
POŁĄCZENIA SPAWANE - WPROWADZENIE
Wiadomości ogólne
Połączenia spawane - uzyskuje się poprzez doprowadzenia ciepła do
elementów łączonych - proces spawalniczy.
Procesami spawalniczymi zajmuje się "spawalnictwo".
Procesy spawalnicze:
spawanie,
napawanie,
lutowanie,
lutowanie,
zgrzewanie,
metalizacja natryskowa.
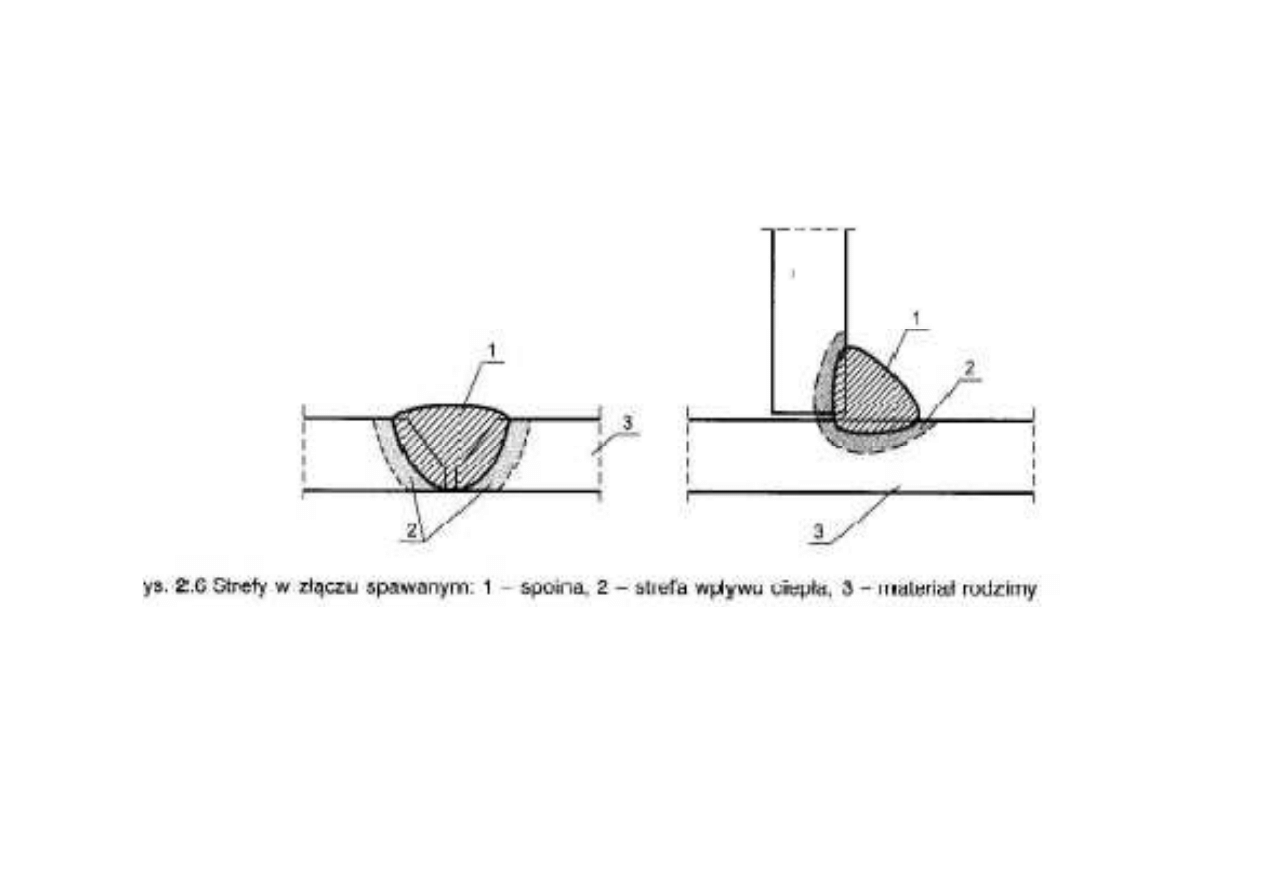
Spawanie polega na stopieniu pod wpływem ciepła krawędzi
łączonych elementów. Metale w stanie ciekłym łączą się i po
zastygnięciu tworzy się jednolite złącze - spoina.
Dla lepszego połączenia krawędzi spawanych dodaje się metal
dodatkowy - spoiwo. Ilość spoiwa różna - od kilku (spawanie
elektryczne z głębokim stopem) do dziewięćdziesięciu kilku procent.
‘

‘
Rys historyczny
Początki spawalnictwa z XIX w. Europie
w Polsce przez prof. Bryłę,
w Polsce przez prof. Bryłę,
Rozwój w czasie i po II wojnie światowej.
•

Wady i zalety konstrukcji spawanych
a
) wady
trudności w spawaniu niektórych gatunków stali (wysoko
węglowe, stopowe, blachy grube),
powstawanie dodatkowych naprężeń i odkształceń
spawalniczych,
konieczność wykonywania spoiny przez wysoko -
kwalifikowanego spawacza i pod stałą kontrolą nadzoru
kwalifikowanego spawacza i pod stałą kontrolą nadzoru
technicznego,
wysoki koszt materiałów i urządzeń stosowanych przy
spawaniu.

‘
b) zalety
łatwość i szybkość wykonania połączeń wskutek
mniejszej pracy warsztatowej (brak trasowania,
wiercenia otworów),
możliwość pełnej automatyzacji łączenia
elementów,
możliwość zastosowania do wszystkich rodzajów
możliwość zastosowania do wszystkich rodzajów
konstrukcji i kształtów elementów (przekroje
rurowe i skrzynkowe),
mały ciężar łączników,
zmniejszenie liczby nakładek,
łatwość wzmacniania zrealizowanych konstrukcji.
Spawalność stali
Rozróżnia się spawalność:
metalurgiczną - zależną od sposobu wytworzenia stali, składu
chemicznego, struktury, stopnia uspokojenia, sposobu obróbki
elementów oraz spoiwa,
spawalność tę określa się przy pomocy równoważnika węgla:
15
C
N
5
M
V
C
6
M
C
C
u
i
o
r
n
E
+
+
+
+
+
+
=
C
E
< 0,20 stale łatwo spawalne (b. dobra)
gdy 0,20 < C
E
≤
0,42 stal dobrze spawalna
0,42 < C
E
≤
0,60 to należy stosować wstępne podgrzanie do temp.
200°C
Inne metody badania spawalności polegają na np. próbie gięcia próbki
nagrzewanej, zginania złącza doczołowego, próbie udarności.
15
5
6

‘
b) konstrukcyjną - zależną od rodzaju i sztywności
konstrukcji, rodzaju i wielkości przekroju spoin, wielkości
przekrojów łączonych do elementów. Wszystkie te
czynniki
decydują
o naprężeniach spawalniczych,
c) technologiczną - zależną od warunków spawania:
natężenia prądu,
średnicy elektrod,
średnicy elektrod,
prędkości spawania,
temperatury spawanego przedmiotu i technik spawania.

Metody spawania
Najczęściej stosowane:
a) ręczne spawanie łukowe elektrodami otulonymi,
b) spawanie łukiem krytym (pod topikiem),
c) spawanie łukowe w osłonie gazów ochronnych,
d) spawanie elektrożużlowe,
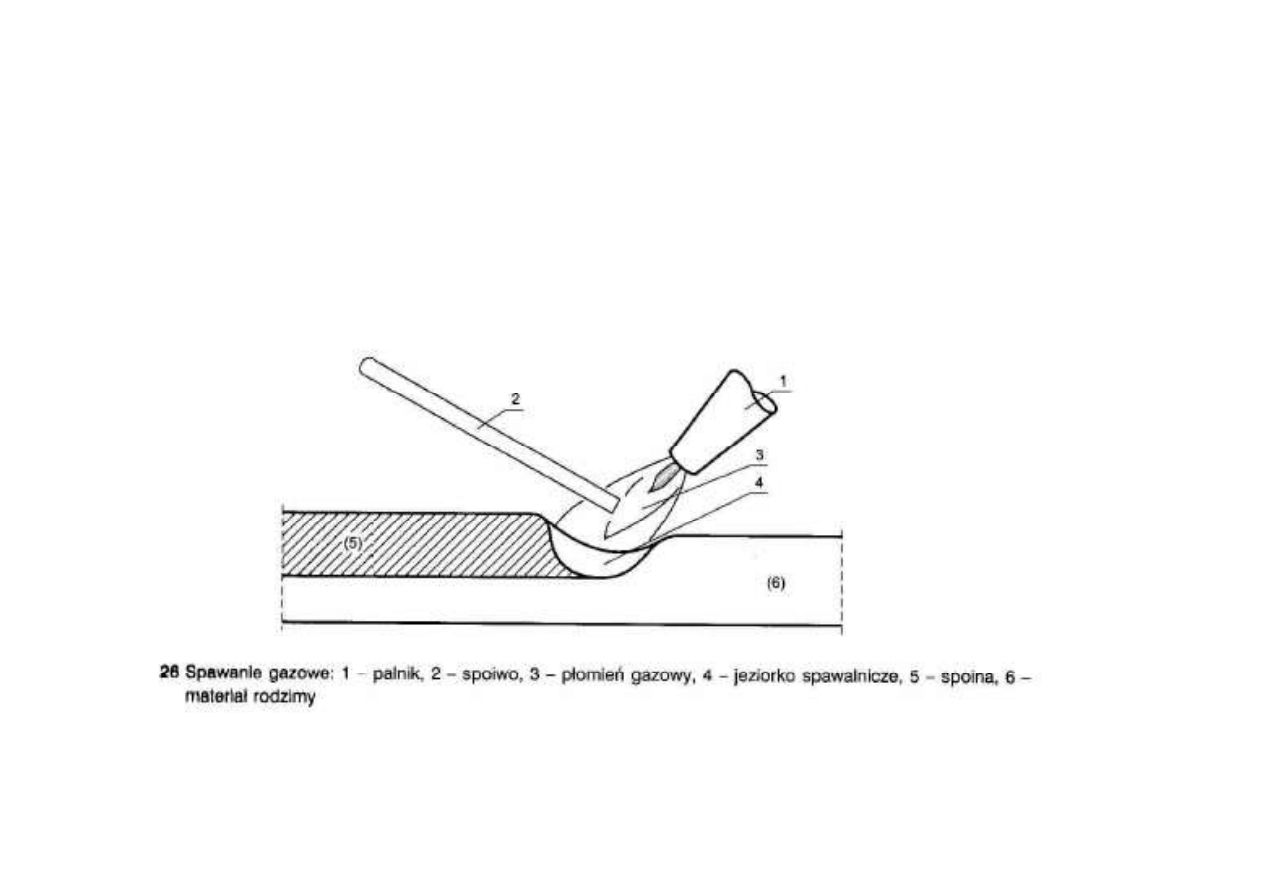
e) spawanie gazowe.
‘
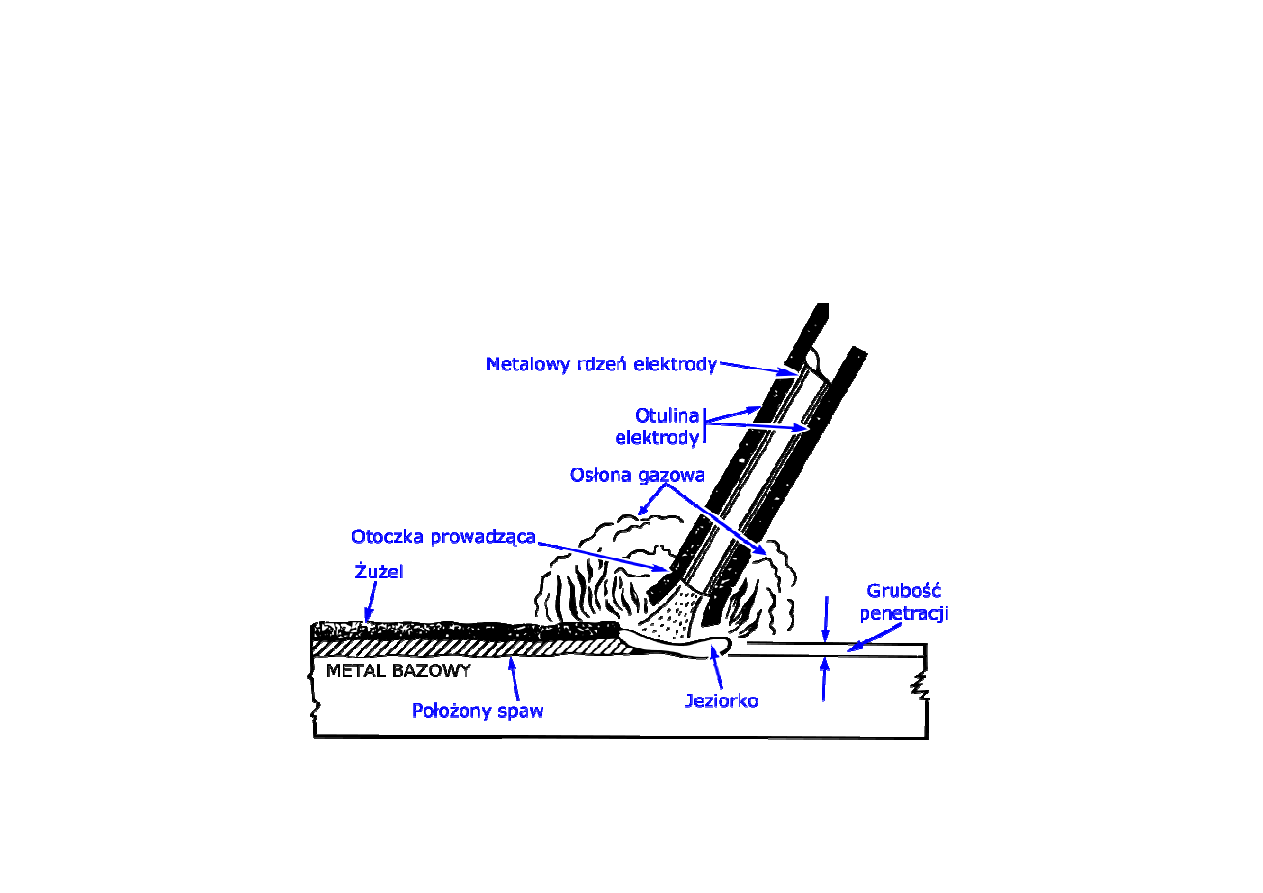
Spawanie łukowe - najpowszechniejsze
Źródłem ciepła łuk elektryczny - powstaje pomiędzy elektrodą a elementem
spawanym, daje wysoką temperaturę.
Stosuje się elektrody topliwe, otulone lub nieotulone.
Otulina - tworzy osłonę gazową i żużlową spoiwa chroniąc przed utlenieniem.
‘
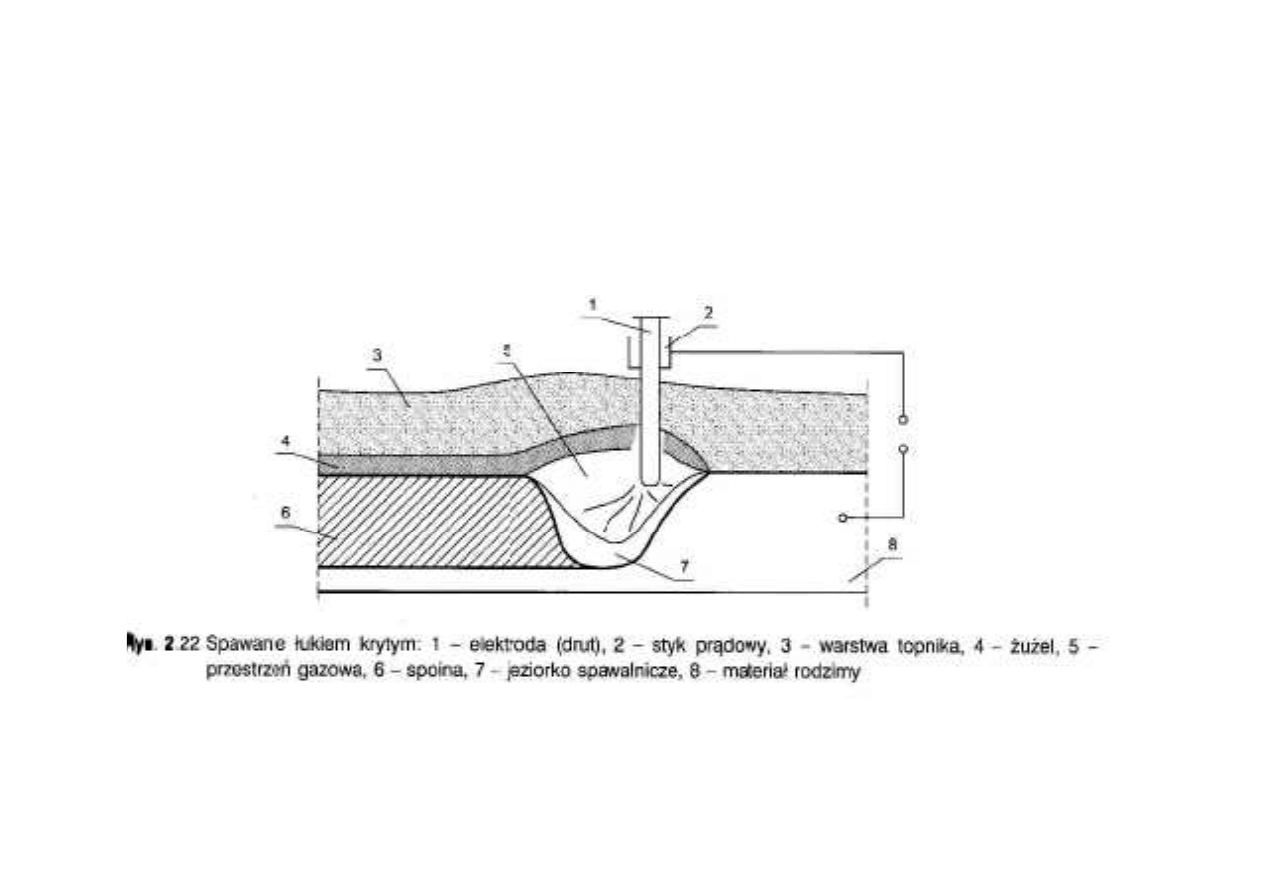
Spawania łukiem krytym - łuk pod warstwą topnika - spełniającego rolę otuliny.
Stosowane w automatach i półautomatach.
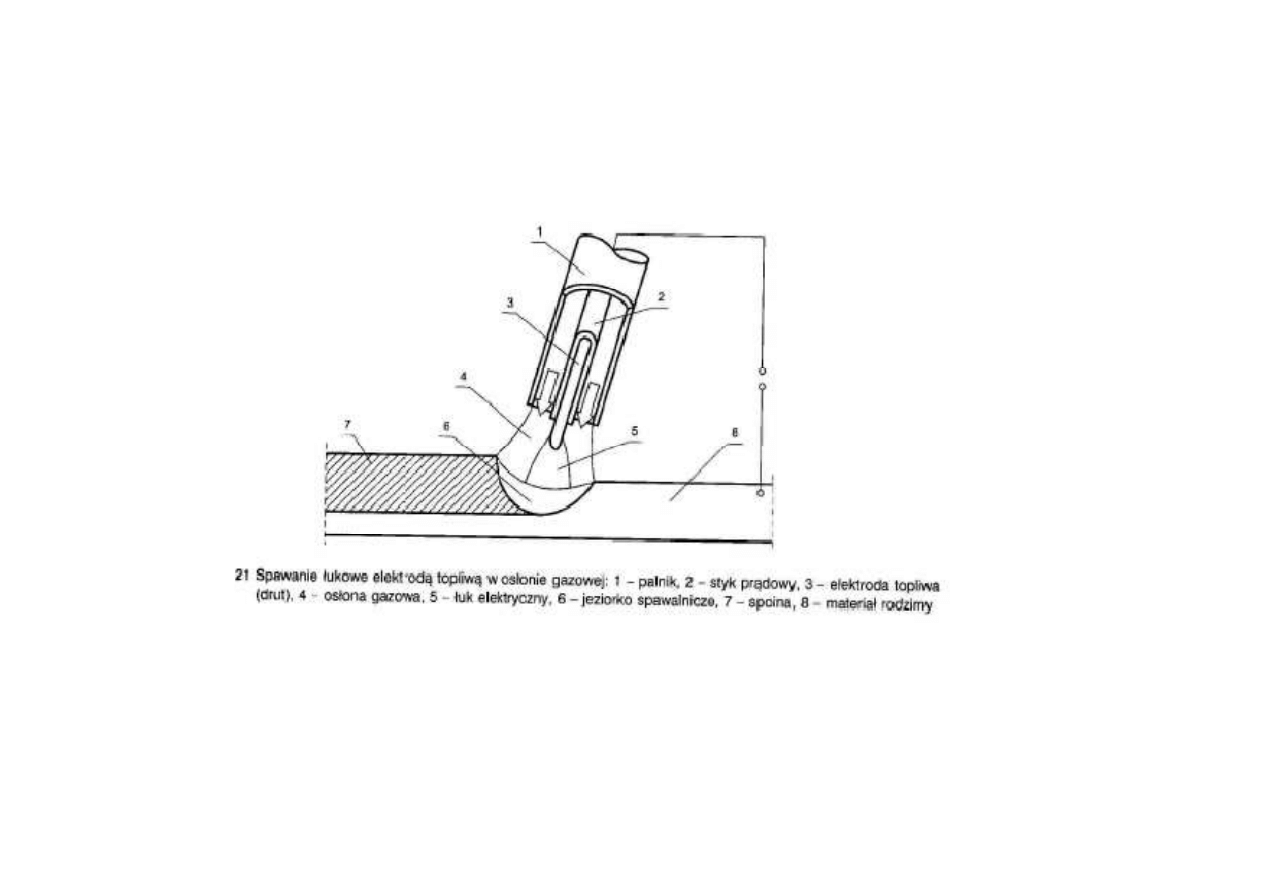
Spawanie łukiem w osłonie gazów - stosuje się CO
2
.
- gazy szlachetne np. argon, hel. Stosuje się specjalne rodzaje
palników
Elektroda topliwa
‘
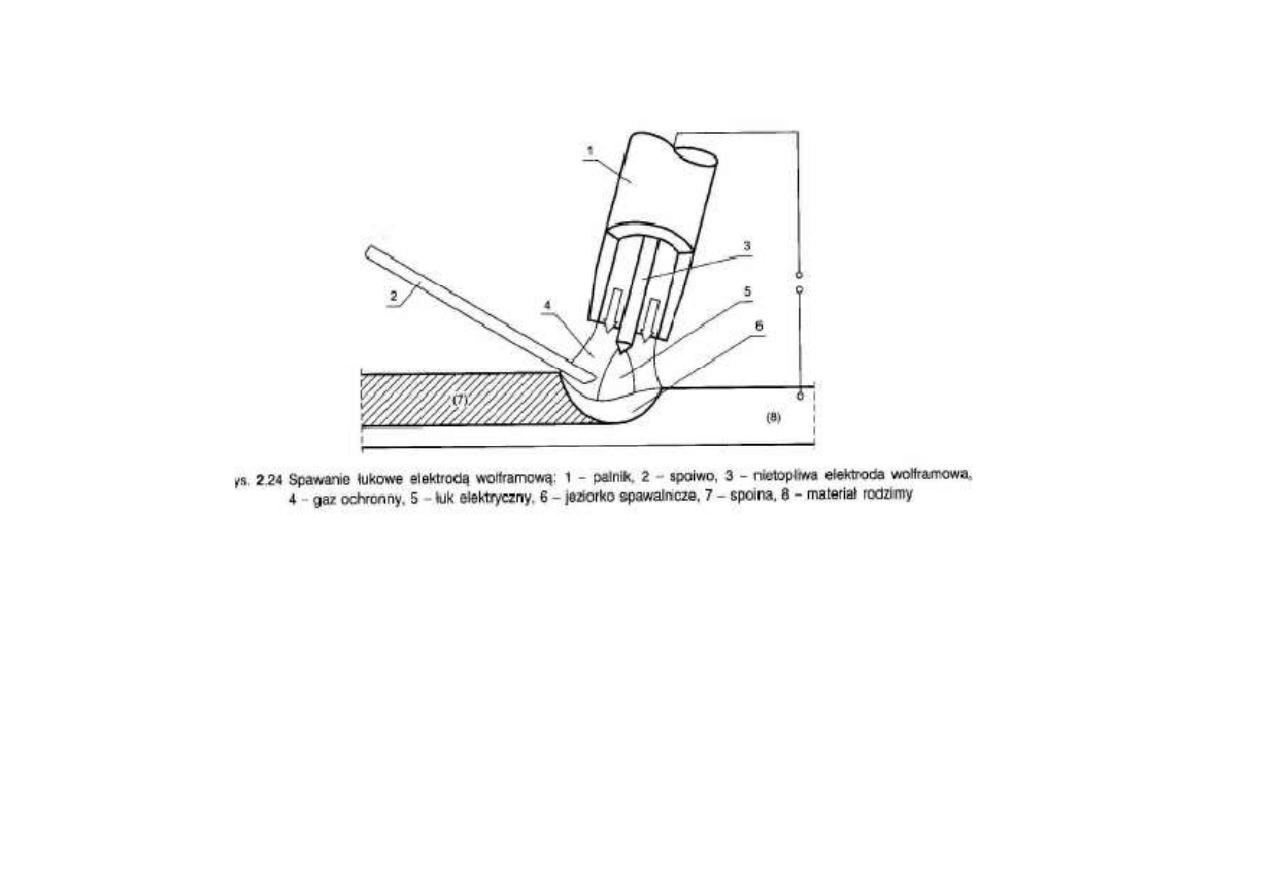
Elektroda nietopliwa
Stosuje się przy spawaniu stali stopowych i węglowych przy spawaniu
ręcznym, automatycznym i półautomatycznym. W zależności od rodzaju
użytego gazu metodę spawania opisuje się skrótem MIG (Metal Inert Gaz)
lub MAG (Metal Active Gaz)
.
‘
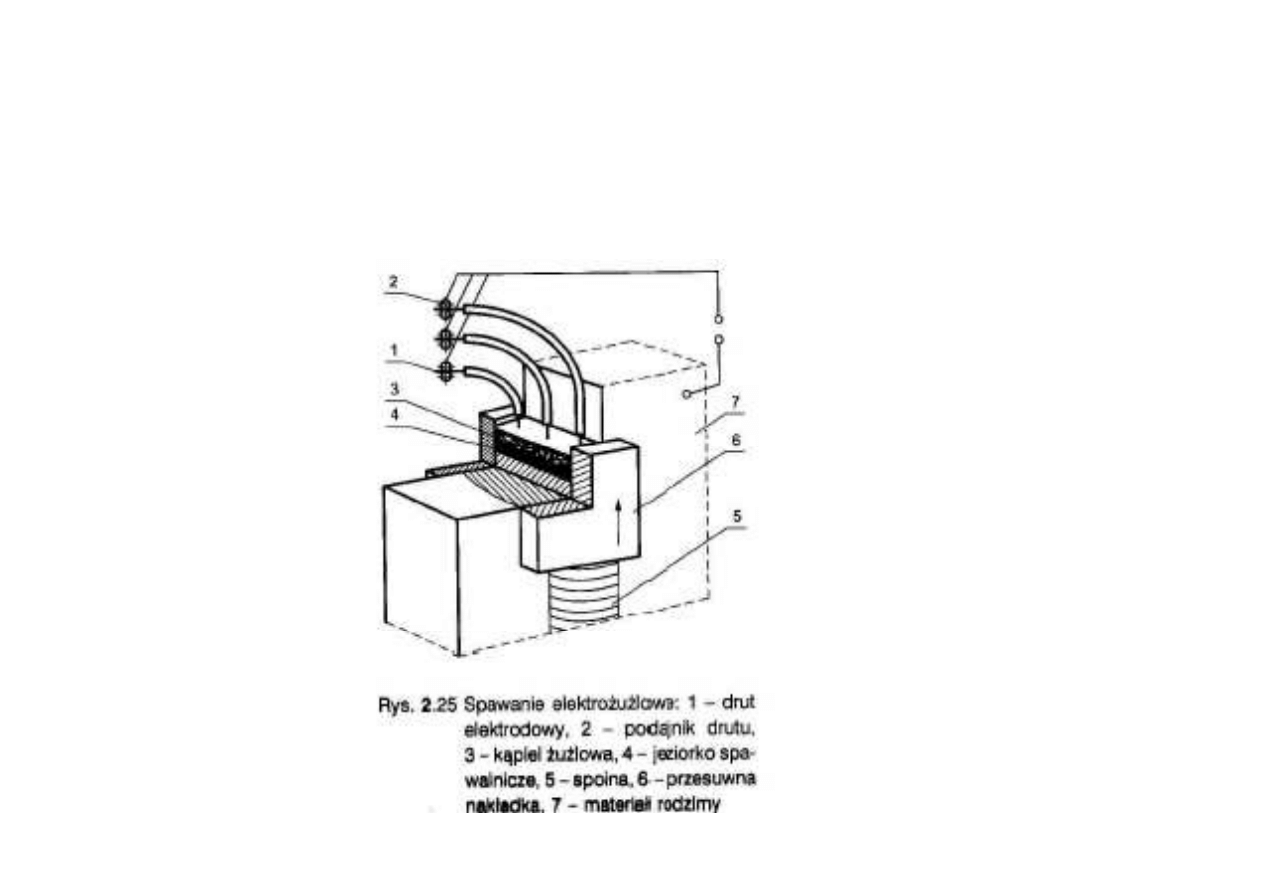
Spawanie elektrożużlowe - przy grubościach elementów powyżej
40 mm. Łuk zajarza się przy rozpoczynaniu spawania,
potem gaśnie, a źródłem ciepła staje się topnik o dobranej oporności
przez który przepływa prąd elektryczny. Stosuje się tylko w automatach.
‘
Spawanie gazowe- lutowanie
‘
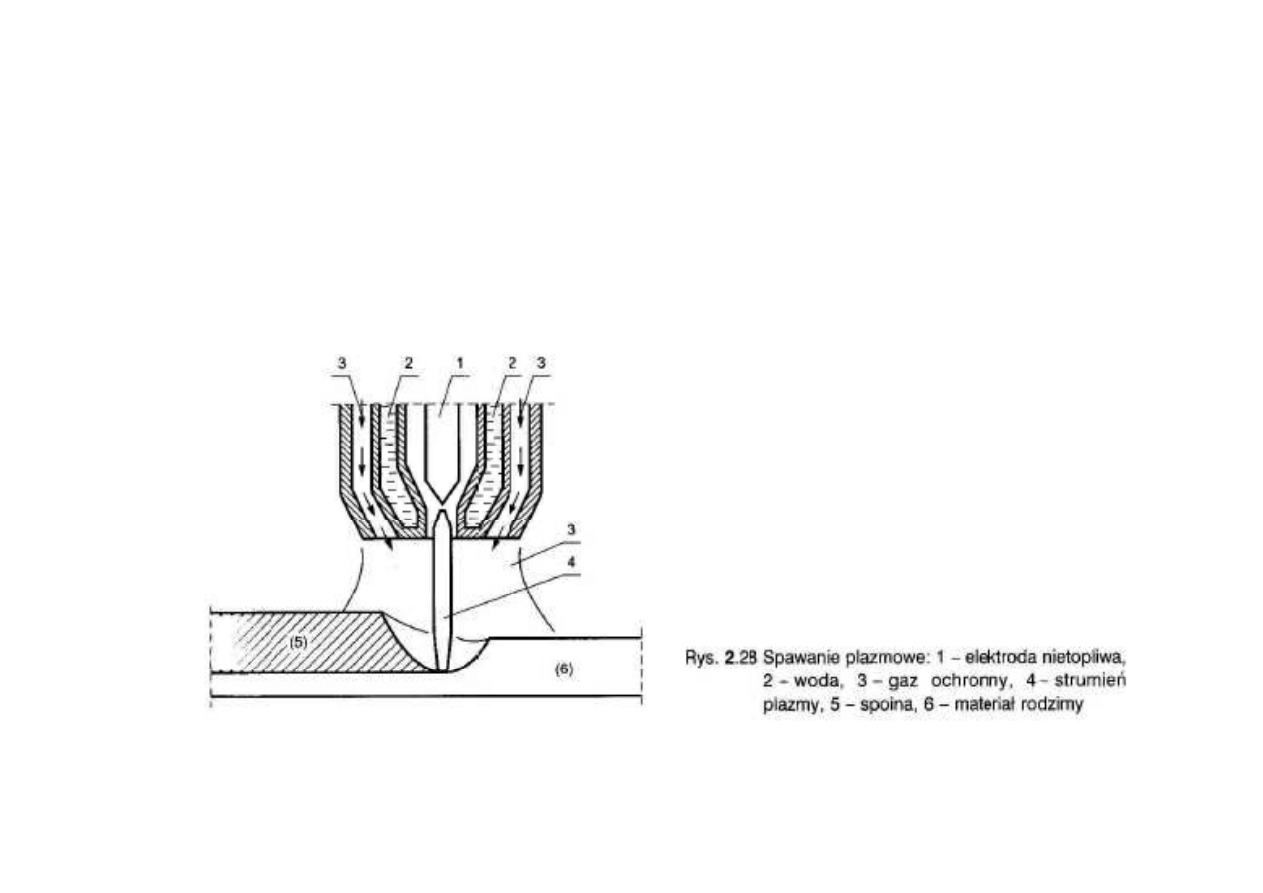
Spawanie plazmowe

‘
Materiały dodatkowe do spawania konstrukcji
a) Elektrody
Do ręcznego spawania łukowego stosowane są elektrody grube
otulone lub średnio otulone w pracach montażowych.
Typy elektrod
•
kwaśne - "A" topią się szybki, nadają się do spawania EA146 we
wszystkich pozycjach, prądem stałym i zmiennym. Stosuje się dla stali
niskowęglowych, dobrze spawalnych.
•
zasadowe - "B" - topią się wolno, do spawania we wszystkich
pozycjach prądem stałym. Stosuje się do spawania grubych
elementów, sztywnych konstrukcji, dla stali węglowych i
pozycjach prądem stałym. Stosuje się do spawania grubych
elementów, sztywnych konstrukcji, dla stali węglowych i
niskostopowych o normalnej i podwyższonej zawartości węgla, dobre
właściwości mechaniczne i plastyczne spoiny.
Uwaga: przed spawaniem muszą być dokładnie wysuszone (1,5h
temp. 250°
÷
350°C)
•
rutylowe - "R" - stosowane w przypadku jak dla kwaśnych,
•
utleniające - "O" - do spawania stali niskowęglowych słabe
własności mechaniczne, lico gładkie,
•
celulozowe - "V" - stosowane do głębokiego przetopu.

‘
Elektrody połączeniowe oznaczamy literą E, następne ale litera oznacza typ
otuliny, cyfry:
przed kropką- gat. elektrody z danej otuliny i
po kropce- minimalna wytrzymałość stopiwa
EB 1.46 , ER 3.46
Elektrody do spawania stali niskostopowych oznacza się ES + symbole
oznaczające składniki stopowe spoiwa.

‘

‘
Druty i topniki do spawania łukowego
Stosuje się druty niskowęglowe z dodatkami stopowymi.
‘
Druty do spawania łukowego w osłonie gazów ochronnych
IMT2
EN ISO 14341-A-G3Si1 / DIN8559-SG2 / AWS A5.18-ER70S-6
IMT2E
EN ISO 14341-A-G3Si1 / DIN8559-SG2 / AWS A5.18-ER70S-6
IMT3
EN ISO 14341-A-G4Si1 / DIN8559-SG3 / AWS A5.18-ER70S-6
IMT3E
EN ISO 14341-A-G4Si1 / DIN8559-SG3 / AWS A5.18-ER70S-6
IMTMo
EN ISO 14341-A-G2Mo / DIN8559-SGMo / AWS A5.28-ER80S-G
IMT Corten
EN ISO 14341-A-G0 / AWS A5.28-ER80S-G
IMT CrMo1Si
EN ISO 21952-A G CrMo1Si / SFA/AWS A5.28 ER80S-G
IMT CrMo1Si
EN ISO 21952-A G CrMo1Si / SFA/AWS A5.28 ER80S-G
IMT CrMo2Si
EN ISO 21952-A G CrMo2Si / SFA/AWS A5.28 ER90S-G
IMT NiMoCr
EN ISO 16834-A Mn3Ni1CrMo / AWS A5.28 ER100 S-G
Multimig 2
EN ISO 14341-A-G3Si1 / DIN8559-SG2 / AWS A5.18-ER70S-6
Multimig 3
EN ISO 14341-A-G4Si1 / DIN8559-SG3 / AWS A5.18-ER70S-6
CHW-50C6SM
EN ISO 14341-A-G3Si1 / DIN8559-SG2 / AWS A5.18-
ER70S-6
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron