Inżynieria Wiedzy – PROJEKT – część 1
Rok akademicki 2012/2013
Zespół:
Kulecka Aleksandra
Temat:
"Proces wytwarzania
płyty winylowej"
Data oddania projektu:
Specjalność:
EI, 5 rok
Ocena
A.
Charakterystyka procesu:
1. Słowniczek pojęć:
Masa "Mikro" - Masa do wyrobu płyt gramofonowych była tworzywem termoplastycznym i musiała
spełniać warunki określone w normie ZN-61/MPCh.-5029. W zależności od sposobu formowania
masy na wytłaczarce, była w postaci płytek lub granulek. Masę w postaci płytek układano po 20
płytek w paczce (owijanej papierem pakowym), a następnie umieszczano po 50 kg netto w szczelnie
zamykanych skrzyniach. Masa w postaci granulatu pakowana była do worków igelitowych
zabezpieczonych zewnętrznie jutowymi lub wielowarstwowymi workami papierowymi. Masę
przechowywano w temperaturze nieprzekraczającej +25
O
C. Do produkcji masy używano
następujących surowców:
polichlorek winylu. Był to biały krystaliczny proszek bez zapachu. Pakowany był
w wielowarstwowe worki papierowe po 30 lub 50 kg,
kopolimer chlorku i octanu winylu. Miał postać proszku o lekko żółtawym zabarwieniu.
Pochodził z importu i pakowany był w wielowarstwowe worki papierowe,
stearynian kadmowy-mieszanina soli kadmowych kwasów tłuszczowych /głównie
stearynowego i polmitynowego/. Miał postać drobno krystalicznego białego lub kremowego
proszku. Pakowany był w worki papierowe po 20 lub 50 kg, a następnie dodatkowo w worki
jutowe lub igelitowe,
ftalan dwubutylu. Była to jednorodna, przeźroczysta ciecz bez mechanicznych zanieczyszczeń.
Dostarczany był w metalowych hobokach, wymagał ochrony przed dostępem światła,
ftalan dwuaktylu. Oleista ciecz bez osadu, dostarczana była w hobokach. Stosowano go
zamiennie z ftalanem dwubutylu,
sadza. Czarny puszysty i lekki proszek, pakowany w worki papierowe wielowarstwowe
o wadze 25 kg. Stosowano sadze o symbolu TG-15 lub KN-2,
wosk Montana. Dostarczany był w postaci kostek koloru ciemnobrązowego, wielkości dużego
mydła, pakowanych osobno w kartonowe pudła.
Galwanizernia - miejsce, w którym odbywał się proces tworzenia negatywów z otrzymywanych
pozytywów (nazywanych "pierwszymi"). Pozytyw "pierwszy" to niklowa płyta z zapisem dźwięku,
która powstała w wyniku natryskowego srebrzenia miękkiej części acetatu i podawana była następnie
procesowi galwanizacji. Podczas tego procesu na acetatcie powstawała metalowa, niklowa płyta z
zapisem dźwięku w postaci mikrorowków. Jeden pozytyw wystarczał na wykonanie około 10 000
sztuk płyt.

Ciastko - Porcja przetopionej masy "Mikro" w owal o znacznej grubości i średnicy. Z "ciastka"
wytłaczana jest płyta winylowa, gotowa do odsłuchu.
2. Krótki opis procesu:
Na prasie tłoczącej góra-dół były zamontowane matryce. Na stronie wypukłej dokładano etykiety na
płyty. Obok prasy na podręcznym urządzeniu nagrzewał się pojemnik z masą. Kiedy masa osiągnęła
odpowiednią plastyczność wkładano ją do prasy i rozpoczynano proces tłoczenia. Technologicznie
ustalony był czas grzania i studzenia.
Prasowanie masy polichlorku winylu z komponentami pomiędzy matrycami niklowymi (negatywami)
odbywało się w temperaturze 160
O
C oraz ciśnieniu od 120-200 atmosfer (w zależności od wielkości
płyty). Masa do tłoczenia płyt była tworzywem termoplastycznym, które w trakcie prasowania nie
ulegała żadnym znaczniejszym przemianom chemicznym. Długotrwałe ogrzewanie masy mogło
jednak powodować nieodwracalne procesy chemiczne (częściowy rozkład polichlorku winylu),
dlatego też czas ogrzewania i temperatura były ściśle określone w instrukcjach pracy dla każdego
rodzaju prasy. Wydajność procesu wynosiła od 75%-90% w stosunku do masy. Powstałe straty
składały się na: odpady (część masy, która podczas prasowania wypływała z formy przez szczelinę –
12%), braki (płyty posiadające skazy dyskwalifikujące je do sprzedaży-pozostały procent).
3. Model procesu:
OT 1 (Parametry mat. wsadowego)
o OT 1.1 (Średnica dysku)
OT 1.1.1 (Long Play)
OT 1.1.2 (Short Play)
OT 2 (Etykietki z nadrukiem)
o OT 2.1 (Wycinanie otworu środkowego)
OT 2.1.1 (Wyznaczenie środka)
OT 2.1.2 (Wycięcie)
o OT 2.2 (Przycinanie na średnicę etykietki)
OT 3 (Przygotowanie "ciastek")
o OT 3.1 (Odmierzanie ilości składników)
o OT 3.2 (Topienie sproszkowanej masy)
o OT 3.3 (Odmierzenie masy na "ciastko")
OT 4 (Przytwierdzanie etykietek do "ciastek" z masy "Mikro")
o OT 4.1 (Wyznaczenie środka "ciastka")
o OT 4.2 (Przyłożenie plakietki)
OT 5 (Tłoczenie płyty)
o OT 5.1 (Przesunięcie "ciastka" z jedną etykietką na matrycę)
o OT 5.2 (Przyłożenie drugiej plakietki)
o OT 5.3 (Prasowanie "ciastka" w płytę)
OT 5.4 (Ciśnienie prasy - 100 T)
OT 5.5 (Temperatura matryc - 380 F)
OT 5.6 (Czas prasowania - 28 s)
OT 5.7 (Szybkie chłodzenie odcisku)
o OT 5.4 (Przycinanie nadmiaru materiału)

4. Parametry procesu:
OT 1 (Parametry materiału wsadowego)
Na początku procesu odbywa się przygotowanie matrycy z tzw. nagrania masterowego.
Poprzez nakładanie warstwy srebra i chromu, tworzy się metalową matrycę wykorzystywaną do
wykonywania późniejszych odcisków płyty winylowej. Ze względu na dwa popularne rodzaje nagrań
LP i SP, wielkość matrycy jest odpowiednio dobierana.
OT 1.1 (Średnica dysku)
W zależności od narzuconego przez artystę rodzaju płyty (wielkości dysku master),
dobiera się odpowiednią średnicę matrycy, która jest nieco mniejsza od średnicy dysku
master, ze względu na dodatkową obróbkę skrawaniem w procesie przygotowania samej
matrycy.
OT 1.1.1 (Long Play)
Średnica matrycy wynosi 12 cali (około 30,48 cm).
OT 1.1.1 (Short Play)
Średnica matrycy wynosi 7 cali (około 17,78 cm).
OT 2 (Etykietki z nadrukiem)
Plakietki przygotowane przez drukarnie są kształtu kwadratu o długości boku około 11 cm.
Wykonany na nich nadruk mieści się w okręgu o średnicy 10 mm.
OT 2.1 (Wycinanie otworu środkowego)
Ze względu na sposób odtwarzania każdej płyty winylowej, etykietka z nadrukiem
informacyjnym ma stałą średnicę (10 cm). Konieczne jest wyznaczenie jej środka oraz
wycięcie otworu, odpowiadającego średnicą otworowi na płycie winylowej.
OT 2.1.1 (Wyznaczenie środka etykietki)
Wyznaczenie środka plakietki odbywa się maszynowo.
OT 2.1.2 (Wycięcie otworu środkowego etykietki)
Średnica otworu środkowego etykietki wynosi 7 mm dla płyt radzieckich oraz
7,24 mm dla płyt produkcji amerykańskiej i europejskiej.
OT 2.2 (Przycinanie na średnicę etykietki)
Z kwadratowych plakietek, wycina się za pomocą ostrza o kształcie okręgu krążki
etykietek na średnicę 10 cm. Odbywa się to na prasie z ostrzem. Przygotowane etykietki będą
potem przykładane do rozgrzanych "ciastek".

OT 3 (Przygotowanie "ciastek")
W celu odmierzenia porcji roztopionej masy "Mikro" do specjalnego pojemnika wsypuje się
granulat tej masy. Specjalne piece roztapiają ten granulat a następnie formuje się z porcji masy
"ciastko", które w późniejszym procesie formowania będzie kształtowane na płytę winylową.
OT 3.1 (Odmierzanie ilości składników)
W zbiorniku z granulatem należy przez cały czas uzupełniać ilość masy "Mikro" aby
produkcja płyt była ciągła.
OT 3.2 (Topienie sproszkowanej masy)
Piec podgrzewa przygotowaną porcję masy "Mikro". Przy zbyt długim procesie
podgrzewania tej masy może dość do nieodwracalnych przemian chemicznych, które mogą
skutkować niewłaściwym zachowaniem się "ciastka" (np. przywieranie do matryc), również
przy zbyt krótkim okresie podgrzewania tej masy może dojść do niestopienia się składników,
czego wynikiem będzie kruche, nieformowalne "ciastko".
OT 3.3 (Odmierzenie masy na "ciastko")
Wielkość "ciastka" zależna jest od producentów płyt oraz od materiału
wykorzystywanego na masę.
OT 4 (Przytwierdzanie etykietek do "ciastek" z masy "Mikro")
Odmierzona ilość przetopionego granulatu otrzymuje jedną etykietkę, która
przywiera do powierzchni "ciastka", następuje tutaj pokrycie się otworu środkowego etykiety
i "ciastka".
OT 4.1 (Wyznaczenie środka "ciastka")
Roztopiona porcja masy "Mikro" umieszczana jest równomiernie wokół bolca o
odpowiedniej średnicy (średnica otworu środkowego etykietki).
OT 4.2 (Przyłożenie plakietki)
Na bolec przykładana jest papierowa plakietka, tak, aby otwory się pokryły.
OT 5 (Tłoczenie płyty)
Tłoczenie płyty winylowej odbywa się na obustronnej prasie wyposażonej w matryce
(negatywy nagrania master, z wypukłymi żłobieniami odpowiadającymi rowkom na nagraniu master).
OT 5.1 (Przesunięcie "ciastka" z jedną etykietką na matrycę)
Ciastko wraz z jedną etykietą wędruje na dolną matrycę za pomocą mechanicznego
ramienia.

OT 5.2 (Przyłożenie drugiej plakietki)
Następuje nałożenie na bolec górnej matrycy drugiej plakietki.
OT 5.3 (Prasowanie "ciastka" w płytę)
Przygotowane ciastko ulega formowaniu w płytę winylową.
OT 5.3.1 (Ciśnienie prasy)
Ciśnienie prasy wynosi 100 ton.
OT 5.3.2 (Temperatura matryc)
Temperatura, do której podgrzewa się matryce wynosi 380 stopni Farenheita,
czyli około 183,33 stopni Celsjusza
OT 5.3.3 (Czas prasowania)
Czas na zmianę położenia prasy górnej do położenia końcowego to około 28
sekund.
OT 5.3.4 (Szybkie chłodzenie odcisku)
Przeprasowana płyta wraz z nadmiarem masy "Mikro" jest szybko chłodzona
za pomocą wody, co pozwala na "zahartowanie" plastycznej masy i uformowanie
ostatecznego kształtu rowków.
OT 5.4 (Przycinanie nadmiaru materiału)
Nadmiar stwardniałej masy "Mikro" jest obcinany za pomocą specjalnego noża, który
nadaje płycie ostateczny wymiar 12 lub 7 cali.
5. Zalecane wartości:
Operacja
technologiczna
Parametr symbol
Parametr
nazwa
i wymiar
Zalecane wartości
OT
1
(Parametry
materiału wsadowego)
Śr.
Średnica matrycy (cale) LP - 12 cali, SP - 7 cali
Śr. Ś.
Średnica
otworu
środkowego (mm)
7 mm dla standardu
radzieckiego, 7,24 mm
dla
standardu
europejskiego
i
amerykańskiego
OT
2
(Etykietki
z nadrukiem)
Śr. E.
Średnica etykietki (cm) 10 cm
Śr. Ś. E.
Średnica
otworu
środkowego etykietki
(mm)
Jak dla Śr. Ś. OT 1
OT 3 (Przygotowanie
"ciastek")
Temp.
Temperatura topienia
masy (
O
C)
70
O
C + 5
O
C
OT 4 (Przytwierdzanie
etykietek do "ciastek"
z masy "Mikro")
Środek
Środek "ciastka"
Wyznaczany
przez
bolec na matrycy
OT 5 (Tłoczenie płyty)
T. M.
Temperatura
matryc
(F)
380 F
P.
Nacisk matryc (Tony)
100 T
T.
Czas prasowania (sek.)
28 sek
Śr. K.
Średnica
końcowa
płyty (cale)
Jak dla Śr. OT 1
Temp. Ch.
Temperatura
chłodzenia (
O
C)
Nie mniej niż 18
O
C
B.
Kryteria oceny końcowej
Możemy wyróżnić następujące kryteria oceny końcowej naszego produktu:
Wygląd zewnętrzny - Umiejscowienie etykietek na gotowej płycie, czy na odpowiedniej
stronie płyty znajduje się odpowiednia plakietka, ich umiejscowienie względem środka płyty
Wytrzymałość (odporność na ugięcia, zarysowania) - Czy masa "ciastka" nie była
przetrzymywana w zbyt niskiej temperaturze, co powoduje kruchość płyty
Wymiary końcowe - Czy płyta została przycięta do odpowiedniego wymiaru, czy plakietki
mają odpowiedni wymiar, nie są postrzępione lub podarte
Jakość produktu - Ogólny wygląd zewnętrzny, czy płyta posiada pęknięcia, lub wyraźne braki
w ciągłości rowku, czy etykietka jest cała, nie podarta, nie nadpalona, nie przebarwiona, czy
płyta jest prosta, nie wygięta w procesie formowania, czy plakietka się odkleja od płyty.
Jakość rowków - Czy zapisane rowki odpowiadają nagraniu master, czy jakość nagrania jest
odpowiednia, czy po zahartowaniu płyty wodą nie uległo pogorszeniu nagranie.

C.
Wady
Tłoczenie płyty winylowej może być obarczone następującymi wadami:
Etykietki na płycie są przesunięte względem otworu środkowego płyty, (nastąpiło
przesunięcie etykiet w podajniku => należy poprawić ułożenie plakietek w podajniku lub
masa "ciastka" poruszyła się przy przenoszeniu na matrycę => wyczyścić ramie przenoszące
ciastko)
Etykietki są naklejone na niewłaściwych stronach (nastąpiła zamiana etykiet w podajnikach
=> zmienić zawartość podajników),
Niewłaściwe etykietki zostały naklejone (nastąpiło naklejenie niewłaściwych etykiet na płytę
=> zmienić zawartość podajników),
Etykietki są nadpalone (temperatura matryc jest zbyt wysoka => zmniejszyć temperaturę
matryc),
Etykietki są nadtargane (masa "ciastka" jest zbyt gorąca, co powoduje zbytnie przyleganie
etykietki do niego = > zmniejszyć temperaturę pieca topiącego masę),
Etykietki są przebarwione (podajnik z etykietami jest zabrudzony => wyczyścić podajnik z
etykietami lub temperatura matryc jest zbyt wysoka => obniżyć temperaturę matryc),
Etykietka odkleja się od płyty (temperatura matryc jest zbyt niska => podnieść temperaturę
matryc lub temperatura ciastka jest zbyt niska => podnieść temperaturę pieca topiącego
masę "Mikro" lub temperatura ciastka jest zbyt niska => skrócić czas miedzy roztopieniem
masy i przetransportowaniem na matrycę),
Płyta jest zbyt krucha (temperatura ciastka jest zbyt niska => podnieść temperaturę pieca
topiącego masę "Mikro" lub temperatura matryc jest zbyt niska => podnieść temperaturę
matryc),
Płyta posiada pęknięcia (temperatura "ciastka" jest zbyt niska => podnieść temperaturę pieca
topiącego masę "Mikro"),
Płyta posiada braki w ciągłości rowków (wystąpiło zabrudzenie matryc => wyczyścić matryce),
Płyta jest krzywa (matryca się odkształciła => poprawić kształt matryc lub woda do
hartowania ma zbyt niską temperaturę => podnieść temperaturę wody),
Płyta jest zbyt mała (podano zbyt małą ilość masy "Mikro" => zmienić ustawienia podajnika
masy lub odległość noży skrawających jest zbyt duża => poprawić położenie noży),
Płyta jest zbyt duża (noże skrawające są odsunięte zbyt daleko => zmienić położenie noży
skrawających),
Płyta jest zbyt gruba (nacisk prasy jest zbyt mały => poprawić nacisk masy lub odległość
końcowa między kowadłami jest zbyt duża => poprawić odległość końcową kowadeł prasy),
Nagranie zbytnio trzeszczy (nie zahartowano płyty => przygotować płytę na nowo lub
uszkodzeniu uległa matryca => wymienić matrycę lub płyta była zbyt długo prasowana =>
skrócić czas prasowania),
Nagranie jest niewłaściwe (założono niewłaściwe matryce => zmienić matryce),
Nagranie jest o wiele gorszej, jakości niż nagranie na płycie master (matryce uległy starciu =>
przygotować nowe matryce)

D.
Wady - opis tabelowy
Wada
Przyczyna
Zalecane wartości
parametrów
Przyczyna (opis)
Etykieta jest nadpalona Temperatura matryc
w OT 5.3.2 jest zbyt
wysoka
T. M. powinna wynosić
380 F
W wyniku zbyt
wysokiej temperatury
matryc, przyłożone do
"ciastka" etykiety są
narażone na zbyt
wysoką temperaturę.
Podczas działania zbyt
wysokich temperatur,
papier etykiet uległ
nadpaleniu.
Płyta jest krucha
Temperatura matryc w
OT 5.3.2 jest zbyt
niska, lub temperatura
ciastka jest zbyt niska
w OT 3.2
T.M. powinna wynosić
380 F, temperatura
"ciastka" powinna
wynosić Temp. = 70
O
C
+ 5
O
C
W wyniku
niewłaściwego
przygotowania masy
"ciastka" masa nie
stopiła się właściwie
lub proces jej
chłodzenia zaczął się
zbyt wcześnie,
powoduje to
powstawanie sporych
pęknięć w czasie
prasowania płyty.
Pęknięcia mogą
powstawiać również
w momencie, kiedy
temperatura matryc
jest o wiele niższa niż
temperatura "ciastka",
co powoduje jego
zbytnie przechłodzenie
i powstawianie pęknięć
podczas prasowania.
Płyta jest krzywa
Matryca zmieniła swój
kształt w OT 5.3 lub
woda używana do
chłodzenia ma
temperaturę o wiele
niższą niż temperatura
pokojowa
Temp. Ch. Powinna
wynosić 18
O
C
Zmiany kształtu
matrycy wpływają na
końcowy kształt płyty.
Również zbyt niska
temperatura wody
używanej do
schładzania płyty jest
odpowiedzialna za
nierównomierne
hartowanie się płyty,
a powstające
wewnątrz materiału
naprężenia powodują
deformację płyty

Nagranie zbytnio
trzeszczy
Nie zahartowano płyty
w OT 5.3.4 lub matryca
w OT 5.3 uległa
zniekształceniu lub
zabrudzeniu, lub płytę
poddano prasowaniu
w zbyt długim czasie w
OT 5.3.3
Po procesie
kształtowania powinno
nastąpić hartowanie
płyty, matryca musi
być równa, T. powinno
wynosić 28 sekund
Przy niewłaściwym
kształcie rowków płyta
może wydawać
trzeszczące dźwięki.
Kształt rowków jest
zależny, od jakości
kształtu i stopnia
zabrudzenia matrycy,
czasu prasowania
"ciastka" oraz
zahartowania płyty po
prasowaniu (jego brak
może spowodować
deformację rowków w
wyniku powolnego
schładzania się płyty i
działania sił (np. siły
grawitacji,
powodującej
spłaszczanie się
żłobień lub naprężeń
cieplnych, które mogą
spowodować
odkształcenie się
rowków).
Płyta jest zbyt mała
Podano zbyt małą ilość
materiału na "ciastko"
w OT 3.3 lub odległość
noży skrawających
nadmiar materiału
w OT 5.4 jest zbyt mała
Granulat w dozowniku
powinien być stale
uzupełniany, średnica,
na jaką skrawają noże
powinna wynosić Śr. K.
LP - 12 cali, SP - 7 cali
Niewystarczająca ilość
granulatu na masę
ciastka może
spowodować podanie
jego zbyt małej ilości
na prasę, co z kolei
spowoduje wykonanie
niepełnego odcisku
matryc. Innym
powodem zbyt małej
średnicy płyty
końcowej jest
niewłaściwe położenie
noży skrawających
nadmiar materiału tak,
że odcinają one zbyt
dużą ilość materiału.

E.
Zestaw pytań dla systemu ekspertowego
1. Jaką wadę zdiagnozowałeś?
a. Etykieta na płycie jest nadpalona
b. Płyta jest krucha
c. Płyta jest krzywa
d. Nagranie zbytnio trzeszczy
e. Płyta jest zbyt mała
2. Jaka jest temperatura matryc?
3. Jaka jest temperatura "ciastka"?
4. Jaka jest temperatura wody do chłodzenia?
5. Czy zahartowano płytę?
a. Tak
b. Nie
6. Czy matryca jest odkształcona?
a. Tak
b. Nie
7. Jaki był czas prasowania "ciastka"?
8. Czy jest granulat w dozowniku granulatu?
a. Tak
b. Nie
9. Czy płyta jest Long Play'em czy Short Play'em?
a. LP
b. SP
10. Jaka jest średnica końcowa otrzymanej płyty?
F.
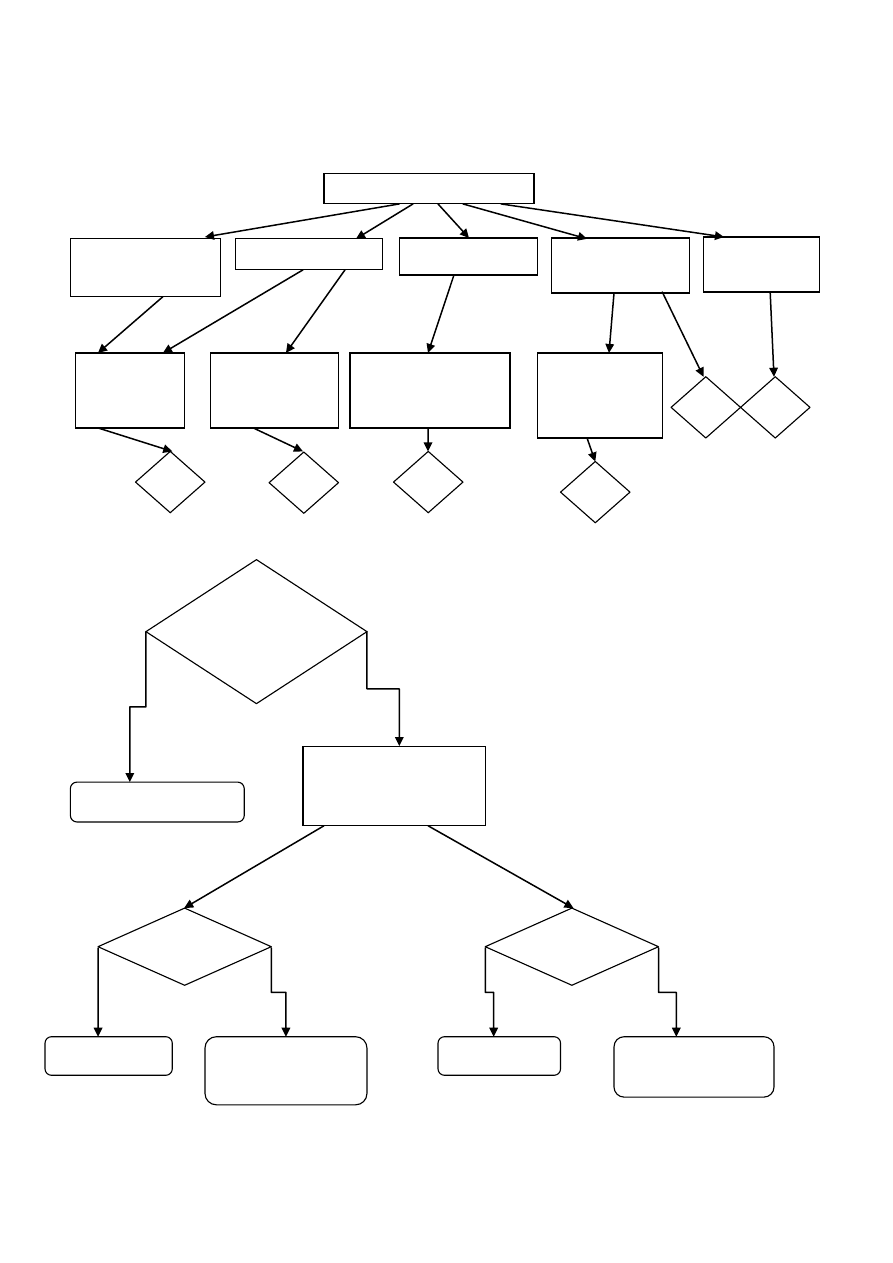
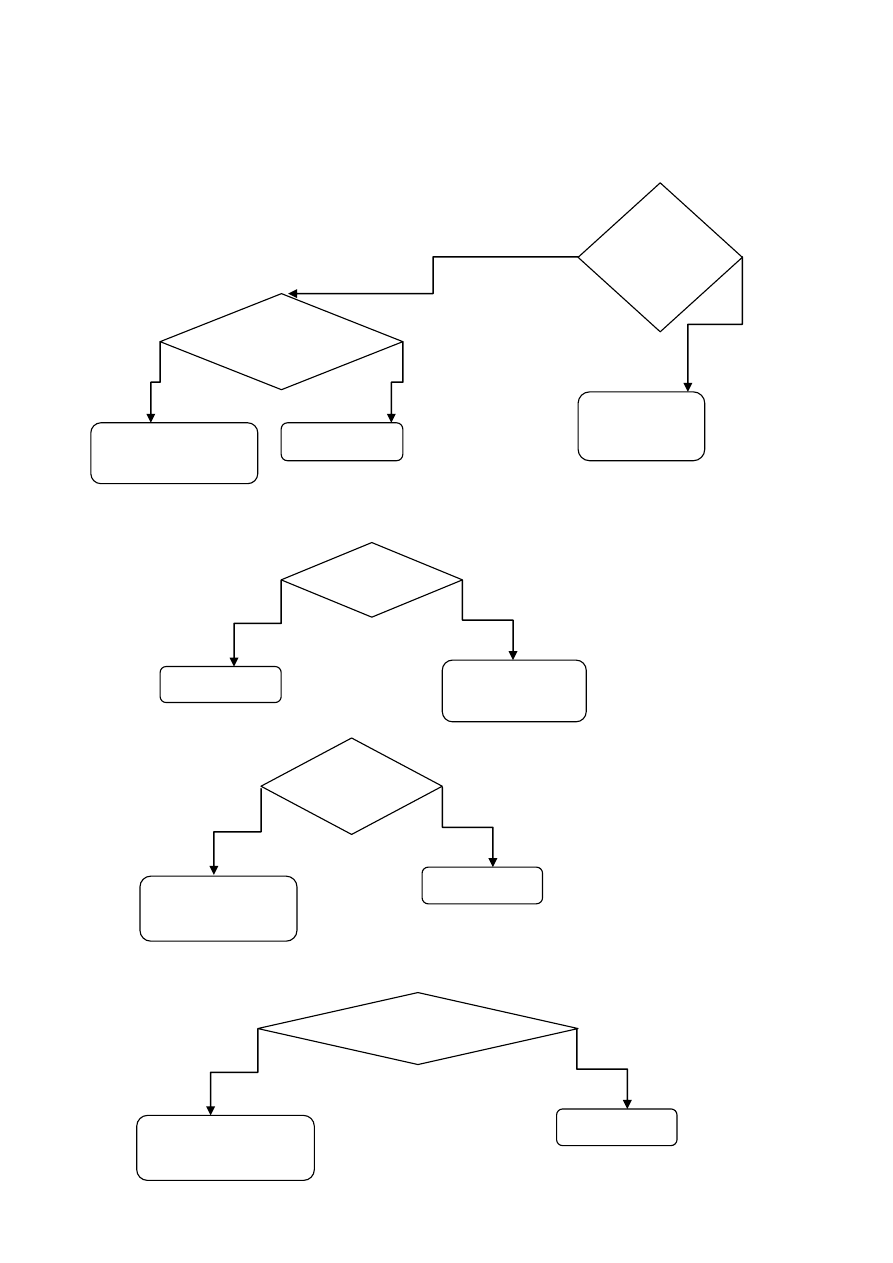
Drzewo decyzyjne
1.
Jaką wadę zdiagnozowałeś?
Etykieta na płycie
jest nadpalona
Płyta jest krucha
Płyta jest krzywa
Nagranie zbytnio
trzeszczy
Płyta jest zbyt
mała
Jaka jest
temperatura
matryc?
Jaka jest
temperatura
ciastka?
Jaka jest
temperatura wody
do chłodzenia?
Jaki był czas
prasowania
ciastka?
Czy jest
granulat w
dozowniku?
1
2
Uzupełnić granulat
Czy płyta jest Long
Play'em czy Short
Play'em?
Śr. K. < 12
Śr. K. < 7
Błąd nieznany
Ustawić poprawną
średnicę wykroju
Błąd nieznany
Ustawić poprawną
średnicę wykroju
3
4
5
6
2.
3.
4.
5.
Czy
zahartowa
no płytę?
Czy matryca jest
odkształcona?
Przygotować
płytę od nowa
Błąd nieznany
Przygotować nową
matrycę
T. <28 sek.
Błąd nieznany
Wydłużyć czas
prasowania
Temp. Ch.
= 18
O
C.
Dostosować
temperaturę wody
Błąd nieznany
65
O
C< Temp.<75
O
C
Dostosować
temperaturę pieca
y
Błąd nieznany
6.
G.
Spis źródeł wiedzy
1. http://pthpionki.pl/pliki/Historia%20t%C5%82oczni%20ZTS%20Pronit%20w%20Pionkach%20
-%20Publikacja.pdf
2. http://pl.wikipedia.org/wiki/P%C5%82yta_gramofonowa#Rodzaje_p.C5.82yt_i_parametry_t
echniczne
3. http://www.savethevinyl.ugu.pl/o5.html
4. http://pl.wikipedia.org/wiki/Nietypowe_p%C5%82yty_gramofonowe
5. http://portalwiedzy.onet.pl/44179,,,,plyta_gramofonowa,haslo.html
6. http://www.lay-belle.com/
7. Dostęp do stron na dzień: 20 grudnia 2012 godzina 20:13
T. M. = 380 F
Dostosować
temperaturę matryc
y
5
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron