KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
POMIARY OTWORÓW
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
POMIARY OTWORÓW
Ś
rednicę otworu – definiujemy jako długość cięciwy otworu przechodzącej przez jego oś.
Do pomiaru otworów stosuje się następujące przyrządy pomiarowe:
•
suwmiarkowe: suwmiarka jednostronna (pomiary otworów od 10 mm), suwmiarka
dwustronna (pomiary otworów od kilku milimetrów) na głębokościach nie większych niż
15 mm.
•
mikrometryczne: mikrometrami szczękowymi mierzy się otwory w zakresie 5 do 55 mm,
•
ś
rednicówki czujnikowe / mikrometryczne umożliwiają pomiar średnic od 50 do 200 mm
stopniowane co 25 mm, przy użyciu przedłużaczy zakres pomiarowy wzrasta do 1500 mm.
Ś
rednicówki z trójpunktowym stykiem dają możliwość pomiaru średnic w zakresie od
2 do 300 mm. Natomiast Średnicówki czujnikowe posiadają zakresy pomiarowe od
2 do 315 mm, pomiar odbywa się metodą porównawczo-różnicową.
•
mikroskopy pomiarowe (warsztatowe lub uniwersalne) pomiary metodą bezstykową
(pomiary obrazy otworu w okularze goniometrycznym lub okularze z podwójnym obrazem),
lub metodą stykową średnic większych od 3mm,
•
długościomierze poziome, metodą stykową mierzy się średnice w zakresie 1-100 mm,
•
projektory,
•
maszyny pomiarowe.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
POMIARY PRZY UśYCIU ŚREDNICÓWKI MIKROMETRYCZNEJ
Ś
rednicówka mikrometryczna – jest to przyrząd mikrometryczny do mierzenia wymiarów
wewnętrznych, a w szczególności otworów. Wartość działki elementarnej wynosi 0,01 mm,
natomiast błąd wskazania przyjmuje wartości od ±2 µm (dla małych średnic) do ±30 µm (dla
ś
rednic przekraczających 1000 mm).
Można wyróżnić dwa typy średnicówek mikrometrycznych:
•
stałe: o zakresach pomiarowych 50-62 mm, 62-75 mm i 75-200 mm stopniowane co 25 mm,
•
składane: o zakresie pomiarowym do 1500 mm (uzyskanym dzieki zastosowaniu
przedłużaczy.
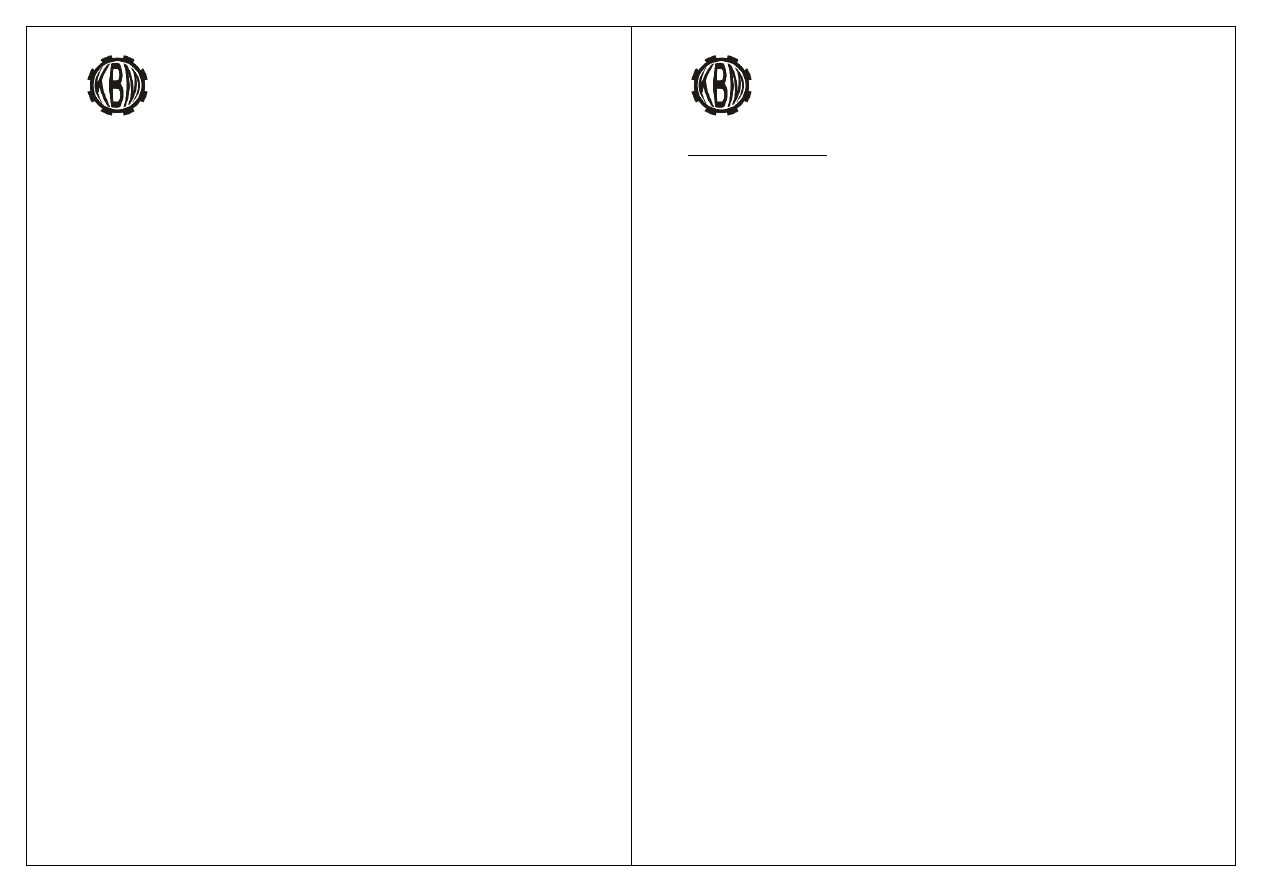
Widok ogólny średnicówki mikrometrycznej przedstawiono na rysunku 1.
Rys.1. Budowa średnicówki mikrometru (1-średnicówka mikrometryczna, 2-przykładowy
przedłużacz)
Pomiar średnicówką mikrometryczną odbywa się poprzez obrót bębna, który powoduje
przesuwanie się ruchomej końcówki mierniczej i zwiększenie lub zmniejszenie wymiaru
długościowego średnicówki. Wymiar mierzony odczytuje się, podobnie jak w przypadku
mikrometru, korzystając z podziałki na tulei (pełne i połówki milimetrów) oraz na bębnie (setne
części milimetra).
Pewne utrudnienie stanowiące jednocześnie wadę średnicówek mikrometrycznych stanowi brak
sprzęgła, co znacznie utrudnia przeprowadzenie pomiarów i wpływa na zwiększenie błędów.
Procedura pomiaru przy użyciu średnicówki mikrometrycznej obejmuje:
•
dobrać stałą końcówkę (przedłużacz) do wymiaru mierzonego otworu,
•
ustawić średnicówkę na wymiar nieco mniejszy od średnicy mierzonego otworu (przez
obrót bębna średnicówki),
•
wprowadzić średnicówkę do otworu,
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
•
zmierzyć średnicę otworu. W trakcie pomiaru oś średnicówki w trakcie pomiaru powinna
być prostopadła do osi otworu i pokrywać się z jego średnicą. Właściwe ustawienie
ś
rednicówki osiąga się przez dociśnięcie jedną ręką końcówki stałej do ścianki otworu
i wykonywanie lekkich ruchów (wychyleń) w dwu prostopadłych kierunkach (rys.2). W
trakcie w trakcie regulacji należy równocześnie obracać bębnem średnicówki należy
osiągnąć takie rozstaw końcówek, aby przy prawidłowym położeniu średnicówki względem
osi otworu między powierzchniami mierniczymi a ścianką otworu uzyskać kontakt
(delikatny) zetknięcie (bez luzu). Pomiar należy w minimalnym zakresie zrealizować w dwu
przekrojach i dwu kierunkach wzajemnie prostopadłych.
Rys.2. Zasada pomiaru średnicówką mikrometryczną
•
po stwierdzeniu prawidłowego ustawienia narzędzia pomiarowego w otworze wyjąć ją
z mierzonego otworu i odczytać wymiar (uwzględniając długość użytych przedłużaczy).
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
POMIARY PRZY UśYCIU ŚREDNICÓWKI CZUJNIKOWEJ
Ś
rednicówka czujnikowa – jest to przyrząd czujnikowy składający się z czujnika pomiarowego
sprzężonego z końcówkami do pomiaru średnic otworów metodą porównawczo-różnicową.
Dokładność pomiaru średnicy otworu przy użyciu średnicówki czujnikowej zależy od rodzaju
zastosowanego czujnika (0,01 mm lub 0,001 mm) oraz od przebiegu samego pomiaru
(np. ustawienia narzędzia w mierzonym otworze).
Można rozróżnić następujące typy średnicówek czujnikowych:
•
z rozprężnymi końcówkami pomiarowymi (zakresy pomiarowe 4-18 mm),
•
z przesuwną końcówką pomiarową (zakresy pomiarowe 18 – 315 mm; do pomiaru średnic
powyżej 30 mm stosuje się przedłużacze).
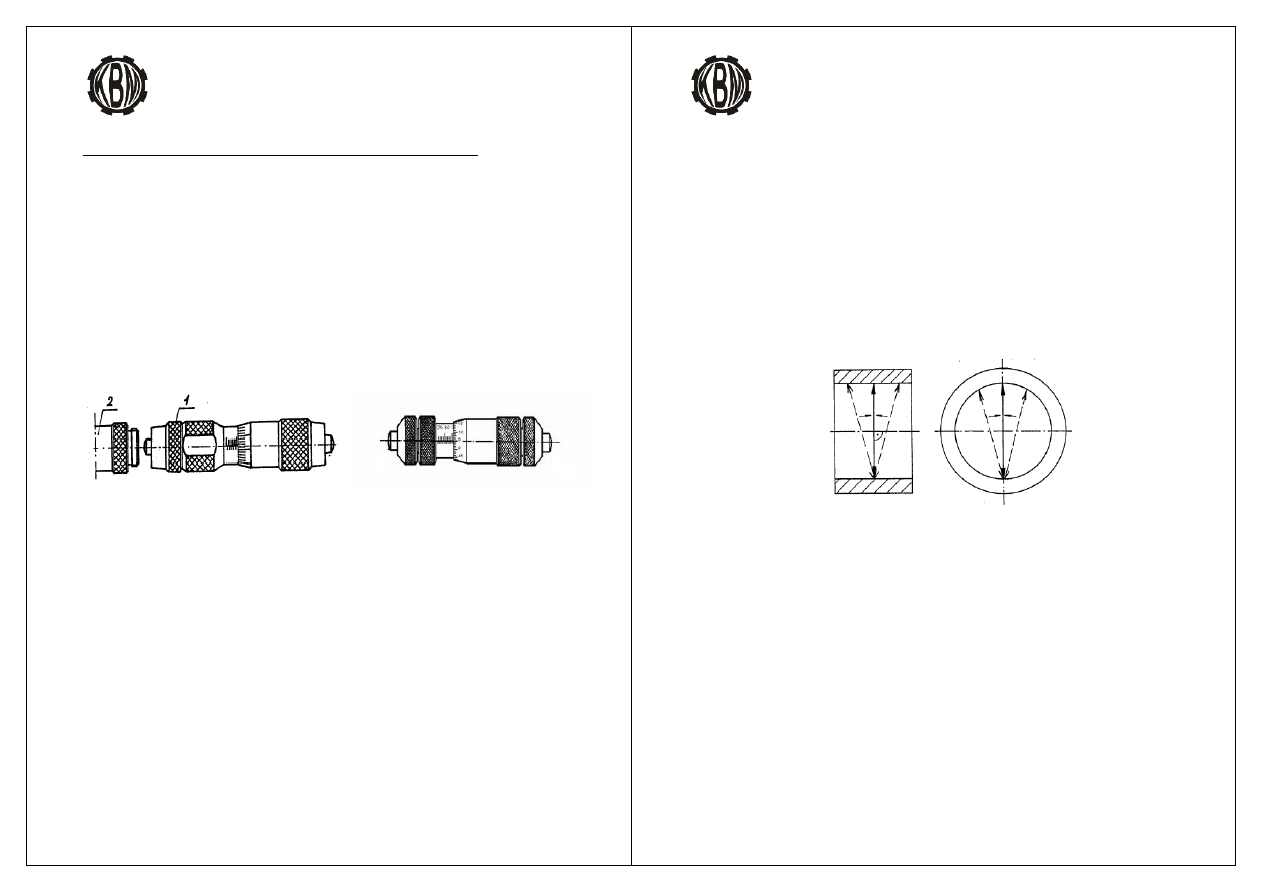
Rys.3. Widok ogólny i zasada pomiaru średnicówką czujnikową
Pomiar średnicówką czujnikową realizowany jest przez kontakt końcówek (stałej i ruchomej) z
powierzchnią mierzonego otworu. Obie końcówki zamontowane są w korpusie średnicówki w
jednej osi. Wymianie podlega końcówka stała dobrana w zależności od wartości nominalnej
wymiaru mierzonego otworu. Dodatkowo po obu stronach końcówki ruchomej znajdują się ramiona
kołyski, która zapewnia ustawienie średnicówki wzdłuż średnicy.
Procedura pomiaru przy użyciu średnicówki czujnikowej obejmuje:
•
określenie wymiaru nominalnego sprawdzanego otworu, na który należy złożyć stos płytek
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
wzorcowych (rys.4) i następnie zamocować go wraz z wkładkami płasko-równoległymi
(lub płasko-ściętymi), w uchwycie do płytek. Tak zmontowany uchwyt należy zamocować
w podstawie do mikrometru.
•
dobrać odpowiednią końcówkę stałą (zakresu pomiarowy),
•
zmontować średnicówkę (wkręcić końcówkę stałą, zamontować czujnik zegarowy),
•
ustawić średnicówkę na wymiar nominalny - wprowadzić końcówki średnicówki między
szczęki, w pierwszej kolejności doprowadzając do zetknięcia końcówki ruchomej
z wkładką, następnie należy ją wcisnąć, i wprowadzić końcówkę stałą. Lekko zwalniamy
nacisk i obserwujemy wskazanie czujnika, jeżeli wymiar wykracza poza jego zakres
pomiarowy należy przesunąć czujnik w oprawce mocującej.
Rys.4. Ustawienie średnicówki na wymiar
nominalny
Rys.5. Prawidłowe ustawienie średnicówki
podczas pomiaru
Ustawiając średnicówkę na wymiar należy przytrzymując końcówkę stałą przy wkładce,
wychylać średnicówkę w płaszczyźnie pionowej dla uchwycenia położenia zwrotnego.
W skrajnym położeniu przytrzymać średnicówkę i obrotem skali czujnika ustalić wskazanie
zerowe. Następnie wychylać średnicówkę w płaszczyźnie poziomej B-B. Jeżeli punkt
zwrotny nie przypada na zero, to ponownie ustawić zero na tarczy. Czynności należy
powtarzać w obu płaszczyznach, do uzyskania tego samego punktu zwrotnego. Po
ustawieniu średnicówki wyjąć ją z uchwytu,
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
•
wprowadzić średnicówkę do otworu sprawdzanego. Zmierzyć średnice otworu wychylając
podczas pomiaru średnicówkę w płaszczyźnie pionowej i odczytując jej wskazanie
w położeniu zwrotnym,
•
wyjąć średnicówkę z mierzonego otworu,wciskając najpierw końcówkę ruchomą,
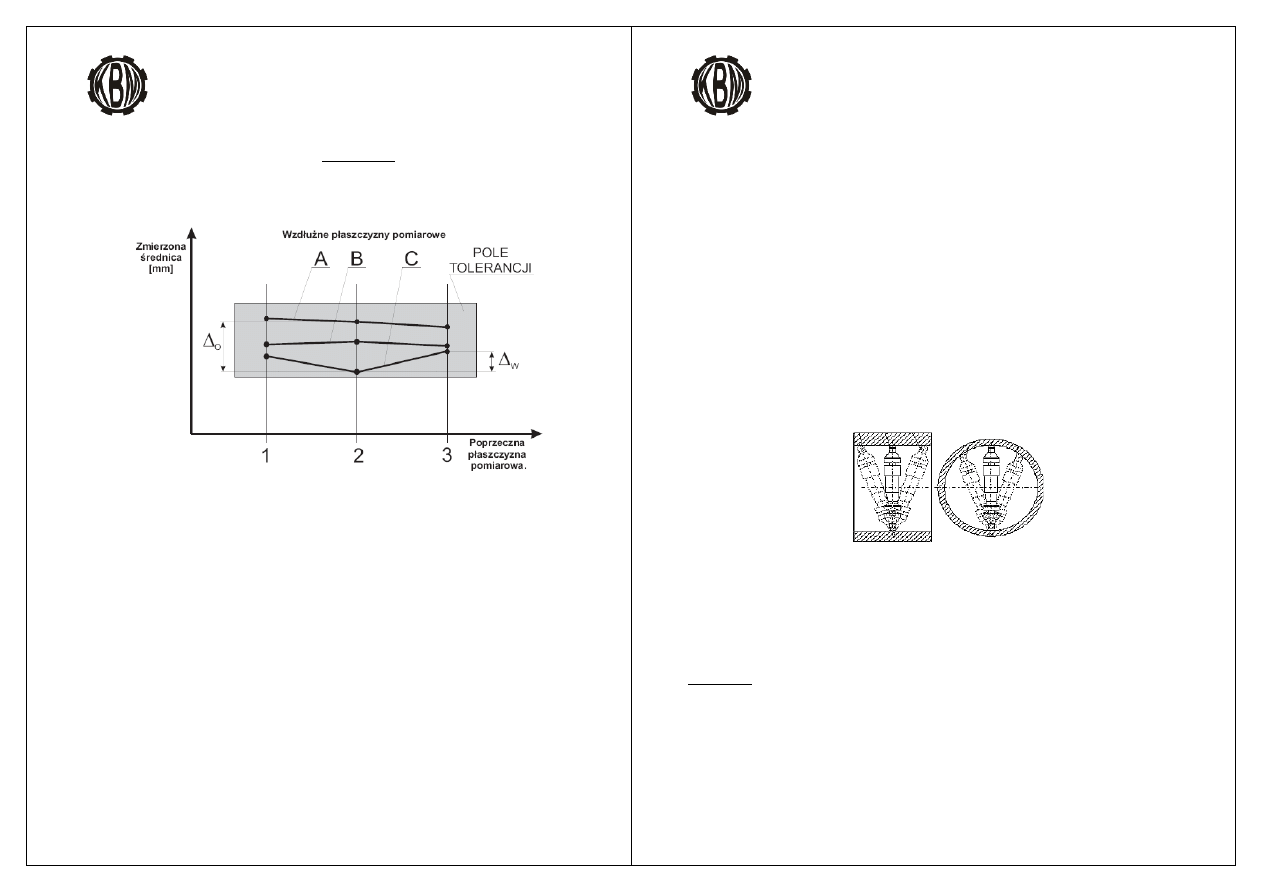
POMIARY PRZY UśYCIU ŚREDNICÓWKI TRZYPUNKTOWEJ
Ś
rednicówka trzypunktowa – jest przyrządem mikrometrycznym przeznaczonym do pomiaru
ś
rednicy otworu metodą bezpośredniego porównania. Zasada działania i pomiaru jest zbliżona do
przyrządów mikrometrycznych. Obrót bębna mikrometrycznego powoduje przesuw wrzeciona
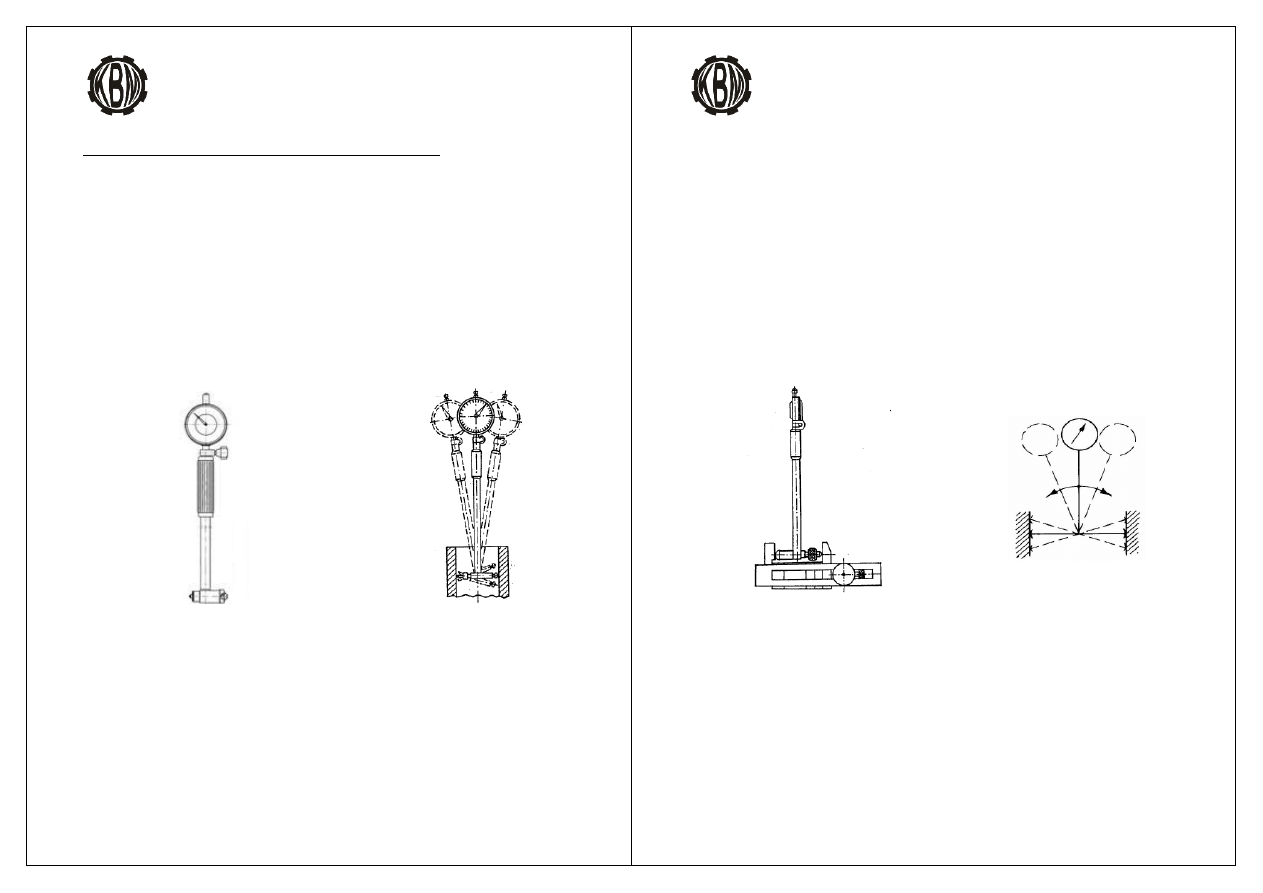
które zakończone jest stożkiem (rys.6). Przemieszczenie liniowe stożka powoduje rozsuniecie, lub
zsunięcie końcówek mierniczych, które wchodzą w kontakt z mierzoną powierzchnią otworu.
Rys.6. Widok ogólny i budowa średnicówki trzypunktowej
Podobnie jak w mikrometrach obrót wrzeciona średnicówki powinien być realizowany za
pomocą sprzęgła. Odczytu zmierzonego wymiaru dokonuje się dokładnie tak samo jak w przypadku
mikrometru. Dodatkowo z uwagi na rozmieszczenie punktów pomiarowych (końcówek
mierniczych) co 120° średnicówkami trzypunktowymi nie można ustalić owalności otworu, jednak
nadają się one do wykrycia wielołukowości mierzonej średnicy.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
TOLERANCJE KSZTAŁTU – OKRĄGŁOŚCI I WALCOWOŚCI
Aktualnie obowiązującą normą w zakresie tolerancji kształtu jest Międzynarodowa Norma
EN ISO 1101:2005 w wersji polskiej: Specyfikacja geometrii wyrobów (GPS) – Tolerancje
geometryczne – Tolerancje kształtu, kierunku, położenia i bicia.
W normie tej wyszczególniono tolerancje kształtu, kierunku, położenia i bicia. Do tolerancji
kształtu zalicza się tolerancje: prostoliniowości, płaskości, okrągłości, walcowości, kształtu
wyznaczonego zarysu, kształtu wyznaczonej powierzchni.
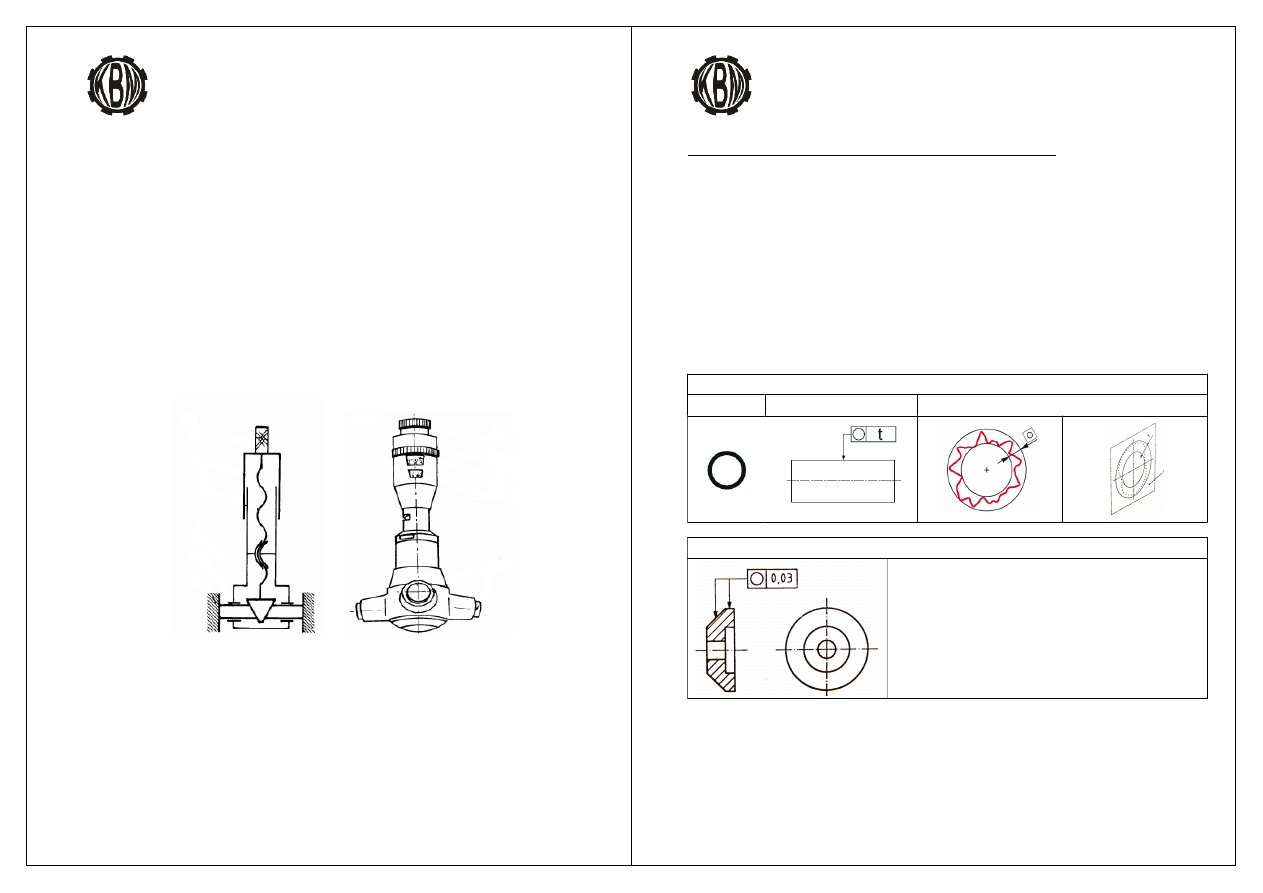
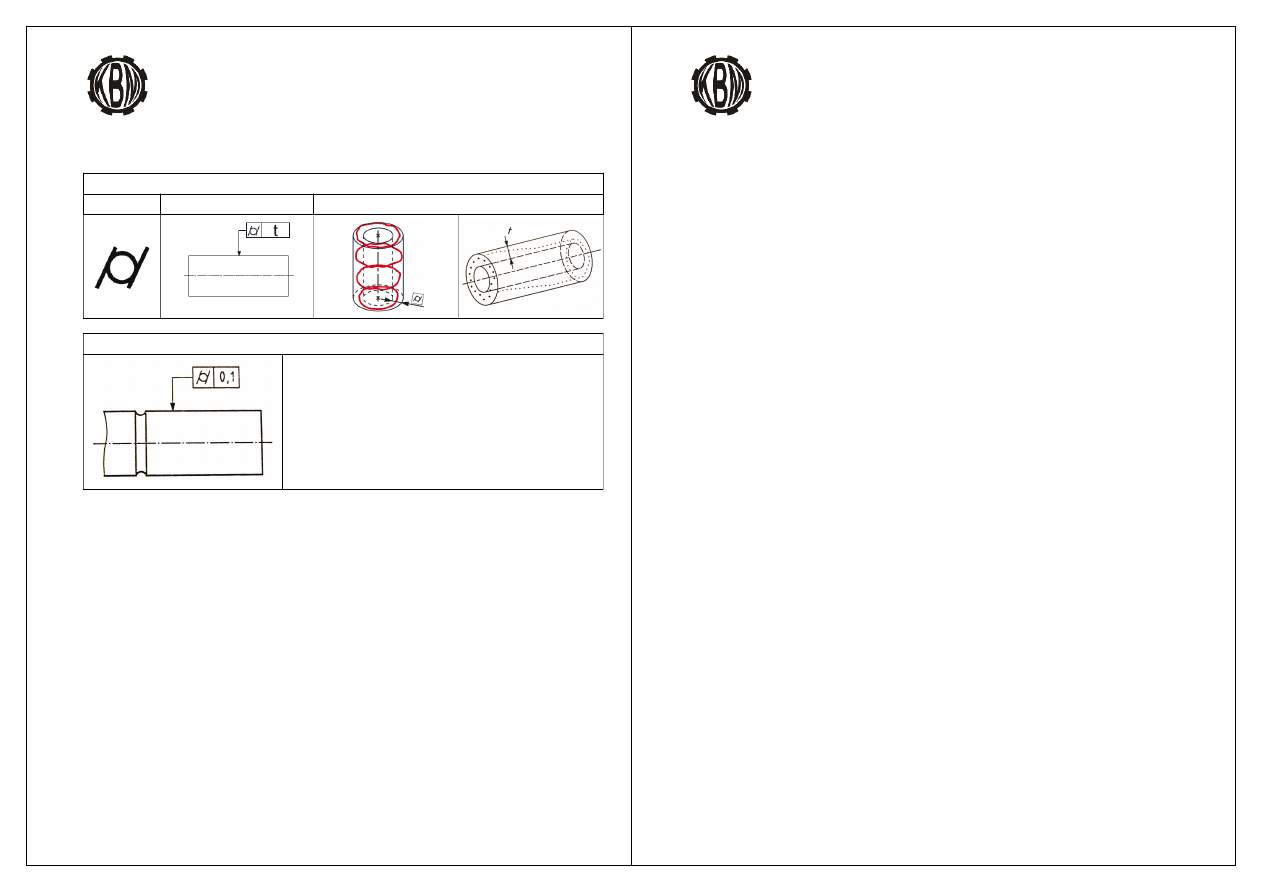
Tolerancję okrągłości definiujemy jako pole tolerancji wyznaczone w rozważanym (dowolnym)
przekroju, które jest ograniczone przez dwa współśrodkowe okręgi o różnicy promieni t. Tolerancja
okrągłości nie wymaga bazy względem której ją wyznaczamy.
TOLERANCJA OKRĄGŁOŚCI
Symbol
Sposób oznaczenia
Sposób wyznaczenia
Przykład 1
Linia obwodowa zaobserwowana/rzeczywista, w dowolnym
przekroju powierzchni walcowej oraz stożkowej, powinna
zawierać się pomiędzy dwoma, leżącymi na jednej
płaszczyźnie, okręgami współśrodkowymi o różnicy
promieni 0,03 mm.
Tolerancję walcowości definiujemy jako pole tolerancji ograniczone przez dwa walce
współosiowe o różnicy promieni t. Tolerancja walcowości nie wymaga bazy względem której ją
wyznaczamy.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
TOLERANCJA WALCOWOŚCI
Symbol
Sposób oznaczenia
Sposób wyznaczenia
Przykład 1
Powierzchnia
walcowa
zaobserwowana/rzeczywista
powinna zawierać się pomiędzy dwoma walcami
współosiowymi o różnicy promieni 0,1 mm.
ODCHYŁKI KSZTAŁTU – OKRĄGŁOŚCI I WALCOWOŚCI
ODCHYŁKA KSZTAŁTU – stanowi miarę błędu kształtu, czyli stanowi największą odległość
punktów powierzchni lub zarysu rzeczywistego od powierzchni lub zarysu przylegającego w
kierunku normalnym do powierzchni lub zarysu przylegającego. Powierzchnią przylegającą może
być płaszczyzna lub walec, natomiast zarys przylegający może reprezentować prosta lub okrąg.
Wśród odchyłek kształtu możemy wyróżnić między innymi odchyłki: okrągłości i walcowości.
Odchyłka okrągłości – stanowi największą różnicę pomiędzy okręgiem przylegającym a zarysem
okręgu rzeczywistego. Okrąg przylegający jest to okrąg o najmniejszej średnicy opisany na zarysie
rzeczywistym przekroju poprzecznego wałka lub o największej średnicy wpisany w otwór.
Odchyłka walcowości – stanowi największą odległość między walcem przylegającym a zarysem
rzeczywistym powierzchni walcowej na danej długości. Walec przylegający jest to walec o
najmniejszej średnicy opisany na przedmiocie walcowym, lub walec o największej średnicy
wpisany w otwór walcowy.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Zadanie 1 – Pomiar średnicy otworu za pomocą średnicówki czujnikowej.
Zmierzyć średnicę otworu za pomocą średnicówki czujnikowej oraz wyznaczyć jego błędy
kształtu. W oparciu o przeprowadzone pomiary określić wartości odchyłek: okrągłości
i walcowości, oraz ocenić zgodność ze specyfikacją.
Wykaz sprzętu niezbędnego do realizacji ćwiczenia:
•
ś
rednicówka czujnikowa o odpowiednim zakresie pomiarowym,
•
uchwyt/podstawka do mikrometru,
•
zestaw uchwytów do płytek wzorcowych,
•
zestaw płytek wzorcowych.
Przebieg realizacji zadania:
1. Sprawdzić stan techniczny narzędzia pomiarowego.
2. Zestawić stos płytek wzorcowych na wymiar nominalny kontrolowanej średnicy.
3. Umieścić stos płytek wzorcowych wraz z odpowiednimi szczękami (umożliwiającymi
zamianę wymiaru zewnętrznego stosu płytek na wymiar wewnętrzny niezbędny do
ustawienia średnicówki na wymiar nominalny) w dedykowanym uchwycie.
4. Zmontować średnicówkę czujnikową, dobierając końcówkę w taki sposób aby zakres
pomiarowy obejmował wymiar nominalny mierzonej średnicy. Zamontować także
czujnik zegarowy, nadając mu wstępny nacisk (środek zakresu pomiarowego lub
minimum dwa obroty dużej wskazówki).
5. Wykonać czynności niezbędne do nastawienia średnicówki czujnikowej na wskazanie
zerowe, odpowiadające mierzonemu wymiarowi nominalnemu (odwzorowanemu przez
stos płytek). W tym celu umieszczamy końcówki średnicówki pomiędzy szczękami
uchwytu z płytkami wzorcowymi. Następnie należy wychylać średnicówkę o niewielki
kąt od położenia pionowego w celu uchwycenia położenia zwrotnego dużej wskazówki.
W punkcie zwrotnym ustawiamy wskazanie zerowe tarczy czujnika. W celu sprawdzenia
poprawności ustawienia średnicówki wykonujemy niewielkie obroty zwrotne
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
(wychylenia średnicówki w płaszczyźnie poziomej). W przypadku zmiany wskazań
należy skorygować położenie tarczy czujnika. Korekty realizujemy do momentu w który
uzyskamy to samo zwrotne położenie wskazówki czujnika w płaszczyznach poziomej i
pionowej.
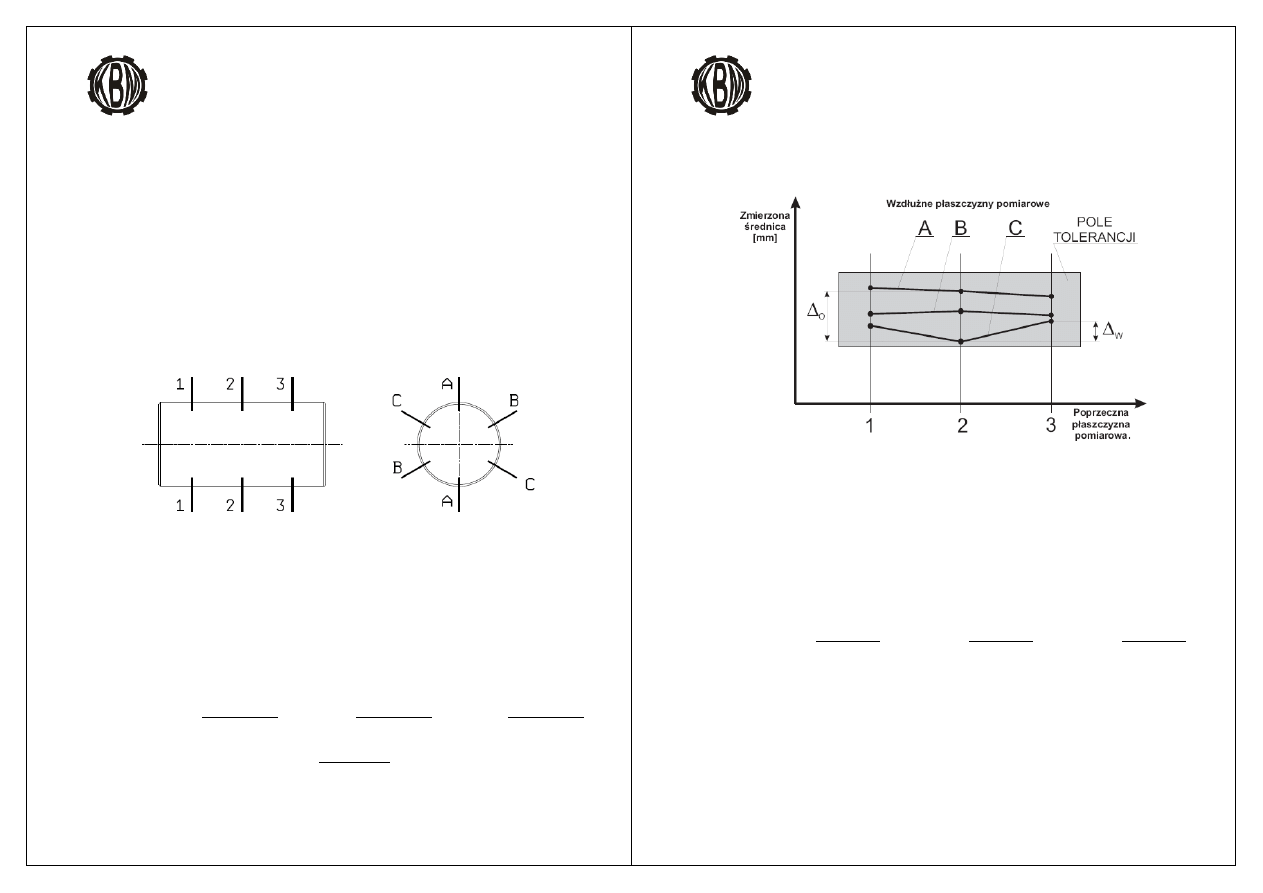
6. Przystąpić do realizacji pomiarów kontrolowanej średnicy. W tym celu należy
ś
rednicówkę umieścić w otworze i dokonać pomiaru odczytując odchyłki względem
wymiaru nominalnego zgodnie ze schematem przedstawionym na rys.1.1. Pomiar
w każdym położeniu powtarzamy trzykrotnie zapisując wyniki (odchyłki z odpowiednim
znakiem algebraicznym) w protokole pomiarowym. W trakcie realizacji pomiaru
mierzony otwór (detal) powinien znajdować się na płycie pomiarowej.
Rys.1.1. Oznaczenie płaszczyzn pomiarowych wałka/otworu
7. Wyniki pomiarów w postaci odchyłek zestawić w protokole pomiarowym.
8. Wyznaczyć wartości średnie odchyłek dla każdego położenia i w oparciu o nie
wyznaczyć wartości średnie mierzonych średnic otworu.
9. Wyniki pomiarów przedstawić w formie graficznej (rys.1.2.).
10. W oparciu o wyniki zamieszczone w protokole pomiarowym wyznaczyć:
•
ś
rednicę mierzonego otworu:
d
1
=
d
A
d
B
d
C
3
;
d
2
=
d
A
d
B
d
C
3
;
d
3
=
d
A
d
B
d
C
3
d =
d
1
d
2
d
3
3
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Rys.1.2. Wyniki pomiarów zestawione w formie graficznej
•
odchyłkę okrągłości:
W pierwszej kolejności należy w każdej z analizowanych poprzecznych płaszczyzn
pomiarowych 1, 2, 3 wyznaczyć wartości maksymalną d
max
i minimalną d
min
zmierzonych średnic we wzdłużnych płaszczyznach pomiarowych A, B, C. Następnie
należy wyznaczyć wartości odchyłek okrągłości w każdej z analizowanych
poprzecznych płaszczyzn pomiarowych.
o1
=
d
max
−d
min
2
;
o2
=
d
max
−d
min
2
;
o3
=
d
max
−d
min
2
Odchyłkę okrągłości dla kontrolowanej cechy wałka stanowi wartość maksymalna z
wyznaczonych odchyłek okrągłości w rozpatrywanych poprzecznych płaszczyznach.
o
=wartość maksymalna[
o1
,
o2
,
o3
]
•
odchyłkę walcowości:
Odchyłkę walcowości stanowi różnica maksymalnej i minimalnej średnicy wałka.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
w
=
d
MAX
−d
MIN
2
Rys.1.2. Wyniki pomiarów zestawione w formie graficznej
11. Przedstawić wnioski końcowe.
Zadanie 2– Pomiar średnicy otworu przy użyciu średnicówki mikrometrycznej.
Zmierzyć wskazaną średnicę otworu za pomocą średnicówki mikrometrycznej w czterech
dowolnych położeniach. W oparciu o przeprowadzone pomiary określić zgodność wymiaru ze
specyfikacją.
Wykaz sprzętu niezbędnego do realizacji ćwiczenia:
•
ś
rednicówka mikrometryczna,
•
uchwyt do mocowania mikrometru,
•
wzorzec kontrolny do sprawdzenia średnicówki mikrometrycznej.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Przebieg realizacji zadania:
1. Sprawdzić stan techniczny narzędzia, dokonując kontroli wskazania zerowego w oparciu
o wzorzec.
2. Zmontować średnicówkę mikrometryczną korzystając z niezbędnej liczby przedłużaczy,
tak aby kontrolowany wymiar znajdował się w zakresie pomiarowym narzędzia.
3. Ustawić średnicówkę mikrometryczną na wymiar nieznacznie mniejszy od
kontrolowanego.
4. Wprowadzić średnicówkę do otworu dociskając nieruchomą jej część do ścianki otworu,
i następnie kręcąc bębnem wykonywać jednocześnie niewielkie ruchy wychylne
w dwóch prostopadłych do siebie płaszczyznach, doprowadzając do takiej pozycji
w której średnicówka zajmie położenie prostopadłe do osi otworu oraz znajdzie się na
jego średnicy.
Rys.2.1. Pomiar przy użyciu średnicówki mikrometrycznej
5. Po poprawnym ustawieniu średnicówki w otworze zablokować ją za pomocą zacisku
(śruba zaciskowa), wyciągnąć z otworu i odczytać wymiar zmierzonej średnicy.
6. Pomiar powtórzyć w kilku położeniach. Otrzymane wyniki zestawić w protokole.
7. Przedstawić wnioski końcowe.
Zad
anie 3
– Pomiar średnicy otworu przy użyciu średnicówki trzypunktowej.
Zmierzyć wskazaną średnicę otworu za pomocą średnicówki trzypunktowej zgodnie z
schematem pomiaru przedstawionym na rysunku 1.1 (UWAGA – pomiar przeprowadzić w dwóch a
nie trzech powierzchniach A i B). W oparciu o przeprowadzone pomiary określić zgodność
sprawdzanego wymiaru ze specyfikacją.
.

KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Wykaz sprzętu niezbędnego do realizacji ćwiczenia:
•
ś
rednicówka trzypunktowa (analogowa lub cyfrowa),
•
wzorzec kontrolny (pierścień wzorcowy) do sprawdzenia średnicówki.
Przebieg realizacji zadania:
1. Sprawdzić stan techniczny narzędzia.
2. Przeprowadzić kontrolę wskazania zerowego w oparciu o pierścień kontrolny (określając
wartość poprawki, lub „zerując narzędzie cyfrowe).
3. Ustawić średnicówkę mikrometryczną na wymiar nieznacznie mniejszy od
kontrolowanego.
4. Wprowadzić średnicówkę do otworu i dokonać pomiaru (w pozycjach wskazanych na
rys.1.1.) poprzez obrót bębna średnicówki. W celu zapewnienia odpowiedniej siły
docisku należy korzystać ze sprzęgła.
5. Po poprawnym ustawieniu średnicówki odczytać wartość zmierzonej średnicy.
6. Pomiar powtórzyć w określonych położeniach. Otrzymane wyniki zestawić w protokole.
7. Wyniki zestawić w protokole pomiarowy.
8. Przedstawić wnioski końcowe.
.
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron