„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Joanna Baran
Stosowanie podstawowych technik wytwarzania części
maszyn 827[01].O1.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Tomasz Jagiełło
mgr inż. Tomasz Kacperski
Opracowanie redakcyjne:
mgr Joanna Baran
Konsultacja:
mgr Radosław Kacperczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 827[01]O1.06
„Stosowanie podstawowych technik wytwarzania części maszyn”, zawartego w programie
nauczania dla zawodu operator maszyn i urządzeń przemysłu spożywczego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
4
2.
Wymagania wstępne
6
3.
Cele kształcenia
7
4.
Materiał nauczania
8
4.1.
Wymiary i tolerancja. Chropowatość powierzchni
8
4.1.1.
Materiał nauczania
8
4.1.2.
Pytania sprawdzające
10
4.1.3.
Ćwiczenia
10
4.1.4.
Sprawdzian postępów
11
4.2.
Mierzenie i sprawdzanie
12
4.2.1.
Materiał nauczania
12
4.2.2.
Pytania sprawdzające
16
4.2.3.
Ćwiczenia
16
4.2.4.
Sprawdzian postępów
16
4.3.
Przyrządy pomiarowe. Pomiar wielkości geometrycznych
17
4.3.1.
Materiał nauczania
17
4.3.2.
Pytania sprawdzające
24
4.3.3.
Ćwiczenia
25
4.3.4.
Sprawdzian postępów
26
4.4.
Stanowisko ślusarskie
27
4.4.1.
Materiał nauczania
27
4.4.2.
Pytania sprawdzające
29
4.4.3.
Ćwiczenia
29
4.4.4.
Sprawdzian postępów
30
4.5.
Podstawowe operacje obróbki ręcznej
31
4.5.1.
Materiał nauczania
31
4.5.2.
Pytania sprawdzające
47
4.5.3.
Ćwiczenia
48
4.5.4.
Sprawdzian postępów
51
4.6.
Podstawy obróbki skrawaniem
52
4.6.1.
Materiał nauczania
52
4.6.2.
Pytania sprawdzające
55
4.6.3.
Ćwiczenia
56
4.6.4.
Sprawdzian postępów
56
4.7.
Napędy i zespoły robocze obrabiarek
57
4.7.1.
Materiał nauczania
57
4.7.2.
Pytania sprawdzające
58
4.7.3.
Ćwiczenia
58
4.7.4.
Sprawdzian postępów
59
4.8.
Toczenie i tokarki
60
4.8.1.
Materiał nauczania
60
4.8.2.
Pytania sprawdzające
68
4.8.3.
Ćwiczenia
68
4.8.4.
Sprawdzian postępów
69

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9.
Frezowanie i frezarki
70
4.9.1.
Materiał nauczania
70
4.9.2.
Pytania sprawdzające
74
4.9.3.
Ćwiczenia
74
4.9.4.
Sprawdzian postępów
75
4.10.
Szlifowanie i szlifierki
76
4.10.1.
Materiał nauczania
76
4.10.2.
Pytania sprawdzające
80
4.10.3.
Ćwiczenia
81
4.10.4.
Sprawdzian postępów
81
4.11.
Przygotowanie części do spawania. Spawanie gazowe i łukowe
82
4.11.1.
Materiał nauczania
82
4.11.2.
Pytania sprawdzające
85
4.11.3.
Ćwiczenia
85
4.11.4.
Sprawdzian postępów
86
4.12.
Zgrzewanie, lutowanie i klejenie
87
4.12.1.
Materiał nauczania
87
4.12.2.
Pytania sprawdzające
89
4.12.3.
Ćwiczenia
89
4.12.4.
Sprawdzian postępów
91
4.13.
Bezpieczeństwo i higiena pracy i ochrona środowiska podczas
wykonywania obróbki: ręcznej, maszynowej obróbki wiórowej oraz
spajania metali
92
4.13.1.
Materiał nauczania
92
4.13.2.
Pytania sprawdzające
93
4.13.3.
Ćwiczenia
94
4.13.4.
Sprawdzian postępów
95
5.
Sprawdzian osiągnięć
96
6.
Literatura
101
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1.
WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i kształtowaniu umiejętności
o stosowaniu podstawowych technik wytwarzana części maszyn.
W poradniku zamieszczono:
–
wymagania wstępne wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
–
cele kształcenia wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
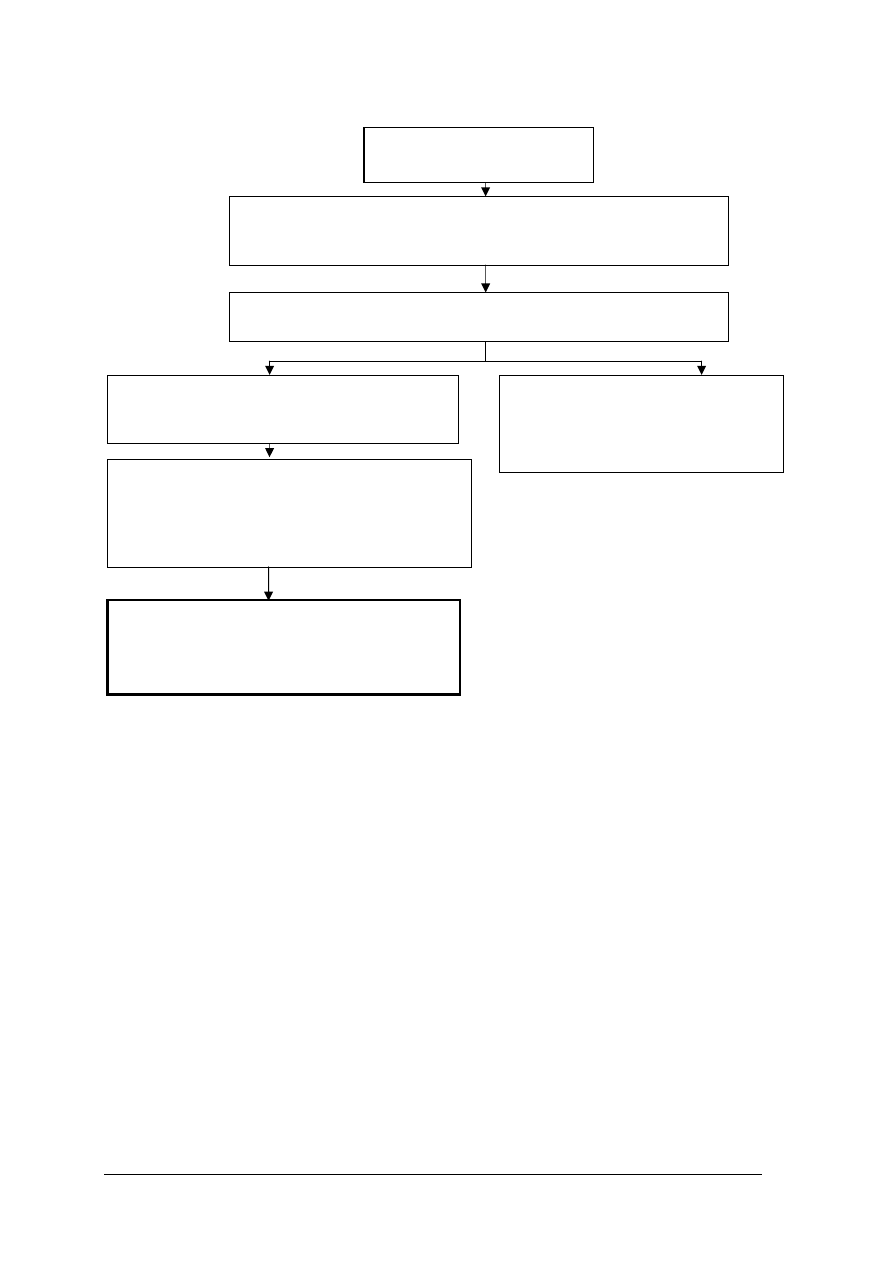
Schemat układu jednostek modułowych
827[01]O1.01
Przestrzeganie przepisów bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska
827[01]O1.03
Stosowanie materiałów konstrukcyjnych w przemyśle
spożywczym
827[01]O1.02
Posługiwanie się dokumentacją techniczną
827[01]O1.05
Analizowanie układów elektrycznych i
sterowania w
maszynach i urządzeniach
827[01]O1.04
Rozpoznawanie elementów maszyn, urządzeń
i mechanizmów
827[01]O1
Techniczne podstawy zawodu
827[01]O1.06
Stosowanie podstawowych technik
wytwarzania części maszyn

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
korzystać z różnych źródeł informacji,
–
posługiwać się podstawowymi pojęciami rysunku technicznego,
–
odczytywać rysunki techniczne,
–
wykonywać proste działania matematyczne,
–
wykonywać proste pomiary warsztatowe,
–
przestrzegać zasady bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej,
–
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić metody pomiaru,
−
sklasyfikować przyrządy pomiarowe,
−
dobrać przyrządy pomiarowe do pomiaru i sprawdzania części maszyn w zależności od
kształtu oraz dokładności wykonania,
−
wykonać z różną dokładnością pomiar części maszyn o różnych kształtach,
−
zinterpretować wyniki pomiarów,
−
zakonserwować i przechować przyrządy pomiarowe,
−
dobrać narzędzia, przyrządy i materiały do wykonywanych zadań,
−
wykonać operacje trasowania na płaszczyźnie,
−
wykonać podstawowe operacje obróbki ręcznej (cięcie, prostowanie, gięcie, piłowanie,
wiercenie, rozwiercanie, gwintowanie),
−
wykonać podstawowe operacje z zakresu maszynowej obróbki wiórowej (wiercenie,
toczenie, frezowanie, szlifowanie),
−
określić cechy charakterystyczne typowych metod spajania,
−
wykonać lutowanie, klejenie i podstawowe operacje spawania elektrycznego i gazowego
(pod nadzorem),
−
sprawdzić jakość wykonanej pracy,
−
posłużyć się normami technicznymi i katalogami,
−
zastosować przepisy bezpiecznej pracy, ochrony przeciwpożarowej i ochrony środowiska
podczas wykonywania zadań zawodowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4.
MATERIAŁ NAUCZANIA
4.1. Wymiary i tolerancja. Chropowatość powierzchni
4.1.1. Materiał nauczania
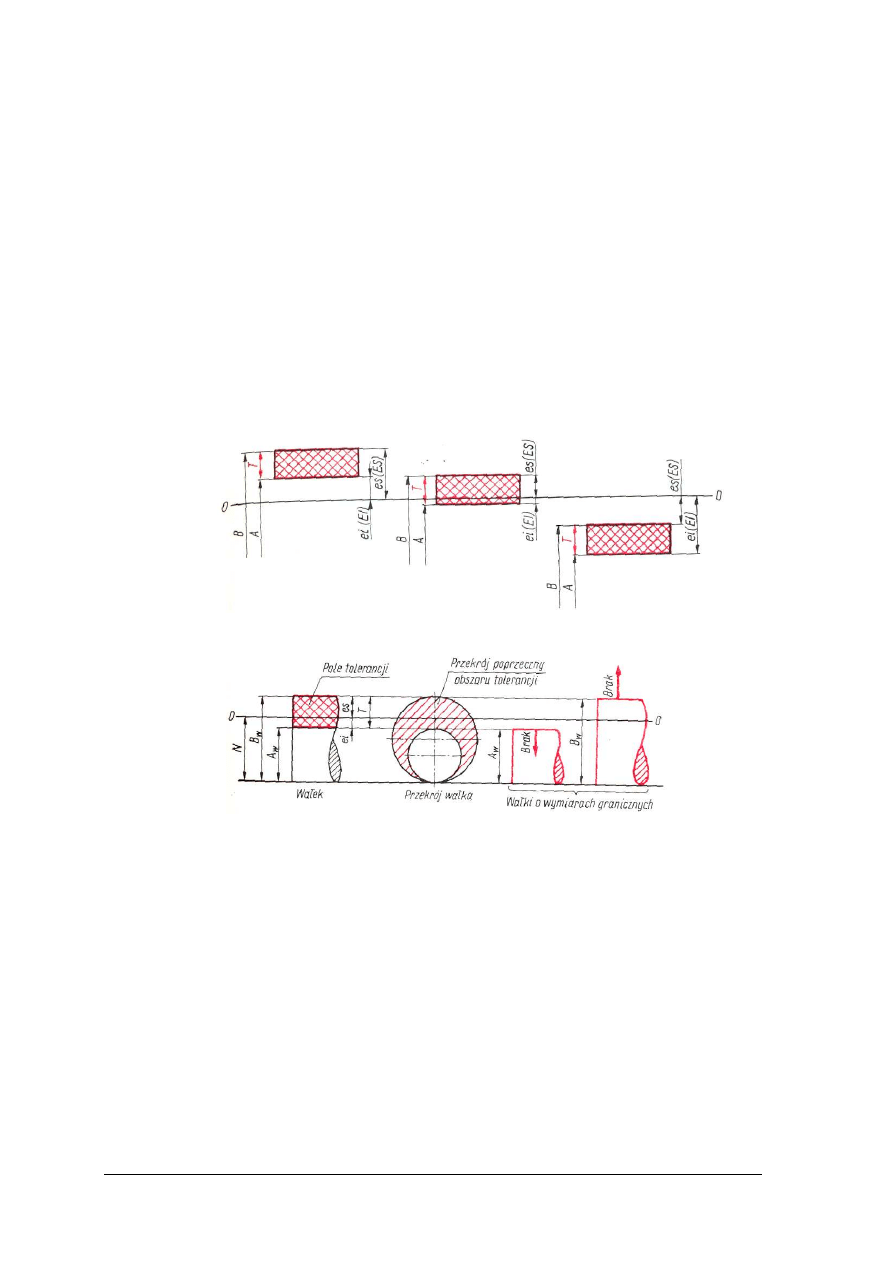
Wymiary graniczne, wymiar nominalny, odchyłki graniczne
Wymiar tolerowany określają jednoznacznie dwa wymiary graniczne: wymiar górny B
i wymiar dolny A.
Wymiar nominalny N, to wymiar przedmiotu, który jest podany na rysunku
przedstawiający dany przedmiot.
Wymiar rzeczywisty jest wymiarem uzyskiwanym w praktyce. Ze względu na błędy
obróbkowe powstające w czasie wykonania przedmiotu, zwykle różni się on od wymiaru
nominalnego.
Tolerowanie wymiarów polega na podawaniu dwóch wymiarów granicznych: dolnego A
i górnego B pomiędzy, którymi powinien znaleźć się wymiar nominalny. Tolerancją (T)
każdego wymiaru nazywamy różnicę pomiędzy górnym i dolnym wymiarem granicznym.
T = B – A
Odchyłka górna: ES (dla wymiaru wewnętrznego), es (dla wymiaru zewnętrznego), jest
różnicą B – N.
Odchyłka dolna: EI (dla wymiaru wewnętrznego), ei (dla wymiaru zewnętrznego) jest
różnicą A – N.
Stąd wychodzą następujące zależności: dla wymiarów zewnętrznych (wałków):
Aw = N + ei, Bw = N + es, T = es – ei,
dla wymiarów wewnętrznych (otworów):
Ao = N + EI, Bo = N + ES, T = ES – EI.
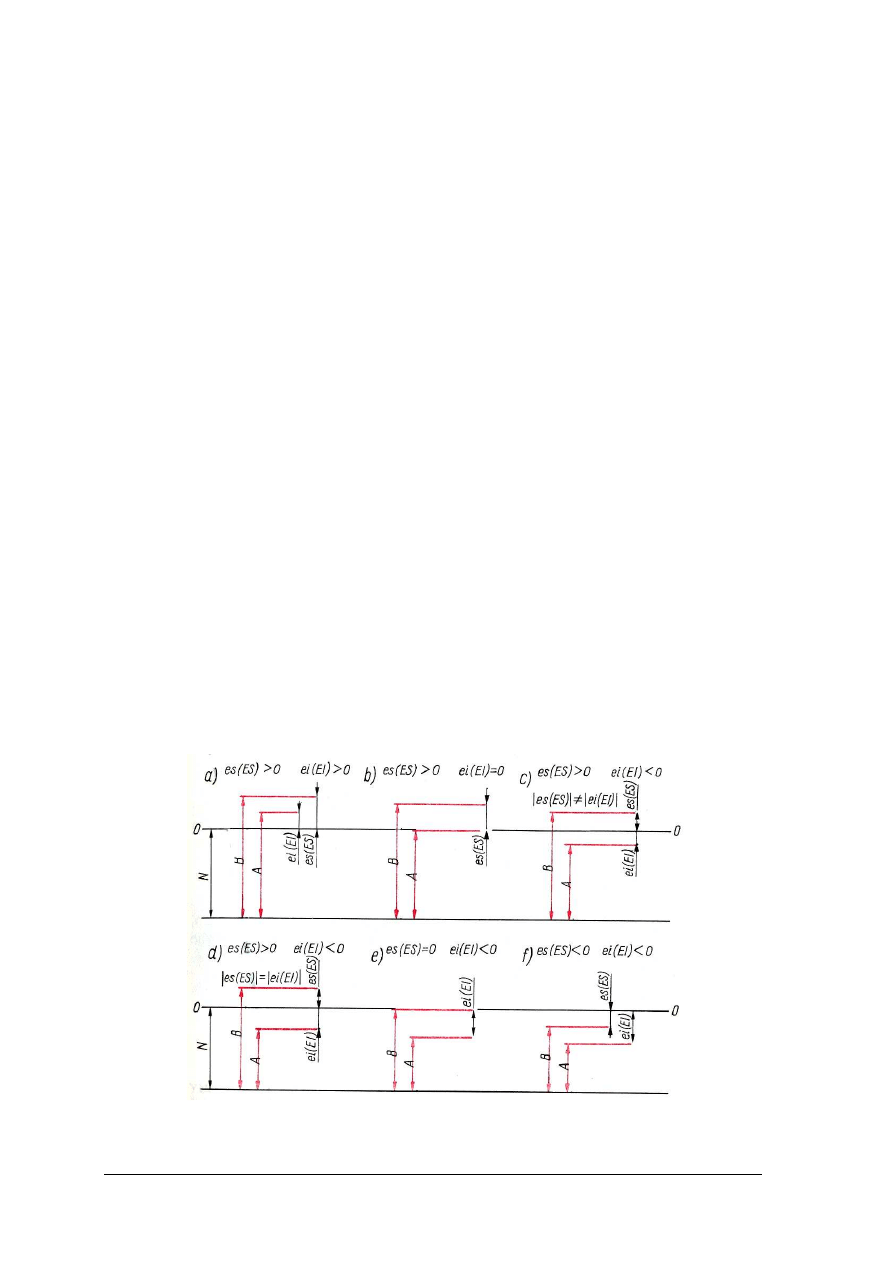
Rys. 1.
Określanie wymiarów granicznych B i A za pomocą wymiaru nominalnego N oraz
odchyłek granicznych es (ES) i es (EI [4, s. 23]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Tolerancja wymiaru
Tolerancja jest dopuszczalnym zakresem zmienności wymiaru, jest zawsze dodatnia,
ponieważ stanowi różnicę między wymiarami, z których odjemna B zgodnie z definicją jest
zawsze większa od odjemnika A. Ze związków pomiędzy wymiarami granicznymi B i A,
wymiarem nominalnym N i odchyłkami granicznymi es (ES) i ei (EI) wynika, że tolerancję
można obliczyć także za pomocą odchyłek
ei
es
ei
N
es
N
A
B
T
−
=
+
−
+
=
−
=
)
(
lub
EI
ES
EI
N
ES
N
A
B
T
−
=
+
−
+
=
−
=
)
(
Tolerancja T jest równa różnicy algebraicznej między odchyłkami górną es (ES) i dolną ei
(EI)
ei
es
T
−
=
lub
EI
ES
T
−
=
Rys. 2.
Tolerancja T jako algebraiczna różnica wymiarów granicznych B i A lub odchyłek es
(ES) i ei (EI) [4, s. 29]
Rys. 3.
Graficzne przedstawienie wałka i jego pola tolerancji [4, s. 29]
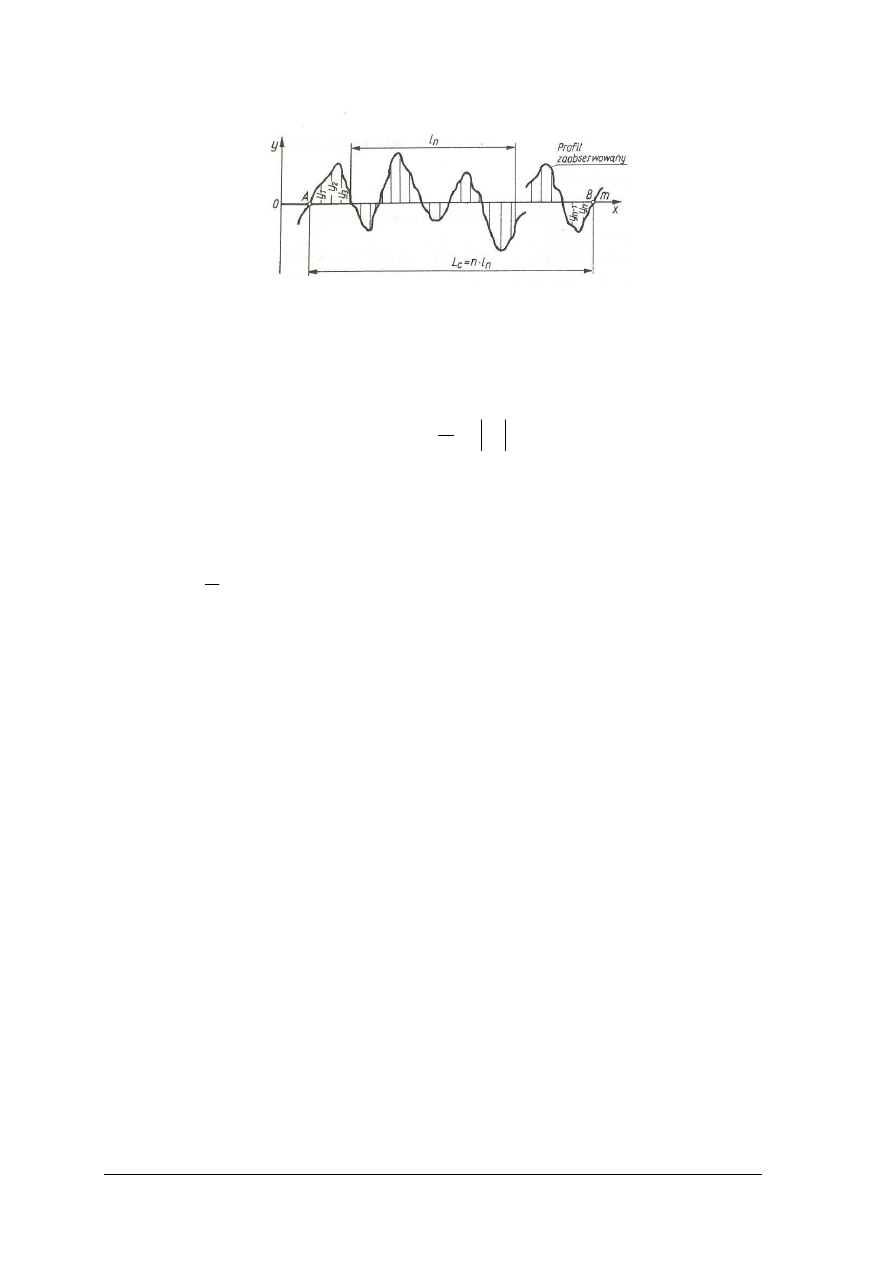
Chropowatość powierzchni
Według normy PN – 87/M – 04256/02 chropowatością powierzchni nazywamy zbiór
nierówności powierzchni rzeczywistej przedmiotu o małych odstępach wierzchołków.
Chropowatość powierzchni określa się jako odchylenia profilu zaobserwowanego od linii
odniesienia z pominięciem falistości i odchyłek kształtu. Profil zaobserwowany (zmierzony)
jest to linia przecięcia powierzchni zaobserwowanej płaszczyzną prostopadłą do powierzchni
nominalnej i na ogół prostopadłą do śladów obróbki. Powierzchnia zaobserwowana różni się
od powierzchni rzeczywistej w granicach niedokładności odtworzenia lub obserwacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 4. Profil zaobserwowany [4, s. 91]
Parametry chropowatości
Średnie arytmetyczne odchylenie profilu chropowatości R
a
jest to średnia wartość
odległości punktów (y
1
, y
2
, ………, y
n
) profilu zaobserwowanego od linii średniej m na
długości odcinka elementarnego l, równa w przybliżeniu
∑
=
=
=
n
i
i
i
a
y
n
R
1
1
Wysokość chropowatości R
z
– jest to średnia wartość pięciu różnic odległości między
najwyżej położonymi punktami wzniesień a najniżej położonymi punktami wgłębień profilu
zaobserwowanego na długości odcinka elementarnego, mierzonych od linii odniesienia
równoległej do linii średniej profilu.
)
(
)
(
5
1
10
8
6
4
2
9
7
5
3
1
R
R
R
R
R
R
R
R
R
R
R
z
+
+
+
+
−
+
+
+
+
=
Maksymalna wysokość chropowatości R
m
jest to odległość dwu linii równoległych do
linii średniej, z których jedna przechodzi przez najwyższy punkt wzniesienia, druga zaś przez
najniższy punkt wgłębienia profilu zaobserwowanego na odcinku elementarnego.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co określa wymiar tolerowany?
2.
Co to jest wymiar graniczny?
3.
Jak obliczyć odchyłkę górną?
4.
Co nazywamy tolerancją?
5.
Za pomocą, jakiego wzoru można obliczyć tolerancję?
6.
Jakie są parametry chropowatości powierzchni?
7.
Co określa parametr R
m
?
4.1.3. Ćwiczenia
Ćwiczenie 1
Oblicz tolerancję na podstawie podanych odchyłek granicznych.
2
,
0
05
,
0
25
,
0
3
,
0
1
,
0
30
60
50
+
−
−
+
−

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych wzór na obliczenie tolerancji za pomocą
odchyłek granicznych,
2)
napisać odpowiedni wzór,
3)
podstawić dane do wzoru,
4)
obliczyć tolerancję.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika, dotycząca tolerancji.
Ćwiczenie 2
Oblicz tolerancję na podstawie wymiarów granicznych.
a)
B = 45,028 mm
A = 45,012 mm
b)
B = 80,36 mm
A = 80 mm
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych wzór na obliczenie tolerancji na podstawie
wymiarów granicznych,
2)
napisać odpowiedni wzór,
3)
podstawić dane do wzoru,
4)
obliczyć tolerancję.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika, dotycząca tolerancji.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić pojęcie wymiaru tolerowanego?
2)
wyjaśnić pojęcie wymiaru granicznego?
3)
obliczyć tolerancje na podstawie odchyłek?
4)
obliczyć tolerancję na podstawie wymiarów granicznych?
5)
wyjaśnić pojęcie tolerancja?
6)
wyjaśnić wzór na wysokość chropowatości powierzchni?
7)
wyjaśnić wzór na obliczenie parametru R
a
?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Mierzenie i sprawdzanie
4.2.1. Materiał nauczania
Mierzenie i sprawdzanie
Celem pomiarów warsztatowych jest sprawdzenie prawidłowości wykonania przedmiotu
zgodnie z rysunkiem technicznym. Pomiarem nazywamy zespół czynności, które należy
wykonać w celu określenia wartości wielkości mierzonej. W zakres czynności pomiarowych
wchodzą przykładowo: przygotowanie przedmiotu do mierzenia, polegające na oczyszczeniu
powierzchni z zanieczyszczeń, wzajemne ustawienie przedmiotu i narzędzia lub przyrządu
pomiarowego umożliwiające dokonanie pomiaru, właściwy pomiar, odczytanie wyniku
pomiaru i ustalenie błędu dokonanego pomiaru.
Sprawdzenie kształtu przedmiotu polega zazwyczaj na pomiarze długości krawędzi lub
średnic, pomiarze kątów, to jest wzajemnego położenia płaszczyzn i krawędzi względem
siebie, na określeniu chropowatości oraz odchyłek kształtu i położenia powierzchni.
W procesie sprawdzania najczęściej stosowanymi narzędziami pomiarowymi są sprawdziany,
gdyż umożliwiają skrócenie czasu pomiaru.
Podział metod pomiarowych
Metody pomiarowe są to sposoby porównywania zastosowane w pomiarze. Dzielimy je
na bezpośrednie i pośrednie.
Metoda pomiarowa bezpośrednia polega na otrzymaniu wartości wielkości mierzonej
bezpośrednio, bez potrzeby przeprowadzania dodatkowych obliczeń wynikających ze
związku pomiędzy wielkością mierzoną a innymi wielkościami. Przykładem takiego pomiaru
może być pomiar mikrometrem lub suwmiarką średnicy wałka.
Metoda pomiarowa pośrednia jest oparta na bezpośrednich pomiarach innych wielkości
i wykorzystaniu istniejących zależności pomiędzy wielkością, której wartość mamy
wyznaczyć, a wielkościami zmierzonymi bezpośrednio. Przykładem takiego pomiaru może
być pomiar promienia R łuku poprzez bezpośredni pomiar strzałki s i cięciwy.
Metoda pomiarowa bezpośredniego porównania – polega na porównaniu całkowitej
wartości mierzonej ze znaną wartością tej samej wielkości, która w postaci wzorca wchodzi
bezpośrednio do pomiaru. Przykładem takiego pomiaru jest porównanie mierzonej długości
z przymiarem kreskowym.
Błędy pomiarowe
Jako błąd pomiaru możemy zdefiniować niezgodność wyniku pomiaru z wartością
wielkości mierzonej. Każdy wynik pomiaru jest obarczony błędem pomiaru. Głównymi
źródłami błędów są:
−
postępowanie pomiarowe,
−
przedmiot mierzony i sposób odebrania o nim danych,
−
narzędzie pomiarowe,
−
odczytanie wskazania.
Błędy pomiaru klasyfikuje się na systematyczne i przypadkowe.
Błędy systematyczne spowodowane są wadliwym wykonaniem przyrządu pomiarowego,
lub nieprawidłowym jego wyregulowaniem. Znając ich przyczyny można określić ich wartość
liczbową i znak i uwzględniać je w wynikach pomiarów w postaci poprawek. Natomiast
błędy przypadkowe nie dają się określić, gdyż są spowodowane wieloma zmiennymi
czynnikami, na które składają się zarówno niedoskonałość przyrządów pomiarowych, jak
i niedoskonałość zmysłów człowieka dokonującego pomiarów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
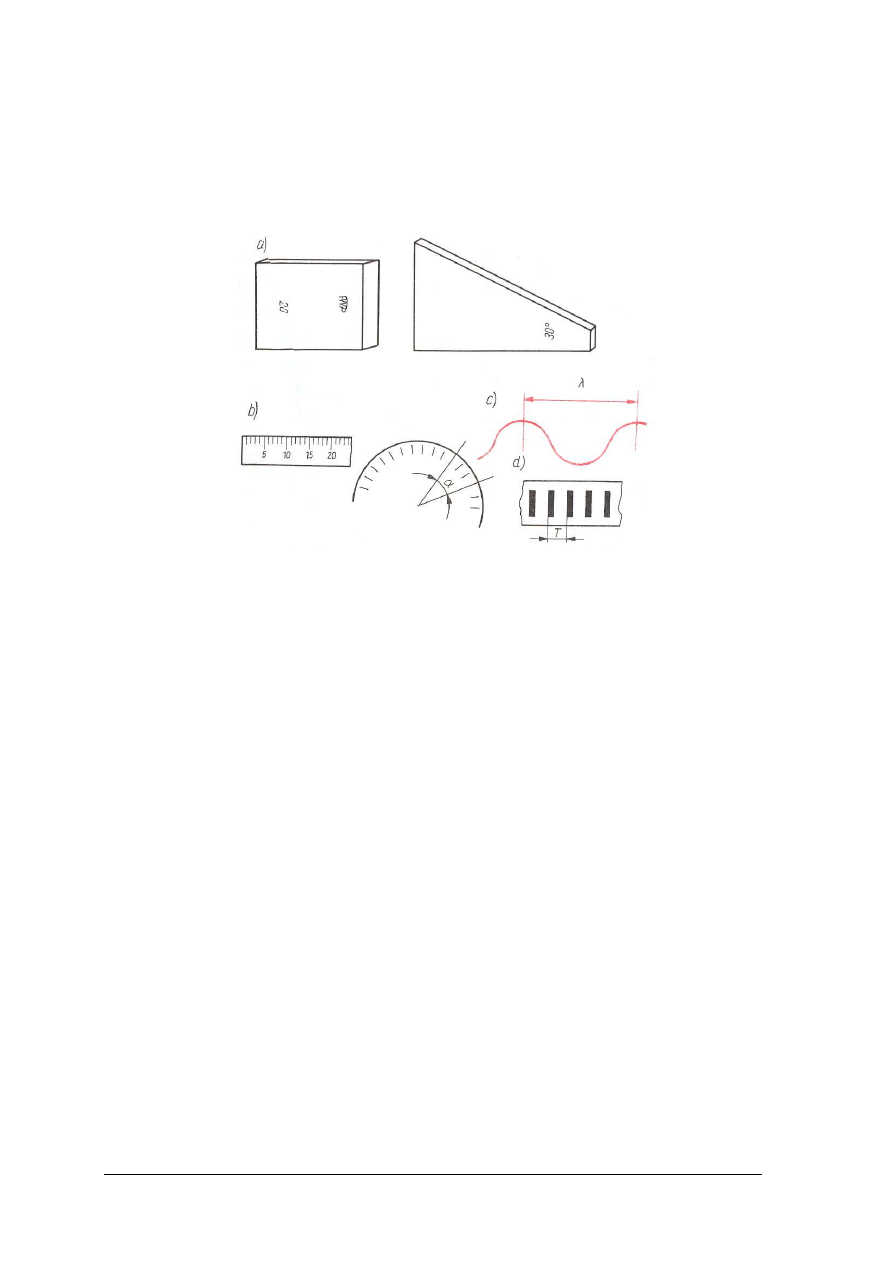
Wzorce miar
Wzorce miar są narzędziami pomiarowymi odtwarzającymi jedną lub więcej znanych
wartości długości lub kąta.
Wzorce miar długości dzieli się na: końcowe, kreskowe, inkrementalne i falowe. Wzorce
inkrementalne można zaliczyć do odmiany wzorców kreskowych.
Wzorce miar kąta dzieli się na końcowe i kreskowe.
Rys. 5.
Wzorce miar: a) końcowy długości i końcowy kąta, b) kreskowy długości
i kreskowy kąta, c) falowy długości, d) inkrementalny długości [4, s. 141]
Wzorce końcowe długości są wzorcami jednowymiarowymi, ponieważ odtwarzają jedną
wartość wielkości. Są one bryłami materialnymi, w których odległość dwu równoległych
płaszczyzn lub krawędzi, lub odległość dwóch punktów jest odtwarzaną wartością długości.
Wzorce kreskowe długości są na ogół wzorcami wielowymiarowymi, wartości długości
odtwarzają odległość kresek, naciętych na powierzchni wzorca. Wzorce kreskowe są
wykonywane bezpośrednio na narzędziach pomiarowych (np. suwmiarka), mogą też stanowić
część składową narzędzia (np. długościomierz uniwersalny).
Wzorce inkrementalne długości stanowią pewna odmianę wzorców kreskowych i znajdują
szerokie zastosowanie w przemysłowych urządzeniach pomiarowych. Są to zazwyczaj liniały
szklane lub metalowe ze wskazaniami.
Wzorce falowe długości są wzorcami o największej dokładności. Odtwarzają one wartości
długości przez części lub wielokrotności długości fal promieniowania elektromagnetycznego,
emitowanego w określonych warunkach przez pewne pierwiastki, np. krypton, rtęć, kadm,
hel, neon.
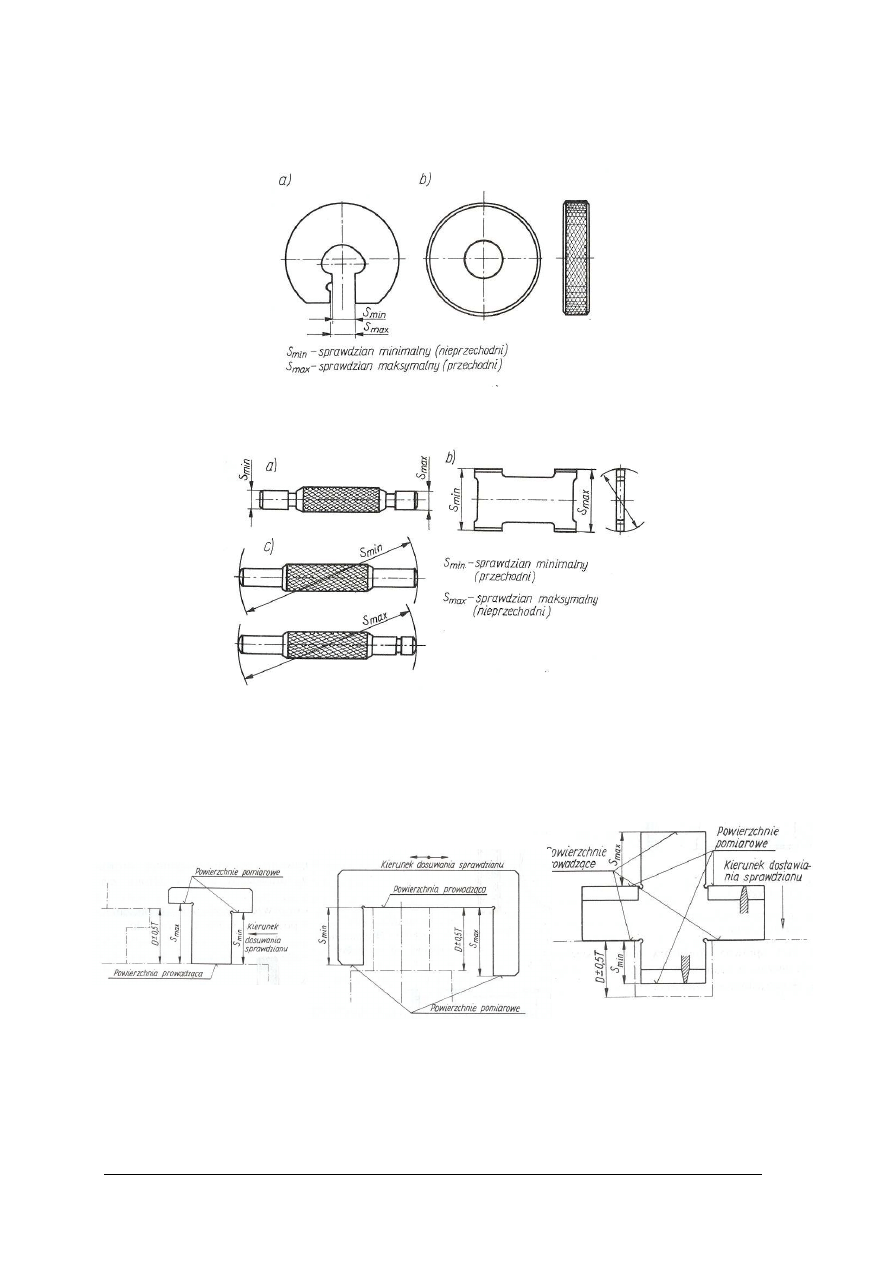
Sprawdziany
Sprawdziany są narzędziami pomiarowymi do ściśle określonych zadań. Stosuje się je
w produkcji seryjnej i masowej. Sprawdziany możemy podzielić na:
−
sprawdziany wymiaru służą do sprawdzania wymiarów (długości) lub kątów,
−
sprawdziany kształtu służą do sprawdzania prostych lub złożonych kształtów produktów,
na ogół na podstawie oceny prześwitu miedzy sprawdzianem a produktem.
Sprawdziany do wałków i otworów
Sprawdziany do wałków i otworów są stosowane do sprawdzania wymiarów
wykonywanych w tolerancjach od IT6 do IT16. Norma PN – 72/M – 02140 zawiera wartości
odpowiednich wymiarów oraz wzory do obliczenia sprawdzianów do wałków i otworów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Zgodnie z ogólną zasada posługiwania się sprawdzianami, strona przechodnia powinna
przejść przez sprawdzany wymiar, strona zaś nieprzechodnia nie.
Rys. 6.
Sprawdziany do wałków: a) szczękowy dwugraniczny, b) pierścieniowy
jednograniczny [4, s. 189]
Rys. 7. Sprawdziany do otworów: a) tłoczkowy dwugraniczny, b) łopatkowy
dwugraniczny, c) średniówkowe jednograniczne [4, s. 189]
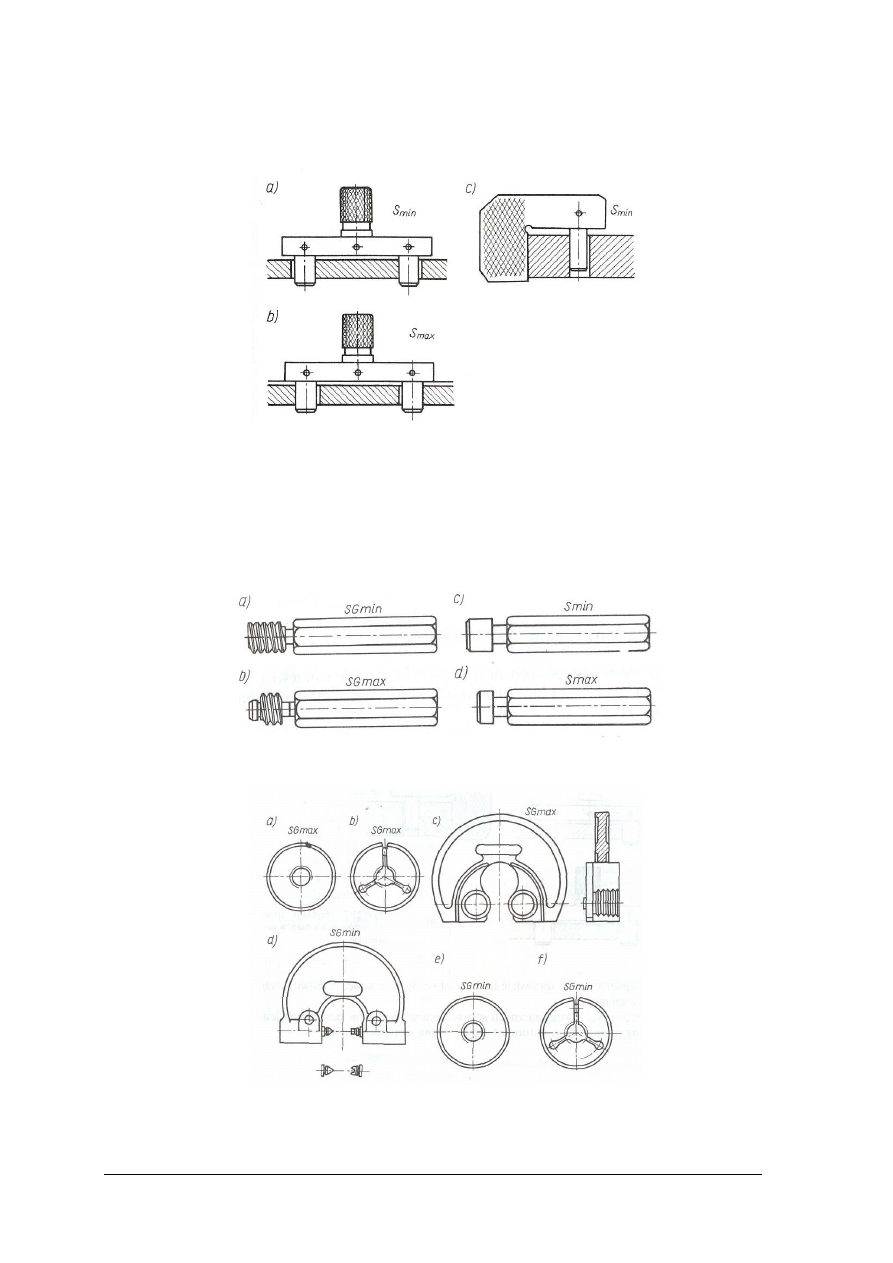
Sprawdziany wymiarów mieszanych
Stosowane są trzy rodzaje sprawdzianów, natomiast niezbędne dane do obliczenia
sprawdzianów wymiarów mieszanych zawiera norma PN – 86/M – 02141.
Rys. 8.
Sprawdzian: a) dosuwny: obie strony S
min
i S
max
zmniejszają swoje wymiary w miarę
zużywania się sprawdzianu, b) dosuwny: obie strony S
min
i S
max
zwiększają swoje wymiary
w miarę zużywania się sprawdzianu, c) dostawny: w miarę zużywania się sprawdzianu strona
minimalna S
min
zwiększa swój wymiar, strona maksymalna S
max
– zmniejsza [4, s. 190]
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Sprawdziany wymiarów pośrednich
Sprawdziany te są najczęściej stosowane do sprawdzania rozstawienia otworów oraz
odległości otworu od określonej powierzchni.
Rys. 9. Przykłady sprawdzianów do wymiarów pośrednich [4, s. 191]
Sprawdziany do gwintów
Sprawdziany do gwintów używane są w masowej produkcji śrub i nakrętek. Sprawdziany
gwintowe przechodnie powinny wkręcać się (do gwintu wewnętrznego) lub nakręcać (na
gwint zewnętrzny) bez nadmiernego wysiłku na całą długość sprawdzanego gwintu.
Sprawdziany gwintowe nieprzechodnie mogą wkręcać się (lub nakręcać) nie więcej niż
dwoma zwojami.
Rys. 10. Sprawdziany do gwintu wewnętrznego: a) SG
min
trzpieniowy przechodni, b) SG
max
trzpieniowy nieprzechodni, c) S
min
– tłoczkowy przechodni, d) S
max
tłoczkowy
nieprzechodni [4, s. 192]
Rys. 11. Sprawdziany do gwintu zewnętrznego: a) SG
max
pierścieniowy stały przechodni,
b) SG
max
pierścieniowy nastawny przechodni, c) SG
max
– szczękowy przechodni,
d) SG
min
– szczękowy nieprzechodni, e) SG
min
– pierścieniowy stały nieprzechodni,
f) SG
min
– pierścieniowy nastawny nieprzechodni [4, s. 192]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak klasyfikuje się sprawdziany?
2.
Co to jest pomiar?
3.
Na czym polega sprawdzanie?
4.
Jakie są metody pomiarowe?
5.
Jakie są źródła błędów pomiarowych?
6.
Co nazywamy wzorcem miary?
7.
Jakie są wzorce miar?
8.
Jakich sprawdzianów używamy do sprawdzania otworów?
4.2.3. Ćwiczenia
Ćwiczenie 1
Określ błąd pomiarowy przyrządu suwmiarkowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować narzędzie do wykonania pomiaru,
2)
dobrać wzorzec,
3)
zmierzyć narzędziem wzorzec,
4)
odczytać i zapisać wynik pomiaru,
5)
obliczyć różnicę między wymiarem wzorca i wartością zmierzoną,
6)
zapisać wartość błędu bezwzględnego narzędzia,
7)
obliczyć wartość błędu względnego narzędzia.
Wyposażenie stanowiska pracy:
−
narzędzia pomiarowe i osprzęt,
−
wzorce,
−
uchwyty pomiarowe,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić, na czym polega pomiar?
2)
określić źródła błędów pomiarowych?
3)
wyjaśnić, do czego służą wzorce miar?
4)
określić wzorce miar kąta?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.3. Przyrządy pomiarowe. Pomiar wielkości geometrycznych
4.3.1. Materiał nauczania
Przyrządy pomiarowe służą do bezpośredniego lub pośredniego wykonywania pomiarów.
Zawierają pewien mechanizm, przeznaczony do przetwarzania jednej wielkości w drugą,
zwiększenia dokładności odczytywania, regulowania wskazań, kompensacji błędów. Oparte
są na różnych zasadach działania (przyrządy mechaniczne, optyczne, elektryczne) i mają
różny stopień skomplikowania konstrukcyjnego. Ze względu na zakres zastosowania niekiedy
określa się przyrządy pomiarowe jako uniwersalne (uniwersalny mikroskop pomiarowy,
suwmiarka, mikrometr) bądź też jako specjalne – o węższym, specyficznym przeznaczeniu
(suwmiarka modułowa do kół zębatych, mikrometr do pomiaru grubości blachy, mikroskop
do pomiaru małych otworów, kątomierz narzędziowy).
Przyrządy suwmiarkowe
Przyrządy suwmiarkowe dzieli się na: suwmiarki, głębokościomierze suwmiarkowe
i wysokościomierze suwmiarkowe. Przyrząd suwmiarkowe to przyrząd, w którym po
prowadnicy zaopatrzonej w podziałkę kreskową przesuwa się suwak często z urządzeniem
zwanym noniuszem, służącym do zwiększania dokładności odczytywania pomiaru.
W przyrządach suwmiarkowych wartość wielkości mierzonej odczytuje się bezpośrednio.
Stosowane noniusze to: 0,1 i 0,05 mm o modułach m=2 i m=1. określenie wskazania
przyrządu suwmiarkowego polega na odczytaniu najpierw całkowitej liczby milimetrów,
później na znalezieniu kreski noniusza pokrywającego się z kreską podziałki na prowadnicy.
Niedokładność pomiaru jest niezależna od zakresu pomiarowego przyrządu suwmiarkowego,
urządzenia wskazującego oraz rodzaju mierzonego wymiaru. Najbardziej znanym przyrządem
suwmiarkowym jest suwmiarka.
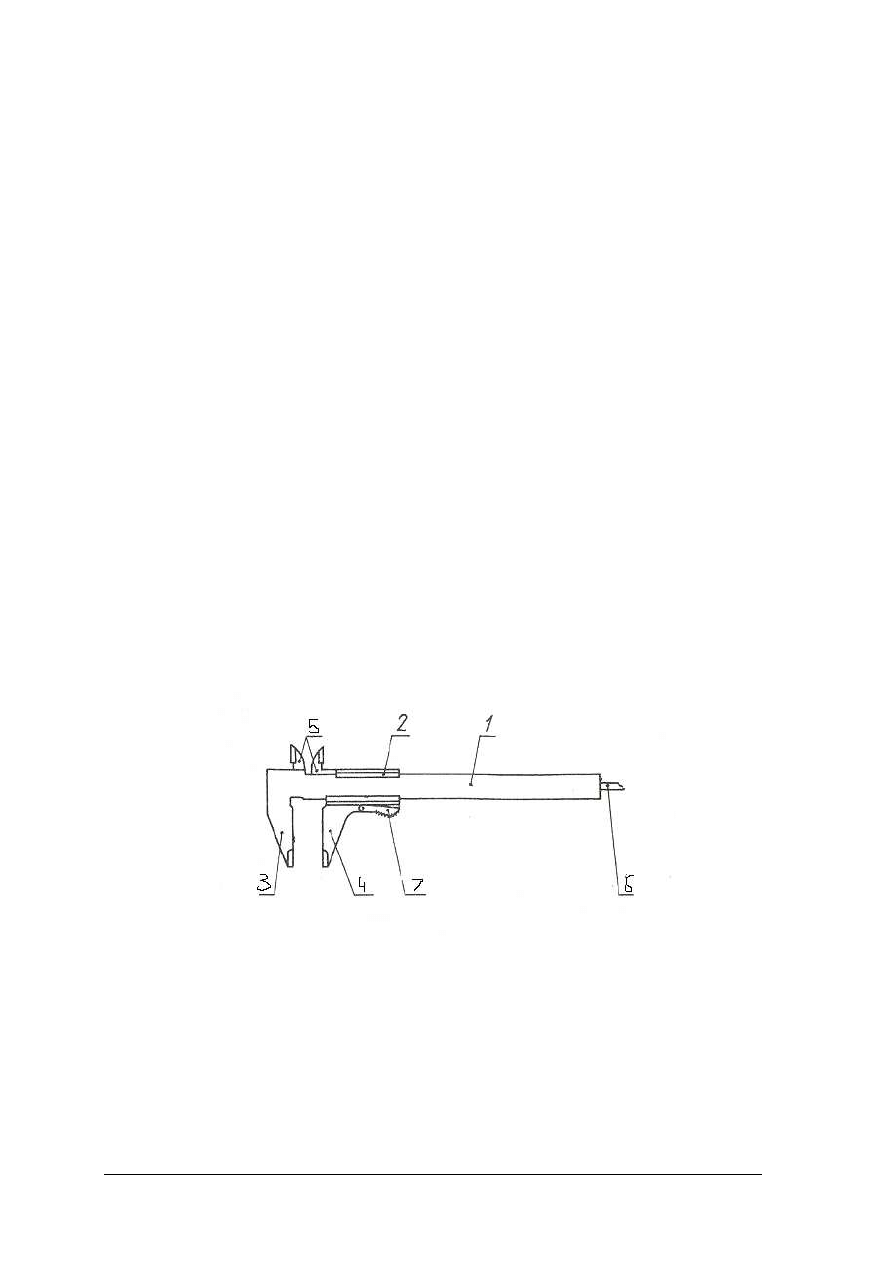
Rys. 12. Suwmiarka dwustronna z głębokościomierzem:1 – prowadnica 2 – suwak z noniuszem,
3 – szczęka stała, 4 – szczęka przesuwna, 5 – ostrza szczęk do pomiaru otworów,
6 – wysuwka, 7 – zacisk samohamowny [4, s. 151]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
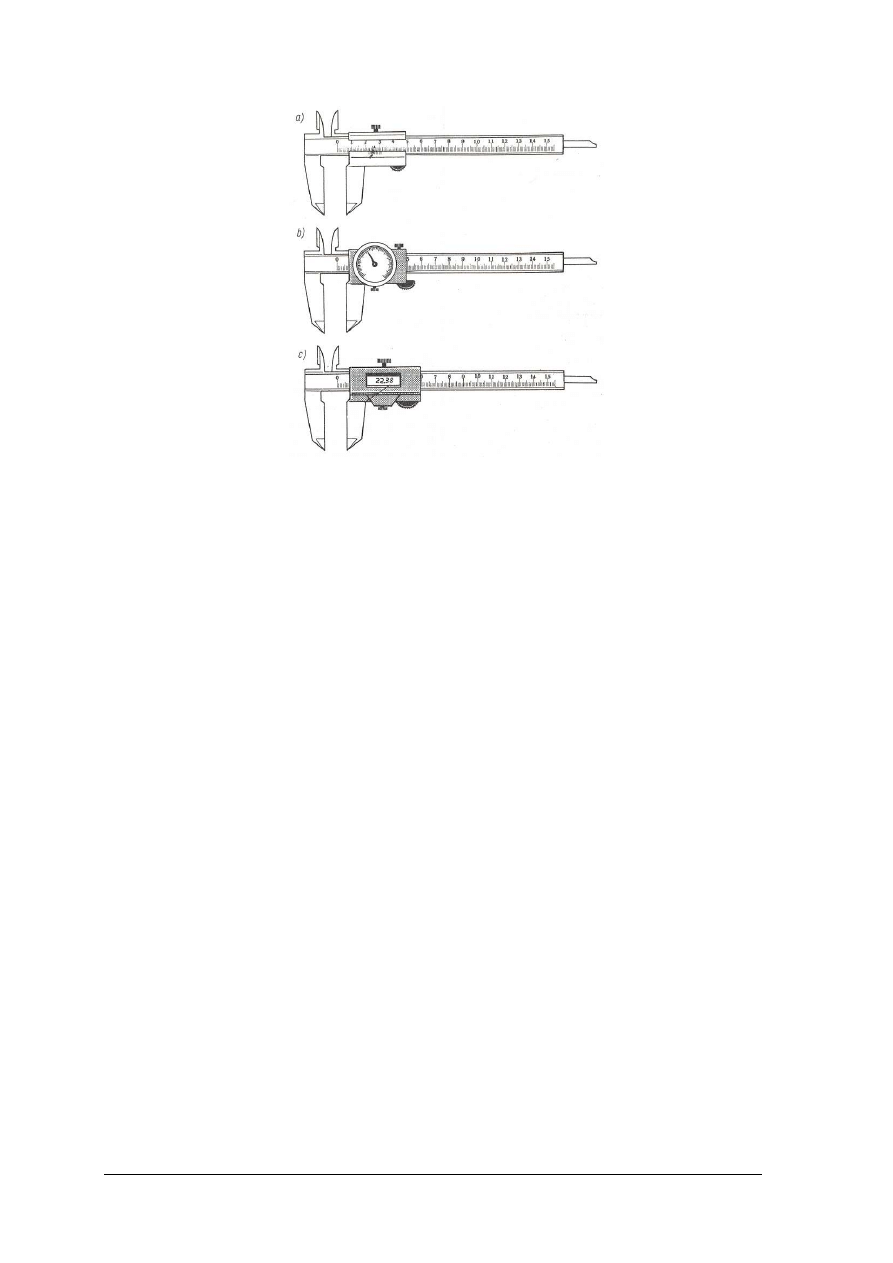
Rys. 13.
Suwmiarki z różnymi urządzeniami
wskazującymi: a) z noniuszem,
b) z czujnikiem z podziałką kreskową, c) z odczytem cyfrowym [4, s. 154]
Przyrządy mikrometryczne
Przyrządy mikrometryczne dzieli się na przyrządy ogólnego i szczególnego
przeznaczenia. Do przyrządów mikrometrycznych ogólnego przeznaczenia zalicza się
mikrometry zewnętrzne (z powierzchniami pomiarowymi płaskimi lub kulistymi) oraz
mikrometry wewnętrzne (szczękowe i średnicówki). Do przyrządów mikrometrycznych
szczególnego przeznaczenia należą mikrometry do drutu, blach, rur, gwintów, kół zębatych
i inne. Mikrometry pozwalają przeważnie na przeprowadzenie pomiarów z dokładnością do
0,01mm. Pomiaru dokonuje się przez zaciśnięcie na mierzonym przedmiocie biegunów
kowadełka i wrzeciona za pomocą pokrętła i sprzęgiełka. Nieruchoma tuleja z podziałką
wzdłużną współpracuje z obrotowym bębnem z podziałką poprzeczną. Przyrządy
mikrometryczne możemy również podzielić na:
−
mikrometry zewnętrzne,
−
mikrometry wewnętrzne,
−
średnicówki mikrometryczne,
−
głębokościomierze mikrometryczne.
W przyrządach mikrometrycznych wartość wielkości mierzonej odczytuje się
bezpośrednio. Funkcje wzorca pełni podziałka śruby mikrometrycznej zwykle o wartości
0,5 mm. Połączony ze śrubą mikrometryczną bęben ma na swoim obwodzie 50 działek
elementarnych. Obrót bębna o jedna działkę elementarna powoduje przesuniecie śruby
mikrometrycznej z wrzecionem z 1/50 wartości podziałki, a więc o 0,5/50 mm = 0,01 mm.
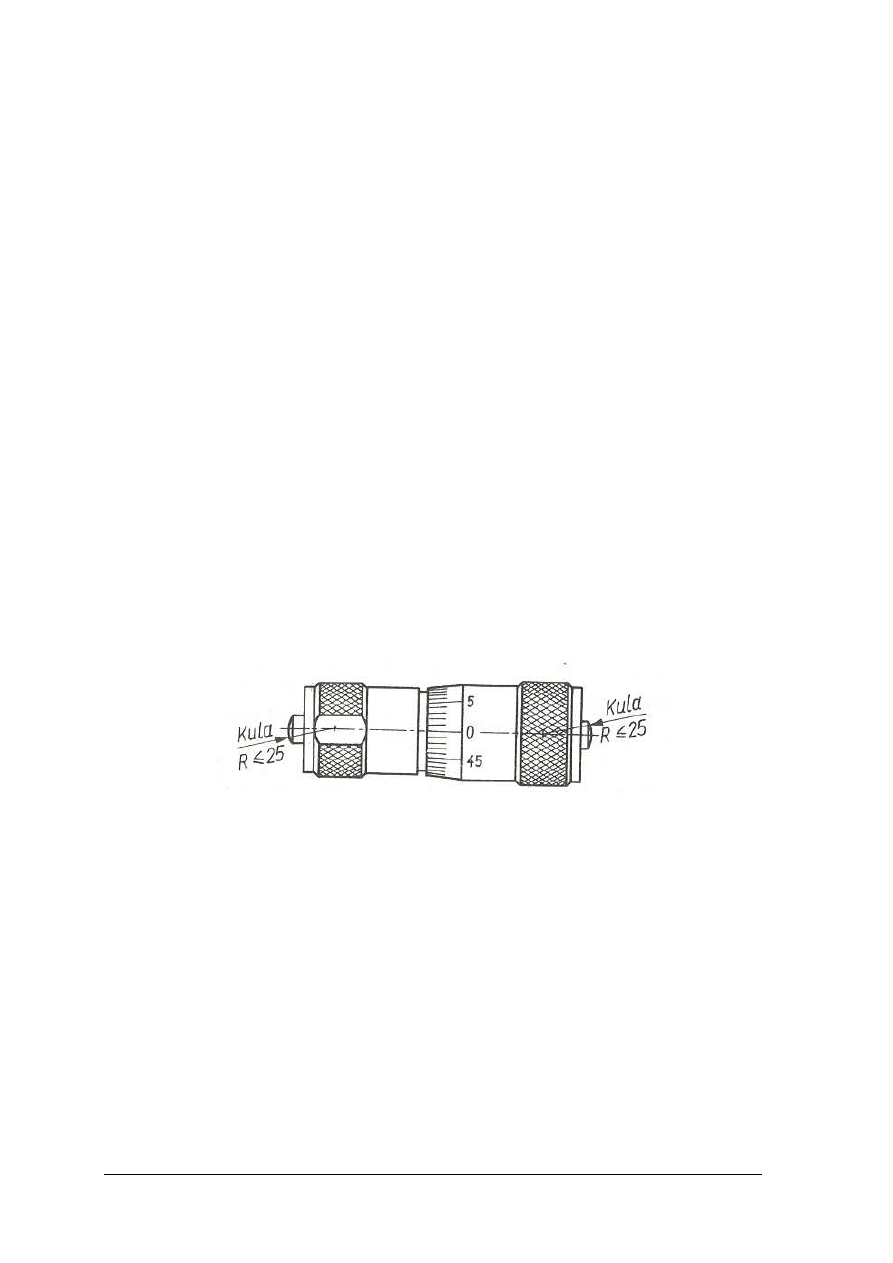
Mikrometr do pomiarów zewnętrznych (mikrometr zewnętrzny) może mieć powierzchnie
pomiarowe, płaskie, kuliste, płaskie zwężone lub rozszerzone.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
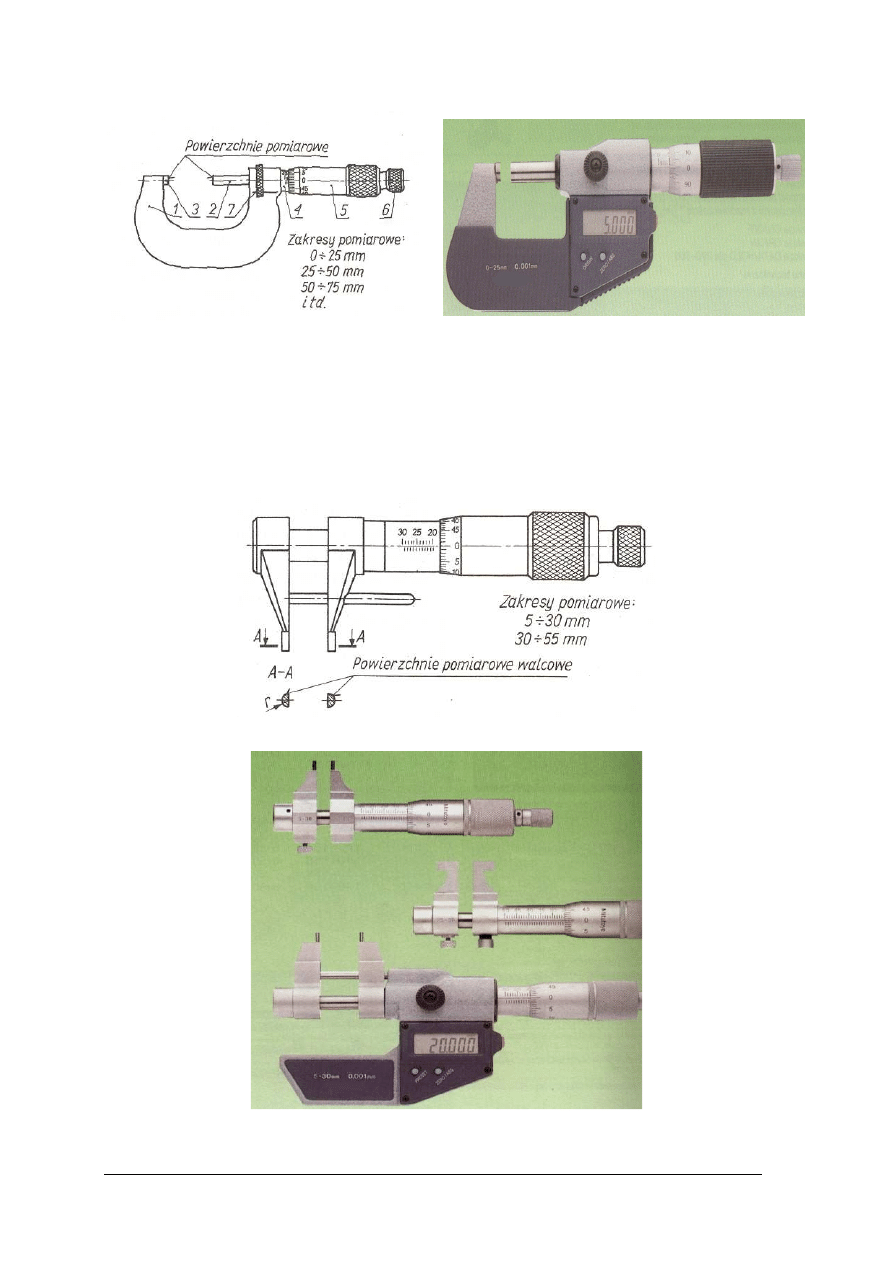
Rys. 14. Mikrometr zewnętrzny:
Rys. 15. Mikrometr zewnętrzny z odczytem cyfrowym [6]
1 – kabłąk,
2 – wrzeciono ze śrubą mikrometryczną,
3 – kowadełko,
4 – tuleja z nakrętką mikrometryczną,
5 – bęben,
6 – sprzęgło,
7 – zacisk. [4, s. 157]
Do wykonywania pomiarów wewnętrznych służy mikrometr wewnętrzny.
Rys. 16.
Mikrometr wewnętrzny [4, s. 157]
Rys. 17. Mikrometry wewnętrzne [6]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Aby wykonać pomiar mikrometrem należy:
1)
sprawdzić, czy zakres pomiarowy mikrometru nie jest mniejszy od największego
wymiaru granicznego przedmiotu,
2)
sprawdzić przez oględziny stan techniczny mikrometru,
3)
sprawdzić czy zwolniony jest zacisk wrzeciona,
4)
sprawdzić wskazania zerowe mikrometru,
5)
w przypadku gdy np. pomiaru średnicy wałka dokonujemy w określonym miejscu, wałek
należy ustawić na płytce pomiarowej. Można też wałek trzymać w ręce, lecz wtedy
mikrometr należy zamocować w podstawce. Gdy celem pomiaru jest wykrycie
ewentualnych błędów kształtu, wałek mocujemy w pryzmie, co umożliwia dokonanie
pomiaru w różnych płaszczyznach pomiarowych,
6)
pokręcając pokrętłem sprzęgła doprowadzić do zetknięcia powierzchni pomiarowych
kowadełka i wrzeciona z mierzonym przedmiotem,
7)
zacisnąć zacisk wrzeciona i dokonać odczytu wskazań mikrometru. Każdy pomiar
powtarzamy trzykrotnie, jako wynik ostateczny przyjmujemy średnią arytmetyczną,
8)
wykonać konserwację sprzętu pomiarowego i uporządkować stanowisko pomiarowe.
Większe otwory mierzy się za pomocą średnicówek mikrometrycznych (rysunek 19).
Zasada pomiaru jest taka sama jak innych mikrometrycznych przyrządów pomiarowych.
Średnicówka jest zwykle wyposażona w komplet przedłużaczy, umożliwiających pomiar
otworów o szerokim zakresie. Przedłużacze w postaci prętów odpowiedniej długości wkręca
się zamiast jednej z końcówek pomiarowych 1 lub 2. Oprócz przedłużaczy w skład
wyposażenia średnicówek wchodzi pierścień nastawczy o znanej średnicy, który umożliwia
sprawdzenie prawidłowości wskazań przyrządu. Dzięki zastosowaniu przedłużaczy można
wykorzystać jedną średnicówkę mikrometryczną do pomiaru odległości między
powierzchniami wewnętrznymi w zakresie od 50 do 900 mm.
Rys. 18.
Średnicówka mikrometryczna [4, s. 158]
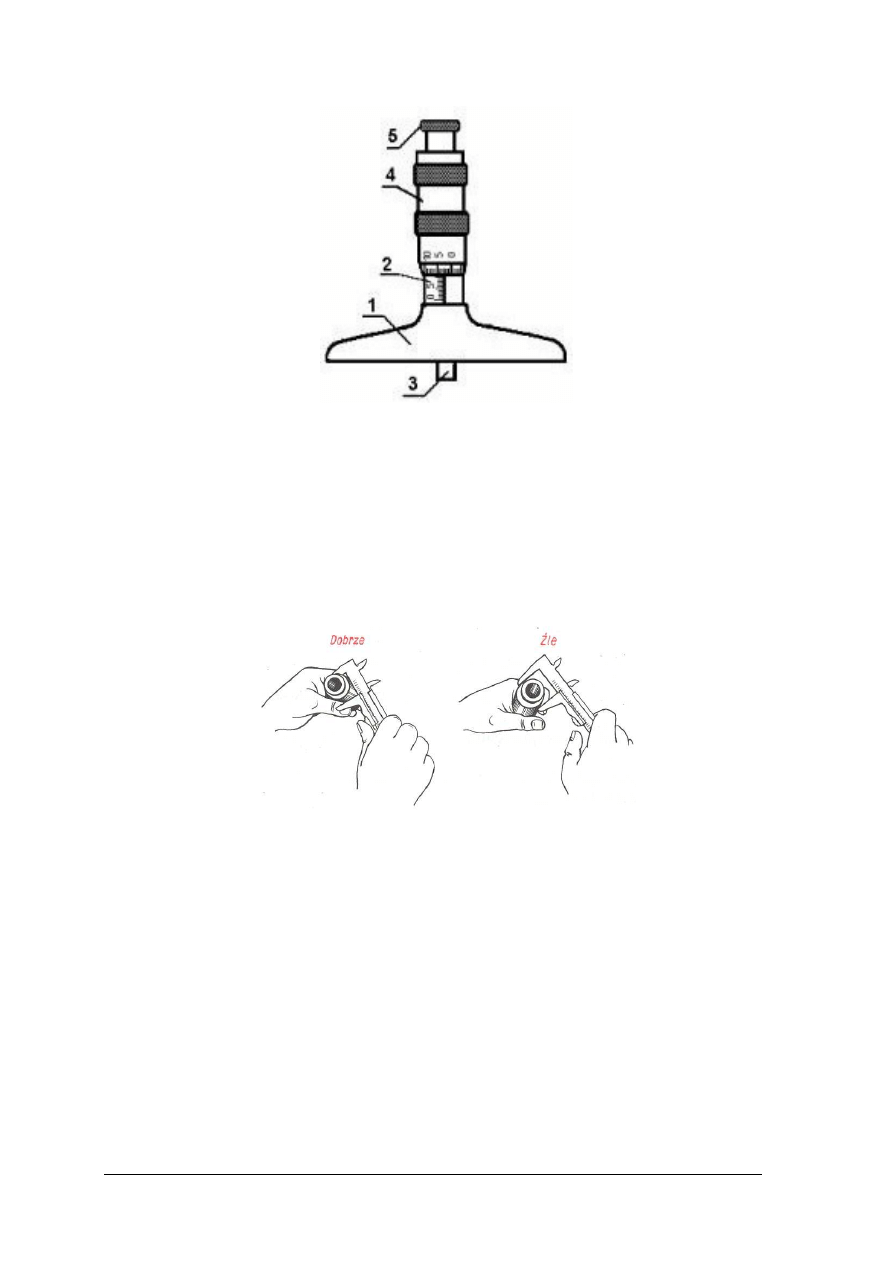
Do pomiaru głębokości otworów służy głębokościomierz mikrometryczny. Stopa
głębokościomierza (1) jest połączona z tuleją mikrometryczną (2), na której znajduje się
gwint prowadzący wrzeciono (3). Podobnie jak w mikrometrze zwykłym, do wysuwania
wrzeciona służą bębenek (4) oraz sprzęgło (5). Pomiaru dokonuje się po ustawieniu stopy
głębokościomierza na krawędzi otworu. Podczas pomiaru należy dociskać stopę przyrządu do
krawędzi otworu, tak silnie, żeby uniesienie jej nad wykręcane wrzeciono nie było możliwe
w chwili, gdy oprze się ono o dno otworu. W ostatniej fazie wysuwania wrzeciona należy
posługiwać się sprzęgiełkiem, aby nacisk pomiarowy wrzeciona na dno otworu był przy
każdym pomiarze jednakowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 19. Głębokościomierz mikrometryczne [6]
Pomiar wymiarów zewnętrznych
Przedmiot mierzony powinien być wprowadzony głęboko między szczęki płaskie
suwmiarki, możliwie blisko prowadnicy. Szczęki należy dociskać prostopadle do powierzchni
mierzonego przedmiotu, w miejscach wyznaczających wymiar. Określenie wskazań
suwmiarki polega na odczytaniu z podziałki głównej (na prowadnicy) całkowitej liczby
milimetrów, później zaś ustaleniu, która kreska noniusza pokrywa się kreska podziałki na
prowadnicy. Ułamkowa część wyniku pomiaru jest równa iloczynowi wartości działki
elementarnej noniusza i liczby kresek do kresek pokrywających się.
Rys. 20. Pomiar suwmiarką wymiaru zewnętrznego [4, s. 226]
Przed wykonaniem pomiaru mikrometrem zewnętrznym należy sprawdzić wskazanie
zerowe mikrometru o zakresie pomiarowym 0–25 mm przez bezpośrednie zetknięcie
powierzchni pomiarowych wrzeciona i kowadełka. Mikrometry o większym zakresie
pomiarowym sprawdza się wzorcem nastawczym lub odpowiednią płytką wzorcową
(L=25 mm, 50 mm, 75 mm).
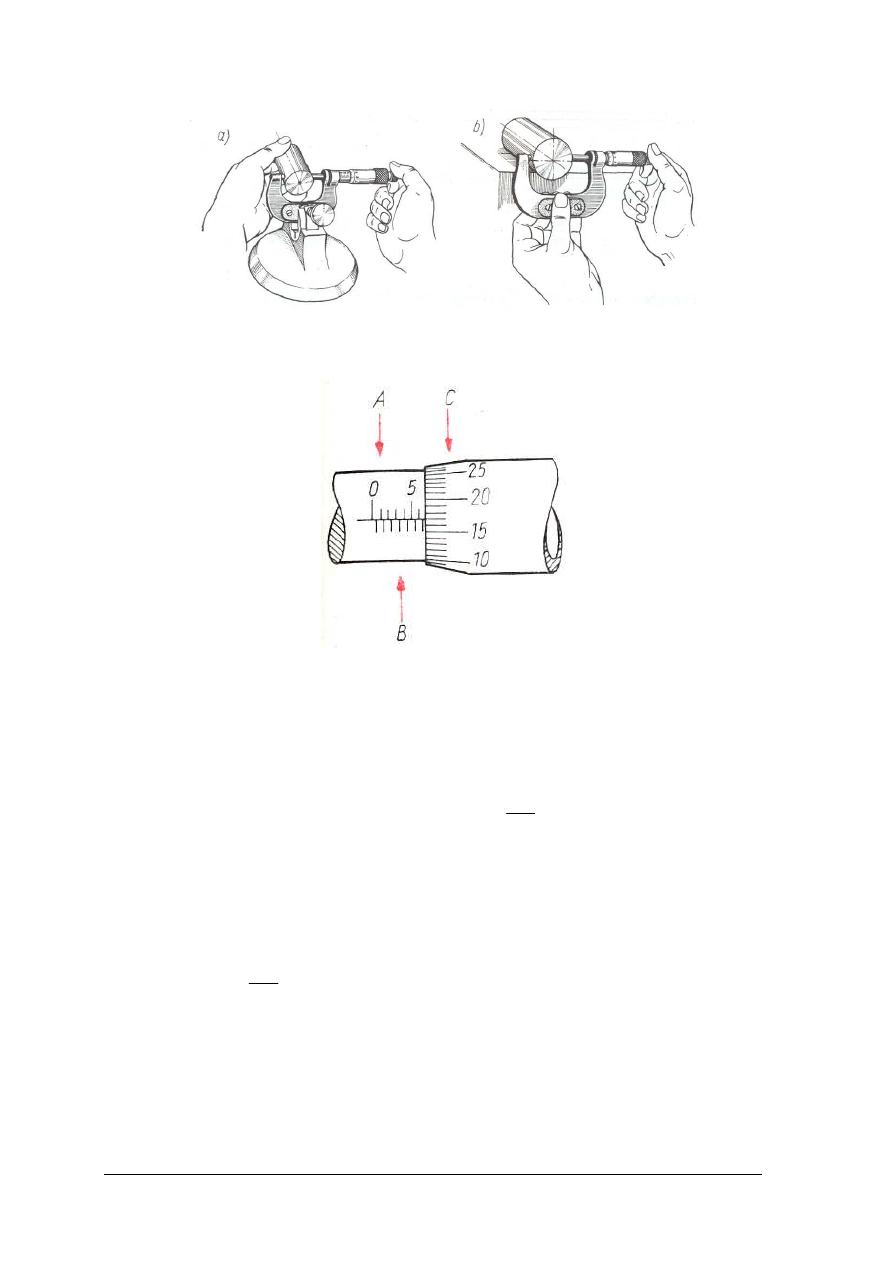
Podczas pomiaru przedmiot jest trzymany ręka lub umieszczany na podstawie. Mierzony
wymiar obejmuje się swobodnie końcówkami pomiarowymi mikrometru i obraca palcami
prawej ręki pokrętło aż do oporu gdy sprzęgło nie jest w stanie dalej obrócić bębna. Następnie
lekko poruszamy mikrometrem, aby sprawdzić czy końcówki dobrze przylegają do
powierzchni, dodatkowo jeszcze wykonać jedno lub dwa pokręcenia sprzęgłem o pół obrotu
w celu zredukowania ewentualnych luzów. Następnie odczytujemy wskazanie mikrometru.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 21. Pomiar mikrometrem zewnętrznym: a) przedmiot mały i lekki, b) przedmiot duży
i ciężki [4, s. 228]
Rys. 22. Odczytanie wskazania mikrometru A – podziałka 1 mm: 6 mm, B – podziałka 0,5 mm:
0,5 mm, C – podziałka 0,01 mm: 0,17 mm .Wynik pomiaru surowy – 6,67 mm
[4, s. 229]
Niedokładności pomiaru mikrometrami zewnętrznymi w zakresie 0 – 1000 mm można
obliczyć według wzoru:
mm
L
p
µ
)
40
4
(
+
±
=
∆
gdzie: ∆
p
– niedokładność pomiaru
Przykład
Zmierzono mikrometrem zewnętrznym wymiar nominalny 47 mm. Niedokładność
pomiaru wynosi:
m
m
m
mm
p
µ
µ
µ
µ
5
175
,
5
)
175
,
1
0
,
4
(
)
40
47
4
(
≈
±
=
+
±
=
+
±
=
∆
Pomiar wymiarów wewnętrznych
Przy pomiarze za pomocą suwmiarki, wymiary mierzy się szczękami krawędziowymi lub
płasko walcowymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 23.
Pomiar wymiaru wewnętrznego suwmiarką ze szczękami płasko-walcowymi [4, s. 239]
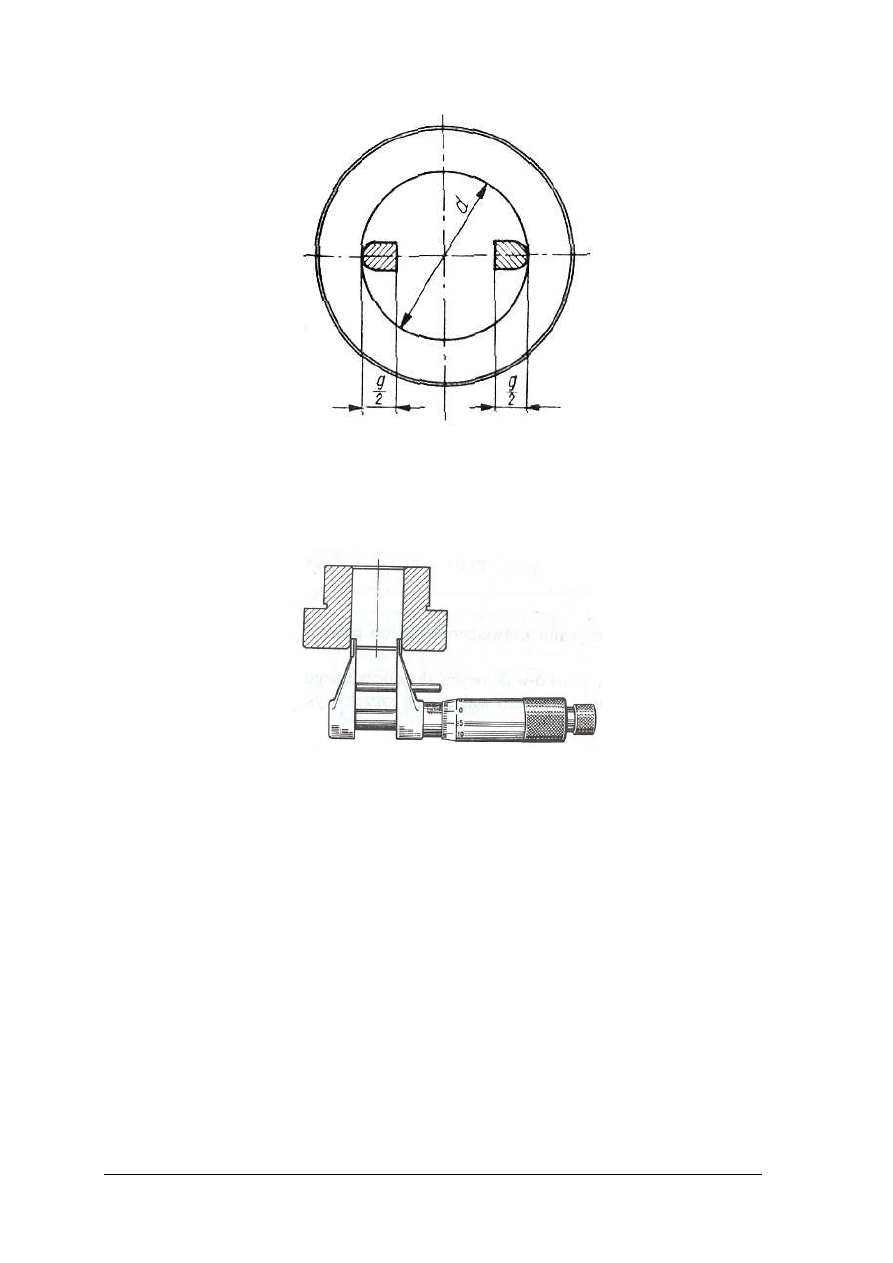
Wykonując pomiar mikrometrem wewnętrznym, styk powierzchni pomiarowych
z powierzchniami mierzonych otworów jest liniowy. Wskazanie mikrometrem odpowiadające
dolnemu zakresowi pomiarowemu należy sprawdzić wzorcem pierścieniowym stanowiącym
wyposażenie mikrometru.
Rys. 24.
Pomiar mikrometrem wewnętrznym [4, s. 240]
Styk powierzchni pomiarowych średnicówek mikrometrycznych z powierzchniami
mierzonych otworów ma charakter punktowy. Pomiar średnicówką mikrometryczna wymaga
umiejętnego ustawienia przyrządu prostopadle do osi otworu, w położeniu odpowiadającym
średnicy. Pomiar należy wykonywać w dwóch wzajemnie prostopadłych kierunkach i w kilku
przekrojach, zależnie od długości lub głębokości otworu.
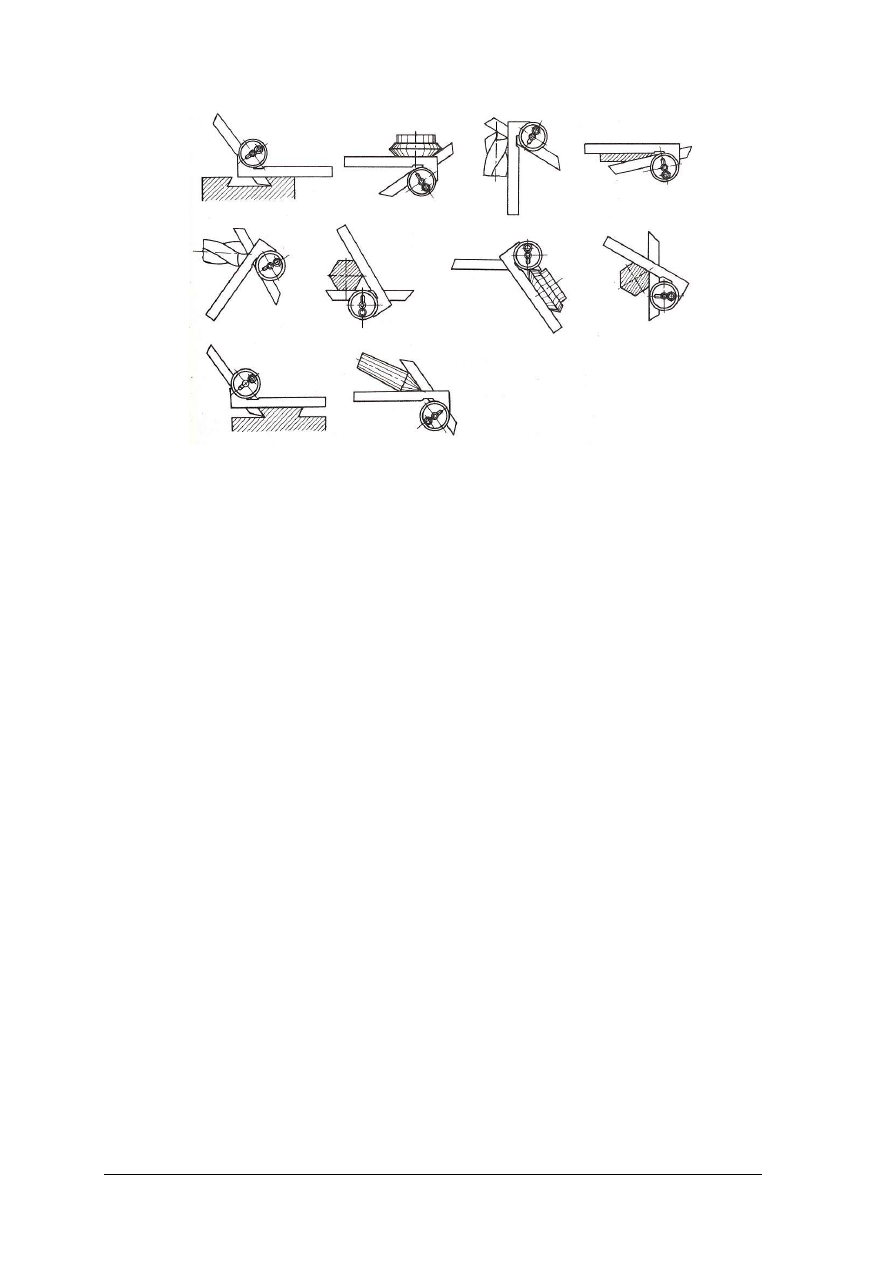
Pomiar kątów
Pomiary katów wykonuje się kątomierzem uniwersalnym oraz z noniuszem optycznym.
Pomiar kątomierzem polega na przyłożeniu, bez szczelin, obu ramion kątomierza do boków
mierzonego kąta. Wskazania kątomierzy optycznych odczytuje się z podziałki kreskowej
przez wbudowaną w przyrząd lupę, natomiast w kątomierzach uniwersalnych bezpośrednio
z podziałki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 25.
Przykłady pomiarów kątów kątomierzem [4, s. 247]
Wykonując pomiary powinniśmy pamiętać o prawidłowym ustawieniu i ostrożnym
przenoszeniu ciężkich przedmiotów, tak aby nie spowodować obrażeń kończyn w razie
upadku przedmiotu. Upadek przedmiotu pomiarowego może spowodować uszkodzeniu
przedmiotu. Należy pamiętać aby zachować porządek w rozłożeniu przedmiotów
pomiarowych, zwłaszcza ostrych. Na stanowisku pomiarowym powinien panować ład
i porządek. Powinny znajdować się tam tylko niezbędne narzędzia pomiarowe i uchwyty.
Stanowisko pomiarowe powinno być dobrze oświetlone, tak aby umożliwić prawidłowe
odczytanie wyników pomiarowych. Oświetlenie nie powinno powodować zmęczenia oczu.
W przypadku pomiarów dokładnych konieczne jest zapewnienie stałej temperatury równej
20
0
C, gdyż w tej temperaturze wzorcowane są narzędzia pomiarowe, a pomiar w innych
temperaturach będzie obarczony błędem. Podczas obróbki elementów na obrabiarkach
pomiarów można dokonywać tylko wtedy, gdy obrabiarka jest zatrzymana.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Wymień znane Ci przyrządy pomiarowe?
2.
Do czego służą przyrządy pomiarowe?
3.
Jak możemy podzielić przyrządy suwmiarkowe?
4.
Z jakich elementów składa się suwmiarka?
5.
Jak możemy podzielić przyrządy mikrometryczne?
6.
Z jakich elementów zbudowany jest mikrometr?
7.
Jakimi przyrządami można zmierzyć wymiary zewnętrzne przedmiotu?
8.
Jakie powinno być oświetlenie podczas wykonywania pomiarów?
9.
W jakiej temperaturze powinny być wykonywane pomiary?
10.
Jak należy dokonywać pomiarów podczas obróbki przedmiotu?
11.
Jakie są podstawowe zasady użytkowania przyrządów pomiarowych?
12.
Jakie są podstawowe zasady konserwacji przyrządów pomiarowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj pomiary części maszyn o różnych kształtach za pomocą przyrządów
suwmiarkowych i mikrometrycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać identyfikacji mierzonych wymiarów,
2)
dobrać sposób ustalenia elementu na stanowisku pomiarowym,
3)
ustalić bazę pomiarową,
4)
dobrać narzędzia pomiarowe i metody pomiarów,
5)
dokonać niezbędnych pomiarów,
6)
zapisać wyniki pomiarów,
7)
zinterpretować wyniki pomiarów.
Wyposażenie stanowiska pracy:
−
narzędzia pomiarowe i osprzęt,
−
przykładowe elementy,
−
uchwyty pomiarowe,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Zmierz długość wałka suwmiarką o noniuszu 0,1 mm. Powtórz pomiar suwmiarką
z noniuszem 0,05 mm. Wyniki pomiarów podaj łącznie z niedokładnościami pomiarów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać identyfikacji mierzonych wymiarów,
2)
dobrać sposób ustalenia elementu na stanowisku pomiarowym,
3)
wybrać bazę pomiarową,
4)
dokonać niezbędnych pomiarów,
5)
zapisać wyniki pomiarów,
6)
obliczyć niedokładność pomiarów
7)
zinterpretować wyniki pomiarów.
Wyposażenie stanowiska pracy:
−
narzędzia pomiarowe i osprzęt,
−
wałek,
−
uchwyty pomiarowe,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Ćwiczenie 3
Stosując zasady bhp zorganizuj stanowisko pomiarowe do mierzenia wałków.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
opisać warunki jakie powinny panować w pomieszczeniu podczas wykonywania
pomiarów,
2)
dobrać sposób ustalenia elementu na stanowisku pomiarowym,
3)
dobrać przyrządy pomiarowe,
4)
opisać zagrożenia występujące podczas wykonywania pomiarów.
Wyposażenie stanowiska pracy:
−
narzędzia pomiarowe i osprzęt,
−
przykładowe elementy,
−
uchwyty pomiarowe,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Przeprowadź konserwacje przyrządów pomiarowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dobrać środki zmywające i konserwujące,
2)
przeanalizować instrukcję użytkowania środków zmywających i konserwujących,
3)
umyć przyrządy pomiarowe, narażone na działanie korozji środkiem zmywającym,
4)
wytrzeć do sucha ściereczką umyte elementy,
5)
nanieść na konserwowane części środek konserwujący,
6)
umieścić przyrząd w oryginalnym futerale.
Wyposażenie stanowiska pracy:
−
przyrządy pomiarowe,
−
środek zmywający,
−
środek konserwujący,
−
czyściwo,
−
literatura zgodna z punktem 6 poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje przyrządów suwmiarkowych?
2)
wymienić rodzaje przyrządów mikrometrycznych?
3)
dokonać pomiaru wałka?
4)
obliczyć niedokładność pomiaru?
5)
określić zagrożenia występujące podczas wykonywania pomiarów?
6)
zastosować przepisy bhp podczas wykonywania pomiarów?
7)
dobrać odpowiedni środek konserwujący?
8)
oczyścić przyrząd pomiarowy?
9)
zakonserwować powierzchnie przedmiotów pomiarowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4. Stanowisko ślusarskie
4.4.1. Materiał nauczania
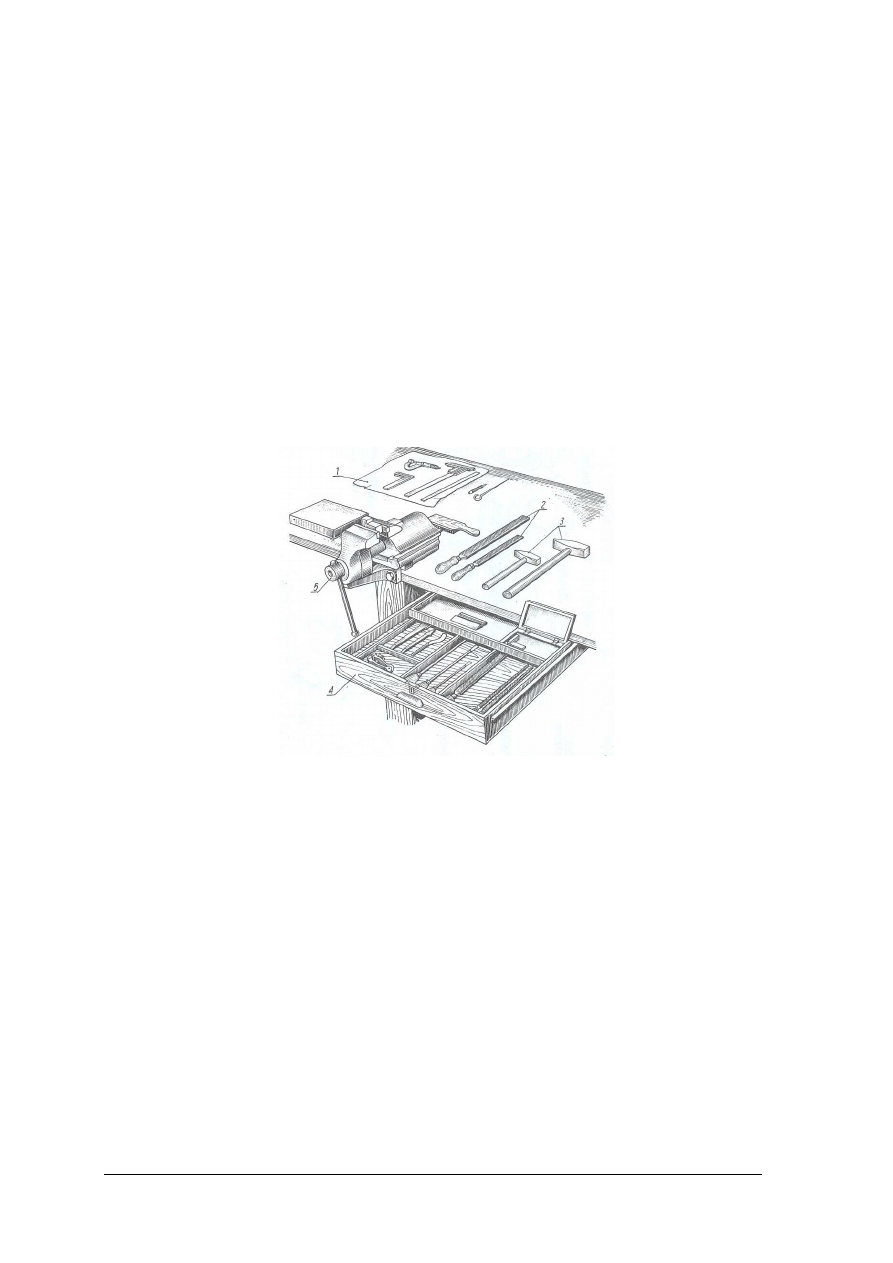
Stanowiskiem roboczym ślusarza jest stół ślusarski z przymocowanym do niego
imadłem, w którym mieści się szuflada z narzędziami oraz innymi przyborami
pomocniczymi. Stanowisko powinno być tak wyposażone, aby ślusarz mógł wykonywać
wszystkie zasadnicze czynności wchodzące w zakres jego pracy bez wysiłku i zbędnych
ruchów.
Każde stanowisko ślusarskie powinno być wyposażone w komplet narzędzi pomiarowych
takich jak: przymiar kreskowy, suwmiarka uniwersalna, mikrometr, macki do pomiarów
zewnętrznych
i wewnętrznych,
głębokościomierz,
liniał
krawędziowy,
kątomierz
uniwersalny, kątownik o kącie 90°, cyrkiel, sprawdziany do wałków, otworów i gwintów.
Oprócz narzędzi pomiarowych wyposażenie stanowiska ślusarskiego powinno być
wyposażone w podstawowe narzędzia ślusarskie: młotki, pilniki, przecinaki, wkrętaki,
punktaki, skrobaki, piłki ręczne itp.
Rys. 26. Rozmieszczenie narzędzi na stole ślusarskim: 1 – narzędzia pomiarowe, 2 – pilniki,
3 – młotki, 4 – szuflada, 5 – imadło [3, s. 103]
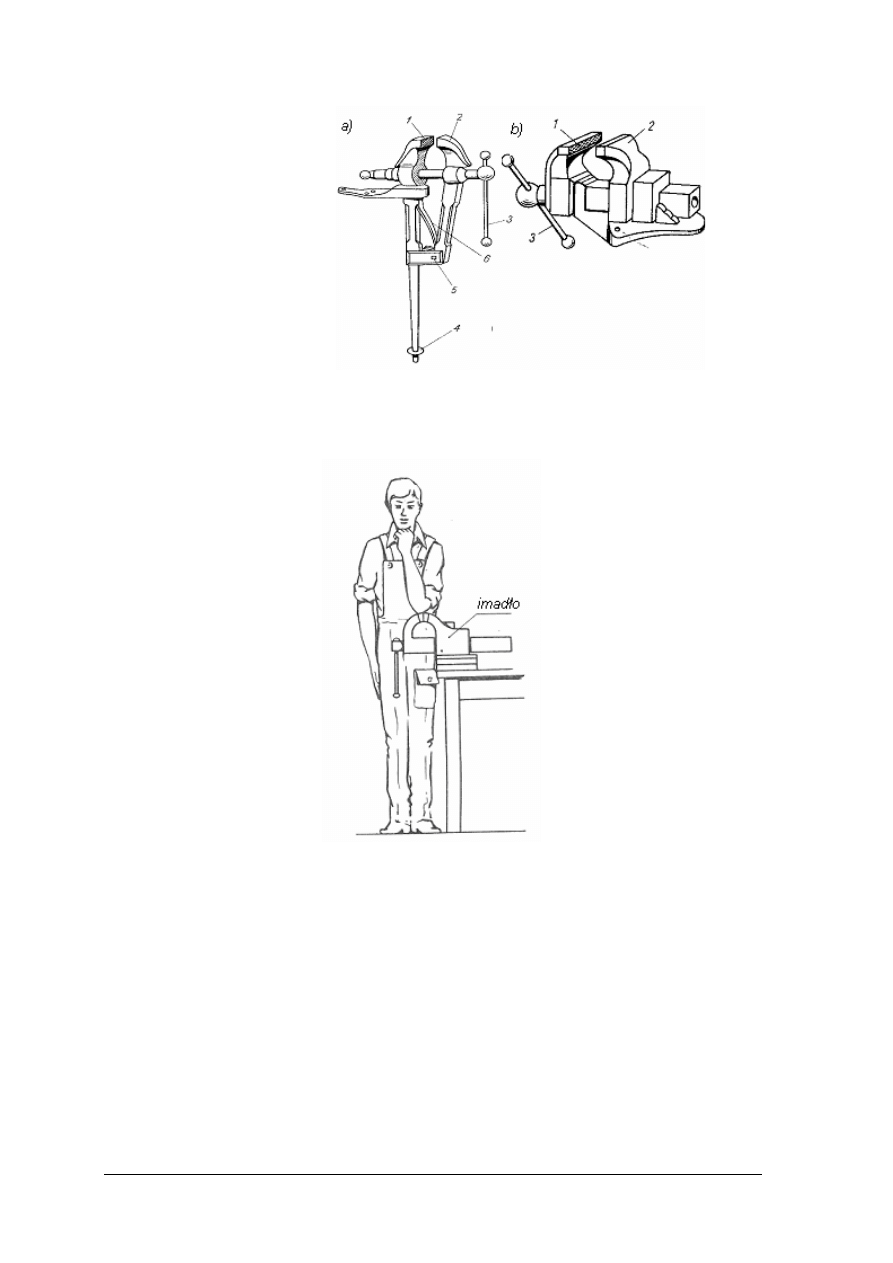
Ważnym elementem wyposażenia stanowiska ślusarskiego jest imadło warsztatowe. Jest
to przyrząd służący do zamocowania obrabianych przedmiotów. Pod względem
konstrukcyjnym imadła dzielą się na dwie grupy:
–
zawiasowe wykonane ze stali składa się z dwóch szczęk:stałej i ruchomej. Szczęka stała
jest przymocowana do nogi stołu za pomocą klamry, szczeka ruchoma połączona jest ze
szczęką stałą przegubowo za pomocą dwóch nakładek i śruby,
–
równoległe wykonane z żeliwa odpornego na uderzanie – wyposażone jest w dwie
szczęki z których jedna jest ruchoma.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 27. Imadło: a) zawiasowe: 1 – szczęka stała, 2 – szczęka ruchoma, 3 – pokrętło, 4 – wspornik,
5 – sworzeń, 6 – sprężyna, b) równoległe: 1 – szczęka nieruchoma, 2 – szczęka ruchoma,
3 – pokrętło. [5, s. 103]
Imadło powinno być zamocowane na wysokości łokcia pracującego.
Rys. 28.
Sprawdzenie wysokości ustawienia imadła [3,s. 103]
Organizacja pracy na stanowisku roboczym polega na jego przygotowaniu do wykonania
określonych prac, ułożeniu planu pracy, przygotowaniu materiału i narzędzi. Podczas pracy
należy zadbać o utrzymanie stanowiska roboczego w porządku. Dodatkowo należy pamiętać
o właściwym przechowywaniu materiału do obróbki, narzędzi i dokumentacji. Pracując na
stanowisku ślusarskim należy przestrzegać następujące zasady:
−
imadło powinno być sztywno umocowane do stołu, umieszczone na odpowiedniej
wysokości, zależnej od wzrostu pracownika,
−
na stanowisku powinny być ułożone tylko te przedmioty, które są niezbędne do
wykonania określonej pracy,
−
przedmioty trzymane w lewej ręce należy układać na lewo od imadła, a przedmioty
trzymane w prawej ręce na prawo,
−
przedmioty używane częściej należy układać bliżej niż przedmioty używane rzadziej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
−
przed rozpoczęciem pracy należy oczyścić stanowisko; narzędzia i ułożyć je
w odpowiednim porządku,
−
należy zapoznać się z rysunkiem, instrukcją i przygotować plan działania,
−
podczas obróbki przedmiotu należy systematycznie sprawdzać jego wymiary,
−
oświetlenie powinno umożliwiać dobrą widoczność obrabianej powierzchni,
−
temperatura w otoczeniu stanowiska powinno wynosić od 15°C do 20°C,
−
urządzenia przewietrzające, powinny zapewniać dostateczną wymianę powietrza,
−
po skończeniu pracy należy oczyścić narzędzia, zakonserwować je i ułożyć na swoim
miejscu, zgodnie z przeznaczeniem.
Zapewnienie wymienionych warunków ułatwia prawidłową i bezpieczną pracę oraz
umożliwia zwiększenie jej wydajności.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są podstawowe operacje obróbki ręcznej?
2.
Co znajduje się na stanowisku roboczym ślusarza?
3.
Jakie narzędzia pomiarowe są używane podczas prac ślusarskich?
4.
Jakie narzędzia mogą znajdować się na stole ślusarskim?
5.
Do czego służy imadło i jakie znasz rodzaje imadeł?
6.
Jakim warunkom powinno odpowiadać stanowisko ślusarskie?
4.4.3. Ćwiczenia
Ćwiczenie 1
Z zestawu narzędzi pomiarowych i obróbkowych przygotowanych przez nauczyciela
wybierz te, które stanowią stałe wyposażenie stanowiska roboczego do obróbki ręcznej.
Wyjaśnij zasady prawidłowej organizacji stanowiska do obróbki ręcznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznać narzędzia pomiarowe i obróbkowe stosowane podczas prac na obróbce
ręcznej,
2)
rozmieścić narzędzia na stole,
3)
wyjaśnić zasady rozmieszczenia narzędzi.
Wyposażenie stanowiska pracy:
−
narzędzia: suwmiarka, mikrometr, średnicówka mikrometryczna, wiertła, młotki, pilniki,
piłki, imadło ślusarskie, wkrętaki, nożyce ręczne.
Ćwiczenie 2
Rozpoznaj jakiego rodzaju imadła znajdują się w pracowni. Sprawdź, czy są one
prawidłowo zamocowane uwzględniając swój wzrost.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać treść zadania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
2)
przyporządkować znajdujące się w pracowni imadła do odpowiedniej grupy,
3)
sprawdzić wysokość ustawienia imadła.
Wyposażenie stanowiska pracy:
−
stół ślusarski,
−
imadło zawiasowe,
−
imadło równoległe.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić, jakie narzędzia mogą znajdować się na stanowisku
obróbki ręcznej?
2)
wyjaśnić, do czego służą narzędzia pomiarowe?
3)
wyjaśnić, do wykonania jakich prac służy imadło?
4)
sprawdzić wysokość ustawienia imadła?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.5. Podstawowe operacje obróbki ręcznej
4.5.1. Materiał nauczania
Obróbka ręczna wchodzi w zakres prac ślusarskich. Wykonywana jest w celu nadania
przedmiotom żądanych kształtów i wymiarów a także uzyskania odpowiedniej jakości
powierzchni.
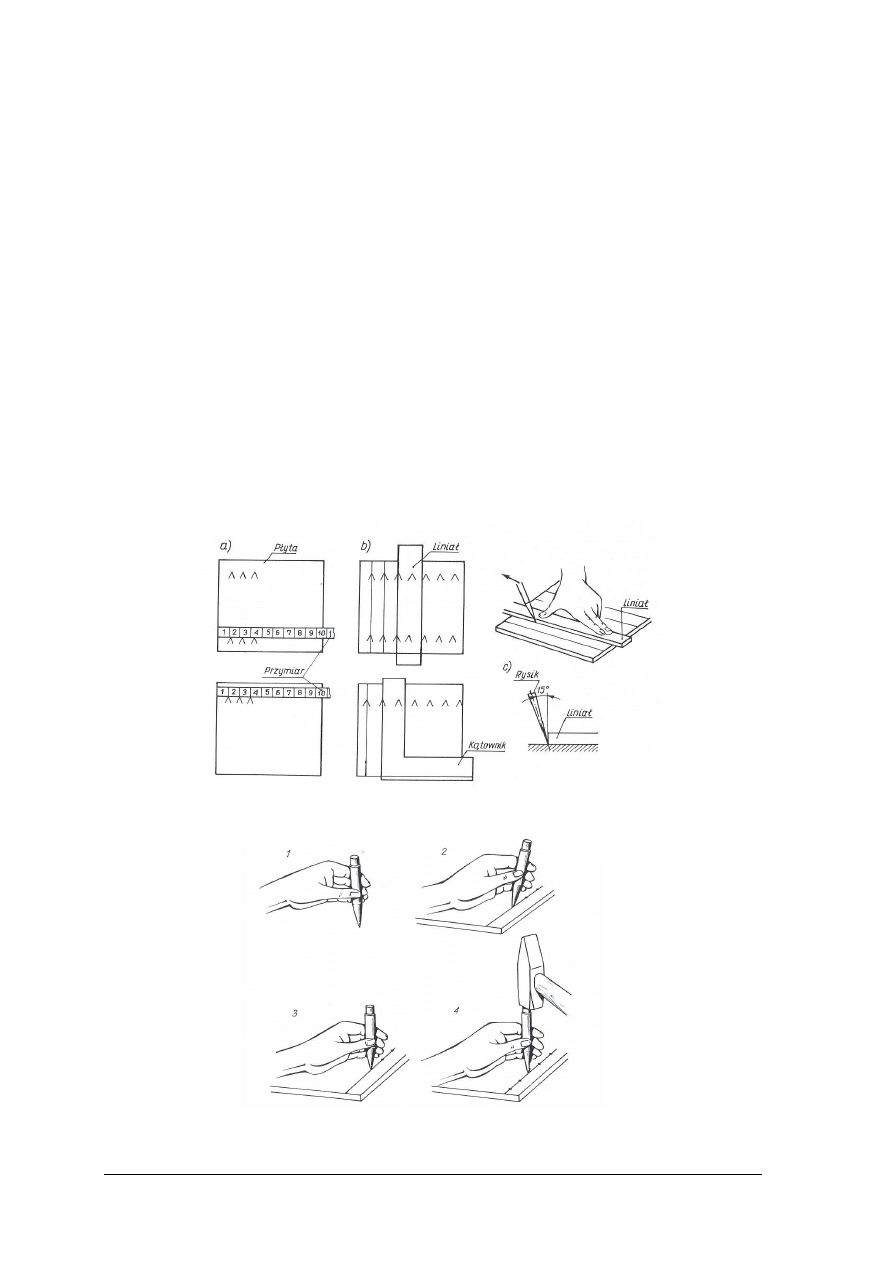
Trasowanie
Trasowanie polega na przeniesieniu zasadniczych wymiarów i zarysów przedmiotów
z rysunku technicznego, na półwyrób za pomocą narzędzi traserskich. Trasowanie dzieli się
na dwa rodzaje:
–
trasowanie płaskie wykonuje się je na płaskich powierzchniach przedmiotów,
np. na płaskownikach, blachach,
–
trasowanie przestrzenne wykonuje się je na bryłach o dowolnych kształtach
geometrycznych.
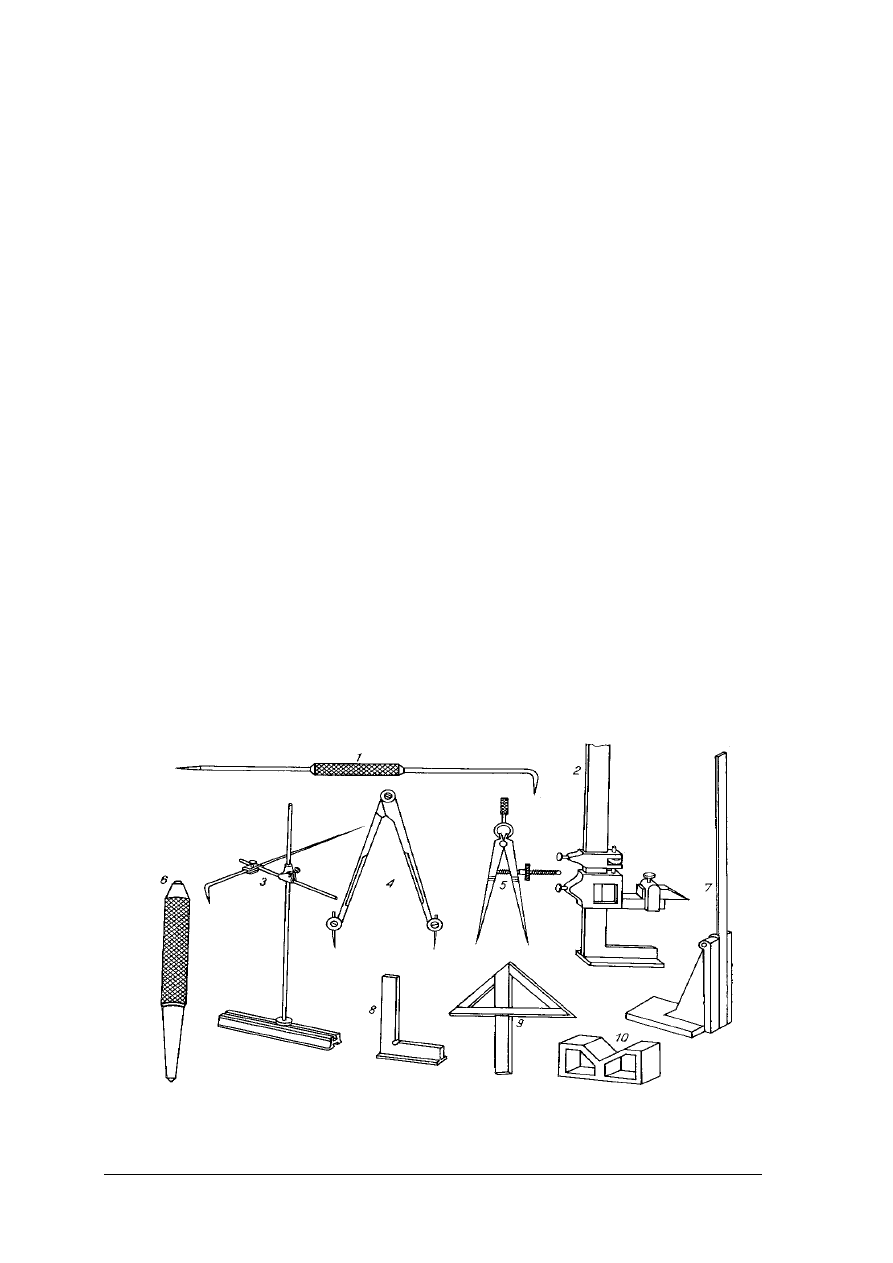
Zestaw podstawowych narzędzi traserskich przedstawia rysunek 29:
–
rysik używany jest do wykreślania linii na trasowanym przedmiocie, jeden koniec ma
prosty, drugi zagięty,
–
cyrkle używane są do nanoszenia okręgów i wykonywania geometrycznych konstrukcji
traserskich np. podział linii,
–
punktaki używane są do punktowania wytrasowanych linii w celu ich utrwalenia,
–
kątownik używany jest do prowadzenia linii poziomych i pionowych oraz do ustawienia
przedmiotu na płycie traserskiej,
–
środkowniki używane są do nanoszenia rys na powierzchniach czołowych wałków przy
szukaniu środka,
–
suwmiarka traserska z podstawą służy do wyznaczania linii poziomych,
–
liniał traserski używany jest jako przyrząd pomocniczy do rysika i cyrkli,
–
pryzma traserska używana za podstawę podczas trasowania niektórych przedmiotów
walcowych.
Rys. 29. Narzędzia traserskie: 1 – rysik, 2 – suwmiarka traserska, 3 – ryśnik, 4 i 5 – cyrkle
traserskie, 6 – punktak, 7 – liniał traserski, 8 – kątownik, 9 – środkowanik,
10 – pryzma. [2, s. 105]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Do wyposażenia traserskiego zaliczamy również: płyty traserskie, młotki, kątomierze
i przymiary kreskowe.
Miejscem pracy trasera jest stół traserski wyposażony w płytę, której płaszczyzna musi być
równa i bardzo dokładnie obrobiona. Płyty traserskiej nie należy używać do żadnych innych
prac, poza trasowaniem.
Przed przystąpieniem do trasowania należy:
–
sprawdzić jakość i stan materiału przeznaczonego do trasowania, zwracając szczególną
uwagę na porowatość, pęknięcia i inne widoczne usterki,
–
sprawdzić wymiary trasowanego przedmiotu z rysunkiem,
–
dokładnie oczyścić materiał ze zgorzeliny lub resztek piasku formierskiego,
–
sprawdzić prawidłowość naddatków na późniejszą obróbkę,
–
pomalować materiał w celu zwiększenia widoczności trasowanych linii np. kredą
rozrobioną w wodzie z dodatkiem oleju lnianego.
Po przygotowaniu powierzchni wybiera się podstawy traserskie czyli taki punkt, oś lub
płaszczyznę, od której odmierza się wymiary na przedmiocie. Trasowanie rozpoczyna się od
wyznaczenia głównych osi symetrii przedmiotu. Jeśli zarys przedmiotu składa się z odcinków
linii prostych i krzywych, to najpierw wykreśla się linie proste, a następnie łączy się je
odpowiednimi łukami lub krzywymi. Przykład trasowania linii prostych równoległych
przedstawia rysunek 30.
Rys. 30. Trasowanie linii prostych równoległych: a – odmierzanie odstępów miedzy liniami,
wykorzystanie liniału i kątownika, c – kąt nachylenia rysika podczas nanoszenia linii
[3, s. 96]
Rys. 31.
Sposób posługiwania się punktakiem [3, s. 97]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ponieważ rysy w czasie pracy łatwo ulegają starciu i są źle widoczne, przy pomocy
punktaka punktuje się wszystkie przecięcia tych rys i środki okręgów, a także dłuższe łuki,
krzywe i dłuższe rysy w odstępach 20–50 mm. Na rysunku 31 przedstawiono kolejne fazy
ustawiania punktaka na rysie. Niekiedy istnieje konieczność wyznaczenia środka przedmiotu
okrągłego np. wałka. W tym celu używa się środkownika, który należy przyłożyć do wałka
w ten sposób, by jego ramiona boczne były styczne do okręgu (rys. 32). Wzdłuż ramienia
środkowego wykreśla się rysę 1. Następnie przesuwa się środkownik o kąt 90° i wykreśla się
rysę 2.
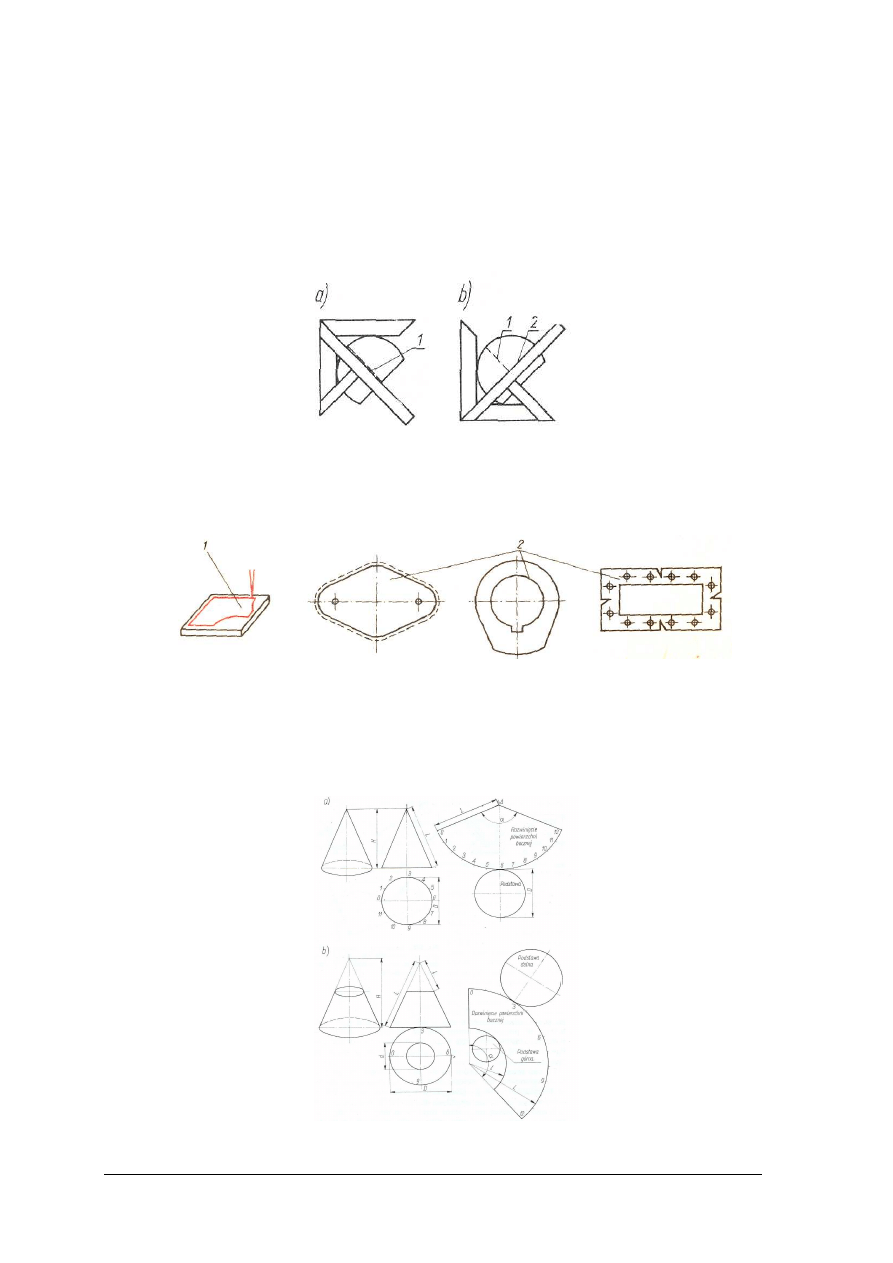
Rys. 32.
Wyznaczanie osi symetrii wałków: a) wyznaczenie rysy 1, b) wyznaczenie rysy 2 [3, s. 99]
Podczas wykonywania większej liczby jednakowych przedmiotów stosuje się trasowanie
według wzornika. Polega to na przyłożeniu wzornika do płaszczyzny materiału i wyznaczeniu
zarysów przedmiotu przez obrysowanie zarysu wzornika rysikiem.
Rys. 33. Trasowanie według wzornika: 1 – wykonanie trasowania, 2 – przykłady wzorników
[2, s. 106]
Niekiedy zachodzi konieczność trasowania zarysów przedmiotów o złożonych kształtach
np. wielokątów, linii prostopadłych, stycznych do okręgów, rozwinięć brył geometrycznych
itp. Aby wykonać takie trasowanie należy posłużyć się konstrukcjami geometrycznymi.
Poniżej jest przedstawiony przykład trasowania stożka.
Rys. 34.
Trasowanie rozwinięć stożków: a) – pełnego, b) – ściętego [3, s. 100]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Cięcie metali
Do cięcia metali w praktyce warsztatowej wykorzystuje się:
–
piłkę ręczną,
–
nożyce ręczne,
–
nożyce dźwigniowe,
–
nożyce gilotynowe,
–
nożyce krążkowe.
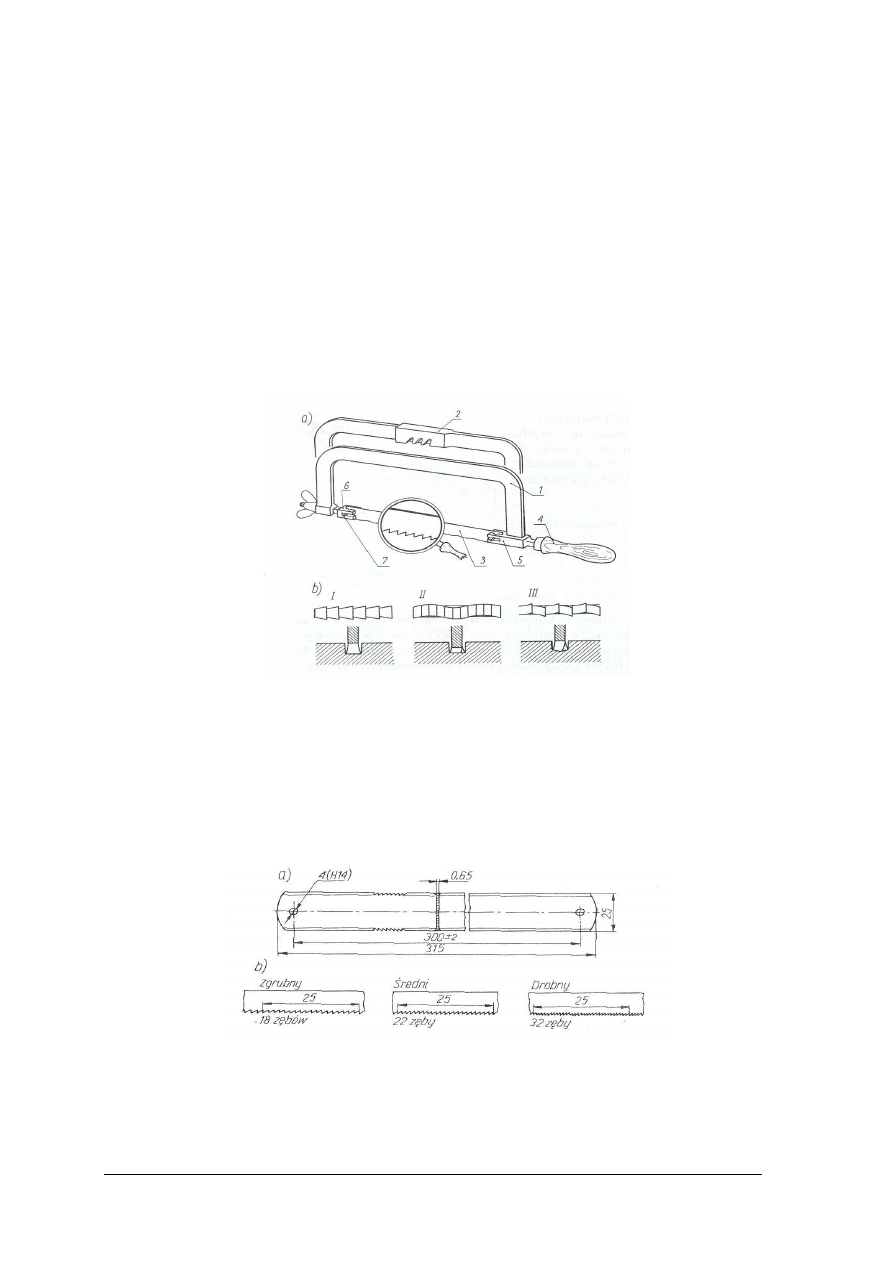
Piłka ręczna
Składa się z oprawki oraz części roboczej zwanej brzeszczotem. Oprawki piłek do metali
mogą być stałe lub nastawne. W oprawkach nastawnych można mocować brzeszczoty
o różnych długościach. Brzeszczot jest wykonany w postaci cienkiej taśmy stalowej
z naciętymi na jednej lub obu krawędziach ostrzami w postaci ząbków. Brzeszczot mocuje się
w ramce w ten sposób, by ostrza ząbków były skierowane od rączki, ponieważ cięcie (ruch
roboczy) odbywa się podczas ruchu piłki „od siebie”.
Rys. 35. Piłka ręczna: a) budowa: 1, 2 – oprawka, 3 – brzeszczot, 4 – rękojeść, 5 – uchwyt do
mocowania stały, 6 – uchwyt do mocowania przesuwny, 7 – otwory w uchwytach
b) ukształtowanie ostrzy brzeszczotu: I – zęby zgrubiane, II – zęby rozwierane i falistość
brzeszczotu, III – zęby rozwierane [1, s. 34]
Brzeszczoty piłek ręcznych do metali maja wymiary znormalizowane. Brzeszczoty
charakteryzują się określeniem liczby zębów przypadających na 25 mm długości lub
podziałką P, czyli odległością dwóch sąsiednich ostrzy w mm. Produkowane są brzeszczoty
o 22 zębach, jak również o 18 i 32 zębach (ostrzach) na 25 mm długości.
Rys. 36. Brzeszczot dwustronny pił ręcznych do metali: a) wymiary, b) uzębienie [1, s. 35]
Najczęściej stosowany zarys ząbków brzeszczotu, przedstawia rysunek 37 a. Jest to zarys
zębów do przerzynania metali twardych. Zarys ząbków na rys. 37 b stosuje się na
brzeszczotach służących do przerzynania metali miękkich. Uzębienie brzeszczotu jest
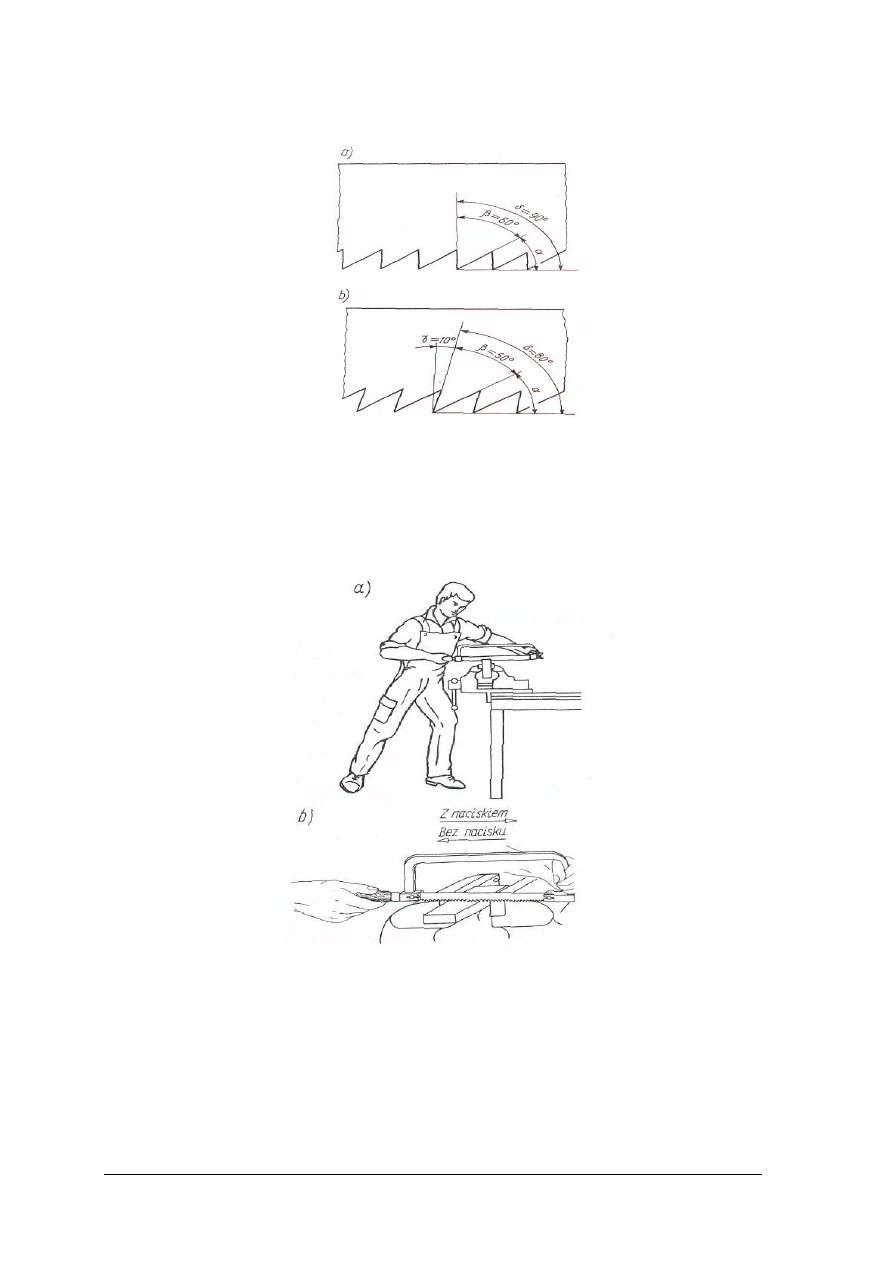
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
rozwierane, zgrubiane lub falowane i dlatego szerokość powstającego przecięcia jest większa
od grubości brzeszczotu, co zapobiega zakleszczaniu się brzeszczotu w materiale.
Rys. 37.
Kształt zębów brzeszczotu: a) do metali twardych, b) kształt ząbków do materiałów
miękkich α – kąt przyłożenia, β – kąt ostrza, γ – kat natarcia, δ – kąt skrawania
[1, s. 34]
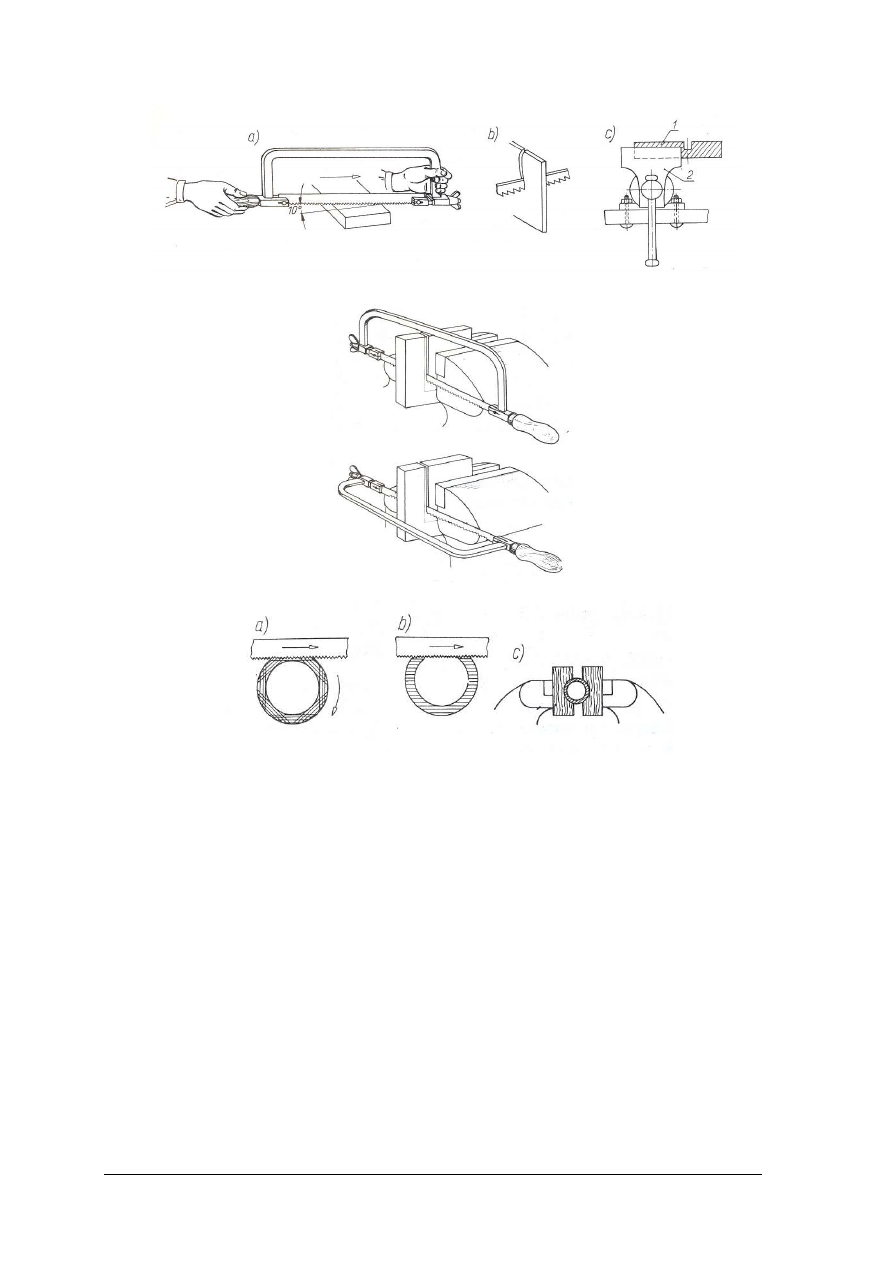
Technika przecinania piłką
Nacisk na piłkę wywiera się podczas ruchu roboczego, czyli w kierunku imadła,
natomiast ruch powrotny (jałowy), odbywa się bez nacisku. Ruch piłki powinien być płynny,
a jej przesuw powinien wynosić około 2/3 użytecznej długości brzeszczotu.
Rys. 38. Technika przecinania metali piłką ręczną: a) prawidłowa postawa podczas przecinania,
b) prawidłowy sposób trzymania piłki [1, s. 35]
Przedmioty płaskie przecinamy wzdłuż szerszej krawędzi. Rozpoczynamy przecinanie
lekko odchylona od siebie piłką. Ułatwieniem rozpoczęcia przecinania jest wykonanie małego
wgłębienia trójkątnym pilnikiem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 39. Przecinanie piłką przedmiotów płaskich: a) właściwe, b) niewłaściwe, c) zamocowanie
przedmiotu w imadle [1, s. 36]
Rys. 40.
Przecinanie piłką długich przedmiotów [1, s. 36]
Rys. 41. Przecinanie piłka rury: a) prawidłowe, b) nieprawidłowe, c)zamocowanie rury
cienkościennej w drewnianych nakładkach [1, s. 36]
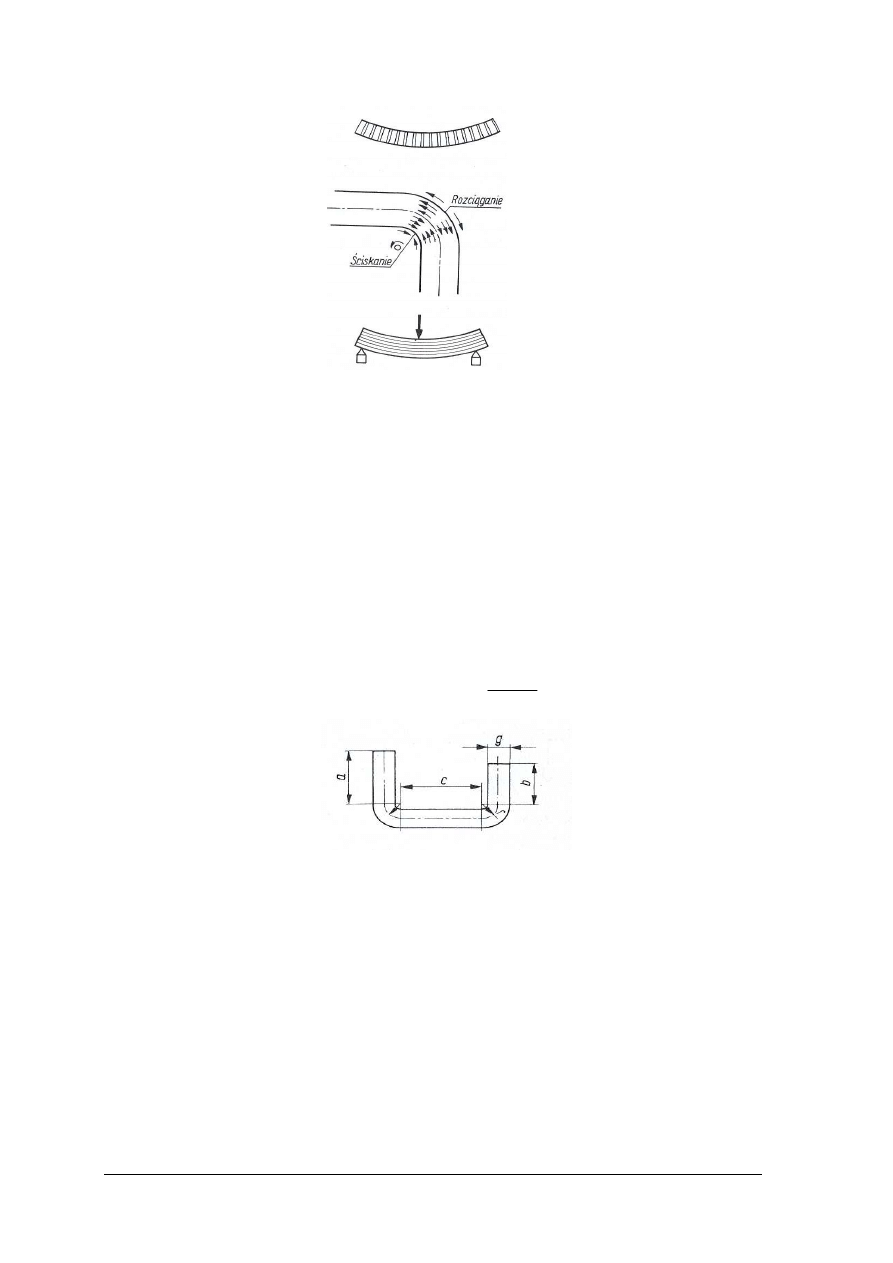
Gięcie i prostowanie
Operacje gięcia i prostowania są rodzajem obróbki plastycznej. Dzięki działaniu
odpowiednich sił, nadaje się przedmiotom żądany kształt, bez skrawania materiału.
W zależności od temperatury, w której wykonuje się obróbkę plastyczną, może się ona
odbywać na gorąco lub na zimno. Podczas gięcia materiał w miejscu zginania zostaje
odkształcony. Warstwy zewnętrzne materiału z jednej zostają rozciągnięte, a po zakończeniu
gięcia wydłużone na pewnym odcinku. Po stronie wewnętrznej w czasie gięcia materiał
zostaje ściśnięty, a po zakończeniu gięcia skrócony. Warstwy środkowe leżące na linii
obojętnej, przechodzącej przez środek grubości materiału, nie ulegają większemu
odkształceniu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 42.
Gięcie materiału [3, s.130]
Aby obliczyć długość materiału wyjściowego do wykonania przedmiotu na podstawie
rysunku wykonawczego przedmiotu należy go podzielić na elementarne odcinki, składające
się z linii prostych oraz łuków.
( )
∑
∑
⋅
+
=
α
r
l
L
i
gdzie:
L – długość materiału wyjściowego [mm],
l
i
– długość odcinka prostego [mm],
r – promień łuku warstwy obojętnej [mm],
α – kąt łuku [rad]
Korzystając z powyższego wzoru, długość materiału wyjściowego dla rysunku 43, można
obliczyć w następujący sposób:
⋅
Π
+
+
+
=
4
2
2
r
c
b
a
L
Rys. 43.
Określanie długości materiału do gięcia [3, s. 131]
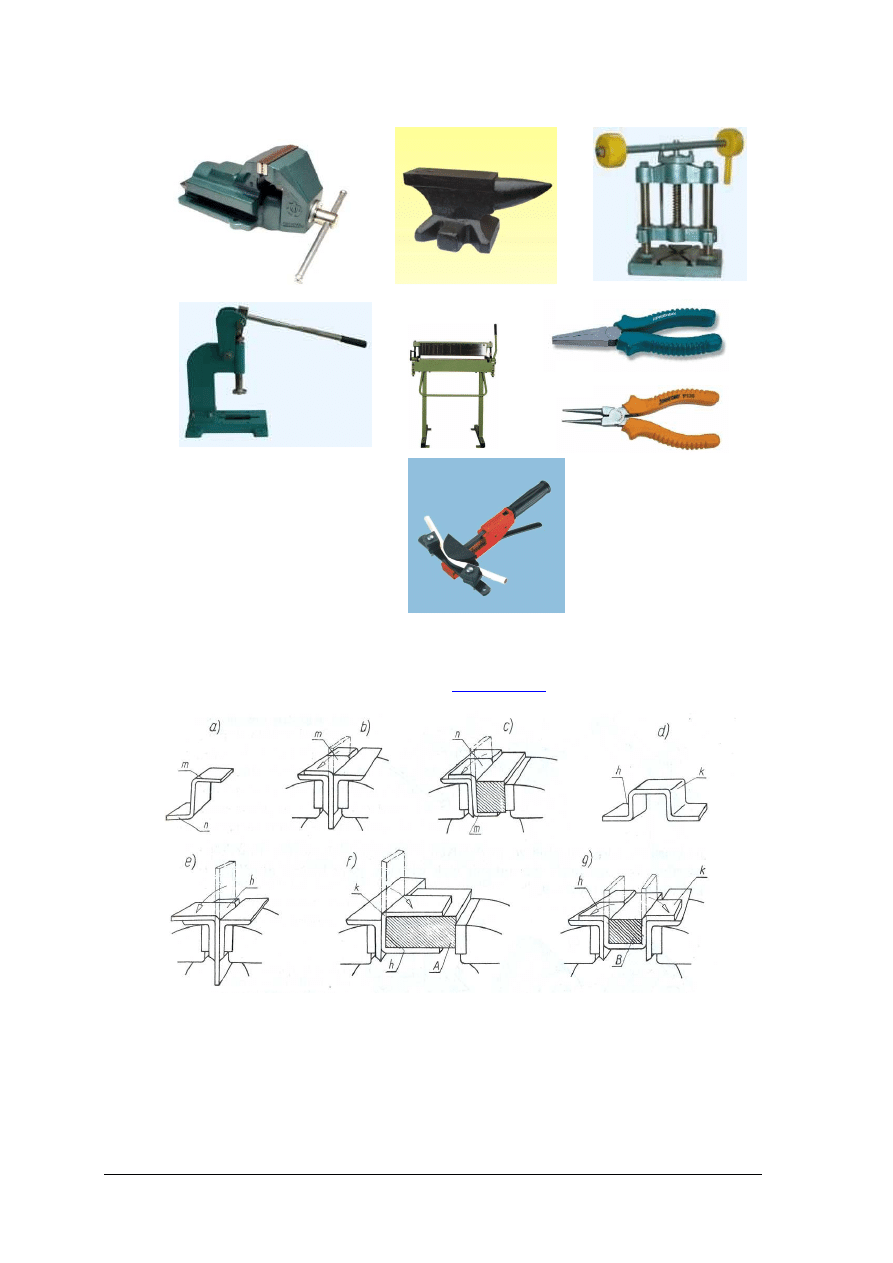
Do gięcia i prostowania używa się najczęściej następujących narzędzi: imadeł, płyt
żeliwnych, kowadeł, pras ręcznych śrubowych i dźwigniowych, zaginarek krawędziowych,
szczypiec okrągłych i płaskich, giętarek do rur itp.
Gięcie płaskowników najczęściej dokonuje się w szczękach imadła. Natomiast grube
płaskowniki oraz pręty gnie się po nagrzaniu używając pras śrubowych. W przypadku gięcia
przedmiotów w imadle należy zastosować wkładki chroniące zarówno szczęki imadła, jak
i powierzchnię przedmiotu giętego przed uszkodzeniem. Podczas gięcia, na powierzchni
materiału pozostawiane są nieraz ślady po uderzeniu młotkiem. Aby ich uniknąć stosuje się
młotki gumowe lub miedziane.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 44. Urządzenia do gięcia ręcznego: a) imadło, b) kowadło, c) prasa ręczna śrubowa, d) prasa ręczna
dźwigniowa, e) zaginarka krawędziowa, f) szczypce płaskie, g) szczypce okrągłe, h) giętarka do
rur [www.narzedziowy.pl, www.sciskpol.pl,
www.logikor.pl
]
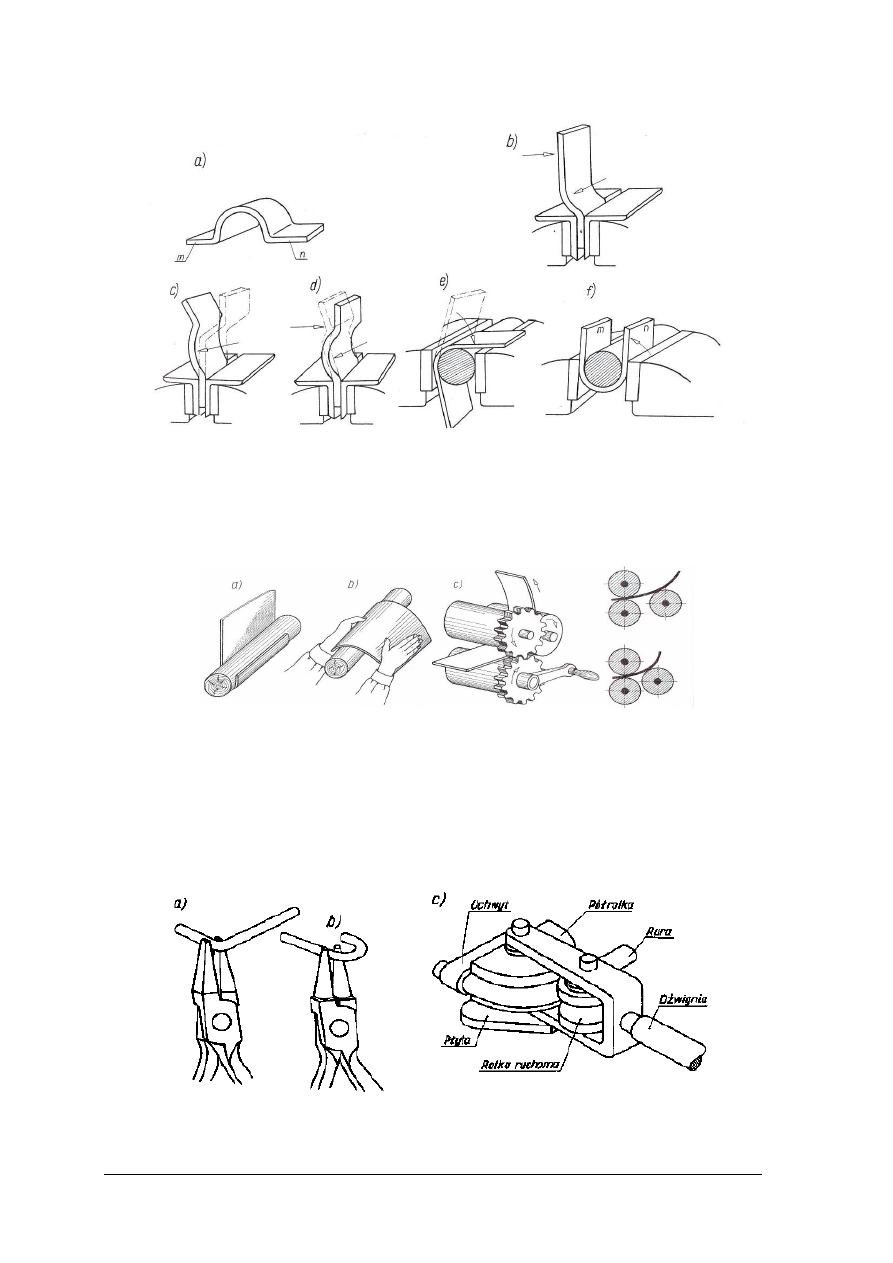
Rys. 45. Przykłady operacji gięcia płaskownika w imadle [1, s. 49]
a)
b)
c)
d)
e)
f)
g)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 46. Kolejne etapy gięcia półokrągłego przedmiotu w imadle [1, s. 49]
Podczas gięcia blach pod kątem ostrym i o małych promieniach gięcia, należy pamiętać
o kierunku włókien powstałych w blasze podczas jej walcowania. Kierunek tych włókien nie
powinien być zgodny z linią gięcia, ponieważ mogłoby to spowodować pęknięcia na
krawędziach gięcia.
Rys. 47. Zwijanie blachy: a) i b) ręczne, c) na walcach [1, s. 50]
Cienki drut można giąć za pomocą szczypiec okrągłych i płaskich. Pręty stalowe
o grubości do 5 mm wygina się na zimno. Pręty grubsze należy giąć po uprzednim ich
nagrzaniu. Pręty gnie się w imadle lub na kowadle za pomocą młotka. Rury wygina się
w imadle, zazwyczaj przy pomocy wzornika. Często stosuje się do tego celu przyrząd
rolkowy. Zanim przystąpi się do wyginania rury, należy wypełnić ją suchym piaskiem,
ołowiem lub kalafonią. Dokonuje się tego w celu uniknięcia odkształceń w miejscu gięcia.
Rys. 48.
Gięcie drutu i rury: a) za pomocą szczypiec płaskich, b) okrągłych, c) za pomocą przyrządu
rolkowego [3, s. 135]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Prostowanie to operacja polegająca na przywracaniu pierwotnego kształtu przedmiotów.
Cienkie blachy prostuje się na gładkiej płycie uderzając je drewnianym młotkiem. Do
prostowania grubszych blach używa się młotków stalowych. Prostowanie wypukłości polega
na zastosowaniu serii uderzeń młotkiem według schematu przedstawionego poniżej.
Rys. 49. Schemat uderzeń przy prostowaniu blachy [1, s. 52]
Prostowanie zgiętego pręta lub płaskownika odbywa się wstępnie przez odgięcie
w imadle. Następnie prostuje się poprzez uderzanie młotkiem w wypukłe miejsca przedmiotu
umieszczonego na kowadle, wypukłością do góry.
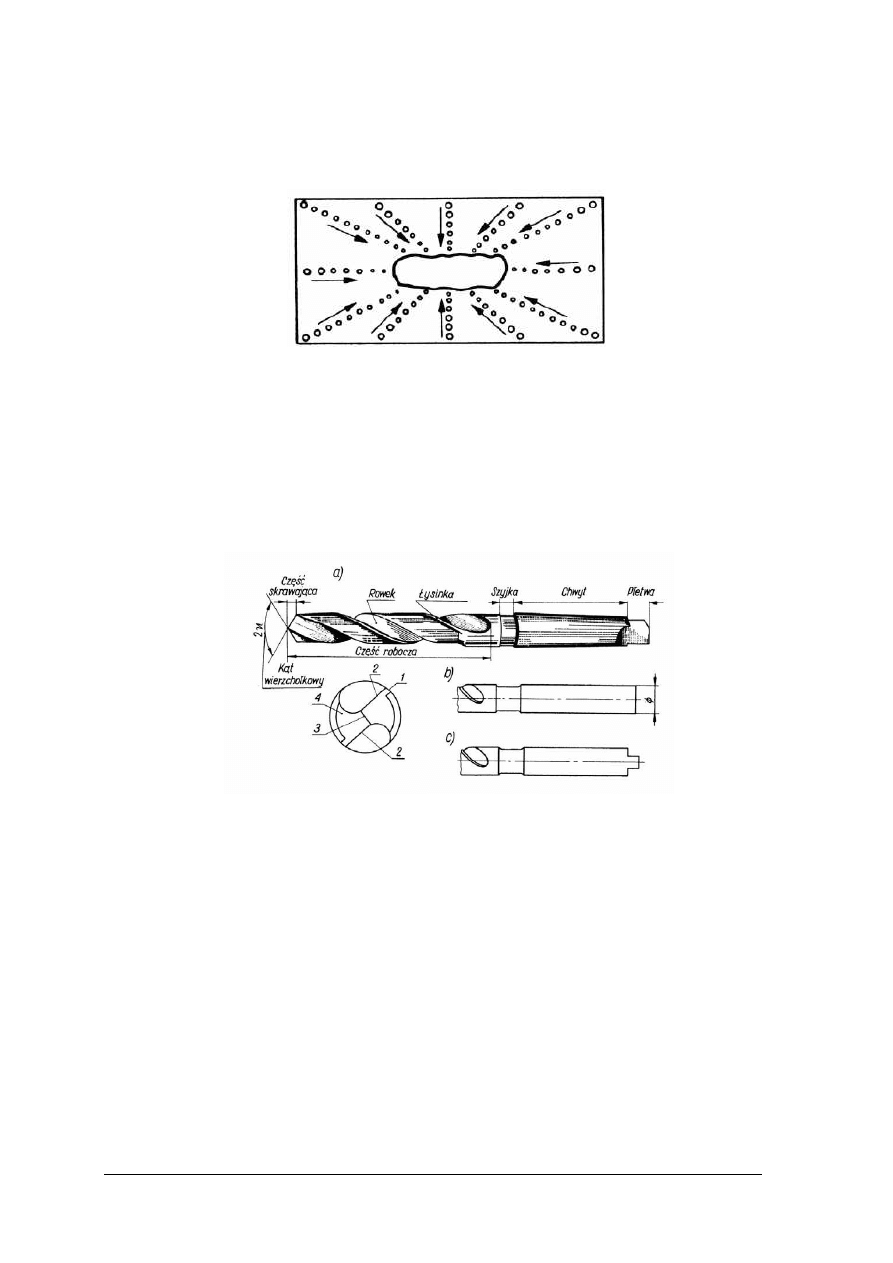
Wiercenie otworów
Wiercenie jest to operacja, polegająca na wykonywaniu w materiale okrągłego otworu za
pomocą wiertła wykonującego jednocześnie ruch obrotowy i posuwowy. Najczęściej używa
się wierteł krętych, które składają się z części roboczej, szyjki i uchwytu.
Rys. 50.
Wiertło kręte: a) części składowe, b) chwyt walcowy bez płetwy, c) chwyt walcowy
z płetwą 1 – łysinka, 2 – krawędzie tnące, 3 – ścin, 4 – powierzchnia przyłożenia [1, s. 67]
Większość wierteł wykonanych jest ze stali szybkotnącej. Spotyka się również wiertła
z płytkami z węglików spiekanych. Część robocza wiertła składa się z części skrawającej
i części prowadzącej. Chwyt wiertła może być stożkowy z płetwą (stosowany najczęściej
w wiertarkach stacjonarnych) lub walcowy bez płetwy (do wiertarek ręcznych). Część
robocza wiertła ma nacięte na obwodzie dwa przeciwległe rowki, w celu odprowadzenia
wióra z wierconego otworu. Łysinka służy do prawidłowego prowadzenia wiertła w otworze,
natomiast płetwa zapobiega obrotowi wiertła podczas wiercenia. Chwyt pozwala na
mocowanie wiertła we wrzecionie wiertarki. Część skrawającą stanowią dwie proste
krawędzie tnące o jednakowej długości, łączące się ze sobą poprzeczną krawędzią tnącą. Kąt
wierzchołkowy wiertła powinien być dobrany do rodzaju wierconego materiału. Im twardszy
materiał obrabiany, tym mniejszy powinien być kąt wierzchołkowy. Wartości kąta
wierzchołkowego w zależności od obrabianego materiału kształtują się następująco:
−
dla żelaza i stali – 118°,
−
dla mosiądzu, brązu, stopów aluminium – 130–140°,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
−
dla miedzi – 125°,
−
dla tworzyw sztucznych – 85–90°,
−
dla twardej gumy – 50°.
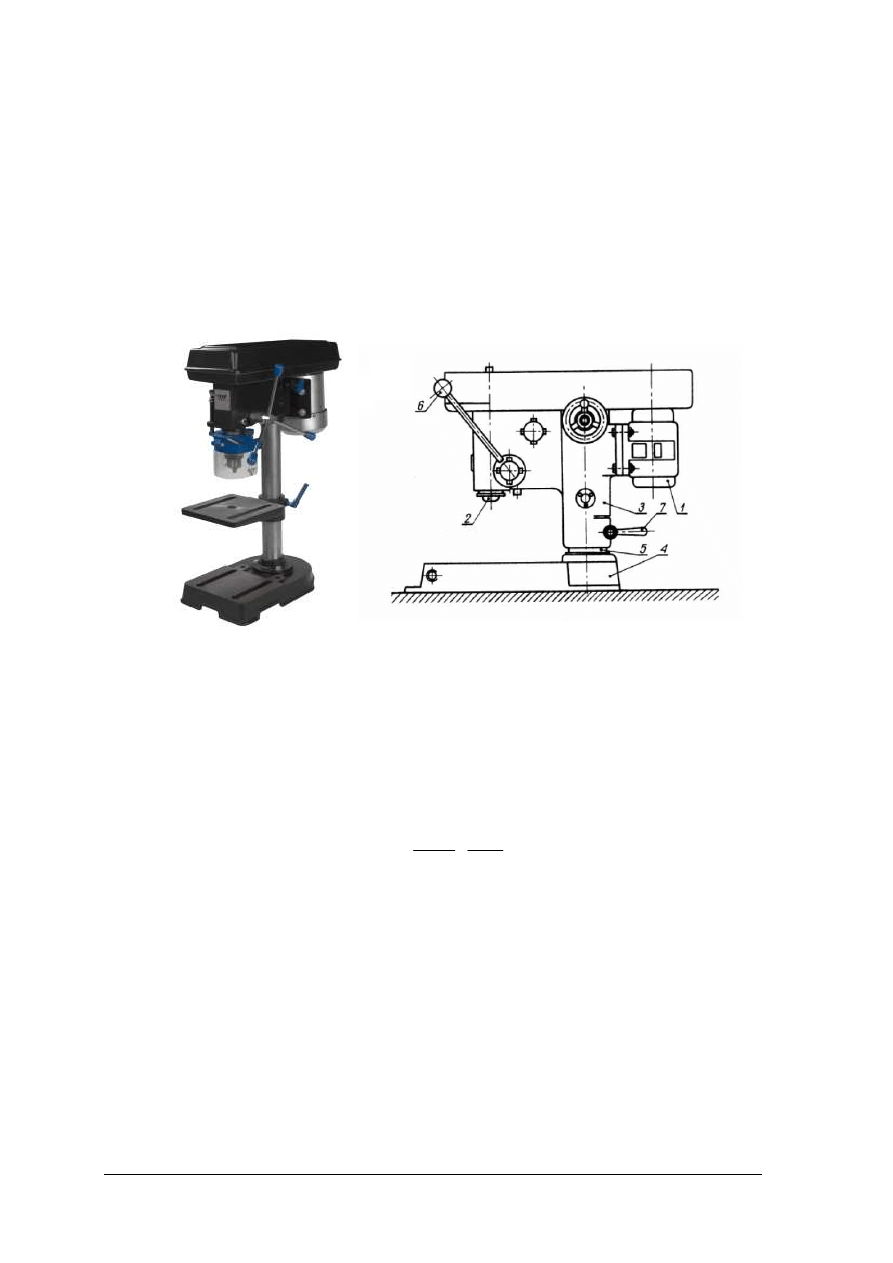
Narzędzia używane do wiercenia, rozwiercania i pogłębiania otworów nazywa się
wiertarkami. W zależności od sposobu napędu wrzeciona rozróżnia się wiertarki z napędem
ręcznym, elektrycznym lub pneumatycznym. Wiertarki można również podzielić ze względu
na sposób użytkowania. Według tego kryterium rozróżnia się wiertarki przenośne oraz stałe.
Wiertarki elektryczne i pneumatyczne można mocować w specjalnych stojakach. Pełnią
wówczas rolę wiertarek stołowych. Są to wiertarki najczęściej wykorzystywane
w warsztatach ślusarskich.
Rys. 51. Wiertarka stołowa: a) wygląd, b) budowa: 1 – silnik elektryczny, 2 – wrzeciono,
3 – korpus, 4 – podstawa, 5 – słup, 6 – dźwignia, 7 – zacisk [a) www.narzedziowy.pl,
b) 4, s. 69]
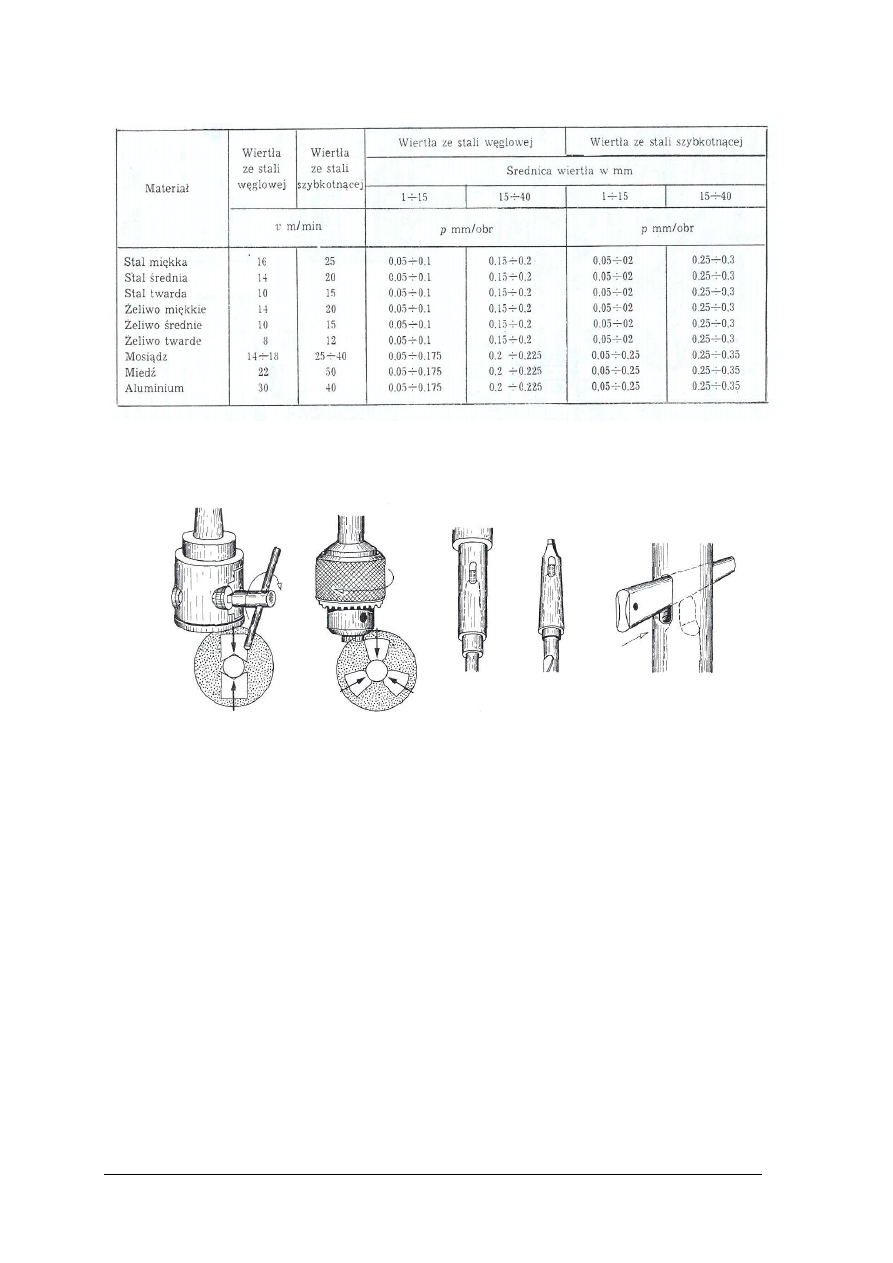
Charakterystycznymi parametrami operacji wiercenia są: posuw i szybkość skrawania.
Posuwem nazywa się odcinek drogi, o jaki przesuwa się wiertło wzdłuż swej osi, podczas
jednego obrotu. Posuw mierzy się w milimetrach na obrót i oznaczamy literą p. Natomiast
szybkość skrawania oznacza się litera ν. Jest to prędkość obwodowa punktu leżącego na
obwodzie wiertła. Wyraża się ją wzorem:
Π
=
min
1000
m
dn
ν
gdzie:
−
n – liczba obrotów wiertła na minutę,
−
d – średnica wiertła w mm.
Niżej zamieszczona tabela przedstawia szybkości skrawania i wartości posuwów dla
różnych materiałów.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Tabela 1. Szybkość skrawania v i wartości posuwu p podczas wiercenia wiertłami krętymi [3, s. 162]
Do mocowania wierteł z chwytem walcowym służą uchwyty trójszczękowe lub
dwuszczękowe znajdujące się na końcówce wrzeciona. Coraz większą popularność zyskują
uchwyty bezkluczykowe.
Rys. 52.
Sposoby mocowania wierteł [1, s. 70]
Technika wiercenia:
−
w pierwszej kolejności należy wytrasować oś otworu,
−
następnie należy zaznaczyć punktakiem położenie środka,
−
należy wykonać wiercenie próbne,
−
wykonać wiercenie właściwe
−
podczas wiercenia głębokich otworów, należy co pewien czas wyjmować wiertło
z otworu, by go oczyścić z wiórów.
Można wiercić otwory przelotowe lub nieprzelotowe. Wykonując wiercenie przelotowe
należy pamiętać o tym, by zastosować z drugiej strony wierconego materiału drewniane
podkładki. Używa się je w celu zabezpieczenia wierconego materiału przed wyrwaniem jego
części w końcowej fazie wiercenia, a wiertła przed ewentualnym uszkodzeniem. Wykonując
wiercenie otworów nieprzelotowych, (o określonej głębokości), należy przed wierceniem
odpowiednio ustawić wskaźnik głębokości. W przypadku braku takiego wskaźnika,
głębokość wierconego otworu należy zaznaczyć na wiertle.
Podczas wiercenia wytwarza się ciepło na skutek tarcia. Podwyższa ono temperaturę
wiertła. Aby nie dopuścić do zbytniego przegrzewania się wierteł, należy stosować ciecze
chłodzące. Posiadają one zarówno właściwości chłodzące, a także i smarujące, co w efekcie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
zmniejsza tarcie. Powszechnie są stosowane ciecze wodno – olejowe, czyli tzw. emulsje oraz
ciecze olejowe.
Podczas wykonywania operacji wiercenia krawędzie tnące wierteł ulęgają stępieniu,
dlatego należy je okresowo ostrzyć na szlifierce – ostrzarce. Jest ona wyposażona w specjalny
przyrząd zapewniający właściwe położenie wiertła podczas ostrzenia. Wiertła można również
ostrzyć ręcznie, ale taka operacja wymaga pewnej wprawy. Po naostrzeniu należy sprawdzić
prawidłowość ostrzenia wiertła w specjalnym wzorniku.
Rys. 53.
Ostrzenie wiertła [3, s. 164]
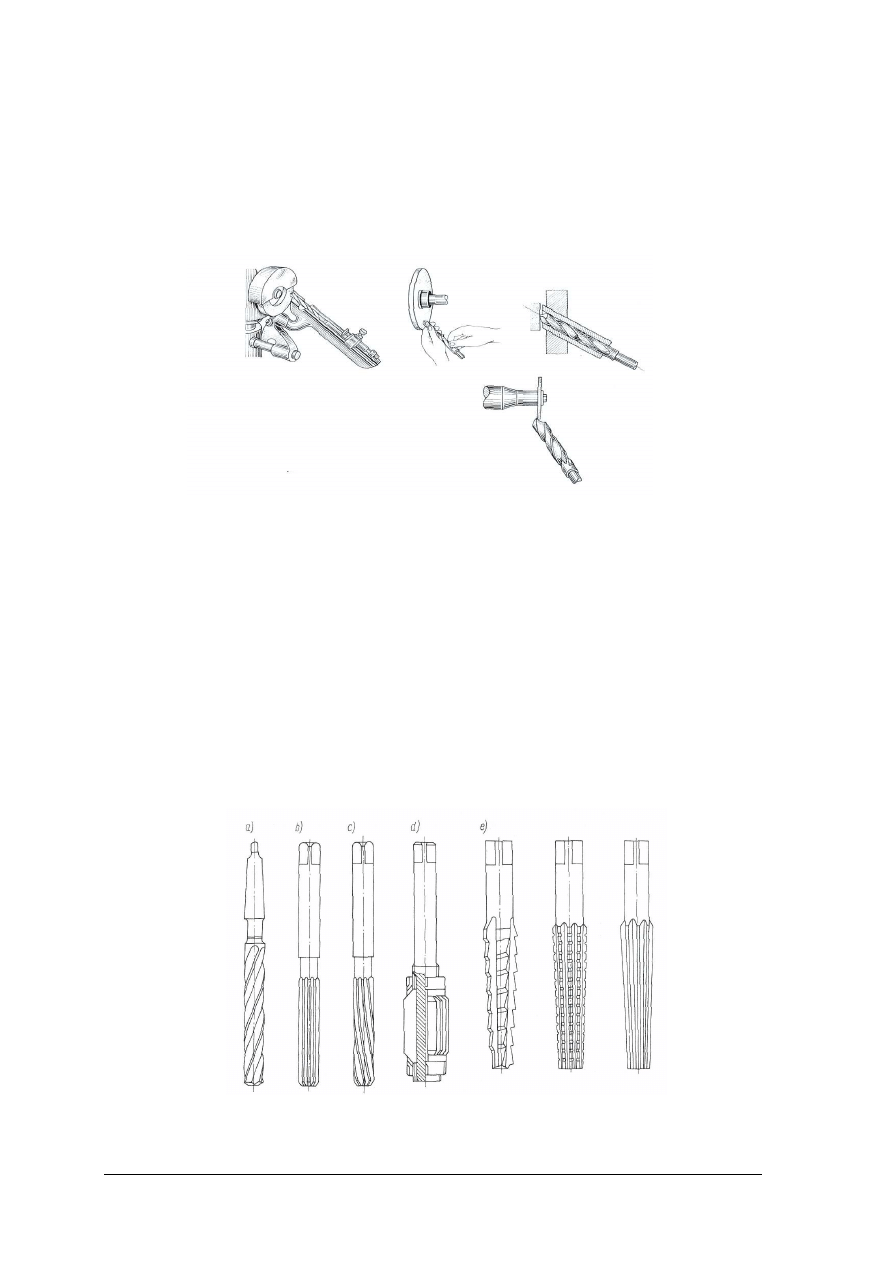
Rozwiercanie otworów
Do rozwiercania otworów stosowane są narzędzia zwane rozwiertakami. Rozwiercanie
otworów wykonuje się w tym celu, by uzyskać dużą dokładność otworu. Rozwiertaki ze
względu na dokładność obróbki dzieli się na:
−
rozwiertaki wstępne,
−
zdzieraki,
−
wykańczaki.
Rozwiertaki można również podzielić ze względu na rodzaj zębów na narzędzia:
−
z zębami prostymi,
−
z zębami śrubowymi.
Rozróżnia się rozwiertaki ręczne i rozwiertaki maszynowe.
Otwory stożkowe o dużej zbieżności, należy obrabiać kolejno trzema rozwiertakami:
wstępnym, zdzierakiem i wykańczakiem.
Rys. 54. Rodzaje rozwiertaków: a) zdzieraki, b) o zębach prostych, c) o zębach śrubowych,
d) nastawny, e) rozwiertaki stożkowe [1, s. 76]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Przed przystąpieniem do rozwiercania należy ustalić: wartość naddatku na rozwiercanie,
liczbę przejść, szybkość skrawania, wielkość posuwu i sposób chłodzenia.
Tabela 2. Naddatek na rozwiercanie [3, s. 167]
Średnica otworu (mm)
do 25
26–35
36–45
46–55
56–65
Naddatek
0,5–1
1–1,5
1,5–2
2–2,5
2,5–3
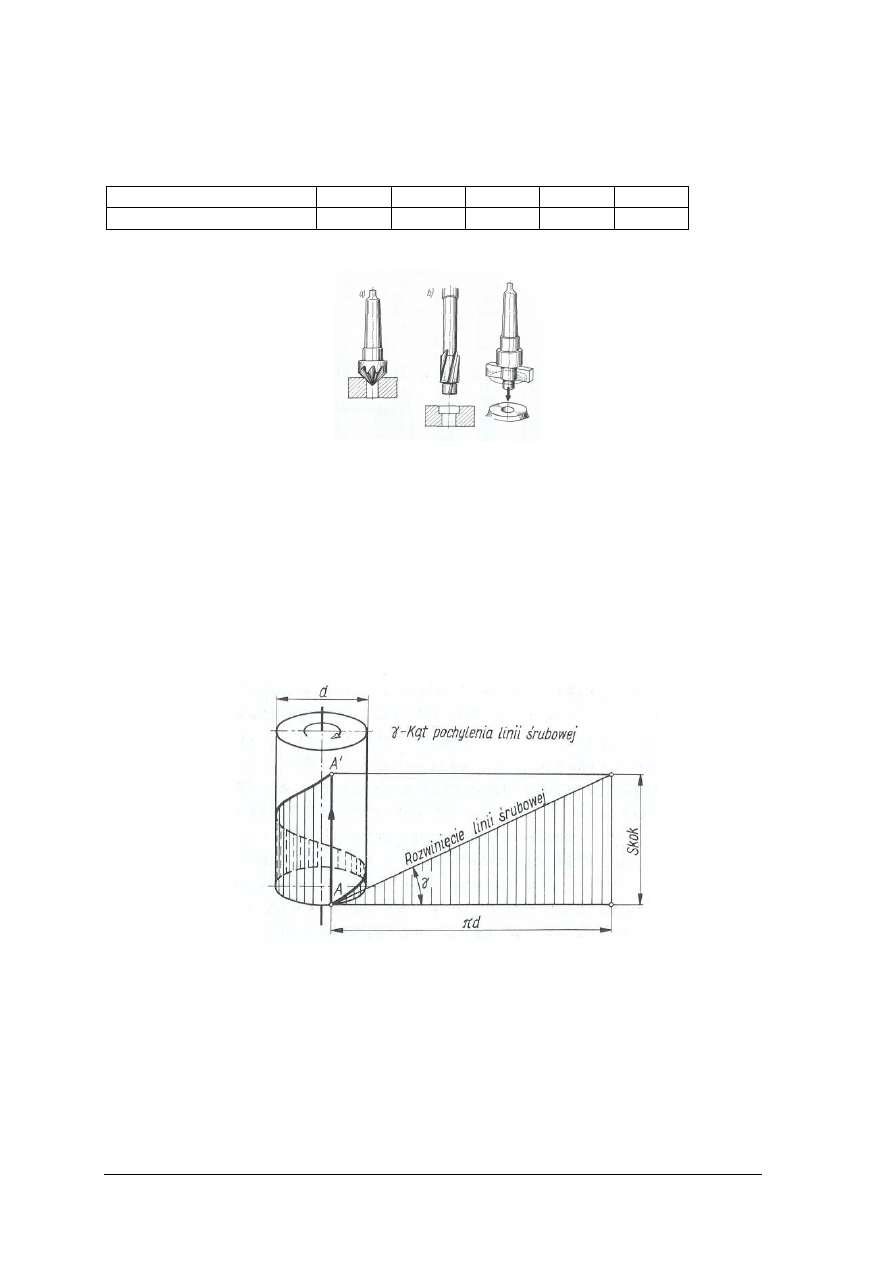
Pogłębianie otworów
Rys. 55.
Pogłębiacze: a) stożkowy, b) czołowe [1, s. 75]
Pogłębianie polega na powiększeniu na pewnej długości otworu, w celu ścięcia jego
ostrych krawędzi lub wykonania wgłębienia, na umieszczenie walcowego lub stożkowego łba
wkręta lub nitu. Pogłębianie wykonuje się przy pomocy pogłębiaczy. Wyróżnia się
pogłębiacze stożkowe i czołowe.
Ręczne nacinanie gwintów
Gwintowanie, czyli nacinanie gwintów, polega na wykonaniu na powierzchni wałka lub
otworu specjalnych wgłębień wzdłuż linii śrubowej.
Rys. 56.
Powstanie linii śrubowej [3, s. 169]
W gwincie wyróżnia się takie elementy jak:
−
występ,
−
bruzdę,
−
zarys gwintu (zarys występu i bruzdy w płaszczyźnie przechodzącej przez oś gwintu),
−
kąt gwintu α (kąt zawarty między bokami zarysu).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
W zależności od kierunku nacięcia gwintu rozróżnia się gwint prawy i lewy. Gwinty
charakteryzują się następującymi wielkościami: średnicą zewnętrzną d, średnica
wewnętrzną d
3
, średnicą podziałową d
2
, skokiem gwintu oraz podziałką p.
W zależności od zarysu rozróżnia się gwinty: trójkątne, prostokątne, trapezowe
(symetryczne i niesymetryczne) oraz okrągłe. Gwinty trójkątne metryczne omówione są
w normie PN – 83/M – 02013, natomiast gwinty calowe: PN – 75/M – 02025 i PN – 75/M –
02046.
Przykłady oznaczenia gwintów:
M12 – gwint metryczny zwykły,
M12x1,5 – gwint metryczny drobnozwojny,
M16 LH – gwint lewozwojowy,
Tr 48x8 – gwint trapezowy symetryczny,
S 48x8 – gwint trapezowy niesymetryczny.
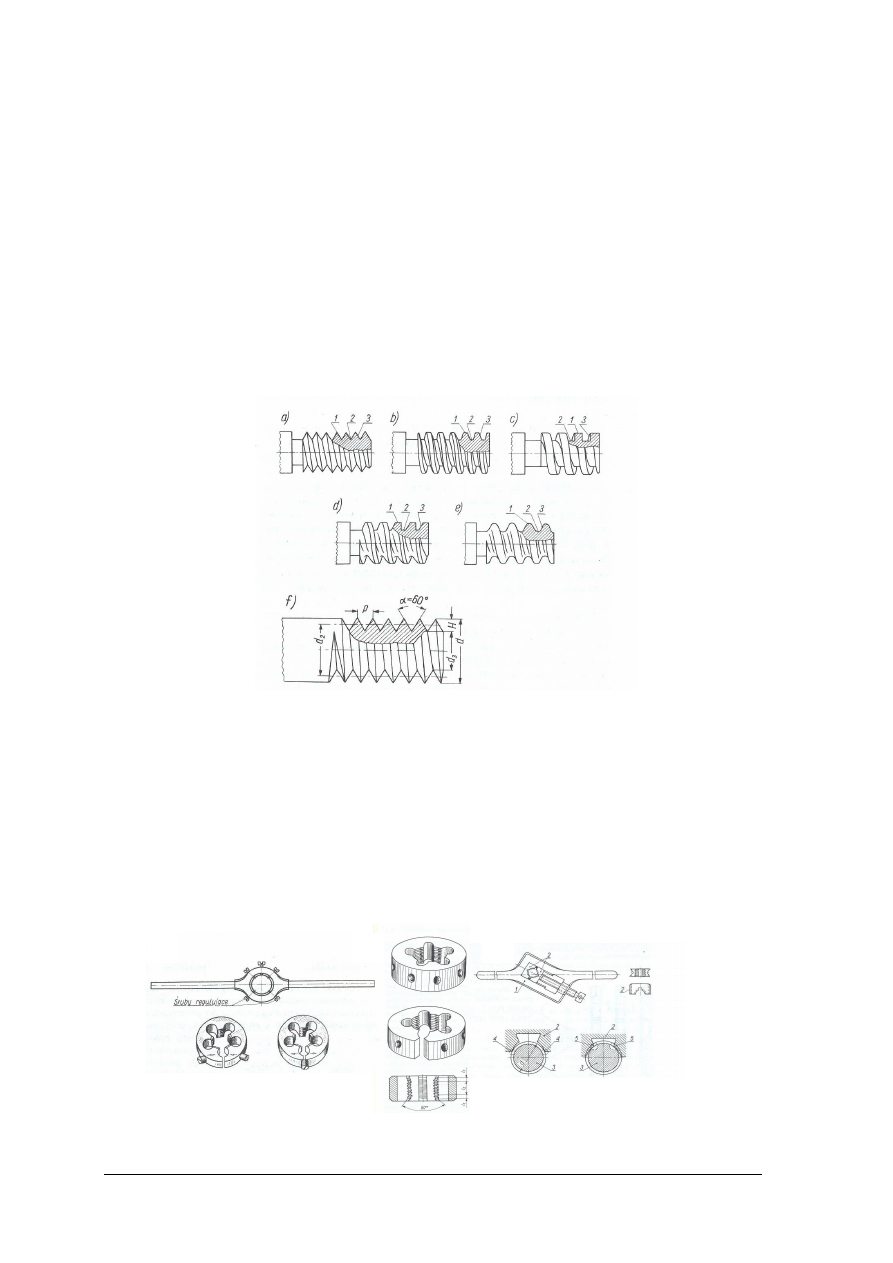
Rys. 57. Rodzaje gwintów: a) trójkątny, b) trapezowy symetryczny, c) prostokątny, d) trapezowy
niesymetryczny, e) okrągły, f) wielkości charakteryzujące gwint, 1 – wystep, 2 – bruzda,
3 – zarys, p – podziałka, d
3
– średnica wewnętrzna, d
2
– średnica podziałowa, d – średnica
zewnętrzna, H – wysokość gwintu, α kąt zarysu gwintu [3, s. 168]
Do nacinania gwintów zewnętrznych (śrub) służą narzynki, natomiast do wykonywania
gwintów wewnętrznych (nakrętek) służą gwintowniki.
Narzynki są to stalowe hartowane pierścienie, wewnątrz nagwintowane, z wywierconymi
otworami, które tworzą krawędzie tnące i jednocześnie służą do odprowadzania wiórów.
Wyróżnia się narzynki:
−
okrągłe pełne i przecięte,
−
dzielone do nacinania gwintów zewnętrznych.
Rys. 58.
Narzynki: a) oprawka z pokrętką do narzynek okrągłych, b) narzynki okrągłe,
c) narzynka dzielona [1, s.81]
a
b
c
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
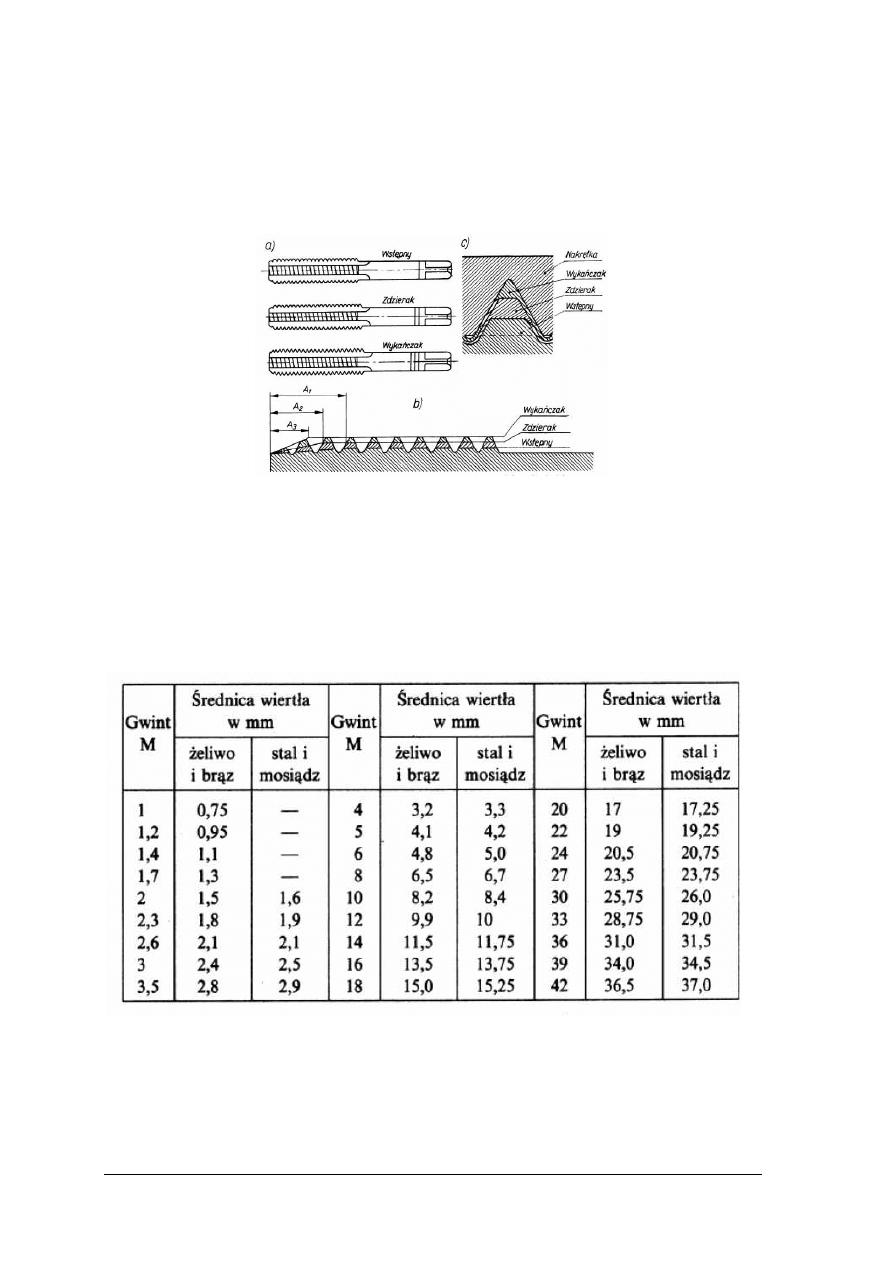
Gwintownik ma kształt śruby o stożkowym zakończeniu z rowkami wyciętymi na
powierzchni wzdłuż jego osi. Narzędzie składa się z części roboczej i chwytu. Do
gwintowania otworów używa się zwykle kompletu składającego się z trzech gwintowników:
−
wstępnego do wykonania części zarysu gwintu,
−
zdzieraka do wykonania pogłębienia zarysu gwintu,
−
wykańczaka nacina pełny zarys gwintu.
Rys. 59. Gwintowniki ręczne: a) komplet gwintowników, b) kolejne zarysy gwintu wykonane
poszczególnymi gwintownikami, c) rozkład warstw zdejmowanych gwintownikami
o długości części skrawających A
1
, A
2
, A
3
[3, s. 175]
Przed gwintowaniem należy wykonać odpowiedni otwór. Otwór powinien mieć średnicę
mniejszą niż średnica zewnętrzna gwintownika. Dobór średnicy wiertła do wykonania otworu
pod odpowiedni gwint przedstawia poniższa tabela.
Tabela 3. Średnice wierteł do otworów pod gwinty [3, s. 175]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
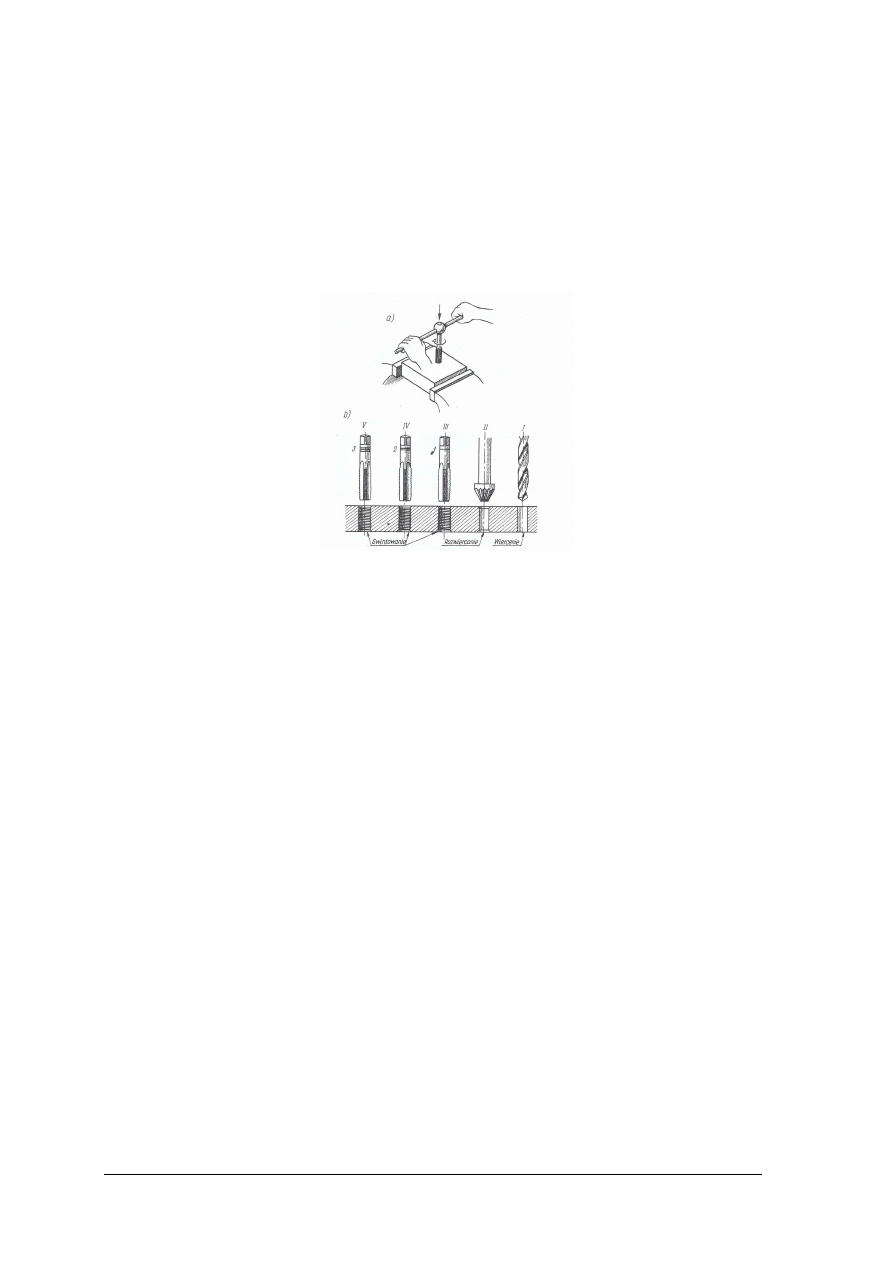
Technika nacinania gwintów wewnętrznych
Przedmiot z wywierconym otworem należy umocować w imadle. W otwór wkłada się
nasmarowany gwintownik. Przed rozpoczęciem nacinania sprawdza się prostopadłość jego
położenia w co najmniej dwóch płaszczyznach. Następnie należy pokręcać gwintownikiem
w prawo do tego momentu, aż powstanie pierwsza bruzda. W dalszym ciągu gwintownik
będzie się wgłębiał samoczynnie, wystarczy jedynie pokręcać go dookoła jego osi. Po
wykonaniu pełnego obrotu gwintownik należy cofnąć o pół obrotu w lewo. Czynności te
należy powtarzać aż do nacięcia całego gwintu.
Rys. 60.
Gwintowanie: a) technika gwintowania, b) kolejność wykonywanych czynności [3, s. 176]
Technika nacinania gwintów zewnętrznych
W czasie nacinania gwintu należy zwracać szczególną uwagę na prostopadłe położenie
narzynki względem osi sworznia. Narzynkę nakłada się na koniec sworznia i rozpoczyna się
nacinanie poprzez obrót w prawo. Po wykonaniu pełnego obrotu należy cofnąć narzynkę
o pół obrotu w lewo. Czynności należy powtarzać, aż do nacięcia gwintu.
W celu sprawdzenia wykonanego gwintu używa się suwmiarek lub wzorników. Średnicę
zewnętrzną gwintu sprawdza się suwmiarką, natomiast prawidłowość zarysu gwintu oraz
skok sprawdza się wzornikiem. Można sprawdzać gwinty również za pomocą specjalnych
sprawdzianów jedno – i dwugranicznych.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jakim celu wykonujemy trasowanie?
2.
Jakie znasz rodzaje trasowania?
3.
Wymień poznane narzędzia traserskie?
4.
Z jakich elementów zbudowana jest piłka ręczna?
5.
Co to jest brzeszczot i jakie jest jego zastosowanie?
6.
Jakie są wymiary brzeszczotu?
7.
Co dzieje się z materiałem podczas gięcia?
8.
Jakich narzędzi i urządzeń używa się do gięcia i prostowania?
9.
W jaki sposób prostuje się blachy?
10.
Z jakich elementów składa się wiertło kręte?
11.
Ile powinna wynosić wartość kąta wierzchołkowego wiertła do obróbki miedzi?
12.
Jakie wielkości charakteryzują wiercenie?
13.
Od czego zależy prędkość obrotowa podczas wiercenia?
14.
Z jakich elementów składa się wiertarka stołowa?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
15.
Jaką rolę spełniają płyny podczas wiercenia?
16.
W jaki sposób należy ostrzyć wiertła?
17.
Jakie znasz rodzaje rozwiertaków?
18.
Na czym polega pogłębianie otworów?
19.
Jak powstaje gwint?
20.
Jak na rysunku oznaczamy gwint trapezowy symetryczny?
21.
Do czego służy narzynka?
22.
W jaki sposób nacinamy gwint wewnętrzny?
4.5.3. Ćwiczenia
Ćwiczenie 1
Spośród narzędzi które, dostaniesz od nauczyciela wybierz 5, które są używane do
trasowania. Wpisz nazwę narzędzia do tabeli oraz napisz, jakie jest jego przeznaczenie.
Tabela 1. Tabela do ćwiczenia 1
Lp.
Nazwa narzędzia
Przeznaczenie
1.
2.
3.
4.
5.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać treść zadania,
2)
wybrać 5 narzędzi, które są stosowane do trasowania,
3)
nazwać narzędzia traserskie,
4)
określić przeznaczenie narzędzi traserskich,
5)
wpisać do tabeli odpowiednie informacje.
Wyposażenie stanowiska pracy:
−
młotek,
−
imadło równoległe,
−
rysik,
−
punktak,
−
przecinak,
−
pilnik,
−
pryzma traserska,
−
środkownik,
−
cyrkiel traserski.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Ćwiczenie 2
Od nauczyciela dostaniesz piłkę ręczną, bez zamocowanego brzeszczotu. Twoim
zadaniem jest poprawne zamocowanie brzeszczotu w oprawce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować treść zadania,
2)
zamocować brzeszczot w oprawie.
Wyposażenie stanowiska pracy:
−
piłka ręczna,
−
brzeszczot.
Ćwiczenie 3
Oblicz długość L materiału wyjściowego części przedstawionej na poniższym rysunku,
uwzględniając wymiary: a = 80 mm, b = 65 mm, c = 120 mm, r = 8 mm.
Rys. 1. Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować rysunek,
2)
napisać wzór na obliczenie długości materiału do gięcia,
3)
podstawić wartości do wzoru,
4)
obliczyć wynik,
5)
zapisać odpowiedź.
Wyposażenie stanowiska pracy:
−
zeszyt,
−
kalkulator.
Ćwiczenie 4
Dobierz średnicę wiertła do wykonania otworu pod gwint M12 w stalowej pokrywie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w poradniku tabelę doboru średnic pod gwintowane otwory,
2)
odczytać wartość z tabeli,
3)
zapisać średnicę wiertła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Wyposażenie stanowiska pracy:
−
poradnik ślusarza,
−
suwmiarka,
−
wiertła kręte.
Ćwiczenie 5
Dobierz narzędzia i wykonaj wiercenie, rozwiercanie i pogłębianie, według schematu
przedstawionego na rysunku w stalowej płytce.
Rys. 1. Rysunek do ćwiczenia 5
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować rysunek,
2)
dobrać wymiar i kształt wiertła krętego, rozwiertaka, pogłębiacza,
3)
sprawdzić poprawność działania wiertarki stołowej,
4)
zamocować wiertło w uchwycie wiertarskim,
5)
zamocować przedmiot,
6)
wykonać wiercenie,
7)
sprawdzić wymiar otworu,
8)
zamocować rozwiertak w uchwycie wiertarskim,
9)
wykonać rozwiercenie,
10)
sprawdzić wymiary otworu,
11)
zamocować pogłębiacz w uchwycie wiertarskim,
12)
wykonać pogłębianie,
13)
sprawdzić wymiary otworu,
14)
uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
wiertła kręte,
−
zestaw rozwiertaków,
−
zestaw pogłębiaczy,
−
wiertarka stołowa,
−
suwmiarka uniwersalna,
−
imadło maszynowe.
Ćwiczenie 6
Wykonaj gwint wewnętrzny M12 w otworze przelotowym wykonanym w płytce
z aluminium. Dobierz odpowiednie narzędzia do sprawdzenia gwintu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zamocować płytkę w imadle,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
2)
przygotować komplet gwintowników,
3)
przygotować pokrętło do gwintowników,
4)
przygotować narzędzia do sprawdzania gwintów,
5)
naciąć gwint używając kolejnych gwintowników,
6)
sprawdzić poprawność wykonania gwintu,
7)
uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
komplet gwintowników,
−
pokrętło do gwintowników,
−
imadło maszynowe,
−
sprawdziany do gwintów,
−
płytka z otworem pod gwint M12.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić przeznaczenie narzędzi traserskich?
2)
rozpoznać narzędzia traserskie?
3)
zamocować brzeszczot w oprawce piłki ręcznej?
4)
obliczyć długość materiału wyjściowego?
5)
rozróżnić narzędzia i urządzenia do gięcia i prostowania?
6)
wyjaśnić, w jaki sposób prostujemy zgięte pręty?
7)
dobrać średnicę wiertła do wykonania otworu?
8)
wykonać pogłębienie otworu?
9)
dobrać średnicę wiertła do wykonania otworu pod gwint?
10)
wykonać gwint wewnętrzny w otworze przelotowym?
11)
wyjaśnić od czego zależy prędkość obrotowa podczas wiercenia?
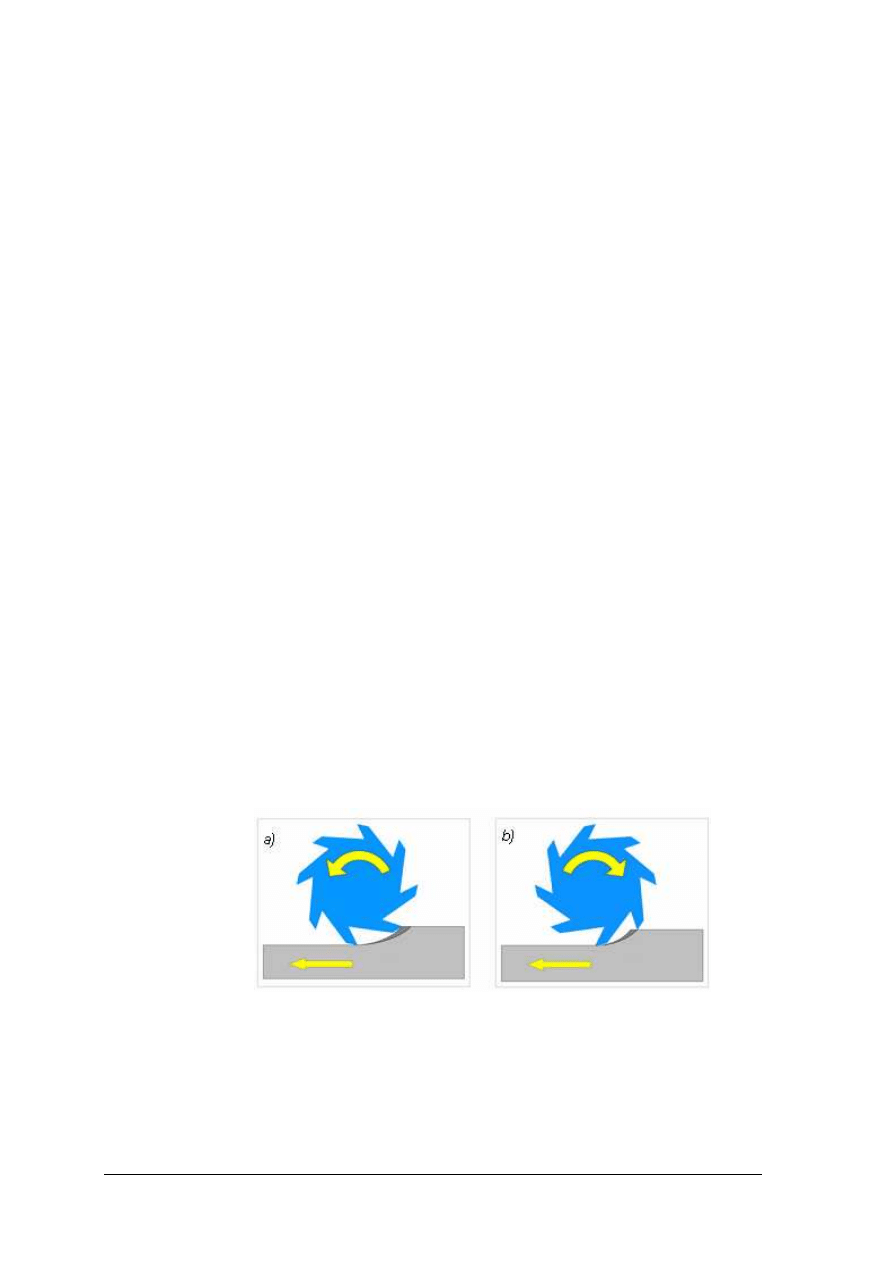
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.6. Podstawy obróbki skrawaniem
4.6.1. Materiał nauczania
Obróbka skrawaniem jest to obróbka wiórowa, mająca na celu zmianę wymiarów
przedmiotu przez usunięcie materiału w postaci wiórów. Proces skrawania polega na
wciskaniu ostrza narzędzia skrawającego w obrabiany materiał i ścinaniu warstwy skrawanej.
Warstwa ta jest spychana w kierunku najmniejszego oporu i tworzy wiór. Obróbkę
skrawaniem ze względu na stopień zmechanizowania dzieli się na:
−
obróbkę ręczną ruch główny i posuwowy narzędzia jest wykonywany za pomocą mięśni
ludzkich,
−
obróbkę ręczno mechaniczną ruch główny narzędzia wykonywany jest mechanicznie,
natomiast ruch posuwowy za pomocą mięśni ludzkich,
−
obróbkę mechaniczną ruch główny i posuwowy narzędzia jest wykonywany
mechanicznie.
Ze względu na geometryczne cechy ruchów występujących podczas skrawania oraz ze
względu na rodzaj użytych narzędzi, wyróżnia się następujące sposoby obróbki skrawaniem:
−
toczenie,
−
frezowanie,
−
struganie,
−
szlifowanie.
Toczenie
Podczas wykonywania operacji toczenia przedmiot obrabiany wykonuje ruch obrotowy,
natomiast nóż tokarski przesuwa się równolegle do osi obrotu przedmiotu, bądź prostopadle
do niej. Toczenie ma zastosowanie w celu otrzymania powierzchni walcowych, stożkowych
lub kulistych.
Frezowanie
Podczas frezowania ruch obrotowy narzędzia (freza) jest jednocześnie wykonywany
z ruchem posuwistym przedmiotu obrabianego względem freza (lub freza względem
przedmiotu obrabianego). Frezowanie może być współbieżne, gdy ruch obrabianego
przedmiotu jest zgodny z kierunkiem obrotu freza, lub przeciwbieżne, kiedy kierunki ruchu
przedmiotu i obrotu freza są przeciwne.
Rys. 61. Frezowanie: a) przeciwbieżne, b) współbieżne [http://pl.wikipedia.org/wiki/Frezowanie]
Szlifowanie
Podczas szlifowania narzędziem skrawającym jest ściernica. Ten rodzaj obróbki jest
stosowany do obrabiania przedmiotów stalowych hartowanych, do zdzierania warstwy
niewielkiej grubości z przedmiotów walcowych, kutych, tłoczonych lub odlewanych oraz do
obróbki wykańczającej przedmiotów metalowych.
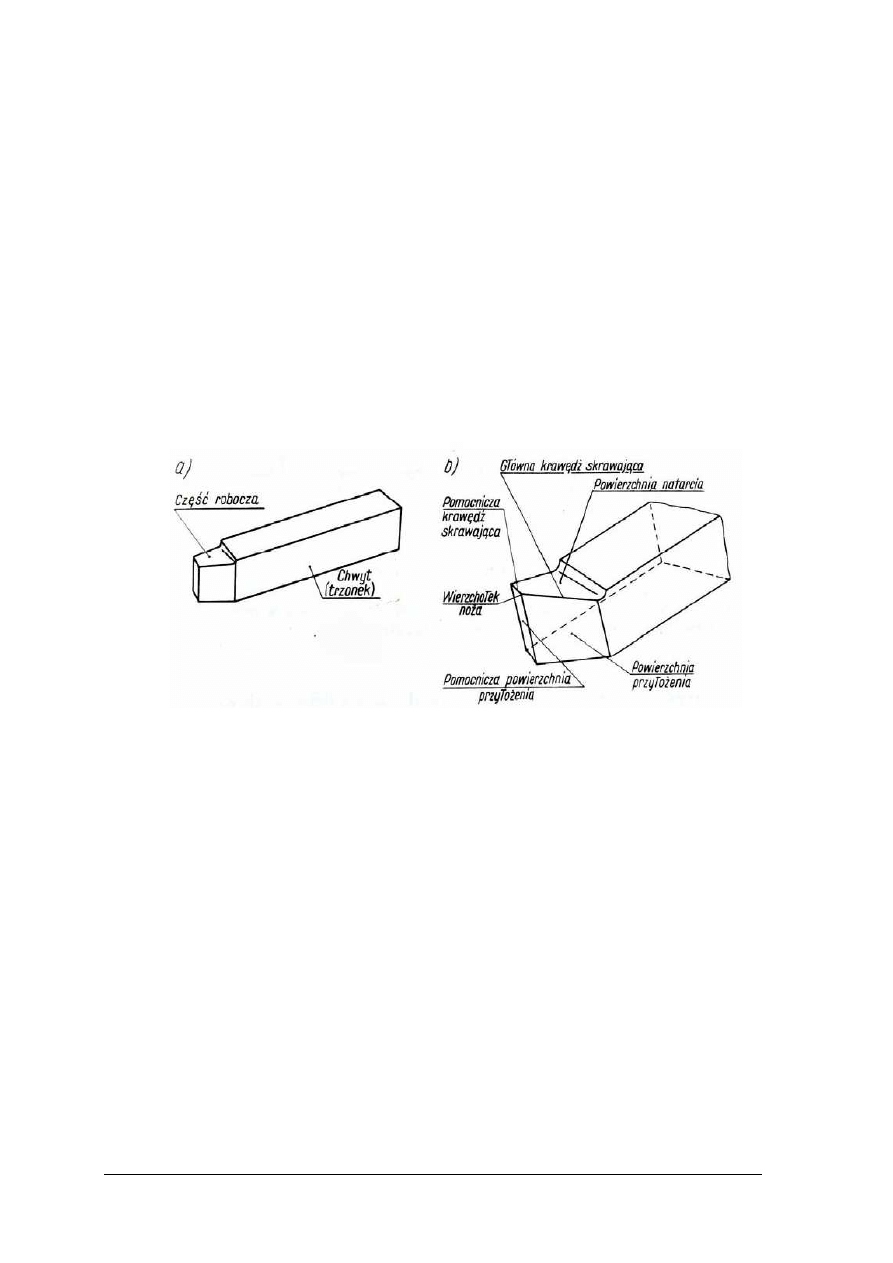
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Ze względu na uzyskiwaną dokładność kształtu i wymiarów obrobionej powierzchni
obróbkę skrawaniem dzieli się na:
−
zgrubną,
−
średnio dokładną,
−
dokładną,
−
bardzo dokładną, zwaną wykończającą lub gładkościową.
Geometria ostrza skrawającego
Geometrią ostrza opisuje wzajemne położenie powierzchni i krawędzi ostrza narzędzia
skrawającego, względem obrabianej powierzchni. W różnych rodzajach obróbek skrawaniem
stosowane są narzędzia różniące się między sobą wyglądem zewnętrznym. Jednak część
robocza tych narzędzi pracuje na podobnych zasadach, a ich ostrza składają się z podobnych
elementów.
Typowym narzędziem skrawającym jest nóż tokarski. Składa się on z części roboczej
oraz chwytu. Część robocza służy do skrawania materiału, natomiast chwyt do zamocowania
noża w imaku tokarki.
Rys. 62.
Nóż tokarski: a) części składowe, b) elementy części roboczej noża tokarskiego [3, s. 233]
Podstawowe pojęcia i wielkości geometryczne występujące w skrawaniu metali:
−
powierzchnia natarcia powierzchnia narzędzia, po której spływa wiór,
−
powierzchnia przyłożenia powierzchnia klina zwrócona w stronę materiału,
−
główna krawędź tnąca jest to przecięcie się powierzchni natarcia z powierzchnią
przyłożenia,
−
powierzchnia skrawania jest to powierzchnia, która na przedmiocie obrabianym
wytwarza krawędź tnącą,
−
płaszczyzna skrawania jest to płaszczyzna styczna do powierzchni skrawania
i przechodząca przez krawędź tnącą,
−
kąt ostrza β jest to kąt pomiędzy powierzchniami natarcia i przyłożenia,
−
kąt natarcia γ jest to kąt pomiędzy powierzchniami natarcia a płaszczyzną prostopadłą do
płaszczyzny skrawania,
−
kąt przyłożenia α jest to kąt, który ma za zadanie zmniejszenie tarcia narzędzia
o obrobioną powierzchnię,
−
kąt skrawania δ= α+ β jest to kąt pomiędzy powierzchnią natarcia a płaszczyzną
skrawaniem.
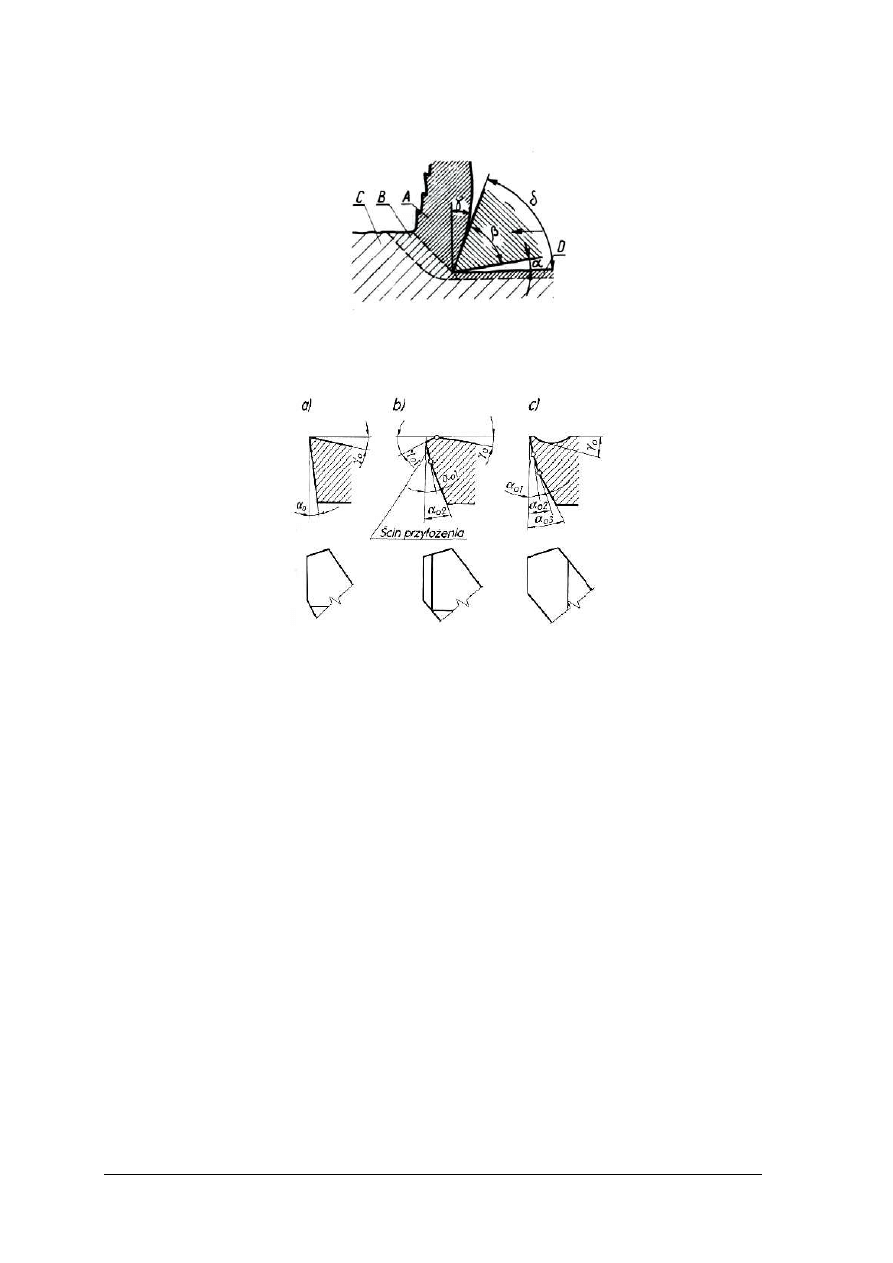
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Podczas wykonywania obróbki skrawaniem tworzy się wiór. Proces tworzenia wióra
przestawia rysunek 63.
Rys. 63. Proces powstawania wióra: A) warstwa zgnieciona i oderwana, B) warstwa
ściskana, C) materiał jeszcze nie odkształcony, D) warstwa zgnieciona po przejściu
noża [3, s. 237]
Rys. 64. Kształty powierzchni natarcia i przyłożenia [3, s. 234]
Parametry skrawania
Do głównych parametrów skrawania zalicza się:
−
szybkość skrawania jest to droga, którą przebywa krawędź skrawająca noża względem
powierzchni obrabianego przedmiotu w kierunku ruchu głównego roboczego,
w jednostce czasu,
−
głębokość skrawania jest to grubość warstwy materiału usuwanej podczas skrawania,
−
posuw jest to ruch narzędzia skrawającego w celu skrawania kolejnych warstw materiału.
Podział noży tokarskich
Noże tokarskie w zależności od rozpatrywanych kryteriów można podzielić na różne
grupy:
−
ze względu na dokładność obróbki na noże zdzieraki i wykańczaki zdzieraki stosowane
do obróbki zgrubnej, mają masywną budowę, wykańczaki stosowane do obróbki
dokładnej i wykańczającej, mogą być proste lub wygięte, prawe lub lewe,
−
ze względu na położenie krawędzi tnącej na noże prawe i lewe. W nożach lewych
krawędź tnąca znajduje się po stronie kciuka lewej ręki, gdy dłoń położy się na
powierzchni natarcia palcami w kierunku wierzchołka noża.
−
ze względu na położenie ostrza na noże proste, wygięte i odsadzone (prawe, lewe lub
obustronnie),
−
ze względu na kształt zarysu krawędzi skrawającej na noże zwykłe i kształtowe –
w nożach kształtowych zarys krawędzi skrawającej noża jest taki, jaki ma być zarys
części wykonywanej tym nożem,
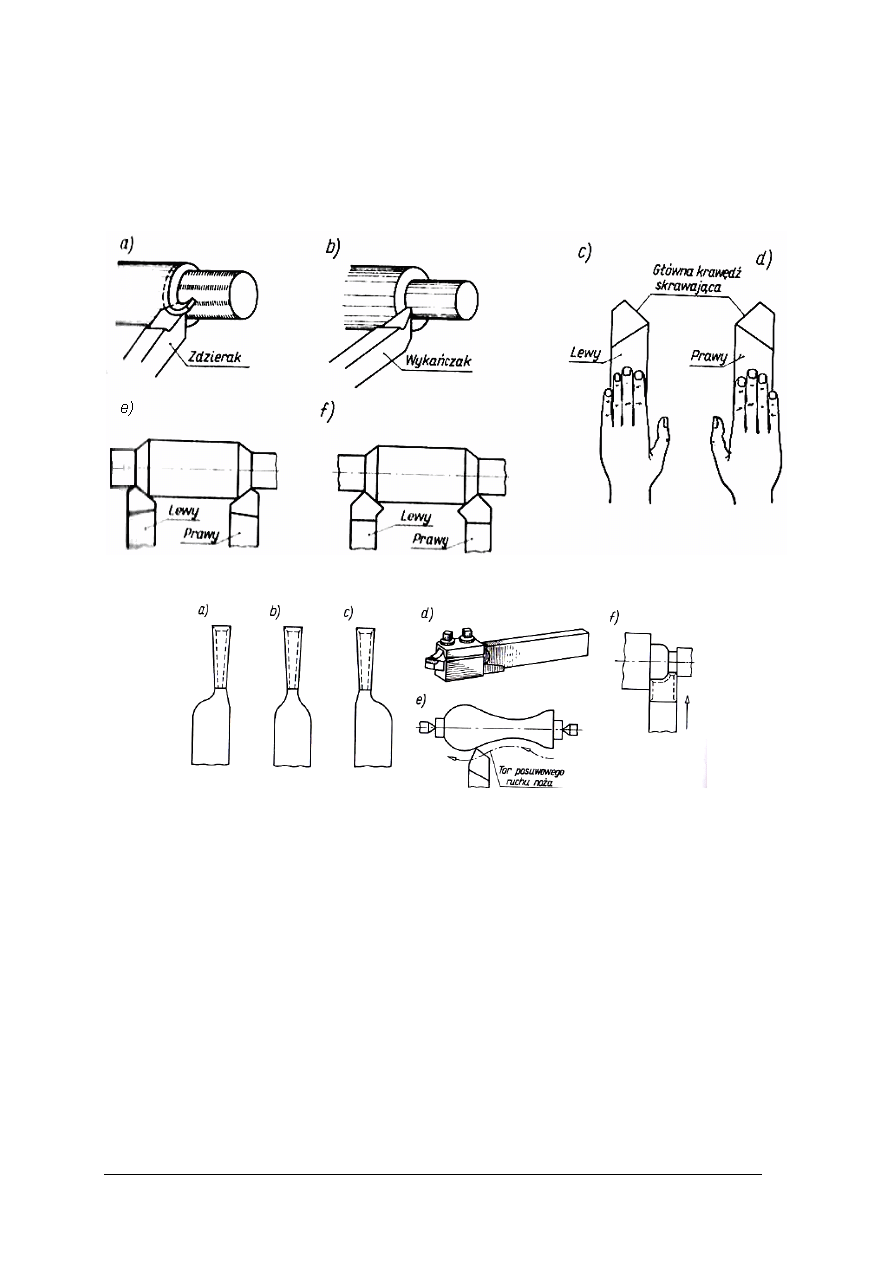
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
−
ze względu na budowę na noże jednolite, z przylutowanymi płytkami lub ze
zgrzewanymi częściami roboczymi.
Noże oprawkowe charakteryzują się małymi wymiarami chwytów, dlatego najpierw są
mocowane w oprawce nożowej, a dopiero później w suporcie,
Rys. 65.
Noże tokarskie: a)zdzierak, b) wykańczak, c) lewy, d) prawy, e) proste, f) wygięte [1, s. 231]
Rys. 66. Noże tokarskie: a) lewy odsadzony, b) obustronnie odsadzony, c) prawy odsadzony,
d) oprawkowy zamocowany w suporcie, e) oprawkowy zamocowany w głowicy
rewolwerowej, f) kształtowy [1, s. 232]
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega toczenie?
2.
Na czym polega frezowanie?
3.
Jakie narzędzia skrawające są stosowane w obróbce wiórowej?
4.
Jakie można wyróżnić powierzchnie i krawędzie ostrza skrawającego?
5.
Jakie są parametry skrawania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.6.3. Ćwiczenia
Ćwiczenie 1
W tabeli zostały zapisane podstawowe rodzaje obróbek skrawaniem, dopisz do każdego
rodzaju obróbki cechy wspólne tych obróbek oraz różnice.
Tabela 1 Tabela do ćwiczenia 1
Rodzaj obróbki
Cechy wspólne
Różnice
Toczenie
Frezowanie
Szlifowanie
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować podobieństwa wymienionych obróbek skrawaniem,
2)
przeanalizować różnice, które rozróżniają każdą z obróbek,
3)
wypełnić tabelę.
Wyposażenie stanowiska pracy:
−
literatura dotycząca obróbki skrawaniem.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia toczenia?
2)
wyjaśnić różnice między toczeniem a frezowaniem?
3)
dokonać podziału noży tokarskich?
4)
rozróżnić elementy wchodzące w skład budowy noża tokarskiego?
5)
wyjaśnić geometrię noża totarskiego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.7. Napędy i zespoły robocze obrabiarek
4.7.1. Materiał nauczania
Obrabiarką nazywamy maszynę roboczą technologiczną przeznaczoną do kształtowania
powierzchni za pomocą skrawania. W zależności od metody kształtowania przedmiotów na
obrabiarce rozróżnia się obrabiarki do obróbki plastycznej i skrawające. Obrabiarki
skrawające są stosowane do nadawania obrabianemu przedmiotowi wymaganego kształtu
przez oddzielenie nadmiaru materiału w postaci wiórów. Do obrabiarek tych należą: tokarki,
wiertarki, frezarki, strugarki, szlifierki i inne. W zależności od zastosowania rozróżnia się
obrabiarki:
−
ogólnego przeznaczenia umożliwiające wykonywanie różnorodnych prac w produkcji
jednostkowej i małoseryjnej,
−
specjalizowane przewidziane do wykonywania określonych robót w węższym zakresie,
np.: tokarko – kopiarki, frezarki,
−
specjalne stosowane w określonych gałęziach przemysłu, np. tokarki dla kolejnictwa do
obróbki kół wagonowych, tokarki dla przemysłu hutniczego do obróbki walców
hutniczych, itp.
Wszystkie zespoły, mechanizmy, urządzenia i elementy wchodzące w skład obrabiarki
tworzą jedną całość konstrukcyjną. Wszystkie te zespoły, mechanizmy, urządzenia i elementy
spełniają w obrabiarce określone funkcje i w zależności od tego, do jakich zadań są one
przeznaczone, można je podzielić na następujące grupy:
1)
źródła napędu (silniki) i zespoły napędowe przetwarzające energię dostarczaną
z zewnątrz obrabiarki (najczęściej elektryczną) na energie mechaniczną, służącą do
wykonywania pracy przez organy robocze obrabiarki,
2)
mechanizmy przekładniowe przenoszące ruch i energię od źródeł napędu do organów
roboczych,
3)
organy robocze wykonujące ruchy niezbędne dla przeprowadzenia obróbki, jak również
ruchy pomocnicze,
4)
urządzenia do ustalania i zamocowywania przedmiotu obrabianego i narzędzi (uchwyty,
oprawki narzędziowe, imaki nożowe, koniki itp.),
5)
elementy nośne i wiążące służące do łączenia wszystkich zespołów, urządzeń
i elementów obrabiarki w jedną całość konstrukcyjną (korpusy, kadłuby, łoża, stojaki,
podstawy, płyty, belki itp.),
6)
urządzenia sterujące przeznaczone do ręcznego lub automatycznego kierowania pracą
poszczególnych zespołów i całą obrabiarką,
7)
urządzenia kontrolno – pomiarowe służące do kontroli wymiarów obróbkowych lub
stopnia zużycia ostrza narzędzia,
8)
urządzenia nastawcze służące do dokładnego ustawienia narzędzia względem przedmiotu
obrabianego oraz urządzenia korygujące to ustawienie dla zmniejszenia błędu
obróbkowego wynikającego ze wzrastającego zużycia ostrza narzędzia lub
z niedokładności wykonania mechanizmów przekładniowych,
9)
urządzenia do zabezpieczenia pracy robotnika obsługującego obrabiarkę oraz do
zabezpieczania elementów obrabiarki przed ich zniszczeniem w wyniku nadmiernego
obciążenia bądź nieprawidłowego włączenia do pracy,
10)
urządzenia do smarowania obrabiarki oraz do chłodzenia narzędzia,
11)
urządzenia dodatkowe i pomocnicze (podajniki do samoczynnego podawania
przedmiotów
obrabianych
lub
automatycznej
wymiany
narzędzi,
urządzenia
wentylacyjne i oświetleniowe, urządzenia do odprowadzania wiórów itp.).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Większość z wymienionych powyżej mechanizmów i urządzeń występuje w każdej
obrabiarce, nie mniej jednak niektóre z nich stosowane są tylko w obrabiarkach
o najnowocześniejszych konstrukcjach, jak np. urządzenia do kontroli stopnia zużycia ostrza
lub automatycznej wymiany narzędzi. Ponadto zastosowanie niektórych z urządzeń zależy od
technologicznego przeznaczenia obrabiarki. Jako przykład można przytoczyć urządzenie do
pochłaniania pyłu szlifierskiego, które występują w szlifierkach, a niepotrzebne są np.
w tokarkach lub frezarkach.
Zadaniem zespołów roboczych obrabiarki jest przeniesienie ruchu ze źródła napędu
(silnika) na ostatnie człony przeznaczone do zamocowania przedmiotu obrabianego lub
narzędzia. Przykładem zespołów roboczych tokarki są: wrzeciennik z ostatnim członem
wrzecionem, na którym znajduje się uchwyt do zamocowania wałka toczonego oraz skrzynka
posuwowa i suport z ostatnim członem imakiem nożowym do zamocowania noża
tokarskiego. W przypadku frezarki zespołami roboczymi są: skrzynka prędkości
z wrzecionem, w którym mocowany jest trzpień frezarski z narzędziem – frezem oraz
skrzynka posuwowa i mechanizmy napędu stołu, na którym mocowany jest przedmiot
obrabiany. Ostatnie człony zespołów roboczych obrabiarki wykonują żądane ruchy niezbędne
do przeprowadzenia procesu obróbki, tzn. ruchy główne i ruchy posuwowe. Z tego względu
człony te nazywane są organami roboczymi lub wykonawczymi. Niezależnie od ruchów
głównych i posuwowych niezbędnych do wykonywania procesu skrawania i kształtowania
powierzchni obrabianej organy robocze obrabiarki muszą zapewniać również wykonywanie
ruchów pomocniczych, mających na celu: odpowiednie ustawienie narzędzia względem
przedmiotu obrabianego lub odwrotnie przedmiotu względem narzędzia; wgłębianie
narzędzia w materiał obrabiany (np. wcinanie freza wielokrotnego w materiał na pełną
wysokość zarysu frezowanego gwintu); wycofywanie narzędzia do położenia wyjściowego po
skończonej obróbce.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest obrabiarka?
2.
Jakie znasz funkcje zespołów, mechanizmów i urządzeń w obrabiarce?
3.
Jakie są zadania zespołów roboczych obrabiarki?
4.7.3. Ćwiczenia
Ćwiczenie 1
Dobierz obrabiarkę do wykonania zadanej operacji technologicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokumentację techniczną danego detalu,
2)
zidentyfikować potrzebną obrabiarkę,
3)
na podstawie dokumentacji technologicznej wynotować istotne wymagane parametry
obrabiarki,
4)
przeanalizować instrukcje obsługi obrabiarek,
5)
na podstawie wymaganych parametrów dobrać obrabiarkę,
6)
uzasadnić dobór.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
Dokumentacja Techniczno – Ruchowa i instrukcje obsługi obrabiarek,
−
literatura zgodna z punktem 6 poradnika ucznia.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić, do czego służy obrabiarka?
2)
dobrać obrabiarkę do danej operacji technologicznej?
3)
wyjaśnić zadania zespołów roboczych obrabiarki?
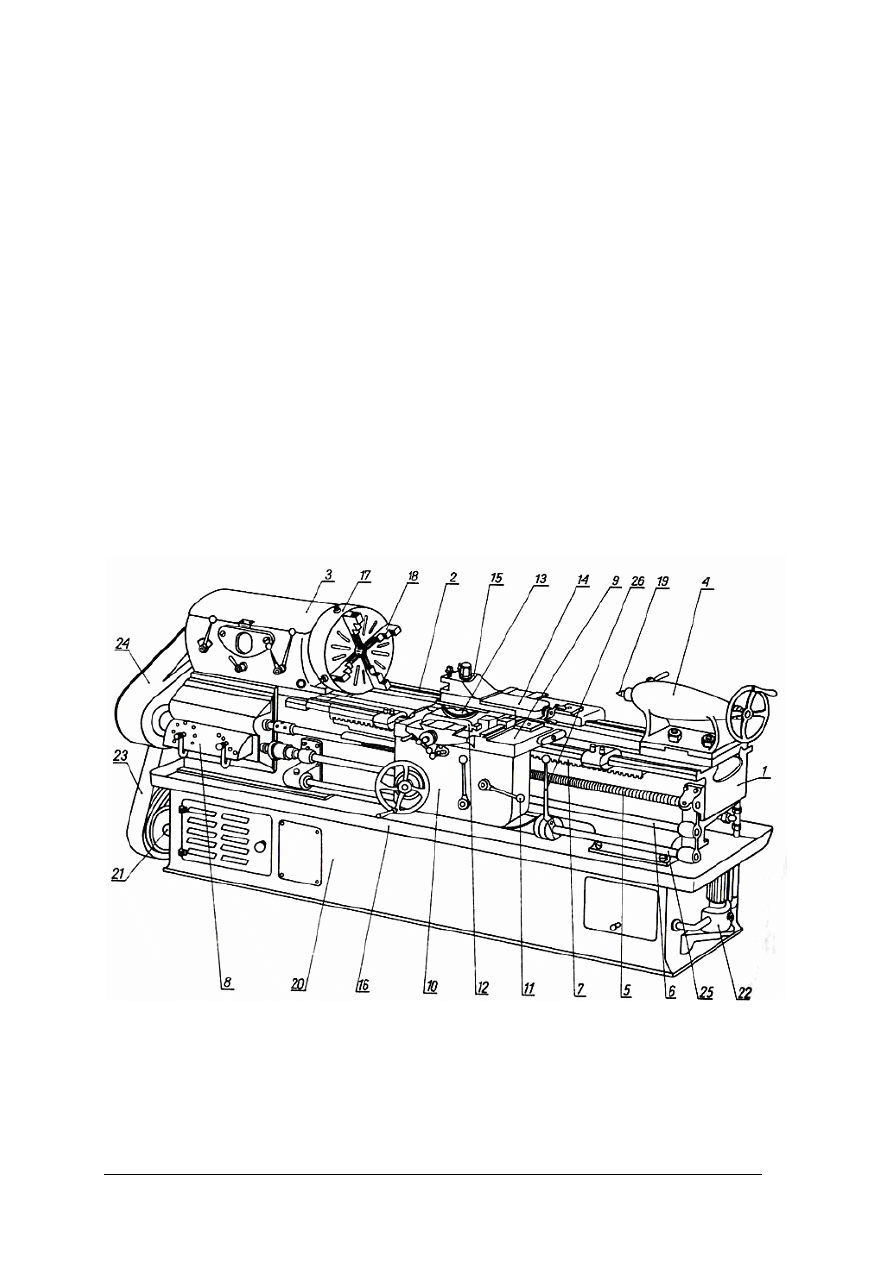
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
4.8.
Toczenie i tokarki
4.8.1. Materiał nauczania
Do toczenia przedmiotów stosowane są obrabiarki skrawające zwane tokarkami.
Podstawowym rodzajem tych urządzeń jest tokarka kłowa, która umożliwia zamocowanie
przedmiotu obrabianego w kłach znajdujących się we wrzecionie i koniku. Tokarki kłowe
dzielą się na:
−
tokarki stołowe ustawiane na stole, przeznaczone do obróbki małych przedmiotów,
−
tokarki produkcyjne wykonuje się na nich wszystkie operacje tokarskie oprócz
gwintowania,
−
tokarki pociągowe wyposażone w wałek pociągowy i śrubę pociągową, umożliwiają
nacinanie gwintu,
−
tokarki ciężkie.
Budowa tokarki pociągowej
Charakterystycznym elementem tokarki pociągowej jest śruba pociągowa wraz z zębatką.
Mechanizm ten służy do napędu suportu tokarki. Suport stanowi zespół konstrukcyjny
obrabiarki umożliwiający wykonanie ruchu posuwowego, w kierunku wzdłużnym lub
poprzecznym, w stosunku do wzdłużnej osi tokarki. Na rys 67. przedstawiono typową tokarkę
pociągową.
Rys. 67.
Tokarka kłowa pociągowa [1, s. 234]
Jednym z zasadniczych elementów tokarki jest solidne, wykonane z żeliwa łoże (1),
wyposażone w prowadnice (2). Z jednej strony łoża znajduje się wrzeciennik (3). We
wrzecienniku znajdują się mechanizmy, które przenoszą napęd z silnika na wrzeciono tokarki.
Do obracającego się podczas pracy tokarki wrzeciona, mocuje się uchwyt szczękowy (17),
wyposażony w cztery szczeki (18), służące do mocowania materiału podczas obróbki.
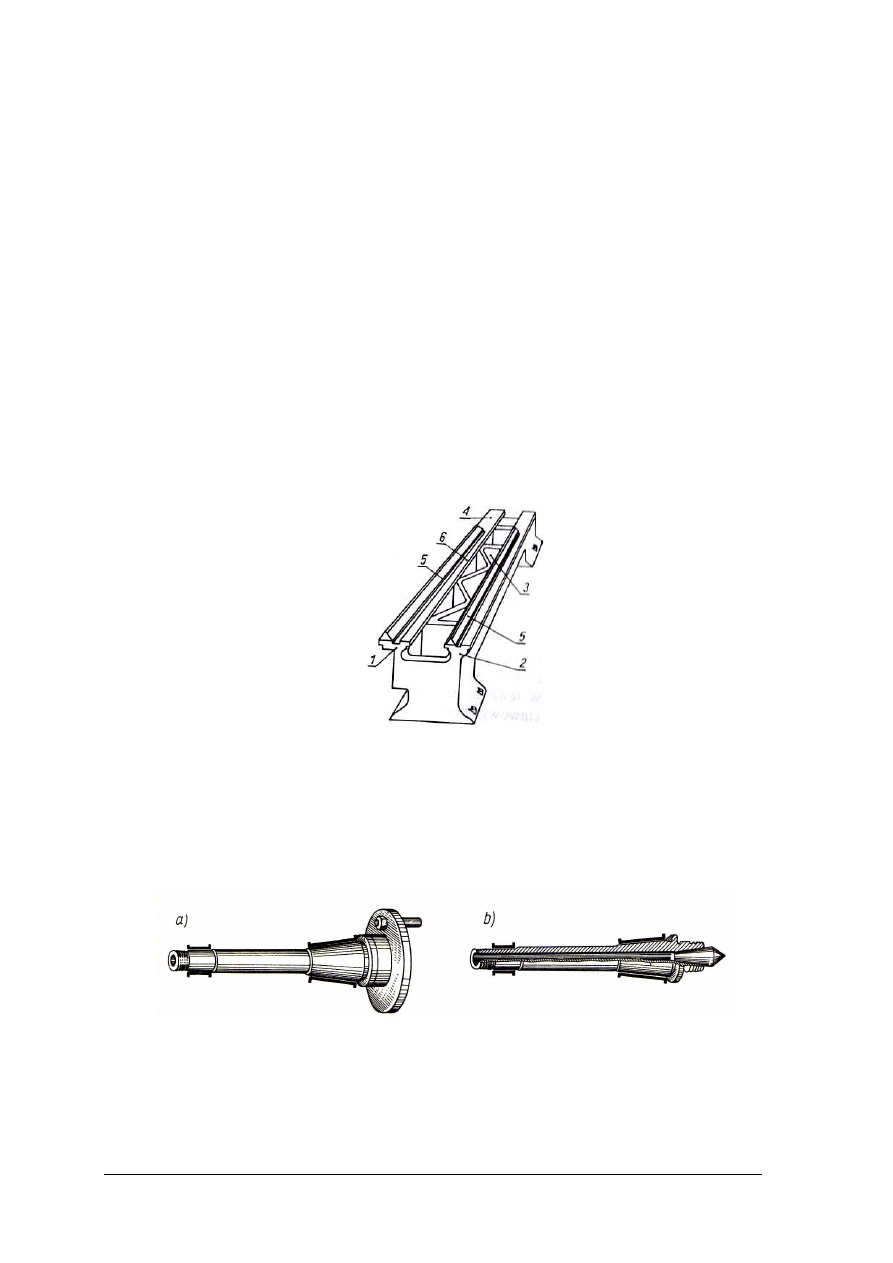
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Z drugiej strony łoża tokarki znajduje się konik (4) z wysuwanym obrotowym kłem (19).
Z boku tokarki znajduje się śruba pociągowa (5), wałek pociągowy (6), listwa zębata (7) oraz
skrzynka posuwów (8). Przy pomocy tych elementów jest przenoszony napęd na suport (9).
Po specjalnych prowadnicach mogą przesuwać się sanie wzdłużne suportu, które są połączone
ze skrzynką suportową (10). Umieszczona na niej dźwignia (11) służy do włączania posuwu
suportu za pomocą śruby pociągowej. Na saniach wzdłużnych, znajdują się sanie poprzeczne
(12), a na nich obrotnica (13). Dzięki niej sanie narzędziowe (14) mogą być ustawione
w stosunku do obrabianego przedmiotu pod różnym kątem. Sanie narzędziowe są zaopatrzone
w imak narzędziowy (15), który służy do mocowania noży tokarskich. Pod łożem tokarskim
znajduje się blaszana wanna (16), w której w czasie pracy zbiera się płyn cieczy chłodzącej,
a także wióry pochodzące z toczenia. Wanna i pozostałe elementy tokarki spoczywają na
podstawie (20). Napęd tokarki stanowi silnik elektryczny. Przez wałek (21) i przekładnie
pasową napęd z silnika jest przenoszony na wrzeciennik. Przy pomocy dźwigni (26) oraz
wałka (25) można uruchomić lub zatrzymać wrzeciono tokarki. Przekładnie pasowe i zębate
są osłonięte osłonami (23) i (24).
Łoże tokarki jest wykonane jest z żeliwa. Ma kształt dwóch belek (1, 2) z usztywnionymi
je żebrami (3). Górna część łoża stanowi prowadnice (5, 6) dla suportu i konika, natomiast na
części płaskiej (4) umieszcza się wrzeciennik. Suport przesuwa się po prowadnicach
zewnętrznych, natomiast konik po prowadnicach wewnętrznych.
Rys. 68. Łoże tokarskie [1, s. 235]
Wrzeciennik tokarki spełnia rolę skrzyni przekładniowej, dzięki której wrzeciono tokarki
może osiągać różne prędkości obrotowe. Wrzeciono tokarki jest ułożyskowanym w dwóch
łożyskach ślizgowych wałem stalowym, posiadającym przelotowy otwór. Końcówka
wrzeciona ma otwór do mocowania kła. Posiada ona również zewnętrzny gwint, na którym
może być mocowana tarcza zabierakowa lub samocentrujący uchwyt tokarski.
Rys. 69. Wrzeciono tokarki: a) z osadzoną tarczą zbierakową, b) z kłem [1, s. 235]
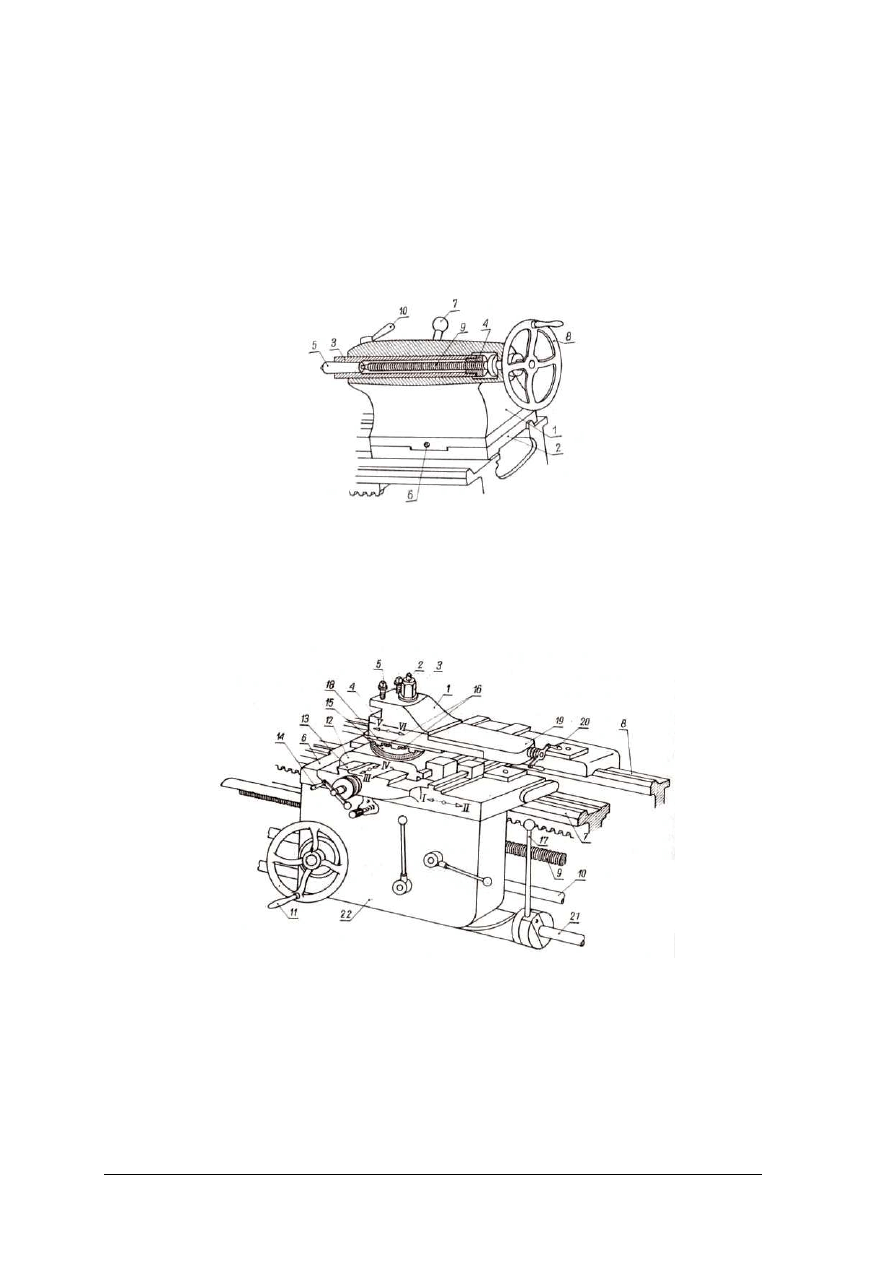
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Konik służy do podtrzymywania podczas toczenia długich przedmiotów w kłach. Jest
zbudowany z korpusu (1) osadzonego na podstawie (2). Kieł (5) jest osadzony w stożkowym
otworze tulei (3). W tulei znajduje się śruba konika (9) i nakrętka (4). Razem z ręcznym
pokrętłem (8) służą do wysuwania kła z korpusu konika. Po wysunięciu można zablokować
tuleję przy pomocy zacisku (10). W otworze tulei oprócz kła mogą być również osadzane
różne inne narzędzia, jak np.: wiertła, rozwiertaki lub gwintowniki. Konik jest osadzony na
prowadnicach łoża tokarki. Może być przesuwany i mocowany w dowolnym miejsca łoża
przy pomocy dźwigni mimośrodu (7).
Rys. 70. Konik [3, s. 249]
Suport jest podzespołem, który może występować w tokarkach, strugarkach
dłutownicach. Mocuje się na nim narzędzia skrawające, przeważnie noże. Skrzynkę
suportową mocuje się na saniach wzdłuż suportu. Umożliwia ona przenoszenie napędu od
śruby pociągowej na sanie wzdłużne lub poprzeczne suportu.
Rys. 71. Suport 1) imak narzędziowy, 2), 3) śruba i nakrętka mocująca imak, 4) powierzchnia oporowa,
5) śruby mocujące nóż, 6) sanie wzdłużne suportu, 7), 8) prowadnice łoża, 9) śruba pociągowa,
10) wałek pociągowy, 11) pokrętło ręczne, 12) sanie poprzeczne suportu, 13) prowadnice sań
poprzecznych, 14) pokrętło ręczne przesuwu poprzecznego, 15) obrotnica, 16) śruby mocujące
obrotnicę, 17) dźwignia zmiany obrotów i zatrzymywania wrzeciona, 18) prowadnice sań
narzędziowych, 19) sanie narzędziowe, 20) pokrętło przesuwu sań narzędziowych, wałek
sterujący obrotów wrzeciona, 22) skrzynka suportowa, [3, s. 250]
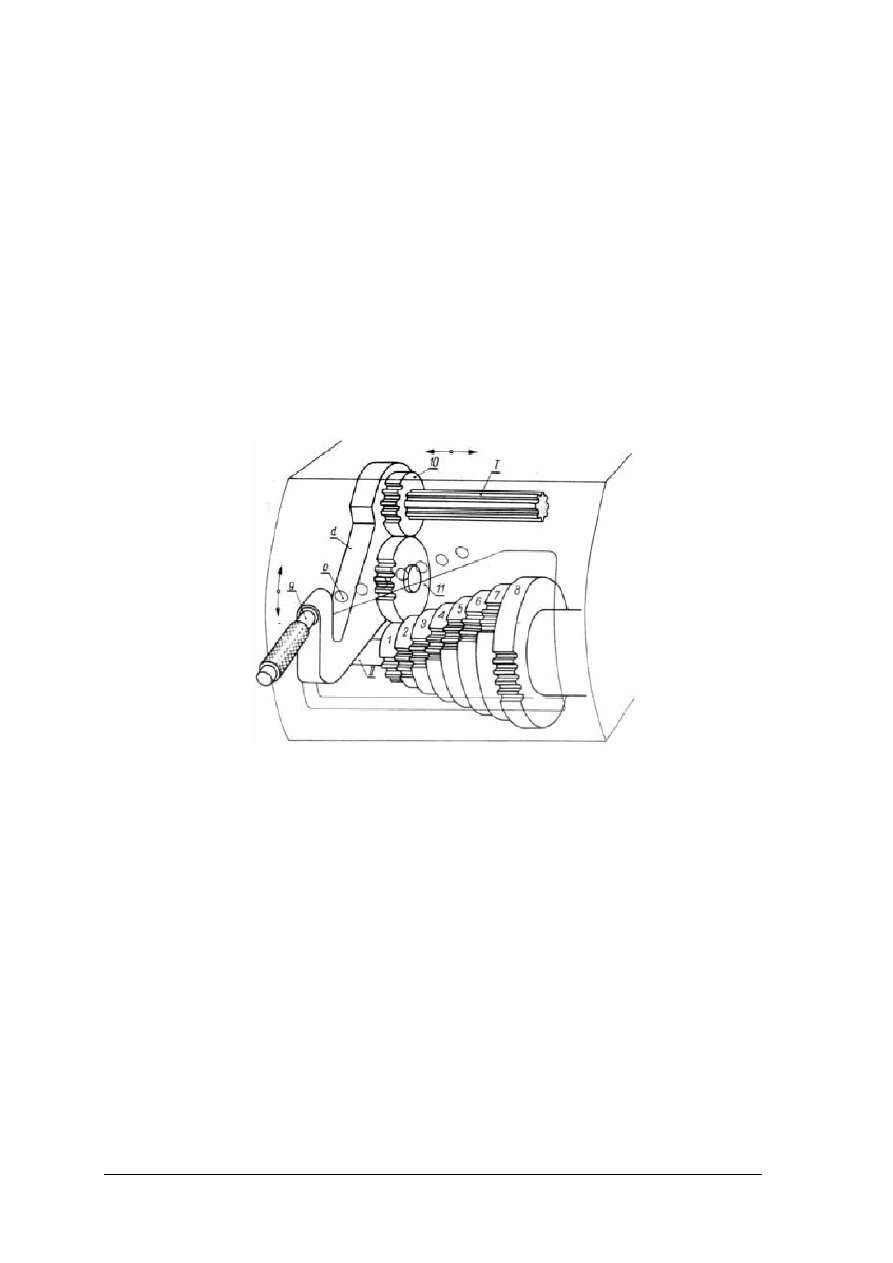
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Koła zmianowe dobiera się w zależności od tego, jakie przełożenie ma być między
wrzecionem, a suportem. Wielkość ta jest szczególnie istotna podczas nacinania gwintów na
tokarce za pomocą noża. Komplet różnej wielkości kół zmianowych jest dołączany do każdej
tokarki.
Skrzynka posuwów jest mechanizmem tokarki, który służy do szybkiej zmiany
przełożenia. Napęd jest przenoszony od koła zmianowego na wałek wielowypustowy (I)
z kołem przesuwnym (10). Jest ono osadzone na tym wałku. Koło przesuwne (10) zazębia się
z kołem zębatym (11), którego oś jest umieszczona na dźwigni (d). Dźwignię tą można
wychylać w górę i w dół za pomocą rękojeści (9). W ten sposób wybiera się zazębienie koła
(11) z jednym z kół (1–8), osadzonych na stałe na wałku (II). Po wyborze zazębienia kół
dźwignię (d) zabezpiecza się w danym położeniu, za pomocą sworznia (9) lub zatrzasku.
Przekładnia Nortona umożliwia wybór przełożenia między wrzecionem tokarki, a wałkiem
pociągowym lub śrubą pociągową. Dzięki temu następuje ustalenie wartości posuwu
narzędzia w mm na jeden obrót wrzeciona. Suport jest zespołem konstrukcyjnym
wykonującym prostoliniowe ruchy posuwowe w kierunku równoległym lub prostopadłym do
osi wrzeciona.
Rys.72.
Przekładnia Nortona [1, s. 238]
Mocowanie przedmiotu na obrabiarce
Do mocowania długich wałków w tokarce wykorzystuje się kły tokarskie (zwykłe lub
obrotowe). Oprócz kłów do zamocowania wałka niezbędna jeszcze jest tarcza zabierakowa
i zabierak. W przypadku długich wałków, by uniknąć niebezpieczeństwa ugięcia się wałka
pod własnym ciężarem, stosuje się specjalną podporę. Może to być podtrzymka stała
mocowana do łoża tokarki lub podtrzymka ruchoma, mocowana na suporcie.
Uchwyty tokarskie służą do szybkiego mocowania przedmiotu obrabianego współosiowo
z wrzecionem. Do mocowania przedmiotów małych i średniej wielkości stosuje się uchwyt
samocentrujący spiralny. Uchwyty samocentrujące zębatkowe służą do mocowania większych
przedmiotów. Tarcze tokarskie czteroszczękowe służą do mocowania przedmiotów
o kształtach nieregularnych oraz dużych przedmiotów.
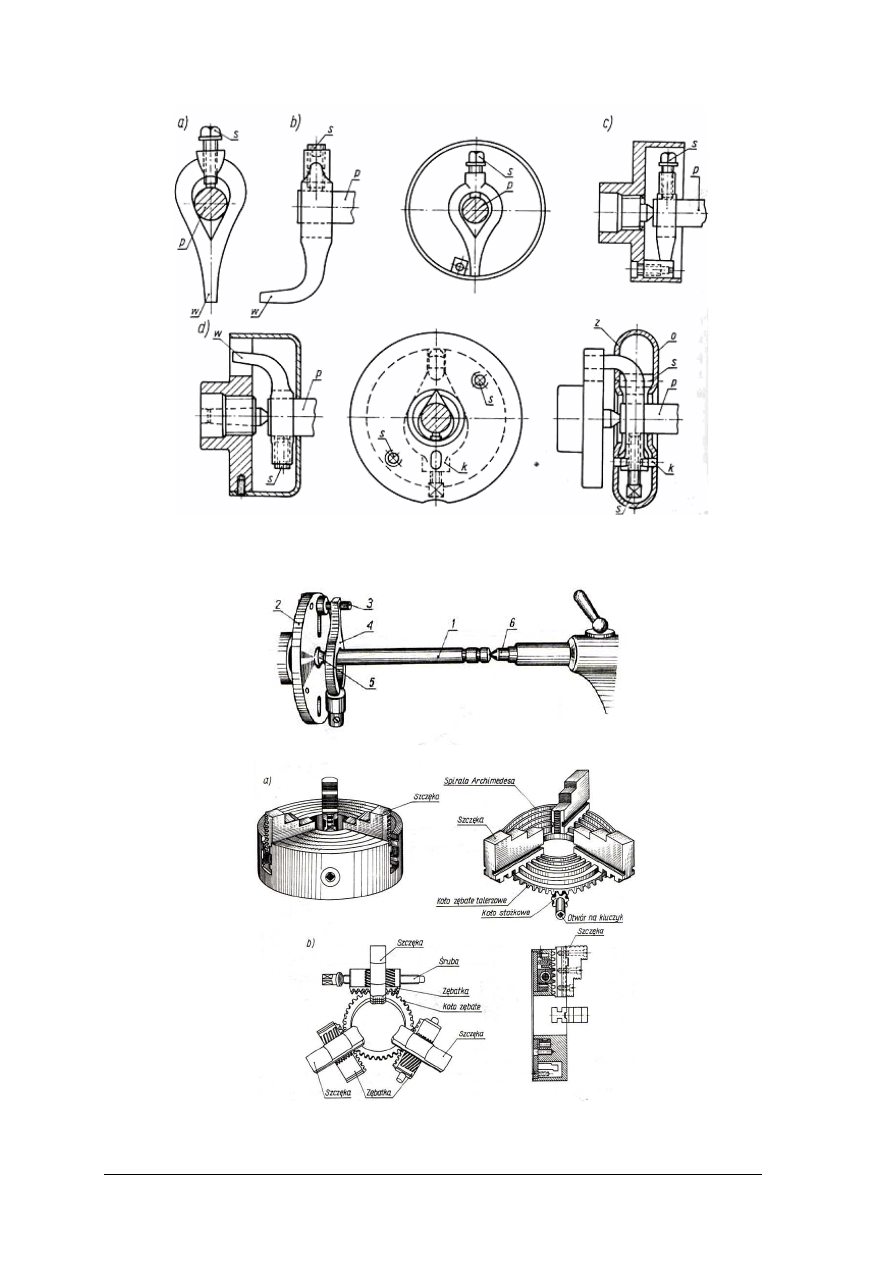
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Rys. 73. Zabieraki i tarcze zabierakowe: a) zabierak prosty, b) zabierak hakowy, c) tarcza
zabierakowa do zabieraków prostych, d) tarcza do zabieraków hakowych, s – śruba
dociskająca, p – przedmiot, w – palec zabieraka, k – kołek, o – obudowa [1, s. 240]
Rys. 74.
Zamocowanie wałka w kłach [1, s. 241]
Rys. 75. Uchwyty samocentrujące: a)spiralny, b)zębatkowy [1, s. 241]
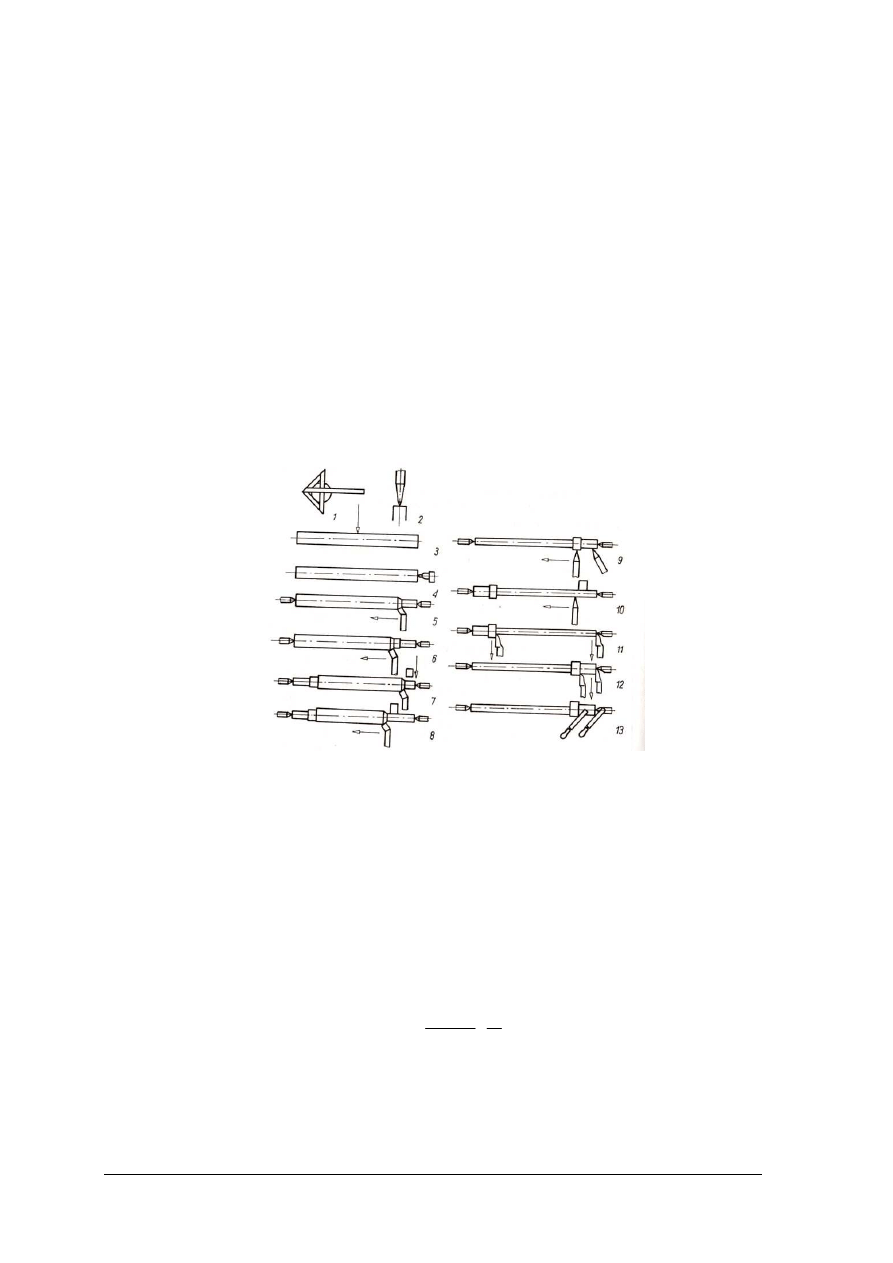
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Podstawowe operacje tokarskie
Do podstawowych operacji tokarskich zalicza się:
−
toczenie zewnętrznych powierzchni walcowych,
−
toczenie stożków,
−
toczenie gwintów.
Toczenie zewnętrznych powierzchni walcowych
Przed przystąpieniem do toczenia należy we właściwy sposób zamocować obrabiany
przedmiot. Jeżeli przedmiot ma być obrabiany w kłach, to najpierw należy wyznaczyć jego oś
obrotu, a następnie wykonać w nim nakiełki. Wykonuje się je na nakiełczarce, wiertarce lub
tokarce. Następnie przedmiot mocuje się dostatecznie silnie między kłami, jednak w ten
sposób, aby mógł się swobodnie obracać dookoła swojej osi. Przed toczeniem należy
odpowiednio dobrać warunki skrawania, czyli określić prędkość skrawania, posuw
i głębokość skrawania. Warunki te podaje się w kartach instrukcyjnych obróbki. Na początku
obróbki zdejmuje się większe partie materiału przy pomocy noży zdzieraków (obróbka
zgrubna). Obróbkę wykańczającą „na wymiar” wykonuje się nożami wykańczakami.
Toczenie poprzeczne wykonuje się obrabiając powierzchnie czołowe.
Rys. 76.
Toczenie długich wałków [3, s. 264]
Toczenie stożków
Toczenie stożków może być wykonywane czterema sposobami:
−
z przesuniętym konikiem,
−
ze skręconymi saniami narzędziowymi,
−
z zastosowaniem liniału,
−
z zastosowaniem noży kształtowych.
Toczenie z przesuniętym konikiem stosuje się do obróbki stożków o małej zbieżności. Po
zamocowaniu przedmiotu obrabianego w kłach wrzeciona i konika, przesuwa się korpus
konika w kierunku poprzecznym o wielkość S obliczoną ze wzoru:
l
L
d
D
S
⋅
−
=
2
gdzie:
D – d – średnice stożka (duża i mała) w mm,
L – odległość kłów w mm,
l – wysokość stożka w mm.
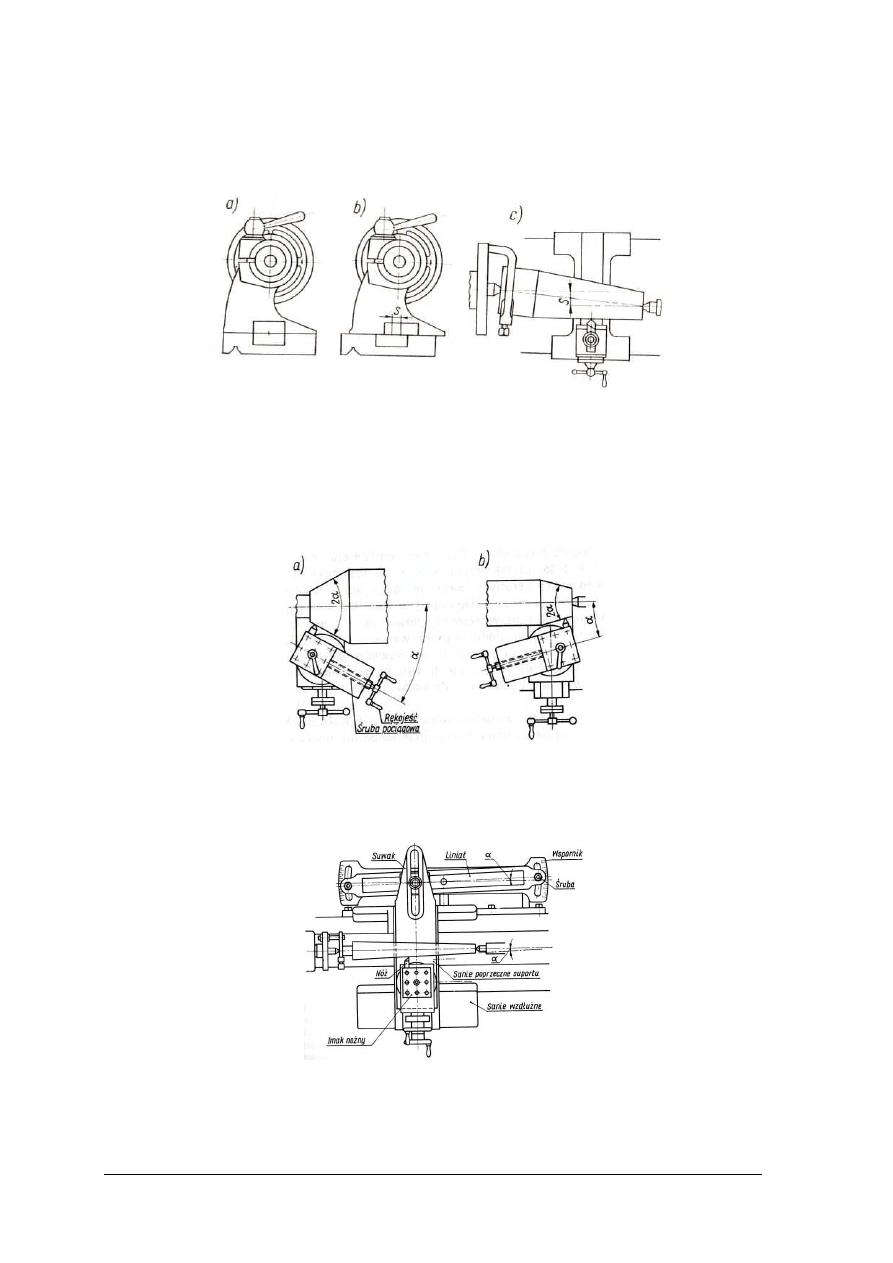
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Zaletą tego rodzaju toczenia jest możliwość zastosowania mechanicznego posuwu
wzdłużnego, wadą zaś mała dokładność obróbki i trudność dokładnego przesunięcia konika
o wielkość S.
Rys. 77. Toczenie stożka przy przesuniętym koniku: a) konik przed przesunięciem, b) po
przesunięciu, c) podczas obróbki [3, s. 266]
Toczenie stożków przez skręcenie na obrotnicy stosuje się do stożków krótkich. Dzięki
tej metodzie można ustawić sanie narzędziowe pod różnymi kątami. Posuw noża odbywa się
ręcznie, przez pokręcanie rękojeścią. Zaletą tej metody jest możliwość wykonywania stożków
o dużych i małych kątach. Wadą zaś to, że można obrabiać tylko stożki o wysokości
mniejszej od długości przesuwu sań narzędziowych.
Rys. 78.
Toczenie stożka przy skręcaniu obrotnicy: a) zbieżność zwrócona w stronę wrzeciona,
b) w stronę konika [3, s. 267]
Toczenie stożków z zastosowaniem liniału. Stosując liniał można toczyć powierzchnie
stożkowe wewnętrzne i zewnętrzne.
Rys. 79. Toczenie stożka za pomocą liniału [3, s.267]
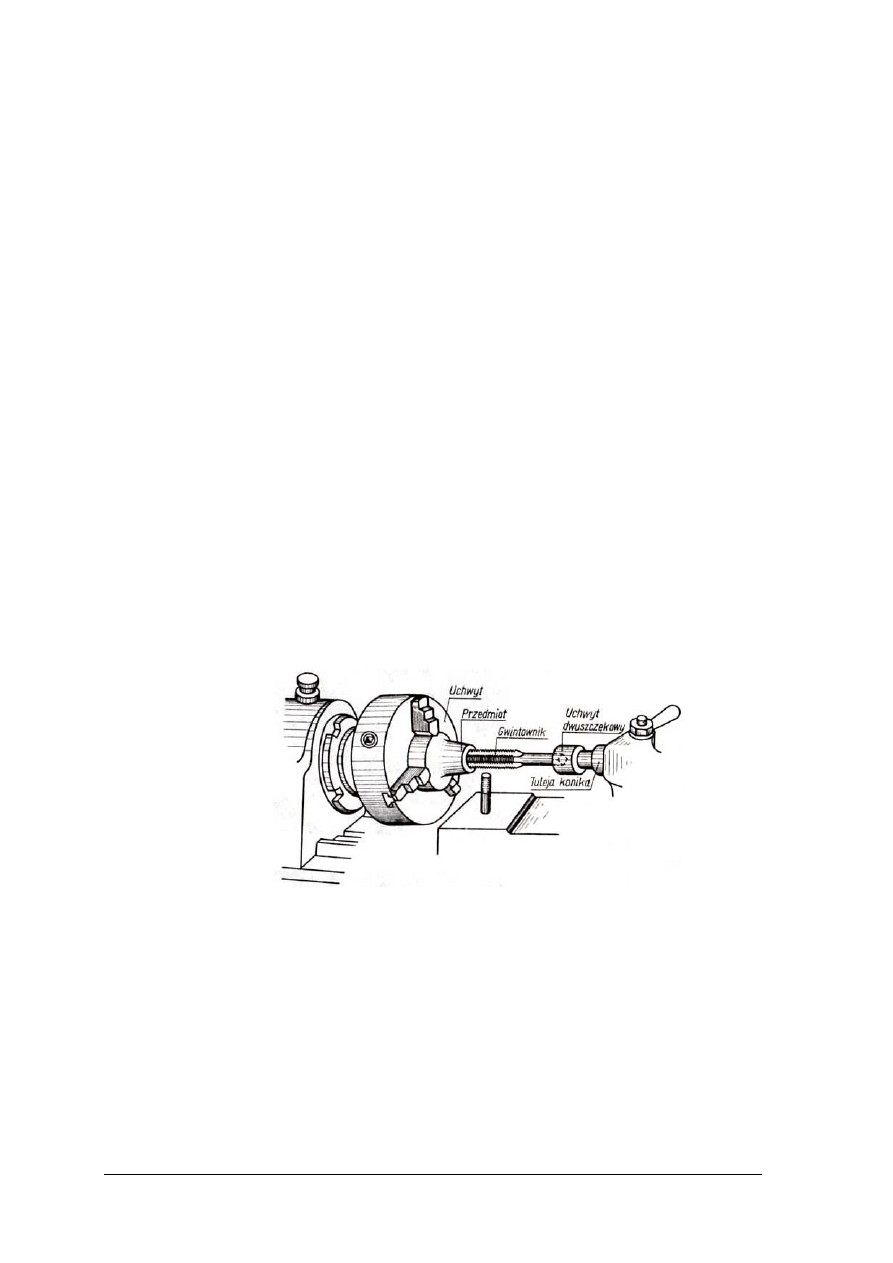
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Toczenie stożków z zastosowaniem noży kształtowych. Metoda ta polega na toczeniu
stożka nożem, którego krawędź skrawająca jest pochylona do osi wałka pod odpowiednim
kątem. Tą metodą toczone są krótkie stożki.
Radełkowanie (moletowanie) wykonuje się za pomocą umocowanego w oprawce
specjalnego radełka.
Toczenie gwintów
Wykonywanie gwintów na tokarce może się odbywać w następujący sposób:
−
poprzez nacinanie gwintu nożem tokarskim,
−
wykorzystując gwintowniki lub narzynki osadzone w koniku,
−
nacinając gwinty wewnętrzne przy pomocy gwintowników maszynowych.
Gwinty dokładne wykonuje się na tokarkach pociągowych przy pomocy specjalnych
noży. Nóż ustawia się w ten sposób, aby jego wierzchołek znajdował się na wysokości osi
kłów, a oś zarysu noża była prostopadła do osi powierzchni gwintowej. Posuw podczas
jednego obrotu śruby pociągowej musi równać się skokowi gwintu śruby.
Podczas nacinania gwintów zewnętrznych przy pomocy narzynek należy pamiętać o tym,
że średnica nacinanego pręta musi być o 0,1–0,2 mm mniejsza, od średnicy gwintu. Pręt
należy zamocować w uchwycie tokarskim w celu wykonania ukosowania krawędzi. Dzięki
temu będzie łatwiej wprowadzić na gwintowany pręt narzynkę. Kilka zwojów gwintu należy
wykonać ręcznie, potem uruchamia się napęd wrzeciona.
Gwinty wewnętrzne nacina się na tokarce przy pomocy gwintowników. W pierwszej
kolejności należy dobrać wiertło do wykonania otworu pod gwint. Średnicę wiertła dobiera
się z tablic. Przedmiot obrabiany należy zamocować w uchwycie tokarki w ten sposób, by
gwintowany otwór zajął położenie współosiowe z wrzecionem. Gwintownik można mocować
w uchwycie dwuszczękowym i wraz z nim osadzić w tulei konika. Następnie należy
uruchomić napęd wrzeciona i w miarę wykonywania gwintu, przesuwać tuleję konika
z gwintownikiem w kierunku uchwytu.
Rys. 80.
Nacinanie gwintu na tokarce z osadzeniem gwintownika w uchwycie
dwuszczękowym [3, s. 270]
BHP podczas toczenia
Warunkiem bezpiecznej pracy na tokarce jest:
−
ustawienie tokarki w miejscu zapewniającym wygodne jej użytkowanie, w tym
bezpieczny i swobodny dostęp do wszystkich jej elementów,
−
stosowanie do oświetlenia instalacji o napięciu 24 V,
−
niedopuszczenie do nadmiernego gromadzenia się wiórów w strefie obróbki,
−
stosowanie okularów ochronnych,
−
wyłączenie obrabiarki głównym wyłącznikiem w przypadku przerwy w pracy lub
odejścia użytkownika od tokarki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak jest zbudowana tokarka pociągowa?
2.
Co to jest konik i do czego służy?
3.
W jaki sposób mocuje się niewielkie przedmioty w obrabiarce?
4.
Jakie znasz podstawowe operacje tokarskie?
5.
Jakie znasz sposoby toczenia stożków?
6.
Jakie są zalety toczenia z przesuniętym konikiem?
7.
Na czym polega metoda toczenia stożków z zastosowaniem noży kształtowych?
8.
W jaki sposób nacina się gwinty przy pomocy tokarki?
4.8.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj narzędzia do obróbki wiórowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zidentyfikować narzędzia do obróbki wiórowej korzystając z katalogów,
2)
odczytać parametry narzędzi,
3)
zanotować nazwy i parametry.
Wyposażenie stanowiska pracy:
−
zestaw narzędzi do obróbki wiórowej,
−
katalogi.
Ćwiczenie 2.
Dobierz obrabiarkę do wykonania zadanej operacji technologicznej. Od nauczyciela
otrzymasz dokumentację technologiczną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokumentację technologiczną detalu,
2)
zidentyfikować potrzebną obrabiarkę,
3)
na podstawie dokumentacji technologicznej wynotować wymagane parametry obrabiarki,
4)
przeanalizować instrukcję obsługi obrabiarek,
5)
na podstawie wymaganych parametrów określić obrabiarkę,
6)
uzasadnić dobór.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcje obsługi obrabiarek.
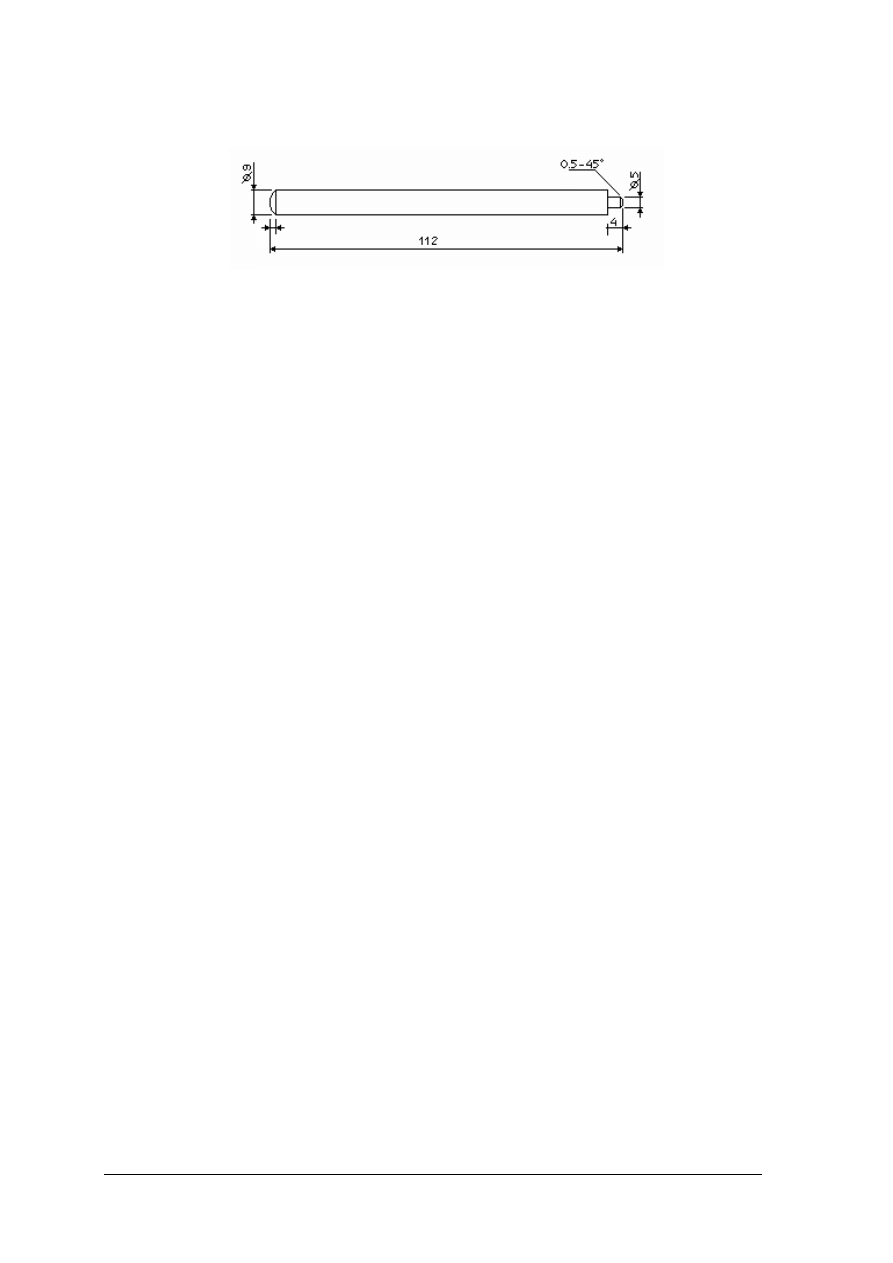
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Ćwiczenie 3
Wykonaj toczenie rękojeści do narzynki, według rysunku.
Rys. 1. Rysunek do ćwiczenia 3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zamocować materiał w uchwycie,
2)
wykonać nakiełek,
3)
wykonać toczenie na zadaną długość oraz średnicę,
4)
odciąć obrabiany element,
5)
wykonać toczenie wzdłużne na długości 4 mm na średnicę 5mm
6)
wykonać ukosowanie pod kątem 45°,
7)
obrócić materiał i zamocować nóż kształtowy w celu uzyskania kulistej końcówki,
8)
uporządkować stanowiska pracy,
9)
zastosować przepisy bhp podczas pracy.
Wyposażenie stanowiska pracy:
−
stalowy wałek,
−
noże tokarskie,
−
tokarka.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
ustalić sposób mocowania przedmiotu w obrabiarce?
2)
wyjaśnić budowę tokarki pociągowej?
3)
wyjaśnić sposób toczenia powierzchni zewnętrznych walcowych?
4)
scharakteryzować sposób nacinania gwintów zewnętrznych?
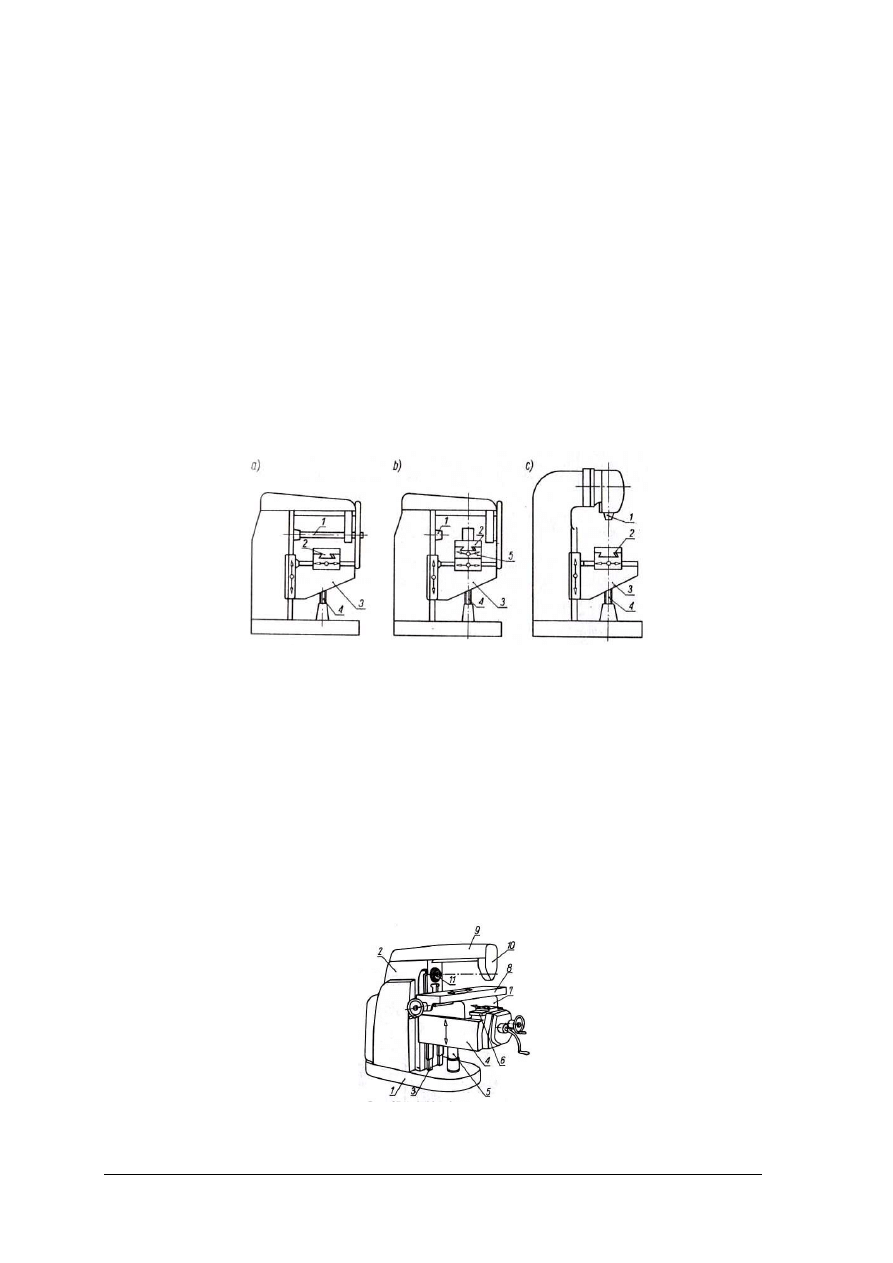
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
4.9.
Frezowanie i frezarki
4.9.1. Materiał nauczania
Frezarki można podzielić następująco:
−
frezarki ogólnego przeznaczenia – wspornikowe i bezwspornikowe,
−
frezarki specjalizowane,
−
frezarki specjalne.
Najbardziej rozpowszechnione są frezarki wspornikowe. Wśród tej grupy maszyn
wyróżnia się: frezarki poziome zwykłe, poziome uniwersalne i pionowe. Frezarki poziome
zwykłe mają oś wrzeciona ustawioną poziomo. Przedmiot zamocowany na stole można
przesuwać w trzech wzajemnie prostopadłych kierunkach. Zmianę położenia wspornika
dokonuje się przy pomocy śruby. We frezarkach poziomych uniwersalnych wrzeciono
ustawione jest poziomo, a przedmiot, który ustawia się na stole, może być przesuwany
w trzech kierunkach. W płaszczyźnie poziomej może być on obracany o pewien kąt. We
frezarkach pionowych wrzeciono jest ustawione pionowo.
Rys. 81. Różne rodzaje frezarek ogólnego przeznaczenia: a) pozioma zwykła, b) pozioma
uniwersalna, c) pionowa 1) wrzeciono, 2) stół roboczy, 3) wspornik, 4) śruba, 5) obrotnica
[3, s. 293]
Na rysunku 82 przedstawiono budowę typowej frezarki wspornikowej. Głównymi
częściami tej maszyny są: podstawa (1), korpus (2), belka usztywniająca (9) oraz wspornik
(4). W korpusie mieszczą się mechanizmy napędów wrzeciona i stołu roboczego. Podtrzymka
trzpienia frezarskiego (10) jest zamocowana w belce usztywniającej. Trzpień frezarski jest
mocowany w stożkowym gnieździe (11) wrzeciona. Po prowadnicach (3) przesuwa się
wspornik (4), wsparty na śrubie (5). Służy ona do podnoszenia i opuszczania wspornika ze
stołem (8). Suport (7) przesuwa się poprzecznie na prowadnicach (6) znajdujących się na
wsporniku. Stół roboczy (8) może się przesuwać prostopadle do osi wrzeciona. Frezarka
napędzana jest silnikiem elektrycznym.
Rys. 82.
Frezarka wspornikowa [1, s. 251
]
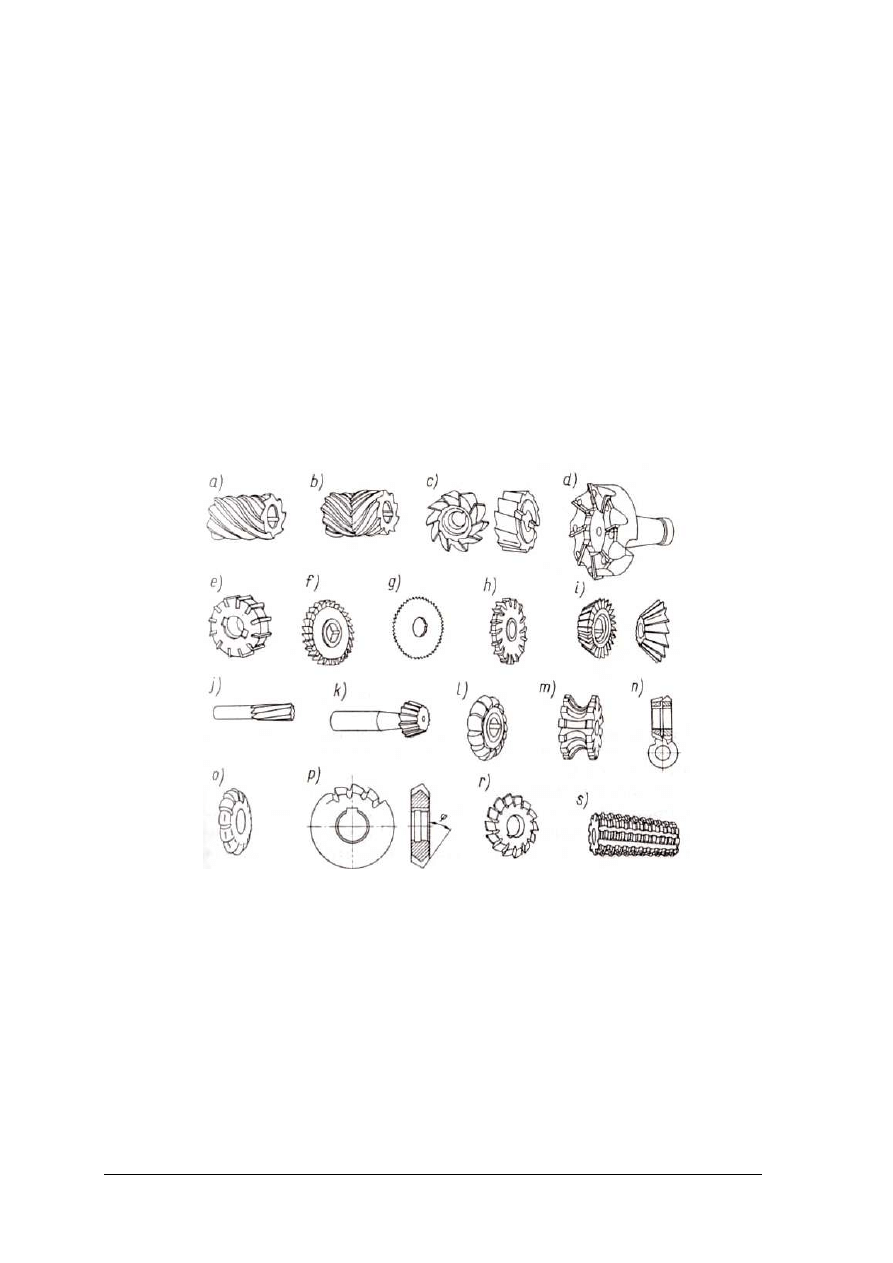
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
We frezarkach bezwspornikowych stół może wykonywać tylko ruch wzdłużny
i poprzeczny. Przesuw w kierunku pionowym wykonuje wrzeciennik.
Do prac specjalnych używane są specjalizowane frezarki do gwintów, frezarki do kół
zębatych, frezarki karuzelowe, frezarki do rowków wpustowych, frezarki do krzywek oraz
frezarko kopiarki.
Frezowanie ma głównie zastosowanie do obróbki płaszczyzn, powierzchni kształtowych,
rowków prostych i śrubowych, wykonywania gwintów, kół zębatych itp.
Frezy
Narzędziem skrawającym służącym do obróbki powierzchni płaskich i kształtowych jest
frez. W czasie pracy wykonuje on ruch obrotowy. Zęby mogą się znajdować na powierzchni
walcowej, czołowej, lub walcowo-czołowej. W zależności od kształtu geometrycznego wśród
frezów wyróżnia się:
−
frezy walcowe,
−
frezy walcowo-czołowe,
−
frezy trzpieniowe,
−
głowice frezowe specjalne.
Rys. 83. Rodzaje frezów:pojedynczy walcowy, zespołowy walcowy, walcowo-czołowy, głowica
trzpieniowa, głowica nasadzana, frez tarczowy trzystronny, frez piłkowy, frez tarczowy
trzystronny, frez kątowy, frez palcowy, frez trzpieniowy, kształtowy, kształtowy zespołowy do
rozwiertaków, do gwintowników, do frezów, r) do kół zębatych s) do ślimacznic [3, s. 291]
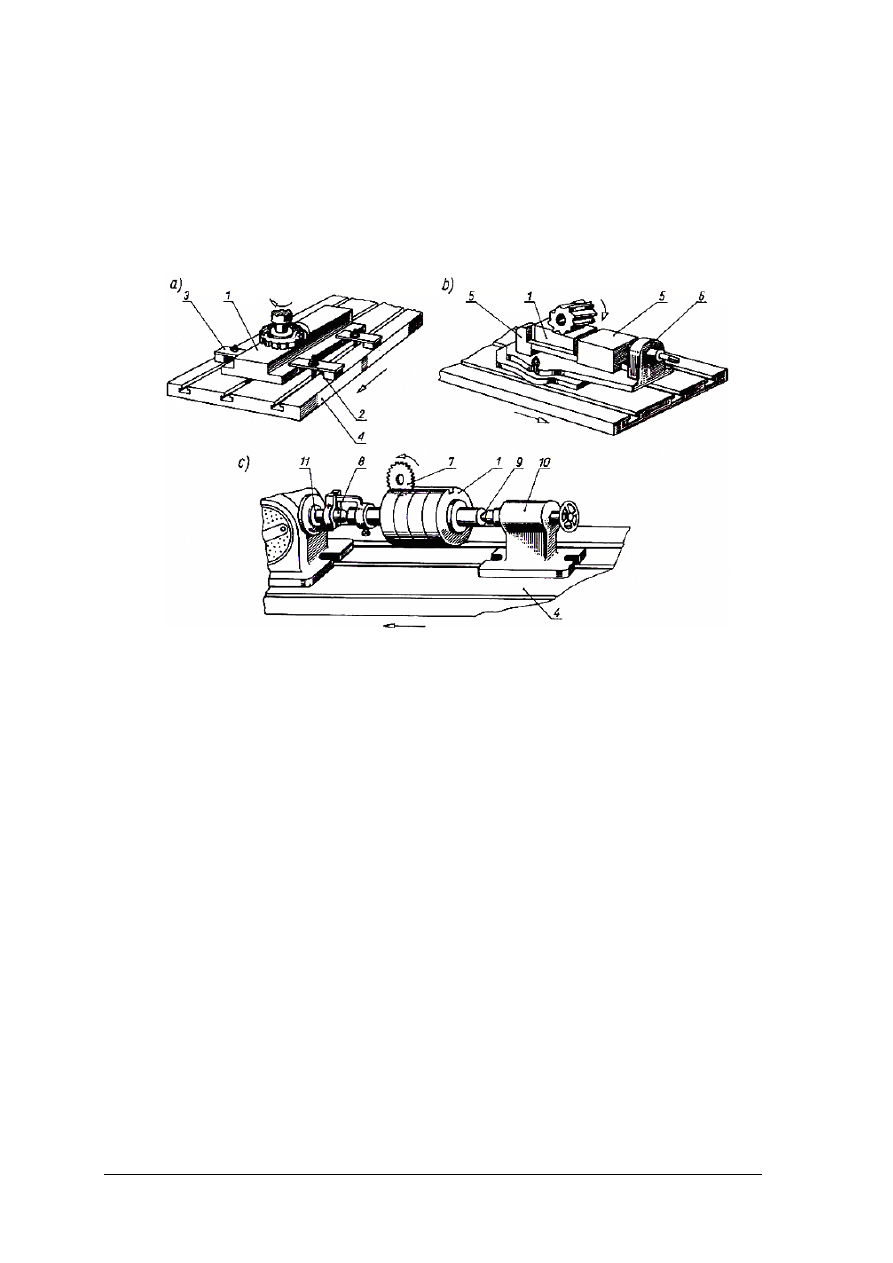
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
Mocowanie narzędzi i przedmiotów obrabianych na frezarkach
Możliwe są różne sposoby mocowania frezów. Frezy nasadzane mocowane są na
trzpieniu frezarskim. Jego średnica musi odpowiadać średnicy gniazda we frezie. Zarówno
frez, jak i trzpień frezerski posiadają rowek wpustowy. Frezy trzpieniowe mocuje się
bezpośrednio w gnieździe wrzeciona frezarki.
Przedmioty obrabiane mogą być mocowane na stole frezarki za pomocą docisków,
w imadle maszynowym lub w specjalnym przyrządzie. Poniższy rysunek przedstawia
sposoby mocowania przedmiotów na frezarce.
Rys. 84. Mocowanie przedmiotów na frezarce: a) bezpośrednio na stole frezarki, b) zamocowany
w szczękach imadła maszynowego, c) w kłach [1, s. 254]
Mocowanie przedmiotu bezpośrednio na stole dokonuje się przy pomocy zacisków
(rys.84 a). Śruba zacisku (2) jest umieszczona w rowku teowym stołu frezarki (4). Na śrubę
nakłada się płytkę zaciskową (3). Z jednej strony opiera się ona na powierzchni przedmiotu
obrabianego (1), a z drugiej na płytce wyrównującej. Ten sposób mocowania stosuje się do
dużych przedmiotów, których nie można zamocować przy pomocy imadła maszynowego
(rys.84 b). Imadło maszynowe (5) mocowane jest na stole frezarki przy pomocy zacisków,
a przedmiot frezowany (1) mocowany jest bezpośrednio w imadle. Szczęki imadła są ściskane
śrubą (6). W ten sposób można szybko zamocować przedmioty o niewielkich wymiarach
gabarytowych. Zamiast imadła maszynowego można zastosować mocowanie w kłach
podzielnicy (rys.84 c). Podzielnica to urządzenie, które służy do podziału obwodu przedmiotu
obrabianego na równe części. Jest ona dodatkowym wyposażeniem frezarki.
Parametry skrawania
Głębokość frezowania:
−
przy obróbce zgrubnej przyjmuje się głębokość możliwie dużą, by zdjąć możliwie jak
największy naddatek materiału w jednym przejściu,
−
podczas frezowania odlewów i odkuwek należy frezować przeciwbieżnie,
−
przy frezowaniu wykańczającym, głębokość zależy od wymaganej chropowatości
powierzchni.
Posuw frezowania:
−
przy obróbce zgrubnej przyjmuje się możliwie duży posuw, odpowiedni do mocy frezarki
(w tabelach do doboru parametrów podaje się zwykle posuw na ostrze),
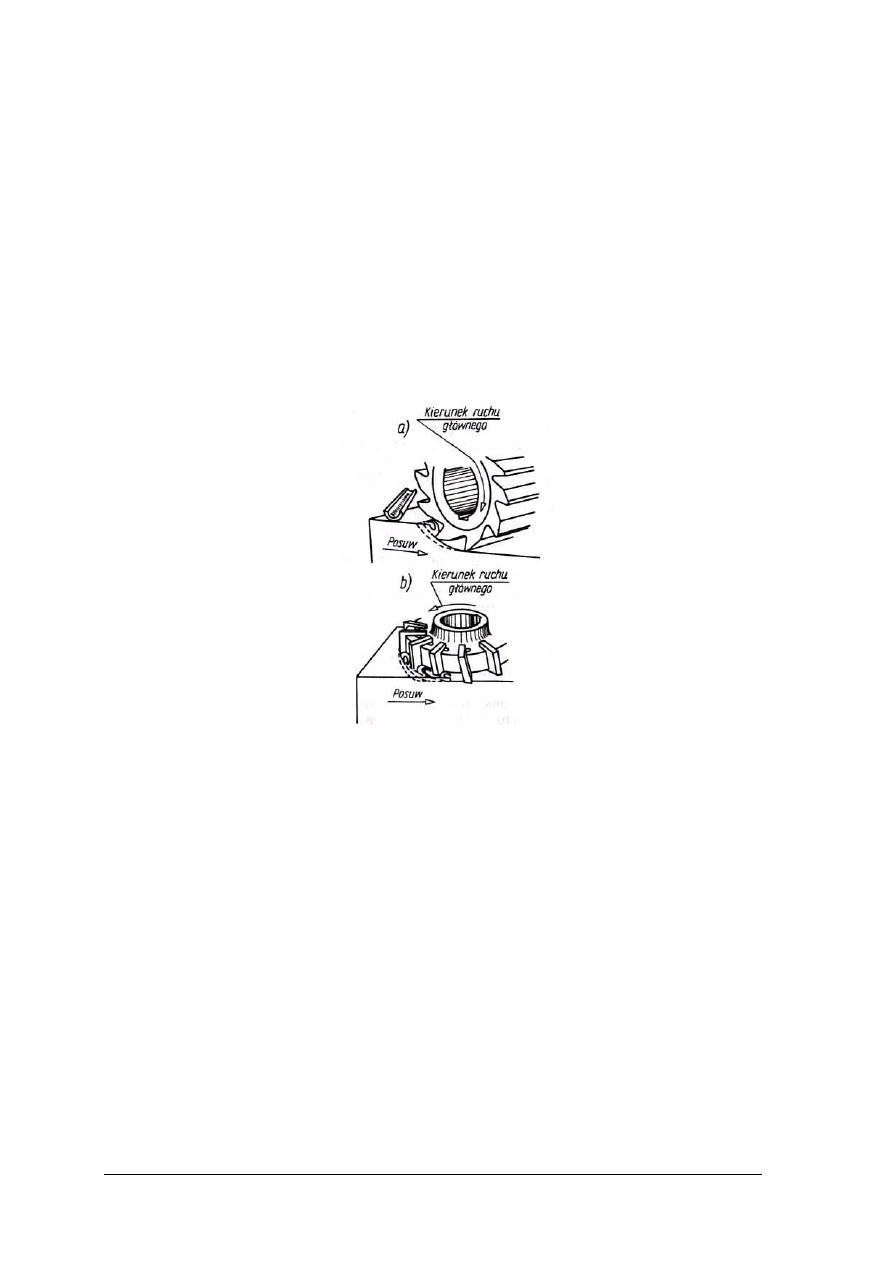
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
−
przy frezowaniu wykańczającym wraz ze zmniejszaniem wielkości posuwu, polepsza się
jakość powierzchni. Trzeba pamiętać o tym, że zbyt mały posuw powoduje powstawanie
poślizgu ostrzy. Posuw winien być nie mniejszy od 0,05 mm na jedno ostrze. Jego
wielkość zależy m.in. od sztywności przedmiotu i maszyny, sposobu mocowania itp.
Prędkość skrawania:
−
dobiera się ją z tabel, w zależności od materiału obrabianego i trwałości ostrzy,
−
przy ustalaniu tego parametru jest największa swoboda, ale należy pamiętać o tym, że
zwiększając prędkość skrawania wydajność obróbki wzrasta, ale tym samym wpływamy
na skrócenie trwałości narzędzia.
Podstawowe operacje frezarskie
Frezowanie płaszczyzn może się odbywać w sposób:
−
walcowy frez skrawa ostrzami leżącymi na powierzchni walcowej,
−
czołowy frez skrawa zębami położonymi na powierzchni czołowej.
Rys. 85.
Frezowanie: a) walcowe, b) czołowe [1, s. 248]
Biorąc pod uwagę kierunek ruchu posuwowy względem freza wyróżnia się:
−
frezowanie przeciwbieżne,
−
frezowanie współbieżne.
Przedmioty o złożonych kształtach można obrabiać przy pomocy:
−
freza kształtowego (frezowanie kształtowe) o takim zarysie, jaki powinien uzyskać
obrabiany przedmiot,
−
frezowania kopiowego polegającego na nadawaniu przedmiotowi obrabianemu kształtu
według wzornika (stosowane przy wytwarzaniu matryc, wykrojników, łopatek turbin,
krzywek itp.)
Na frezarkach można frezować rowki proste. Do tej operacji używa się frezów
tarczowych trzystronnych o zębach prostoliniowych, frezów tarczowych o zębach
naprzemianskośnych lub frezów trzpieniowych. Rowki teowe frezuje się przy pomocy frezów
trzpieniowych tarczowych. Prowadnice trapezowe lub rowki trapezowe należy frezować za
pomocą frezów trzpieniowych kątowych, a rowki kątowe wykonuje się za pomocą frezów
kątowych dwustronnych.
Na frezarkach można także nacinać uzębienie kół zębatych. Istnieje kilka sposobów
obróbki uzębień. Jeden z nich polega na wykorzystaniu krążkowych frezów modułowych lub
frezów trzpieniowych. Jest to tak zwana metoda kształtowa, stosowana tam, gdzie nie jest

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
wymagana duża dokładność uzyskiwanego uzębienia kół. Niedokładności wynikają
z trudności wykonania narzędzi kształtowych oraz niedokładności ustawienia narzędzia na
obrabiarce. Wadą tej metody jest także konieczność posiadania oddzielnych narzędzi do kół
zębatych o różnych parametrach. Frezy modułowe stosuje się zwykle do zębów do modułów
mniejszych. Frezowanie kształtowe stosuje się jedynie w produkcji jednostkowej.
4.9.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jaki sposób dzieli się frezarki pod względem budowy?
2.
W jaki sposób działa frezarka pozioma uniwersalna?
3.
Z jakich elementów składa się frezarka wspornikowa?
4.
Jakie prace można wykonać na frezarkach?
5.
Jak jest zbudowany frez?
6.
Wymień rodzaje frezów?
7.
W jaki sposób można mocować przedmioty na frezarce?
8.
Wymień podstawowe operacje wykonywane na frezarkach?
4.9.3. Ćwiczenia
Ćwiczenie 1
Twoim zadaniem jest przygotowanie operacji frezowania. W tym celu dobierz narzędzia
i przyrządy do wykonywania pracy na frezarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokumentację technologiczną wykonania detalu,
2)
zidentyfikować operacje, jakie należy wykonać,
3)
dobrać parametry do poszczególnych operacji,
4)
dobrać narzędzia,
5)
uzasadnić dobór narzędzi i przyrządów.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcja obsługi obrabiarki,
−
karty katalogowe narzędzi,
−
literatura, zgodna z 6 punktem poradnika, dotycząca frezowania.
Ćwiczenie 2
Od nauczyciela otrzymasz rysunki wykonawcze części maszyn. Twoim zadaniem jest
wykonanie frezowania tych części według rysunku wykonawczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokumentację technologiczną procesu wytwarzania detalu,
2)
przeanalizować z instrukcję obsługi obrabiarki,
3)
dobrać narzędzia i przyrządy,
4)
dobrać parametry skrawania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
5)
zamocować przedmiot na frezarce,
6)
wykonać detal,
7)
sprawdzić jakość wykonanego detalu,
8)
uporządkować stanowisko pracy,
9)
zastosować przepisy bhp podczas pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcja obsługi obrabiarki,
−
narzędzia skrawające i przyrządy,
−
obrabiarki skrawające różnego typu,
−
literatura, dotycząca frezowania, zgodna z punktem 6 poradnika.
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wykonać operacje frezowania?
2)
zamocować przedmiot na frezarce?
3)
rozróżnić rodzaje frezów?
4)
wyjaśnić do jakich prac stosuje się frezarki?
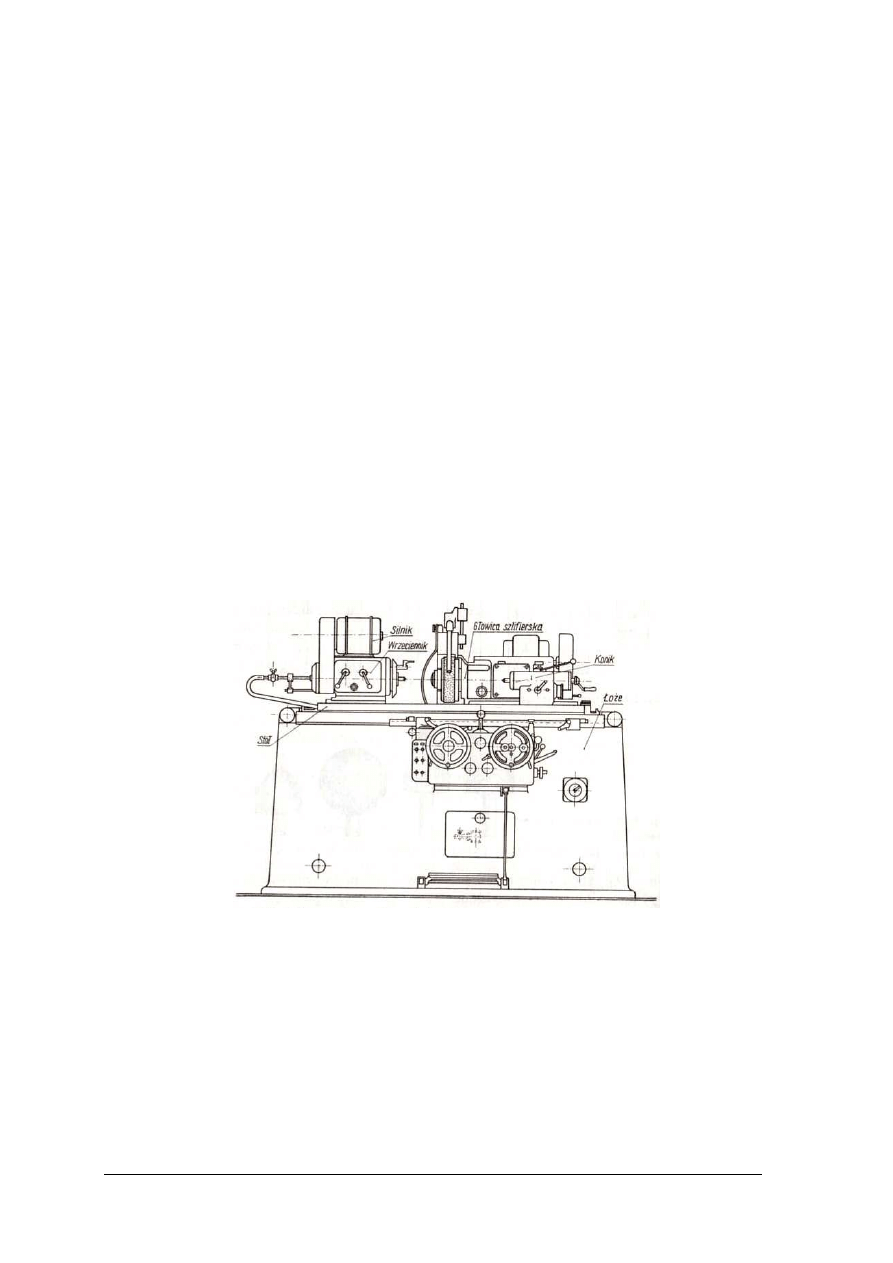
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
4.10. Szlifowanie i szlifierki
4.10.1. Materiał nauczania
Szlifierka jest to obrabiarka przeznaczona do szlifowania metali oraz innych tworzyw.
Wyróżnia się następujące rodzaje szlifierek:
−
ogólnego przeznaczenia szlifierki do wałków, szlifierki do otworów, szlifierki do
płaszczyzn,
−
specjalizowane szlifierki-polerki, szlifierki do gładzenia, szlifierki dogładzarki, szlifierki
docierarki, szlifierko-przecinarki,
−
specjalne szlifierko-ostrzarki do ostrzenia narzędzi skrawających, szlifierki do wałów
korbowych, szlifierki do pierścieni łożysk tocznych.
Szlifierki do wałków
Szlifierki do wałków dzielą się na kłowe i bezkłowe. W szlifierkach kłowych przedmiot
mocuje się w kłach wrzeciennika i konika lub w uchwycie szczękowym. Wrzeciono nadaje
obrabianemu przedmiotowi ruch obrotowy za pośrednictwem zbieraka lub uchwytu. Ściernica
jest zamocowana na drugim końcu wrzeciona i również wykonuje ruch obrotowy. Szlifierka
kłowa składa się z następujących elementów: łoża, stołu, wrzeciennika napędzanego silnikiem
elektrycznym, głowicy szlifierskiej napędzanej osobnym silnikiem i konika. Szlifierki kłowe
dzieli się w zależności od sposobu na szlifierki:
−
wzdłużne,
−
wcinające (wgłębne),
−
uniwersalne.
Rys. 86.
Szlifierka kłowa do wałków [3, s. 304]
Szlifierki bezkłowe mają dwie ściernice, z których jedna służy do szlifowania (ściernica
robocza), a druga do obracania i przesuwania przedmiotu. Na tej szlifierce wykonuje się
szlifowanie wałków, długich prętów, kul, gwintów, wierteł krętych.
Szlifierki do otworów
Szlifierki do otworów można podzielić na:
−
zwykłe stosowane do szlifowania otworów w przedmiotach, które wykonują ruch
obrotowy,
−
planetarne stosowane do szlifowania otworów w dużych przedmiotach nie obracających
się w czasie obróbki,
−
bezkłowe mają takie samo zastosowanie co szlifierki zwykłe.
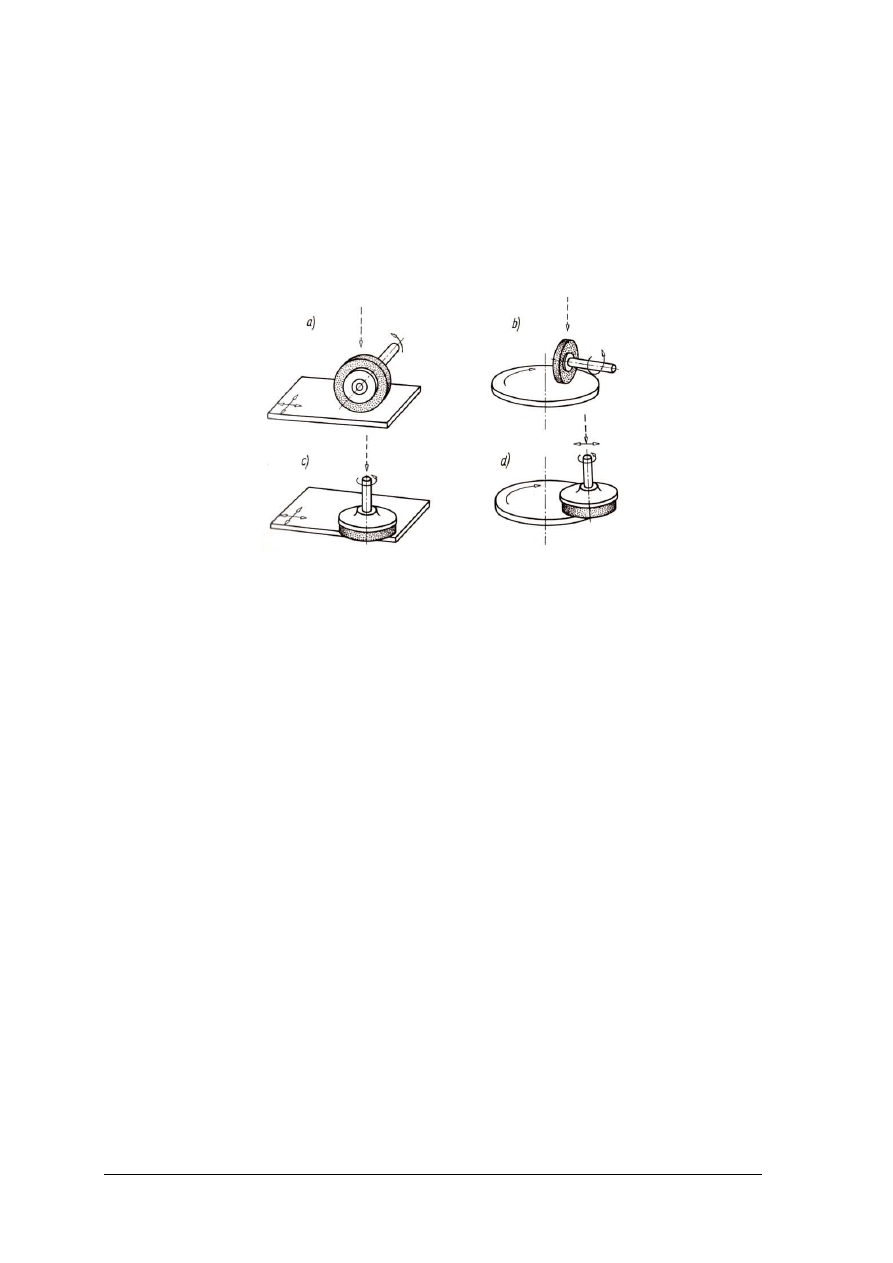
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
Szlifierki do płaszczyzn
Szlifierki do płaszczyzn stosuje się do szlifowania płaskich powierzchni zewnętrznych.
Wrzeciona mają ustawione poziomo bądź pionowo. Niezależnie od tego stół szlifierki do
płaszczyzn może wykonywać ruchy postępowo – zwrotne lub obrotowe. Możemy je podzielić
na:
−
szlifierki z poziomą osią wrzeciona i stołem wykonującym ruch postępowo-zwrotny (a),
−
szlifierki z poziomą osią wrzeciona i stołem wykonującym ruch obrotowy (b),
−
szlifierki z pionową osią wrzeciona i stołem wykonującym ruch postępowo-zwrotny (c),
−
szlifierki z pionową osią wrzeciona i stołem wykonującym ruch obrotowy (d).
Rys. 87.
Najczęściej stosowane układy szlifierek do płaszczyzn [3, s. 305]
Przedmioty obrabiane mogą być mocowane na stałe do szlifierki za pomocą zbieraka,
uchwytów, trzpieni szlifierskich oraz stołów i uchwytów elektromagnetycznych
i magnetycznych.
Budowa ściernic
Ściernice są to narzędzia skrawające, zwykle w kształcie regularnej bryły obrotowej,
służące do szlifowania różnych materiałów. Części robocze ściernic są wykonywane
z mieszaniny twardych ziaren ściernych i spoiwa wiążącego je, w określone porowate
struktury. Ostre krawędzie ziarenek są zbiorem ostrzy skrawających, pory odgrywają rolę
rowków wiórowych. Spoiwo nadaje ściernicy określoną wytrzymałość mechaniczną. Ziarna
ścierne są osadzone w spoiwie w sposób przypadkowy. Wartości kątów natarcia ostrzy są
również przypadkowe, z przewagą kątów ujemnych. Szlifowanie jest procesem wysoko
energochłonnym. Przy małych wymiarach ostrzy, przekroje warstw skrawanych
przypadających na poszczególne ostrza są również bardzo małe. Podczas dobierania materiału
ściernicy przyjmuje się zasadę, że materiały twarde szlifuje się miękką ściernicą, a materiały
miękkie szlifuje się ściernica twardą. Ściernice dzieli się na nasadowe i trzpieniowe, a ich
kształt zależy od przeznaczenia.
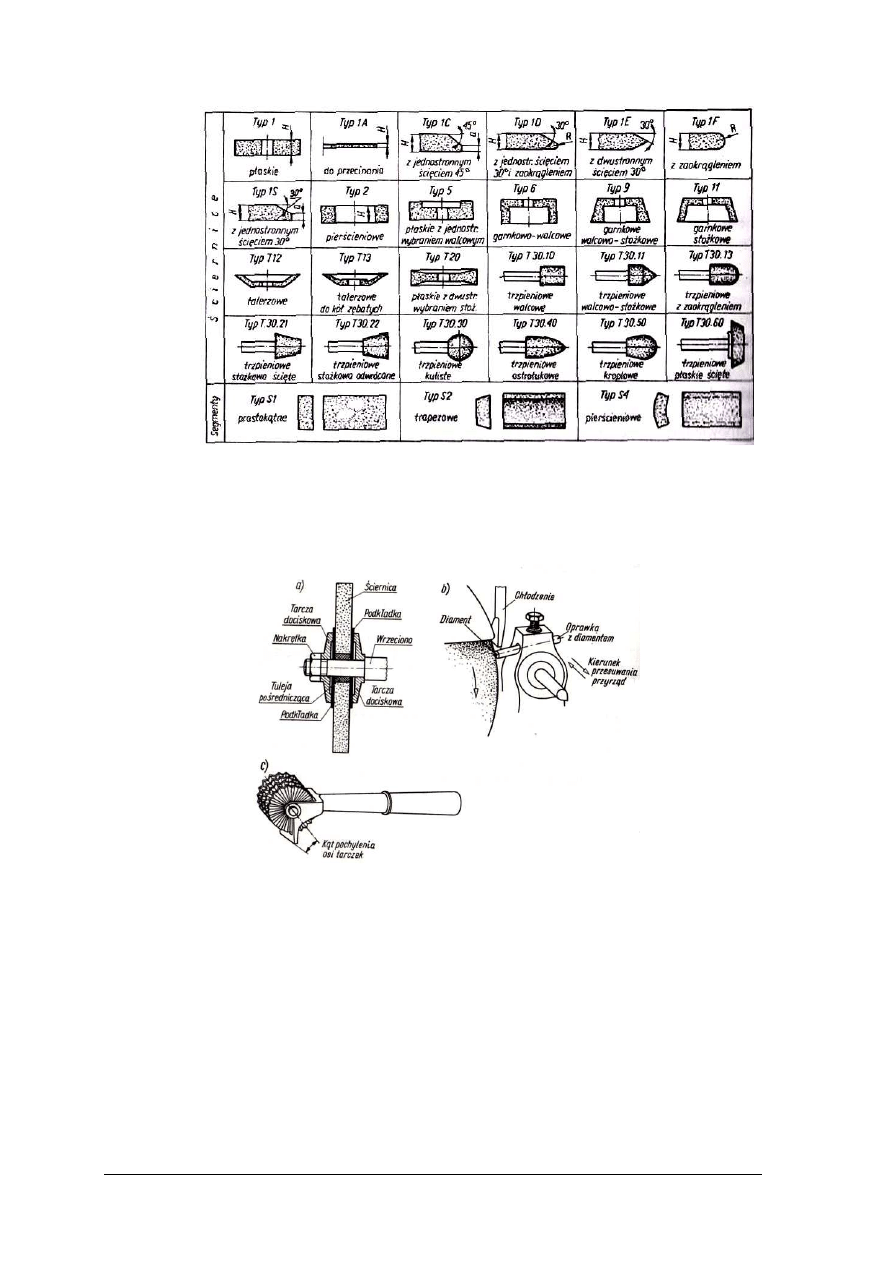
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
Rys. 88.
Rodzaje ściernic [1, s. 278]
Ściernicę na szlifierce dwutarczowej mocuje się w następujący sposób: ściernicę nasadza
się na czop wrzeciona i ściska nakrętką za pośrednictwem tarcz dociskowych i podkładek
z tektury, gumy lub skóry. Tak zamocowaną tarczę należy wyważyć i wyrównać za pomocą
diamentu. Ściernicę oczyszcza się za pomocą specjalnego przyrządu.
Rys. 89.
Ściernice: a) zamocowanie ściernicy na wrzecionie, b) wyrównanie ściernic diamentem,
c) przyrząd do czyszczenia ściernicy [3, s. 306]
Operacje szlifowania
Do podstawowych operacji szlifowania można zaliczyć:
−
szlifowanie wałków,
−
szlifowanie otworów,
−
szlifowanie płaszczyzn.
Szlifowanie wałków
Szlifowanie wałków dzieli się na:
−
kłowe wałek jest wówczas ustalony w kłach. Rozróżnia się szlifowanie: z posuwem
wzdłużnym oraz z posuwem poprzecznym (szlifowanie wgłębne),
−
bezkłowe stosuje się do szlifowania wałków, trzpieni, rolek.
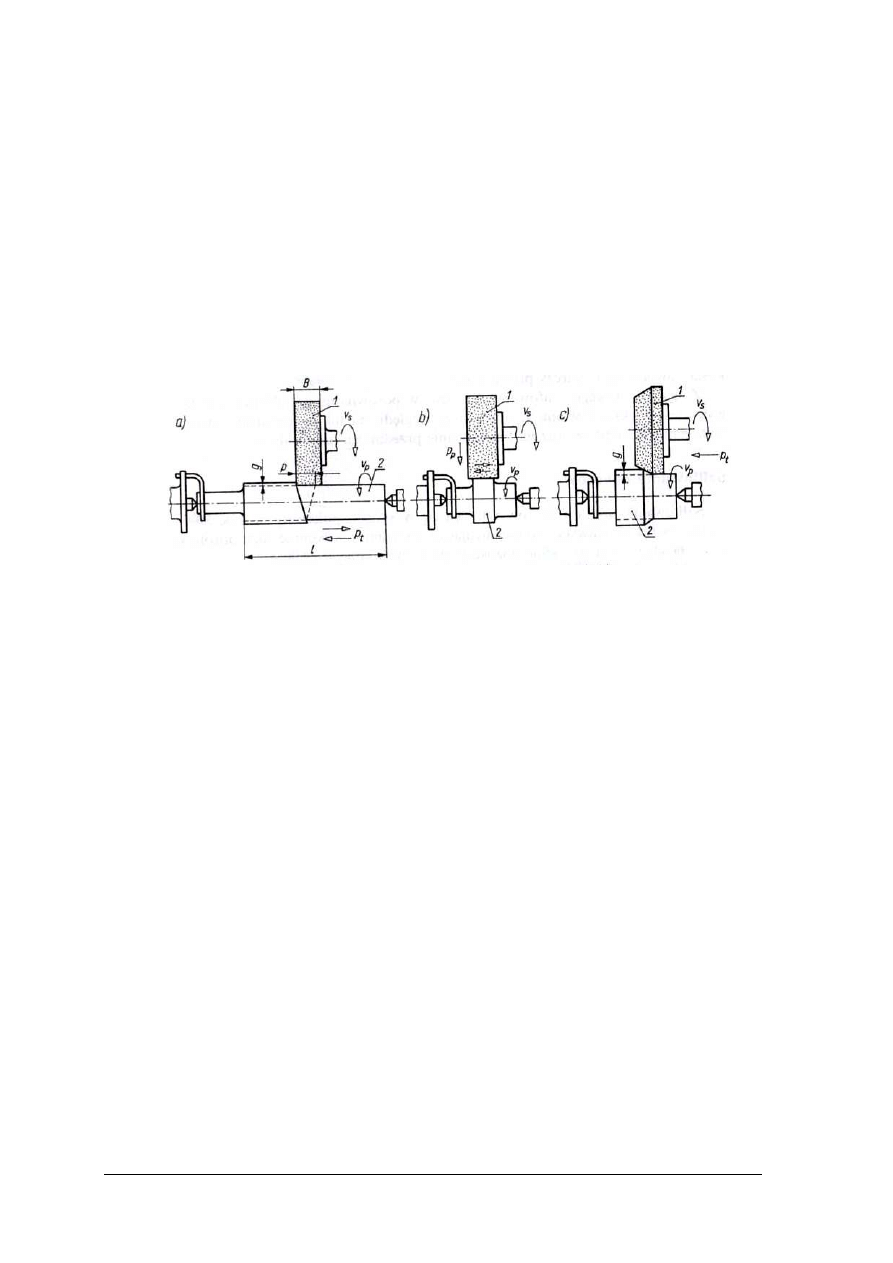
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
Szlifowanie z posuwem wzdłużnym
Metoda ta jest powszechnie stosowaną metodą. W zależności od konstrukcji szlifierki
przedmiot bądź ściernica wykonuje ruch wzdłużny w obydwie strony. Poprzeczny posuw
ściernicy występuje w punktach zwrotnych posuwu wzdłużnego. Zderzak steruje
mechanizmem przełączenia kierunku posuwu stołu. Metodą tą szlifuje się szczególnie długie
i gładkie wały.
Szlifowanie z posuwem poprzecznym
Metodą tą obrabia się powierzchnie nie dłuższe niż 200 mm. Posuw poprzeczny w tym
przypadku jest wykonywany ruchem jednostajnym i wynosi w szlifowaniu wstępnym od
0,0025 do 0,02 mm, a w szlifowaniu wykańczającym od 0,001 do 0,12 mm na jeden obrót
wałka.
Szlifowanie głębokie znajduje zastosowanie w usuwaniu grubszych warstw materiału za
jednym przejściem ściernicy. Ściernica jest ścięta na stożek lub ma kilka stopni walcowych.
Rys. 90. Odmiany szlifowania kłowego: a) wzdłużne, b) wgłębne, c) głębokie [1, s. 275]
Szlifowanie otworów
Szlifowanie otworów dzieli się na:
−
zwykłe przedmiot zamocowany w uchwycie samocentrującym wykonuje ruch obrotowy
dookoła swej osi, a wszystkie pozostałe ruchy wykonuje ściernica,
−
planetarne przedmiot obrabiany nie wykonuje żadnego ruchu, a wszystkie ruchy robocze
wykonuje ściernica. Tę metodę stosuje się w przypadku obrabiania brył obrotowych,
−
bezuchwytowe przedmiot obrabiany jest podparty na rolce i dociskany do tarczy
prowadzącej za pośrednictwem drugiej rolki, normalną pracę szlifowania wykonuje
ściernica. Przy pomocy tej metody szlifuje się powierzchnie wewnętrzne pierścieni.
Metodę szlifowania otworów stosuje się przy obróbce przedmiotów twardych.
Szlifowanie takie przeprowadza się w dwojaki sposób:
−
przy obracającym się przedmiocie stosowane do obróbki niewielkich przedmiotów,
−
przy przedmiocie nieruchomym z zastosowaniem obiegowego, czyli planetarnego ruchu
ściernicy.
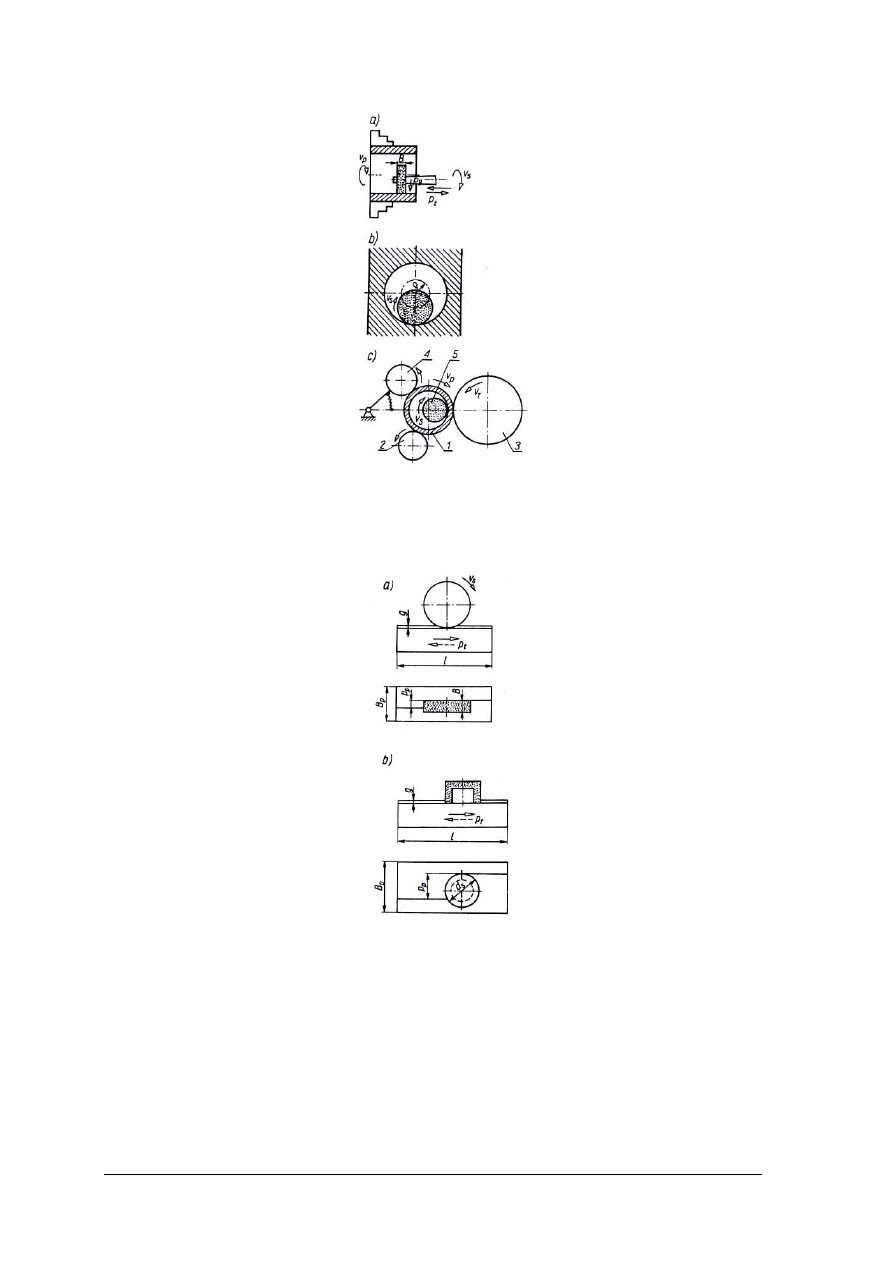
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
Rys. 91. Szlifowanie otworów: a) zwykłe, b) planetarne, c) bezuchwytowe [1, s.277]
Szlifowanie płaszczyzn
Wyróżnia się szlifowanie płaszczyzn: obwodową powierzchnia ściernicy tarczowej lub
czołową powierzchnią ściernicy garnkowej.
Rys. 92.
Szlifowanie płaszczyzn: a) obwodowe, b) czołowe [1, s. 277]
4.10.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na jakie grupy można podzielić szlifierki?
2.
Do czego służy szlifierka?
3.
Z jakich elementów składa się szlifierka kłowa?
4.
Jakie zastosowanie ma szlifierka zwykła do otworów?
5.
Co to jest ściernica?
6.
Z czego wykonana jest ściernica?
7.
Jakie znasz metody szlifowania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
81
4.10.3. Ćwiczenia
Ćwiczenie 1
Wykonaj szlifowanie części maszynowej zgodnie z rysunkiem otrzymanym od
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokumentację technologiczną,
2)
dobrać kształt ściernicy,
3)
zamocować przedmiot,
4)
wykonać szlifowanie,
5)
uporządkować stanowisko pracy,
6)
zastosować przepisy bhp podczas pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
instrukcja obsługi obrabiarki,
−
narzędzia skrawające i przyrządy,
−
szlifierka,
−
literatura, dotycząca szlifowania, zgodna z punktem 6 poradnika.
4.10.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wykonać operacje szlifowania?
2)
scharakteryzować podstawowe rodzaje szlifierek?
3)
zamocować ściernicę w szlifierce?
4)
wymienić metody szlifowania otworów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
82
4.11. Przygotowanie części do spawania. Spawanie gazowe
i łukowe
4.11.1. Materiał nauczania
Przygotowanie części do spawania
Spawanie jest to proces łączenia materiałów poprzez nagrzanie ich i stopienie w miejscu
łączenia z dodaniem lub bez dodania spoiwa. Stopione spoiwo wraz ze stopionymi brzegami
części łączonych, tworzy po ostygnięciu spoinę. W zależności od źródła ciepła użytego do
stopienia materiału i spoiwa wyróżnia się: spawanie elektryczne (łukowe, elektronowe,
elektrożużlowe) oraz spawanie gazowe.
Stanowisko robocze spawacza powinno być odgrodzone od otoczenia zasłonami
zabezpieczającymi przed działaniem szkodliwych promieni. Spawacz w czasie pracy
powinien mieć odpowiednie ubranie robocze, rękawice, skórzany fartuch, a także czapkę. Nie
wszystkie metale nadają się do spawania. Szczególnie trudno spawalne są stale
wysokowęglowe i stopowe, żeliwo, brązy i nikiel. Do materiałów łatwo spawalnych możemy
zaliczyć: stale o małej zawartości węgla (do 0,27%) oraz ołów, aluminium i stopy magnezu.
Właściwe przygotowanie elementów i prawidłowe ich sczepienie ma podstawowe znaczenie
dla jakości złącza spawanego. Przygotowując materiał do spawania, zwracamy uwagę na
dokładne prostowanie i czyszczenie elementów. Duże elementy, niezależnie od grubości,
prostuje się w prasach hydraulicznych lub pneumatycznych, walcarkach i maszynach
specjalnych. Podczas tej operacji odpada zgorzelina z blach i kształtowników prostowanych
w prostownicach walcowych. Grubsze elementy o mniejszych rozmiarach prostuje się w
ręcznych prasach śrubowych. Elementy cienkie prostuje się ręcznie na płytach i kowadłach
przez młotkowanie na zimno. Kształtowniki takie, jak: kątowniki, ceowniki i teowniki,
prostuje się w prasach dostosowanych do profilu wyrobu. Przed spawaniem brzegi łączonych
przedmiotów powinny być dokładnie oczyszczone z wszelkich zanieczyszczeń zakłócających
prawidłowy przebieg procesu i obniżających jakość złącza takich jak: smary, farby, lakiery,
żużel po cięciu termicznym. Ukosowanie brzegów przedmiotu wykonuje się przez cięcie
tlenem, plazmowo lub obróbkę mechaniczną (zalecaną). W celu zachowania w czasie
spawania stałej geometrii złącza i odstępu łączonych przedmiotów zaleca się szczepienie lub
mocowanie w zaciskach. Długość spoin sczepnych powinna wynosić ok. 15 do¸ 30mm
z odstępem około 30 grubości łączonych przedmiotów. Grubość spoin sczepnych nie powinna
przekraczać 1/3 przekroju spoiny, a w czasie wykonywania złącza należy spoiny sczepne
dokładnie przetopić lub wyciąć.
Czyszczenie może być wykonywane:
−
ręcznie: szczotką drucianą, papierem ściernym,
−
mechanicznie: przez śrutowanie, szlifierką kątową, szlifierką stołową z tarczą drucianą
lub tarczą ścierną,
−
chemicznie: przez odtłuszczenie benzyną ekstrakcyjną lub acetonem, wytrawianie (często
metali nieżelaznych).
Wszelkie zanieczyszczenia materiału należy usunąć, gdyż w czasie spawania powodują
wydzielanie się dużych ilości gazów i tlenków oraz są przyczyną powstawania pęcherzy lub
wtrąceń tlenków w spoinie.
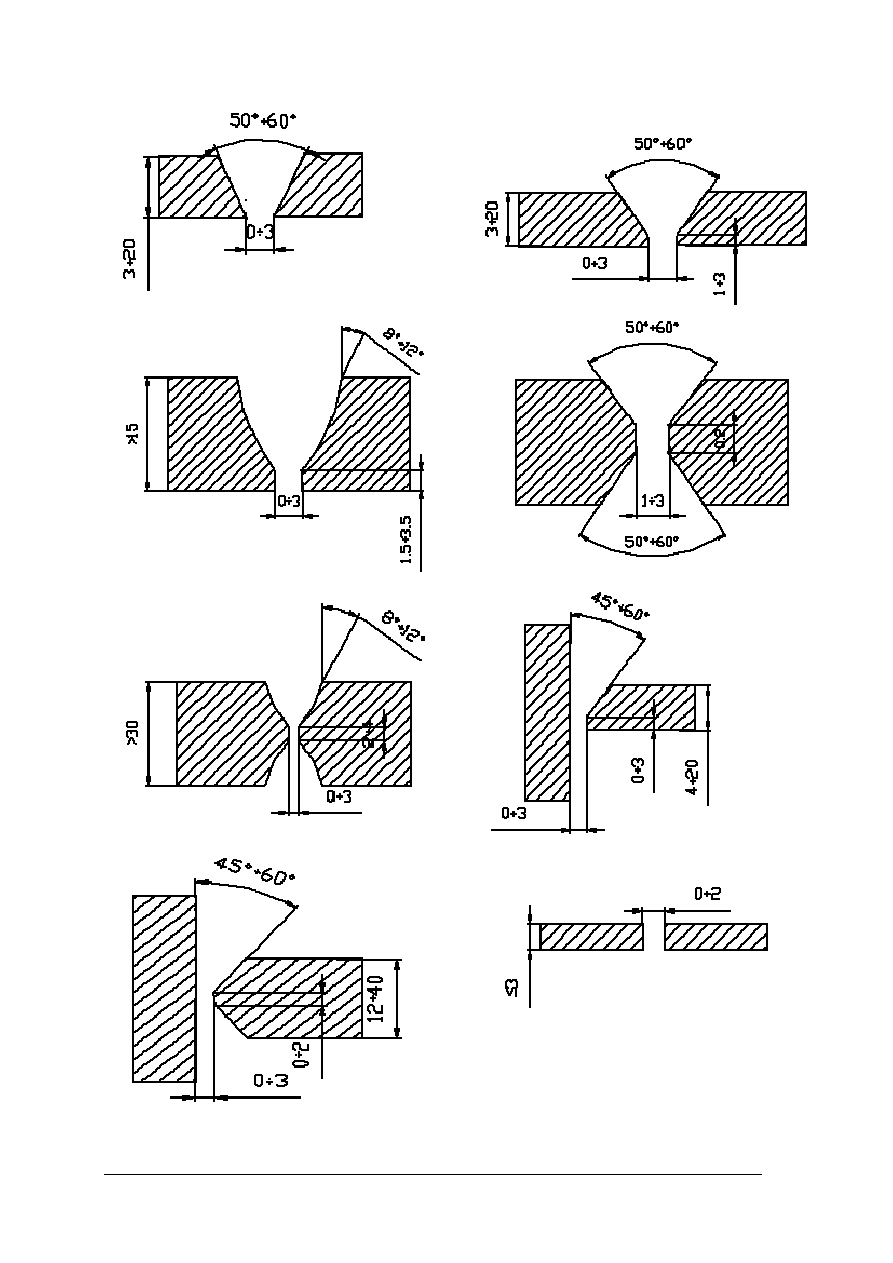
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
83
Rys. 93.
Sposób przygotowania brzegów materiału do spawania [7]
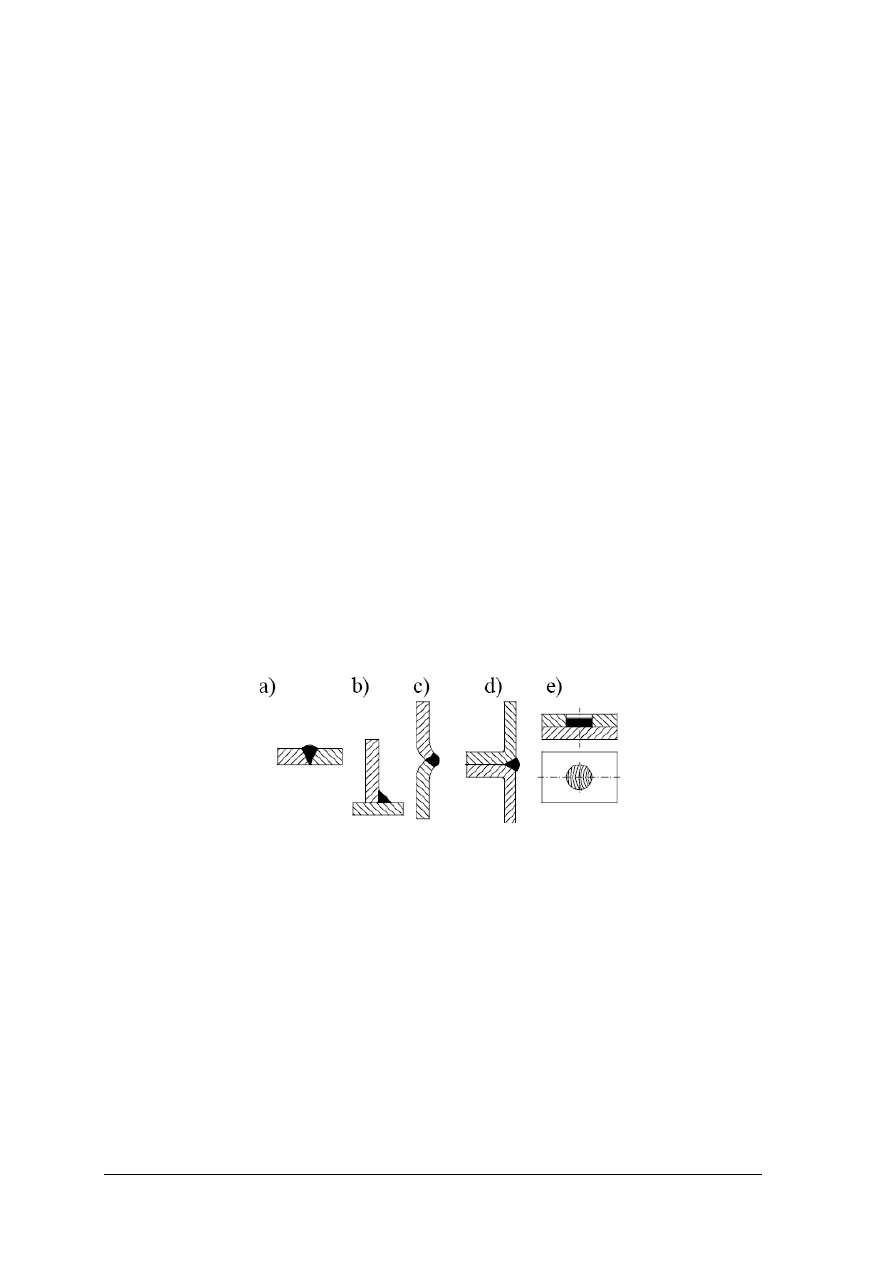
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
84
Spawanie gazowe
Proces ten polega na stopieniu brzegów materiałów łączonych i spoiwa ciepłem
powstającym przy spalaniu acetylenu, w obecności tlenu. Spawanie gazowe stosuje się przede
wszystkim do spawania przedmiotów stalowych o niewielkich grubościach, takich jak np.
zbiorniki, czy rury. Gazy sprężone (tlen i acetylen) są przechowywane w odpowiednich
butlach. Butle tlenowe są produkowane o pojemności 0,5–50 l i malowane na niebiesko
z czarnym napisem. Butle acetylenowe, produkowane są najczęściej o pojemności 40 litrów
i malowane na kolor biały z czerwonym napisem. Pobieranie gazu z butli wymaga
zastosowania reduktora, którego zadaniem jest obniżenie ciśnienia wylotowego gazu przez
czas pracy. Palnik do spawania jest urządzeniem w którym następuje dokładne wymieszanie
gazu palnego z tlenem, w wyniku czego otrzymujemy płomień o stałej wydajności,
określonym kształcie, właściwościach chemicznych i fizycznych.
Spawanie elektryczne łukowe
Spawanie elektryczne łukowe polega na wytworzeniu między elektrodą spawalniczą
a materiałem spawanym łuku elektrycznego wydzielającego ciepło. Pod wpływem tego ciepła
topią się brzegi łączonych części, a także dodawane spoiwo. Spawane złącze powstaje
podczas przesuwania odpowiednim ruchem elektrody wzdłuż łączonych brzegów.
Do spawania elektrycznego łukowego używa się elektrod:
−
topliwych,
−
nietopliwych.
Elektrody topliwe dzieli się na otulone i nie otulone. Elektrody otulone w zależności od
grubości otulin dzieli się na cienko otulone, średnio otulone i grubo otulone. Są to pręty
pokryte specjalną masą tworzącą otulinę. Topi się ona w łuku jednocześnie z metalowym
rdzeniem. Elektrody nie otulone (goły metalowy drut) nie są zalecane do spawania
elektrycznego w atmosferze powietrza, ponieważ powstała spoina będzie miała bardzo niskie
własności mechaniczne.
Rys. 94.
Rodzaje spoin: a) czołowe, b) pachwinowa, c) brzeżna, d) grzbietowa [1, s. 199]
Do spawania elektrycznego używa się: przetwornice, transformatory lub prostowniki
spawalnicze.
Spawanie metodami MIG/MAG
Jest to spawanie łukowe elektrodą topliwą, które odbywa się w osłonach gazowych.
Metoda MIG – polega na spawaniu w osłonie gazów obojętnych, a MAG – w osłonie gazów
aktywnych. Obecnie jest to jedna z najpowszechniej stosowanych metod spawania
konstrukcji. Dokładna osłona jarzącego się łuku między topliwą elektrodą, a spawanym
materiałem gwarantuje formowanie spoiny w bardzo korzystnych warunkach. Spawanie tymi
metodami może mieć zastosowanie do wykonania połączeń wszystkich metali, w tym
również wysokiej jakości. Tak więc tymi metodami można spawać stale węglowe
i niskostopowe, stale odporne na korozję, aluminium, miedź, nikiel i ich stopy. Spawanie
MIG/MAG polega na stapianiu materiału spawanego i materiału elektrody topliwej ciepłem
łuku elektrycznego jarzącego się pomiędzy elektrodą topliwą i spawanym przedmiotem.
Proces spawania odbywa się w osłonie gazu obojętnego (MIG) lub aktywnego (MAG). Metal

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
85
spoiny formowany jest z metalu stapiającego się drutu elektrodowego i nadtopionych
brzegów materiału spawanego. Podstawowe gazy ochronne stosowane do spawania
MIG/MAG to gazy obojętne: argon, hel oraz gazy aktywne: CO2, H2, O2, N2, i NO,
stosowane oddzielnie lub tylko jako dodatki do argonu czy helu. Elektroda topliwa w postaci
drutu pełnego, zwykle o średnicy od 0,5 do 4,0 mm, podawana jest w sposób ciągły przez
specjalny system podający, z prędkością od 2,5 m/min. Palnik chłodzony może być wodą lub
powietrzem.
Spawanie metodą TIG
Jest to spawanie łukowe elektrodą nietopliwą w osłonie gazu. Łuk zostaje zajarzony
między końcem elektrody wolframowej a metalem rodzimym złącza. Elektroda w czasie
spawania się nie stapia. Zadaniem spawacza jest utrzymanie stałej długości łuku. Wartość
natężenia prądu jest nastawiana na źródle prądu. Jeziorko jest osłaniane przez gaz obojętny
wypierający powietrze z obszaru łuku. Jako gaz ochronny najczęściej stosowany jest argon.
Obecnie spawanie TIG jest jednym z podstawowych procesów wytwarzania konstrukcji,
zwłaszcza ze stali wysokostopowych, stali specjalnych, stopów niklu, aluminium, magnezu,
tytanu i innych. Spawać można w szerokim zakresie grubości złączy, od dziesiętnych części
mm do nawet kilkuset mm. Spawanie TIG prowadzone może być prądem stałym lub
przemiennym.
Bhp podczas spawania
Podczas spawania elektrycznego należy chronić oczy, ponieważ niewidzialne promienie
ultrafioletowe działają szkodliwie na oczy, podrażniają spojówkę i powodują jej zapalenie. Na
łuk elektryczny patrzymy przez szkło w tarczy ochronnej lub przez odpowiednie okulary.
Podczas spawania gazowego w pobliżu stanowiska powinno znajdować się naczynie
napełnione woda do ochładzania palnika. Odległość butli od płomienia palnika spawacza
powinna wynosić co najmniej 1 m. Zawory redukcyjne wolno odmrażać tylko za pomocą
pary lub gorącej wody. Węże doprowadzające gazy do palnika powinny mieć długość co
najmniej 5 m. Nie wolno smarować części palników i zaworów butli smarem lub oliwą,
ponieważ grozi to wybuchem. Zabronione jest przechowywanie w spawalni materiałów łatwo
palnych. Pomieszczenie, w którym odbywa się spawanie powinno być dobrze wietrzone.
4.11.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest spawanie?
2.
Na czym polega spawanie elektryczne?
3.
Co to jest spoina?
4.
Na czym polega spawanie gazowe?
4.11.3
Ćwiczenia
Ćwiczenie 1
Od nauczyciela otrzymasz próbki materiałów połączonych różnymi metodami.
Rozpoznaj te połączenia, które zostały wykonane metodą spawania elektrycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
obejrzeć próbki, rozpoznać próbki wykonane techniką spawania elektrycznego,
2)
udzielić poprawnej odpowiedzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
86
Wyposażenie stanowiska pracy:
−
różne rodzaje połączeń materiałów.
Ćwiczenie 2
Od nauczyciela otrzymasz próbki stalowe. Połącz te materiały metodą spawania
elektrycznego, stosując spoinę czołową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zukosować materiały,
2)
dobrać urządzenia i odzież ochronną,
3)
dobrać parametry spawania,
4)
wyregulować parametry spawania,
5)
wykonać połączenie,
6)
ocenić jakość wykonanej spoiny,
7)
uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały stalowe do spawania,
−
aparat spawalniczy.
Ćwiczenie 3
Od nauczyciela otrzymasz próbki stalowe. Połącz te materiały metodą spawania
elektrycznego, stosując spoinę pachwinową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zukosować materiały,
2)
dobrać urządzenia i odzież ochronną,
3)
dobrać parametry spawania,
4)
wyregulować parametry spawania,
5)
wykonać połączenie,
6)
ocenić jakość wykonanej spoiny,
7)
uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały stalowe do spawania,
−
aparat spawalniczy.
4.11.4
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyróżnić rodzaje spawania w zależności od źródła ciepła?
2)
wyjaśnić jakich elektrod używamy do spawania elektrycznego?
3)
przedstawić przebieg spawania gazowego?
4)
określić na jaki kolor malowane są bule z tlenem?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
87
4.12. Zgrzewanie, lutowanie i klejenie
4.12.1. Materiał nauczania
Zgrzewanie jest to proces łączenia metali przez nagrzanie obydwu części do stanu
plastycznego i następnie dociśnięciu ich do siebie. W zależności od źródła ciepła użytego do
nagrzania łączonych części rozróżnia się zgrzewanie:
−
oporowe (elektryczne),
−
ogniskowe,
−
gazowe.
Do łączenia części maszyn najczęściej stosuje się zgrzewanie oporowe, które dzieli się
na: doczołowe, punktowe, liniowe i garbowe. Źródłem ciepła w zgrzewaniu elektrycznym
oporowym jest prąd elektryczny, który w miejscu łączenia zamienia się w ciepło. Zgrzewanie
punktowe stosuje się do łączenia cienkich blach. Łączone brzegi blachy są dociśnięte dwiema
elektrodami w kształcie kłów, które zapewniają jednocześnie docisk łączonych części
i przepływ prądu przez złącze.
Zgrzewanie liniowe stosuje się w tych miejscach, w których potrzebna jest szczelność
szwów. Zgrzewanie tego rodzaju wykonuje się na zgrzewarkach liniowych.
Lutowanie jest to proces łączenia części, głównie metali, za pomocą wprowadzania
między łączone powierzchnie innego roztopionego metalu lub stopu (lutu). Podczas lutowania
części łączone pozostają w stanie stałym, natomiast lut przenika do szczeliny między nimi.
W czasie tego procesu wykorzystuje się siły adhezji i dyfuzji między cząsteczkami lutu
i łączonymi elementami. W zależności od temperatury topnienia lutu rozróżnia się:
−
lutowanie miękkie – temperatura topnienia lutu poniżej 500ºC,
−
lutowanie twarde – temperatura topnienia lutu powyżej 500ºC.
Lutowanie miękkie jest stosowane do uszczelniania zbiorników i naprawiania wyrobów
blaszanych. Luty miękkie są wykonane w postaci prętów, drutu, płytek, proszków, pałeczek.
Najczęściej stosowane luty są cynowo-ołowiowe, cynowe, cynkowo-ołowiowe, cynkowe,
kadmowe, bizmutowe, na osnowie indu, na osnowie galu.
Do lutowania niezbędne są również topniki, bez których lut się utlenia i źle wypełnia
szczeliny między łączonymi powierzchniami. Topnikami do lutowania miękkiego stali
i miedzi używana jest woda lutownicza (chlorek cynku). Lutowanie wykonuje się za pomocą
lutownicy.
Przebieg lutowania:
−
usunięcie z powierzchni łączonych rdzy, tłuszczu, farby itp.,
−
oczyszczenie powierzchni za pomocą topników,
−
rozgrzanie lutownicy i potarcie jej ostrza o topnik,
−
przyłożenie ostrza lutownicy do miejsca lutowania i pociągnięcie jej ostrzem wzdłuż
miejsca lutowania.
Lutowanie twarde
Lutowanie twarde stosowane jest do połączeń ślusarskich. Między innymi używa się go
w produkcji narzędzi skrawających. Lutami twardymi jest miedź lub jej stopy, stopy srebra
z miedzią, cynkiem i inne. Lutowanie twarde daje w efekcie połączenia szczelne i wytrzymałe
na rozerwanie. Jako topniki do lutowania twardego używa się boraks oraz kwas borowy
z domieszkami chlorków i fluorków sodu, potasu i innych. Źródłem ciepła podczas lutowania
twardego może być: płomień gazowy, urządzenie do grzania oporowego, łukowego,
indukcyjnego, a także ognisko kowalskie.
Przebieg lutowania:
−
oczyszczenie elementów łączonych,
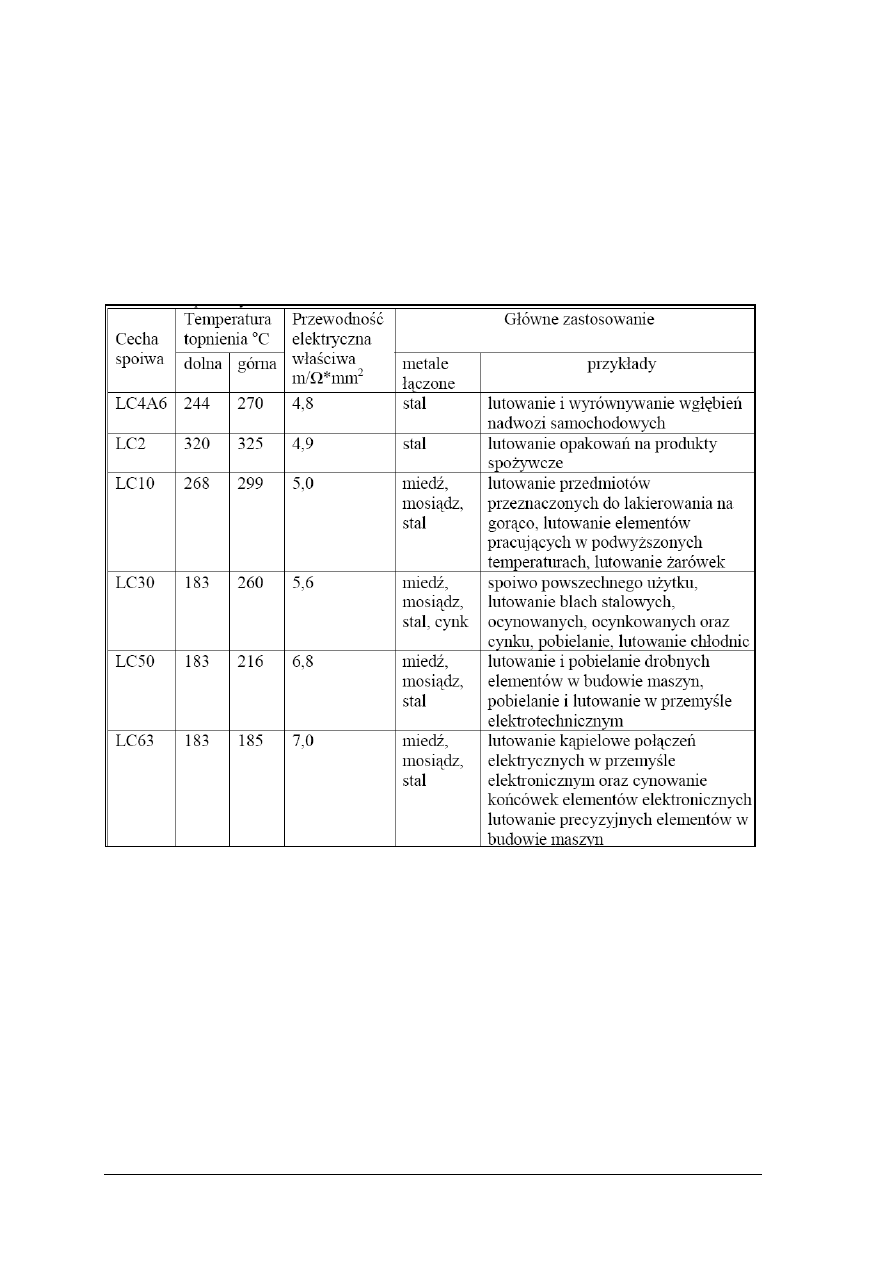
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
88
−
nasmarowanie elementów roztworem boraksu,
−
ułożenie między łączone powierzchnie lutu,
−
powiązanie obydwu części drutem i posypanie boraksem,
−
nagrzanie w ognisku kowalskim, w płomieniu palnika lub lampy lutowniczej.
Podczas lutowania należy pamiętać o przestrzeganiu zasad bhp. Należy zawsze chronić
ciało i ubiór przed żrącymi działaniami kwasów. Przygotowując wodny roztwór kwasu należy
także pamiętać o tym, aby zawsze wlewać kwas do wody, a nie odwrotnie.
Tabela 4. Spoiwa cynowo-ołowiowe [opracowanie własne]
Klejenie
Klejenie jest to proces polegający na nierozłącznym połączeniu metali w wyniku
wprowadzenia między przygotowane powierzchnie cienkiej warstwy substancji klejącej.
Musi się ona odznaczać dobrą adhezją, utrzymującą się po sklejeniu. Metoda klejenia
umożliwia łączenie materiałów o różnych własnościach np. metali z niemetalami.
W zależności od rodzaju łączonych materiałów do połączeń klejonych używa się różnych
klejów. Do klejenia metali używane są najczęściej kleje: epoksydowe, fenolowe,
karbinolowe, poliuretanowe, kauczukowe, poliestrowe, silikonowe, winylowe oraz
poliamidowe.
Proces klejenia:
−
oczyszczenie powierzchni klejonych,
−
odtłuszczenie powierzchni klejonych,
−
naniesienie kleju na powierzchnię elementów łączonych,
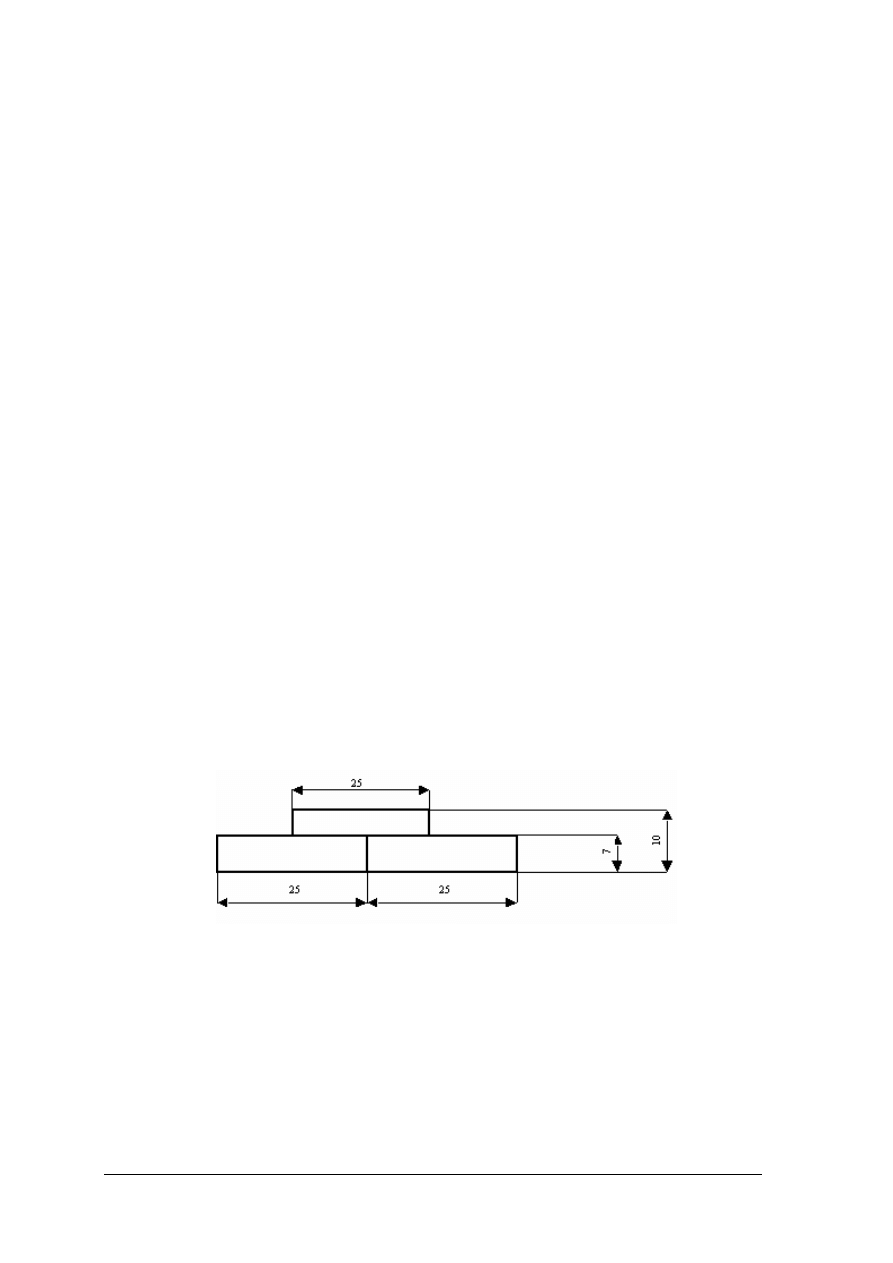
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
89
−
dociśnięcie klejonych powierzchni do siebie i utrzymanie docisku, do momentu
utwardzenia kleju.
Zasady bhp
Pracując z kwasami należy chronić ciało i ubiór przed ich żrącym działaniem. Należy
pamiętać aby przygotowując wodny roztwór kwasu zawsze wlewać kwas do wody, a nie
odwrotnie. Stosując lutownicę elektryczną należy sprawdzić, czy jest uziemiona. Podczas
lutowania zbiorników po cieczach łatwopalnych należy dobrze wypłukać zbiornik i lutować
go, gdy jest częściowo napełniony wodą.
Wykonując klejenie należy pamiętać aby pracownik był ubrany w ubranie ochronne oraz
miał rękawice gumowe. Powinien mieć również okulary ochronne, ponieważ podczas klejenia
ma się do czynienia bezpośrednio z odczynnikami chemicznymi. Pomieszczenia, w których
wykonuje się klejenie powinny być dobrze wietrzone.
4.12.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega proces lutowania?
2.
Jakie znasz rodzaje lutowania?
3.
Co to jest lut i do czego służy?
4.
W jakiej dolnej granicy temperatury wykonuje się lutowanie twarde?
5.
Jaka jest technika wykonywania lutowania twardego?
6.
Na czym polega proces zgrzewania?
7.
Co jest źródłem ciepła w zgrzewaniu elektrycznym oporowym?
8.
Na czym polega klejenie?
9.
Na czym polega proces klejenia?
4.12.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie lutowane płytek stalowych rozmieszczonych w sposób
przedstawiony na rysunku poniżej.
Rys. 1. Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować rysunek,
2)
oczyścić powierzchnie łączone,
3)
nagrzać główkę lutownicy i potrzeć jej główkę o topnik,
4)
dotknąć główką do lutu tak by po stopieniu na części roboczej osadziła się warstewka
stopu,
5)
ocynowaną część roboczą główki przyłożyć do miejsca lutowanego,
6)
potrzeć i rozprowadzić stop wzdłuż szwu aż do połączenia powierzchni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
90
Wyposażenie stanowiska pracy:
−
płytki stalowe,
−
narzędzia pomiarowe,
−
narzędzia do oczyszczenia powierzchni,
−
lutownica,
−
topniki,
−
lut.
Ćwiczenie 2
Od nauczyciela otrzymasz próbki materiałów. Rozpoznaj te próbki, które zostały
wykonane metodą zgrzewania, klejenia, lutowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
obejrzeć próbki,
2)
rozpoznać próbki wykonane metodą zgrzewania,
3)
rozpoznać próbki wykonane metodą klejenia,
4)
rozpoznać próbki wykonane metodą lutowania,
5)
udzielić odpowiedzi.
Wyposażenie stanowiska pracy:
−
różne rodzaje próbek łączonych różnymi metodami.
Ćwiczenie 3
Od nauczyciela otrzymasz różne materiały. Połącz te materiały metodą klejenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznać materiały,
2)
dobrać rodzaj kleju do materiału klejonego,
3)
oczyść materiały,
4)
zgodnie z zaleceniami producenta rozprowadź klej na materiał,
5)
docisnąć powierzchnie klejone do siebie,
6)
odczekać, aż klej zostanie utwardzony,
7)
pamiętać o stosowaniu przepisów bhp.
Wyposażenie stanowiska pracy:
−
dwa rodzaje materiałów,
−
odpowiedni rodzaj kleju.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
91
4.12.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić różnicę pomiędzy lutowaniem twardym i miękkim?
2)
wyjaśnić, do czego służy lut?
3)
przedstawić przebieg lutowaniem twardym?
4)
zlutować stalowe płytki?
5)
rozróżnić połączenia klejone?
6)
rozróżnić połączenia zgrzewane?
7)
dobrać odpowiedni rodzaj kleju do materiału?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
92
4.13. Bezpieczeństwo i higiena pracy i ochrona środowiska
podczas wykonywania obróbki: ręcznej, maszynowej
obróbki wiórowej oraz spajania metali
4.13.1. Materiał nauczania
Bezpieczeństwo i higiena pracy podczas obróbki ręcznej i maszynowej
Należy pamiętać o tym, że przestrzeganie zasad bhp na stanowisku pracy pozwala
uniknąć wielu wypadków. Przystępując do pracy na stanowisku obróbki ręcznej lub
maszynowej, pracownik powinien być ubrany w ubranie ochronne bez luźnych, zwisających
części, a na głowie mieć czapkę. Ze względu na bezpieczeństwo pracowników podłoga na
stanowisku obróbki ręcznej powinna być wykonana z kostki drewnianej lub mas asfaltowych.
Należy unikać rozlewania oleju lub zanieczyszczenia podłogi smarem, gdyż może to być
przyczyną powstawania wypadków. Na stanowiskach obróbki ręcznej i ręczno-maszynowej
powinna znajdować się instrukcja stanowiskowa, z którą pracownik powinien zapoznać się
przed
rozpoczęciem
pracy.
Podczas
pracy
na
stanowiskach
obróbki
ręcznej
i ręczno-maszynowej należy przestrzegać następujących przepisów i zasad:
1.
Sprzęt i maszyny powinny być obsługiwane przez uprawnionego, odpowiednio
przeszkolonego pracownika.
2.
Na widocznym miejscu musi znajdować się instrukcja obsługi urządzenia.
3.
Przedmioty obrabiane powinny być prawidłowo i pewnie zamocowane w ten sposób, by
podczas obróbki nie nastąpiło ich przesunięcie i odczepienie, co może być przyczyną
wypadku.
4.
Stanowiska robocze powinno być właściwe oświetlone.
5.
Należy pamiętać o porządku na stanowisku pracy, zwłaszcza o sposobie rozmieszczenia
i przechowywania narzędzi.
6.
Podczas pracy z piłami należy pamiętać o tym, że często dochodzi do okaleczeń rąk
o zadziory powstające na krawędziach blach. Zadziory te należy natychmiast usuwać
specjalnymi pilnikami lub skrobakami.
7.
Należy posługiwać się tylko sprawnymi narzędziami.
8.
Brzeszczoty pił powinny być odpowiednio naprężone.
9.
Podczas ostrzenia narzędzi i w czasie pracy na szlifierkach należy bezwzględnie używać
okularów ochronnych. Nie wolno dotykać lub zatrzymywać ręką obracających się części.
10.
Wirujące części urządzeń powinny być zabezpieczone osłonami.
11.
Narzędzia i urządzenia o napędzie elektrycznym powinny mieć uziemienie.
12.
Przewodów z uszkodzoną izolacją lub bez izolacji nie wolno dotykać ręką.
13.
Pomieszczenia, w których znajdują się stanowiska do obróbki ręcznej powinny mieć
zapewnioną prawidłową wentylację.
14.
Podczas wykonywania klejenia pracownik powinien używać okularów ochronnych.
Przepisy bezpieczeństwa i higieny pracy podczas wykonywania operacji obróbki
skrawaniem
1.
Pracownik pracujący przy obrabiarkach, przed podjęciem pracy powinien być
przeszkolony w zakresie obsługi urządzeń skrawających.
2.
Ubiór pracownika powinien być obcisły, zapięty na guziki, bez luźnych mankietów,
a głowa powinna być osłonięta czapką.
3.
Obrabiarki powinny być wyposażone w osłony chroniące obsługujących przed urazami
powodowanymi przez wióry.
4.
Na elementach obrotowych obrabiarek powinny być zamontowane osłony.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
93
5.
Przed uruchomieniem obrabiarki, należy zawsze sprawdzić poprawność zamocowanych
narzędzi skrawających i przedmiotów obrabianych.
6.
W czasie pracy urządzeń nie wolno:
−
hamować ruchu wrzeciona ręką,
−
dotykać ręką przedmiotu obrabianego,
−
dokonywać pomiarów przedmiotów będących w ruchu,
−
usuwać wiórów ręką,
−
zdejmować osłon zabezpieczających.
7.
Nie wolno czyścić obrabiarki sprężonym powietrzem, ponieważ może spowodować to
rozdmuchiwanie wiórów grożąc skaleczeniem oka.
8.
Przed rozpoczęciem pracy na szlifierce, należy sprawdzić stan ściernicy, gdyż
w przypadku uszkodzenia może ulec rozerwaniu.
9.
Pracownik pracujący przy szlifierce powinien mieć zawsze założone okulary ochronne.
10.
Stanowisko pracy powinno być dobrze oświetlone lampami elektrycznymi
przeznaczonymi do bezpośredniego oświetlenia stanowisk pracy.
11.
Podczas przerw w pracy obrabiarki, narzędzia skrawające powinny być odsunięte od
obrabianego przedmiotu.
12.
W przypadku zakończenia pracy lub unieruchomienia obrabiarki wyłączniki główne
i awaryjne powinny być zablokowane.
Przepisy bezpieczeństwa i higieny pracy podczas spajania metali
1.
Pracownik pracujący z kwasami powinien chronić ciało i ubiór przed żrącym działaniem
kwasów.
2.
Pracując z lutownicą elektryczną należy sprawdzić czy jest uziemiona.
3.
Podczas spawania elektrycznego należy chronić oczy, ponieważ niewidzialne promienie
ultrafioletowe działają szkodliwie na oczy, podrażniają spojówkę i powodują jej
zapalenie.
4.
Na łuk elektryczny patrzymy przez szkło w tarczy ochronnej lub przez odpowiednie
okulary.
5.
Podczas spawania gazowego w pobliżu stanowiska powinno znajdować się naczynie
napełnione woda do ochładzania palnika.
6.
Zabronione jest przechowywanie w spawalni materiałów łatwo palnych.
7.
Pomieszczenie, w którym odbywa się spawanie powinno być dobrze wietrzone.
8.
Wykonując klejenie należy pamiętać aby pracownik był ubrany w ubranie ochronne oraz
miał rękawice gumowe.
9.
Pomieszczenia, w których wykonuje się klejenie powinny być dobrze wietrzone.
4.13.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak powinien być ubrany pracownik podczas wykonywania obróbki ręcznej i ręczno –
mechanicznej?
2.
Jaki powinien być stan narzędzi używanych przez pracowników?
3.
Czego nie wolno robić w trakcie pracy na urządzeniach skrawających?
4.
Jak powinien być ubrany pracownik obsługujący obrabiarki skrawające?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
94
4.13.3.
Ćwiczenia
Ćwiczenie 1
Przeanalizuj tabelkę, w której przedstawione zostały opisy różnych sytuacji
zagrażających zdrowiu pracowników. Określ rodzaj zagrożenia wynikający z przedstawionej
sytuacji oraz podaj sposób rozwiązania problemu.
Opis zagrożenia
Rodzaj zagrożenia
Rozwiązanie problemu
Podczas wykonywania
operacji
trasowania
pracownik
ma
nieodpowiednio
ustawioną lampę
Pracownik
podczas
wykonywania operacji
wiercenia jest ubrany
w luźny
strój
ze
zwisającymi
mankietami.
Na
podłodze
jest
rozlany olej.
Przy
ostrzeniu
narzędzi pracownik
nie używa okularów
ochronnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić zagrożenia,
2)
uzupełnić tabelkę.
Wyposażenie stanowiska pracy:
−
przybory do pisania.
Ćwiczenie 2
Opisz zagrożenia występujące podczas szlifowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować wyposażenie stanowiska pracy,
2)
przeanalizować stanowiskową instrukcją bhp,
3)
przeanalizować instrukcję obsługi obrabiarki,
4)
wypisać zagrożenia,
5)
dokonać oceny ryzyka zawodowego.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi obrabiarek,
−
instrukcje stanowiskowe bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
95
4.13.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić zagrożenia na stanowisku obróbki ręczno-maszynowej?
2)
zastosować przepisy i zasady bhp na stanowisku pracy?
3)
wyjaśnić,
jaki
powinien
być
ubrany
pracownik
podczas
wykonywania prac z zakresu obróbki ręcznej?
4)
określić zagrożenia występujące podczas wykonywania frezowania?
5)
określić zagrożenia występujące podczas wykonywania toczenia?
6)
zastosować
przepisy
bhp
podczas
wykonywania
obróbki
skrawaniem?
7)
zastosować przepisy bhp podczas wykonywania spajania metali?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
96
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Zapoznaj się z zestawem zadań testowych.
3.
Test składa się z 20 zadań, do każdego masz 4 możliwości wyboru. Na karcie odpowiedzi
przy odpowiednim zadaniu postaw X, w razie pomyłki zaznacz kółeczkiem błędną
odpowiedź, następnie zaznacz odpowiedź prawidłową.
4.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
5.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
6.
Pracuj samodzielnie, będziesz miał satysfakcję z wykonanego zadania.
7.
Na rozwiązanie masz 35 minut.
Powodzenia!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
97
ZESTAW ZADAŃ TESTOWYCH
1.
Punktak traserski służy do
a)
wykreślania linii.
b)
punktowania wyznaczonych linii.
c)
nanoszenia rys na powierzchniach czołowych wałków.
d)
prowadzenia linii poziomych i pionowych.
2.
Malowanie materiału przed trasowaniem ma na celu
a)
zwiększenie widoczności trasowanych linii.
b)
nadanie przedmiotowi estetycznego wyglądu.
c)
zabezpieczenie przed korozją.
d)
zabezpieczenie przed zniszczeniem.
3.
Punktak traserski przedstawia rysunek
a)
a.
b)
b.
c)
c.
d)
d.
4.
Brzeszczot jest elementem
a)
nożyc krążkowych.
b)
nożyc gilotynowych.
c)
piłki ręcznej.
d)
nożyc ręcznych.
5.
Łysinka wzdłuż rowków wiertła służy do
a)
skrawania.
b)
usuwania wiórów.
c)
prowadzenia wiertła w otworze.
d)
ułożeniu wiertła na przedmiocie.
6.
Kąt wierzchołkowy wiertła do wiercenia stopów aluminium wynosi
a)
85–90°.
b)
130–140°.
c)
110–120°.
d)
50–75°.
7.
Rozwiercanie wykonuje się w celu
a)
pogłębienia otworu.
b)
uzyskania dużej dokładności otworu.
c)
uzyskania większej średnicy otworu.
d)
powiększenia otworu.
8.
Gwint trapezowy symetryczny oznacza się
a)
S48×8.
b)
M16LH.
c)
M12.
d)
Tr48×8.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
98
9.
Do lutowania miękkiego stosuje się luty, których temperatura topnienia nie przekracza
a)
600°C.
b)
500°C.
c)
800°C.
d)
200°C.
10.
Jako topnika do lutowania miękkiego używa się
a)
boraksu.
b)
chloru sodu.
c)
chlorku potasu.
d)
chlorku cynku.
11.
Butle tlenowe do spawania gazowego malowane są na kolor
a)
biały.
b)
czerwony.
c)
niebieski.
d)
zielony.
12.
Proces zgrzewania polega na
a)
nierozłącznym połączeniu metali poprzez wprowadzenie między przygotowane
powierzchnie cienkiej substancji.
b)
łączeniu metali przez nagrzanie obydwu części do stanu plastycznego i dociśnięciu
ich do siebie.
c)
łącznie elementów za pomocą cienkich elementów metalowych.
d)
łączenie metali przy pomocy elektrody.
13.
Obrabiarką nazywamy maszynę do
a)
kształtowania przedmiotów.
b)
zgrzewania przedmiotów.
c)
przewożenia przedmiotów.
d)
mierzenia przedmiotów.
14.
Kąt ostrza noża to
a)
kąt pomiędzy powierzchnią natarcia a płaszczyzną skrawania.
b)
kąt pomiędzy powierzchniami natarcia i przyłożenia.
c)
kąt pomiędzy powierzchniami natarcia a płaszczyzną prostopadłą do płaszczyzny do
płaszczyzny skrawania.
d)
kąt, który ma za zadanie zmniejszenie tarcia narzędzia o obrobioną powierzchnię.
15.
Konikiem nazywa się zespół tokarki służący do
a)
zamocowania przedmiotu.
b)
podpierania obrabianych przedmiotów.
c)
zwiększania obrotów silnika.
d)
zmiany położenia przedmiotów.
16.
Toczenie stożków ze skręconymi saniami narzędziowymi stosuje się do obróbki stożków
a)
o małej zbieżności.
b)
wewnętrznych.
c)
zewnętrznych.
d)
stożków krótkich.
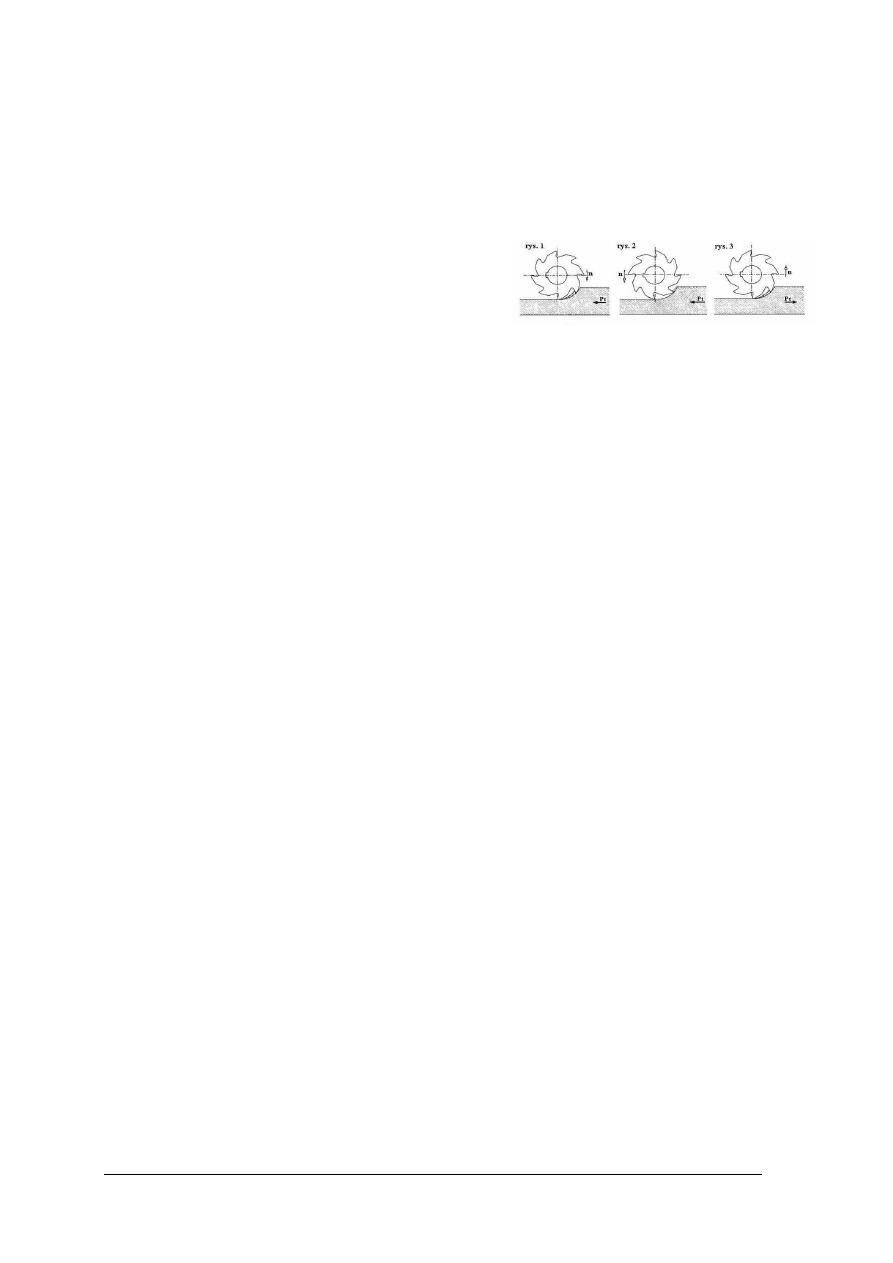
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
99
17.
Frezowanie walcowe polega na skrawaniu materiału frezem
a)
leżącym na powierzchni walcowej.
b)
z ostrzami położonymi na powierzchni czołowej.
c)
leżącym na powierzchni stożkowej.
d)
leżącym na powierzchni okrągłej.
18.
Frezowanie przeciwbieżne przedstawia rys.
a)
rys.1
b)
rys.2.
c)
rys.3
d)
rys.1 i rys.3.
19.
Pomiary warsztatowe wykonujemy w celu sprawdzenia
a)
stanu wykonanego przedmiotu.
b)
wyglądu wykonanego przedmiotu.
c)
chropowatości wykonanego przedmiotu.
d)
dokładności wykonanego przedmiotu.
20.
Suwmiarka służy do wykonania
a)
pomiarów mniej dokładnych.
b)
pomiarów zewnętrznych, wewnętrznych i głębokości.
c)
sprawdzenia płaskości powierzchni.
d)
sprawdzenia kąta prostego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
100
KARTA ODPOWIEDZI
Imię i nazwisko...............................................................................
Stosowanie podstawowych technik wytwarzania części maszyn
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
101
6. LITERATURA
1.
Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP,
Warszawa 1993
2.
Jaczewski J., Opalińska E., Pruszkowski W.: Wiadomości z techniki. PWRiL, Warszawa
1981
3.
Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1992
4.
Malinowski J.: Pasowania i pomiary. WSiP, Warszawa 1991
5.
Mały poradnik mechanika. Tom I i II. WNT, Warszawa 1996
6.
http://www.samochodowka.koszalin.pl/warsztaty
7.
http://www.welding.republika.pl
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron