„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Zygfryd Gajewski
Wykonywanie połączeń rur miedzianych w instalacjach
gazowych
713[07].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Władysława Maria Francuz
mgr inż. Anna Kusina
Opracowanie redakcyjne:
inż. Zygfryd Gajewski
Konsultacja:
mgr inż. Jarosław Sitek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej
713[07].Z1.03. „Wykonywanie połączeń rur miedzianych w instalacjach gazowych” zawartego
w modułowym programie nauczania dla zawodu monter instalacji gazowych 713[07].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska na stanowisku do wykonywania połączeń rur miedzianych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 10
4.1.3. Ćwiczenia 10
4.1.4. Sprawdzian postępów 11
4.2. Materiały i podstawowa armatura stosowana do wykonywania połączeń rur
miedzianych
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające 22
4.2.3. Ćwiczenia 22
4.2.4. Sprawdzian postępów 24
4.3. Przygotowanie rur miedzianych do wykonania połączeń
25
4.3.1. Materiał nauczania
25
4.3.2. Pytania sprawdzające 33
4.3.3. Ćwiczenia 34
4.3.4. Sprawdzian postępów 36
4.4. Połączenia rur miedzianych
37
4.4.1. Materiał nauczania
37
4.4.2. Pytania sprawdzające 43
4.4.3. Ćwiczenia 43
4.4.4. Sprawdzian postępów 45
4.5. Wymagania jakim powinny odpowiadać instalacje gazowe z miedzi
46
4.5.1. Materiał nauczania
46
4.5.2. Pytania sprawdzające 53
4.5.3. Ćwiczenia 53
4.5.4. Sprawdzian postępów 55
5. Sprawdzian osiągnięć
56
6. Literatura
61

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o przepisach bhp na stanowisku
pracy, materiałach, narzędziach i sprzęcie stosowanym przy połączeniach rur miedzianych,
przygotowaniu i lutowaniu rur miedzianych, wymaganiach jakie powinny spełniać instalacje
gazowe.
Poradnik zawiera:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
– literaturę uzupełniającą.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność. Po
przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: „Wykonywanie połączeń rur miedzianych w instalacjach gazowych”,
której treści teraz poznasz jest jednym z modułów koniecznych do zapoznania się z technologią
montażu instalacji gazowych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp i higieny
pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac.
Przepisy te poznasz podczas trwania nauki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
713[07].Z1
Technologia montażu instalacji gazowych
713[07].Z1.01
Wykonywanie prac przygotowawczo-zakończeniowych
podczas montażu instalacji gazowych
713(07).Z1.02
Wykonanie połączeń rur stalowych
w instalacjach gazowych
713[07].Z1.03
Wykonywanie połączeń rur miedzianych
w instalacjach gazowych
713[07].Z1.04
Wykonywanie połączeń rurociągów gazowych
z tworzyw sztucznych
713[07].Z1.05
Wykonywanie przyłączy do budynku
713[07].Z1.06
Instalowanie armatury i aparatury pomiarowej
713[07].Z1.07
Instalowanie szafek gazowych
i ich wyposażenia
713[07].Z1.08
Wykonywanie instalacji na gaz ziemny
713[07].Z1.09
Wykonywanie instalacji na gaz płynny
713[07].Z1.10
Wykonywanie konserwacji i napraw instalacji gazowych
Schemat układu jednostek modułowych

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Wykonywanie połączeń rur
miedzianych w instalacjach gazowych” powinieneś umieć:
− organizować stanowisko pracy zgodnie z wymaganiami ergonomii,
− współpracować w zespole,
− dobierać narzędzia i posługiwać się nimi podczas wykonywania prac monterskich,
− stosować bezpieczne zasady obsługi narzędzi i elektronarzędzi stosowanych przy
wykonywaniu połączeń rur miedzianych,
− wykonywać prace przygotowawczo-zakończeniowe podczas montażu instalacji gazowych,
− wykonywać połączenia rur stalowych w instalacjach gazowych,
− dokonywać pomiarów elementów składowych instalacji gazowej,
− dobierać odpowiednie materiały i łączniki stosowane przy połączeniach rur w instalacjach
gazowych,
− uczestniczyć w dyskusji i wymieniać doświadczenia,
− korzystać z różnych źródeł informacji.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− zastosować przepisy bhp, ochrony ppoż. i ochrony środowiska, obowiązujące podczas
wykonywania połączeń rur miedzianych,
− przygotować materiały stosowane do wykonania połączeń rur miedzianych,
− ocenić stan techniczny rur i łączników,
− wykonać cięcie rur miedzianych na określony wymiar,
− przygotować końcówki rur miedzianych do wykonania połączeń,
− wykonać gięcie rur miedzianych o różnych średnicach,
− przygotować sprzęt do wykonania połączeń lutownych,
− dobrać lut,
− wykonać połączenia rur miedzianych za pomocą lutowania,
− wykonać połączenia rozłączne rur miedzianych,
− wykonać kompensację wydłużeń przewodów w instalacji z rur miedzianych,
− połączyć rury miedziane z rurami wykonanymi z innych materiałów,
− zastosować wymagania dotyczące instalacji gazowych z miedzi,
− przygotować wykonanie instalacji do odbioru,
− wykonać prace zgodnie z warunkami technicznymi.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Przepisy bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska na stanowisku do
wykonywania połączeń rur miedzianych
4.1.1. Materiał nauczania
Wiadomości wstępne
Celem poznania zasad bhp, ochrony środowiska i p.poż. jest zwrócenie uwagi uczestnikom
szkolenia na źródła zagrożeń ich zdrowiu i życiu, które towarzyszą podczas wykonywanej pracy,
oraz na sposoby zapobiegania tym zagrożeniom.
Zasady bhp dotyczą środków pracy (narzędzia, urządzenia, sprzęt pomocniczy),
przedmiotów pracy (materiały podstawowe, prace przygotowawcze itp.) oraz dobrej organizacji
miejsca pracy montera. Właściwe warunki pracy, dobre przygotowanie zawodowe, ochrona
zdrowia, czy stosowanie odpowiednich działań profilaktycznych i higiena osobista
,
zapobiegają
wszelkim
,
często tragicznie kończącym się wypadkom przy pracy.
Przy wykonywaniu połączeń rur miedzianych
,
tak samo
,
jak przy wszystkich pracach
monterskich instalacji gazowych, obowiązują szczegółowe zasady bhp z zakresu:
-
stosowanie odzieży roboczej i środków ochrony indywidualnej,
-
prowadzenie prac montażowych, lutowania i prac przygotowawczych,
-
posługiwania się urządzeniami elektrycznymi,
-
posługiwania się sprzętem mechanicznym.
Zatrudniony pracownik przed przystąpieniem do prac montażowych przy instalacji gazowej
powinien być przeszkolony w zakresie:
-
bezpieczeństwa i higieny pracy na stanowisku montera instalacji gazowej,
-
ochrony przeciwpożarowej,
-
ochrony środowiska.
Zasady BHP przy połączeniach rur miedzianych
Podczas prac przy łączeniu instalacji gazowych należy przestrzegać następujących zasad:
– przed rozpoczęciem prac montażowych należy sprawdzić stan narzędzi i właściwe
funkcjonowanie urządzeń,
– do miedzianych połączeń lutowanych, ze względu na toksyczność, powinno się stosować
luty bezkadmowe,
– zachować ostrożność przy stosowaniu topników do lutowania (nie wolno wtedy spożywać
posiłków ani palić papierosów, a po zakończeniu pracy trzeba niezwłocznie umyć ręce),
– przewożenie napełnionych lub opróżnionych butli gazowych bez nałożonych kołpaków
ochronnych jest zabronione,
– zabrania się smarowania lub oliwienia części urządzeń do połączeń rur i złączek
miedzianych, zaworów, reduktorów, palników itp.,
– łączenie węży z końcówka reduktora, palnika i łączników należy wykonać za pomocą
oryginalnych zacisków,
– zabezpieczać kable i przewody elektryczne, gazowe itp. przed działaniem temperatury,
rozprysków palnika i uszkodzeniem mechanicznym,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
– butle z gazem należy chronić przed nagrzaniem, jak również zabezpieczyć przed działaniem
promieni słonecznych,
– po zakończeniu lutowania sprawdzić czy pomieszczeniu nie zostawiono tlących lub
żarzących się cząsteczek na stanowisku pracy, w jego otoczeniu lub w pomieszczeniach
przyległych.
Podstawowe wymogi bhp przy obsłudze urządzeń do lutowania
Węże do gazów
-
węże do gazów powinny być szczelne i utrzymane w stanie sprawności technicznej oraz
chronione przed uszkodzeniami.
-
węże do gazów powinny różnić się między sobą barwą (tlenowe – niebieski, acetylenowe –
czerwone lub białe). Nie wolno stosować węży do gazów, dla których nie są przeznaczone.
-
węże do gazów przy lutowaniu winny wytrzymywać ciśnienie co najmniej 0,6 MPa
-
węże należy zawieszać i przechowywać w sposób zabezpieczający przed powstawaniem
ostrych załamań.
-
węże doprowadzające gazy do palnika powinny posiadać długość co najmniej 5m.
-
połączenie węża z palnikiem oraz reduktorem powinno zabezpieczać wąż przed
uszkodzeniem (np. przez stosowanie płaskich zacisków śrubowych)
Przymocowanie węży do nasadek przy pomocy drutu jest zabronione!
Palniki do lutowania
Do lutowania należy używać palników dostosowanych pod względem rodzaju i budowy do
danej pracy.
Palniki do lutowania powinny być utrzymane w stanie technicznej sprawności i czystości.
Używanie uszkodzonych palników jest zabronione!
Transport butli z gazami pod ciśnieniem
– butli nie wolno rzucać, toczyć, uderzać o nie przedmiotami oraz używać do celów
niezgodnych z ich przeznaczeniem.
– ładowanie , wyładowanie i przenoszenie butli, zarówno napełnionych jak i opróżnionych,
o pojemności ponad 10 l powinno być wykonywane z należytą ostrożnością przez co
najmniej dwóch pracowników, odpowiednio zaznajomionych z tymi czynnościami.
– transport butli na terenie zakładu powinien odbywać się na wózkach specjalnie do tego
przeznaczonych, a ręczne przenoszenie na piętra lub rusztowania za pomocą specjalnych
noszy.
BHP przy obsłudze narzędzi ręcznych i narzędzi monterskich
1. Nie wolno używać narzędzi do innych celów, aniżeli do tych, do których zostały
przeznaczone.
2. Należy dobrać narzędzie najbardziej podręczne pod względem wymiaru i ciężaru.
3. Młotki powinny być dobrze umocowane do trzonków. Praca narzędziami bez trzonków
grozi skaleczeniem pracującego.
4. Używanie pilnika bez trzonka grozi skaleczeniem ręki.
5. Należy narzędzia trzymać w porządku i czystości oraz w stanie zdatnym do użytku,
a najmniejsze uszkodzenie od razu poprawić. Narzędzia powinno się kłaść na miejsca dla
nich przeznaczone, a przed każdym użyciem narzędzi sprawdzić ich stan. Należy pamiętać,
że im gorzej są utrzymane narzędzia, tym cięższe będą skutki skaleczenia się nimi: rana
cięta od narzędzia ostrego może być groźna, rana szarpana od narzędzia stępionego jest
niebezpieczniejsza od rany ciętej.
6. Nie powinno się pracować tępym narzędziem.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Umiejętność prawidłowego posługiwania się narzędziami ręcznymi powinna być wpajana
już w okresie nauki zawodu lub przyuczania do określonej pracy. Opanowanie właściwych
chwytów i ruchów oraz przestrzeganie wyżej przytoczonych zasad bezpiecznej i higienicznej
pracy narzędziami ręcznymi, stanowi gwarancję pracy bezwypadkowej.
Wszystkie narzędzia używane do montażu i demontażu powinny być w dobrym stanie
technicznym. Używanie kluczy o niewłaściwych wymiarach lub zużytych szczękach, a także
uszkodzonych nakrętek i śrub o uszkodzonych łbach może spowodować ześlizgnięcie się klucza
i skaleczenie pracownika. W miejscach montażu należy zapewnić higieniczne warunki pracy,
odpowiednią wilgotność i temperaturę. Należy również zapewnić dobre oświetlenie przy
precyzyjnych elementach instalacji gazowej.
BHP przy obsłudze elektronarzędzi
Przy obsłudze narzędzi i urządzeń elektrycznych występuje znacznie większe zagrożenie
życia lub zdrowia, niż przy obsłudze innych urządzeń technicznych. Wynika to stąd, że
pojawienie się napięcia, zwłaszcza na częściach metalowych, korpusach maszyn i innych
urządzeniach, nie przeznaczonych do przewodzenia prądu, nie jest w żaden sposób
sygnalizowane, nie można go dostrzec wzrokiem, wyczuć węchem lub usłyszeć. Największa
ilość wypadków przy obsłudze urządzeń elektrycznych powstaje z powodu porażenia prądem
elektrycznym, to jest wtedy, gdy prąd przepływa przez ciało pracownika.
Ponadto przy obsłudze elektronarzędzi mogą wystąpić takie zagrożenia jak:
-
oparzenie łukiem elektrycznym,
-
powstanie pożaru
Warunki bezpiecznego używania elektronarzędzi
Do pracy można dopuścić tylko elektronarzędzia i sprzęt z zasilaniem elektrycznym
posiadającym aktualne gwarancje producenta lub badania potwierdzające sprawność techniczną
i odpowiednią ochronę przeciwpożarową oraz posiadać znak bezpieczeństwa B zgodnie z normą
PN-85/B08400/02.
Sprzęt i elektronarzędzia powinny posiadać jednoznacznie określony numer (np. fabryczny)
i oznaczenie daty ostatniego badania kontrolnego.
Każdorazowo przed rozpoczęciem pracy należy sprawdzić wzrokowo stan wtyczki
i przewodu zasilającego. Eksploatacja elektronarzędzia z uszkodzonymi wtyczkami lub
przewodami zasilającymi grozi porażeniem prądem elektrycznym, oparzeniem łukiem
elektrycznym i powstaniem pożaru.
Przewody zasilające elektronarzędzia należy zabezpieczyć tak, aby w czasie pracy nie
została uszkodzona izolacja i nie występowały naprężenia mechaniczne.
Elektronarzędzia można podłączyć do obwodów elektrycznych wykonanych zgodnie
z przepisami i normami oraz odpowiednimi zabezpieczeniami gwarantującymi dostateczne
szybkie samoczynne wyłączenie w przypadku zwarcia.
Szybkie zadziałanie zabezpieczenia decyduje o bezpieczeństwie obsługi, o bezpieczeństwie
pożarowym. Przy włączaniu elektronarzędzia należy sprawdzić położenie wyłącznika.
Osadzenie wtyczki w gnieździe wtyczkowym dozwolone jest tylko przy wyłączonym
elektronarzędziu. Przy podłączeniu zasilania w pierwszej kolejności należy wyłączyć
elektronarzędzie, a w drugiej odłączyć przewód zasilający z gniazda wtykowego.
Nie przestrzeganie powyższych zasad grozi poparzeniem łukiem elektrycznym i ewentualnym
porażeniem prądem elektrycznym. Gdy elektronarzędzie znajduje się pod napięciem, nie wolno
dotykać jego części pracujących, np. piły, wiertła itp..
Zabrania się użytkowania elektronarzędzi, które uległy uszkodzeniu, zalaniu wodą, mają
negatywne wyniki badań
,
u których w czasie pracy występuje nadmierne iskrzenie na
komutatorze, drgania lub inny rodzaj nieprawidłowej pracy.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Zabrania się użytkowania elektronarzędzi:
– na otwartym terenie podczas opadów atmosferycznych, w przypadku gdy elektronarzędzie
nie jest przystosowane do takich warunków pracy,
– w czynnych magazynach materiałów łatwopalnych i pomieszczeniach, w których istnieje
zagrożenie wybuchem (możliwość powstania pożaru względnie wybuchu od iskrzących
elementów napędu),
– przeciążenia elektronarzędzi przez nadmierny docisk, względnie nie uwzględnianie przerw
w pracy przy elektronarzędziach dostosowanych do pracy przerywanej.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie wymagania bhp musza spełniać narzędzia ręczne?
2. Jakie wymagania bhp muszą spełniać elektronarzędzia?
3. Jak zabezpieczyć się przed zatruciem podczas stosowania topników do lutowania?
4. Co jest najczęstszą przyczyną pożarów?
5. Jakie wymagania bhp muszą spełniać narzędzia monterskie?
6. W jaki sposób należy eksploatować węże do gazów?
7. Jak transportuje się butle z gazami pod ciśnieniem?
8. Jakie zagrożenie stwarza praca przy lutowaniu twardym?
9. Jakie zagrożenie stwarza praca elektronarzędziami?
4.1.3. Ćwiczenia
Ćwiczenie 1
Opracuj instrukcję bhp i p.poż. dla pracy na stanowisku do łączenia rur miedzianych za
pomocą lutowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją wykonania ćwiczenia,
2) zapoznać się z materiałem nauczania dotyczącym wymagań w zakresie bhp i p.poż.
obowiązujących podczas lutowania,
3) na kartce papieru wypisać zasady bezpiecznej pracy przy lutowaniu,
4) zaprezentować wykonanie ćwiczenia,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– gumka,
– instrukcje obsługi palnika na propan-butan,
– instrukcja obsługi palnika acetylenowo-tlenowego,
– plansze palników do lutowania,
– literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Ćwiczenie 2
Z katalogu firmy produkującej elektronarzędzia wybierz wiertarkę elektryczną. Wskaż jej
zalety w pracy montera, podaj jej parametry techniczne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznaj się z instrukcją wykonania ćwiczenia,
2) zapoznać się z katalogiem elektronarzędzi,
3) wybrać najodpowiedniejszą wiertarkę dla pracy montera,
4) na kartce papieru zapisać: typ, parametry techniczne, cenę,
5) wypisać zalety, określić prace przy których będzie wykorzystane oraz zagrożenia przy
nieprawidłowym używaniu,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny prawidłowości wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– gumka,
– katalog elektronarzędzi,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) bezpiecznie używać elektronarzędzi?
2) stosownie zachować się podczas pracy z topnikiem do lutowania?
3) prawidłowo i bezpiecznie obsługiwać butle gazowej?
4) dobrać środki ochrony indywidualnej zabezpieczające przed
występującymi czynnikami szkodliwymi na stanowisku pracy?
5) określić jakie wymagania dot. bhp powinno spełniać
pomieszczenie pracy przeznaczone do wykonania montażu rur miedzianych?
6) określić zasady bezpiecznej pracy z palnikiem gazowym?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Materiały i podstawowa armatura stosowana do wykonywania
połączeń rur miedzianych
4.2.1. Materiał nauczania
Materiały stosowane do budowy instalacji gazowych
Wszystkie materiały i wyroby (armatura) służące do montażu instalacji gazowych z miedzi
powinny mieć Certyfikat zgodności z odpowiednimi normami lub deklarację zgodności
z aprobatą techniczną. Określono to w Rozporządzeniu MGPiB z dnia 19 grudnia 1994 r.
w sprawie aprobat i kryteriów technicznych dotyczących wyrobów budowlanych. Do wydawania
aprobat dotyczących wyposażenia instalacji gazowych upoważniony jest Instytut Górnictwa
Naftowego i Gazownictwa w Krakowie.
Rury z miedzi stosowane w instalacjach gazowych charakteryzować się powinny
specyficznymi właściwościami, które nie są wymagane podczas wykorzystywania ich w innych
instalacjach sanitarnych. Te właściwości dotyczą składu chemicznego miedzi, wymiarów rur
i zachowania koniecznych tolerancji wymiarowych, własności mechanicznych rur oraz jakości
ich powierzchni wewnętrznych. Wymagania te zapewniają instalacjom wykonanym z tych rur
oczekiwaną trwałość, oraz łatwość wykonywania samych instalacji.
Właściwości chemiczne
Czysta miedź charakteryzuje się dużą odpornością na korozyjne działanie wody zimnej
i gorącej w instalacjach wodociągowych, wody morskiej oraz korozję atmosferyczną. Na
powietrzu szybko się utlenia i matowieje. Pod wpływem wilgoci i dwutlenku węgla miedź
pokrywa się ciemnobrązową patyną (tlenkiem miedzi – zwyczajowo zwanym tlenkiem
miedzianym), przechodzącą po pewnym czasie w tzw. patynę szlachetną o barwie zielonej, którą
tworzy głównie hydroksowęglan miedzi (zasadowy węglan miedzi). Powstawanie patyny jest
zjawiskiem bardzo korzystnym, zwiększa bowiem i tak dużą odporność na korozję. W
środowisku dwutlenku siarki powstaje warstewka hydroksosiarczanu miedzi (zasadowego
siarczanu miedzi), który w przeciwieństwie do tlenków, nie chroni przed dalszą korozją. Miedź
jest też odporna na działanie kwasów nieutleniających (np. solnego, octowego), ulega zaś
niekorzystnej korozji w środowiskach kwasów utleniających np:
− kwasu azotowego i gorącego kwasu siarkowego,
− roztworów amoniaku i związków amonowych,
− kwasu siarkowego, w wodach zawierających siarczki,
− w wodach napowietrzonych o dużej zawartości kwasu węglowego.
Właściwości fizyczne i mechaniczne
Miedź jest metalem o charakterystycznej różowozłocistej barwie i doskonałym połysku. Ma
najmniejszą oporność elektryczną spośród wszystkich metali, z wyjątkiem srebra. Wykazuje
doskonałe przewodnictwo elektryczne i cieplne. Przewodnictwo cieplne miedzi jest 6 razy
większe niż stali. Współczynnik rozszerzalności cieplnej miedzi jest ok. 1,5 raza większy niż
stali i wynosi 0,0166 mm/(m
.o
C).
Różnice temperatury występujące podczas montażu i użytkowania przewodów powodują
zmianę ich długości. Miedź należy do materiałów, które łatwo poddają się obróbce plastycznej
na zimno i na gorąco. W celu zmiękczenia miedzi poddaje się ją procesowi rekrystalizacji, tzn.
podgrzewa do temperatury 300
÷600
o
C, a następnie ochładza. Im czystsza miedź – tym niższa
temperatura wyżarzania.
W instalacjach gazowych stosuje się miedź odtlenioną fosforem. Fosfor jest dobrym
odtleniaczem miedzi, ale większa jego ilość (powyżej 0,1%), powoduje jej kruchość.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Stopy miedzi
Do czystej miedzi dodaje się różne pierwiastki stopowe: arsen, chrom, cynę, cynk, ołów,
nikiel, żelazo, glin (aluminium), siarkę krzem. Popularnymi stopami miedzi o szerokim
zastosowaniu są:
− Mosiądze – stopy miedzi, w których głównym dodatkiem stopowym jest cynk,
− Brązy – stopy miedzi, w których głównym dodatkiem stopowym jest cyna,
− Mosiądze i brązy zawierające więcej niż jeden składnik stopowy – to stopy specjalne.
Rury
Rury do instalacji gazowych muszą być wykonane z miedzi odtlenionej fosforem
o zawartości czystej miedzi > 99,9% zawartości fosforu 0,015
÷0,040%. Ten gatunek miedzi jest
oznakowany następująco:
– wg normy europejskiej EN 1057 - Cu-DHP, /PN-EN-1057/
– wg normy międzynarodowej ISO 1190-1 - Cu-DHP,
– wg normy niemieckiej DIN 1787 - SF-Cu,
– wg normy brytyjskiej BS 1172 - C 106.
Wymagania dotyczące stanu kwalifikacyjnego
Rury miedziane produkowane są w trzech stanach kwalifikacyjnych różniących się stopniem
twardości (miękkim, półtwardym i twardym), a tym samym właściwościami mechanicznymi
i użytkowymi. Mniejszą twardość uzyskuje się w wyniku procesu rekrystalizacji (wyżarzania).
Do instalacji gazowych należy stosować rury twarde ciągnione, bez szwu. Rury te mają
największą wytrzymałość i trwałość.
Rury miedziane muszą być gładkie, czyste, bez rys, pozbawione smarów po procesie
ciągnienia i węgla po procesie wyżarzania. Dotyczy to zewnętrznej i wewnętrznej powierzchni
rur.
Tab. 1. Podział rur ze względu na ich twardość. [7, s. 20]
Stan kwalifikacyjny
Określenie
Miękki półtwardy Twardy
Oznaczenie wg normy europejskiej EN 1057
/PN-EN-1057/
R220 R250 R290
Oznaczenie wg DIN 17671 F22
F30
F37
Oznaczenie krajowe wg PN-71/H-1706
R
Z4
Z6
Typowa długość [m]
Zwoje 25 i 50 m,
odcinki proste 3 i 5
m
Odcinki proste 3 i 5
m
Odcinki proste 3 i 5
m
Zakres średnic wg EN 1057 [mm]
6
÷54 6÷159 6÷267
Naprężenie rozciągające [Mpa]
≥ 220
≥ 250
≥ 290
Podział rur ze względu na ich trwałość
Rury miedziane do instalacji gazowej muszą spełniać określone wymagania dotyczące
średnic zewnętrznych, grubości ścianek i ich tolerancji wymiarowych. Grubość ścianki rur
miedzianych do instalacji gazowych nie może być mniejsza niż 1 mm.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Podstawowy typoszereg rur miedzianych przeznaczonych do instalacji gazowych zgodnie
z normą PN-EN 1057 przedstawiono w tabeli 2.
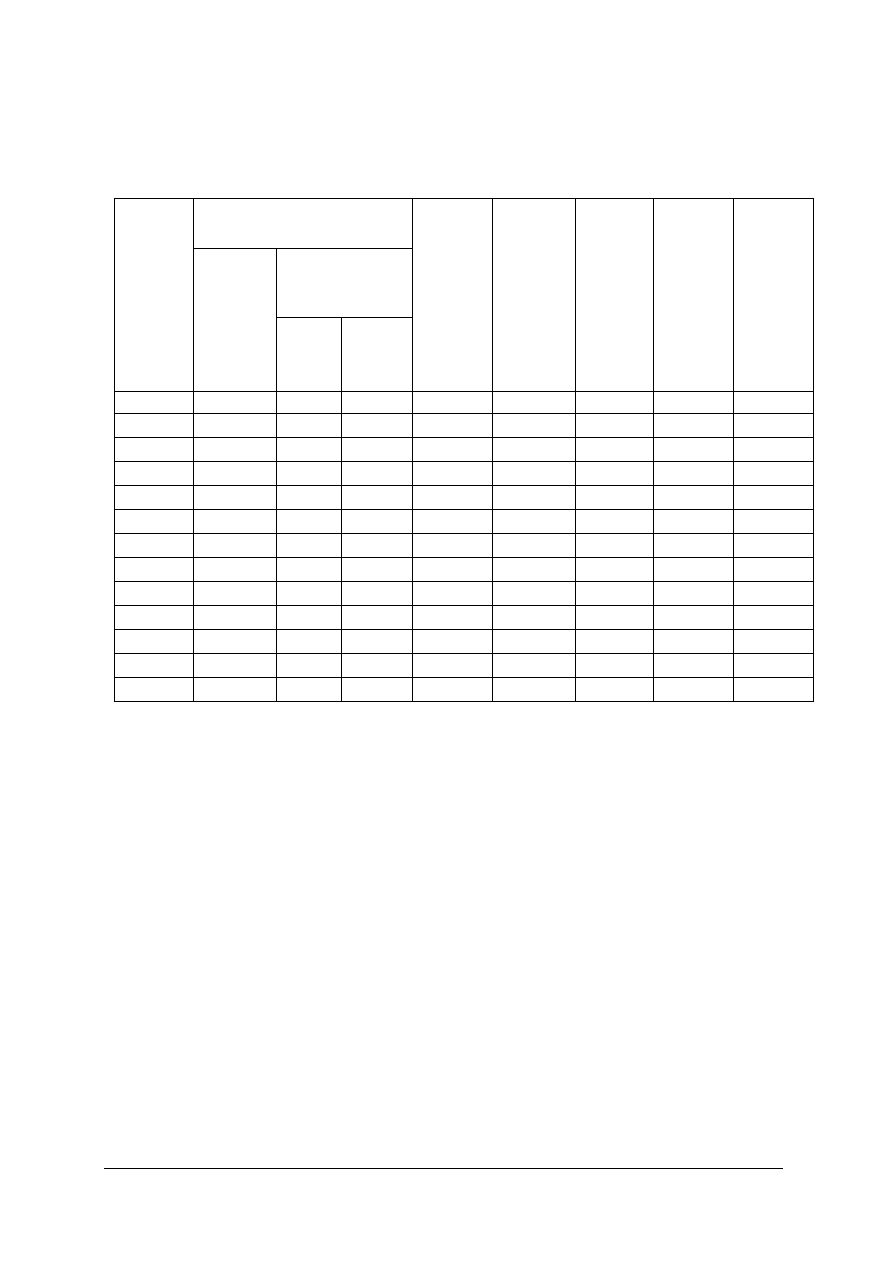
Tab. 2. Typoszereg rur miedzianych przeznaczonych do instalacji gazowych (wg PN-EN-1057) [7, s. 21]
Odchyłka średnicy zewnętrznej
Dotycząca każdej
średnicy zewnetrznej
Średnica
zewnętrzna
x grubość
ścianki
d
z
x e
Średniej
średnicy
zewnętrznej
dla
wszystkich
stanów
Rury
twarde
(R 290)
Rury
półtwarde
(R250)
Odchyłka
grubości
ścianki
Średnica
wewnętrzna
Masa
Pojemność
Odpowiada
rurze
stalowej
[mm] [mm] [mm]
[mm] [%] [mm] [kg/m]
[dm
3
/m] [cal]
12 x 1,0
± 0,04
± 0,04
± 0,09
± 13
10
0,308
0,079
⅜
15 x 1,0
± 0,04
± 0,04
± 0,09
± 13
13
0,391
0,133 -
18 x 1,0
± 0,04
± 0,04
± 0,09
± 15
16
0,475
0,201 ½
22 x 1,0
± 0,05
± 0,06
± 0,10
± 15
20
0,587
0,314 ¾
28 x 1,5
± 0,05
± 0,06
± 0,10
± 15
25
1,110
0,491 1
35 x 1,5
± 0,06
± 0,07
± 0,11
± 15
32
1,410
0,804 1¼
42 x 1,5
± 0,06
± 0,07
± 0,11
± 15
39
1,700
1,195 1
½
54 x 2,0
± 0,06
± 0,07
± 0,11
± 15
50
2,910
1,963 2
64 x 2,0
± 0,07
± 0,10
± 0,15
± 15
60
3,467
2,827 -
76,1 x 2,0
± 0,07
± 0,10
± 0,15
± 15
72,1
4,144
4,083 2
½
88,9 x 2,0
± 0,07
± 0,15
± 0,20
± 15
84,9
4,890
5,658 3
108 x 2,5
± 0,07
± 0,20
± 0,30
± 15
103
7,420
8,328 4
Z uwagi na ilości gazu zużywane w praktyce przez większość odbiorników, instalacje
gazowe z miedzi mają najczęściej średnicę do 54mm. Rury większych średnic są rzadziej
stosowane.
Utrzymanie odchyłek (tolerancji) według przedstawionych wymagań daje gwarancję
poprawnego wykonania połączeń kapilarnych rur i łączników.
Do pomiaru kontrolnego wymiarów rur powinno się używać przyrządów o dokładności
minimum 0,01 mm (sprawdziany przechodnie i nieprzechodnie). Grubość ścianek mierzy się
śrubą mikrometryczną lub ultradźwiękowym miernikiem grubości.
Grubość ścianki rur miedzianych stosowanych do wykonywania instalacji gazowych nie jest
podyktowana względami wytrzymałościowymi na rozerwanie, lecz możliwością ich skręcania
lub zgniecenia podczas montażu.
Wszystkie rury miedziane przeznaczone do instalacji gazowych musza być szczelne.
Producent powinien poddać je jednej z następujących prób szczelności:
• pneumatycznej pod ciśnieniem 0,4 MPa (brak pęcherzyków powietrza po zanurzeniu
rury w wodzie – przez co najmniej 10 s),
• hydraulicznej – przez co najmniej 10 s (rury średnicy 12÷54 mm – pod ciśnieniem wody
3,5 MPa, rury średnicy 64÷108 mm – pod ciśnieniem wody 2,5 MPa),
• metodą prądów wirowych.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Oznakowanie, pakowanie, magazynowanie i transport rur miedzianych
Zgodnie z normą europejską obowiązkiem producenta jest oznakowanie rur, polegające na
umieszczeniu wzdłuż rury napisu zawierającego:
– numer normy,
– średnicę zewnętrzną w mm,
– grubość ścianki w mm,
– stan kwalifikacyjny (oznaczenie twardości),
– znak identyfikacyjny producenta,
– datę produkcji – rok, kwartał lub miesiąc.
Rury średnicy 12÷54 mm powinny być trwale oznakowane co 0,6 m. Inne rury trzeba
oznakować co najmniej na obu końcach.
Zamawiając rury nabywca powinien podać następujące informacje:
– ilość zamawianych rur (w m),
– numer normy (np. EN 1057),
– oznaczenie stanu kwalifikacyjnego,
– średnicę zewnętrzną x grubość ścianki (w mm),
– długość (np. odcinki proste 3 i 5 m).
W normie nie podano wymagań dotyczących pakowania, magazynowania i transportu rur.
Producent jest odpowiedzialny za właściwe opakowanie i oznakowanie wyrobu. Rury trzeba
przechowywać w czystych i suchych pomieszczeniach, wolnych od szkodliwych par i gazów.
Rury luzem powinno się układać na gładkim i czystym podłożu w stosach o wysokości do
0,5 m. Rury o większych średnicach należy układać na spodzie stosów. Stosy rur trzeba
zabezpieczyć przed osunięciem słupkami oporowymi. Podczas transportu rury powinny być
zabezpieczone przed uszkodzeniem mechanicznym.
Rury w wiązkach należy związać taśmą samoprzylepną co najmniej w trzech miejscach
wzdłuż rur. Rury o różnych średnicach powinny być pakowane w oddzielnych wiązkach.
Nie należy wsuwać rur o mniejszych średnicach do większych.
Rury w zwojach należy magazynować poziomo do wysokości 1 m .
Rury nieprawidłowo transportowane bądź składowane mogą ulec trwałemu odkształceniu,
co utrudnia ich późniejszy montaż.
Łączniki
Do łączenia rur miedzianych ze sobą oraz do zmiany kierunku prowadzenia przewodów
stosuje się kielichowe łączniki miedziane, a do połączenia z armaturą i odbiornikami gazu –
łączniki przejściowe z brązu i mosiądzu.
W instalacjach gazowych wolno stosować tylko łączniki wykonane fabrycznie.
Niedopuszczalne jest używanie trójników, redukcji i innych odgałęzień wykonanych ręcznie.
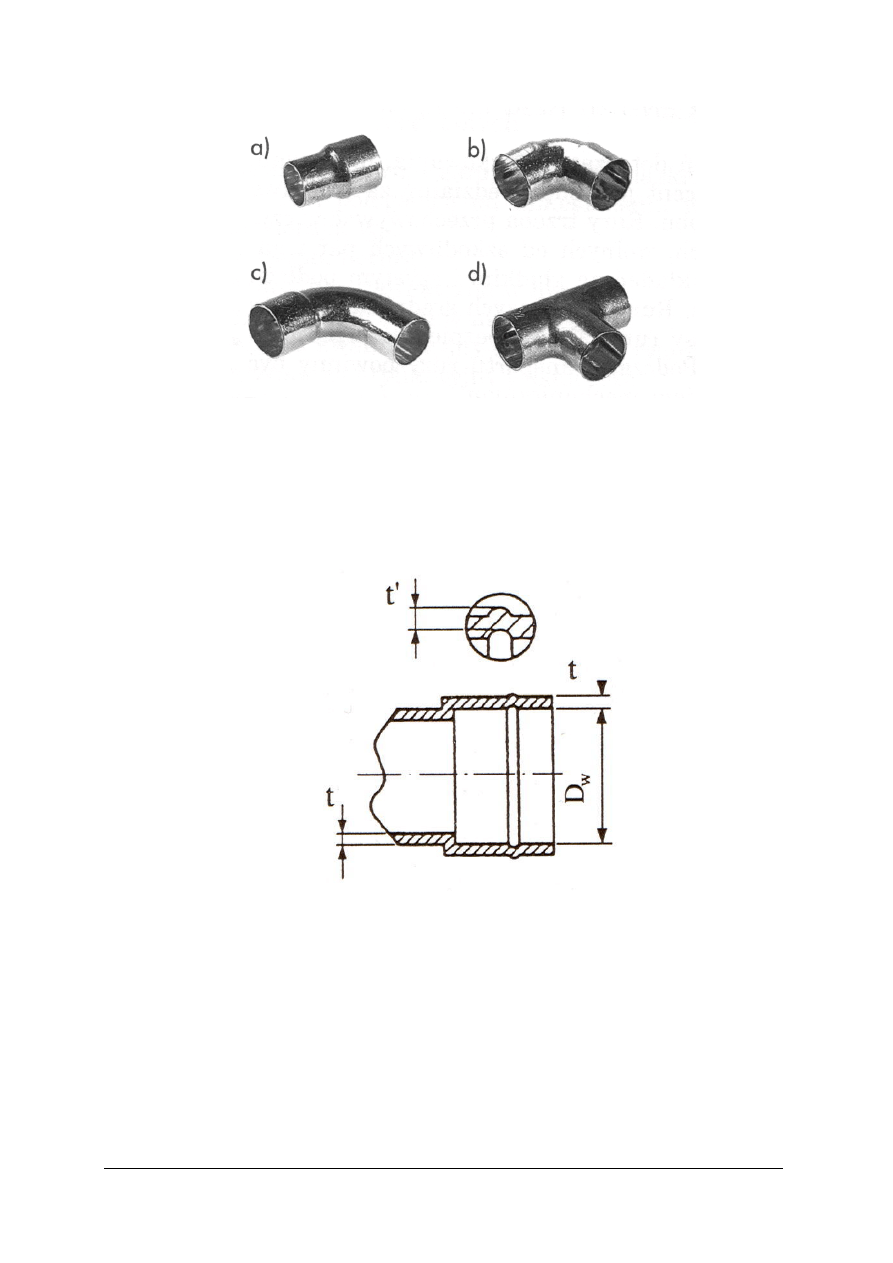
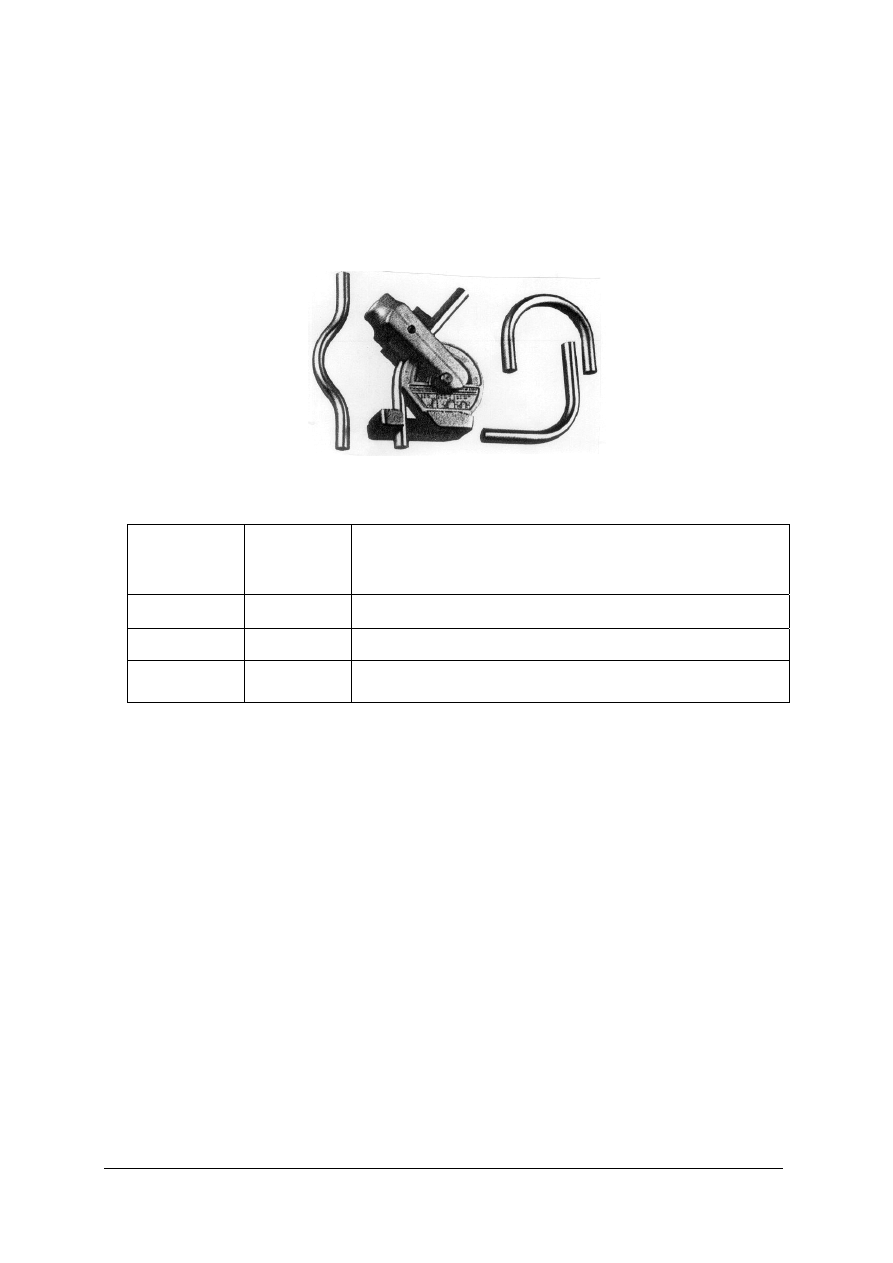
Wybór oferowanych łączników miedzianych jest bardzo bogaty. Do podstawowych
łączników należą:
a) złączki równoprzelotowe i redukcyjne,
b) kolana jedno i dwukielichowe,
c) łuki jednokielichowe i dwukielichowe o kącie 45
0
, 90
0
i 180
0
d) trójniki równoprzelotowe i redukcyjne.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
a) równoprzelotowa złączka redukcyjna, b) kolano dwukielichowe, c) łuk jednokielichowy,
d) trójnik równoprzelotowy
Rys. 1. Łączniki miedziane. [7, s. 26]
Oprócz popularnych łączników gładkich występuje odmiana łączników miedzianych,
zwanych łącznikami z lutem integralnym. Mają one charakterystyczne przetłoczenia obwodowe
– w połowie głębokości kielichów – z fabrycznie osadzonym pierścieniem lutowniczym.
D
w
–średnica wewnętrzna, t - minimalna grubość ścianki, t’ – minimalna grubość ścianki przetłoczonego rowka
Rys. 2. Kielich z lutem integralnym [6, s. 19]
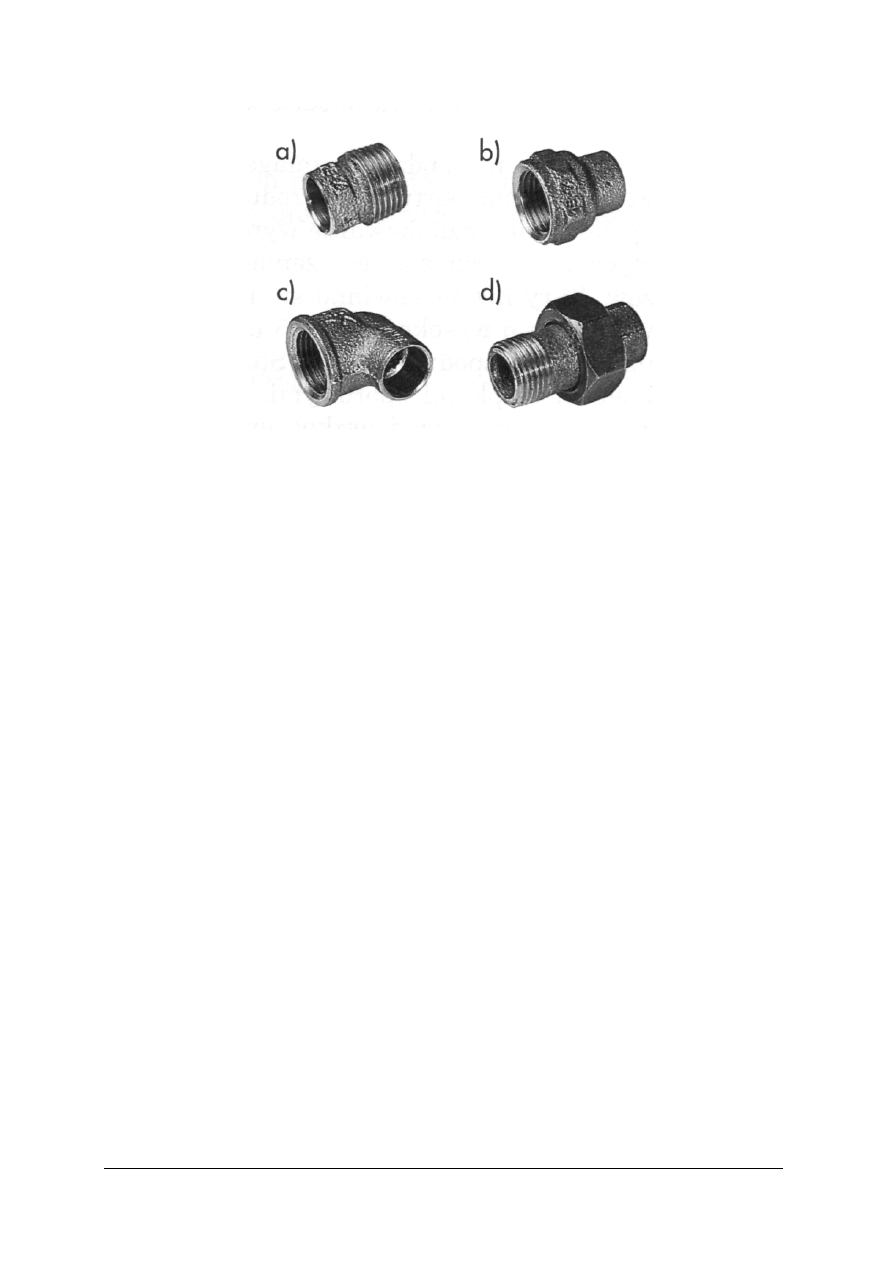
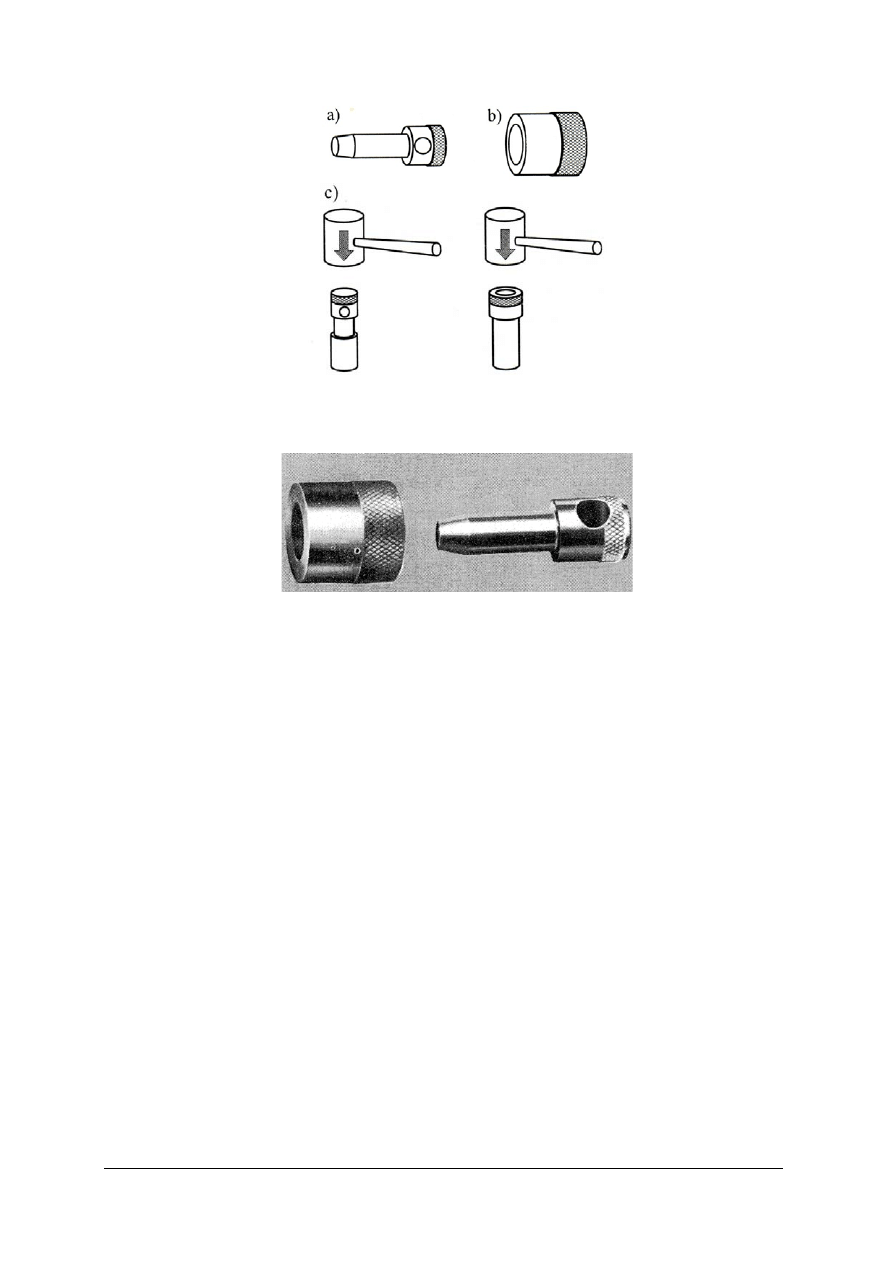
Wśród łączników ze stopów miedzi rozróżniamy:
– złączki proste i redukcyjne z gwintem zewnętrznym lub wewnętrznym i końcówką
kielichową (rys. 3 a, b,)
– kolana z gwintami i kielichami do lutowania (rys. 3 c)
– dwuzłączki proste (rys. 3 d) i kątowe z końcami gwintowanymi i do lutowania,
– łączniki zaciskowe.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
a) złączka prosta z gwintem zewnętrznym, b) złączka redukcyjna z gwintem wewnętrznym,
c) kolano z gwintem I kielichem do lutowania, d) dwuzłączka prosta,
Rys. 3. łączniki ze stopów miedzi [7, s. 26]
W instalacjach gazowych nie wolno stosować łączników gwintowanych z tnącym
pierścieniem zaciskowym.
Łączniki miedziane i ze stopów miedzi mają znormalizowane wymiary: średnicę zewnętrzna
i wewnętrzną, długość kielicha i minimalną grubość ścianki. Wszystkie łączniki muszą mieć
aprobatę techniczną wydaną przez Instytut Górnictwa Naftowego i Gazownictwa (PGNiG)
w Krakowie, potwierdzoną deklaracją zgodności z aprobatą techniczną – wydaną przez
producenta.
Wymagania materiałowe
Wymagania materiałowe dotyczące łączników miedzianych są takie same, jak dla rur
miedzianych, tzn. łączniki te muszą być wykonane z miedzi odtlenionej fosforem, o oznaczeniu
Cu-DHP wg normy ISO 1190-1.
Stopy miedzi do produkcji łączników muszą mieć skład chemiczny gwarantujący odporność
na odcynkowanie to znaczy odparowanie cynku podczas lutowania twardego przy wyższych
temperaturach rzędu 700÷800
o
C. Dlatego do operacji lutowania twardego nie zaleca się
stosowania łączników mosiężnych. Łączniki te w instalacjach gazowych stosuje się tylko wtedy,
gdy nie biorą one bezpośredniego udziału w procesie lutowania. W związku z powyższym do
wykonywania połączeń w instalacjach za pomocą lutowania twardego zaleca się stosowanie
stopów miedzi z cyną, a więc brązów.
Do ich wykonania stosuje się materiał B-663 (wg PN-91/H-87026), który odpowiada
materiałowi CuSn5ZnPb (wg DIN 1705) oraz CuPb5Sn5Zn5 (wg pr EN 133/80).
Wymagania wymiarowe łączników
Zasada lutowania kapilarnego narzuca kształt łączników, natomiast grubość ścianek wynika
z warunków wytrzymałości analogicznych, jak dla rur oraz technologii wykonania. W normach
nie narzucono grubości ścianek łączników, określono jedynie ich grubość minimalną – nieco
mniejszą od grubości ścianki rury miedzianej odpowiedniej średnicy. Normowane są tylko
wymiary, od których zależy szczelność i trwałość połączeń, tzn.:
– średnica wewnętrzna i głębokość kielicha,
– średnica zewnętrzna i długość bosej końcówki,
– minimalna grubość ścianki,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
– minimalna średnica otworu przelotowego.
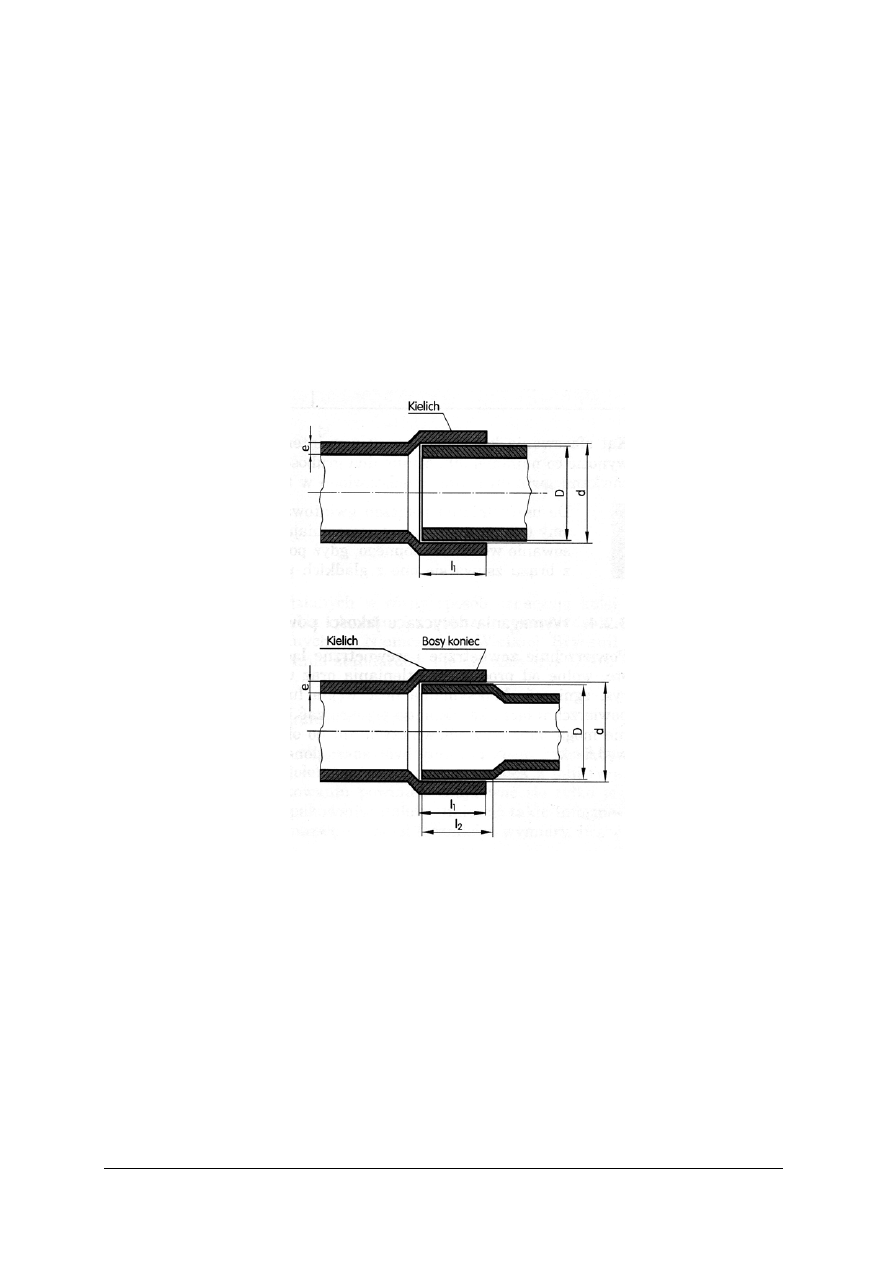
Łączniki do połączeń kapilarnych
Wszystkie łączniki do lutowania kapilarnego służą do tworzenia połączeń nierozłącznych.
Wymiary wewnętrzne kielichów łączników i zewnętrzne rur oraz ich tolerancje wymiarowe
są tak dobrane, aby – po włożeniu bosego końca rury lub łącznika do kielicha – między
łączonymi elementami zawsze pozostała szczelina kapilarna. W złączach elementów o średnicy
nominalnej do 54mm szczelina ta powinna wynosić 0,02÷0,30mm. Podstawowe wymiary
łączników do lutowania kapilarnego podano w tabeli 2. Pomiar kontrolny wymiarów łącznika
należy wykonywać sprawdzianem przechodnim i nieprzechodnim lub przyrządem o dokładności
0,01mm. Grubość ścianek mierzy się śrubą mikrometryczną lub ultradźwiękowym miernikiem
grubości.
d – średnica wewnętrzna kielicha, D – średnica zewnętrzna bosego końca, e – grubość ścianki, l
1
– długość kielicha,
l
2
– długość bosego końca
Rys. 4. Wymiary łączników lutowanych [7, s. 29]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Tab. 3. Wymiary (w milimetrach) łączników do lutowania kapilarnego. [7, s. 29]
Dopuszczalne
odchyłki
wymiarowe
średnicy
Minimalna długość
Grubość ścianki
łącznika
Szerokość szczeliny
lutowniczej
Średnica
kielicha
(wewnętrzna d)
lub bosego
końca
(zewnętrzna D)
kielicha
boseg
o
końca
kielicha
bosego
końca l
1
bosego
końca l
2
z miedzi
z brązu
tłoczonego
minimalna maksymalna
12
15
18
22
28
35
42
54
64
76,1
88,9
108
+0,155
+0,065
+0,185
+0,075
+0,23
+0,09
+0,33
+0,10
±0,045
±0,055
±0,07
±0,07
10
12
14
17
20
25
29
34
35
36
40
50
12
14
16
19
22
27
31
36
38
39
43
53
0,6
0,7
0,8
0,9
0,9
1,0
1,1
1,2
1,4
1,6
1,8
2,1
1,1
1,2
1,4
1,4
1,5
1,6
1,8
2,0
2,3
2,6
2,9
3,3
0,02
0,02
0,02
0,03
0,20
0,24
0,30
0,40
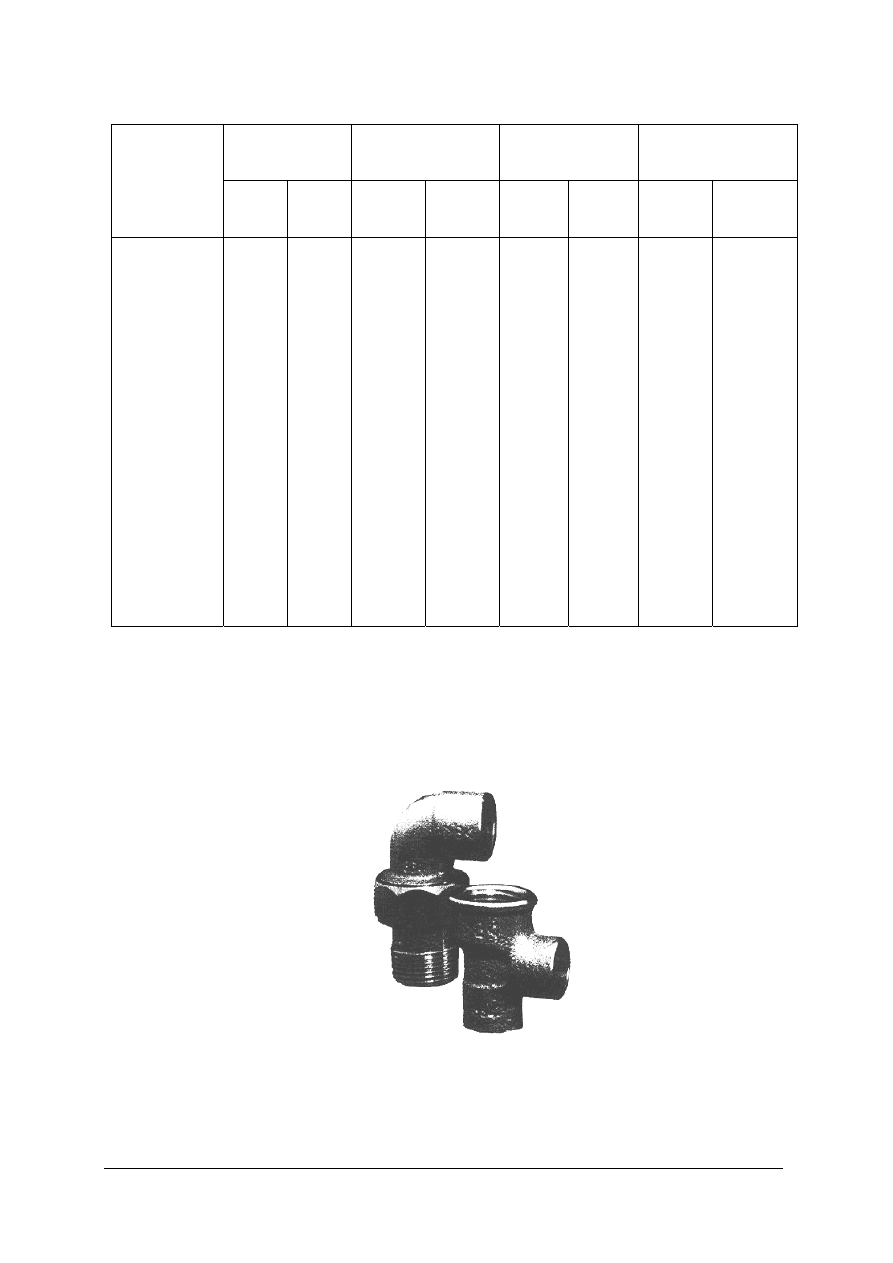
Łączniki przejściowe z końcówkami gwintowanymi
Łączniki z brązu z końcówkami gwintowanymi powinny spełniać następujące wymagania:
- do połączeń z uszczelnieniem na gwincie (gwinty zewnętrzne stożkowe 1:16 wg PN–ISO
228-1, oraz wewnętrzne równoległe wg PN–ISO 7-1),
- do połączeń z uszczelnieniem na płaszczyźnie czołowej (gwinty rurowe walcowe
wg PN–ISO 7-1).
Rys. 5. Łączniki z końcówką gwintowaną [6, s. 22]
Minimalną grubość ścianek łączników z końcówkami gwintowanymi przedstawia tabela 4.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Tab. 4. Grubość ścianek łączników z końcówkami gwintowanymi [7, s. 30]
Średnica gwintu [cal]
3/8 1/2 3/4 1 11/4
11/2 2 21/2
Odpowiadająca średnica nominalna [mm]
12 15 22 28 35 42 54 64
Minimalna grubość ścianki łączników
wyciskanych e
min
[mm]
1,1 1,2 1,4 1,5 1,6 1,8 1,9 2,0
Do uszczelniania połączeń gwintowanych należy stosować taśmy teflonowe lub pasty
uszczelniające. Nie wskazane jest stosowanie włókna konopnego, gdyż podczas skręcania
łączników z brązu zsuwa się ono z gładkich powierzchni gwintu.
Wymagania dotyczące jakości powierzchni łączników
Powierzchnie zewnętrzne i wewnętrzne łączników powinny być czyste, wolne od produktów
utleniania oraz uszkodzeń mechanicznych. Maksymalna ilość węgla lub smaru na wewnętrznej
powierzchni łącznika nie może przekraczać 1 mg/dm
2
. Łączniki z brązu nie mogą mieć wad
odlewniczych ani po obróbce mechanicznej. Krawędzie końcówek powinny być zaokrąglone
i od wewnątrz ścięte.
Oznakowanie łączników
Każdy łącznik powinien być oznakowany czytelnie i trwale:
– znakiem firmowym lub nazwą producenta,
– średnicą nominalną rury, która do niego pasuje lub wymiarem gwintu (łączniki
z gwintem),
– znakiem jakości.
W zamówieniu należy podać m.in.:
– nazwę łącznika,
– nominalne średnice końcówek.
Materiały do lutowania twardego.
Rury miedziane stosowane do budowy instalacji gazowych, ze względu na ochronę
przeciwpożarową, należy łączyć wyłącznie lutem twardym o temperaturze topnienia powyżej
650
o
C. Na jakość połączeń decydujący wpływ ma skład lutu, a przede wszystkim jego
właściwości zwilżające i oczyszczające, które umożliwiają – przy odpowiedniej szczelinie
kapilarnej – płynięcie i przyleganie lutu do powierzchni łączonego materiału, Spoiwa do
lutowania twardego występują w postaci drutów lub cienkich prętów. Rodzaje lutów twardych
stosowanych do instalacji gazowych przedstawiono w tabeli 5.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Tab. 5. Spoiwa i topniki stosowane do lutowania twardego instalacji gazowych z miedzi (wg DIN 8513) [7, s. 33]
Typ lutu
Oznaczenie
lutu
( wg DIN
8513 )
Skład
chemiczny
Zakres
temperatur
topnienia
[
o
C]
Minimalna
temperatura
lutowania
[
o
C]
Użycie topnika
( wg DIN 8511 )
L-Ag45Sn
45% Ag
27% Cu
25%Zn
3% Sn
640÷680 670
L-Ag44
44% Ag
30% Cu
26% Zn
640÷740 730
AgCuZn
L-Ag34Sn
34% Ag
36% Cu
27% Zn
3% Sn
630÷730 710
F-SH1
CuP
L-Ag2P
L-CuP6
2% Ag
6% P
92% Cu
6% P
94% Cu
650÷810
710÷880
710
730
Nie potrzeba topnika*
∗
Zastosowanie lutu fosforowego (CuP) do lutowania łączników z mosiądzu i brązu jest możliwe wyłącznie
w połączeniu z topnikiem.
Do lutowania instalacji gazowych trzeba stosować luty wyprodukowane zgodnie z normą,
mającą deklarację zgodności lub odpowiedni certyfikat. Luty powinny być odpowiednio
opakowane, a opakowanie oznakowane (przedmiot, nazwa producenta, oznaczenie lutu,
informacja o jego toksyczności, norma, wg której go wyprodukowano).
Zgodnie z tablicą 5 do lutowania twardego łączników z miedzi (mających certyfikat lub
aprobatę techniczną) stosuje się:
– luty fosforowe (CuP) bez topnika,
– luty srebrne (AgCuZn) z topnikiem.
Do lutowania twardego łączników z brązu i mosiądzu (mających certyfikat lub aprobatę
techniczną) stosuje się:
– luty srebrne (AgCuZn) z topnikiem,
– luty fosforowe (CuP) bez topnika.
Stosując luty zawierające srebro zawsze należy dodawać topnik. Nie wymagają topnika luty
z zawartością fosforu, stosowane do lutowania łączników z miedzi, nawet jeśli w ich składzie
jest niewielka ilość srebra (np. L-Ag2P). Do lutowania łączników z mosiądzu lub brązu lutami
fosforowymi (CuP) zawsze należy stosować odpowiedni topnik.
W instalacjach gazowych nie wolno stosować lutów z zawartością kadmu ani luźnych
pierścieni lutowniczych ( kadm i jego opary są szkodliwe dla zdrowia).
Przed stosowaniem każdego lutu trzeba zapoznać się z zaleceniami producenta.
Topniki
Topnik spełnia w procesie lutowania bardzo ważną funkcję: chroni łączone powierzchnie,
wcześniej oczyszczone do metalicznego połysku, przed utlenianiem wskutek podgrzewania.
Zapewnia więc dobre zwilżenie tych powierzchni stopionym spoiwem. Ponieważ topnik
narusza powierzchnie elementów miedzianych (wykazuje właściwości korozyjne), więc daje się
go tuż przed rozpoczęciem lutowania. Należy stosować go ostrożnie, nakładając cienką warstwę
tylko na koniec rury, na długości nie większej niż głębokość kielicha. Nadmiar topnika po
lutowaniu należy dokładnie usunąć, wycierając okolice złącza.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
W topnikach do lutowania twardego występują głównie: kwas borowy, boraks, fluorki
i fluoroborki. Do lutów twardych należy stosować topniki wyprodukowane zgodnie z normą,
właściwie oznaczone (jak luty) i mające odpowiedni certyfikat lub deklarację zgodności.
Najlepiej jest stosować luty i topniki tego samego producenta. Do lutów twardych
odpowiedni jest topnik o oznaczeniu F-SH1 ( F – topnik, S – przeznaczony do lutowania metali,
H – twardy, 1 – stopień wytrawiania materiału).
Do łączenia instalacji gazowych nie należy używać past lutowniczych, tzn. mieszanek
złożonych z topnika i sproszkowanego lutu.
4.2.2. Pytania sprawdzające
Odpowiadając pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki certyfikat powinny posiadać materiały służące do montażu instalacji gazowych?
2. Jakimi właściwościami powinna charakteryzować się miedź i jej stopy, aby można je było
zastosować w instalacjach gazowych?
3. W jakich stanach kwalifikacyjnych produkuje się rury miedziane?
4. Jakie rury miedziane można stosować do instalacji gazowych?
5. Jakie wymiary rur miedzianych są najczęściej stosowane w instalacjach gazowych z miedzi?
6. Jakie informacje musi zawierać prawidłowo oznakowana rura miedziana?
7. Z jakich materiałów mogą być wykonane łączniki stosowane w instalacjach gazowych?
8. Jaki jest ogólny podział łączników stosowanych w instalacjach gazowych?
9. Jakie łączniki są dopuszczone do stosowania w instalacjach gazowych?
10. Jaki rodzaj uszczelnień powinien być stosowany przy skręcaniu łączników z brązu?
11. Jaki rodzaj lutowania stosuje się przy łączeniu elementów instalacji gazowej?
12. Jakie rodzaje lutów stosuje się do lutowania instalacji gazowej?
13. Jaką rolę spełnia topnik w procesie lutowania?
14. Jakie topniki stosowane są do łączenia elementów instalacji gazowych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj właściwości
,
jakie muszą posiadać rury miedziane
,
aby mogły być użyte do
wykonania instalacji gazowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją do wykonania ćwiczenia,
2) zapoznać się z materiałem dydaktycznym dotyczącym wyrobów i materiałów stosowanych
w instalacjach gazowych,
3) dokonać analizy tego materiału pod kątem właściwości fizyko-chemicznych, mechanicznych
i stanu kwalifikacyjnego,
4) na kartce papieru wypisać rodzaje, właściwości i warunki jakie muszą spełniać rury
przeznaczone do instalacji gazowych,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonania ćwiczenia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– Norma Pn-EN-1057,
– literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj podziału łączników rozłącznych i nierozłącznych ze względu na ich zastosowanie
w instalacji gazowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją wykonania ćwiczenia,
2) zapoznać się z materiałem dydaktycznym dotyczącym wyrobów i materiałów stosowanych
w instalacjach gazowych,
3) dokonać analizy materiału pod kątem rodzajów i stosowania łączników z miedzi i stopów
miedzi,
4) wykonać zestawienie w tabeli zestawieniowej przygotowanej przez siebie,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– katalog złączek do lutowania,
– katalog złączek do łączenia za pomocą gwintu,
– literatura z rozdziału 6.
Ćwiczenie 3
Dobierz odpowiedni łącznik niezbędny do połączenia z rurą miedzianą Ø35mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją wykonania ćwiczenia,
2) zapoznać się z materiałem dydaktycznym dotyczącym. wyrobów i materiałów stosowanych
w instalacjach gazowych,
3) dokonać analizy materiału pod kątem doboru łączników z końcówką do lutowania,
4) dobrać odpowiedni łącznik służący do połączenia z rurą miedzianą Ø35mm
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonania ćwiczenia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Wyposażenie stanowiska pracy:
– instrukcja dla wykonania ćwiczenia,
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– Norma PN-EN-1057,
– tabela z wymiarami złączek i łączników,
– plansze z łącznikami i złączkami stosowanymi w instalacji gazowej,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) dobrać odpowiedni rodzaj materiału do wykonania instalacji gazowej?
2) rozróżnić stany kwalifikacji rur miedzianych?
3) rozróżnić łączniki stosowane w instalacjach gazowych z miedzi?
4) zastosować odpowiedni łącznik do połączenia rozłącznego
lub nierozłącznego z gazowymi przewodami miedzianymi?
5) rozróżnić rodzaje lutów do lutowania twardego?
6) dobrać odpowiedni rodzaj uszczelnień stosowanych przy skręcaniu łączników
mosiężnych lub z brązu na instalacji gazowej z miedzi?
7) dobrać odpowiedni topnik do odpowiedniego lutu podczas operacji
lutowania twardego?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3. Przygotowanie rur miedzianych do wykonania połączeń
4.3.1.Matriał nauczania
Cięcie rur
Przygotowanie każdego złącza zaczyna się od ciecia rury. Ciecie rury miedzianej
rozpoczyna się zaraz po wykonaniu pomiarów i wytrasowaniu żądanej długości. Cięcia rur
miedzianych można wykonać drobnozębną piłką do metalu, ale zalecanym obecnie narzędziem
i to zdecydowanie nowocześniejszym są różnorodne obcinarki krążkowe.
Cięcie rur miedzianych, z uwagi na stosunkowo cienkie ścianki, nie stwarza praktycznie
trudności, jest szybkie i proste.
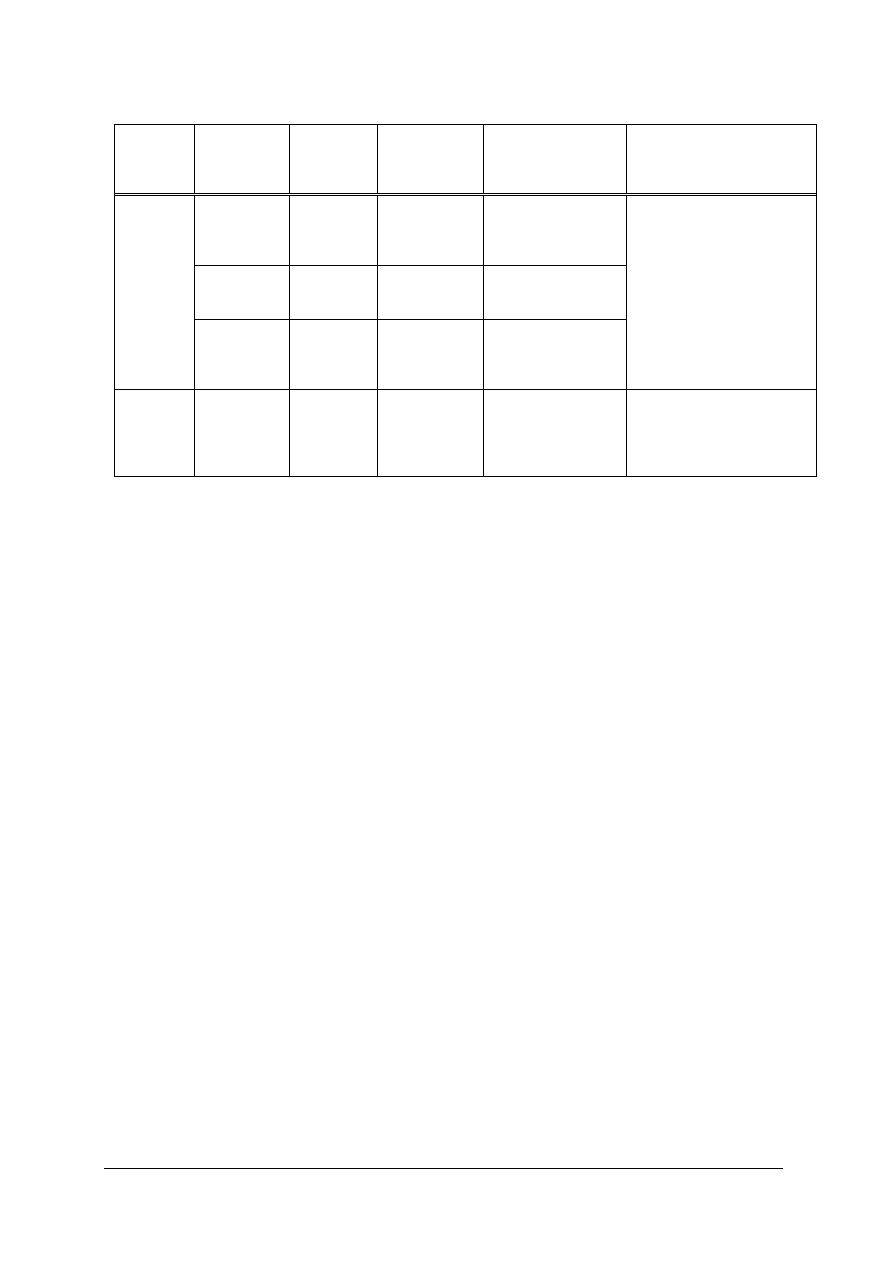
Podstawowym wymaganiem we wszystkich połączeniach rur miedzianych jest
prostopadłość płaszczyzny cięcia do osi rury. Zapewnić to może użycie prowadnicy korytkowej
z prostopadłą szczeliną przy cięciu piłką lub użycie przecinarki krążkowej.
Rys. 6. Cięcie rury w prowadnicy korytkowej [1, s. 16]
Przecinarki krążkowe są najwłaściwszym narzędziem do ciecia rur miedzianych.
Wytwarzane są przez wielu producentów narzędzi monterskich, w różnych wielkościach.
W praktyce stosuje się je do cięcia rur o średnicy 18÷108 mm, tzn. w takim samym zakresie,
w jakim są produkowane łączniki kapilarne.
Obcinarki krążkowe posiadają zawsze możliwość wymiany noża krążkowego, a każdy
z producentów oferuje noże jako typową część zamienną, najczęściej w opakowaniach po
10 sztuk. Wymiana zużytego lub wyszczerbionego noża jest konieczna do uzyskania krawędzi
cięcia rury zgodnie z wymaganiami. Obcinarki krążkowe przy prawidłowym użytkowaniu są
narzędziami trwałymi, ulegają jednak z czasem zużyciu polegającym na powstaniu zbyt dużych
luzów na prowadnicach trzpienia ruchomego. Luz na prowadnicach prowadzi do spiralnej linii
działania noża na obwodzie ciętej rury, a zużycie to jest nienaprawialne, dyskwalifikujące
narzędzie. Uwaga: noże w obcinarkach krążkowych dostosowane są do rodzaju ciętego
materiału, np.: miedź, stal, tworzywo sztuczne.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
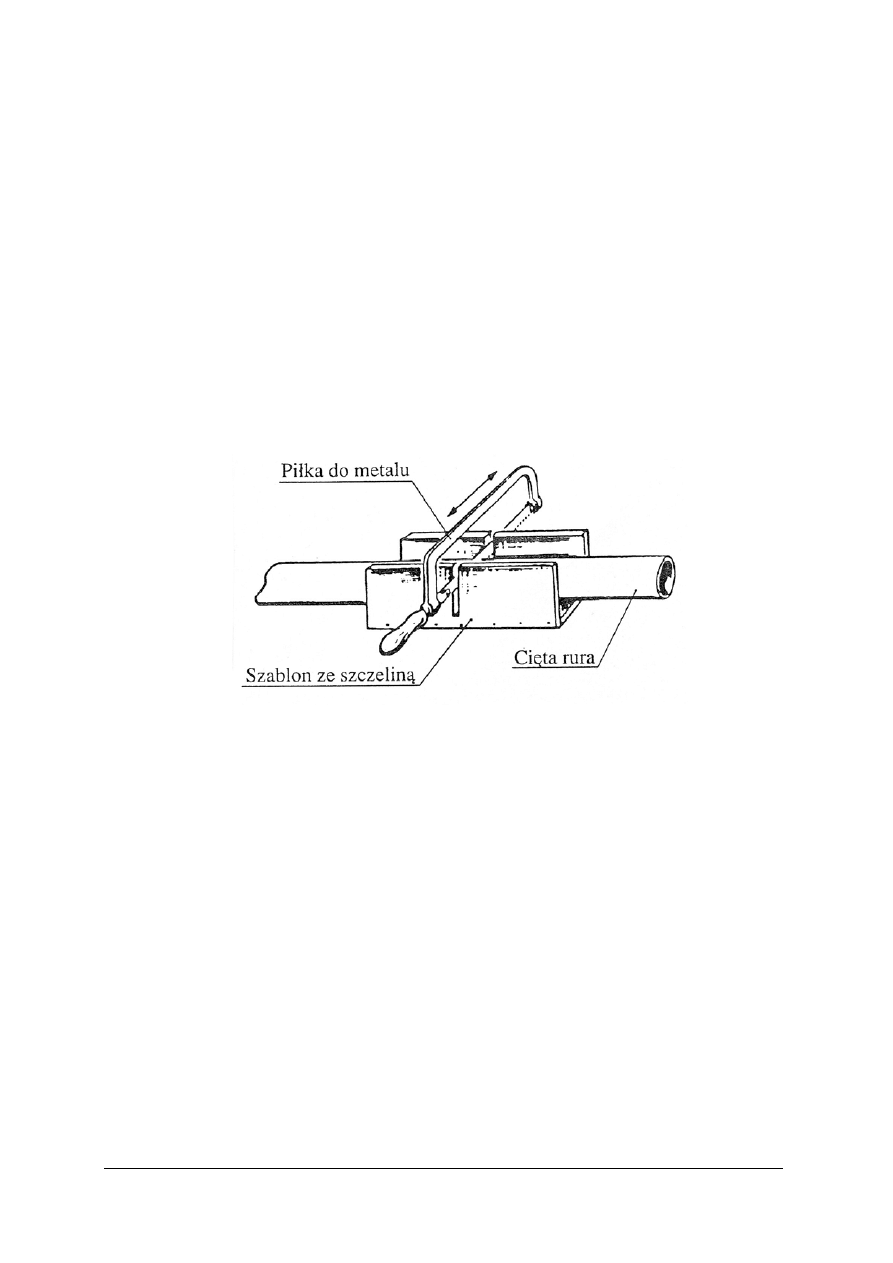
Rys. 7. Obcinarki krążkowe [7, s. 43] Rys. 8. Przecinarka nożycowa [3, s. 38]
Do ciecia najmniejszych średnic 6 i 8 mm miękkich rur miedzianych stosowane są
przecinarki nożycowe. Podczas cięcia narzędzie ma położenie stałe, a obracana jest rura. Dla
ułatwienia i przyspieszenia ręcznego cięcia stosowane są coraz częściej piły brzeszczotowe
ręczne o napędzie elektrycznym.
Rys. 9. Piła brzeszczotowa [3, s. 38]
Budowa obcinarek krążkowych (rys. 7) jest oparta na jednej z dwóch zasad:
• stałych rolkach podpierających oraz ruchomo osadzonym wymiennym nożu krążkowym,
• obrotowym nożu krążkowym zamocowanym na stałe oraz ruchomych rolkach
podpierających
Produkowane są również miniobcinarki krążkowe przeznaczone do ciecia rur o średnicy
maksymalnej 22 lub 28 mm, układanych w wymuszonej pozycji (na ścianach, w bruzdach).
Rys. 10. Obcinarka krążkowa mini [3, s. 37]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wszystkie operacje związane z cieciem rur można wykonać bez mocowania ich w imadle
monterskim. Jeżeli jednak zachodzi taka konieczność, to należy zabezpieczyć rury przed
deformacją, np. zamontować szczeki imadła z odpowiednimi gniazdami o przekroju kołowym.
Optymalny rezultat cięcia osiąga się zwykle przy 5-, 6- lub 7-krotnym obróceniu obcinarki
wokół osi rury i stopniowym wprowadzaniu jej noża – z każdym obrotem coraz głębiej
w materiał rury. Zbyt głębokie wprowadzenie noża w materiał spowoduje opalizację przekroju
miękkiej rury miedzianej lub uszkodzenie noża krążkowego – jeśli rura jest twarda.
Zdeformowane końce rury zaleca się obciąć, w ostateczności poddać kalibracji.
Czynnościami kończącymi operację cięcia są:
- usunięcie zadziorów:
- kalibrowanie końców rur, konieczne tylko po cięciu rur miękkich, których końce mogły
się zdeformować.
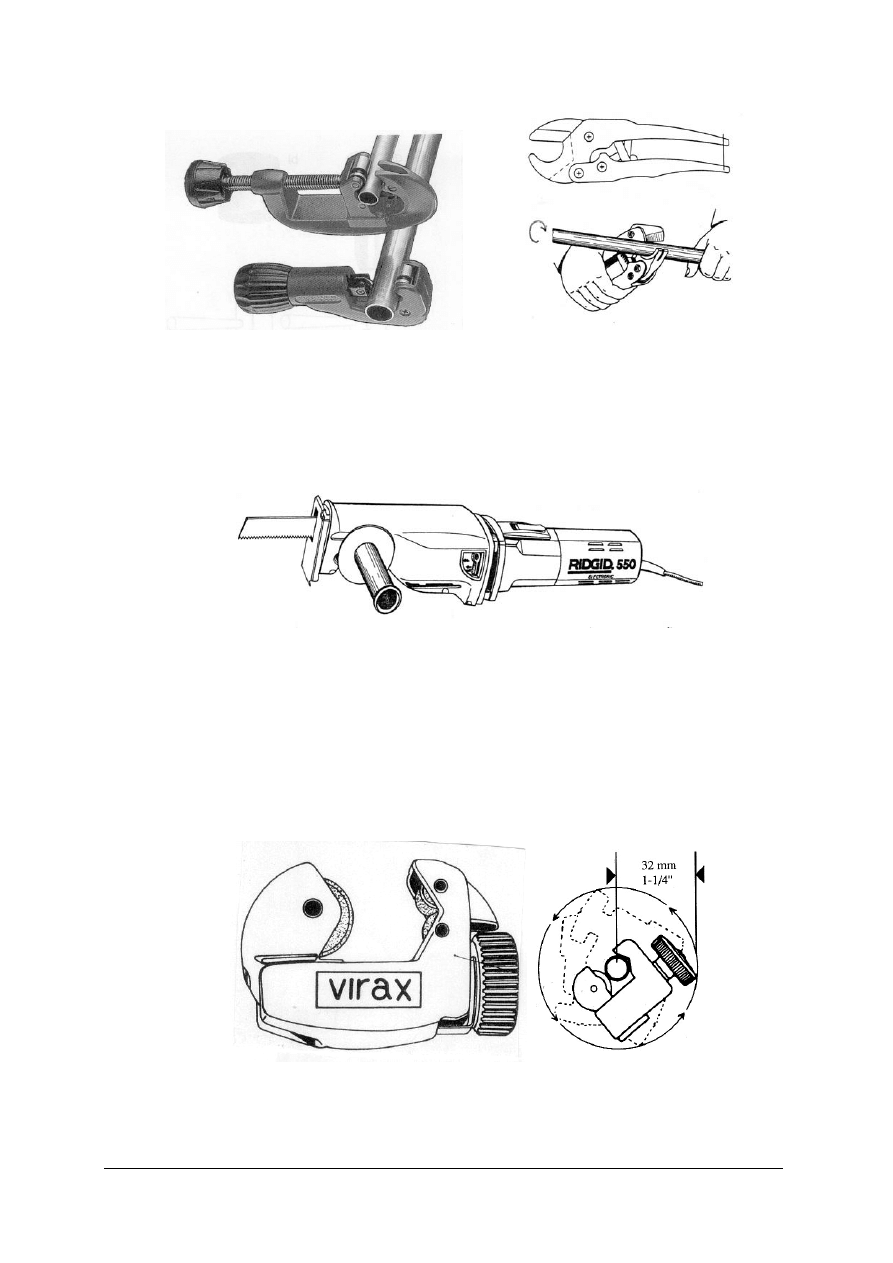
Gratowanie zadziorów
Krawędzie rury po cięciu powinny być pozbawione gratów (zadziorów).
W wyniku cięcia rur powstają dwa rodzaje zadziorów: wewnętrzne po cięciu obcinarką
krążkową lub wewnętrzne i zewnętrzne po cięciu piłą ręczną albo piłą tarczową.
Graty zewnętrzne uniemożliwiają utworzenie szczeliny kapilarnej połączenia, natomiast
graty wewnętrzne zakłócają późniejszy przepływ mediów, a przy większych prędkościach
przepływu prowadzą do lokalnych uszkodzeń korozyjno – erozyjnych. Zadziory usuwa się
prostymi narzędziami, np. skrobakami.
Należy przy tym unikać fazowania końca rury nieprzydatnego przy późniejszym łączeniu.
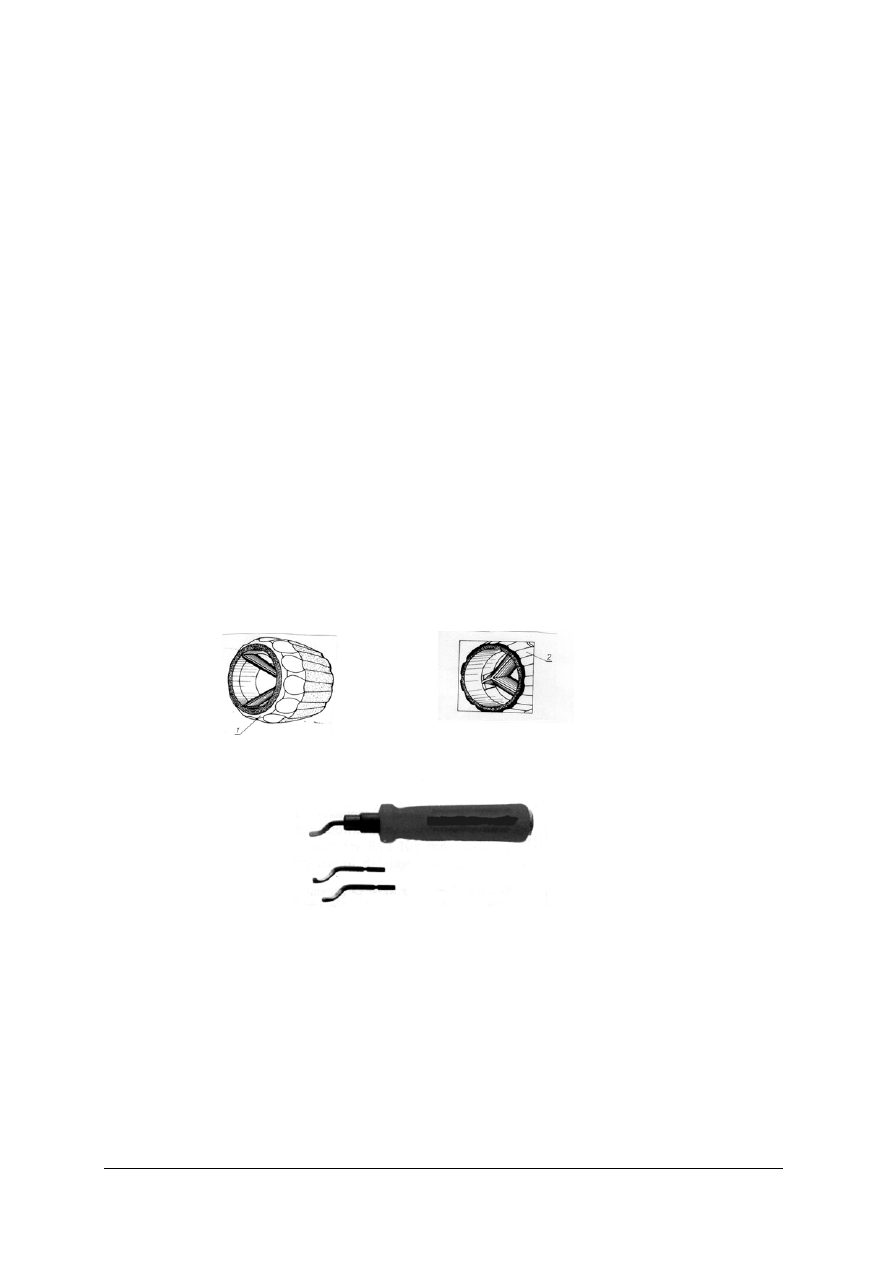
Nowocześniejszym narzędziem do usuwania zadziorów są gratowniki wielonożowe lub
jednonożowe, niekiedy zespolone z obcinarką krążkową.
1 – do usuwania zadziorów z powierzchni zewnętrznej rury, 2 – z powierzchni wewnętrznej
Rys. 11. Gratowniki [3, s. 37]
Rys. 12. Gratowniki jednonożowe [7, s. 43]
Kalibrowanie
Kalibrowanie końców rur konieczne jest tylko po cięciu rur miedzianych, których końce
mogły się zdeformować.
Do kalibrowania służą odpowiednie dla każdej średnicy trzpienie oraz tuleje kalibrujące.
Jako pierwszą kalibruje się średnicę wewnętrzną za pomocą trzpienia a następnie zewnętrzną
średnicę z pomocą tuleji kalibrującej. Próba równoczesnego kalibrowania zewnętrznej
i wewnętrznej średnicy rury prowadzi do zakleszczenia kalibratorów i ich uszkodzenia.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
a) kalibrator średnicy wewnętrznej (trzpień), b) kalibrator średnicy wewnętrznej (tuleja),
c) posługiwanie się kalibratorem
Rys. 13. Kalibratory do rur miedzianych [7, s. 44]
Rys. 14. Tuleja kalibrująca trzpień [7, s. 44]
Kielichowanie
Kielichowanie umożliwia wykonanie połączeń dwóch rur miedzianych o równej średnicy,
bez użycia fabrycznie wykonanego, znormalizowanego łącznika dwukielichowego. Wykonanie
kielichów do połączeń kapilarnych na rurach miękkich nie przedstawia większych trudności.
Kielichowanie rury twardej należy poprzedzić wyżarzaniem zmiękczającym. Wyżarzanie
zmiękczające wymaga następujących czynności:
- trasowania obszaru grzania,
- równomiernego podgrzania rury na długości strefy grzania do temperatury ok. 650
o
C
(ciemnoczerwony kolor) tak aby jej nie przegrzać,
- swobodnego schłodzenia rury.
Kielichy wykonane na rurach muszą spełniać wymagania odnośnie wymiaru i tolerancji średnicy
wewnętrznej łączników. Szerokość szczeliny miedzy łączonymi elementami nie może być
mniejsza niż 0,02mm, nie może też przekraczać 0,3mm (rury średnicy do 54mm) lub 0,4mm
(rury średnicy powyżej 54 mm). Przestrzeganie tych wymogów zapewnia utworzenie złącza
kapilarnego. Minimalna długość kielichów, która zapewnia wytrzymałość otrzymanego złącza
nie może być mniejsza od wartości podanych w tabeli 4.
Minimalna długość kielicha decyduje o wytrzymałości złącza. Operacja kielichowania
przebiega następująco:
– złożoną głowicę segmentową wprowadza się w rurę,
– za pomocą dźwigni nożycowej przesuwa się rdzeń stożkowy pomiędzy segmenty
głowicy, która – rozprężając się – powoduje powstanie kielicha. Kielich powinien być
wykonany jednym płynnym ruchem dźwigni nożycowej, trwającym kilka sekund.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Zalecane jest unikanie stosowania wszelkiego rodzaju smarów podczas czynności
kielichowania.
Najlepszym narzędziem do kielichowania rur w warunkach budowy jest kielichownica –
ekspander (rys. 15). Podstawowym elementem we wszystkich typach kielichownic jest głowica
ekspandująca o symetrycznie ułożonych segmentach. Wciskanie między segmenty specjalnego
trzpienia powoduje ich rozwarcie, a tym samym roztłaczanie rur.
Rys. 15. Kielichownica z wymiennymi głowicami ekspandującymi [7, s. 45]
Rys. 16. Wymienne głowice ekspandujące do kielichownicy [7, s. 45]
Przyrządem pokazanym na rys. 15 można kielichować rury o średnicy do 42 mm. Rury
o średnicy 54÷108 mm kielichuje się narzędziami działającymi na tej samej zasadzie stosując
napęd hydrauliczny lub pneumatyczny. Możliwe jest również kielichowanie ręczne
kielichownicą stopniową typu ciężkiego z głowicą dostosowaną do sześciu średnic rur bez
konieczności jej wymiany, co znacznie przyspiesza postęp prac przy montażu instalacji (rys. 17).
Rys. 17. Kielichownica stopniowa [6, s. 34]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Gięcie rur miedzianych
Duża plastyczność miedzi i podatność na kształtowanie daje możliwość łatwego gięcia rur.
Pozwala to na dopasowanie instalacji do wnętrza pomieszczenia, ograniczenie zużycia
łączników kształtowych, a tym samym zmniejszenie liczby połączeń. Technika gięcia rur
miękkich i twardych jest różna i zależy od średnicy rury. Wszystkie sposoby gięcia powinny:
– zapewniać gładkość zewnętrznej i wewnętrznej powierzchni rury w obszarze gięcia,
– powodować minimalną deformację przekroju kołowego rury w obszarze gięcia,
– powodować względnie małe zmiany grubości ścianki rury na zewnętrznym promieniu łuku
Rozróżnia się następujące metody gięcia rur twardych:
-
na gorąco,
-
na zimno,
-
po wyżarzaniu zmiękczającym.
Gięcie ręczne na ciepło rur twardych
Gięcie ręką na ciepło stosujemy nie mając do dyspozycji giętarki. Aby podczas gięcia na
ciepło uniknąć fałd na łuku wewnętrznym, wypełniamy rurę suchym drobnoziarnistym piaskiem
kwarcowym (rys. 18). Wilgotny piasek wytwarza w trakcie ogrzewania parę, która eksploduje
wyrzucając zawartość rury oraz zatyczki. Efektem takiej eksplozji mogą być groźne w skutkach
wypadki.
Rys. 18. Rura wypełniona piaskiem kwarcowym. Oba końce zatykamy drewnianymi zatyczkami.[8, s. 105]
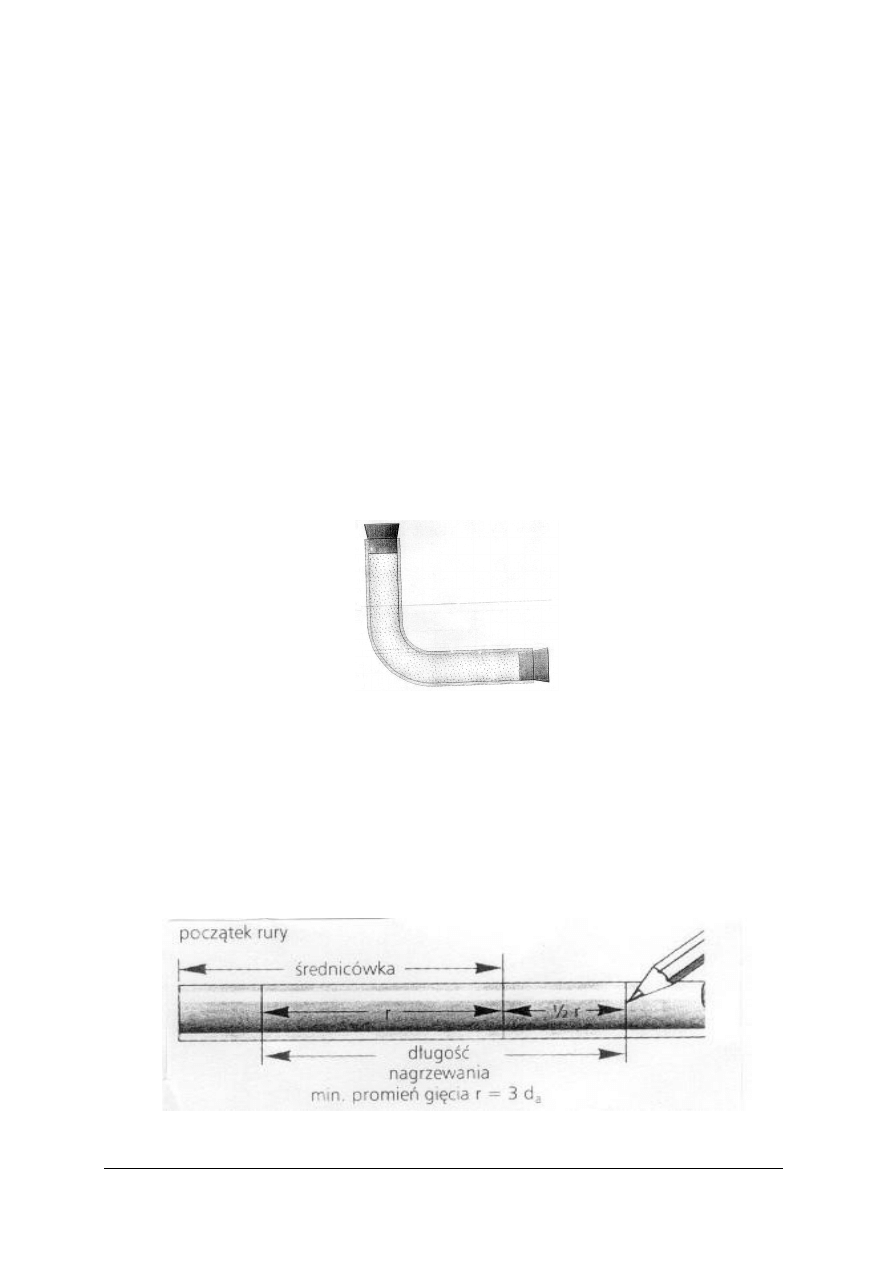
Przystępując do gięcia rur zawsze wyznaczamy obszar gięcia i grzania rury. Wymiar
montażowy tzw. średnicówkę mierzymy zawsze od początku rury do środkowej osi łuku.
Następnie musimy określić i zaznaczyć długość nagrzewania giętego łuku i czynimy to
w następujących etapach:
• zaznaczamy średnicówkę,
• od średnicówki odmierzamy odległość „ r” w kierunku początku rury,
• następnie odmierzamy odległość ½ r w przeciwną stronę.
Rys. 19. Wyznaczanie długości nagrzewania [8, s. 105]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rozpoczynając wyżarzanie zmiękczające, ustawiamy na palniku miękki płomień. Rurę
musimy ogrzewać równomiernie. Cel ten osiągamy za pomocą ruchów wahadłowych płomienia
po całej długości nagrzewania. Należy doprowadzić rurę do żarzenia w kolorze
ciemnoczerwonym (powyżej 650 C). Uwaga, nie wolno jej przegrzać, bo dojdzie do wypalenia
dziur! Następnie powoli i bez zatrzymywania gniemy rurę ręką. Czynność tę należy wykonywać
w rękawicach roboczych. Za pomocą kątownika sprawdzamy i ewentualnie korygujemy
dokładności wymiarów. Po wystygnięciu starannie opukujemy rurę, aby usunąć z niej piasek.
Tylko suchy piasek kwarcowy daje się łatwo usunąć z rury, gdyż nie przykleja się do jej
ścianek. Gięcie rur w łuki zmniejsza liczbę stosowanych złączek i tym samym o wiele zmniejsza
liczbę miejsc lutowanych w instalacji. Należy unikać także zbędnego wprowadzania ciepła do
materiału rur miedzianych układanych w charakterze przewodów instalacji gazowej, ponieważ
zwiększa to ryzyko korozji.
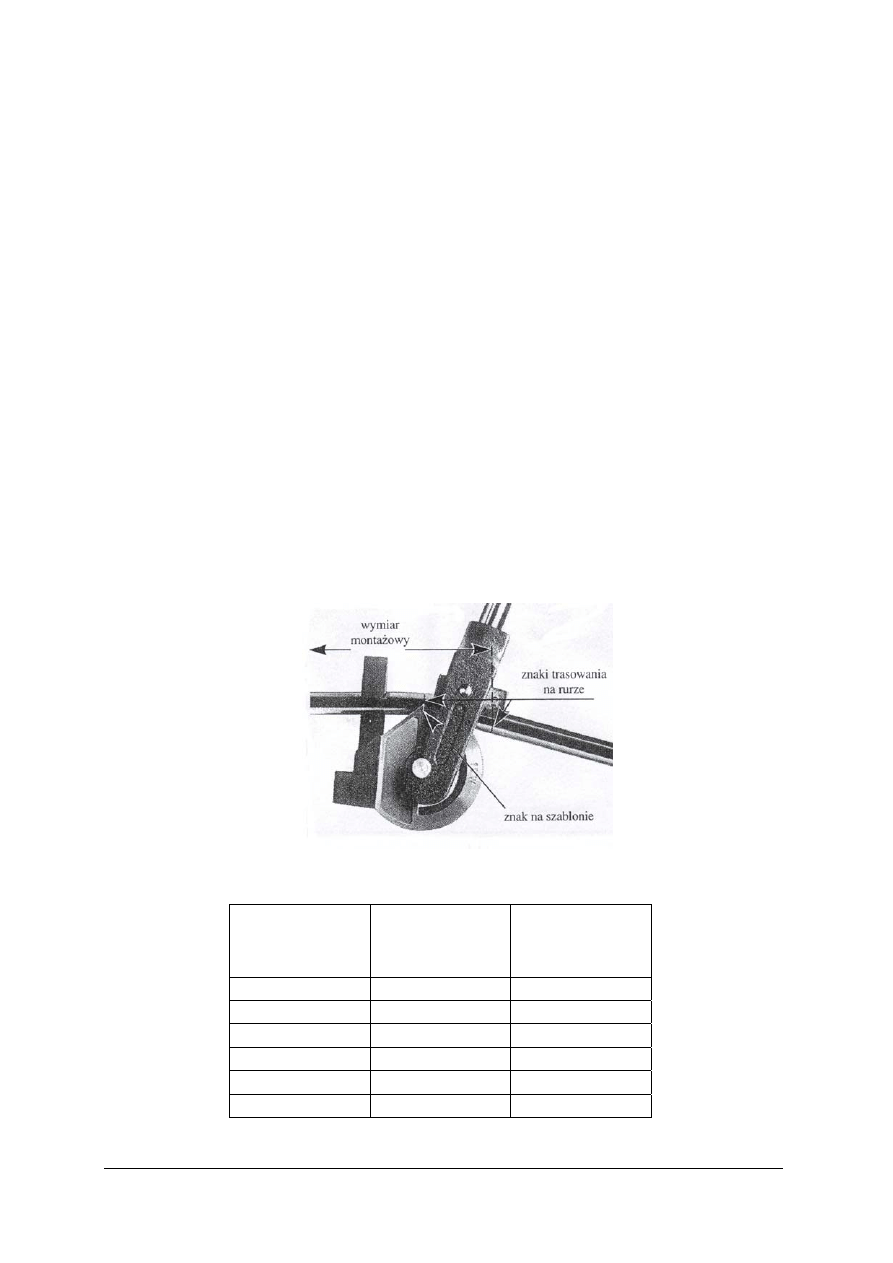
Gięcie rur miedzianych twardych na zimno przy pomocy giętarki
Gnąc rury na przewody instalacyjne zaznaczamy średnicówkę. Giętarka ręczna zbudowana
jest w taki sposób, że dzięki wymiennym segmentom gnącym może być stosowana do rur
o różnych średnicach zewnętrznych. Po zaznaczeniu średnicówki wsuwamy rurę do giętarki
dopóty, aż oznaczenie na rurze pokryje się ze znakiem na giętarce (rys. 20). Twarde rury
miedziane o średnicy zewnętrznej większej niż 18 mm mogą być gięte wówczas, jeżeli zostały
uprzednio zmiękczone przez wyżarzenie. Po wystygnięciu, gnie się je za pomocą giętarki.
W przypadku większych średnic używa się maszyn do gięcia rur o napędzie elektrycznym.
Zgodnie z normą, twarde rury miedziane można giąć na zimno tylko do średnicy zewnętrznej
18 mm!
Rys. 20. Gięcie rur za pomocą giętarki [6, s. 47]
Tab. 6. Minimalny promień gięcia na zimno rur miedzianych w stanie twardym.[1, s. 19]
Średnica
zewnętrzna
mm
Grubość
ścianki
mm
Promień gięcia
Minimum
mm
6
0,8 i 1,0
21
8
0,8 i 1,0
28
10
0,8 i 1,0
35
12
0,8 i 1,0
42
15 1,0 52,5
18 1,0 72
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Gięcie rur miedzianych twardych na gorąco przy pomocy giętarki
Do gięcia rur o średnicy większej od 15 mm konieczne są już specjalistyczne narzędzia,
zwiększa się też pracochłonność wykonania tej operacji. Kolejność czynności podczas gięcia rur
miedzianych na gorąco przebiega następująco:
-
wyznaczanie obszaru gięcia i grzania,
-
wypełnienie rury suchym, drobnoziarnistym piaskiem,
-
zamknięcie rury drewnianym korkiem,
-
wstępne podgrzanie do zmatowienia powierzchni,
-
grzanie właściwe równomierne na całej wyznaczonej długości do ciemnoczerwonego koloru
(ok. 650 C),
-
gięcie wolne, ok. 10
o
poza żądany kąt, następnie cofnięcie, sprawdzenie i skorygowanie
wielkości kąta do właściwej wartości,
-
staranne usunięcie piasku i swobodne ochładzanie giętej rury.
Wyżarzanie zmiękczające przed gięciem przeprowadza się również tylko na wyznaczonym
uprzednio odcinku długości rury, w dwóch taktach. Czynności grzania wykonuje się za pomocą
palników acetylnowo-tlenowego lub propanowo–butanowego. Dobór końcówki palnika oraz
ustawienie płomienia są w przypadku miedzi istotne dla uniknięcia przegrzania materiału.
Ustawienie płomienia powinno zawsze dawać płomień normalny (neutralny), z gładkim,
wyraźnym jądrem. W pierwszym takcie grzania odległość końcówki palnika utrzymuje się ok.
dwóch długości stożka płomienia. W drugim takcie odległość tę zwiększa się do 3 – 4 długości
stożka płomienia i utrzymuje tak do osiągnięcia przez rurę temperatury około 650 C.
Zbyt mocne podgrzanie prowadzi do deformacji warstewki tlenkowej, do której może
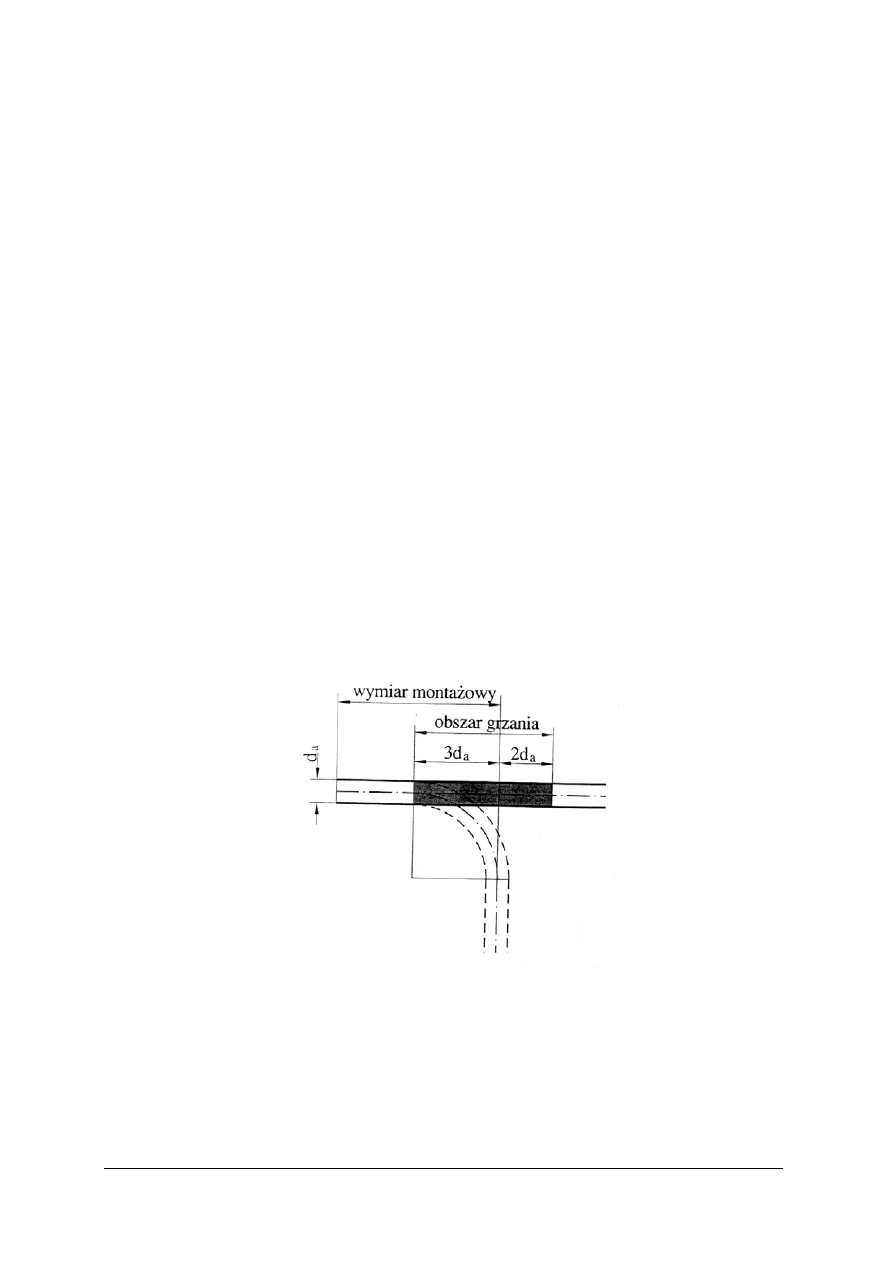
przywierać piasek. Trasowanie obszaru gięcia i grzania jest czynnością prostą, lecz ważną.
Zasadę wyznaczania przebiegu osi giętej rury oraz obszaru grzania na rurze prostej
przedstawia rysunek 21.
Rys. 21. Wyznaczanie osi giętej rury i obszaru grzania [6, s. 46]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyżarzanie zmiękczające przed gięciem na zimno kończyć należy swobodnym
schłodzeniem rury miedzianej. Zginanie wyżarzonego odcinka rury wykonywać powoli zginając
o ok. 10
o
ponad żądany kąt gięcia i skorygować go do określonej wartości.
Do gięcia rur miedzianych stosuje się giętarki wytwarzane przez różnych producentów.
Różnią się między sobą budową i dostosowaniem do gięcia rur o różnych średnicach.
Najczęściej spotykanymi giętarkami są narzędzia, gdzie elementem wymiennym zależnym od
średnicy giętej rury, jest tylko foremnik tzw. kamień.
Rys. 22. Przykład gięcia rur miedzianych [7, s. 44]
Tab. 7. Minimalny promień gięcia rur twardych. [7, s. 36]
Średnica
zewnętrzna
D[mm]
Minimalny
promień gięcia
r
Metoda gięcia
≤ 15
3,5 D
na zimno; giętarką
18
4 D
na zimno; giętarką
≥
4
÷5 D
Na gorąco z wypełnieniem lub po wyżarzeniu; giętarką
W niektórych konstrukcjach giętarek zamiast rolki dociskowej stosowane są ślizgowe klocki
płaskie lub profilowe, odrębne dla każdej średnicy rury, wykonane z poliamidu o składzie
zapewniającym małe tarcie. Korzystną cechą konstrukcji powyższych giętarek jest ich łatwy
montaż i demontaż. Giętarki prefabrykacyjne z ręcznym lub mechanicznym napędem stosowane
są na ogół tylko w zapleczach dużych budów lub w zakładach prefabrykacji. Produkowane są
najczęściej z wyposażeniem przeznaczonym do gięcia od 0 do 180
o
rur miedzianych
ø12 do 54 mm. Występują także giętarki prefabrykacyjne z tzw. wleczonym rdzeniem kulowym,
zabezpieczającym przed owalizacją rury w obszarze gięcia.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczenia.
1. Jakimi metodami można ciąć rury miedziane?
2. Które obcinarki rur są najczęściej używane do cięcia rur miedzianych?
3. W jaki sposób wykonasz kalibrowanie końców rur miedzianych po cięciu?
4. Kiedy stosuje się kielichowanie rur miedzianych?
5. W jaki sposób można kielichować rurę miedzianą twardą?
6. Jak wykonuje się gięcie rur miedzianych twardych na gorąco?
7. Jak wykonuje się gięcie rur miedzianych twardych na zimno?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj cięcie rur miedzianych o różnej średnicy obcinarką krążkową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją do wykonania ćwiczenia,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wyposażyć się w środki ochrony osobistej,
4) pobrać odcinki rur miedzianych o różnych średnicach,
5) dobrać odpowiednie odcinki krążkowe,
6) dobrać odpowiednie gratowniki,
7) wykonać cięcie rur miedzianych obcinarkami krążkowymi,
8) usunąć zadziory powstałe po cięciu rur,
9) uporządkować stanowisko pracy,
10) zaprezentować wykonane ćwiczenia,
11) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– środki ochrony osobistej,
– stół monterski,
– metrówka,
– ołówek,
– rury miedziane różnych średnic,
– obcinarki krążkowego różnych średnic rur,
– gratowniki,
– katalog narzędzi do obcinania rur miedzianych
– literatura rozdział 6
Ćwiczenie 2
Wykonaj kielichowanie rury miedzianej twardej Ø15mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcja wykonania ćwiczenia,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wyposażyć się w środki ochrony osobistej,
4) wybrać rurę miedzianą twardą o Ø15mm,
5) dobrać palnik na gaz propan-butan,
6) połączyć palnik z butlą 11kg i sprawdzić szczelność połączenia,
7) pomierzyć strefę wygrzewania rury miedzianej twardej,
8) zapoznać się z technologią wykonania kielichowania,
9) dobrać odpowiednią kielichownicę i odpowiednią głowicę ekspandującę,
10) wykonać kielichowanie końca rury miedzianej,
11) dokonać pomiaru wykonanego kielicha,
12) uporządkować stanowisko pracy,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
13) zaprezentować wykonane ćwiczenie,
14) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– stół monterski,
– metrówka,
– suwmiarka,
– ołówek,
– odcinki rury miedzianej twardej Ø15mm,
– palnik na gaz propan-butan,
– butla gazowa z gazem propan-butan,
– kielichownice wraz z wymiennymi głowicami ekspandującymi,
– kombinerki,
– katalog producenta urządzeń do kielichowania,
– literatura rozdziału 6.
Ćwiczenie 3
Wykonaj gięcie na zimno rury miedzianej twardej o średnicy Ø18mm przy pomocy giętarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją wykonania ćwiczenia,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wyposażyć się w środki ochrony osobistej,
4) wybrać i pomierzyć rurę miedzianą twardą Ø18 mm,
5) dobrać giętarkę oraz dopasować wymienny segment gnący,
6) ustalić minimalny promień gięcia rury na zimno,
7) zaznaczyć średnicówkę na gnącej rurze,
8) wykonać gięcie rury miedzianej twardej,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
– instrukcja do wykonania ćwiczenia,
– środki ochrony osobistej,
– stół monterski,
– metrówka,
– suwmiarka,
– ołówek,
– rura miedziana twarda o średnicy Ø18mm,
– giętarka wraz z wymiennymi segmentami gnącymi,
– katalog producenta giętarek o napędzie ręcznym i mechanicznym,
–
literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.3.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) pomierzyć i dobrać rury miedziane do odpowiednich operacji przygotowawczych?
2) wykazać różnice pomiędzy różnymi metodami ciecia rur miedzianych?
3) wykonać cięcie rur miedzianych różnymi narzędziami?
4) wykonać kielichowanie rury miedzianej twardej?
5) obsługiwać bezpiecznie palniki na propan-butan?
6) obsługiwać bezpiecznie butle gazową na gaz propan-butan?
7) wykonać gięcie rury miedzianej twardej na zimno?
8) wykonać gięcie rury miedzianej twardej na gorąco?
9) pomierzyć i zaznaczyć średnicówkę na giętej rurze miedzianej?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.4. Połączenia rur miedzianych
4.4.1. Materiał nauczania
Rury miedziane między sobą, oraz rury miedziane z armaturą można łączyć połączeniami
nierozłącznymi lub rozłącznymi. Połączenie nierozłączne w instalacjach gazowych uzyskuje się
poprzez lutowanie twarde albo stosowanie łączników przejściowych prostych z gwintem
i końcówką do lutowania. Połączenia rozłączne to połączenia kołnierzowe oraz połączenia
łącznikami gwintowymi.
Połączenia nierozłączne
Do połączeń rur miedzianych w instalacjach gazowych stosuje się wyłącznie lutowanie twarde.
Tab. 8. Zalecenia stosowania różnych złączy rur miedzianych w instalacjach [6, s. 28]
Rodzaj złącza
Z łącznikami
kapilarnymi,
lutowanie
Ręczne kielichowate,
lutowanie
Odgałęzienia wyoblanie,
lutowanie
Rozłączne
Rodzaj
instalacji
miękko twardo Miękko twardo miękko twardo
pierścień
zaciskający
inne
Wodociągowe
+ + + + - + - +
Grzewcze
+
do 110
o
C
+
+
do 110
o
C
+ - + - +
Gazowe
- + - + - - -
Z
atestem
Gazów
ciekłych i
medycznych
- + - + - - -
Z
atestem
Olejowe i
sprężonego
powietrza
- + - + - - -
Do
Ø25
Metoda lutowania twardego (łączenie przy pomocy lutu twardego) ma tę zaletą, że zapewnia
szczelność wykonanych instalacji gazowych oraz wysoką efektywność wykonania
w porównaniu z innymi metodami łączenia. Dlatego też łączniki rozłączne powinno się stosować
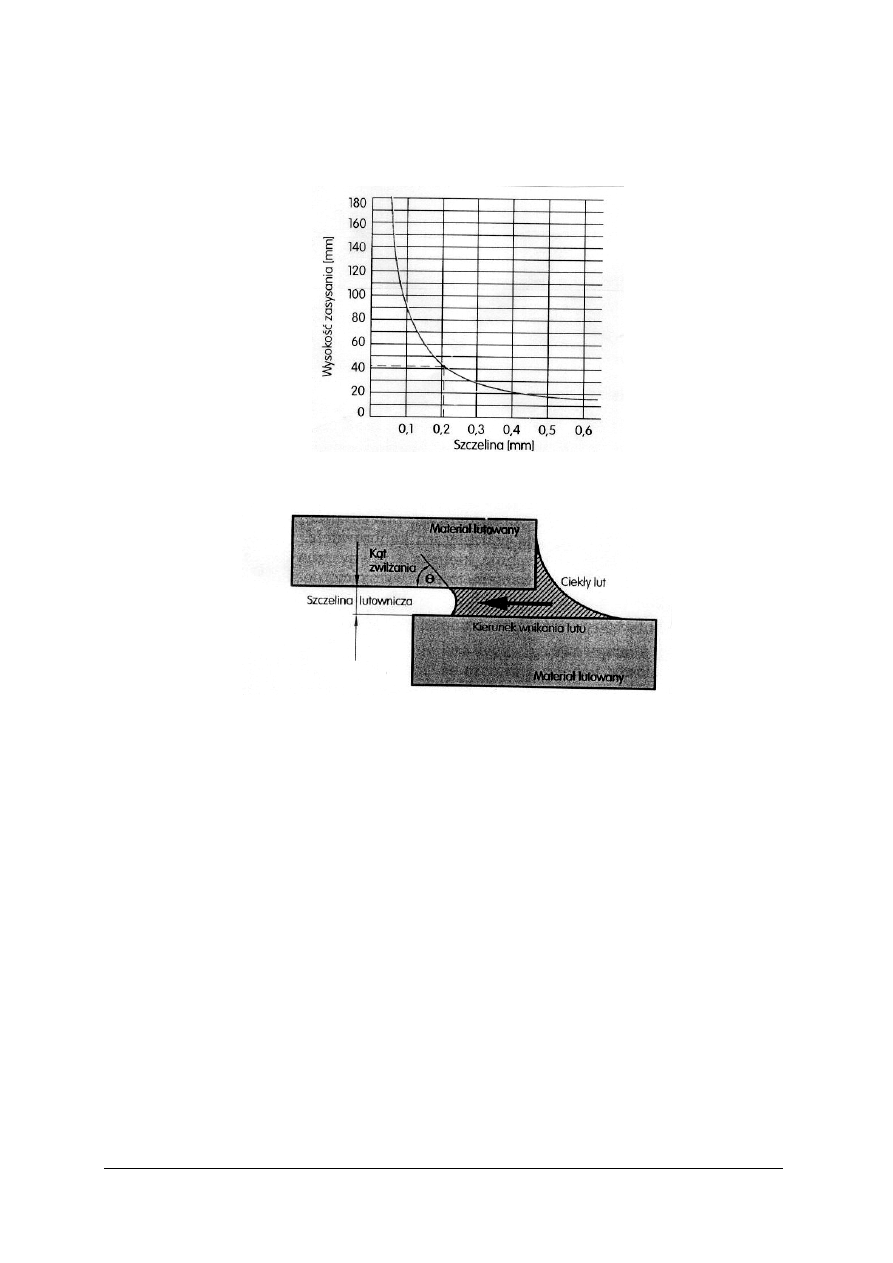
tylko przy podłączaniu armatury i urządzeń gazowych do instalacji. O skuteczności lutowania
decydują: wielkość szczeliny kapilarnej w miejscu łączenia, własności zwilżające lutu, dyfuzja
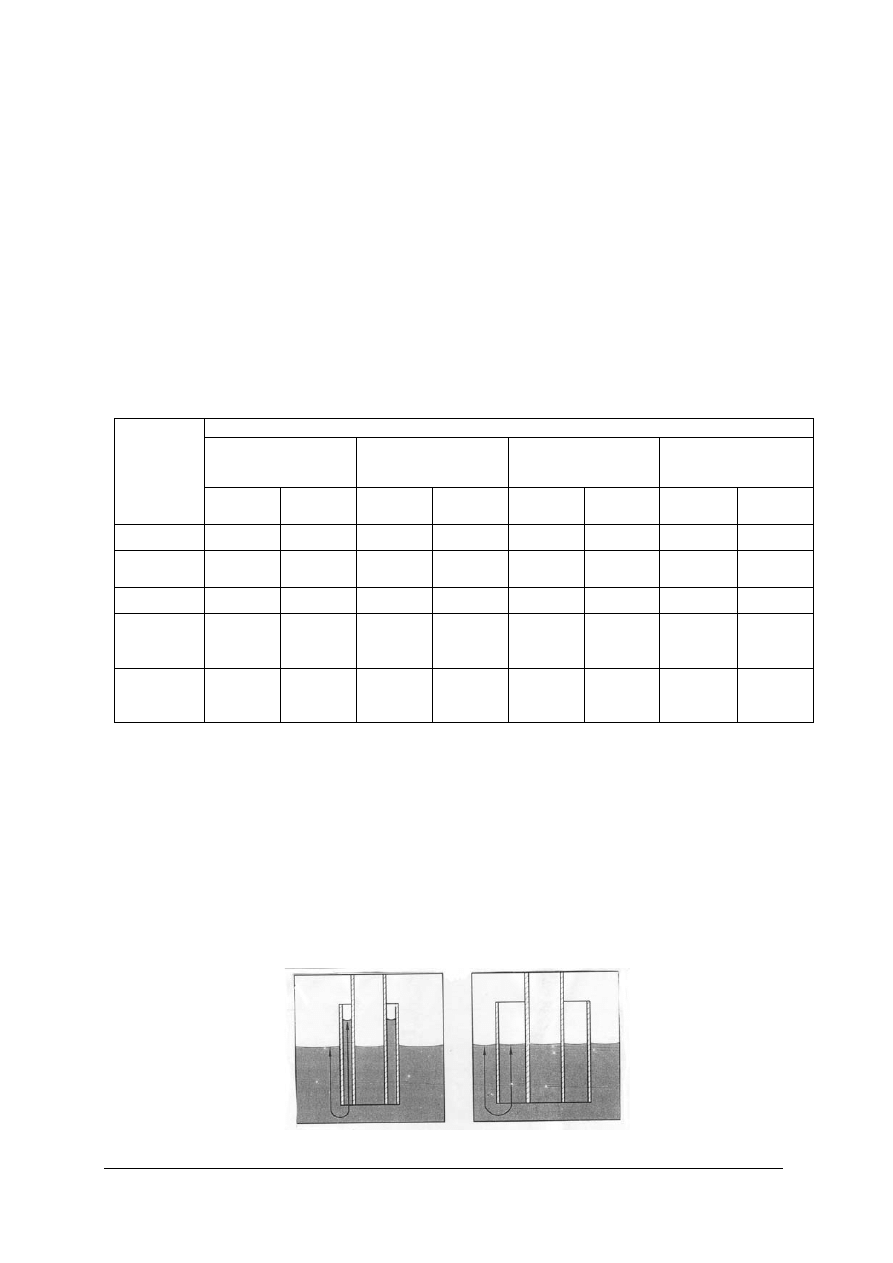
pomiędzy lutem a łączonymi elementami. W metodzie kapilarnego połączenia kielichowego
wykorzystano zjawiska kapilarne zwane inaczej włoskowatymi. Zjawiska te powstają wskutek
działania ciśnienia kapilarnego wytworzonego na zakrzywionej powierzchni cieczy przez
napięcie powierzchniowe. Do najbardziej rozpowszechnionych zjawisk kapilarnych należy
wciąganie cieczy w wąskie rurki, zwane kapilarami lub naczyniami włoskowatymi.
Rys. 23. Efekt działania kapilary (naczynia włoskowatego) [6, s. 36]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Jeśli do naczynia z cieczą wstawimy dwie współśrodkowe rury, między którymi występuje
niewielka szczelina, to ciecz zostanie w tę szczelinę wciągnięta. W przypadku dużej różnicy
średnic współśrodkowych rur tego efektu nie zaobserwujemy.
Rys. 24. Wysokość wznoszenia lutu w zależności od wielkości szczeliny pokazuje poniższy wykres.[6, s. 36]
Rys. 25. Schemat wciągania lutu przez szczelinę kapilarną (lutowniczą) [7, s. 40]
Jak widać na rysunku 25 złącza ze szczeliną kapilarną można lutować w dowolnym
położeniu przewodu, gdyż lut jest wciągany w szczelinę w każdej pozycji.
Czyszczenie końcówek przed lutowaniem
Powierzchnie lutowanych końcówek rur i łączników należy oczyścić do stanu metalicznego
połysku, aby usunąć wszelkie zabrudzenia i tlenki. Do czyszczenia mechanicznego używa się:
włókniny tworzywowe, wełnę stalową, płótno ścierne o ziarnistości max 240 oraz szczotek do
powierzchni wewnętrznych rur. Operacje czyszczenia końca rury (łącznika) należy tak wykonać,
aby ubytki materiału rodzimego nie były zbyt duże. Pozostałości po czyszczeniu powinno się
usunąć. Czyszczenie chemiczne miedzi i mosiądzów można przeprowadzić
w zimnym 5-15% wodnym roztworze kwasu siarkowego. Powierzchnie rury z miedzi
w przypadku jej zatłuszczenia należy oczyścić przy pomocy odczynników chemicznych:
trójchlorku etylu, alkoholu etylowego.
Nakładanie topnika
Topnik nakładamy pędzelkiem na uprzednio oczyszczoną zewnętrzną powierzchnie bosego
końca rury lub łącznika. Nie powinno się nakładać topnika do środka kielicha, aby uniknąć
dostawania się jego do wnętrza instalacji. W celu jego równomiernego rozprowadzenia
wkładając bosy koniec rury (łącznika) do kielicha łącznika (rury) obracamy ruchomy element
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
instalacji. Nadmiar topnika z zewnętrznej powierzchni łączonych elementów usuwamy wilgotną
szmatką.
Lutowanie twarde
Podczas lutowania minimalna szczelina między łączonymi elementami powinna być zgodna
z wartościami podanymi w tab. 2. Zbyt szeroka lub wąska szczelina prowadzić może do
powstania wad połączeń lutowanych. Długość nachodzenia na siebie końca rury i kielicha
(zakładka) powinna wynosić minimum trzy grubości ścianki (3xg), lecz nie mniej niż 5mm.
Optymalna głębokość wprowadzenia bosego końca to: 7-10mm.
Koniec rury wkładamy do kielicha (ogranicznik w kielichu uniemożliwia zbyt głębokie
wprowadzenie rury). Rozpoczynamy od równomiernego nagrzewania rury, następnie przez
krótka chwile nagrzewamy łącznik, aby wyrównać temperatury łączonych elementów. Po jej
wyrównaniu palnik kierujemy na rurę i nagrzewamy obszar bezpośrednio przyległy do szczeliny
lutowniczej. Moc palnika i średnica jego końca powinny być dostosowane do wielkości
lutowanych elementów, zapewniając szybkie i równomierne nagrzewanie. Nie należy dopuścić
do miejscowego przegrzania jednego z elementów (płomieniem punktowym). Widoczny
wewnętrzny płomień powinien znajdować się w odległości ok. 15mm od ogrzewanego elementu.
Nagrzewanie należy prowadzić płomieniem neutralnym lub lekko redukującym.
Po uzyskaniu właściwej temperatury lutowania, cienki pręt lutowniczy przykładamy do
wcześniej podgrzanej krawędzi kielicha. W chwili, gdy przytknięty w tym miejscu lut wnika
w szczelinę lutownicza, palnik należy przemieszczać wokół złącza nagrzewając kolejne jego
partie, dozując za nim lut. Płomień nie może być kierowany bezpośrednio na lut (aby nie stopić
lutu lub spalić fosforu w nim zawartego). Pojawienie się kropli lutu na krawędzi kielicha
usytuowanego poziomo lub wypływki na krawędzi kielicha usytuowanego pionowo sygnalizuje
o jego wypełnieniu spoiwem. Wówczas odejmujemy pręt lutowniczy. Proces lutowania należy
prowadzić w zakresie temperatur zapewniającym właściwe wnikanie kapilarne lutu,
nie przekraczającym podanych wartości w tabelach. Przegrzanie złącza (zbyt wysoka
temperatura i długi czas grzania) prowadzić mogą do powstania wad połączenia lutowanego:
nadtopień, pęknięć łączników, porowatości wywołanej parowaniem cynku, zmianę składu lutu.
Przy lutowaniu łącznika należy zachować prawidłową kolejność łączenia jego końców,
rozpoczynając od zlutowania najniżej położonego. Lutowanie miedzi z brązem i mosiądzem
przebiega tak samo jak dla rur i łączników miedzianych przy zastosowaniu właściwych lutów
i topników. Należy jednak ograniczyć czas kontaktu ciekłego lutu z lutowanym podłożem
(skłonność do parowania cynku w wysokich temperaturach w mosiądzu).
Rys. 26. Lutowanie [6, s. 40]
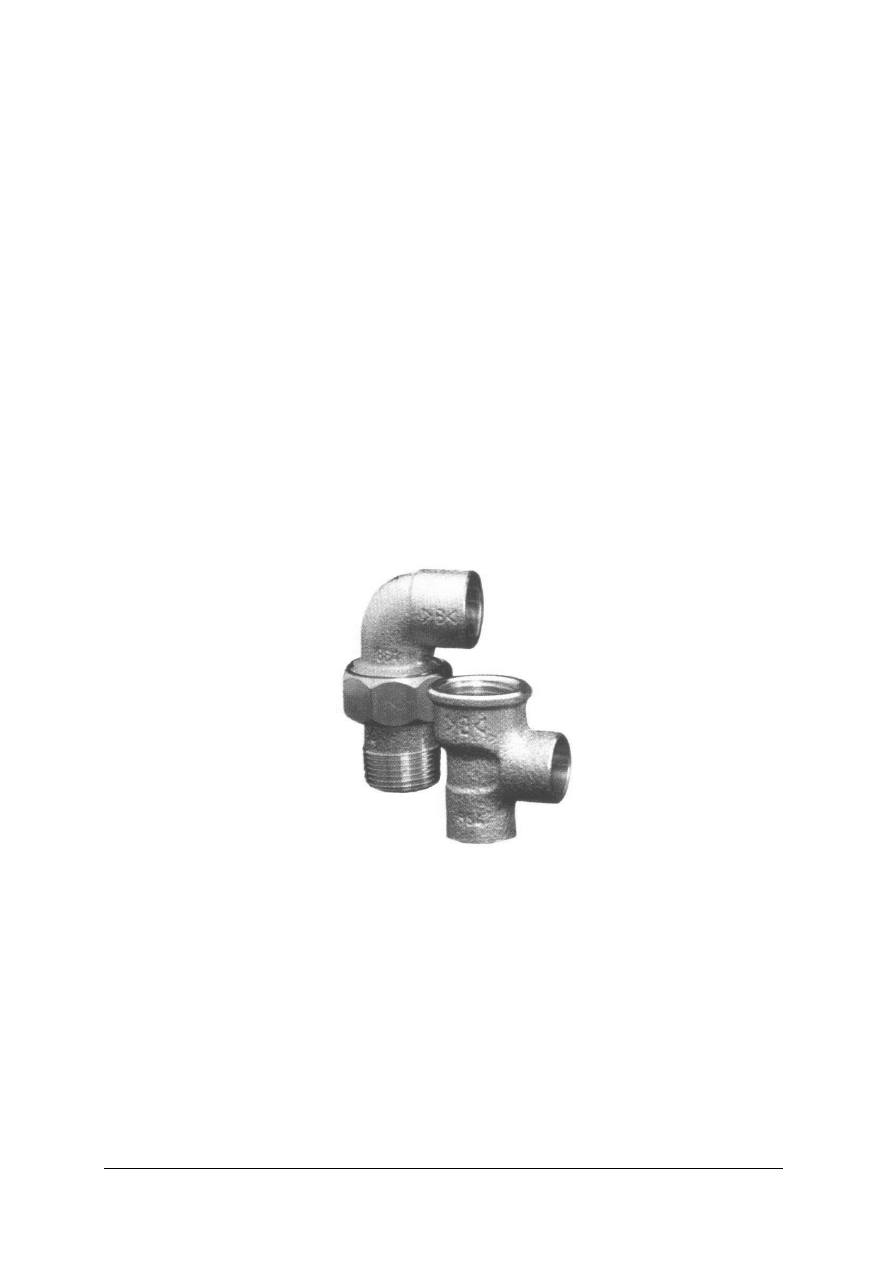
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Prace zakończeniowe
Kontrola połączenia, polega na ocenie wizualnej połączenia, w celu sprawdzenia, czy
pojawiła się wypływka na całym obwodzie krawędzi kielicha świadcząca o właściwym
wypełnieniu szczelin lutem. Należy również sprawdzić, czy łączone elementy są pozbawione
tłuszczu. W przypadkach wątpliwych przeprowadzić pomiar długości kielicha, średnicy rury lub
łącznika. Wadliwe połączenie należy wyciąć i ponownie wykonać. W celu dokładnego zbadania
wyciętego połączenia, można je przeciąć w poprzek (równolegle do osi rury), usunąć zadziory
pilnikiem i posmarować miejsce łączenia jodyną w celu uwidocznienia śladu lutu.
Czyszczenie zlutowanych elementów i instalacji
W przypadku zastosowania topnika, po lutowaniu powstały zielony szklisty nalot można
usunąć przy pomocy mosiężnej szczotki drucianej. W celu usunięcia zanieczyszczeń po
wykonaniu instalacji należy ją przedmuchać sprężonym powietrzem nie zawierającym oleju lub
czystym (obojętnym) gazem.
Połączenia nierozłączne z łącznikami gwintowanymi
Do połączeń nierozłącznych zaliczane są również takie, w których zastosowano łączniki
przejściowe; z jednego końca zaopatrzone w gwint wewnętrzny lub zewnętrzny, drugi zaś koniec
mają ukształtowany dla połączenia z rurą lutowaniem, spawaniem lub zaprasowywaniem
(obciskaniem).
a) kolanko śrubunkowe gwint zewnętrzny / połączenie lutowane
b) trójnik boczna końcówka gwint wewnętrzny / połączenie lutowane
Rys. 27. Łączniki z końcówką gwintowaną [6, s. 22]
Połączenia rozłączne
Połączenia rozłączne stosowane są przede wszystkim do łączenia rur miedzianych
z armaturą przewodową (np. zawory odcinające i zwrotne), osprzętem (rozdzielacze, liczniki,
filtry), urządzeniami (np. zbiorniki, kotły, urządzenia gazowe, aparaty pomiarowe) oraz
wykonywania celowych podziałów rozległej instalacji rurowej. Służą temu:
- łączniki najczęściej mosiężne lub z brązu, o postaci dwuzłączek prostych lub kątowych
rozmaitej budowy, zapewniających przenoszenie sił osiowych wywołanych ciśnieniem
wewnętrznym dzięki połączeniu gwintowanemu,
- dwuzłączki proste lub kątowe z pierścieniami zaciskowymi i uszczelniającymi,
- złącza kołnierzowe z kołnierzami stałymi lutowanymi lub luźnymi, opartymi na lutowanych
lub spawanych wywinięciach końców łączonych rur.
a)
b)
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Tab. 9. Stosowanie połączeń rozłącznych w instalacjach [6, s. 28]
Instalacje
Rodzaj
złączki zaciskowej
wodo-
ciągowe
gazowe
gazu
płynnego
ogrzewania olejowe
Dwuzłączki proste lub
kątowe z
uszczelnieniem
stożkowym, kulistym
lub płaskim
+
+
(tylko z ates-
tem i tylko
przejściowe)
+
+
(do 025)
Dwuzłączki proste lub
kątowe z pierścieniem
zaciskowym,
metalowym
1
+
+
(tylko -
z atestem)
+
(tylko z ates-
tem i tylko
przejściowe)
+
+
(do X25)
Dwuzłączki proste lub
kątowe z miękkim
uszczelnieniem)
2
+
+
(tylko
z atestem)
+
(tylko
z atestem)
+
+
(tylko do
przyłączenia
armatury lub
odbiomików)
Złączka prosta
nasuwkowa
3
+
(
tylko z atestem)
_
Połączenia
Kołnierzowe
+
+
(kołnierze z brązu)
+
(kołnierze z brązu)
+
1) dla rur w zwojach złączki tylko z tuleją wewnętrzną
2) tylko w instalacjach zawsze dostępnych (odkrytych)
3) tylko dla rur twardych w odcinkach prostych
Złączki zaciskowe
Złączki zaciskowe są przeznaczone do użytku w wewnętrznych i zewnętrznych instalacjach.
Zgodnie z tabelą 9 złączki te mogą być stosowane w instalacjach gazowych jedynie
wówczas jeżeli posiadają atesty dopuszczające je do stosowania w instalacjach gazowych.
Umożliwiają one połączenie rurociągów o różnych wymiarach i wykonanych z różnych
materiałów. Stosowane są chętnie przez instalatorów przede wszystkim w trudnych warunkach
montażowych. Ze względu na łatwy montaż łączniki wykorzystuje się przy różnego rodzaju
pracach remontowych, renowacyjnych, przy trudnym dostępie do miejsca pracy, a także
wówczas, gdy zastosowanie palnika jest niedozwolone.
Złączka zaciskowa składa się z mosiężnego korpusu (z wbudowanym ogranicznikiem), do
którego wsuwa się rura, pierścienie zaciskające o rozmiarze dopasowanym do zewnętrznej
średnicy rury i mosiężnej nakrętki dociskowej (rys. 28).
Montaż wymaga tylko niewielkiego przygotowania rury a jedynymi narzędziami
potrzebnymi do wykonania niezawodnego połączenia są klucze płaskie. Dokręcanie nakrętki
łączącej powoduje zaciśnięcie na rurze specjalnie ukształtowanego pierścienia o podwójnym
zacisku, tworząc mocne połączenie metal-metal.
Nakrętka dociskowa
Pierścień zaciskowy
Korpus
mosiężny
Rys. 28. Złączka zaciskowa [6, s. 44]
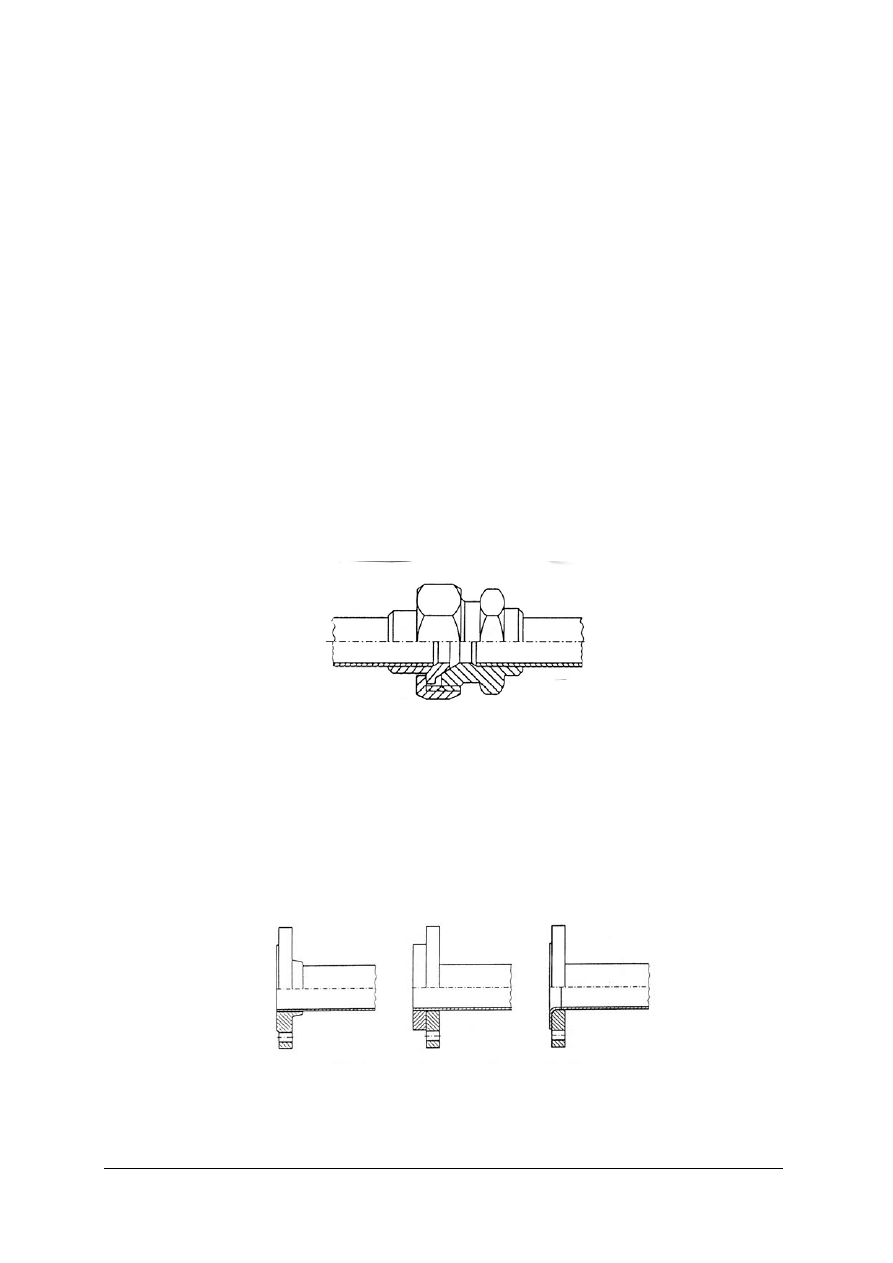
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wykonywanie połączeń przy pomocy złączy zaciskowych
Należy wykonać następujące czynności:
1. Wybrać właściwy rozmiar rury i złączki. Upewnić się że rura jest okrągła – w razie
konieczności należy użyć odpowiedniego narzędzia do przywrócenia rurze okrągłego
kształtu. Rury miedziane powinny być twarde i półtwarde, choć w przypadku średnic 6,8 lub
10 mm można używać także rur miękkich.
2. Obciąć rurę prostopadle upewniając się, że końce są czyste i wolne od uszkodzeń
powierzchni, szczególnie w miejscach styku z pierścieniem zaciskowym.
3. Nałożyć nakrętkę i pierścień. Przysunąć koniec rury do ogranicznika w złączu, upewnić się
ze pierścień zaciskowy jest ustawiony osiowo.
4. Dokręcić nakrętkę palcami i kluczem płaskim, aż do zaciśnięcia opierścienia na rurze, tj. do
momentu kiedy nie daje się ręcznie obrócić rury w złączce.
5. Dokręcić nakrętkę o dalsze 1/3 – 2/3 obrotu w celu wytworzenia połączenia zwykłego
(łączenie rurze stali nierdzewnej może wymagać trochę innych wartości). Wybita na
powierzchni nakrętki strzałka służy jako punkt odniesienia przy dociskaniu.
Ogólnie rodzaj połączenia rozłącznego zależy od rodzaju instalacji, do której zostanie
zastosowane.
Do połączeń rozłącznych zalecane jest stosowanie dwuzłączek mosiądzu lub brązu
a klasycznym rozwiązaniem są połączenia typu „holender”. Ich zastosowanie jest praktycznie
niezależne od parametrów roboczych (ciśnienia) instalacji , gdyż części składowe łącznika są
połączone z rurami przez lutowanie.
Rys. 29. Łącznik rur miedzianych typu „holender” [6, s. 44]
Połączenie kołnierzowe
Zalecane konstrukcje złączy kołnierzowych pokazane na rys. poniżej są następujące:
- z lutowanym kołnierzem wykonanym z mosiądzu lub brązu (rys. 30a)
- z lutowanym pierścieniem oporowym z mosiądzu lub brązu oraz luźnym kołnierzem
stalowym (rys. 30b)
- z prefabrykowaną końcówka kołnierzową z rury miedzianej, spawaną doczołowo do rury
oraz luźnym kołnierzem stalowym (rys. 30c)
a) b) c)
Rys. 30. Zalecane konstrukcje złączy kołnierzowych dla rur miedzianych [6, s. 45]

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Wywijanie obrzeża bezpośrednio na rurze miedzianej w celu oparcia o niego kołnierza
luźnego jest niedopuszczalne.
Łączenie miedzi z innymi materiałami
Ważnym problemem w wykonawstwie instalacji miedzianych jest łączenie w jednym
obiegu miedzi z innymi metalami. W wyniku bezpośredniego połączenia miedzi ze stalą, stalą
ocynkowana lub aluminium tworzą się ogniwa elektrochemiczne powodujące szybkie
rozpuszczanie się żelaza, cynku czy aluminium. W celu wyeliminowania tego zjawiska należy
oddzielić te metale od miedzi przekładką izolacyjną.
Zasady łączenie instalacji miedzianych z innymi materiałami
Podstawową zasadą obowiązującą podczas wykonywania instalacji z rur miedzianych jest
konieczność stosowania materiałów jednorodnych, tj. miedzi i jej stopów.
Jeśli niemożliwe jest uniknięcie rozwiązania mieszanego, to należy bezwzględnie przestrzegać
następujących wskazań:
– niedopuszczalny jest metaliczny styk miedzi ze stalą niestopową oraz niestopową
ocynkowaną, (tworzenie ogniw elektrochemicznych; skutek – szybka korozja stali i stali
ocynkowanej),
– rury instalacji gazowej miedzianej muszą być rozgraniczone od instalacji gazowej ze stali
złączem izolacyjnym, za pomocą złączek gwintowanych ze stopów miedzi (brąze,
mosiądze).
Dopuszczalny jest natomiast metaliczny styk miedzi i jej stopów ze stalą kwasoodporną.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są sposoby połączeń rur miedzianych?
2. Na czym polega zjawisko kapilarne w połączeniu kielichowym rur miedzianych?
3. Co trzeba zrobić, aby uzyskać efekt kapilarny w połączeniu rur miedzianych?
4. Jak należy przygotować końcówki rur i łączników przed lutowaniem twardym?
5. Jakimi materiałami należy się posługiwać, aby uzyskać odpowiednia czystość rur
i kształtek?
6. Jak należy nanosić topnik na powierzchnię bosego końca lub łącznika?
7. Jaki rodzaj topnika i spoiwa dobrać do połączenia?
8. Jaka jest temperatura lutowania twardego, aby zapewnić właściwe wnikanie w kapilarę lutu?
9. Jaki jest przebieg operacji lutowania twardego?
10. Jak wykonać połączenie przy pomocy złączek zaciskowych?
11. Jak rozgraniczyć instalację gazową ze stali od instalacji gazowej miedzianej
4.4.3. Ćwiczenia
Ćwiczenie 1
Przygotuj końcówkę rury i łącznika tak
,
aby uzyskać efekt połączenia kapilarnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją wykonania ćwiczenia,
2) zorganizować stanowisko pracy do wykonania ćwiczeń,
3) zapoznać się z technologią przygotowania rur i łączników przed lutowaniem twardym,
4) dobrać rurę miedzianą i odpowiedni do niej łącznik,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
5) dokonać pomiarów bosego końca rury i średnicy wewnętrznej łącznika,
6) dobrać odpowiednie materiały czyszczące powierzchnie rury i łącznika,
7) tak dopasować łączone elementy aby uzyskać odpowiednią szczelinę kapilarną,
8) oczyścić powierzchnie bosego końca rury miedzianej i łącznika,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
− instrukcja do wykonania ćwiczenia,
− stół monterski,
− suwmiarka,
− rury miedziane i łączniki do wyboru,
− włóknina techniczna,
− szczotki do powierzchni wewnętrznych,
− wełna stalowa,
− płótno ścierne o ziarnistości max 240,
− 5-15% wodny roztwór kwasu siarkowego,
− trójchlorek etylu,
− literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj połączenie lutem twardym rury miedzianej Ø22mm z trójnikiem miedzianym
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją do wykonania ćwiczenia,
2) zorganizować stanowisko pracy do wykonania ćwiczeń,
3) wyposażyć się w środki ochrony osobistej,
4) dobrać i pomierzyć rurę miedzianą,
5) dopasować i pomierzyć trójnik miedziany,
6) zapoznać się z technologią wykonywania połączeń lutem twardym,
7) dobrać lut i topnik do zaplanowanego połączenia,
8) dobrać palnik na gaz propan-butan,
9) dobrać butle gazową na gaz propan-butan,
10) połączyć palnik z butlą gazową i skontrolować szczelność połączenia,
11) oczyść końcówki rury i trójnika do stanu metalicznego – połysk,
12) wykonać połączenie lutem twardym,
13) uporządkować stanowisko pracy,
14) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
− instrukcja do wykonania ćwiczenia,
− stół monterski,
− suwmiarka,
− rury miedziane Ø 22mmi łączniki do wyboru,
− materiały czyszczące powierzchnie przed lutowaniem,
− lut i topnik,
− palnik gazowy na gaz propan-butan,
− butla gazowa 11 kg na gaz propan-butan
− kombinerki,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
− rękawice i okulary ochronne
− literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj połączenie rozłączne przy pomocy złączki zaciskowej:
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją do wykonania ćwiczenia,
2) zorganizować stanowisko pracy do wykonania ćwiczeń,
3) dobrać i pomierzyć rurę miedzianą,
4) dobrać odpowiednia złączkę zaciskową odpowiadająca łączonej rurze miedzianej,
5) dobrać komplet kluczy płaskich o wymiarach odpowiednich dla wybranej złączki,
6) sprawdzić stan techniczny końcówki łączonej rury miedzianej,
7) sprawdzić czy rura została obcięta prostopadle do osi
8) wykonać ćwiczenie połączenia przy pomocy złączki zaciskowej,
9) zaprezentować wykonane ćwiczenia
10) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
− instrukcja do wykonania ćwiczenia,
− stół monterski,
− suwmiarka,
− kątownik,
− rury miedziane i łączniki do wyboru,
− łączniki zaciskowe do zaprasowywania o różnych średnicach,
− komplet kluczy płaskich
− obcinarka krążkowa do rur miedzianych,
− rękawice i okulary ochronne
− literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) przygotować rurę i łącznik tak aby uzyskać szczelinę kapilarną?
2) dobrać odpowiedni materiał czyszczący powierzchnię łączonych
elementów do lutowania twardego?
3) dobrać odpowiedni lut i topnik dla lutowania twardego?
4) obsługiwać bezpiecznie palnik na gaz propan-butan?
5) wykonać poprawnie połączenie lutem twardym rur miedzianych
z
łącznikami mosiężnymi?
6) dobrać odpowiednią złączkę zaciskową odpowiadającą łączonej
rurze miedzianej?
7) dobrać rodzaj połączenia rozłącznego w zależności od rodzaju
instalacji do której zostaje zastosowana?
8) ocenić jakość uzyskanego połączenia lutem twardym?
9) dobrać rodzaj połączenia rozłącznego w zależności od rodzaju
instalacji, do której zostaje zastosowana?
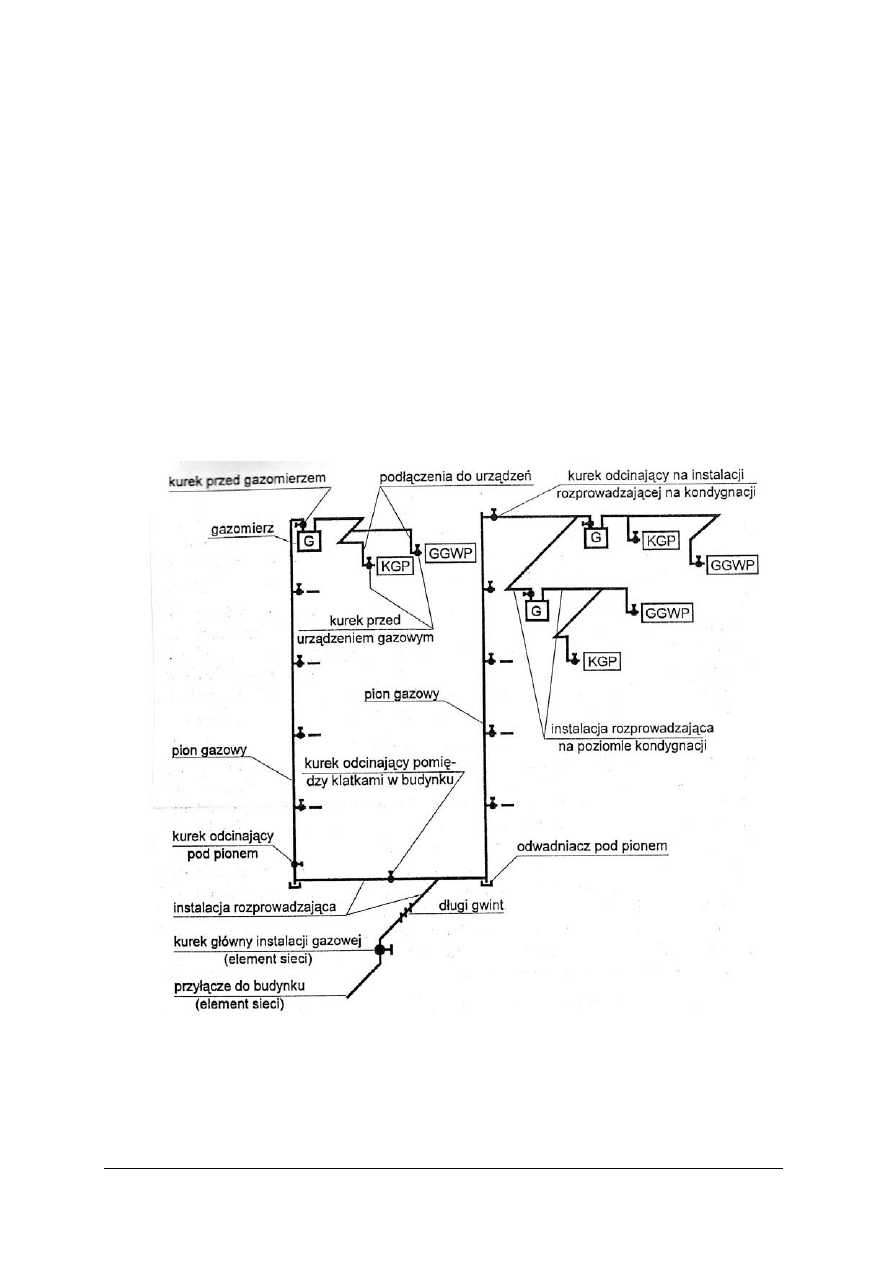
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.5. Wymagania, jakim powinny odpowiadać instalacje gazowe
z miedzi
4.5.1. Materiał nauczania
Wymagania wstępne
Wymagania związane z budową instalacji gazowych reguluje Rozporządzenie Ministra
Infrastruktury z 12 kwietnia 2002 roku w sprawie warunków technicznych, jakim powinny
odpowiadać budynki i ich usytuowanie opublikowane w (Dz.U. Nr 75 z 15.06.2002 poz. 690)
wraz z późniejszymi zmianami 7.04.2004 (Dz.U.Nr 109 poz. 1156 2004 r.). Rozdział 7 tego
rozporządzenia w całości dotyczy instalacji gazowych. Instalację gazową zasilaną z sieci
gazowej stanowi układ przewodów za kurkiem głównym prowadzonych na zewnątrz lub
wewnątrz budynku, wraz z armaturą, kształtkami i innym wyposażeniem, a także urządzeniami
do pomiaru zużycia gazu, urządzeniami gazowymi oraz przewodami spalinowymi lub
powietrzno- spalinowymi, jeżeli są one elementem wyposażenia urządzeń gazowych.
Rys. 31. Ogólny schemat aksonometryczny instalacji gazowej w budynku [3, s. 370]
Wymagania techniczne
Wszystkie materiały i wyroby (armatura) służące do montażu gazowych instalacji z miedzi
powinny odpowiadać przedmiotowym normom i posiadać certyfikat lub deklaracje zgodności na
wzorze przedstawionym na rysunku 32.
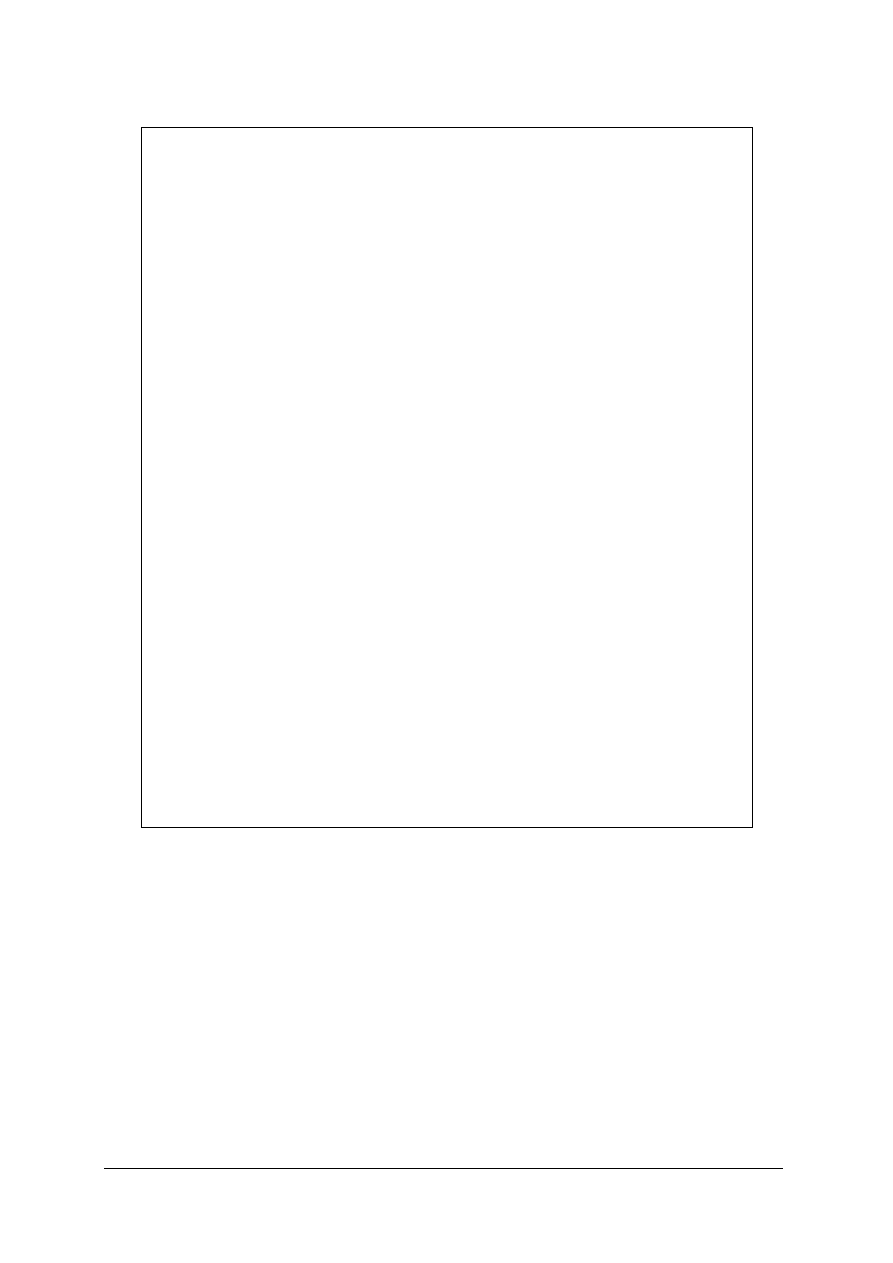
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
DEKLARACJA ZGODNOŚCI
My:
.......................................................................................................................
(Nazwa dostawcy)
.......................................................................................................................
(Adres)
.......................................................................................................................
deklarujemy z pełną odpowiedzialnością, że wyrób użyty do wykonania
instalacji gazowej
.......................................................................................................................
[nazwa, typ lub model, partia, seria, numer serii, źródło pochodzenia, liczba jednostek]
do którego odnosi się niniejsza deklaracja, jest zgodny z następującą
normą(ami) lub innym(i) dokumentem(ami) normatywnym(i)
......................................................................................................................
[tytuł i/lub numer i data wydania normy(norm) lub innego(ych) dokumentu(ów)
normatywnego(ych)]
(jeśli dotyczy) spełnia przepisy ..................................................................
Dyrektywy ..................................................................
........................................... ........................................................
[miejsce i data wystawienia] [podpis osoby upoważnionej]
Rys. 32. Zalecany formularz deklaracji zgodności (PN-EN 45014 : 1989)
Układanie przewodów gazowych
Przewody gazowe pionowe (piony gazowe) powinny być prowadzone w przedpokojach,
korytarzach lub klatkach schodowych. Piony i poziomy w instalacji gazowej zaleca się
wykonywać:
- dla budynków niskich : ze stali lub z rur miedzianych twardych,
- dla budynków średniowysokich i wyższych: ze stali.
Przewody instalacji gazowej nie mogą być prowadzone przez pomieszczenia, w których,
warunki mogą spowodować naruszenie stanu technicznego instalacji i wpływać na
bezpieczeństwo eksploatacji.
Jeżeli przewody do przesyłu różnych mediów są ułożone jeden nad drugim, to przewód,
w którym istnieje możliwość wytrącania się rosy powinien być umieszczony najniżej.
W przypadku, gdy występuje więcej niż dwa przewody należy je tak oznaczyć kolorami (gaz –

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
kolor żółty), aby jednoznacznie można było zidentyfikować rodzaj przewodzonych przez nie
mediów. Przewody gazowe prowadzone przez pomieszczenia nie posiadające okien powinny
być układane w rurach osłonowych.
Rury miedziane do gazu nie powinny być podwieszane do innych rur, same też nie powinny
stanowić podpory dla innych przewodów. Odległość między instalacją gazową a innymi
przewodami powinna być zgodna z przepisami jak dla stali i wynosić min. 0,1m oraz pozwalać
na dostępne, łatwe wykonywanie prac konserwatorskich.
Poziome odcinki instalacji gazowej na gaz lżejszy od powietrza (gaz ziemny) powinny być
umieszczone ponad innymi przewodami instalacyjnymi. Prowadzenie instalacji powinno być tak
wykonane, aby umożliwić samokompensację wydłużeń cieplnych oraz zapewniać nieniszczące
odkształcenia instalacji w wyniku deformacji lub osiadania budynku. Miedziane przewody
gazowe powinny być prowadzone na powierzchni ścian wewnętrznych w odległości 2 cm od
tynków, z wyjątkiem przewodów na kondygnacji poniżej parteru (suterena, piwnicach), które
należy prowadzić na powierzchni, w odległości co najmniej 3 cm od ściany i w odpowiednich
odległościach (wg przepisów szczegółowych) od innych instalacji.
Nie wolno prowadzić przewodów gazowych przez kanały kominowe, (wentylacyjne,
spalinowe oraz przez przewody kanalizacyjne).
Przejścia przez przegrody budowlane należy wykonywać w ochronnej rurze prowadzącej,
tulei uzupełnionej odpowiednim szczeliwem (np. kit elastyczny). Rury ochronne w instalacjach
gazowych powinny posiadać średnicę wewnętrzną co najmniej o 20mm większą od zewnętrznej
średnicy przewodu gazowego.
UWAGA: Nie zaleca się wykonywania instalacji mieszanych: stal – Cu.
W przypadku, gdy sieć gazowa wykonana jest ze stali, instalacja gazowa musi być
rozgraniczona złączem izolującym.
Rozwiązania techniczne instalacji gazowej powinny umożliwiać samokompensację
wydłużeń cieplnych oraz eliminować ewentualnie odkształcenie instalacji wywołane deformacją
lub osiadaniem budynku.
Każdy materiał pod wpływem zmian temperatury zmienia swoje wymiary. W instalacjach
niekorzystne jest przede wszystkim wydłużenie lub skrócenie przewodów pod wpływem zmian
temperatury czynnika przesyłowego tymi przewodami. W pracach instalacyjnych naszą uwagę
skupiamy na rozszerzalności liniowej, którą możemy kompensować na kilka sposobów.
Rozszerzalność liniową materiałów charakteryzuje współczynnik rozszerzalności liniowej,
definiowany, jako zmiana długości jednostkowego odcinka dla zmiany temperatury o 1K, pod
stałym ciśnieniem. wyrażamy go wzorem:
∆l
α = ––––––––––
l
0
x
∆T
Dla miedzi pracującej w przedziale temperatury 0-100
0
C można przyjąć wartość
współczynnika rozszerzalności liniowej
α = 17 x 10
-6
K
-1
, tzn. 0,017 mm na jeden metr rury, dla
zmiany temperatury o 1
0
C. Zatem np. 5-metrowy odcinek rury miedzianej dla zmiany
temperatury o 60
0
C wydłuży się (lub skróci) o około 5 mm (0,017 x 5 x 60).
∆l = α x l
0
x
∆T
Współczynniki rozszerzalności liniowej przewodów z tworzyw sztucznych są od dwu do
kilkunastu razy większe.
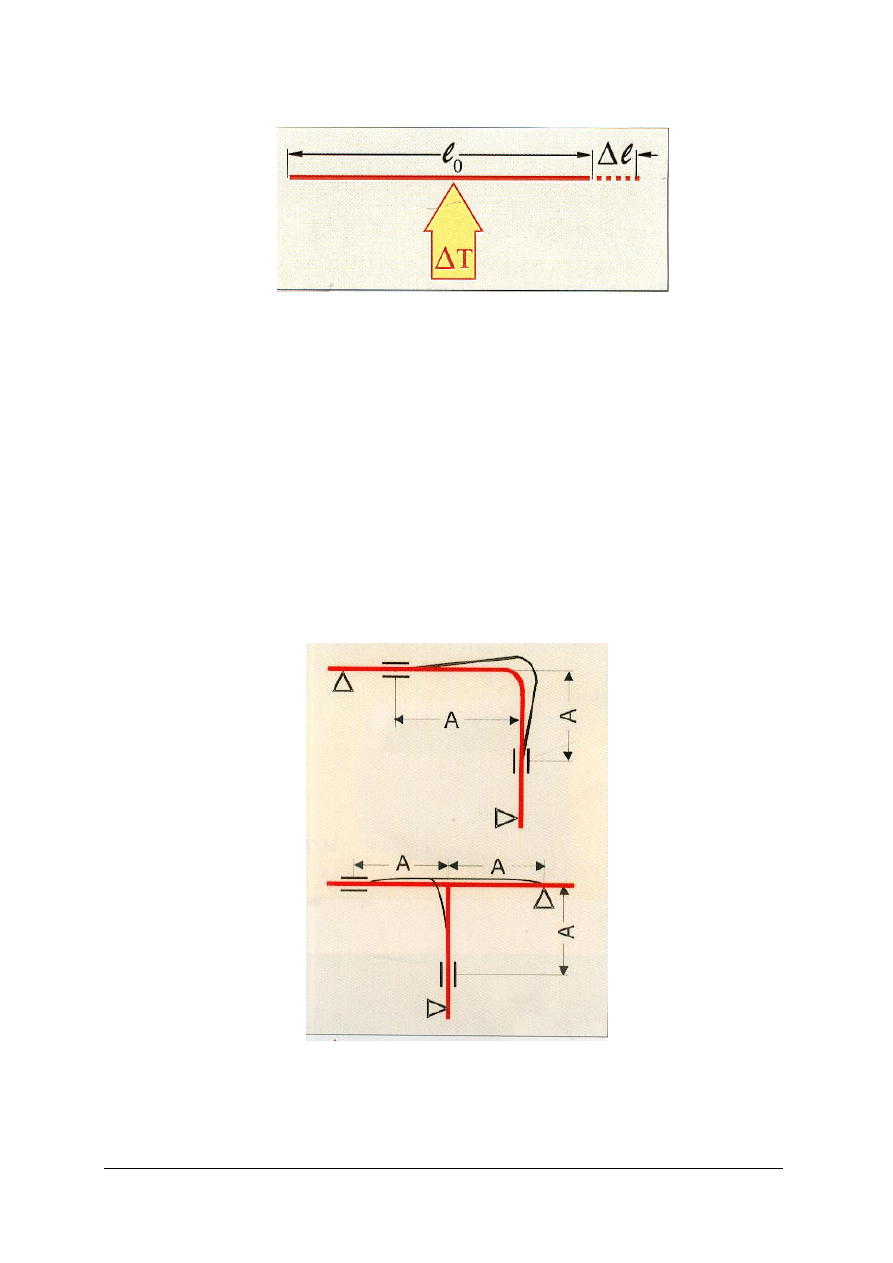
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 33. Zasada rozszerzalności liniowej[opracowanie własne]
Nie skompensowane wydłużenia powodują powstawanie znacznych naprężeń w instalacji,
co w niekorzystnych warunkach może doprowadzić nawet do rozszczelnienia połączeń
lutowanych. Aby uniknąć powstawania w instalacjach zbyt dużych naprężeń związanych
z rozszerzalnością cieplną najczęściej stosowanymi rozwiązaniami jest:
• kompensacja naturalna (najczęściej stosowana w instalacjach gazowych),
• montowanie kompensatorów .
Dodatkowo należy pamiętać o właściwym rozmieszczeniu uchwytów stałych i przesuwnych
instalacji.
Naturalną kompensację wydłużeń uzyskuje się na załamaniach przewodów
np. w narożnikach pomieszczeń. Niezbędne jest pozostawienie odpowiedniej odległości
przewodu od ścian i we właściwej odległości od załamania, zamocowanie uchwytów
przesuwnych. W uchwytach tych rura musi mieć możliwość swobodnego przesuwania się
(rys. 34). Długości odcinków swobodnych A w zależności od wydłużenia
∆l podane są
w tabelach dla odpowiednich materiałów, w których wykona jest instalacja gazowa.
Rys. 34. Schemat rozmieszczenia punktów przesuwnych w instalacji miedzianej.[6, s. 53]
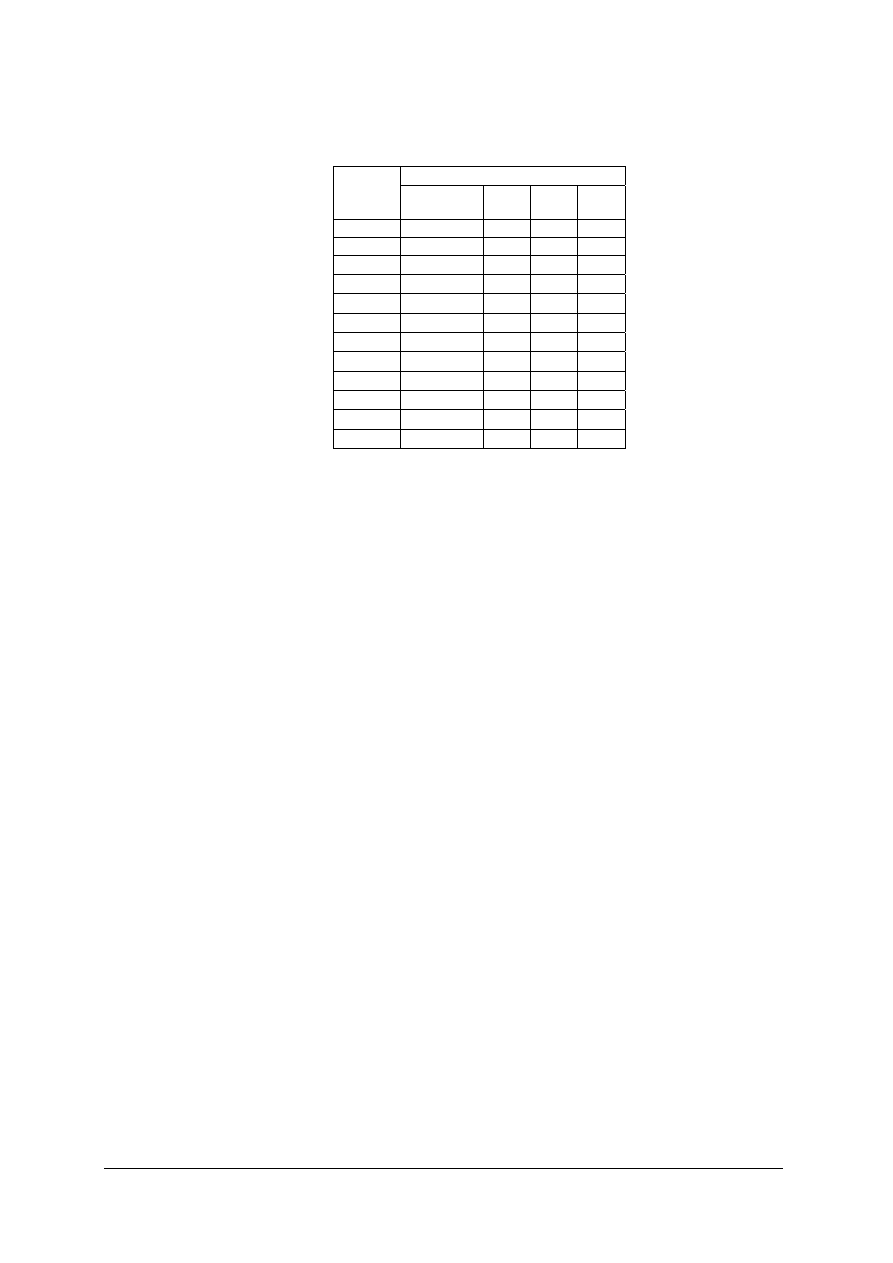
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Tab. 10. Długości odcinków swobodnych A w zależności od średnicy przewodu miedzianego i jego wydłużenia.
[6, s. 53]
• Układając proste odcinki przewodów pomiędzy dwoma punktami stałymi, należy
wbudować kompensatory, w celu zapewnienia im możliwości wydłużania się.
Odbiór instalacji gazowej z miedzi
Każda instalacja gazowa po jej wykonaniu, przed oddaniem do użytku powinna być
sprawdzona przez wykonawcę w obecności dostawcy gazu i właściciela obiektu budowlanego.
Sprawdzenie instalacji gazowej polega na kontroli:
- zgodności jej wykonania z powykonawczym projektem technicznym,
- jakości wykonania instalacji,
- szczelności przewodów i elementów instalacji gazowej.
Kontrola zgodności wykonania instalacji gazowej z projektem technicznym polega na
sprawdzeniu: wymiarów przewodów gazowych, właściwego ich prowadzenia, wykonania
instalacji wg założonej technologii, odpowiedniego doboru urządzeń gazowych, prawidłowego
włączenia rur spalinowych do przewodów kominowych i wykonania wentylacji pomieszczeń.
Kontrola jakości wykonania polega na sprawdzeniu:
- jakości zastosowanych materiałów (rur, łączników, kurków, zaworów, przejść przez
przegrody budowlane, zamocowania rur, przystosowania urządzeń do spalania gazu),
- zgodności wykonania z obowiązującymi przepisami.
Przed próbą szczelności należy instalacje gazową przedmuchać sprężonym powietrzem wolnym
od zanieczyszczeń, oleju lub gazem obojętnym w celu usunięcia ewentualnych zanieczyszczeń
i sprawdzeniu, czy przewód jest drożny.
Próbę szczelności instalacji gazowej wykonanej z rur miedzianych powinno się wykonywać
dwuetapowo (tak jak dla instalacji stalowej):
1) na ciśnienie 50 kPa bez przyłączenia urządzeń gazowych ze szczelnym zamknięciem
końcówek rur, gdy instalacja nie przebiega przez pomieszczenia mieszkalne,
2) na ciśnienie 15 kPa po przyłączeniu urządzeń gazowych (lecz bez podłączenia gazomierza).
Próba szczelności polega na napełnieniu przewodów czystym powietrzem o ciśnieniu
50 kPa i obserwacji ciśnienia po wyrównaniu się temperatury; włączony manometr nie powinien
wykazywać w przeciągu 30minut żadnego spadku ciśnienia.
W przypadku prowadzenia przewodów instalacji gazowej przez pomieszczenia mieszkalne
próbę należy wykonać przy ciśnieniu 100 kPa.
Wydłużenie
∆l w [mm]
Średnica
przewod
u[mm]
5
10 15 20
12
475
670 820 950
15 530
750
920
1060
18 580
820
1000
1160
22 640
910
1110
1280
28
725
1025 1250 1450
35
810
1145 1400 1620
42
890
1250 1540 1780
54
1010
1420 1740 2010
64
1095
1549 1897 2191
76,1
1195
1689 2069 2389
88,9
1291
1826 2236 2582
108
1423
2012 2465 2846

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Próba szczelności musi być przeprowadzona przez osobę posiadającą ważne świadectwo
kwalifikacyjne do wykonywania tego typu prac i przeprowadzana powinna być w obecności
wykonawcy instalacji i właściciela obiektu.
Z każdej próby szczelności należy sporządzić protokół kontroli szczelności.
Do protokółu szczelności inwestor dołącza protokół kominiarski, potwierdzający właściwe
odprowadzenie spalin z urządzeń gazowych i właściwą wentylacj
ę
nawiewno-wywiewną
pomieszczenia oraz uzgodnienia (warunki techniczne) z dostawcą gazu, protokóły częściowe,
deklaracje zgodności itp.
Dla uniknięcia problemów z wykryciem nieszczelności w instalacji w trakcie jej odbioru
technicznego, można przed tym odbiorem, w trakcie wykonywania instalacji, wykonać
sprawdzenie szczelności odcinkowe. Polega ono na napełnieniu fragmentów instalacji gazowej
sprężonym gazem obojętnym pod ciśnieniem dwukrotnie większym od ciśnienia próby
odbiorowej i utrzymanie tego ciśnienia przez 10÷15 minut. Jeżeli w ciągu tego czasu nastąpi
spadek ciśnienia jest możliwość usunięcia ewentualnych nieszczelności na etapie budowy
instalacji gazowej, a nie jej końcowego odbioru technicznego.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Tab. 11. Przykład protokółu z wykonania próby szczelności [źródło własne]
miejscowość, dnia ................... 200...... r.
Zapewnienie dostawcy gazu Nr. ..........
Typ gazomierza ....................................
Ilość reduktorów ..................................
PROTOKÓŁ
Z próby szczelności instalacji gazowej
Adres budynku: ......................................................................................................................................................
Próbę szczelności przygotował i przeprowadził:
Z ramienia wykonawcy instalacji ...........................................................................................................................
W obecności przedstawiciela inwestora .................................................................................................................
Projekt wykonał : ...............................................................................................................................
Projekt zatwierdził: ............................................................................................................................
Instalację wykonał: ............................................................................................................................
Próbie szczelności poddano przewody rozprowadzające oraz przewody w mieszkaniach z kurkami
odcinającymi przed aparatami gzowymi w
lokalach(u) ................................................................................................................................................................
Odebrano podejścia pod następujące aparaty gazowe .............................................................................................
..................................................................................................................................................................................
Medium próbne: powietrze, gaz obojetny
*
Ciśnienie próby: 0,05 MPa / 0,0MPa
*
Czas trwania próby: 30 minut
Wynik próby: dodatni, ujemny
*
spadek ciśnienia ....................................................................................
Pomiaru dokonano manometrem tarczowym Nr fab. ...............................................................................
Zakres ................. rok legalizacji .............................
UWAGI: ...............................................................................................................................................................
................................................................................................................................................................................
...................................................................................................................................................................................
Protokół sporządzono w ........ egz.., z których po jednym otrzymują:
1. Przedstawiciel wykonawcy ................................................................
podpis
2. Przedstawiciel inwestora ................................................................
podpis
Wykonawca oświadcza, że instalacja gazowa jak i obiekt, w którym została wykonana spełniają wszystkie
warunki obowiązujących przepisów (Rozporządzenie Min. Gosp. Przestrz. i Bud. z dnia 14.12.1994 r.)
*
) niepotrzebne skreślić
.................................................................
podpis wykonawcy
Uruchomienie instalacji gazowej
Po przeprowadzeniu odbioru technicznego instalacja gazowa może być podłączona do sieci
rozdzielczej i uruchomiona przez dostawcę gazu.
Czynności, które poprzedzić muszą napełnienie instalacji gazem z sieci są następujące:
- podpisanie przez odbiorcę umowy o dostawę gazu,
- napełnienie przyłącza gazem,
- zainstalowanie gazomierzy i wszystkich urządzeń odbierających gaz.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Uruchomienie polega na doprowadzeniu gazu do wszystkich odcinków instalacji oraz
urządzeń gazowych. Bezpośrednio przed uruchomieniem instalacji należy sprawdzić zamknięcie
wszystkich zaworów i kurków. Ponieważ dopływ gazu do instalacji związany jest z możliwością
powstania mieszanki wybuchowej, należy przeprowadzić odpowietrzenie instalacji.
Odprowadzenie mieszaniny gazu z powietrzem należy wykonać na zewnątrz budynku poprzez
podłączony do przewodu wąż gumowy rozpoczynając od najwyższych kondygnacji.
Dopuszczalne jest, aby krótkie odcinki instalacji, takie jak podłączenia urządzeń gazowych,
odpowietrzać bezpośrednio do pomieszczenia, pod warunkiem sprawnej wentylacji i otwarcia
okien. Usuniecie mieszaniny gazu z powietrzem z instalacji można stwierdzić za pomocą sprzętu
specjalistycznego.
Instalacje można uznać za uruchomioną i nadającą się do eksploatacji, jeżeli odpowietrzeniu
poddano wszystkie jej odcinki, a także sprawdzono, czy wszystkie zamontowane urządzenia
gazowe funkcjonują prawidłowo.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są wymagania projektowe instalacji gazowej z miedzi?
2. Jakie są wymagania techniczne dla materiałów i wyrobów służących do montażu instalacji
gazowych z miedzi?
3. Jak należy układać przewody instalacji gazowej w stosunku do innych instalacji w budynku?
4. Jak miedziane przewody instalacji gazowej powinny być prowadzone na powierzchni ścian
wewnętrznych?
5. Jak wykonać przejście rury miedzianej przez przegrody budowlane?
6. Co to jest rozszerzalność liniowa materiałów?
7. W jaki sposób uniknąć w instalacjach zbyt dużych naprężeń związanych z rozszerzalnością
cieplną?
8. Co to jest naturalna kompensacja wydłużeń?
9. Na czym polega kontrola instalacji gazowej?
10. Jakiego ciśnienia używa się do sprawdzania szczelności instalacji gazowych?
11. Jaką rolę w odbiorze instalacji gazowej spełnia kominiarz?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj próbę szczelności fragmentu wykonanej instalacji gazowej z miedzi zgodnie
z warunkami obowiązującymi w tym zakresie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją do wykonania ćwiczenia
2) zorganizować stanowisko pracy do wykonania ćwiczeń,
3) zapoznać się z materiałem nauczania dotyczącym sposobu wykonywania próby szczelności
instalacji,
4) dobrać sprzęt do wykonania próby szczelności,
5) zdemontować urządzenia gazowe z instalacji gazowej,
6) zgromadzić łączniki, korki do zaślepienia wybranego fragmentu instalacji,
7) napełnić instalację przez łącznik lub trójnik do wykonania próby szczelności gazem
obojętnym lub sprężonym powietrzem do ciśnienia próbnego,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
8) sprawdzać szczelność, obserwować wskazania na manometrze kontrolnym i ustalić wynik
próby,
9) zdemontować przyrządy do wykonania próby,
10) ponownie zainstalować urządzenia gazowe,
11) zaprezentować wykonane ćwiczenia,
12) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
− instrukcja do wykonania ćwiczenia,
− zestaw kluczy monterskich,
− materiały uszczelniające,
− przyrząd do wykonywania próby szczelności,
− manometr,
− złączki, korki gwintowane do zaślepiania końcówek instalacji,
− środki ochrony osobistej,
− literatura z rozdziału 6.
Ćwiczenie 2
Opracuj instrukcję postępowania dla uruchamiania instalacji gazowej tak, aby były
zachowane zasady bhp i p.poż.. Sporządź wykaz zespołu i kwalifikacji pracowników, kolejnych
czynności i dokumentację odbiorową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z wytycznymi obowiązującymi podczas uruchamiania instalacji,
2) dokonać analizy materiału pod kątem czynności niezbędnych do uruchomienia instalacji,
3) na arkuszu papieru zapisać skład zespołu, wykaz prac, wypełnić niezbędne protokoły
z wykonanego uruchomienia,
4) zaprezentować wykonane ćwiczenia,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
− wytyczne obowiązujące podczas uruchamiania instalacji gazowej,
− stolik,
− krzesło,
− zeszyt,
− ołówek,
− gumka,
− plansze z zasadami wykonywania uruchomienia instalacji gazowych,
− typowa instrukcja bhp i p.poż. podczas uruchamiania instalacji gazowej,
− literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.5.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) zorganizować stanowisko do wykonania próby szczelności instalacji?
2) określić, na czym polega odbiór instalacji gazowej?
3) wymienić, jakie dokumenty są potrzebne w czasie odbioru technicznego
instalacji gazowej?
4) określić warunki wykonywania próby szczelności?
5) określić skład ekipy wykonującej próbę szczelności i jej kwalifikacje?
6) wykonać próbę szczelności instalacji gazowej?
7) dokonać oceny prawidłowości wykonanej próby szczelności instalacji
gazowej z rur miedzianych?
8) obliczyć wydłużenie cieplne odcinka rury miedzianej?
9) wskazać skład ekipy wykonującej napełnienie instalacji gazem?
10) określić kolejność czynności podczas napełniania instalacji gazem?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję zanim zaczniesz rozwiązywać zadania.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Przed wykonaniem każdego zadania lub udzieleniem odpowiedzi na pytania przeczytaj
bardzo uważnie polecenia.
5. Test zawiera 21 pytań o różnym stopniu trudności. Są to pytania: zamknięte, wielokrotnego
wyboru
.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, zakreślając kółeczkiem
prawidłową odpowiedź. W przypadku pomyłki należy błędną odpowiedź przekreślić
znakiem X i otoczyć kółkiem prawidłową odpowiedź.
7. Za każde poprawne rozwiązanie zadania otrzymasz jeden punkt.
8. Test składa się z dwóch części o różnym stopniu trudności:
I część – poziom podstawowy
II część – poziom ponadpodstawowy.
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
10. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci czas wolny.
11. Na rozwiązanie testu masz 45 min.
Powodzenia
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
ZESTAW ZADAŃ TESTOWYCH
I część
1. Oznaczenie: PN-EN 1057 22X1,5 R290 oznacza, że to rura miedziana:
a) miękka,
b) półtwarda,
c) twarda,
d) wyżarzona.
2. Obowiązkiem pracownika w zakresie ochrony przeciwpożarowej jest:
a) naprawa uszkodzonego sprzętu gaśniczego,
b) powiadamianie Pogotowia Ratunkowego o zagrożeniu pożarem,
c) powiadamianie policji o zagrożeniu pożarem,
d) przystąpić natychmiast do akcji ratowniczej.
3. Przedstawiony łącznik miedziany to:
a) złączka redukcyjna,
b) kolano redukcyjne,
c) złączka równoprzelotowa,
d) łuk jednokielichowy.
4. Cięcia rury miedzianej nie wolno wykonywać:
a) obcinarka nożycową,
b) obcinarką krążkową,
c) grubozębnym brzeszczotem,
d) piłą tarczową.
5. Rury miedziane nieprawidłowo składowane mogą:
a) trwale się odkształcić,
b) się skrócić,
c) się wydłużyć,
d) stracić własności wytrzymałościowe.
6. Połączenie typu „holender” jest połączeniem:
a) gwintowanym,
b) lutowanym i gwintowanym,
c) kołnierzowym,
d) obciskanym.
7. Do montażu instalacji gazowych używamy rury miedziane:
a) R 220,
b) R 150,
c) R 290,
d) R 350.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
8. Do lutowania twardego łączników z miedzi stosuje się luty:
a) fosforowe (CuP) bez topnika,
b) fosforowe (CuP) z topnikiem,
c) srebrne (AgCuZn) bez topnika,
d) ZnP.
9. Połączenia kapilarne to połączenia
a) rozłączne,
b) skręcane,
c) nierozłączne,
d) kołnierzowe.
10. Lutowanie twarde zachodzi w temperaturze od:
a) 400
o
C,
b) 500
o
C,
c) 600
o
C,
d) 650
o
C.
11. Do wykonywania kielichów na rurach miedzianych służą:
a) kalibratory,
b) ekspandery,
c) wyoblaki,
d) gratowniki.
12. Palniki propanowe pozwalają osiągnąć temperaturę:
a) 650
o
C,
b) 1000
o
C,
c) 1800
o
C,
d) 2300
o
C.
13. Kalibrowanie rur miedzianych stosuje się w celu:
a) połączenia dwóch rur o równych średnicach,
b) połączenia dwóch rur o różnych średnicach,
c) przygotowania do wyżarzania zmiękczającego,
d) przywrócenia kształtu rur po cieciu.
14. Rury miedziane można giąć na zimno tylko do średnicy zewnętrznej:
a) Ø 22 mm,
b) Ø 18 mm,
c) Ø 15 mm,
d) Ø 42 mm.
15. Główną próbę szczelności gazowej instalacji miedzianej wykonuje się pod maksymalnym
ciśnieniem:
a) 150 kPa,
b) 100 kPa,
c) 50 kPa,
d) 210 kPa.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
II część
16. Możliwość gięcia rur miedzianych wynika z ich:
a) plastyczności,
b) twardości,
c) sprężystość,
d) wytrzymałość.
17. Jedyną metodą wykonywania połączeń nierozłącznych w rurach miedzianych o średnicy
powyżej 108 mm jest:
a) lutowanie,
b) zaprasowywanie,
c) spawanie,
d) zgrzewanie.
18. Zamawiając rury miedziane nabywca powinien podać następujące informacje:
a) średnicę wewnętrzną X grubość ścianki (w mm),
b) datę produkcji – rok, miesiąc,
c) oznaczenie stanu kwalifikacyjnego,
d) znak identyfikacyjny producenta.
19. Wyżarzenie zmiękczające rur miedzianych zachodzi w temperaturze powyżej.
a) 450
o
C,
b) 550
o
C,
c) 650
o
C,
d) 720
o
C.
20. Minimalny promień gięcia na zimno rur twardych Ø15mm wynosi.
a) 3D,
b) 3,5D,
c) 5D,
d) 7D.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie połączeń rur miedzianych w instalacjach gazowych
Zakreśl poprawną odpowiedź.
Numer
pytania
Odpowiedź
Punktacja
1.
a b c d
2.
a b c d
3.
a b c d
4.
a b c d
5.
a b c d
6.
a b c d
7.
a b c d
8.
a b c d
9.
a b c d
10.
a b c d
11.
a b c d
12.
a b c d
13.
a b c d
14.
a b c d
15.
a b c d
16.
a b c d
17.
a b c d
18.
a b c d
19.
a b c d
20.
a b c d
Razem

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
6. LITERATURA
1. Bartold-Wiśniewska G.: Miedź w instalacjach sanitarnych. WSiP, Warszawa 1997
2. Bąkowski K., Bartuś J., Zajda R.: Projektowanie instalacji gazowych. ARKADY, Warszawa
1983
3. Cieślowaki S., Krygier K.: Instalacje sanitarne cz.1. WSiP, Warszawa 1998
4. Orlik W.: Egzamin kwalifikacyjny elektryka. KABE, Krosno 1999
5. Otoka W.: Konserwacja i naprawa instalacji i urządzeń gazowych. ZZDZ, Warszawa 1975
6. Poradnik: Instalacje wodociągowe gazowe i ogrzewcze z miedzi – poradnik. PCPM,
Wrocław 2000
7. Praca zbiorowa: Miedź w instalacjach gazowych. WSiP, Warszawa 2000
8. Praca zbiorowa: Technologie instalacji wodociągowych i gazowych. REA, Warszawa 1998
9. Ustawa – Kodeks Pracy (Dz. U. Z 1998 roku nr 21 poz. 94 z późniejszymi zmianami)
10. Zajda R., Tymiński R.: Instalacje i urządzenia gazowe. CSG-PGNiG S.A., Warszawa 1999
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron