6/6/2013
1
PRZETWORY Z MIĘSA
Wykład nr. 10b
Ver. 1
1
Przetwory mięsne
Wędliny
Produkt spożywczy otrzymany
z mięsa, tłuszczu i podrobów
zwierząt rzeźnych, dziczyzny i
drobiu z ewentualnym
dodatkiem surowców
uzupełniających
Konserwy mięsne
Produkt spożywczy zamknięty w
hermetycznym opakowaniu poddany
obróbce termicznej powodującej
zniszczenie lub redukcję mikroflory do
poziomu zapewniającego jego
trwałość i bezpieczeństwo zdrowotne
2
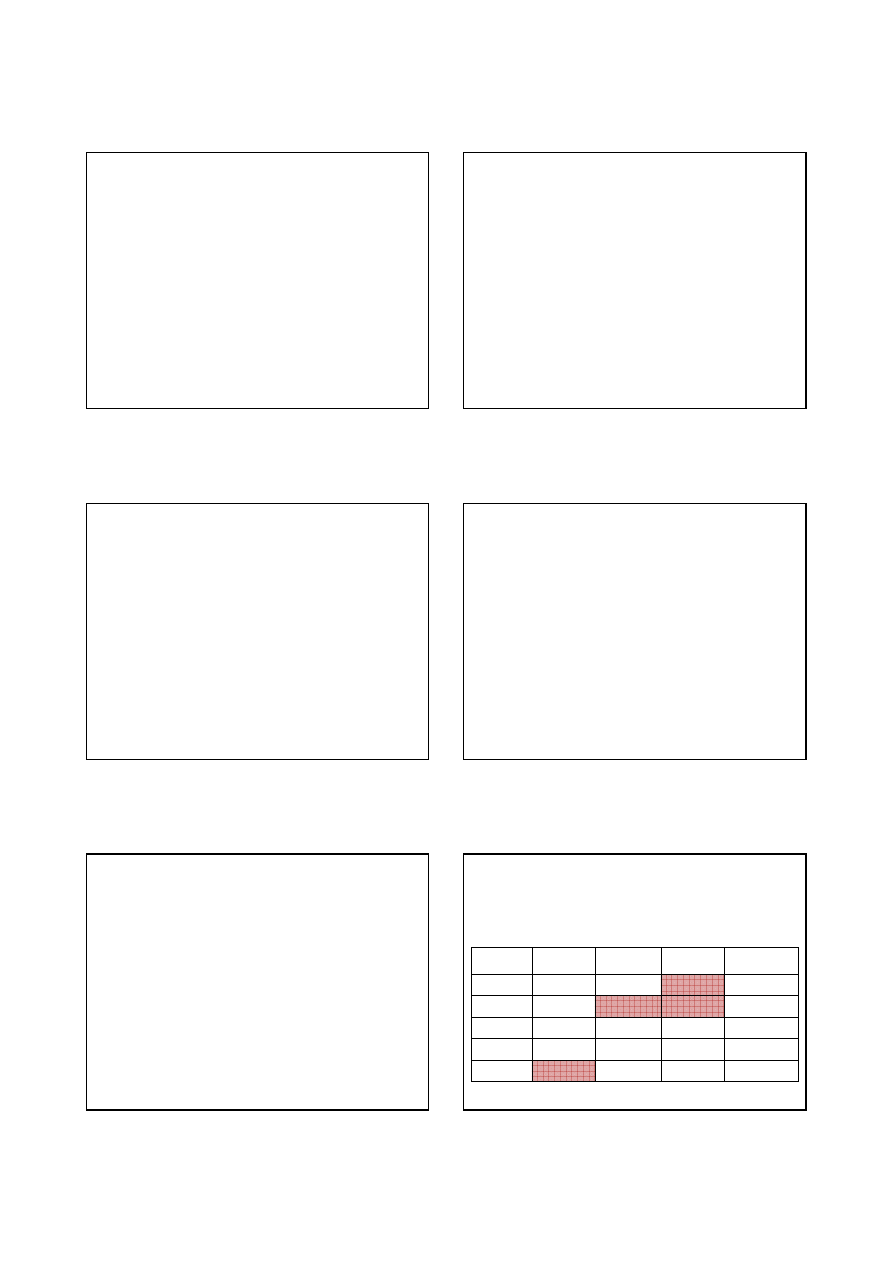
Skład chemiczny niektórych wędlin rynkowych
produkt
Białko [%] Tłuszcz [%]
Węgl.
[%]
Fe
mg%
Kabanosy
27
24
0
2,3
Krakowska
sucha
25
24
0
2,1
Kiełbasa śląska
14
14
0
1,8
Salami
21
52
1,4
2,1
Szynka
15,7
17,6
1,0
1,0
kaszanka
8,5
18,5
13,6
10,6
3
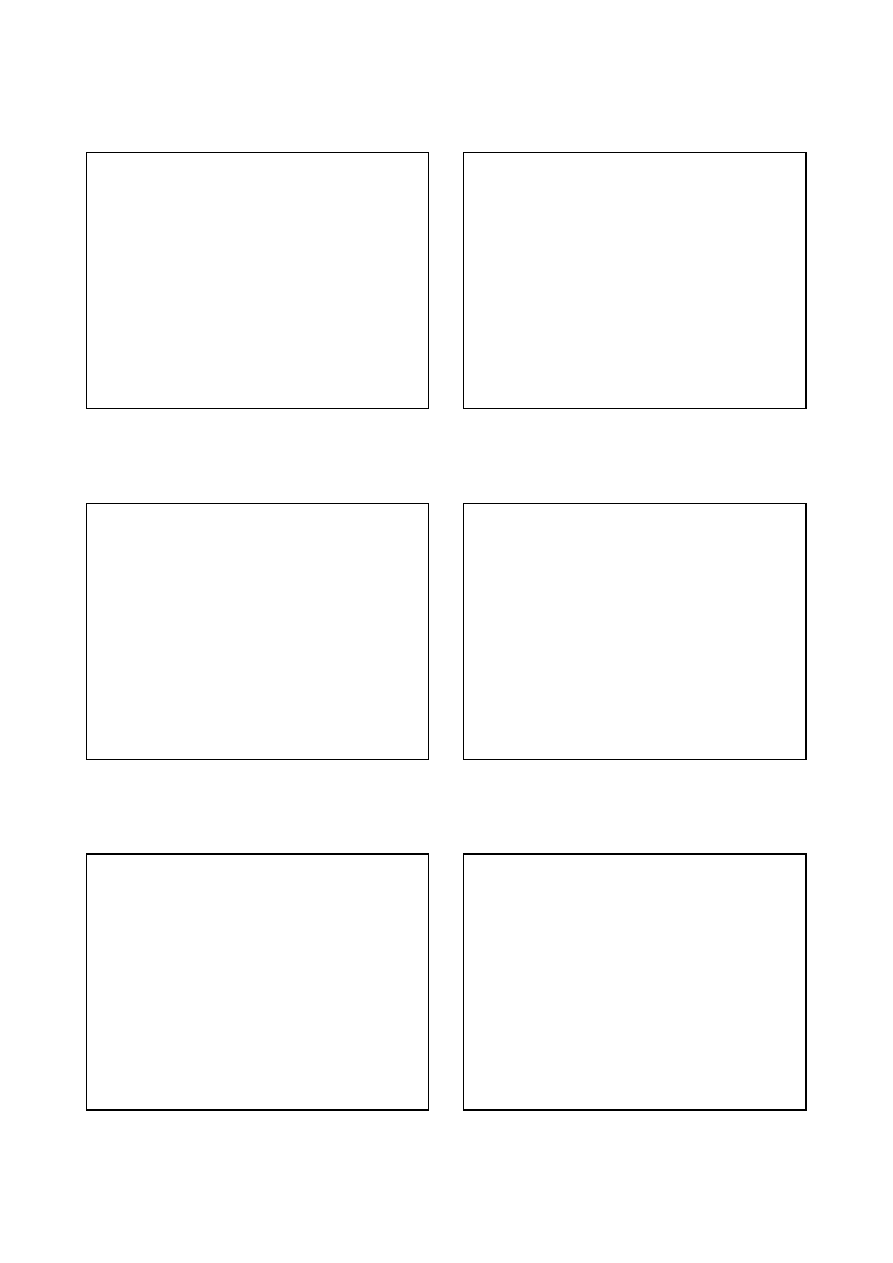
Rodzaje wędlin
Grupa techn.
Rodzaj
Charakterystyka
Wędzonki
Szynka i różne rodzaje
Łopatki, Polędwice
Baleron, Boczek wędz.
Bez osłonek lub w osłonkach,
zachowana lub częściowo
zachowana struktura tkankowa,
z jednego lub kilku kawałków
kiełbasy
Homogenizowane
Drobno-rozdrobnione
Średnio-, Grubo-
Surowe, Podsuszane
W osłonkach, z rozdrobnionego
mięsa i tłuszczu, solone.
Wędliny
podrobowe
Wątrobianki,
Pasztetowe, salcesony,
kiszki
W osłonkach, z solonych lub
peklowanych podrobów, mięsa i
tłuszczu, przyprawione, z ew.
dodatkiem krwi, parzone lub
pieczone
Produkty
blokowe
Drobno-, średnio- i
grubo-rozdrobnione,
studzieniny, rolady
j.w. ale w formach
utrzymujących konkretny
kształt
4
Rodzaje wędlin (c.d.)
podział ze względu na rozdrobnienie
obowiązuje we wszystkich grupach oprócz wędzonek
• grubo – rozdrobnione (przeważająca część surowców mięsno-
tłuszczowych występuje w postaci cząstek o wielkości > 20 mm),
• średnio – rozdrobnione (5 - 20 mm),
• drobno – rozdrobnione (<5 mm),
• homogenizowane.
5
Kryteria oceny wędlin
warunki jakie muszą zostać spełnione:
• kryteria ogólne (surowce pochodzić muszą z tusz zwierząt,
zdatnych bez zastrzeżeń, zgodność z deklaracją na opakowaniu),
• wymagania organoleptyczne (wygląd ogólny, struktura i
konsystencja, barwa, smak i zapach)
• wymagania chemiczne (zawartość wody, tłuszczu, soli,
pozostałości środków peklujących),
• wymagania mikrobiologiczne.
6
6/6/2013
2
Podział konserw mięsnych – ze względu na sposób obróbki cieplnej
• konserwy pasteryzowane (temp. < 100
0
C, dla zachowania trwałości
konieczność przechowywania w warunkach chłodniczych),
• konserwy sterylizowane (mogą być przechowywane w temperaturze
pokojowej)
•Konserwy poddane obróbce cieplnej oraz za pomocą środków
chemicznych ( o wydłużonym okresie przydatności do spożycia)
7
7
Podział konserw mięsnych – ze względu na rodzaj wsadu,
skład surowcowy i formę związania składników
• konserwy blokowe,
• konserwy podrobowe,
• konserwy typu: „mięso lub podroby w sosie”,
• konserwy tłuszczowe.
8
Podział konserw mięsnych – ze względu na specyficzny skład
surowcowy, sposób przetworzenia oraz wymagania
• szynki wieprzowe gotowane (konserwy pasteryzowane lub
sterylizowane, blokowe, z peklowanej szynki),
• łopatki wieprzowe gotowane (konserwy pasteryzowane lub
sterylizowane, blokowe, z peklowanej łopatki),
• mięso siekane (chopped meat np. gulasz angielski, rozdrobnienie >
50% mięsa na kawałki 8-15 mm),
• mięso śniadaniowe (Luncheon meat, konserwa sterylizowana blokowa,
mięso peklowane głównie wieprzowe, z ewentualnym dodatkiem
surowców niemięsnych, np. przysmak śniadaniowy, mielonka
wieprzowa),
• wołowina konserwowa (Corned beef, sterylizowane konserwy blokowe
o słabym związaniu, mięso w dużych kawałkach).
9
Podział konserw mięsnych –
ze względu na rodzaj opakowania jednostkowego
• konserwy w puszkach metalowych,
• w opakowaniach z folii wielowarstwowej,
• konserwy w puszkach metalowych z wieczkami z tworzyw
sztucznych,
• konserwy w słojach szklanych.
10
Wymagania dotyczące
konserw mięsnych
• wymagania organoleptyczne (wygląd zewnętrzny konserwy,
barwa i konsystencja mięsa, związalność, krajalność, układ i jakość
składników),
• wymagania chemiczne (wsad surowców mięsno-tłuszczowych,
udział ew. galarety lub soku mięsnego, zawartość białka, zawartość
białka w masie beztłuszczowej konserwy, sól, zawartość tłuszczu,
zawartość skrobi),
• wymagania mikrobiologiczne.
11
Drób rzeźny – charakterystyka mięsa [%]
gatunek
woda
białko
tłuszcz
Substancje
mineralne
Gęś
37,9-52,8
15,9-16,2
30-45,6
0,8-0,9
Indyk
66,3
23,7
8,5
0,8
kaczka
58,3
17,6
23,0
1,0
Kura
55,9-74,0
18,0-20,0
4,5-25,0
1,0-1,1
brojler
66,0-73,3
20,2-22,5
3,2-12,6
0,9-1,0
12
6/6/2013
3
Handlowe formy mięsa drobiowego
• tuszki drobiowe,
• mięso drobiowe w elementach,
• mięso drobiowe oddzielone mech.,
• półprodukty z surowego mięsa drob.,
• podroby drobiowe.
13
Tuszki drobiowe – podział wg gatunku drobiu
• tuszki drobiu grzebiącego (kurczęta, kury, koguty, indyki,
perliczki),
• tuszki drobiu wodnego (gęsi, kaczki).
Tuszki drobiowe – podział wg sposobu obróbki poubojowej
• tuszki patroszone bez podrobów (P) (bez głów i łap, z
usuniętymi wnętrznościami),
• tuszki patroszone z podrobami (PP) (podroby tkj. serce,
żołądek i wątroba włożone do jamy ciała),
• tuszki patroszone z przeznaczeniem do pieczenia na rożnie
(PG) (j.w. ale bez szyi).
14
Tuszki drobiowe – podział wg temperatury przechowywania
• tuszki schłodzone (temp. wewnątrz mięśni –1
0
C do 6
0
C),
• tuszki mrożone (<-12
0
C),
• tuszki głęboko mrożone (< -18
0
C, trwałość 3-5 m-cy).
Mięso drobiowe w elementach
• połówka tuszki,
• ćwiartka tuszki,
• pierś z kością lub bez kości,
• noga,
• udo,
• podudzie (tzw. pałka),
• skrzydło,
• szyja,
• filet, sznycel,
• polędwiczka.
Wszystkie mogą być
w postaci schłodzonej
lub zamrożonej
15
Mięso drobiowe oddzielone mechanicznie (MDOM)
• rozdrobniona surowa masa mięsno-tłuszczowa otrzymana z
elementów tuszek lub całych tuszek patroszonych, przeznaczona
jako składnik surowcowy do produkcji przetworów drobiowych
poddanych obróbce cieplnej,
• przechowywanie: -2 do 4
0
C (24 h),
-18
0
C (8 tygodni).
16
Półprodukty z surowego mięsa drobiowego
• wyrób z mięsa drobiowego lub przygotowany z przeważającym
udziałem mięsa drobiowego, w którym mięso poddaje się takiej
obróbce technologicznej aby nie zmienić zmian w strukturze
(mięso nadal surowe), przed spożyciem wymaga obróbki
cieplnej,
• mięso drobiowe mielone, półprodukty drobiowe panierowane,
półprodukty z nadzieniem.
17
Podroby drobiowe
• jadalne produkty uboczne,
• wątroba, serce, żołądek, tłuszcze drobiowe,
• sprzedawane w postaci schłodzonej (-2
0
C do 4
0
C) lub
zamrożonej (< -12
0
C)
18
Przetwory z mięsa drobiowego
• wędliny drobiowe,
• konserwy drobiowe,
• potrawy mrożone z mięsa drobiowego,
• wyroby garmażeryjne gotowe z mięsa drobiowego.
6/6/2013
4
Wędliny drobiowe
• klasyfikacja podobna do wędlin z mięsa zwierząt rzeźnych,
• podział: wędzonki drobiowe (surowe lub parzone), kiełbasy
drobiowe (wędzone parzone, wędzone pieczone lub nie-
wędzone, grubo-, średnio- lub drobno-rozdrobnione), wędliny
drobiowe podrobowe (pasztetowe, kaszanki, salcesony).
19
Konserwy drobiowe
• przetwory z mięsa drobiowego i ewentualnie innych składników,
które po zamknięciu w hermetycznych opakowaniach metalowych,
szklanych lub z tworzyw sztucznych zostały poddane sterylizacji lub
pasteryzacji (jedynie szynka pasteryzowana),
• zawartość składników stałych >40%,
• zawartość białka – >16% (szynki), >12% (mielonki),
• zawartość tłuszczu - <5% (szynki), <15% (mielonki), <35%
(pasztety).
Potrawy mrożone z mięsa drobiowego
• przetwory z niepeklowanego mięsa drobiowego i dodatków,
poddane obróbce termicznej i utrwalone przez zamrożenie,
• zawartość składników mięsnych >51%,
• zawartość tłuszczu - <30%
• zawartość skrobi - <16% (<20% w panierowanych).
20
Wyroby garmażeryjne gotowe z mięsa drobiowego
• przetwory gotowe do bezpośredniego spożycia, wyroby z mięsa
drobiowego, w których mięso drobiowe zostało poddane obróbce
technologicznej (peklowanie, solenie, pieczenie, opiekanie)
powodującej utracenie cech mięsa surowego,
• wyrób nie jest mrożony,
• rodzaje: drób pieczony, drób w galarecie, wyroby garmażeryjne
niewędzone, pieczenie drobiowe, pasztety drobiowe, wyroby
drobiowe w sosach.
21
Produkcja wędzonek
Wędzonki są to przetwory mięsne bez osłonek lub w osłonkach w całkowicie lub
częściowo zachowanej strukturze tkankowej, wyprodukowane z jednego lub kilku
kawałków części anatomicznej tuszy, peklowane lub solone, wędzone lub
niewędzone, suszone, parzone, pieczone.
Podział wędzonek:
wędzonki trwałe uzyskuje się przez wędzenie w zimnym dymie są to wędzonki
surowe - szynka, boczek, polędwica,
wędzonki półtrwałe poddaje się krótszemu niż trwałe dlatego też zawierają więcej
wody
wędzonki nietrwałe to te produkty mięsne, które po wędzeniu poddaje się
gotowaniu lub pieczeniu. Do grupy tej zalicza się np. szynki gotowane, rolady
gotowane, balerony gotowane, boczek gotowany.
Ze względu na czas przechowywania wędliny dzieli się na:
trwałe zawierają poniżej 30% wody
półtrwałe zawierają poniżej 55% wody
nietrwałe zawierają do 75%wody
22
23
Przechowywanie wędzonek od 0 - 8
0
C :
trwałe ponad 3 miesiące
półtrwałe do 3 miesięcy
nietrwałe ok. 7 dni
W procesie produkcji wędzonek można wyróżnić następujące fazy:
•
jakościowy dobór surowca
•
peklowanie
•
masowanie
•
formowanie wędzonek
•
osadzanie
•
obróbkę termiczną, tj. wędzenie i parzenie,
•
studzenie
•
chłodzenie
•
pojemnikowanie - pakowanie
•
magazynowanie
•
ekspedycja
Najważniejszymi fazami, które decydują o jakości produktu finalnego, czyli gotowej
wędzonki, są: jakościowy dobór surowca, peklowanie, masowanie, obróbka
termiczna, tj. wędzenie i parzenie.
Baleron gotowany lub
wędzony
24
6/6/2013
5
Produkcja kiełbas
Kiełbasy są to przetwory mięsne w osłonkach naturalnych lub
sztucznych, wyprodukowane z rozdrobnionego tłuszczu i mięsa
peklowanego i nie peklowanego, solonego, z dodatkiem lub bez
surowców uzupełniających, przyprawione, wędzone lub nie wędzone,
surowe, dojrzewające, parzone lub pieczone.
W zależności od rodzaju użytego mięsa kiełbasy można podzielić na:
czysto wieprzowe, czysto wołowe, czysto cielęce i czysto baranie, gdyż
deklarowany rodzaj mięsa stanowi całość (100%) wsadu;
wieprzowe, wołowe, cielęce, baranie, gdy deklarowany surowiec
mięsno-tłuszczowy jednego rodzaju stanowi 75%wsadu;
wieprzowo-wołowe, wołowo-wieprzowe, baranio-wieprzowe,
wieprzowo-drobiowe, w których deklarowany na pierwszym miejscu
rodzaj surowca przeważa w składzie wsadu mięsno-tłuszczowego;
końskie i z dziczyzny, czyli wyroby, które zostały wyprodukowane z
udziałem mięsa końskiego lub dziczyzny.
25
Biorąc pod uwagę kryterium podziału według poziomu wydajności gotowego
produktu (w stosunku do wsadu mięsno-tłuszczowego niepeklowanego),
wyróżnia się grupę kiełbas wysoko wydajnych (z dodatkiem składników
zwiększających wodochłonność), tj.
•
kiełbasy grubo rozdrobnione wysoko wydajne o wydajności powyżej 115%
•
kiełbasy średnio rozdrobnione wysoko wydajne o wydajności powyżej 120%
•
kiełbasy drobno rozdrobnione wysoko wydajne o wydajności powyżej 135%
Pod względem stopnia rozdrobnienia kiełbasy dzieli się na:
•
homogenizowane, w których surowce mięsno-tłuszczowe poddano
homogenizacji
•
drobno rozdrobnione, w których surowce mięsno-tłuszczowe zostały
rozdrobnione na cząstki o wielkości poniżej 5mm,
•
średnio rozdrobnione, w których surowce mięsno-tłuszczowe zostały
rozdrobnione na cząstki o wielkości 5-20mm (w kiełbasach drobiowych 5-
13mm),
•
grubo rozdrobnione, w których przeważająca część surowców miesno-
tłuszczowych została rozdrobniona na cząsteczki o wielkości powyżej 20mm (w
kiełbasach drobiowych powyżej 13 mm).
26
Podział kiełbas ze względu na trwałość:
•
trwałe zawierające ok. 25 - 30 % wody - salami, węgierska,
kabanos, sucha myśliwska
•
półtrwałe zawierające ok. 35 - 50 % wody - delikatesowa,
polska, jałowcowa, limanowska,
•
nietrwałe zawierające do 70 % wody - szynkowa, wieprzowa i
wołowa, śląska, zwyczajna, kminkowa, kiełbasa biała.
27
W cyklu technologicznym grupy kiełbas, występują następujące
fazy produkcyjne:
•
peklowanie surowców (metodą suchą i mokrą)
•
dobór surowca zgodnie z recepturą
•
rozdrabnianie surowca
•
kutrowanie surowca (częściowe lub całkowite) oraz dodatek lodu
do wody i przyprawy
•
mieszanie składników i dodatek przypraw
•
napełnianie osłonek (zawieszając na kije wędzarnicze)
•
osadzanie
•
wędzenie
•
parzenie
•
schładzanie
•
pojemnikowanie i ważenie
28
Rozdrabnianie
Rozdrabnianie surowców mięsno-tłuszczowych nadaje kiełbasom specyficzne
właściwości w wyniku:
•
zwiększania powierzchni surowców i skrócenia czasu trwania poszczególnych
czynności technologicznych
•
zwiększenia plastyczności surowców i właściwego formowania brył różnego
kształtu
•
zmian właściwości fizykochemicznych kiełbas.
Spośród urządzeń rozdrabniających stosowanych w przemyśle mięsnym można
wymienić: rozdrabniarki odśrodkowe, rozdrabniarki nożowe do mięsa (bloków)
mrożonego, wilk, kutry, młynki koloidalne, emulsyfikatory i kostkownice.
Podczas rozdrabniania w wilku należy zwrócić uwagę, aby przyrost temperatury
rozdrobnionego mięsa nie przekraczał 3
0
C.
Rozdrabnianie mięsa i tłuszczy do produkcji kiełbas surowych powinno odbywać
się w szybkobieżnej krajalnicy. Natomiast rozdrabnianie tłuszczy do produkcji
kiełbas trwałych zaleca się przeprowadzać w kostkownicy. W fazie rozdrabniania
należy zwracać szczególną uwagę, aby części tnące wilka (siatki, noże) były
należycie wyostrzone gdyż wówczas unika się miażdżenia surowców i
nadmiernego wzrostu temperatury.
29
Kutrowanie
Kutrowanie jest szybką metodą rozdrabniania mięsa w urządzeniach
zwanych kutrami. Kuter składa się z obrotowej misy i noży wirujących
(najczęściej kształtu sierpowego) osadzonych na wale obrotowym. Misa
może obracać się z prędkością ok. 4 - 20 obr./min, a noże 500 - 3000
obr./min. Kutrowanie jest zabiegiem trzyetapowym. Pierwszy etap polega
na rozdrobnieniu mięsa i innych składników białkowych, dodaniu soli ,
wody (lub lodu) i przypraw w czasie ok. 2 - 3 min. W drugim etapie dodaje
się wstępnie rozdrobniony tłuszcz i w czasie 7 - 10 min kutrowania
dochodzi do częściowego zemulgowania tłuszczu. Trzeci etap jest
opróżnieniem misy kutra, które może być wykonane ręcznie lub
mechanicznie (za pomocą wyrzutnika tarczowego). Temperatura
składników kutrowanych powinna mieścić się w przedziale 15 - 20
0
C.
Przekroczenie temp. 200C doprowadzi do znacznych zmian w systemie
białkowym, zmniejszając stabilności całego układu.
30
6/6/2013
6
Mieszanie
Mieszanie jest fazą produkcyjną, podczas której rozdrobnione surowce
mieszają się w mieszarce zwykłej lub próżniowej do równomiernego
wymieszania składników i otrzymania jednolitej masy o odpowiedniej
konsystencji oraz kleistości charakterystycznej dla danego rodzaju produktu.
Składniki należy dodawać w kolejności podanej w schematach
technologicznych.
31
32
Napełnianie osłonek
Wymieszaną masę mięsną (farsz) załadowuje się do wózków
transportowych i za pomocą transporterów-podajników pionowych, wózek
podnosi się do wysokości leja zasypowego nadziewarki, opróżniając go z
farszu. Osłonki napełnia się farszem za pomocą urządzenia zwanego
nadziewarką próżniową , w zależności od rodzaju. Napełnione osłonki
naturalne i białkowe niekiedy nakłuwa się cienka igłą w celu usunięcia
powietrza (w przypadku nadziewarek próżniowych niema takiej potrzeby).
Kiełbasy są formowane w odcinku, pary lub zwoje, zależnie od ustalonych
wymagań szczegółowych dla danego rodzaju. Końce osłonek zawiązuje się
lub spina drewnianą szpilka albo odkręca odkręca jelito w odcinku,
względnie przewiązuje przędzą. Czynność tę można wykonać za pomocą
urządzenia mechanicznego tzw. klipsownicy ( osłonki klipsuje się). Batony
kiełbas grubo rozdrobnionych, przeważnie o większej średnicy od osłonek
naturalnych, przewiązuje się przędzą - wzdłuż - jeden lub dwa razy i w
poprzek - co ok. 5cm. Kiełbasy po uformowaniu zawiesza się na kijach
wędzarniczych, pamiętając o tym, aby nie stykały się ze sobą. Ostatnią
czynnością w tej fazie produkcyjnej jest zawieszanie kiełbas na wózki
wędzarnicze
Osadzanie
Osadzanie kiełbas, które będą poddawane obróbce cieplnej,
powinno się odbywać w pomieszczeniach o dość intensywnym ruchu
powietrza o temp. 20 - 30
0
C i częstej jego wymianie. Czas osadzania
trwa 0,5 - 2 godzin, w zależności od średnicy batonów. Kiełbasy
wędzone surowe osadza się w pomieszczeniach chłodzonych w temp
2 - 6
0
C, przy wilgotności względnej powietrza ok. 85%, przez 1 - 4 dni
aż wszystkie składniki będą wyraźnie widoczne przez osuszoną
osłonkę batonu. Gdy stosuje się w produkcji metodę peklowania
szybkiego (nitrytowego), proces osadzania można całkowicie
pominąć.
33
34
Wędzenie
Wędzenie może się odbywać w komorach wędzarniczych lub w komorach wędzarniczo-
parzelniczych. W zależności od danego asortymentu kiełbasy wędzimy dymem
zimnym, ciepłym, gorącym.
Wędzenie zimne przeprowadza się w temperaturze ok. 22
0
C, przy różnej gęstości
dymu oraz przy słabym ruchu powietrza.
Wędzenie ciepłym dymem przeprowadza się w temperaturze 25 - 40
0
C przy różnej
gęstości dymu i przy słabym ruchu powietrza.
Wędzenie gorące przebiega w trzech fazach. W fazie pierwszej osusza się powierzchnię
kiełbas w temp. 40 - 60
0
C, przy bardzo dużym dopływie i ruchu powietrza, bez dymu
lub w dymie rzadkim. Druga faza to wędzenie właściwe w temp 45 - 60
0
C przy małym
dopływie powietrza i jego powolnym ruchu w dymie od średnio do bardzo gęstego.
Trzecia faza wędzenia polega na powierzchownym przypieczeniu kiełbasy w temp. 75 -
85
0
C, przy szybkim ruchu powietrza w dymie rzadkim. Podczas tej fazy powinno
nastąpić ścięcie białka w bardzo cienkiej zewnętrznej warstwie farszu, a powierzchnia
batonu powinna ulec nieznacznemu pomarszczeniu i nabrać dość ścisłej konsystencji
oraz połysku. Czas wędzenia podany w schematach produkcyjnych jest czasem
przybliżonym, orientacyjnym i zależy od technicznego wyposażenia działu
przetwórczego. Podczas wędzenia kiełbasy nie mogą się ze sobą stykać (unikać tzw nie
dowędzonych styków - jasnych plam na batonach). Zdarzają się takie przypadki, że w
celu osiągnięcia prawidłowego uwędzenia wózki z kiełbasami trzeba przekręcać,
przestawiać w komorze wędzarniczo-parzelniczej
Obróbka cieplna
Następuje bezpośrednio po skończonym procesie wędzenia kiełbasy, w zależności
od rodzaju, parzy się (np. serdelki) lub piecze (np. kiełbasa rzeszowska, myśliwska
sucha). Kiełbasy można parzyć w wodzie lub w parze o temp 72 - 75
0
C, do
osiągnięcia wewnątrz batonu temp. 68 - 72
0
C. Wyjątek stanowią kiełbasy w
osłonkach celofanowych - parówki, serdelki w wodzie - w kotłach lub w komorach
warzelniczych (wózki wędzarnicze). Sam proces pieczenia kiełbas występuje w
trzeciej fazie wędzenia w tem. ok 75 - 90
0
C w dymie rzadkim lub powietrzu, do
osiągnięcia wewnątrz batonu tem. 68- 72
0
C.
Studzenie
Studzenie polega na stosowaniu zimnego natrysku na kiełbasy przez ok. 5 min., do
osiągnięcia temperatury ok. 40
0
C wewnątrz batonu, aby potem nastąpiło
odparowanie wilgoci.
Chłodzenie
Chłodzenie przeprowadza się zimnym powietrzem, aby obniżyć temperaturę kiełbas
do 10
0
C.
35
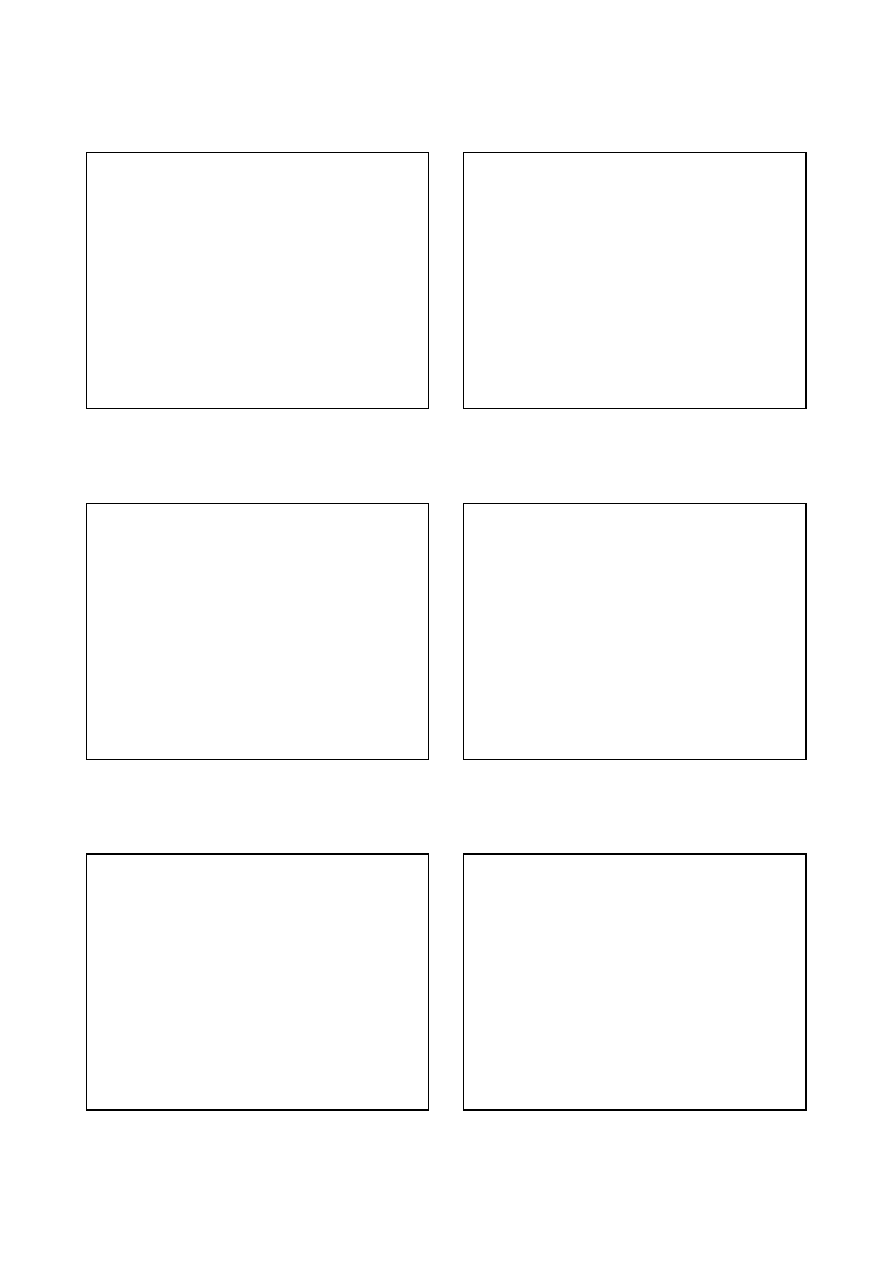
Schemat produkcji (100 kg)
Kiełbasy polskiej wędzonej średnio
rozdrobnionej
36
6/6/2013
7
Surowce uzupełniające w przetwórstwie mięsnym
Surowcami uzupełniającymi określamy to wszystko, co dodaje się do produktu w czasie jego
wytwarzania, i co staje się składnikiem wyrobu gotowego. Uzupełniacze te odgrywają
specyficzną, lecz zamierzoną rolę technologiczną (również sensoryczną).
4.1 Wypełniacze
Wypełniacze różnego typu są stosowane w coraz szerszym zakresie w przetworach mięsnych.
Wypełniacze o pożądanych właściwościach jakościowych powinny charakteryzować się
dobrą zdolnością wiązania wody i tłuszczu, powinny być wolne od drobnoustrojów - sterylu
nie mogą posiadać niepożądanych cech smakowych i zapachowych ( powinny być od nich
wolne), powinny być odpowiednie w kolorze oraz cechować się odpowiednio niską i
konkurencyjną ceną. Wypełniacze wytwarzane są z różnego typu surowców roślinnych i
zwierzęcych.
Stosowane najczęściej wypełniacze to:
•
Gluten zbożowy stanowi frakcję białkowe mąki zbożowej. Otrzymywany jest w wyniku
wymycia skrobi z masy całkowitej. Po wyekstrahowaniu z mąki jest suszony w wysokich
temperaturach, które nadają mu również cechy sterylności. Zawartość białka w wysuszonym
glutenie przekracza 80% . gluten zbożowy dobrze wiąże wodę, może związać 2- 3 krotną ilość
wody w stosunku do swojej masy. Jeżeli jego dodatek przekracza 3% poziomu masy farszu,
wówczas nadaje gotowemu produktowi cechy tekstury kleistej.
•
Chleb lub suchary chlebowe stosowane jako wypełniacze na wyspach brytyjskich. Po
rozdrobnieniu cechują się wysoką zdolnością absorbowania wody przed ogrzewaniem, jeśli
produkt mięsny z ich udziałem przetwarzany jest przez dłuższy czas, zaabsorbowana woda
jest uwalniana. W niektórych krajach smakowitość produktów mięsnych z wypełniaczem
sucharowym jest preferowana przez konsumentów.
37
Przyprawy, sole i inne dodatki
Przyprawy
W celu uzyskania porządnych walorów smakowych przetworów mięsnych dodaje
się do nich soli oraz wielu przypraw. Mogą to być naturalne przyprawy roślinne
będące mieszanką różnych części roślin tj. owoców, nasion, kwiatów, liści, ziela,
kory, korzeni i kłączy. Aby zapewnić dokładne rozmieszanie przypraw w gotowym
produkcie dodaje się je w formach zmielonej o różnej granulacji. Do najczęściej
używanych przypraw należą:
pieprz czarny, biały, zielony (owoc)
papryka (owoc)
kardamon (owoc, nasienie)
jałowiec (owoc)
muszkatołowiec (nasienie/gałka)
czosnek pospolity (cebula)
gorczyca Jansa, biała (nasienie)
kolendra (owoc)
kminek (owoc)
majeranek (liść)
cebula (cebula)
chrzan (korzeń)
38
Sól kuchenna
Stosuje się sól warzoną, białą, drobno rozdrobnioną. Białka miofibrylarne, które w
głównym stopniu wpływają na teksturę produktów mięsnych, są rozpuszczalne tylko
w roztworach soli. Rozpuszczalność białka mięśniowego pod wpływem stężenia
jonowego odgrywa decydującą rolę w produkcji i właściwościach niedzielonych,
grubo i drobnorozdrobnionych oraz zemulgowanych produktów mięsnych. Dodana
sól migruje do włókien mięśniowych i powoduje ich pęcznienie. Hydratacja białek
miofibryli jest maksymalna, gdy stężenie jonowe chlorku sodu zbliżone jest do
wartości 0,8-1 l. to stężenie jonowe odpowiada 5% koncentracji soli w farszu lub
produkcie bez dodanej wody oraz około 6,5%koncentracji soli w produkcie, do
którego dodano 30% wody.
Zawartość soli w produktach mięsnych waha się w zakresie 1-8%. Sól, oprócz
oddziaływania na rozpuszczalność białka miofibryli, hamuje rozwój mikroflory i
aktywność enzymów proteolitycznych, wpływa na właściwości smakowe produktu,
przyśpiesza jednak szybkość jełczenia tłuszczu. Ilość dodawanej soli zależy od
asortymentu i preferencji konsumentów. Bakteriostatyczne działanie soli zależy od jej
stężenia. Oraz koncentracji soli. 5% stężenia soli wystarczająco konserwuje
higienicznie sporządzone przetwory mięsne.
Sól dodawana jest do mięsa w różny sposób. Najstarszym sposobem jest nacieranie
dużych kawałków mięsa solą, zabieg ten nosi nazwę suchego peklowania. Sól może
być wstrzykiwana do mięsa w formie roztworu lub solanki. Nastrzykiwanie pod
ciśnieniem wpływa decydująco na rozmieszczenie soli w produkcie.
39
40
W przetwórstwie mięsnym przez dłuższy okres czasu stosowano azotan (saletrę)
potasu, obecnie prawie wyłączanie azotynu (nitryt) sodu. Przypadkowo
stwierdzono, że azotan sodu, stanowiący zanieczyszczenie soli dodawanej do mięsa,
ma oddziaływanie na jego barwę i cechy smakowe. W nowszych badaniach
stwierdzono, że w mięsie azotan jest redukowany do azotynu przez mikroorganizmy,
proces redukcji tą drogą jest bardzo trudny do kontrolowania. Dodatek określonej
ilości azotynu znacznie zmniejsza zmienności w barwie i smakowitości mięsa. Można
sądzić ze z tych względów azotany z procesu peklowania zostaną wyeliminowane i
będą stosowane tylko azotyny.
Azotyn w procesie peklowania redukowany jest do tlenku azotu. Tlenek azotu łączy
się z barwnikami hemowymi mięsa mioglobiną i hemoglobiną tworząc czerwony
kompleks barwny. Połączenia te są trwałe. Azotyny działają również
bakteriostatycznie, w warunkach beztlenowych hamują mikroflory. Azotyn może
reagować z białkami niehemowymi, lipidami, węglowodanami, może przechodzić w
azotan i gazowe tlenki azotu, które w warunkach wysokiej temperatury łączą się z
pochodnymi niektórych aminokwasów, mogą przekształcać się w rakotwórcze
nitrozoaminy.
W coraz szerszym zakresie jest eliminowany jako dodatek do mięsa. W niektórych
krajach istnieje prawny zakaz stosowania azotynów. Skutecznymi zmiennikami w
procesie peklowania mięsa są niektóre pochodne kwasu nikotynowego.
Woda
Woda jest często dodawana do przerobowego mięsa z wielu powodów. Jest
ważnym nośnikiem różnych komponentów zjonizowanych dodawanych do mięsa w
procesie jego przerobu. Podczas przetwarzania mięsa retencja wody jest niezbędna
dla zapewnienia właściwej soczystości i wydajności produktu. Ilość dodawanej
wody podczas przygotowania mięsa zależy od planowanych końcowych właściwości
produktu. Woda może być dodawana do mięsa w postaci solanki peklującej lub w
formie lodu podczas stadium rozdrabniania lub kutrowania mięsa. Ubytek dodanej
wody podczas przetwarzania zależy od intensywności i czasu ogrzewania surowców
w końcowym stadium ich przetwarzania. Kiedy wielkość parowania podczas
ogrzewania oraz ubytki wody podczas schładzania są pod kontrolą, wówczas można
dokładnie określić zawartość wody w końcowym produkcie
41
Fosforany
W różnym stężeniu w produktach mięsnych stosowane są trójpolifosforany sodu,
polifosforany, pirofosforan sodu, fosforan dwusodowy i kwaśny pirofosforan sodu.
Są one stosowane pojedynczo lub w kombinacji. Ogólnie rozmiar dodawanego
fosforanu jest ograniczony do takich ilości, aby jego stężenie w końcowym
produkcie nie przekraczało 0,5%. Stosowane w kombinacji z solą alkaliczną
fosforany zwiększają wodochłonność mięsa i retencję wody podczas ogrzewania,
podwyższają stężenie jonowe i ph oraz zdolności emulgujące białek. W niektórych
krajach dozwolone jest stosowanie kwaśnego pirofosforanu sodu w produkcji
kiełbas celem przyśpieszenia procesu peklowania. Zwiększa ona szybkość
formowania barwnika mięsa peklowanego i poprawia barwy produktu poprzez
obniżenie pH mięsa. Fosforany zmniejszając lepkość rozdrobnionej masy mięsnej.
42
6/6/2013
8
Dodatki przyśpieszające peklowanie
W praktyce przemysłowej wykorzystywane są różnego typu związki dla
przyśpieszenia szybkości formowania się koloru w produktach z mięsa
peklowanego. Na początku lat 60-tych askorbinian i erytronian wprowadzono do
produktów mięsnych jako związki redukujące celem przyśpieszenia formowania
tkanki azotu, barwa typowa dla produktów peklowanych w ich obecności rozwija
się nawet w procesie obróbki termicznej. Formowanie się koloru w kiełbasach typu
parówki może zostać skrócone z 5 godzin do 40 minut, jeśli zastosuje się dodatek
askorbinianu. Dodatek związków przyśpieszających peklowanie ma mniejsze
znaczenie w produktach mięsnych nierozdrobnionych oraz fermentowanych
barwników hemowych. Chociaż większośc producentów stosuje dodatek różnego
typu związków redukujących dla wywołania maksymalnego rozwoju barwy i
utrzymania jasnego koloru produktów mięsnych podczas dystrybucji.
43
Dodatki zwiększające masę mięsną
W wielu krajach produkuje się kiełbasy suche i półsuche. Ich trwałość związana jest
z niską zawartością wody, podwyższoną koncentracją soli i wysoką zawartością
kwasów. Większość technologii oparta jest na kilkudniowym peklowaniu surowców
mięsnych na sucho, w procesie peklowania integralnym zjawiskiem zabiegu jest
dekstroza i glukoza są przemieniane na kwas mlekowy. Oprócz cukru dodawane są
startowe kultury bakteryjne, które prowadzą proces fermentacji. Startowe kultury
to najczęściej mieszanina lactobacillus i mikrokoków.
Związki zakwaszające zwykle są dodawane bezpośrednio z mieszanką peklującą.
Najczęściej jako związki zakwaszające dodawane są kwasy pirofosforanu sodu i
delta glukonolakton. Delta glukonolakton najczęściej dodawany jest przy produkcji
kiełbas suchych.
44
Dodatki tworzące galaretę i wiążące soki mięsne
W produkcji konserw mięsnych pasteryzowanych stosowane są dodatki
substancji galaretujących. Substancje wiążą wyciek cieplny w postaci galarety, ma
to duże znaczenie estetyczne. Dodawane są w postaci suchej. Poza żelatyną
stosowane są gumy wielocukrowe jak agar-agar, karageny i inne. W niektórych
wyrobach w celu stabilizacji masy mięsnej stosuje się dodatek skrobi i produktów
zbożowych. Żelatyna produkowana jest ze ścinków garbarskich, kości zwierzęcych
i rybich. W wyrobach mięsnych stosowana jest żelatyna sproszkowana.
W procesie produkcji wędlin surowych stosuje się dodatek kultur bakteryjnych.
Najczęściej kultura startowa zawiera mikrokoki i bakterie fermentacji mlekowej.
45
Osłonki do wędlin
Osłonki nadają wędlinom kształt i są opakowaniem jednostkowym. Dzielą się na
osłonki naturalne i sztuczne.
Osłonki naturalne są przepuszczalne dla pary wodnej i dymu, odznaczają się dobrą
kurczliwością i są jadalne. Pochodzą z ubocznych surowców uboju, otrzymywane
są z ścian przewodu pokarmowego oraz pęcherza moczowego. Naturalne osłonki
są konserwowane w soli, dlatego też przed użyciem musza być dobrze wypłukane
w zimnej wodzie. Najbardziej znane osłonki to
osłonki wołowe - jelita wiankowe zwinięte są w pęczki po 20m a jelita a jelita
środkowe w pęczki po 10 szt. Barwa kremowa, kremowo różowa, jasnoróżowa,
różowa, perłowa, jasnoszara lub szara;
osłonki cielęce - jelita cielęce cienkie są zwijane w pęczki po 20m. Są one barwy
perłowej, kremowej, jasnoróżowej, jasnoszarej lub kremowo szarej;
osłonki baranie i kozie - jelita cienkie baranie i kozie zwijane są w pęczki po 50m.
Mogą być barwy biało szarej, jasnoróżowej i szarej;
Osłonki końskie - jelita cienkie końskie zwinięte są w pęczki po 20m. Są one barwy
jasnoróżowej, różowo szarej lub szarej.
46
47
Osłonki sztuczne są zwykle surowcem jałowym i łatwym do przechowania. Mają
określone wymiary, tzw. kaliber. Kaliber osłonki to szerokość płasko rozłożonej
osłonki wyrażona w cm. Stosowane są sztuczne osłonki celulozowe, kolagenowe i z
tworzyw sztucznych, materiałem do otrzymania osłonek celulozowych jest bawełna.
Osłonki kolagenowe wykonane są z surowców kolagenowych, mogą być
produkowane jako osłonki jadalne i niejadalne. Osłonki z tworzyw sztucznych
wytwarzane są z różnego typu polimerów poliamidów, są nimi termokurczliwe siatki
polietylenowe. Najbardziej znane osłonki to
fibrous regular - przeznaczone do produkcji wędlin parzonych i wędzonych;
fibrous X - przeznaczone do produkcji wędlin suszonych trwałych i półtrwałych;
regular - bardzo dobra przepuszczalność pary wodnej dymu i powietrza, nadające
się do produktów wędzonych i wszelkiego rodzaju parzonych kiełbas;
zip - bardzo dobra przepuszczalność pary wodnej, dymu i powietrza, odpowiednie
do produkcji wędlin przeznaczonych do plasterkowania.(bardzo dobrze ściągalna
osłonka z gotowego produktu).
Masowanie (plastyfikacja)
Masowanie może się odbywać w dwóch typach urządzeń tj. w mieszarce o
specjalnej konstrukcji mieszadeł lub w zamkniętych bębnach o różnym kształcie
(walcowatym lub stożkowym), w warunkach normalnego ciśnienia lub częściowej
próżni. W bębnach masowniczych najistotniejszym parametrem jest liczba udarów
(kawałki mięsa przy obrocie bębna spadają na dno)skorelowanym z liczbą bębna.
Najbardziej pożądana liczba obrotów wynosi 4000 - 8000. Nacinanie mięsni w fazie
masowania, gdy bęben ma na zewnątrz zainstalowane noże - ostrza poważnie
skraca czas obróbki, powodując jednocześnie zwiększenie ilości białka
uwalniającego się z powierzchni mięśni. Szybkość obrotów bębna lub ramienia
mieszadła powinna maksymalnie wynosić ok. 20 obr./min, ponieważ powyżej tej
liczby zwiększa się ilość roztartej tkanki mięśniowej, a to jest zjawiskiem
niepożądanym.
Masowanie można prowadzić dwoma sposobami - jako proces intensywny i
krótkotrwały (masowanie mięsa bez przerwy) lub jako proces długotrwały z
przerwami (masowanie interwałowe). Wędzonki z mięsa masowanego dłużej
zachowują lepsze związanie, mają mniejsze ubytki termiczne i lepsze
przereagowanie barwników hemowych. Przy intensywnym masowaniu można
uzyskać efekt zbliżony, ale pod warunkiem, że zapewni się dodatkowo 12 - 24-
godzinną fazę peklowania. Podczas masowania temperatura mięsa nie powinna
przekroczyć 5
o
C. Proces masowania usprawniają masownice wyposażone w
sterowanie mikroprocesorowe.
48
6/6/2013
9
Peklowanie
Peklowanie jest to bardzo skomplikowany proces, którego głównym
celem jest:
utrwalanie naturalnej barwy mięsa
nadanie smaku i zapachu
nadanie produktowi pożądanej tekstury i związania
wspomaganie utrwalania mięsa
Podczas peklowania, oprócz reakcji czysto chemicznych, mamy do
czynienia z oddziaływaniem bakterii denitryfikujących.
Głównie trze czynniki określające stabilność barwy mięsa:
•
barwnik mięśniowy - mioglobina
•
środki peklujące
•
dodatki wspomagające peklowanie.
49
Wyróżnikiem technologicznym mięsa peklowanego jest jego pH.
Wartość pH peklowanej wieprzowiny powinna średnio wynosić 5,7
- 5,8, a wołowiny 5,5 - 5,6. aby proces peklowania surowych
produktów mięsnych przebiegał prawidłowo, zaleca się używać
mięsa o pH w granicach 5,4 - 5,8.
Ważnym czynnikiem w produkcji wędzonek jest temperatura
surowca zarówno ze ze względu na aspekt mikrobiologiczny
(zapobieganie szybkiemu wzrostowi drobnoustrojów), jak i
technologiczny (trwałość i świeżość produktu, wydajność,
tworzenie się piany podczas masowania). Dlatego też surowiec na
wędzonki powinien być schłodzony do temperatury ok. od 0 do 3
stopni Celsjusza.
50
Peklowanie na mokro elementów mięsnych do produkcji wędzonek może
być dokonane trzema metodami: tradycyjną, tradycyjną przyspieszoną i
metodą szybką.
Wyróżniamy trzy rodzaje peklowania mokrego:
• Peklowanie zalewowe (mokre)
• Peklowanie kombinowane.
• Peklowanie suche
PEKLOWANIE ZALEWOWE:
jest to peklowanie polegające na zalaniu mięsa solanką peklującą.
Podczas peklowania zalewowego elementy mięsne układa się w naczyniach
odpornych na działanie soli i zalewa solanką peklującą w ilościach zależnych
od przeznaczenia końcowego elementów peklowanych. Mięso musi być
zabezpieczone przed wypłynięciem na powierzchnię solanki.
Czas peklowania w temperaturze ok. 6 stopni C wynosi od 3 do 14 dni
.
51
PEKLOWANIE NASTRZYKOWE DOARTERYJNE:
polega na wprowadzeniu solanek do arterii krwionośnych zlokalizowanych
w elemencie mięsnym poddawanym peklowaniu, najczęściej przez główną
tętnicę, co pozwala na bardzo równomierne rozprowadzenie solanki w
elemencie poprzez wykorzystanie sieci naczyń krwionośnych.
Tą metodą uzyskuje się najlepsze efekty jeśli chodzi o równomierne
rozprowadzenie solanki wewnątrz mięsa.
Sposób ten jest jednakże możliwy tylko wtedy, gdy rozbiór mięsa
wykonywany jest starannie i nie powoduje uszkodzenia głównych arterii
krwionośnych w mięsie.
PEKLOWANIE KOMBINOWANE:
polega na połączeniu dwóch, poprzednio opisanych sposobów -
peklowania nastrzykowego i peklowania zalewowego.
Elementy mięsa najpierw poddaje się nastrzykiwaniu solanką nastrzykową,
a następnie umieszcza się je w naczyniach i zalewa solanką zalewową.
Czas peklowania nastrzykniętych elementów w solance zalewowej, w
temperaturze 4 - 6 stopni C, trwa od 3 do 7 dni.
52
53
PEKLOWANIE SUCHE
- polega na wymieszaniu mięsa drobnego lub natarciu elementów
mieszanką peklującą i ułożeniu ich w pojemnikach lub basenach.
Mięso drobne soli się mieszanką peklującą o składzie: 99,4% - NaCl i
0,6% NaNo2 (tzw. Nitryt - azotan(III) sodu). Mięso posypuje się
równomiernie mieszanką peklującą w ilości do 2,3 kg mieszanki na
100kg wsadu, mieszając w mieszarce w czasie nie krótszym niż 3
min.
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron