach obróbki zgrubnej
używane są także oleje.
Zanieczyszczenia dielektryki wpływają ujemnie, o ile warunki
obróbki dobrane są optymalnie. Przykład zmiany wydajności
objętościowej obróbki elektroiskrowej od stopnia objętościowego
zanieczyszczenia dielektryka pokazuje wykres na rys. 28-13 (28/9].
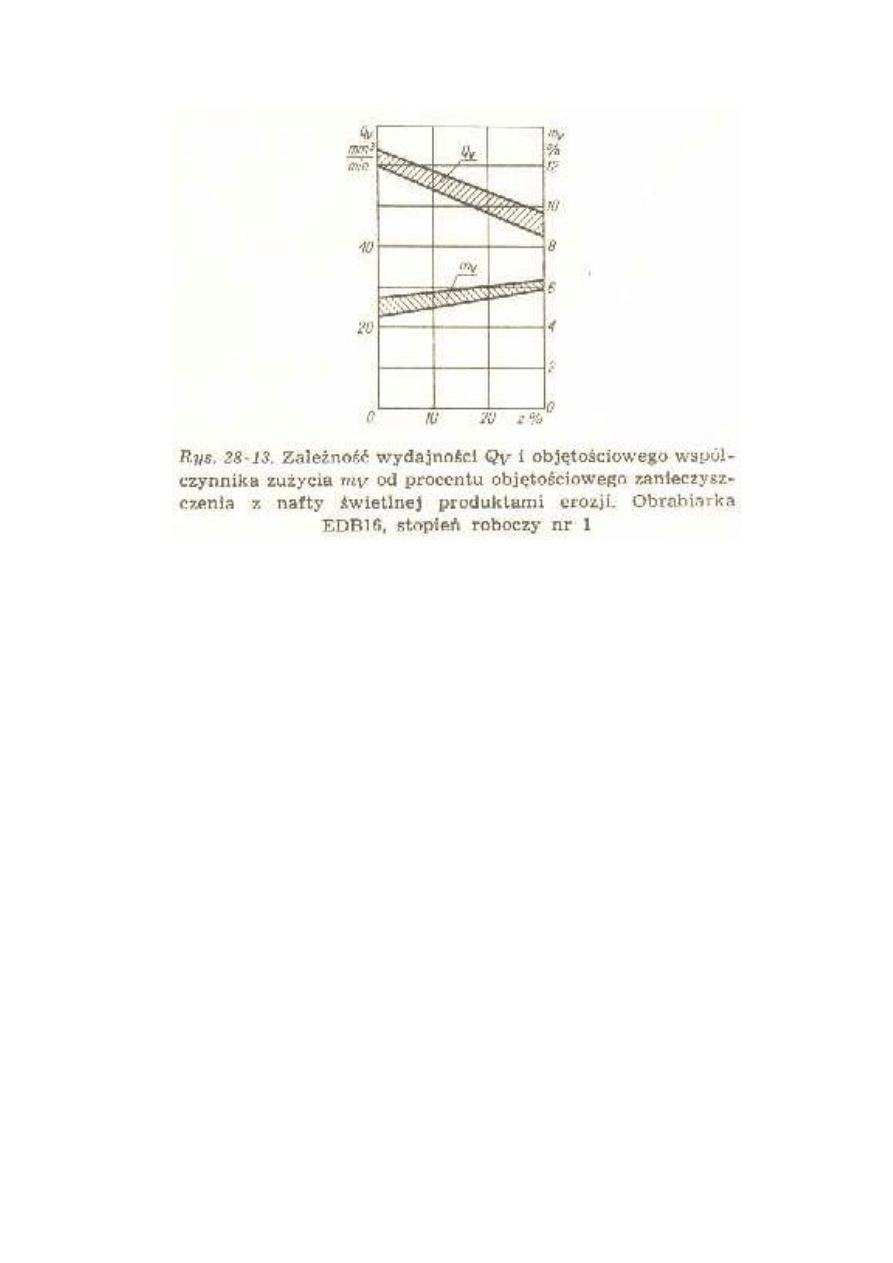
Wraz ze wzrostem ilości zanieczyszczeń, w dielektryku
wydajność zmniejsza się (głownie z powodu obniżenia Ug poniżej
wartości optymalnej). Z tego powodu zaleca się stosowanie filtrów
dla dielektryki:
W niektórych przypadkach, przy niewłaściwie dobranej wartości
nagięcia granicznego {Ug = Ug opt), pewien stopień
zanieczyszczenia może powodować zwiększenie wydajności [28/10].
Dobór erody ma, znaczenie dla wydajności erozji. Na podstawie
doświadczeń stwierdzano, że uzyskuje się tym większą wydajność, im
lepsze jest przewodność elektryczna Brody. Stosunkowo najlepsze
wyniki pod względem wydajności są uzyskiwane przy stosowaniu
elektrod
miedzianych,
miedzio-grafitowych
i
grafitowych.
Rozpowszechnianie tych ostatnich ogranicza mała wytrzymałość
mechaniczna grafitu.
Rodzaj materiału obrabianego wpływa także na wydajność. Tak
np. wydajność erozji węglików spiekanych jest w analogicznych
warunkach w przybliżeniu dwa razy niniejsza niż stali narzędziowej
w stanie hartowanym. Stan materiału oraz gatunki tego samego
rodzaju materiału wywierają mały wpływ na wydajność.
Wymiary powierzchni obrabianej mają także niewielki wpływ na
wydajność, ale dla każdego zestawienia warunków elektrycznych
istnieje określona, optymalna wielkość powierzchni obrabianej.
Wielkość tę powinna podawać charaktery styka obrabiarki.
W przypadku obróbki elektroimpulsowej optimum powierzchni ze
względu na wydajność wypada dla większych powierzchni, czym się
tłumaczy m.in, to, że do obróbki dużych powierzchni generatory
impulsowe są bardzo wskazane.
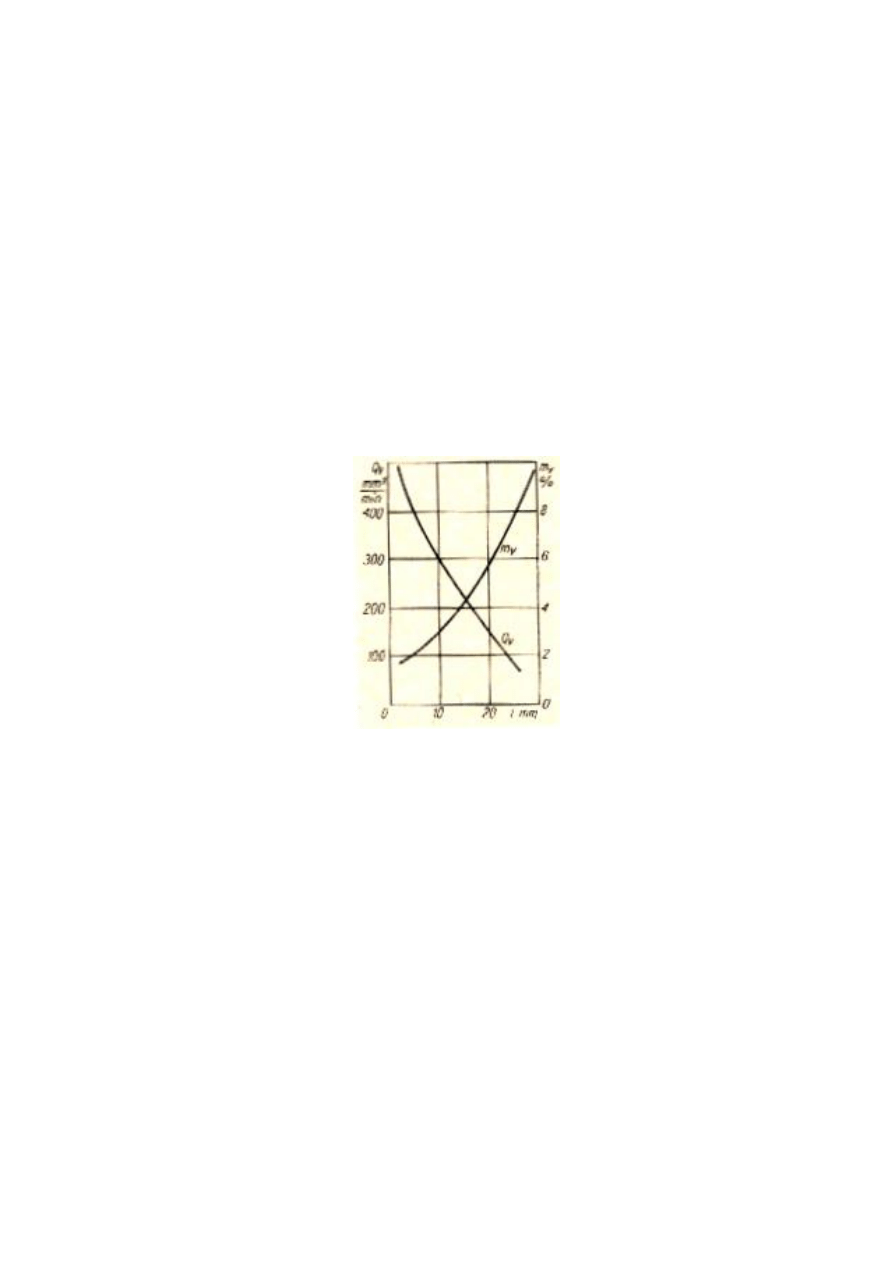
Większy wpływ na wydajność obróbki elektroerozyjnej wywiera
głębokość drążenia. Ze zwiększeniem się głębokości l wydajność Qv
maleje. Przykładowy wykres z badań takiej zależności podaje np. rys.
28-14.
Rys. 28-14. Przykład zależności wydajności drążenia Qv i
objętościowego współczynnika względnego zużycia erody
mv od głębokości drążonego otworu l
Ze wszystkich własności obrabiarki największe znaczenie dla wy-
dajności erozji ma tzw. nadążność systemu automatycznego
sterawania erodą. Cecha nadążności zależy od czułości i szybkości
reagowania na zmiany warunków elektrycznych w szczelinie
iskrowej. Jest to szczególnie ważne dla obróbki elektroiskrowej, gdyż
zabezpiecza to przed zwarciami i stabilizuje napięcie graniczne.
Wyszukiwarka
Podobne podstrony:
Obrobka elektroerozyjna 2 id 32 Nieznany
Echo elektroniczne id 149974 Nieznany
OBROBKA SKRAWANIEM id 328388 Nieznany
Mikroskopia elektronowa id 3018 Nieznany
elektro 3 id 157863 Nieznany
elektra 4 id 157704 Nieznany
5 Pole elektrostatyczne id 397 Nieznany
elektrae1 id 157847 Nieznany
FALE ELEKTROMAGNETYCZNE id 1677 Nieznany
elektro 2 id 157860 Nieznany
Budowa Lampy Elektronowej id 94 Nieznany (2)
ELEKTROSTATYKA 2 id 159079 Nieznany
elektra 8 id 157752 Nieznany
O PODPISIE ELEKTRONICZNYM id 32 Nieznany
elektroliza 3 id 158085 Nieznany
Obwody elektryczne id 329051 Nieznany
angielski dla elektrykow id 640 Nieznany
więcej podobnych podstron