
1
WYDZIAŁ INŻYNIERII MECHANICZNEJ
ZAKŁAD TRANSPORTU I EKSPLOATACJI
LABORATORIUM PODSTAW EKSPLOATACJI MASZYN
LABORATORIUM PODSTAW EKSPLOATACJI TECHNICZNEJ
INSTRUKCJA NR 6
BADANIE I OCENA WPŁYWU ODZIAŁYWANIA
WYBRANYCH CZYNNIKÓW EKSPLOATACYJNYCH
NA WARTOŚCI PODSTAWOWYCH PARAMETRÓW PRZEKŁADNI
CIĘGNOWEJ Z PASKIEM KLINOWYM

2
6.1. Wstęp.
Układ napędowy maszyny składa się z mechanizmów, których zadaniem
jest przekształcenie ruchu pochodzącego od silnika napędowego w ruch
wykonywany przez określone elementy lub zespoły robocze maszyny [1].
Oprócz zadania przeniesienia ruchu, mechanizmy napędowe maszyn
służą również do zmiany prędkości przenoszonych przez nie ruchów, a więc do
zmiany nastawiania kinematycznego układu napędowego.
Przekładnia jest szczególnym przypadkiem zespołu napędowego, w
którym dochodzi do celowej zmiany prędkości wyjściowej w stosunku do
wejściowej.
Do najczęściej spotykanych, prostszych w konstrukcji, wytwarzaniu i
eksploatacji rodzajów napędów należą napędy cięgnowe. Jako cięgna
przekazujące napęd z wału napędzającego na wał napędzany stosuje się
łańcuchy, liny lub pasy, mówimy więc wówczas o napędzie łańcuchowym,
linowym lub pasowym.
Kształt pasa może być bardzo zróżnicowany – wykorzystuje się
najczęściej pasy płaskie, klinowe, okrągłe lub zębate. Napęd pasowy cierny
składa się z dwóch lub więcej kół o gładkich powierzchniach opasanych jednym
lub szeregiem równoległych pasów.
Najbardziej newralgicznym elementem napędu pasowego klinowego jest
sam pas, więc można zawęzić pojęcie uszkodzeń zespołu napędowego do
uszkodzenia samego pasa. W związku z tym zwraca się szczególną uwagę na
technologię wytwarzania pasów oraz warunki ich eksploatacji. Niezbędne są w
związku z tym badania dotyczące poszukiwania istotnych czynników i ich
wpływu na powstanie ewentualnych uszkodzeń.
6.2. Opis budowy i działania klinowych przekładni pasowych.
Pas klinowy jest najczęściej spotykanym wariantem pasa w
mechanizmach, które nie wymagają dużych dokładności przemieszczeń
kątowych. Może on przenieść moce do 150 kW dzięki pewnemu prowadzeniu
po wyprofilowanej powierzchni nośnej koła. Przekładnia pasowa klinowa
znajduje się przeważnie na początku układu kinematycznego maszyny (np.
łączenie silnika elektrycznego z pierwszym wałem skrzynki prędkości w
obrabiarkach).
Dużą zaletą przekładni pasowej klinowej jest nie tylko fakt uzyskania
znacznego przełożenia (nawet do 1/15) przy niewielkim rozstawie osi kół
pracujących, ale również możliwość zastosowania przekładni jako sprzęgła
sprężystego (np. w nawrotnicach obrabiarkowych) [7].
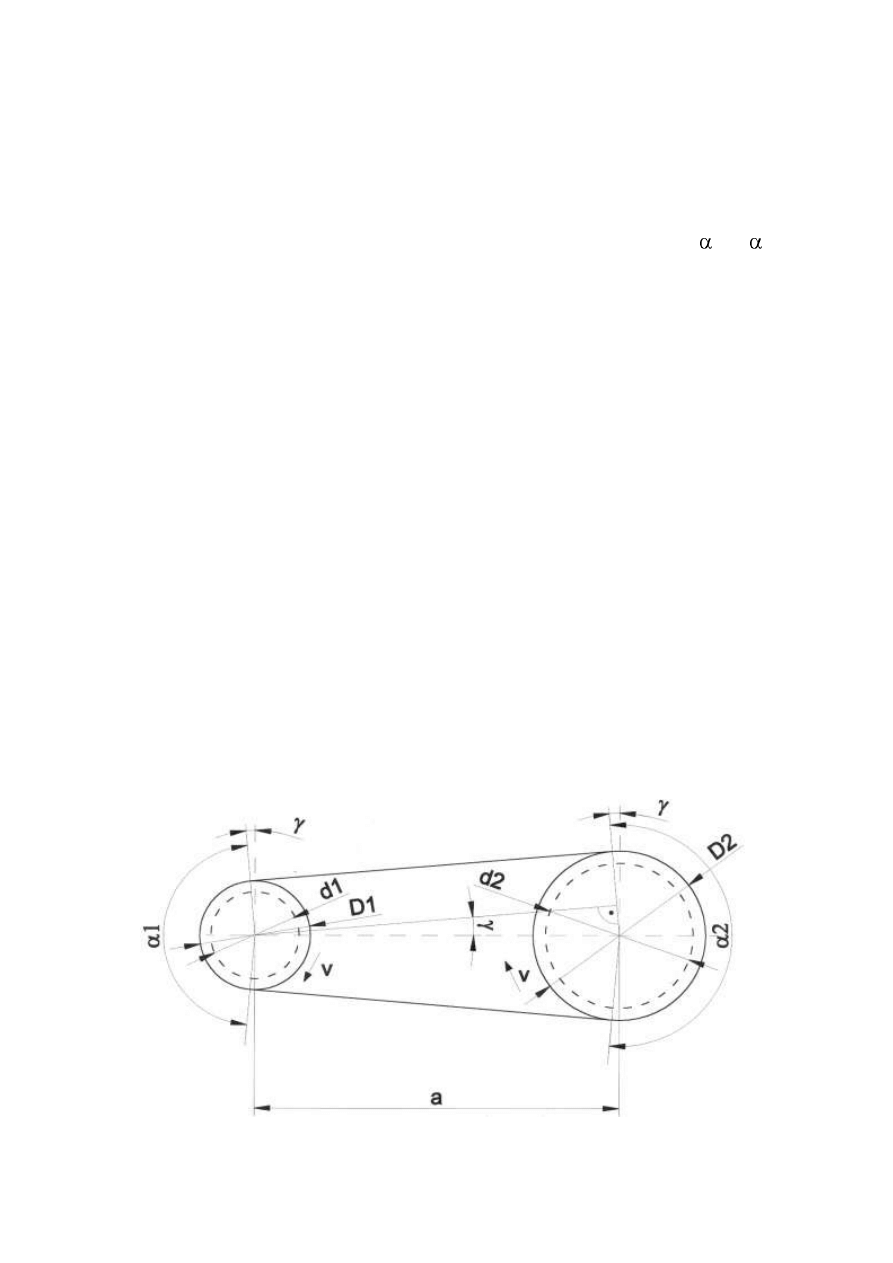
Przekładnię pasową (w domyśle – klinową) przedstawiono na rys 6.1.
Składa się ona z koła pasowego czynnego 1 (o średnicy D
1
, osadzonego na wale
czynnym W
1
), koła pasowego biernego 2 (o średnicy D
2
, osadzonego na wale
3
biernym W
2
) oraz pasa klinowego P o długości L, który opasuje oba koła
poruszające się z prędkością liniową v [m/s]. Odległość między osiami wałków
oznaczono symbolem a. Odcinki pasa zawarte między punktami styczności z
okręgami kół pasowych nazywają się cięgnem czynnym i cięgnem biernym
pasa. Kąty środkowe na kołach pasowych zawarte między promieniami
prowadzonymi do punktów styczności pasa z kołem oznaczono
1
i
2
i
nazwano odpowiednio czynnym i biernym kątem opasania.
Pasy klinowe w stosunku do np. pasów płaskich wykazują lepsze
przyleganie do koła pasowego, więc aby zapewnić odpowiednią współpracę
koła z pasem można stosować mniejszy kat opasania, co pociąga za sobą
zmniejszenie sił promieniowych działających na koła pasowe, a w związku z
tym maleją też naciski działające na wałki i łożyska.
Na skutek wstępnego napięcia pasa dochodzi do współpracy ciernej
(docisku) między powierzchniami bocznymi pasa, a kołami pasowymi, co
umożliwia przenoszenie momentu obrotowego z koła czynnego na bierne z
możliwością zmiany prędkości i kierunku obrotów.
Nie można montować i demontować pasa napiętego wstępnie podczas
pracy. Z tego powodu czynności te realizujemy po poluzowaniu paska.
Napinanie i luzowanie pasa stosujemy również w celu regulacji jego poślizgu.
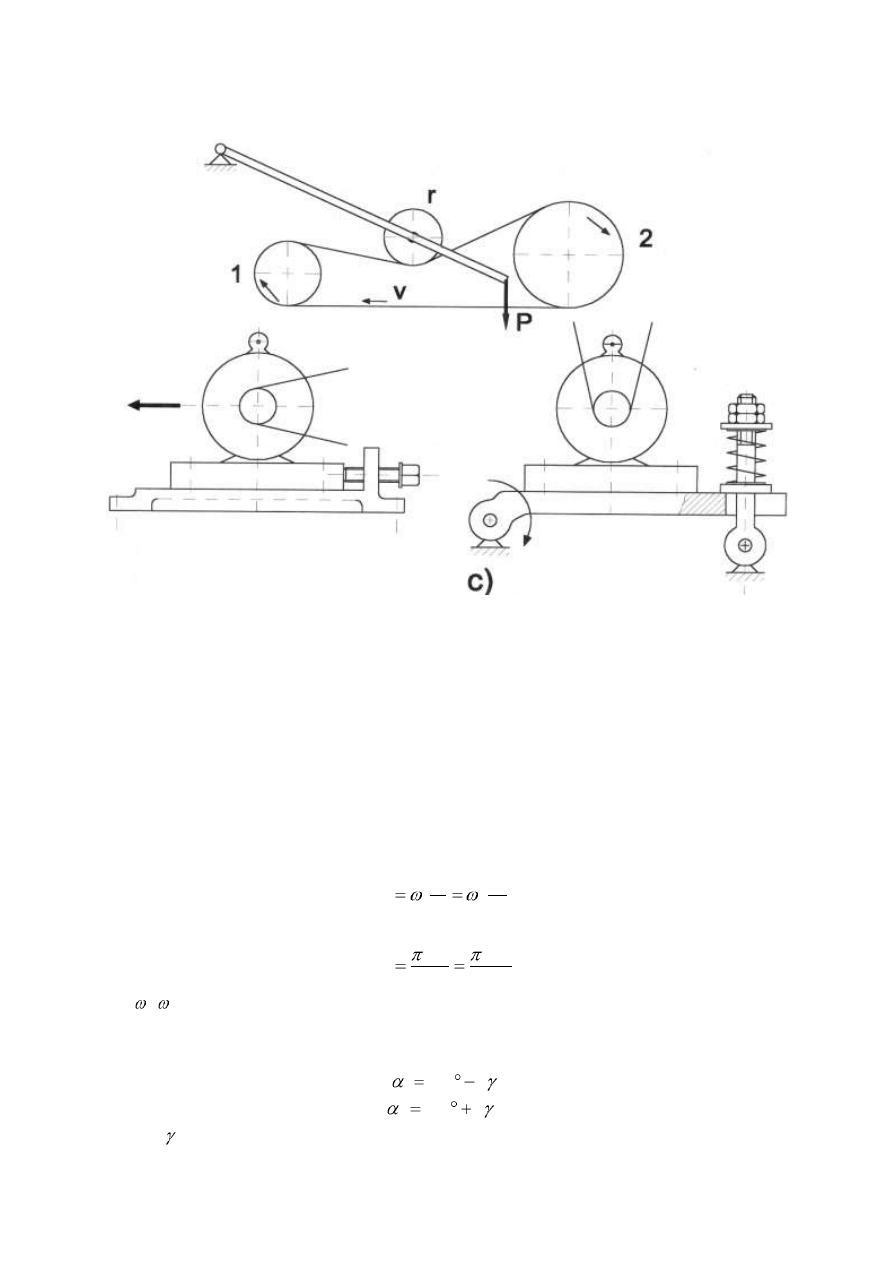
Pas napędowy napinać można na kilka sposobów [6]. Pierwszy sposób
(rys. 6.2.a) polega na zastosowaniu ruchomej rolki, która zmieniając swe
położenie staje się trzecim kołem pasowym, dociskając pas i kasując luzy pasa.
Drugi sposób (rys. 6.2.b) polega na bezpośredniej zmianie wymiaru a
(odległości międzyosiowej) poprzez poziome odsunięcie zespołu silnikowego
wraz z kołem czynnym od koła biernego. Trzecia metoda (rys. 6.2.c) jest
podobna do drugiej – tu odsunięcie osi silnika (współpracującego bezpośrednio
z kołem napędzającym) od osi koła napędzanego realizuje się poprzez obrót
silnika względem osi mechanizmu mocującego.
Rys. 6.1. Schemat geometryczny przekładni pasowej.
4
a)
b)
Rys. 6.2. Sposoby napinania pasa:
a) przez rolkę napinającą r (1 – koło napędzające, 2 – koło napędzane),
b) przez okresowe przesuwanie silnika na podstawie,
c)
przez odchylenie silnika.
6.3. Podstawowe obliczenia konstrukcyjne przekładni pasowej [3]:
d
1
– średnica wew. dna rowka koła napędzającego [m]
d
2
– średnica wew. dna rowka koła napędzanego [m]
- prędkość pasa v[m/s]:
2
2
2
2
1
1
d
d
v
[m/s]
(6.1)
lub
60
60
2
2
1
1
n
d
n
d
v
[m/s] (6.2)
2
1
,
- prędkości kątowe kół pasowych [rad/s],
2
1
, n
n
- prędkości obrotowe kół pasowych [obr/min].
- kąty opasania wynoszą:
2
180
1
[deg] (6.3)
2
180
2
[deg]
(6.4)
kąt oblicza się z zależności:
5
a
d
d
2
sin
1
2
, gdzie:
(6.5)
a – odległość międzyosiowa.
- przełożenie geometryczne klinowej przekładni pasowej (wg. def. PKM)
wynosi:
1
2
d
d
i
(6.6)
przełożenie rzeczywiste wynosi:
)
1
(
1
2
d
d
i
, gdzie:
(6.7)
- poślizg sprężysty pasa (patrz pkt. 3b),
c
b
c
V
V
V
, gdzie:
(6.8)
c
V
- prędkość cięgna czynnego,
b
V
- prędkość cięgna biernego.
- średnice skuteczne kół pasowych -odnoszą się do warstwy obojętnej pasa,
odznaczającej się stałością wymiarów przy zginaniu pasa nawijanego na
koła:
1
1
1
n
V
D
[m]
(6.9)
oraz
g
d
D
1
1
[m]
(6.10)
g- grubość pasa [m],
2
2
2
n
V
D
[m]
(6.11)
oraz
g
d
D
2
2
[m]
(6.12)
V
1
,V
2
– prędkość obwodowa [m/s],
- długość pasa przekładni pasowej:
)
(
180
)
(
2
cos
*
2
1
2
2
1
d
d
d
d
a
L
[m]
(6.13)
Jeżeli rozstaw kół wynosi
)
(
*
10
1
2
d
d
a
, wzór można podać w formie
uproszczonej:
a
d
d
d
d
a
L
4
)
(
)
(
2
2
2
1
2
2
1
[m]
(6.14)
- odległość „a” między osiami kół powinna zawierać w granicach:
50
2
2
1
min
d
d
a
[m ]
(6.15)
)
(
2
2
1
max
d
d
a
[m]
(6.16)
6
6.4. Kinematyka przekładni pasowej.
Zjawisko wydłużalności sprężystej cięgien ciernych w napędach
powoduje, że cięgno czynne (robocze), jest bardziej wydłużone niż cięgno
bierne. Bardziej rozciągnięte czynne cięgno o napięciu S
c
przemieszcza się z
prędkością V
c
, większą od prędkości V
b
cięgna biernego o napięciu S
b
. Wynika
to z zasady zachowania masy – przez dowolnie wybrane nieruchome przekroje
przesuwają się w jednostce czasu jednakowe masy pasa [4].
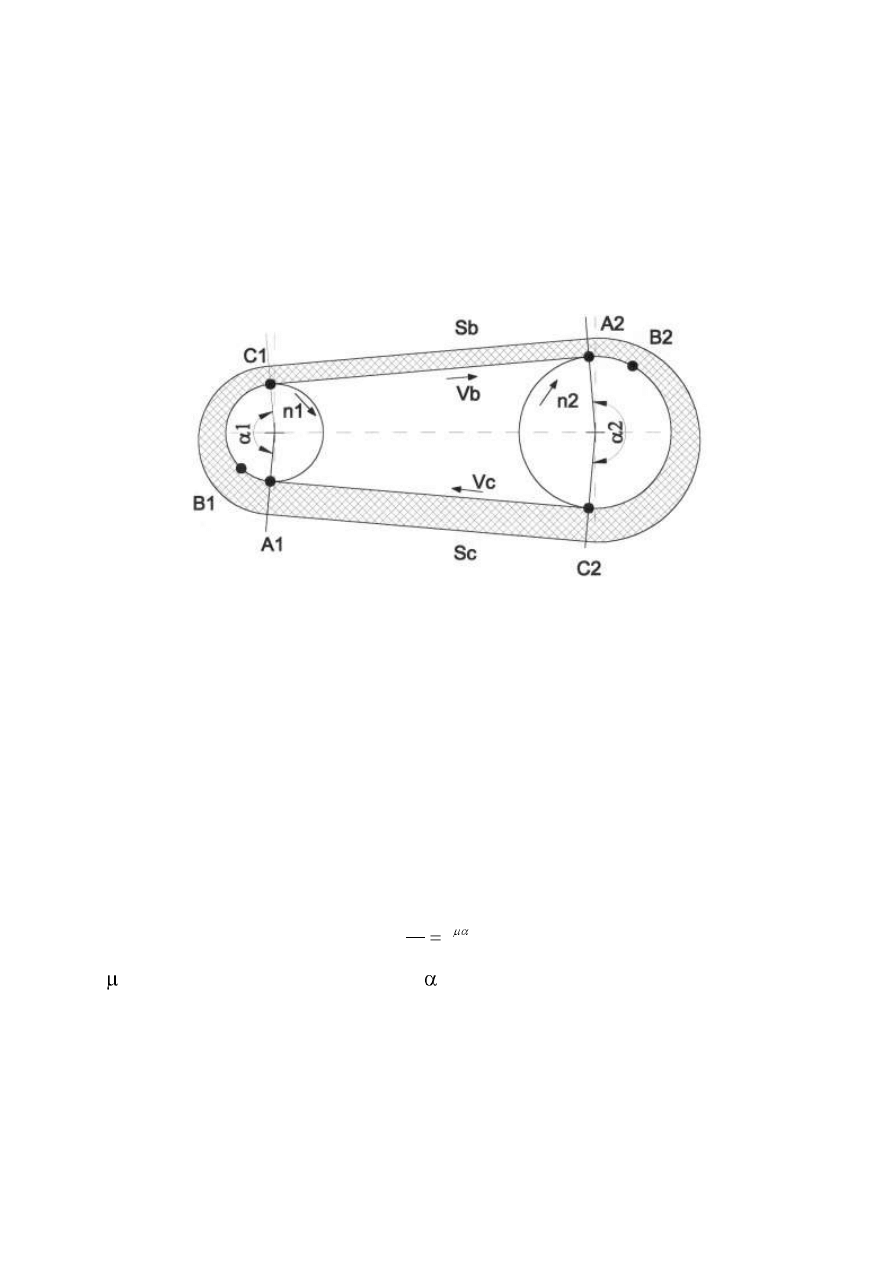
Rys. 6.3 . Rozkład obwodowych napięć i sił w pasie:
1 – koło napędzające, 2 – koło napędzane
Zauważalne na rys. 6.3 zmienne napięcia obwodowe pasa na łukach
poślizgów (im większy obszar zakreskowany tym większe napięcie pasa)
powodują zmianę wydłużeń, co jest przyczyną poślizgów na kole. W ślad za
tym idzie różnica prędkości V
c
i V
b
, tj.: V
c
>V
b
. Na łuku A
1
B
1
napięcie w pasie
jest stałe i wynosi S
c
, na łuku A
2
B
2
napięcie w pasie jest również stałe i wynosi
S
b
. Są to łuki spoczynku. Na łukach B
1
C
1
i B
2
C
2
napięcia pasa zmieniają
wartość od S
c
do S
b
i od S
b
do S
c
. Łuki te noszą nazwę łuków poślizgów.
Na kole napędzającym poślizgi są ujemne (pas kurczy się), na kole
napędzanym poślizgi są dodatnie (pas rozciąga się).
Ostatecznie siły S
c
i S
b
spełniają warunek tarcia opasania Eulera:
e
S
S
b
c
, gdzie:
(6.17)
- współczynnik tarcia pasa na kole, - kąt opasania na kole pasowym.
6.5. Zalety i wady klinowych przekładni pasowych klinowych oraz pasków
klinowych:
Zalety przekładni pasowych klinowych:
- płynność ruchu,

7
- cichobieżność,
- zdolność tłumienia drgań i łagodzenia gwałtownych zmian obciążenia
(funkcja sprzęgła sprężystego),
- duża swoboda w doborze rozstawu osi kół pasowych,
- uzyskanie znacznego przełożenia (do 1/15) przy niewielkim rozstawie osi
kół pracujących,
- możliwość przenoszenia dużych wartości mocy na znaczną odległość,
- możliwość przenoszenia dużych zakresów mocy,
- możliwość uzyskania zmiennych przełożeń,
- możliwość zmiany kierunku obrotów koła (wałka) napędzanego – w
nawrotnicach obrabiarkowych stosuje się pas zwykły (obroty zgodne) i
pas, skrzyżowany (obroty przeciwne).
Wady przekładni pasowych klinowych:
- obciążenie łożysk i wałów w wyniku napięcia pasa,
- niestałość przełożenia (poślizg sprężysty),
- zużywanie się (łuszczenie i pitting)) powierzchni nośnych kół,
- mniejsza sprawność od przekładni zębatych lub łańcuchowych,
- zwiększenie poślizgu przekładni spowodowane przez wzrost temperatury
powierzchni ciernych oraz ich zwilżenie smarem.
Zalety pasków klinowych:
- jednolita, prosta budowa,
- niski koszt produkcji,
- znormalizowanie typoszeregów pasków,
- duża elastyczność materiału pasa,
- łatwy i szybki montaż (demontaż) w przekładni pasowej,
- możliwość pracy w szerokim zakresie temperatur,
- różnorodność dostępnych kształtów i wymiarów w zależności od
przeznaczenia.
Wady pasków klinowych:
- zwiększanie długości (tzw. wyciąganie się) paska w trakcie eksploatacji
przekładni,
- wrażliwość na oddziaływanie czynników chemicznych,
- wrażliwość na zanieczyszczenia.
6.6. Podstawowe cechy konstrukcyjne paska klinowego:
- powierzchnia skuteczna paska klinowego– geometryczna płaszczyzna
paska, która nie zmienia swojej długości podczas zginania się na kole
pasowym w trakcie pracy,
8
- szerokość skuteczna paska klinowego (l
p
) – jest to szerokość pasa, która
odpowiada szerokości jego przekroju poprzecznego, mierzonej na poziomie
powierzchni skutecznej pasa, obliczymy ją ze wzoru:
K
C
S
l
p
u
p
[mm] , gdzie:
(6.18)
S
u
– napięcie użyteczne pasa [N],
C
p
– współczynnik przesunięcia pasa (3 7),
K – obciążenie użytkowe [N/mm] ,
- szerokość górna paska klinowego (l
o
) – odpowiada jej dłuższa podstawa
trapezu, którym jest przekrój poprzeczny pasa,
- wysokość paska klinowego (h
o
) - jest to wysokość trapezu, którego kształt
ma przekrój poprzeczny paska,
- wysokość względna paska klinowego (h) – jest to stosunek wysokości pasa
do jego szerokości skutecznej:
p
l
h
h
0
,gdzie:
(6.19)
h
0
- wysokość pasa,
l
p
- szerokość skuteczna paska,
W oparciu o wysokość względną pasa wyróżniono następujące
rodzaje pasków:
- pasek szeroko-profilowy ...........h=0,3,
- pasek półszeroko- profilowy.......h=0,5,
- pasek normalno- profilowy.........h=0,7,
- pasek wąsko- profilowy..............h=0,9,
9
Rys. 6.4. Podstawowe cechy konstrukcyjne pasków klinowych.
1- powierzchnia zewnętrzna paska,
2- powierzchnia skuteczna paska,
3- powierzchnia boczna paska,
4- powierzchnia wewnętrzna paska,
l
0
– szerokość górna paska,
l
p
– szerokość skuteczna paska,
h
0
– wysokość pasa,
h - wysokość względna pasa,
- kąt zarysu przekroju poprzecznego.
- powierzchnia boczna paska klinowego - jest to jedna z dwóch powierzchni
roboczych pasa, które podczas eksploatacji pasa stykają się ze ściankami
koła pasowego klinowego,
- powierzchnia wewnętrzna paska klinowego – powierzchnia bezpośrednio
zwrócona do dna klinowego koła pasowego,
- kąt zarysu przekroju poprzecznego paska klinowego ( ) – jest to kąt
zawarty między powierzchniami bocznymi pasa,
W stanie swobodnym paska - kąt wynosi około =40 . Wartość kąta
jest tym mniejsza, im mniejsza jest średnica koła (przy zginaniu pasa warstwa
poniżej warstwy obojętnej, tzw. warstwa podatna – pęcznieje, tj. zwiększa
swą szerokość, a warstwa powyżej warstwy obojętnej, czyli warstwa nośna
zmniejsza swą szerokość). W zależności od średnicy koła i wysokości
przekroju pasa wykonuje się rowki z różnymi kątami rozwarcia,
wynoszącymi =34 ,36 lub 38 .
- długość skuteczna paska klinowego (L
p
) – jest to długość pasa mierzona na
poziomie szerokości skutecznej przy obciążeniu siłą F,
10
- długość zewnętrzna paska klinowego (L
z
) – jest to orientacyjna długość pasa
mierzona po obwodzie powierzchni zewnętrznej pasa w stanie
nienaprężonym,
- długość wewnętrzna paska klinowego (L
w
) - orientacyjna długość mierzona
po obwodzie powierzchni wewnętrznej pasa w stanie nienaprężonym.
Najważniejsze cechy konstrukcyjne paska klinowego przedstawiono na
rys. 6.4.
Na rys. 6.5 przedstawiono wzajemne położenie warstwy nośnej i podatnej
względem warstwy obojętnej, a także współpracę powierzchni roboczych paska
klinowego z pasowym kołem klinowym.
Rys. 6.5. Przekrój pasa klinowego i rowka koła pasowego.
6.7. Podstawowe klasyfikacje przekładni pasowych klinowych oraz pasków
klinowych.
Klasyfikacji przekładni pasowych klinowych można dokonać w zależności
od:
- kształtu przekroju poprzecznego pasków klinowych (najczęściej
stosowane kryterium podziału) ,
- stopnia skręcenia pasków klinowych,
- sposobu ustawienia osi kół pasowych,
- liczby kół pasowych,
- możliwości zmiany kierunku obrotów wału napędzanego,
- możliwości zmiany przełożenia i jego ewentualnego zakresu.
W zależności kształtu przekroju poprzecznego dokonano poniższej
klasyfikacji pasków klinowych:
- paski wąsko- profilowe,
- paski normalno - profilowe (najczęściej spotykane),
- paski półszeroko- profilowe,
11
- paski szeroko- profilowe,
- paski pojedyncze wewnętrznie uzębione (trapezowe),
- paski podwójne (sześciokątne),
-
paski zespolone (wielotrapezowe).
Ze względu na profil poprzeczny dokonano następującej klasyfikacji
pasków normalno – profilowych:
- trapezowe (rys. 6.6.a),
- trapezowe z grzbietem półokrągłym (rys. 6.6.b),
- trapezowe z powierzchniami bocznymi okrągłymi (rys. 6.6.c),
- trapezowe z krawędziami zaokrąglonymi (rys. 6.6.d).
a)
b) c)
d)
Rys. 6.6. Profile przekrojów poprzecznych pasków klinowych normalno - profilowych.
6.8. Materiały stosowane do produkcji pasków klinowych.
Do produkcji pasków klinowych stosuje się tkaniny kordowe, które w
formie nici, sznurów lub taśm zalane są gumą (tworzącą płaszcz ochronny),
poddaną później wulkanizacji.
Warstwa nośna paska utworzona jest z włókien o dużej wytrzymałości na
rozciąganie, nieco grubsza jest wewnętrzna warstwa z kauczuku. Całość
owinięto zawulkanizowaną tkaniną płócienną (tj. podwójną warstwą tkaniny
kordowej) – co zabezpiecza warstwę podatną przed uszkodzeniami w wyniku
tarcia o rowek koła.
W celu zwiększenia sił możliwych do przeniesienia przez przekładnię,
zmniejszenia rozciągliwości pasa i polepszenia własności warstwy nośnej
stosuje się często w osi obojętnej pasa umieszcza się sploty cienkich drutów
stalowych lub włókien szklanych.
Pasy wykonane z zastosowaniem wyżej opisanych materiałów posiadają
następujące zalety:
- mała rozciągliwość,
- dobra przyczepność,
- duża elastyczność,
- duża wytrzymałość zmęczeniową.

12
Dzięki dodaniu do składu chemicznego głównego budulca pasa (czyli
gumy) związków Kevlaru lub syntetycznych kauczuków zdecydowanie obniża
się ścieralność pasa, wzrasta wytrzymałość na rozciąganie, odporność na
szarpnięcia, uderzenia udarowe i przebicia.
6.9. Zastosowanie pasków klinowych
Przekładnie, w których zastosowano paski klinowe zastępują powszechnie
z dużym powodzeniem inne, na ogół droższe sposoby przenoszenia mocy. Pas
klinowy należy stosować wszędzie tam, gdzie z przyczyn cenowych nie opłaca
się stosować innych rodzajów przekładni i nie zależy nam na dokładnym
przekazaniu momentu obrotowego oraz na sprawności przekładni.
Paski klinowe są stosowane do napędu:
- wentylatorów,
- dmuchaw,
- sprężarek powietrznych,
- pras,
- pomp tłokowych,
- pomp wirnikowych,
- urządzeń oddalonych od centralnej siłowni,
- urządzeń tworzące osprzęt silników spalinowych,
- maszyn i urządzeń służących do zgrubnej obróbki materiałów
(kruszarki, rozdrabniacze),
- maszyn i urządzeń służących do dozowania i transportu na niewielkie
odległości (urządzenia podające, przenośniki taśmowe, pionowe),
- obrabiarek (np. napęd wrzeciennika tokarskiego bezpośrednio od
silnika, regulacja obrotów wiertarki stołowej itd.)
6.10. Wybrana metoda badań.
Klinowe przekładnie pasowe podczas ich eksploatacji narażone są na
oddziaływanie różnorodnych czynników, o trudnej do przewidzenia
intensywności oddziaływania. Przywiązuje się więc dużą wagę do badań
wyznaczających owe czynniki odpowiedzialne za poprawność działania
przekładni.
6.10.1. Opis stanowiska badawczego.
Schemat kinematyczny stanowiska do badania przekładni pasowej
klinowej przedstawiono na rys.6.7.
Silnik elektryczny 1 przez koło pasowe 2, pasek klinowy 3 i koło pasowe 4
napędza wałek 5 wraz z kołem pasowym 6. Wałek 5 (wałek czynny) osadzony
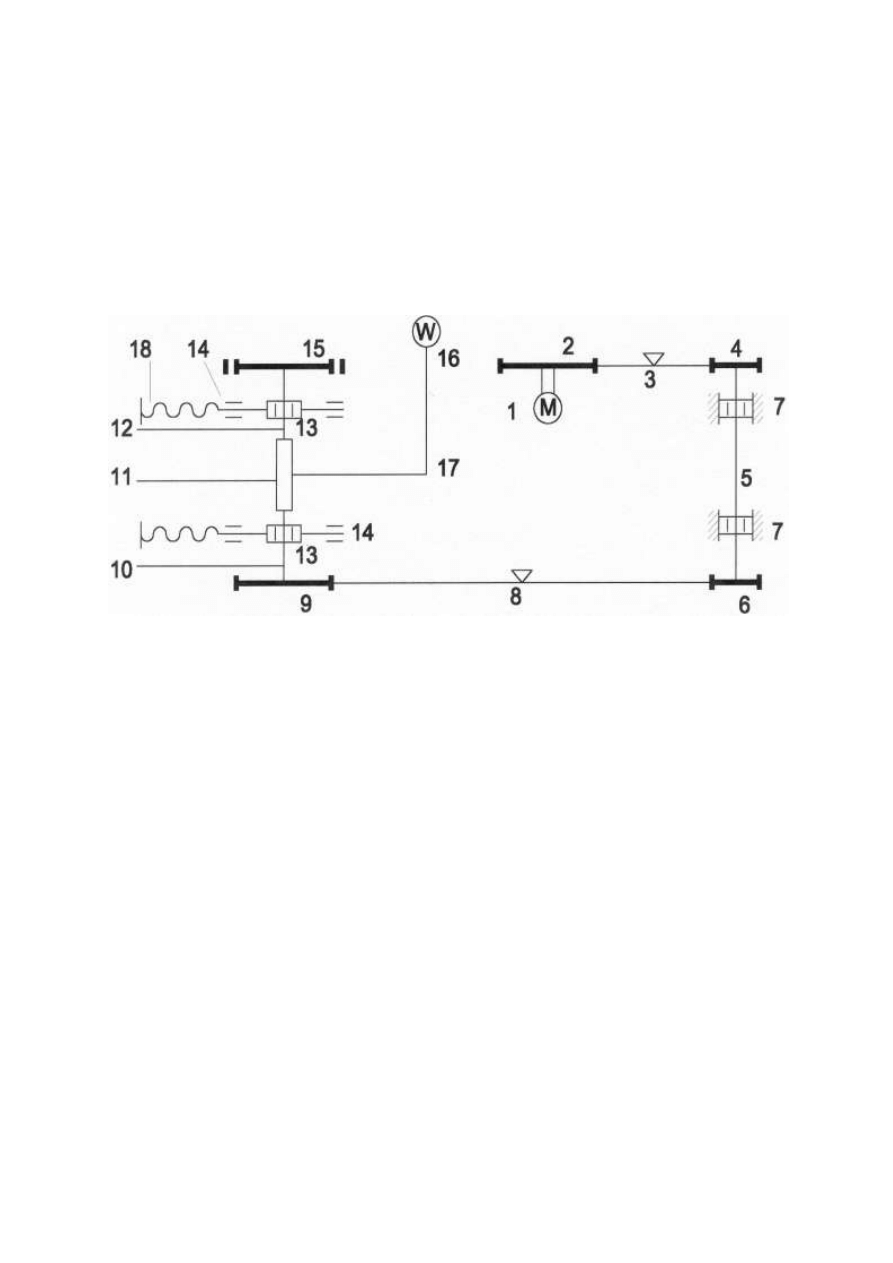
13
jest w łożyskach 7. Moment obrotowy z wałka 5 za pomocą koła pasowego 6 i
paska klinowego 8 przekazywany jest na koło pasowe 9 osadzone na wałku 10
(jest to wałek bierny). Wał bierny stanowi „momentomierz” 11, osadzony na
czopach wałka 10 i 12. Wałki te , osadzone w łożyskach 13 mogą przemieszczać
się po prowadnicach 14. Hamulec 15 służy do hamowania wału 12. Chwilowe
wartości momentów są przekazywane z momentomierza 11 poprzez przewód
giętki 17 na wyświetlacz 16. Śruby 18 ustalają odległości wałków, przez co
służą do realizowania napięcia wstępnego paska klinowego.
Rys. 6.7. Schemat kinematyczny stanowiska do badania przekładni pasowej.
6.10.2. Ocena stanu zdatności pasków klinowych
Zdatność paska klinowego ocenia się na zasadzie kryterium stanu [5].
Kryterium to zawiera trzy podkryteria:
a) podkryterium stanu zewnętrznego paska.
Należy sprawdzić organoleptycznie skręcenie paska, nieciągłość
materiału, itd.. Jeżeli pas nie jest skręcony na całej swej długości, a
materiał pasa jest pozbawiony nieciągłości, to podkryterium jest
spełnione.
b) podkryterium wymiarów granicznych przekroju poprzecznego paska
klinowego w wybranych punktach przy użyciu sprawdzianu.
Sposób sprawdzania wymiarów poprzecznych paska klinowego
przedstawiono na rys. 6.8.
W celu sprawdzenia wymiarów poprzecznych należy tak ułożyć
pasek, aby linia m-n zaznaczona na sprawdzianie była prostopadła do
osi symetrii paska i znajdowała się na jego wysokości względnej.
Dolna powierzchnia paska nie może dotykać dna sprawdzianu.
Spełnienie tych warunków świadczy, że wymiary zewnętrzne paska
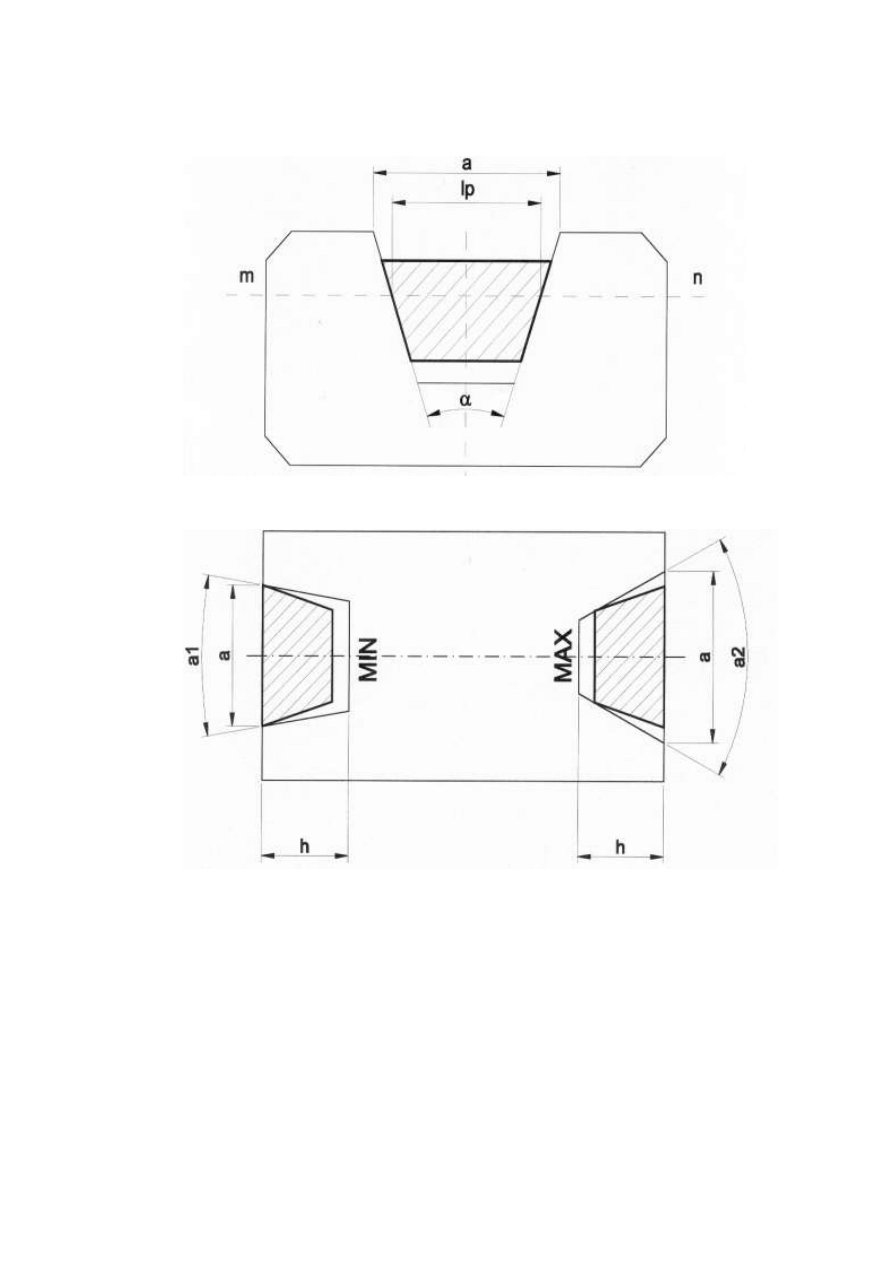
14
mieszczą się w granicach tolerancji i spełnione jest podkryterium
zdatności.
Rys. 6.8. Sprawdzian do badania pasków klinowych.
Rys. 6.9. Sprawdzian do badania pasków klinowych.
c) podkryterium tolerancji kąta pochylenia zarysu przekroju paska
Pomiaru dokonuje się przy użyciu sprawdzianu, który posiada dwa
profile odpowiadające wartościom dopuszczalnym kątów zarysu paska
(MIN,MAX). Pasek należy przyłożyć do minimum, tak, aby stykał się
z górną krawędzią profilu, natomiast pasek przyłożony do maximum
powinien stykać się z dolną krawędzią profilu. Jeżeli warunki te
zostaną spełnione, to fakt ten świadczy o tym, że badane kąty
odpowiadają podkryterium zdatności.
15
Sposób sprawdzania kąta pochylenia zarysu przekroju paska
klinowego przedstawiono na rys. 6.9.
6.10.3. Przeprowadzenie badań:
Badania należy przeprowadzić dla 3 różnych kątów opasania koła
biernego:
a)
2
=33
b)
2
=108
c)
2
=162
Zmiany kąta opasania dokonuje się zmieniając położenie dodatkowych kół
pasowych – rolek pomocniczych.
W celu obliczenia przełożenia i poślizgu NIEOBCIĄŻONEJ przekładni
pasowej klinowej należy przeprowadzić następujące czynności:
1)
zamocować koło pasowe 6 o średnicy skutecznej D
1
na wałku 7,
2)
zamocować koło pasowe 9 o średnicy skutecznej D
2
na wałku 10,
3)
założyć na koła pasowe 6 i 9 badany pasek klinowy 8,
4)
wywołać przy pomocy śrub 18 naciąg wstępny paska klinowego,
5)
obliczyć przełożenie teoretyczne przekładni pasowej wg wzoru:
1
2
D
D
i
tI
(6.20)
wartości średnie i
tI
, D
1
i D
2
umieścić w tabeli 1,
6)
uruchomić silnik elektryczny 1,
7)
pomierzyć prędkości obrotowe n
1
wałka 5 i n
2
wałka 10,
8)
wyłączyć silnik elektryczny,
9)
obliczyć przełożenie kinematyczne przekładni pasowej wg wzoru:
2
1
n
n
i
nI
(6.21)
wartości średnie i
nI
, n
1
i n
2
umieścić w tabeli 1,
10)
obliczyć poślizg przekładni pasowej wg wzoru:
%
100
*
*
*
*
1
1
2
2
1
1
n
D
n
D
n
D
S
I
(6.22)
wartość poślizgu umieścić w tabeli 1.
W celu obliczenia przełożenia i poślizgu OBCIĄŻONEJ przekładni pasowej
klinowej należy przeprowadzić następujące czynności:
1)
zamocować koło pasowe 6 o średnicy skutecznej D
1
na wałku 7,
2)
zamocować koło pasowe 9 o średnicy skutecznej D
2
na wałku 10,
3)
założyć na koła pasowe 6 i 9 badany pasek klinowy 8,
4)
wywołać przy pomocy śrub 18 naciąg wstępny paska klinowego,
5)
uruchomić silnik elektryczny 1,
16
6)
obciążyć wał bierny ( wałki 10 i 12 ) oraz momentomierz 11 z
hamulcem indukcyjnym 15 momentem o wartości M wskazanej na
wskaźniku 16;
wartość momentu umieścić w tabeli 2,
7)
pomierzyć prędkości obrotowe wałka 5 (n
3
,n
5
, n
7
, n
9
) oraz
prędkości obrotowe wałka 10 (n
4
, n
6
, n
8
, n
10
),
8)
dokonać pomiarów dla trzech innych wartości momentu hamujące-
go M (zwiększając obciążenie),
9)
wyłączyć silnik elektryczny 1,
10)
obliczyć przełożenie przekładni pasowej wg wzoru:
4
3
n
n
i
nII
(6.23)
6
5
n
n
i
nIII
(6.24)
8
7
n
n
i
nIV
(6.25)
10
9
n
n
i
nV
(6.26)
wartości średnie i
nII
, i
nIII
, i
nIV
, i
nV
oraz n
3
, n
5
, n
7
, n
9
, a także
n
4
, n
6
, n
8
, n
10
umieścić w tabeli 2,
11)
obliczyć poślizgi przekładni pasowej dla zadanych
momentów M wg wzoru:
%
100
*
*
*
*
3
1
4
2
3
1
n
D
n
D
n
D
S
II
(6.27)
%
100
*
*
*
*
5
1
6
2
5
1
n
D
n
D
n
D
S
III
(6.28)
%
100
*
*
*
*
7
1
8
2
7
1
n
D
n
D
n
D
S
IV
(6.29)
%
100
*
*
*
*
9
1
10
2
9
1
n
D
n
D
n
D
S
V
(6.30)
wartości poślizgów umieścić w tabeli 2.
Na podstawie pomiarów i obliczeń dokonujemy oceny stanu zdatności
paska klinowego oraz ustalamy kryteria zdatności działania klinowej
przekładni pasowej.
17
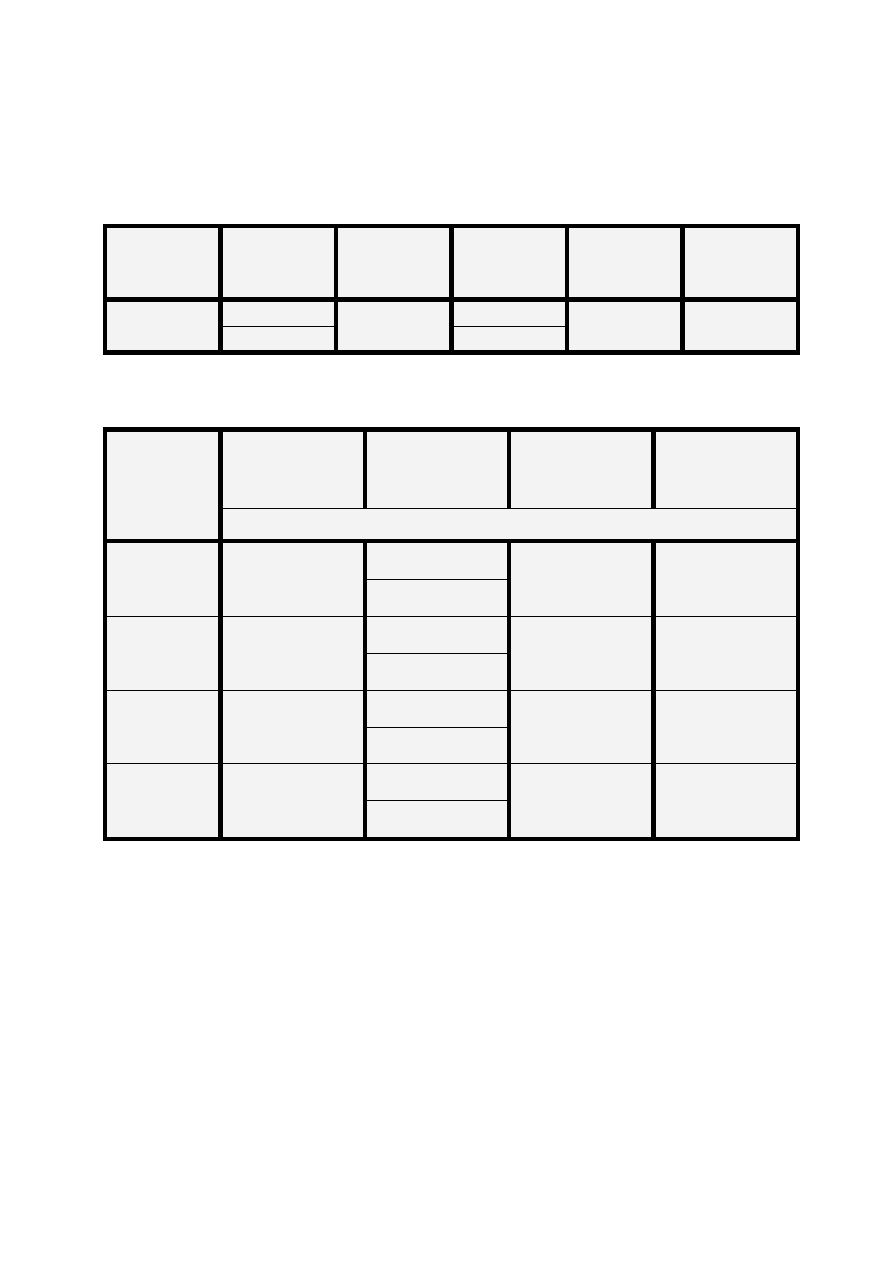
6.10.4. Tabele pomiarowe:
TABELA 1. Zestawienie wartości przełożenia i poślizgu NIEOBCIĄŻONEJ
przekładni pasowej klinowej.
L.p.
Średnica kół
pasowych
[mm]
Przełożenie
Prędkości
obrotowe
[obr/min]
Przełożenie
Poślizg
[%]
I
D
1
=143
i
tI
=
n
1
=
i
nI
=
S
I
=
D
2
=138
n
2
=
TABELA 2. Zestawienie wartości przełożenia i poślizgu przekładni pasowej
klinowej OBCIĄŻONEJ momentem oporowym.
L.p.
Wartość momentu
[Nm]
Prędkości
obrotowe
[obr/min]
Poślizgi po
obciążeniu
[%]
Przełożenie
Średnice kół pasowych: D
1
=143 [mm], D
2
=138 [mm]
II
M
II
=
n
3
=
S
II
=
i
nII
=
n
4
=
III
M
III
=
n
5
=
S
III
=
i
nIII
=
n
6
=
IV
M
IV
=
n
7
=
S
IV
=
i
nIV
=
n
8
=
V
M
V
=
n
9
=
S
V
=
i
nV
=
n
10
=
6.10.5. Zasady opracowania wyników badań.
Wyniki badań powinny zawierać:
1) cel badań,
2) podstawowe cech konstrukcyjne klinowej przekładni pasowej,
3) zalety przekładni pasowych klinowych i pasków klinowych,
4) opis stanowiska pomiarowego,
5) wyniki pomiarów dla 3 kątów opasania,
6) wykresy zależności poślizgów od momentu obciążenia,
7) wykres zależności przełożenia od momentu obciążenia,
8) wnioski.

18
6.11. Literatura.
[1] Dietrich M.: Podstawy konstrukcji maszyn, WNT Warszawa 1995
[2] Hebda M., Wachal A.: Trybolgia, WNT Warszawa 1980
[3] Praca zbiorowa: Konstrukcja urządzeń i urządzeń precyzyjnych, WNT
Warszawa 1996
[4] Paderwski K.: Zarys kinematyki obrabiarek, WNT Warszawa 1976
[5] Woropay M.: Podstawy racjonalnej eksploatacji maszyn, ITE Radom 1996
[6] Wrotny L.: Podstawy budowy obrabiarek, WNT Warszawa 1979
[7] Wrotny L.: Obrabiarki skrawające do metali, WNT Warszawa 1980
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron