
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
1
Cel:
Zrozumieć szczegółowo wymagania i zasady działania Komórki Kontroli Jakości
dotyczącej produkcji.
Zakres:
Dokumenty krajowe, interpretacja norm dotyczących np. WPS,
Plany spawania,
Uznawanie technologii spawania (normy PN-EN ISO 15607 do 15614, ISO 9956),
Procedury spawania,
Egzaminowanie spawaczy (wg ISO 9606, PN-EN 287-1),
Egzaminowanie operatorów,
Identyfikowalność materiałów, procesów, certyfikatów,
Możliwie metody monitorowania i przechowywania danych o produkcji,
Kalibracja i walidacja przyrządów pomiarowych
Oczekiwane rezultaty:
1. Wyjaśnić zastosowanie WPS i korzyści jakie dają one dla jakości spawalniczej.
2. Opracować i zweryfikować WPS stosowanie do spawania detali z uwzględnieniem
odpowiednich norm.
3. Przedstawić wymagania norm stosowanych do opracowania WPS, określić
podstawowe informacje jakie ma zawierać WPS, określić zakres dopuszczenia.
4. Wyjaśnić zasadność stosowania dopuszczenia spawacza do spawania i określić
podstawowe korzyści jakie daje to dla jakości produkcji.
5. Przedstawić normy dotyczące uprawnień spawaczy oraz opisać główne czynniki
określające zakres uprawnień spawaczy.
6. Wyjaśnić zasadniczy cel stosowania uprawnień operatorów spawalniczych oraz
główne korzyści jakie daje to dla jakości spawanych detali.
7. Przedstawić wymagania norm dotyczących uprawnień operatorów spawalniczych
oraz opisać główne czynniki określające ich zakres uprawnień spawaczy.
8. Określić i zidentyfikować rodzaje dokumentów jakie są wymagane dla materiałów
spawalniczych.
9. Określić metody stosowane przy monitorowaniu warunków magazynowania
materiałów wykorzystywanych w produkcji.
10.
W uzasadnionych przypadkach określić wymagania dotyczące kalibracji
wyposażenia pomiarowego.
Opracował:
dr inż. Grzegorz Rogalski

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
2
1. WSTĘP
Wykonywanie odpowiedzialnych konstrukcji spawanych wymaga stosowania
systemów jakości zapewniających uzyskanie wyrobu spełniającego wymagania stawiane
przez odpowiednie przepisy ( np. Wytyczne Dyrektywy Ciśnieniowej) lub kontrahenta .
W celu zapewnienia żądanej jakości oraz potwierdzenia możliwości jej zachowania,
wymagane jest posiadanie uznanych technologii spawania oraz certyfikowanego personelu
spawalniczego (m.in. spawaczy).
Na
przełomie ostatnich lat normatywy dotyczące zatwierdzania technologii
spawania oraz szkolenia spawaczy, operatorów oraz zgrzewaczy ewaluowały, co związane
było m.in. z wejściem Polski do Unii Europejskiej oraz przystosowaniem norm krajowych
do norm europejskich.
Normy z serii PN-EN 288 i odpowiednie jej arkusze (15 arkuszy) zostały zastąpione
obecnie przez serię norm PN-EN ISO 15607 do PN-EN ISO 15620, a normy z serii PN-
EN 287 zostały uaktualnione. Dodatkowo wykorzystywane są normy dotyczące
kwalifikowania spawaczy wg ISO 9606 oraz zgrzewaczy i lutowaczy.
Ważnym elementem jest ustalenie operacji warsztatowych, które wykorzystywane są do
realizacji danej konstrukcji spawanej. Do tego celu należy stworzyć technologiczny plan
spawania.
Plan technologiczny spawania powinien uwzględniać następujące czynniki:
1. podział konstrukcji na podzespoły.
2. Ustalenie planu spawania dla poszczególnych elementów.
3. Ustalenie planu spawania całego ustroju.
4. Określenie sposobu oprzyrządowania, mocowania, ustalania itp.
5. Opracowanie Instrukcji Technologicznej Spawania (WPS).
6. Wytypowanie spawaczy z odpowiednimi uprawnieniami w stosunku do użytej
metody, materiałów podstawowych itp.
7. Zestawienie wszystkich dokumentów związanych z wytycznymi technicznymi oraz
technologia spawania.
2. Instrukcja Technologiczna Spawania WPS
Typowa karta technologiczna spawania – WPS powinien zawierać następujące
podstawowe informacje:
1. Numer WPS
2. Rodzaj procesu spawania np. 141 (TIG), 121 (SAW) itp.
3. Materiały dodatkowe (oznaczenie wg norm, nazwa handlowa, średnica itp.).
4. Rodzaj gazów osłonowych, oznaczeni, natężenie przepływu - jeżeli spawamy w
osłonie gazów.
5. Rodzaj materiału spawanego (gatunek, specyfikacja wg normy, grupa materiałowa).
6. Zakres grubości spawanych elementów.
7. Średnicę zewnętrzną rury, grubość ścianki rury.
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
3
8. Pozycje spawania (oznaczenie wg odpowiedniej normy PN-EN lub ASME).
9. Temperaturę podgrzewania (jeśli wymagana, podać T
min
i czas).
10. Temperaturę międzyściegową jeśli wymagana (Maksymalna temperatura
zarejestrowana podczas próby).
11. Obróbkę cieplną jeśli wymagana (Czas i Temperaturę).
12. Szczegóły techniki spawania np.: max. Wysokość ściegu, wielkość ruchu
zakosowego).
13. Wartość energii liniowej.
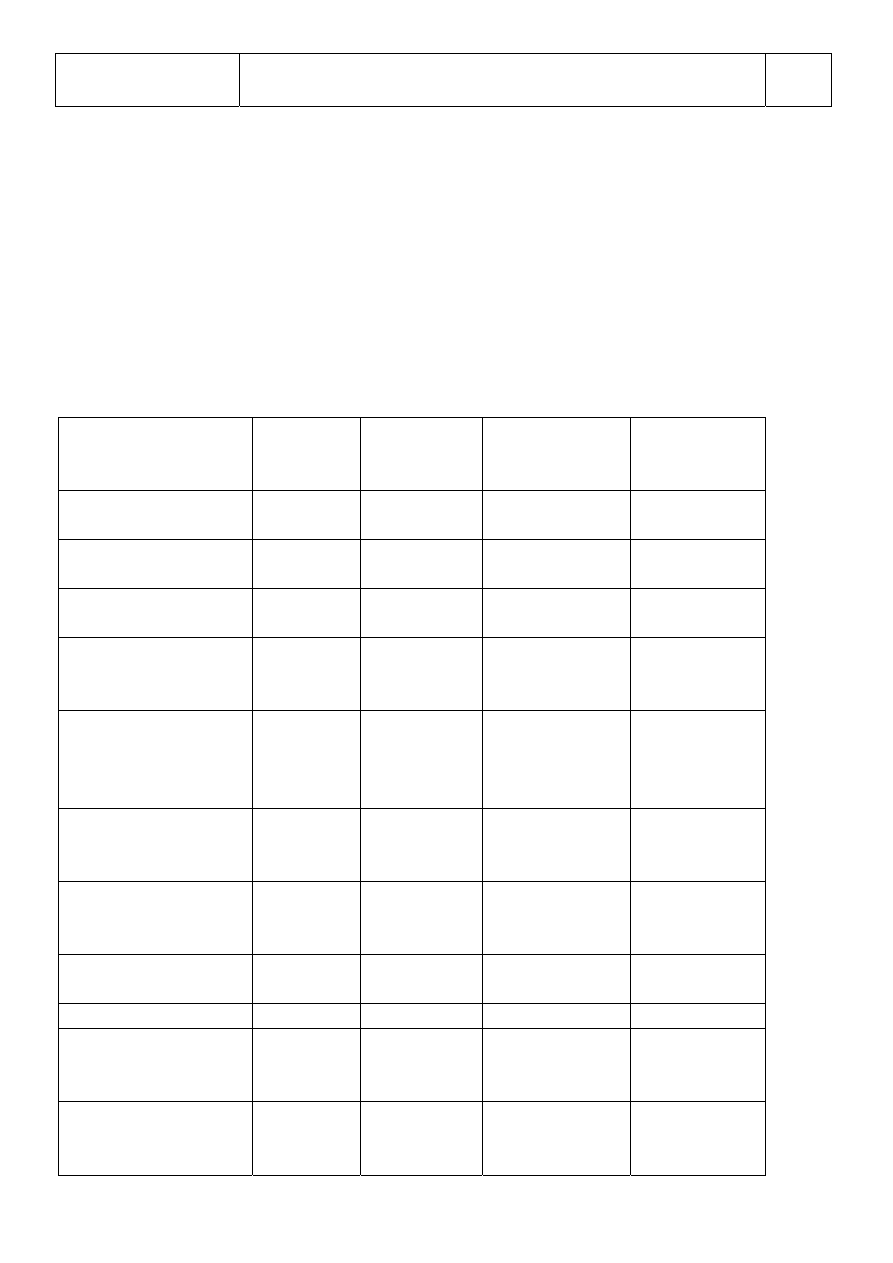
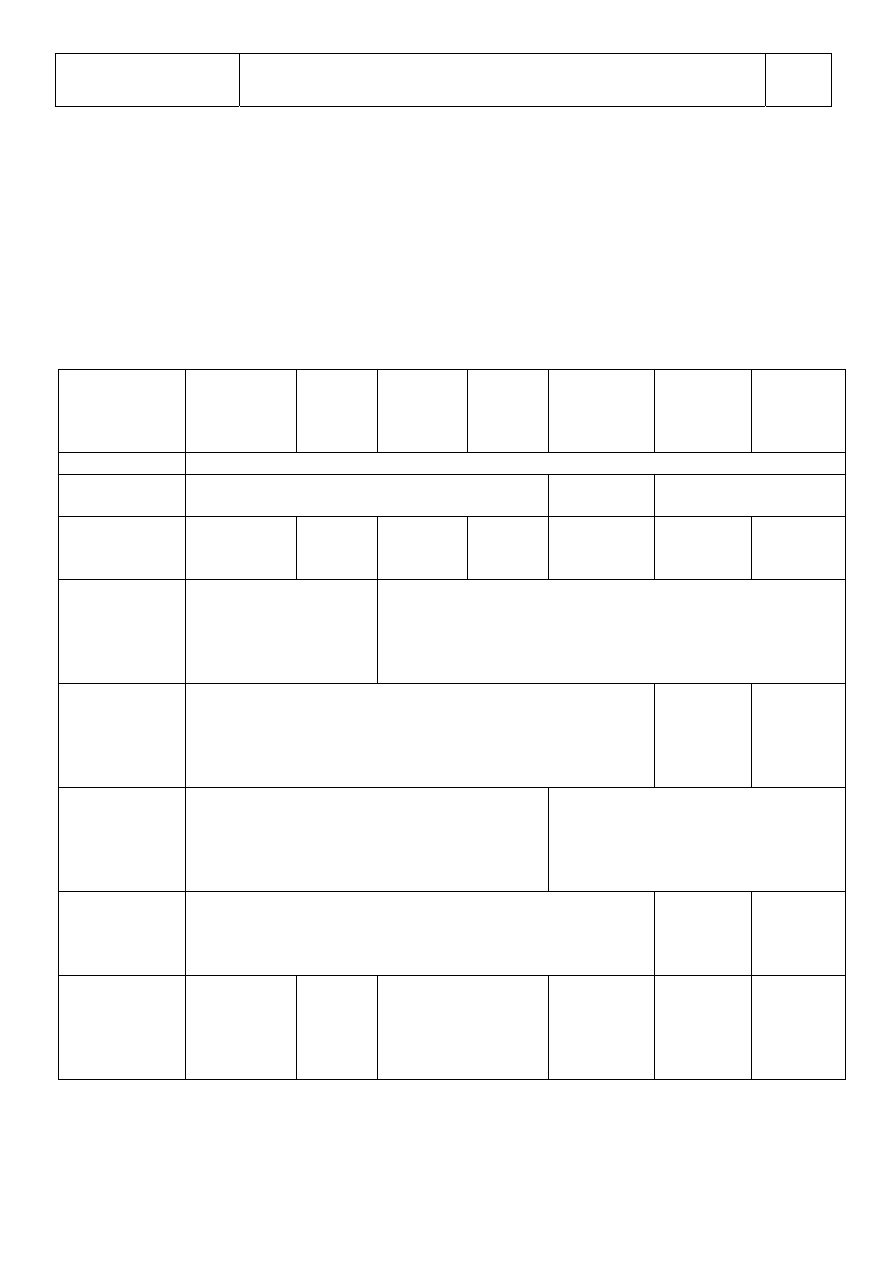
W tabeli 1 podano wielkości wymagane dla poszczególnych metod spawania
Tabela 1. Wielkości wymagane w WPS dla poszczególnych metod spawania
Parametry dla
procesu spawania
MMA TIG
MIG
MAG
FCAW
SAW
Wartość natężenia
prądu
tak tak tak
tak
Rodzaj prądu oraz
biegunowość
tak tak tak
tak
Napięcie łuku
Jeśli
wymagane
tak tak
Parametry dla prądu
pulsacyjnego np. czas
pulsu
Jeśli
wymagane
Jeśli wymagane
Rodzaj materiału
dodatkowego,
oznaczenie, nazwa
handlowa
tak tak tak
tak
Gaz osłonowy
(rodzaj, natężenie
przepływu)
tak tak
Gaz formujący
(rodzaj, natężenie
przepływu)
Jeśli
wymagane
Jeśli wymagane
Rodzaj elektrody
nietopliwej, średnica
tak
Średnica dyszy
tak tak
Rodzaj topnika,
oznaczenie, nazwa
handlowa
tak
Wielkość „wolnego
wylotu drutu
elektrodowego”
tak

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
4
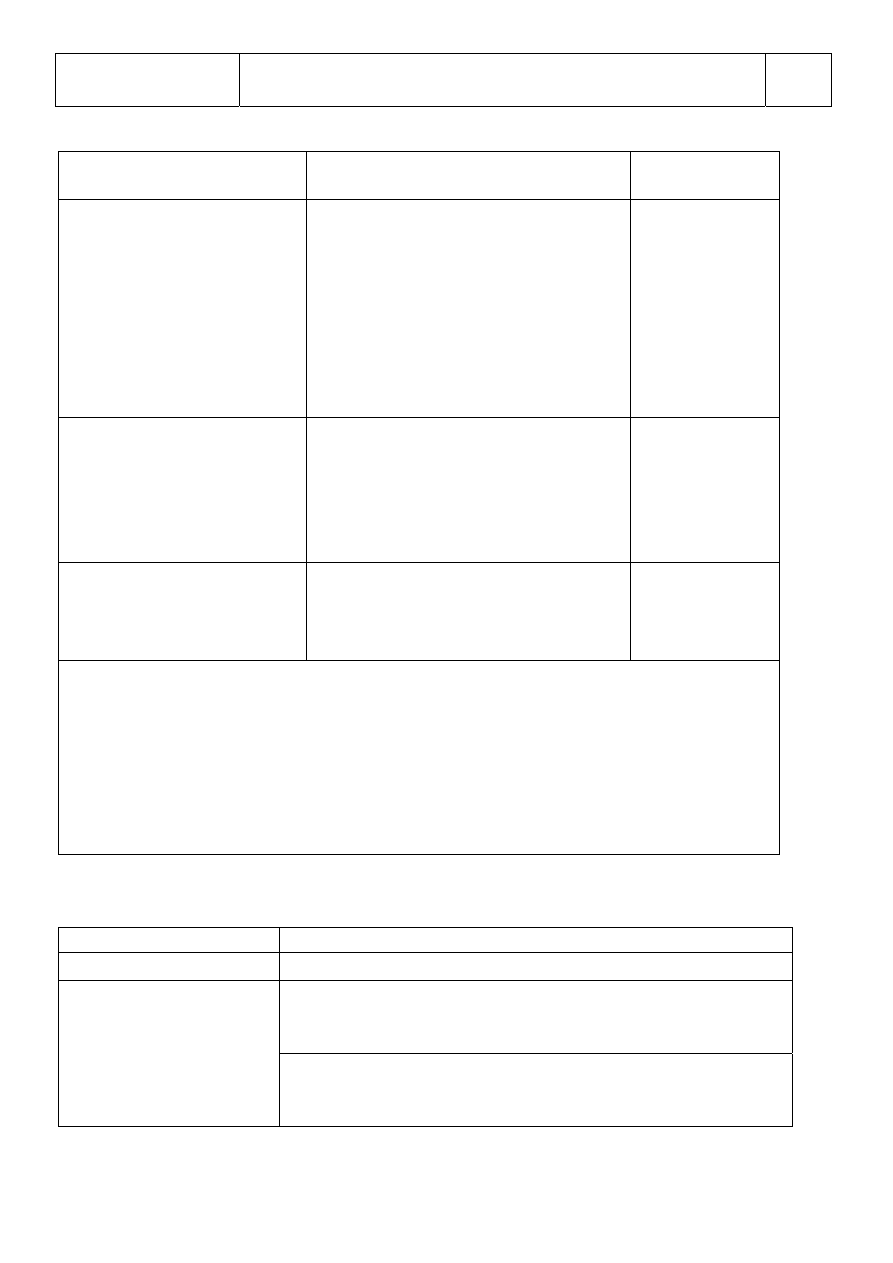
Podsumowanie
Instrukcja Technologiczna Spawania
(WELDING PROCEDURE SPECIFICATION)
wg PN-EN 15609
Powinna podawać, w jaki sposób należy prowadzić proces
spawania, zawierać wszystkie niezbędne informacje dotyczące
robót spawalniczych w celu uzyskania złączy spawanych o
określonym poziomie akceptacji.
Wzory Instrukcji technologicznych spawania przedstawione są w
następujących normach:
1. PN-EN ISO 15609-1: 2005 (U) – dla spawania łukowego.
2. PN-EN ISO 15609-2: 2005 (U) – dla spawania gazowego.
3. PN-EN ISO 15609-3: 2005 (U) – dla spawania wiązką elektronów.
4. PN-EN ISO 15609-4: 2005 (U) – dla spawania wiązką
promieniowania laserowego.
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
5
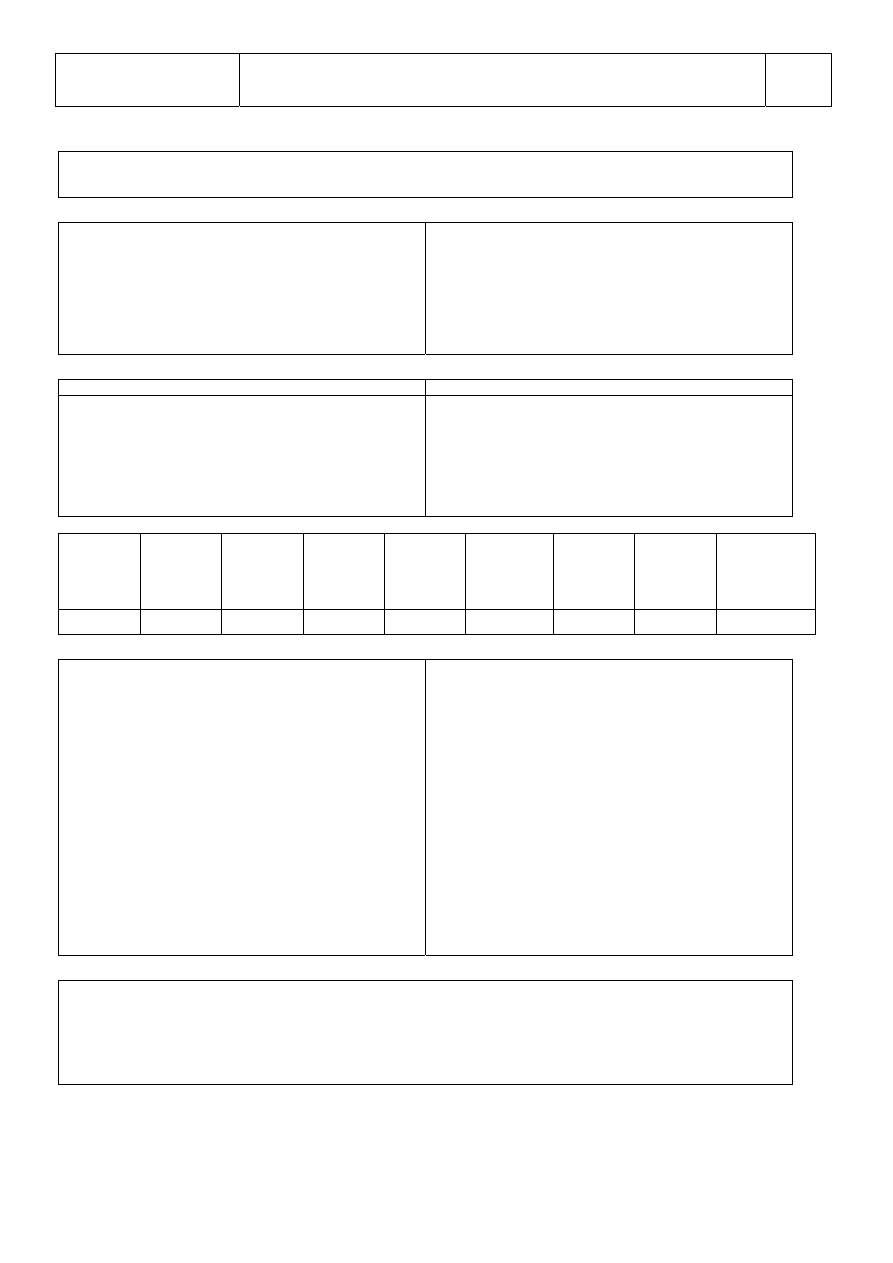
Przykład technologicznej instrukcji spawania zgodnie z PN-EN 15609
INSTRUKCJA SPAWALNICZA PRODUCENTA
(
WPS wg PN-EN 15609)
Instrukcja Technologiczna Spawania Wytwórcy,
WPS Nr :
WPAR nr
:
Wytwórca
(Manufacturer)
:
Sposób przenoszenia materiału w łuku
(Mode of metal transfer
):
Proces spawania
(Welding process)
:
Rodzaj spoiny i złącza
(Joint type/weld type)
:
Szczegóły przygotowani
pawania (schemat)
a do s
(Joint preparations details)
*
Rodzaj przygotowania i czyszczenia (
Method of preparation and
cleaning)
:
Specyfikacja materiału podstawowego
(Parent material(s) spec.
:
Grubość materiału (
Material thickness)
[mm]:
Średnica zewnętrzna (
Outside diameter)
[mm]:
Pozycja spawania
(Welding position(s)):
Kształt połączenia (Join design) Kolejność spawania (Welding sequences)
Szczegóły dotyczące spawania (Welding details)
Ścieg
Run
Proces
Process
Wymiar
spoiwa /
Size
of filler metal
[mm]
Natężenie
prądu [A]
Current
Napięcie
prądu [V]
Voltage
Rodzaj prądu/
biegunowość
Type of
current/polarity
Prędkość
podawania
drutu
[m/min]
Wire
feed speed
Długość
ściegu
/prędkość
posuwu *
Travel speed
Ilość
wprowadzonego
ciepła* [kJ/mm]
Heat input
Oznaczenie materiałów dodatkowych
(Filler metal, classification,
trade name)
:
Specjalne zalecenia suszenia
(Any special baking or drying)
:
Gaz ochronny/topnik
(Gas/flux)
:
- gaz ochronny (osłona)
(Shielding):
- ochrona przetopu (podkładka)
(Backing)
:
Prędkość przepływu gazu
(Gas flow rate):
-
gaz ochronny (osłonowy)
(Shielding)
:
-
gaz formujący
(Backing)
:
Rodzaj i średnica elektrody wolframowej/wymiar (
Tungsten
electrode type/size)
:
Średnica dyszy
(Nozzle diameter)
:
Szczegóły żłobienia/podkładek
(Back gouging / backing):
-
Temperatura podgrzewania wstępnego
(Preheat temperature)
:
Temperatura międzyściegowa
(Interpass temperature)
:
Obróbka cieplna po spawaniu
(Post weld heat treatment)
: -
Czas, temperatura, metoda
(Time, temperature, method)
: -
Prędkość nagrzewania i chłodzenia
(Heating and cooling rate)
*: -
Inne informacje
(Other information)
*: -
np.: układanie ściegów zakosowych (max, szerokość ściegu)
(Weaving max. width of run)
: -
Oscylacja: amplituda, częstotliwość., czas przerwy
(Oscillation:
amp., freq., dwell time)
: -
Szczegóły spawania łukiem pulsującym
(Pulse welding details)
: -
Wolny wylot elektrody/przedmiot obrabiany
(Stand-off distance)
: -
Szczegóły spawania plazmowego
(Plasma welding details)
: -
Kąt ustawienia uchwytu
(Torch angle)
: -
Sczepianie - stopiwo
(Tack welding)
:
- spoin na metr/obwód
ack per meter/circum):
(t
- długość spoin
(lenght):
Uwagi:
..............................………………………………….
Wytwórca
(Manufactured)
Nazwisko, data, podpis
(Name, Date and Signature)
*) jeśli wymagane (If required)
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
6
3. Uznawanie Technologii Spawania
W praktyce spawalniczej zakłady produkujące odpowiedzialne elementy,
zespoły przy użyciu technik spawalniczych (np. zbiorniki podlegające
dyrektywie ciśnieniowej PED) powinny wykazać, ze posiadają technologie
spawania zapewniającą uzyskanie połączeń spawanych wg. Stawianych im
wymagań (np. zgodnie z PN-EN 5817). W związku z tym należy uznać
technologie spawania wg Wstępnej Instrukcji Technologicznej Spawania
pWPS. Instrukcja ta stanowi podstawę do opracowania Protokołu
Kwalifikowania Technologii Spawania (WPQR – Welding Procedure
Qualification Rekord).
Uznanie należy wykonać stosując Wstępną Instrukcję
Technologiczną Spawania pWPS
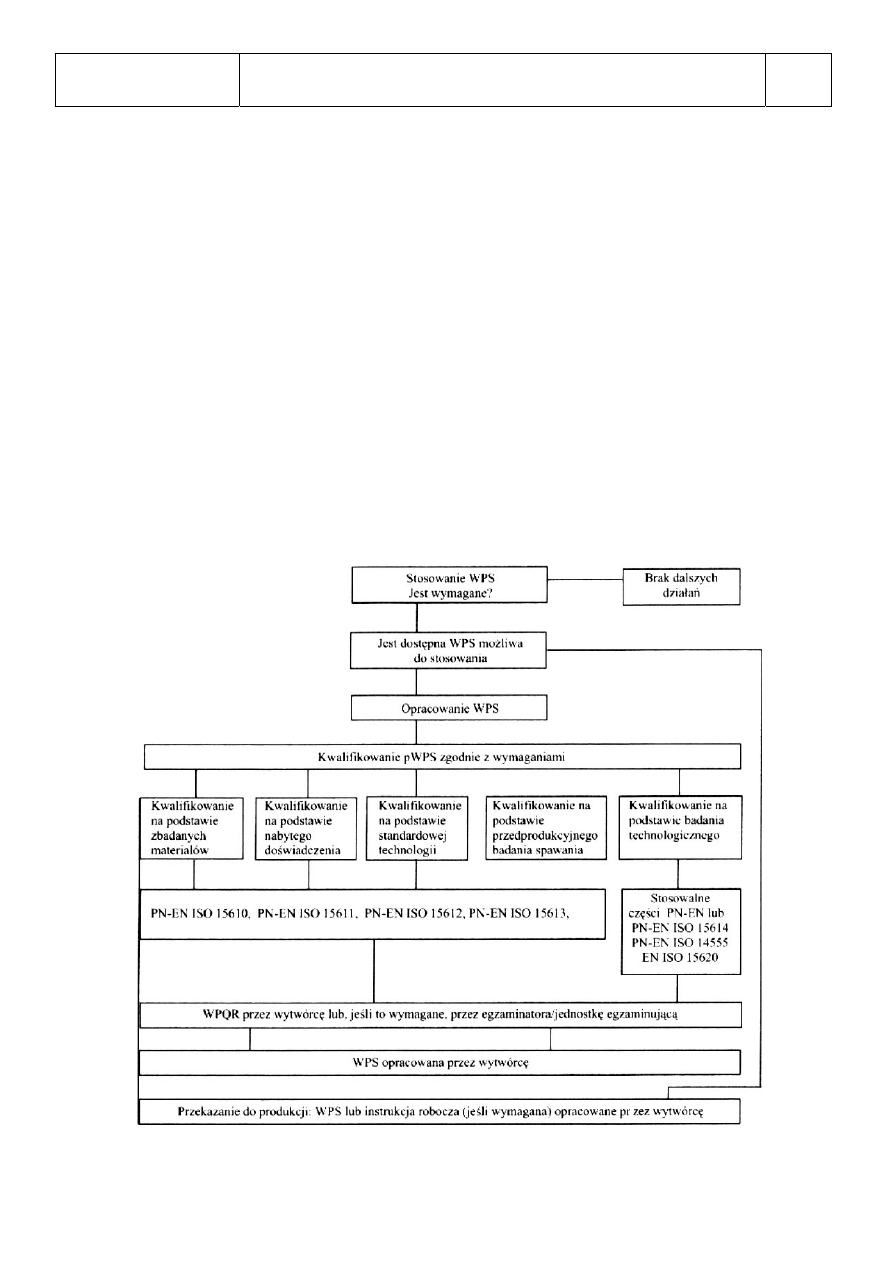
Na rys. 1 przedstawiono schemat opracowania oraz kwalifikowania WPS
Rys. 1 Nomogram przedstawiający kroki w opracowaniu i kwalifikowaniu WPS
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
7
Kiedy kwalifikować technologie spawania?
W przypadku gdy zakład nie posiada takiej technologii, a uzgodnienie z klientem wymaga
jej stosowania. W przypadku produkcji zespołów odpowiedzialnych (zgodnie z Dyrektywą
Ciśnieniową PED dla określonych kategorii) oraz wymagań odpowiednich norm.
Kwalifikowania zgodnie z PN-EN ISO 15607:2005 (U) może być realizowane według
następujących form:
1. Kwalifikowanie na podstawie badania technologii spawania. PN-EN 15614-1. Dla
specjalnych zastosowań, jak zgrzewanie kołków PN-EN ISO 14555 i dla
zgrzewania tarciowego PN-EN ISO15620
2. Kwalifikowanie na podstawie badania materiałów dodatkowych do spawania. Opis
w PN-EN ISO 15610.
3.
Kwalifikowanie na podstawie wcześniej nabytego doświadczenia przy spawaniu.
Opis w PN-EN ISO 15611.
4.
Kwalifikowanie na podstawie standardowej technologii spawania. Opis w PN-EN
ISO 15612.
5.
Kwalifikowanie na podstawie przedprodukcyjnego badania spawania. Opis w
PN-EN 15613.
GŁÓWNE NORMY ZWIĄZANE Z SPECYFIKACJĄ I KWALIFIKOWANIEM
TECHNOLOGII SPAWANIA
Specyfikacja o kwalifikowanie technologii spawania metali – Zasady ogólne
PN-EN ISO 15607:2005 (U) zastępuje PN-EN 288 – 1:1994
Grupy materiałowe dla kwalifikowania procedur oraz uprawnień spawaczy
PN-CR ISO 15608:2002 (U) - Spawanie - Wytyczne systemu podziału materiałów
metalowych na grupy (PKN informuje, że norma wycofana jest bez zastąpienia) – nie było
odpowiednika wśród norm z serii PN-EN 288
Wytyczne do tworzenia WPS. Specyfikacja i kwalifikowanie technologii spawania metali
– Instrukcja technologiczna spawania.
PN-EN ISO 15609:2005 (U) zastępuje PN-EN 288-2:2002
Norma PN-EN ISO 15609 posiada 5 arkuszy.
Arkusz 1 – Spawanie łukowe, Arkusz 2 – Spawanie gazowe, Arkusz 3 – spawanie wiązką
elektronów, Arkusz 4 – spawanie wiązką promienia laserowego, Arkusz 5 – Zgrzewanie
rezystancyjne.
Badanie technologii spawania
PN-EN ISO 15614-1:2005 zastępuje PN-EN 288-3:1994 +A1/2002 (Spawanie łukowe i
gazowe stali oraz spawanie łukowe niklu i stopów niklu)
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
8
PN-EN ISO 15614-2:2005 (U) zastępuje PN-EN 288-4 (Spawanie łukowe aluminium i
jego stopów)
Uwaga: Badanie technologii ujęto w 13 arkuszach normy z serii PN-EN ISO 15614, które
odpowiadają poszczególnym metodom łączenia materiałów konstrukcyjnych.
W tabeli 2 podano przypisane normy dotyczące zatwierdzania technologii spawania w
odniesieniu do poszczególnych metod spawalniczych.
Tabela 2. Wykaz norm zatwierdzających technologie spawania.
Proces
Spawanie
łukowe
Spawanie
Gazowe
Spawanie
wiązką
elektronów
Spawanie
wiązką
laserową
Zgrzewanie
oporowe
Zgrzewanie
łukowe
kołków
metalowych
Zgrzewanie
tarciowe
Zasady ogólne
PN-EN ISO 15607
Grupy
materiałowe
CR ISO/TR 15608
Nie ma
zastosowania
CR ISO/TR 15608
WPS
PN-EN ISO
15609-1
PN-EN
ISO
15609-2
PN-EN
ISO
15609-3
PN-EN
ISO
15609-4
PN-EN ISO
15609-5
PN-EN
ISO 14555
PN-EN
ISO 15620
Badanie techn.
na podstawie
zbadanych
materiałów
dodatkowych
PN-EN 15610
Nie ma zastosowania
Kwalifikowanie
na podstawie
wcześniej
nabytego
doświadczenia
PN-EN 15611
PN-EN
ISO 15611
PN-EN
ISO 14555
PN-EN
ISO 15611
PN-EN
ISO 15620
Kwalifikowanie
na podstawie
standardowej
procedury
spawania
PN-EN ISO 15612
Nie ma zastosowania
Kwalifikowanie
na podstawie
przedprodukcyj
nego badania
PN-EN ISO 15613
PN-EN
ISO 15613
PN-EN
ISO 14555
PN-EN
ISO 15613
PN-EN
ISO 15620
Kwalifikowanie
na podstawie
badania
technologii
spawania
PN-EN ISO
15614:
Arkusze:
od 1 do 10
PN-EN
ISO
15614:
Arkusze:
1, 3, 6 , 7
PN-EN ISO 15614:
Arkusz 7 i 11
P-EN ISO
15614:
Arkusz :
12 i 13
PN-EN
ISO 14555
PN-EN
ISO 15620

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
9
3.1 EN ISO 15614-1: 2004 (2005) Wymagania dotyczące technologii spawania metali i
jej uznawanie - Badanie technologii spawania - Część 1: Spawanie łukowe i gazowe stali,
spawanie łukowe niklu i stopów niklu
Kwalifikowanie to wykonuje się dla przypadku, kiedy zachodzi domniemanie, że
spoina i strefa wpływu ciepła może nie spełniać zakładanych własności (mechanicznych,
metalurgicznych). Jeżeli badania nie uwzględniają geometrii spoiny, naprężeń własnych i
dostępu do spoiny wtedy metod ta nie jest stosowana. Dla innych przypadków ma
zastosowanie (najczęściej stosowana metoda).
Metod ta polega na wykonaniu próbek pod nadzorem najczęściej trzeciej strony i
wykonaniu serii badań niszczących i nieniszczących uwzględnionych w normie. W
tabeli 3, 4 oraz 5 przedstawiono wykaz badań przeprowadzonych w ramach
kwalifikowania technologii spawania.
Technologia może być uznana gdy:
Niezgodności w złączu próbnym mieszczą się na poziomie jakości B
wg PN-EN 5817:2005 (U) wyłączając takie niezgodności jak:
nadmierny nadlew, nadmierna grubość spoiny pachwinowej,
nadmierny wyciek grani. Dla tych niezgodności dopuszcza się
poziom jakości C.
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
10
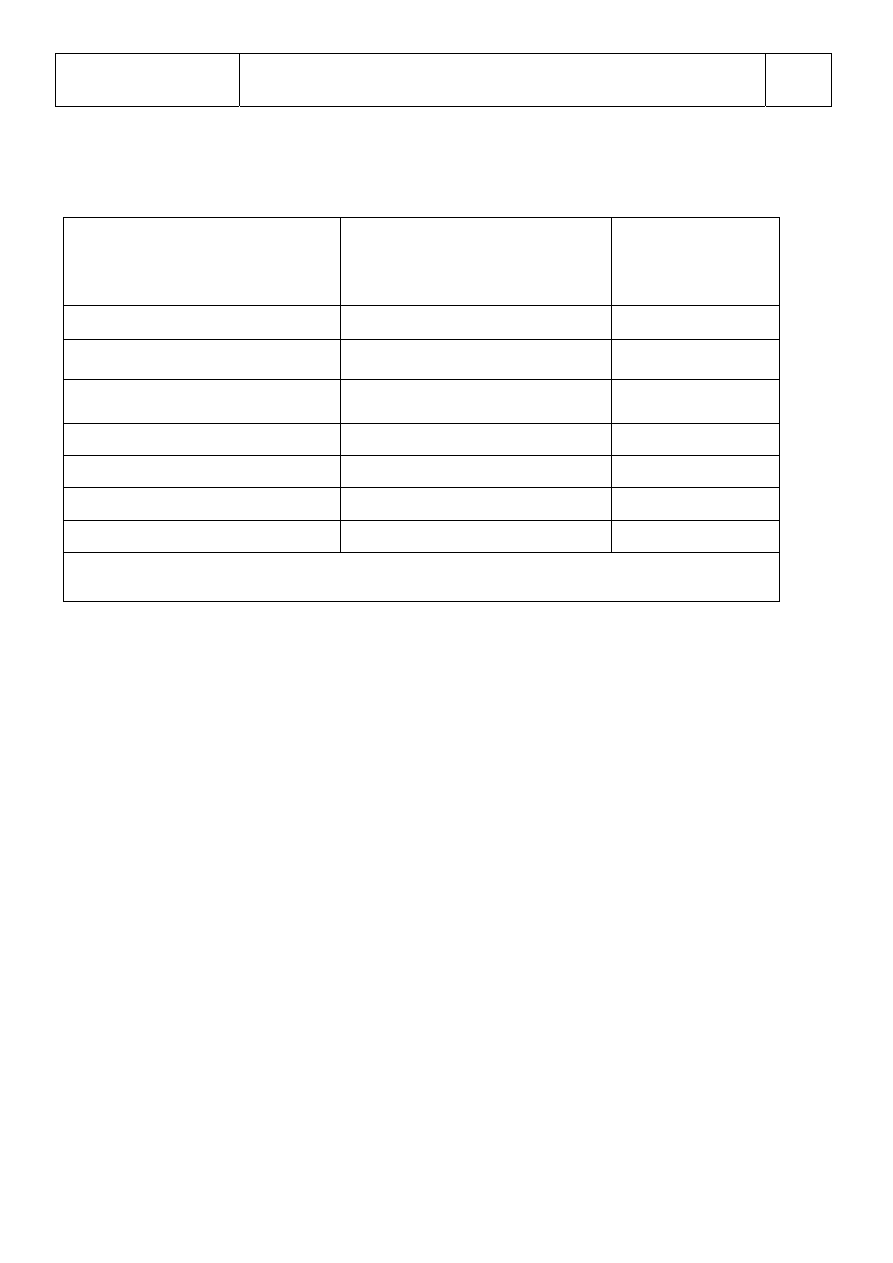
Tabela 3. Badania złączy spawanych wg 15614-1:2004
Rodzaj połączenia
Rodzaj badań
Zakres badań
Spoiny czołowe, złącza
doczołowe z pełnym
przetopem
Badania wizualne
Badania radiograficzne lub
ultradźwiękowe
Badania pęknięć powierzchniowych
Próba rozciągania poprzecznego
Próba zginania poprzecznego
Próba udarności
Próba twardości
Badania makroskopowe
100%
100%
100%
2 próbki
4 próbki
2 próbki
wg wymagań
1 próbka
Złącze T z pełnym
przetopem
Połączenia typu płaszcz
króciec z pełnym
przetopem
Badania wizualne
Badania radiograficzne lub
ultradźwiękowe
Badania pęknięć powierzchniowych
Próba twardości
Badania makroskopowe
100%
100%
100%
wg wymagań
2 próbki
Spoiny pachwinowe
Badania wizualne
Badania pęknięć powierzchniowych
Próba twardości
Badania makroskopowe
100%
100%
wg wymagań
2 próbki
Uwaga:
-) Badani ultradźwiękowe nie powinny być używane dla t<8mm i materiałów z
grupy 8, 10, 41, 48
-) Dla materiałów nieferrytycznych badania penetracyjne
-) Dla średnic zewnętrznych ≤50 mm nie wymaga się badań ultradźwiękowych
-) Dla średnic zewnętrznych >50 mm i jeśli ze względów technicznych nie można
wykonać badania ultradźwiękowego należy wykonać badania radiograficzne, przy
czym kształt złącza może mieć znaczenie dla wyników
Tabela 4. Badania złączy próbnych
Rodzaj badania
Wymagania PN-EN ISO 15614-1
Próba zginania
180
o
Dopuszcza się, że jeden wynik dla określonej lokalizacji
karbu może być niższy od wymaganej wartości pracy
łamania jednak nie mniej niż 70% tej wartości.
Próba udarności
Podczas kwalifikowania kilku metod spawania na jednym
złączu próbnym badanie udarności należy wykonać w
spoinie i SWC dla każdej metody spawania
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
11
Badanie twardości
Dopuszczalna maksymalną wartość twardości HV10
Tabela 5. Badania twardości
Grupa materiałowa
wg CR ISO 15608
Bez obróbki cieplnej
Z obróbką cieplną
1
a
, 2
380
320
3
b
450 380
4, 5
380
320
6 - 350
9.1 350 300
9.2 450 350
9.3 450 350
a
– jeśli badania twardości są wymagane
b
– dla stali o min. R
eH
>890 N/mm
2
według specjalnych wymagań
Poprzednie normy dotyczące kwalifikowania technologii spawania z
serii PN-EN 288 i normy dotyczące egzaminowania spawaczy z serii
PN-EN 287 nie posiadały wspólnego podziału gatunków materiałów
podstawowych na grupy. Taki stan był uciążliwy i wprowadzał
nieścisłości oraz pomyłki. Obecne normy posiadają ujednolicony
system oznaczeń materiałów podstawowych, który jest zgodny ze
standardem:
CR ISO 15608 Spawanie. Wytyczne podziału materiałów
metalowych na grupy
Podział materiałów metalowych na grupy przedstawiono w tabeli 6., dla stopów
niklu w tabeli 7.
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
12
Tabela. 6 Grupy stali i niklu
Grupa Podgrupa
Gatunki stali
1 1
1.1
1.2
1.3
1.4
Stale o minimalnej granicy plastyczności Re≤360 MPa oraz składzie
chemicznym nie przekraczającym: C=0,24 (odlewy 0,25); Si=0,6; Mn=1,7;
Mo=0,7; S=0,045; P=0,0045.
Inny pojedynczy składnik=0,3 (0,4 dla odlewów)
Suma innych składników=0,8 (1,0 dla odlewów)
2 2
2.1
2.2
Stale drobnoziarniste normalizowane lub poddane obróbce
termomechanicznej oraz staliwo o minimalnej granicy plastyczności
Re>360 MPa
3 3
3.1
3.2
3.2
Stale ulepszane cieplnie i utwardzane wydzieleniowo z wyjątkiem stali
nierdzewnych
4 4
4.1
4.2
Stale o zawartości Cr max. 0,75%, Mo max 0,6%
5 5
5.1
5.2
5.3
5.4
Stale o zawartości Cr max. 10%, No max 1,2%
6 6
6.1
6.2
6.3
6.4
Stale chromowo- molibdenowo- wanadowe
7 7
7.1
7.2
7.3
Stale nierdzewne ferrytyczne lub martenzytyczne
8 8
8.1
8.2
8.3
Stale austenityczne
9 9
9.1
9.2
9.3
Nikiel i jego stopy
10 10
10.1
10.2
Stale nierdzewne austenityczno-ferrytyczne (Duplex)
11 11
11.1
11.2
Stale nie objęte grupami od 1 do 10 oraz zawierające 0,25%<C≤0,5%
Stale o zawartości 0,25%<C≤0,35%
Stale o zawartości 0,35%<C≤0,5%
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
13
Tabela 7 Grupy materiałowe dla niklu i stopów niklu
Grupa
Nikiel i stopy niklu
41 Czysty
nikiel
42 Stopy
nikiel-miedź Ni≥45%, Cu ≥10%
43
Stopy nikiel-chrom Ni≥40%
44
Stopy nikiel-molibden Ni≥45%, Mo<30%
45 Stopy
nikiel-żelazo-chrom Ni≥45%
46
Stopy nikiel-chrom-kobalt Ni≥45%,Co≥10%
47 Stopy
nikiel-żelazo Ni≥45%
48 Stopy
nikiel-żelazo-kobalt 25%≤Ni≤45%, Fe ≥20%
Możliwość spawania różnych gatunków stali ze sobą pozwala na uzyskanie
uznania technologii spawania dla różnych zakresów grup materiałowych, tab. 8.
Tabela 8. Zakres uznania dla stali z łączeniem grup
Zakres uznania dla stali (system podziału materiałów wg CR ISO 15608)
Materiał spawany
Zakres uznania
1-1 1
a
-1
2-2 2
a
-2, 1-1, 2
a
-1
3-3 3
a
-3, 1-1, 2-1, 2-2, 3
a
-1, 3
a
-2
4-4 4
b
-4, 4
b
-1, 4
b
-2
5-5 5
b
-5, 5
b
-1, 5
b
-2
6-6 6
b
-6, 6
b
-1, 6
b
-2
7-7 7
c
-7
7-3 7
c
-3, 7
c
-1, 7
c
-2
7-2 7
c
-2a, 7
c
-1
8-8 8
c
-8
8-6 8
c
-6
b
, 8
c
-1, 8
c
-2, 8
c
-4
8-5 8
c
-5
b
, 8
c
-1, 8
c
-2, 8
c
-4, 8
c
-6.1, 8
c
-6.2
8-3 8
c
-3
a
, 8
c
-1, 8
c
-2
8-2 8
c
-2
a
, 8
c
-1
9-9 9
b
-9
10-10 10
b
-10
10-8 10
b
-8
c
10-8 10
b
-8
c
10-6 10
b
-6
b
, 10
b
-1, 10
b
-2, 10
b
-4
10-5 10
b
-5
b
, 10
b
-1, 10
b
-2, 10
b
-4, 10
b
-6.1, 10
b
-6.2
10-3 10
b
-3
a
, 10
b
-1, 10
b
-2
10-2 10
b
-2
a
, 10b-1
11-11 11
b
-11, 11
b
-1
a
– obejmuje równe lub niższe granice plastyczności stali z tej samej grupy
b
– obejmuje stale z tej samej podgrupy i każdej niższej podgrupy w granicach tej samej grupy
c
– obejmuje stale z tej samej podgrupy
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
14
Uwaga:
Badania uznawania technologii spawania dla stopów niklu z grupy 41 do 48
uzyskanych przez utwardzanie wydzieleniowe z jakiejś grupy, jest ważne dla
wszystkich stopów utwardzanych wydzieleniowo tej samej grupy materiałowej,
spawanych ze stopami przesyconymi tej samej grupy.
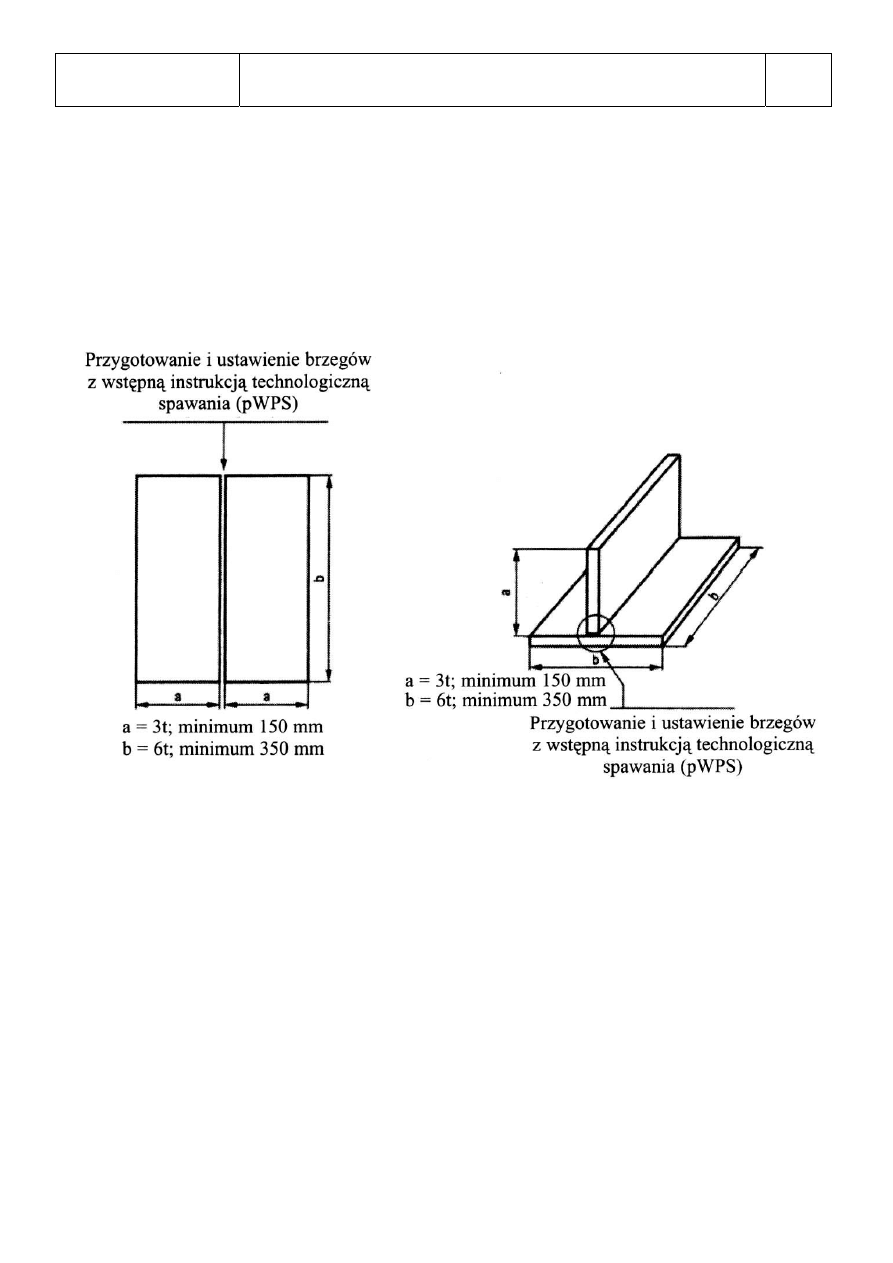
Jak wspomniano zatwierdzanie technologii wg PN-EN 15614 odbywa się na
złączach próbnych. Przykład takich złączy dla blach podano na rys. 2.
Rys. 2 Złącza próbne dla blach ze spoiną pachwinową oraz czołową.
W normach zgodnie z odpowiednim arkuszami podane są wymiary
charakterystyczne złączy próbnych. Dotyczy to między innymi
uznawania technologii spawania na podstawie norm PN-EN ISO
15614-2 (uznawanie technologii spawania aluminium i jego stopów)
oraz PN-EN ISO 15614-8 (uznawanie technologii spawania dla
spawania den sitowych z rurkami) i inne.
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
15
Podczas uznawania technologii spawania na podstawie jej badania istotną rolę
odgrywa dobór próbek o odpowiednich wymiarach geometrycznych. Daje to
możliwość uzyskania szerokich zakresów uznania technologii spawania. Należy
mieć na uwadze m.in.: grubość elementów, grubość ścianki rury, średnicę rury,
rodzaj spoiny, rodzaj złącza, rodzaj połączenia (blachy, króćce + płaszcz itp.). W
tablicach 9÷11przedstawiono zakresy kwalifikowania.
Tabela 9. Zakres uznania grubości dla spoin czołowych wymiary w mm
Zakres uznania
Spawanie jednościegowe Spawanie
wielościegowe
Grubość
złącza
próbnego
PN-EN ISO 15614-1
PN-EN ISO 15614-1
t
≤3 0,7t÷1,3t 0,7t÷2t
3<t
≤12 0,5t(3
min.)
÷1,3t
a
3
÷2t
a
12<t
≤100 0,5t÷1,1t 0,5t÷2t
t>100 nie
dający się zastosować
50
÷2t
a
– kiedy wymagania dotyczące udarności są określone, górna granica kwalifikacji
wynosi 12mm w przeciwnym razie przeprowadzone musi być badanie udarności
Tabela 10. Zakres uznania dla grubości materiału i wysokości spoiny pachwinowej
wymiary w mm
Zakres uznania
Wysokość spoiny pachwinowej
Grubość
złącza
próbnego
Grubość materiału
Spawanie
jednościegowe
Spawanie
wielościegowe
t
≤3 0,7t÷2t 0,75a÷1,5a
Bez ograniczeń
3<t
≤30 0,5t(3
min.)
÷1,2t 0,75a÷1,5a
Bez ograniczeń
t
≥30
≥5
a* Bez
ograniczeń
UWAGA 1 a jest wysokością uzyskaną przy złączu próbnym
UWAGA 2 Kiedy spoina pachwinowa jest kwalifikowana na podstawie spoiny czołowej, zakres uznania wysokości
powinien być oparty na grubości stopiwa.
a* tylko dla specjalnych zastosowań. Każda wysokość spoiny pachwinowej musi być uznana indywidualnie.
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
16
Tabela 11. Zakres uznania dla średnic rur i odgałęzień rurowych wymiary w mm
Średnica próbki do badań D
a
Zakres uznania
PN-EN
ISO 15614-1
PN-EN ISO 15614-1
D
≤
25 0,5D
÷
2D
D>25
≥
0,5D (25mm min.)
a
D jest średnicą zewnętrzną rury lub średnicą odgałęzienia rurowego
Uznanie technologii wykonane na blachach obejmuje rury o średnicy > 500 mm lub kiedy
średnica jest >150 i spawanie jest wykonane w pozycjach z obrotem PA lub PC.
Rodzaje złączy/spoin:
1. Spoiny czołowe kwalifikują jednocześnie spoiny czołowe z
niepełnym i pełnym przetopem oraz spoiny pachwinowe. Wymaga
się badania spoin pachwinowych jeśli dominują one w produkcji.
2. Spoiny czołowe w złączach z rur kwalifikują również odgałęzienia
rurowe z kątem ³60°.
3. Złącza T ze spoiną czołową kwalifikują tylko złącza T ze spoiną
czołową i pachwinową.
4. Spoiny czołowe jednostronne bez podkładki kwalifikują też spoiny
dwustronne i spoiny wykonane na podkładce.
5. Spoiny wykonane na podkładce kwalifikują jednocześnie spoiny
dwustronne.
6. Spoiny dwustronne bez żłobienia kwalifikują również spoiny
dwustronne ze żłobieniem.
7. Spoiny pachwinowe kwalifikują tylko spoiny pachwinowe.
8. Nie zezwala się na zmianę spawania wielowarstwowego na
jednowarstwowe (lub po jednym ściegu z każdej strony) lub
odwrotnie dla danego procesu.

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
17
4. Kwalifikowanie technologii spawania na podstawie badania materiałów
dodatkowych do spawania.
Metodę tą stosuje się w przypadku, gdy zastosowane materiały nie powodują
istotnego pogorszenia własności w strefie wpływu ciepła. Opis tej metody
zawarty jest w normie PN-EN ISO 15610. Może być stosowana do następujących
procesów spawania:
1. Spawanie łukowego stali metodami 111, 114, 131, 135, 136, 137, 141, 15.
2. Spawania łukowego aluminium i jego stopów metodami: 131, 141, 15.
3. Spawania gazowego metodą 3 (311).
Pozostałe wytyczne:
1. Można kwalifikować tylko grupy materiałowe wg CR ISO 15608: 1.1, 8.1,
21, 22.1, 22.2.
2. Grubość materiałów spawanych: 3÷40mm.
3. Średnice rur: D>25mm.
4. Nie można jej stosować do łączenia różnych grup materiałów z wyjątkiem
21.1 i 22.2.
5. Kwalifikowanie technologii spawania na podstawie nabytego wcześniej
doświadczenia w spawaniu.
Metoda t a może być użyta tylko do kwalifikowania procesów, co do których
wytwórca ma duże doświadczenie. Doświadczenie to musi być potwierdzone
dużą ilością spoin. Opis zawarty jest w PN-EN ISO 15611. Metoda ta może być
stosowana do:
1. Spawania łukowego.
2. Spawania gazowego.
3. Spawania wiązka elektronów.
4. Spawania wiązka promieniowania laserowego.
5. Do zgrzewania kołków (PN-EN ISO 14555).
6. Zgrzewania tarciowego (PN-EN ISO 15620).
Posiadane doświadczenie musi być udokumentowane. Mogą to być wyniki badan
nieniszczących i niszczących, próby szczelności, próby ciśnieniowe. Można co
najmniej podać jednoroczne zestawienie produkcji spawalniczej
wyprodukowanych wyrobów spawanych potwierdzonych przez klienta (brak
sprecyzowania dokładnie zadowalających własności użytkowych przez normę).

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
18
6. Kwalifikowanie technologii spawania na podstawie standardowej
technologii spawania.
Metoda ta została przedstawiona w normie PN-EN ISO 15612. Podstawę
standardowej technologii jest posiadanie WPS lub WPQR, dotyczący technologii
spawania dotyczący odpowiedniego arkusza normy PN-EN ISO 15614. Metodę
tą można stosować do:
1. Spawania łukowego.
2. Spawania gazowego.
3. Spawania wiązką elektronów.
4. Spawania wiązką laserową.
5. Zgrzewania rezystancyjnego.
Obejmuje następujące grupy materiałowe wg CR ISO 15608: 1-1; 1-11; 8-8; 21-
21; 22.1-22.2; 31 do 38; 41 do 47. Wyjątkiem mogą być stopy szczególnie
wrażliwe na formowanie się pęknięć gorących np. 8-8,41 do 47.
Standartową technologię spawania można stosować bez podań, jednak muszą być
spełnione pewne wymagania:
1. Personel nadzoru spawalniczego musi mieć kompetencje zgodne
z PN-EN 719. Korzystający ze standardowej technologii spawania musi
spełniać wymagania zgodne z PN-EN 729 (PN-EN ISO 3834).
2. Spawacze musza posiadać uprawnienia zgodne z odpowiednimi
standardami PN- EN 287, EN ISO 9606, PN-EN 1418.
3. Źródła spawalnicze musza posiadać takie same charakterystyki, jak źródła
stasowane przy zatwierdzaniu technologii spawania.
7. Kwalifikowanie technologii spawania na podstawie przedprodukcyjnego
badania spawania.
Metodę ta można praktycznie stosować zawsze pod warunkiem wykonania
złączy próbnych w warunkach wytwarzania złączy spawanych. Najczęściej ma
zastosowanie w przypadku produkcji masowej . Opis metody zawiera norma
PN-EN 15613. Stosowana jest dla przypadków, kiedy nie można zachować
określonych warunków przy spawaniu znormalizowanym złączy próbnych.
Uwaga: Kwalifikowanie ta metoda odbywa się przy udziale egzaminatora lub
jednostki egzaminującej zgodnie z odpowiednim arkuszem normy PN-EN 15614.
Wykonane złącza w warunkach symulacyjnych muszą być poddane
następującym badaniom:
1. Badania wizualne 100%.
2. Kontrola pęknięć powierzchniowych.
3. Próba twardości pomijając materiały ze stali ferrytycznej o Rm<400 MPa
lub materiałów z grupy 8, 21oraz 22.

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
19
4. Badania makroskopowe
Przedstawione metody znalazły zastosowanie m.in. do:
1. spawania przemysłowych rurociągów metalowych (EN 13480-8).
2. Spawania konstrukcji budowlanych (PN-B-06200:2002).
3. Spawania nieogrzewanych płomieniem zbiorników ciśnieniowych (EN
13455)
8. Kwalifikowanie spawaczy
Personel wykonujący prace spawalnicze, czyli spawacze powinni wykazywać się
nabytymi umiejętnościami w taki sposób, aby wykonane złącza spełniały stawiane im
wymagania. Dodatkowo zapisy w normach ISO 9001:2001 oraz PN-EN 729:1999 i
PN-EN ISO 3834 dla wybranych przypadków zobowiązują producenta do posiadania
personelu z odpowiednimi umiejętnościami, które są potwierdzone np. certyfikatami
spawacza. Normy dotyczące kwalifikowania spawaczy to:
1. PN-EN 287-1: 2007. Egzamin kwalifikacyjny spawaczy – Spawanie -
Część 1: Stale.
2. PN-EN ISO 9606-2: 2007. Egzamin kwalifikacyjny spawaczy – Spawanie -
Część 2: Aluminium i stopy aluminium.
3. PN-EN ISO 9606-3: 2007. Egzamin kwalifikacyjny spawaczy – Spawanie -
Część 3: Miedź i stopy miedzi.
4. PN-EN ISO 9606-4: 2007. Egzamin kwalifikacyjny spawaczy – Spawanie -
Część 4: Nikiel i stopy niklu.
5. PN-EN ISO 9606-5: 2007. Egzamin kwalifikacyjny spawaczy – Spawanie -
Część 5: Tytan i stopy tytanu, cyrkon i stopy cyrkonu.
Lutowaczy twardych można kwalifikować wg PN-EN 13133:2002 (Lutownie twarde.
Egzaminowanie lutowaczy.
Tok postępowania i ogólna forma jest zbliżona dla poszczególnych norm.
Operatorzy są kwalifikowani wg PN-EN 1418: 2000
(ma być zastąpiona przez ISO 14732)

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
20
9. Kwalifikowanie spawaczy na podstawie normy PN-EN 287-1
Pojęcia podstawowe
Spawacz ręczny – spawacz, który trzyma w ręku uchwyt lub palnik spawalniczy i
ręcznie go prowadzi.
Spawacz operator – spawacz obsługujący sprzęt, w którym ruch względny między
uchwytem lub palnikiem spawalniczym a elementem spawanym jest częściowo
zmechanizowany.
Złącze egzaminacyjne – złącze spawane i wykonane podczas egzaminu.
Oznaczenia liczbowe wybranych metod spawania wg EN ISO 4063:
111 – Spawanie łukowe elektrodą otuloną (MMA),
114 – Spawanie łukowe drutem elektrodowym proszkowym bez osłony gazowej,
121 – Spawanie łukiem krytym drutem elektrodowym (SAW),
131 - Spawanie łukowe w osłonie gazu obojętnego elektrodą topliwą; metodą MIG,
135 – Spawanie metodą w osłonie gazu aktywnego elektrodą topliwą; metodą MAG,
136 – Spawanie łukowe drutem elektrodowym proszkowym w atmosferze gazu
aktywnego; MAG
137 – Spawanie łukowe drutem elektrodowym proszkowym w atmosferze gazu
obojętnego; MIG
141 – Spawanie łukowe elektrodą wolframową nietopliwą; TIG,
15 – Spawanie plazmowe; PAW,
311 – Spawanie acetylenowo-tlenowe.
Oznaczenia w złączach egzaminacyjnych
a – nominalna grubość spoiny pachwinowej [mm],
D – średnica zewnętrzna rury [mm],
z - długość przyprostokątnej spoiny pachwinowej [mm],
t - grubość blachy lub ścianki rury [mm],
t
1
– grubość materiału złączą egzaminacyjnego dla metody spawania 1,
t
1
– grubość materiału złączą egzaminacyjnego dla metody spawania 2,
s
1
– grubość metalu spoiny dla metody spawania 1,
s
1
– grubość metalu spoiny dla metody spawania 2,
BW – spoina czołowa,
FW – spoina pachwinowa,
P
–
blacha,
T – rura

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
21
Oznaczenia dla materiałów dodatkowych (obejmują również gazy i topniki):
s – lity drut lub pręt (materiał dodatkowy),
nm – bez materiału dodatkowego,
A – otulina kwaśna,
B – otulina zasadowa lub zasadowa mieszanka proszkowa,
C – otulina celulozowa,
R – otulina rutylowa lub drut proszkowy z rutylową mieszanką proszkową,
S – inne rodzaje otulin,
M – drut proszkowy z proszkiem metalowym,
P – drut proszkowy z rutylową mieszanką proszkową, żużel szybko krzepnący,
V – drut proszkowy z rutylową lub zasadową mieszanką proszkową – fluorki,
W – drut proszkowy zasadową mieszanką proszkową, żużel wolno krzepnący –fluorki,
Y – drut proszkowy zasadową mieszanką proszkową, żużel wolno krzepnący –fluorki,
Z – drut proszkowy z innymi mieszankami proszkowymi
RA – otulina rutylowo –kwaśna,
RB – otulina rutylowo – zasadowa,
RC – otulina rutylowo – celulozowa,
RR – otulina rutylowa grubo otulona,
Szczegóły dotyczące spoin:
bs – spawanie dwustronne,
ss – spawanie jednostronne,
mb – spawanie na podkładce,
nb – spawanie bez podkładki,
ml – spawanie wielowarstwowe,
sl – spawanie jednowarstwowe,
lw – spawanie w lewo (dla spawania gazowego),
rw – spawanie w prawo (dla spawania gazowego)
gg – żłobienie lub szlifowanie spoiny graniowej (starej normie z 1997r),
ng – spawanie bez żłobienia i szlifowania spoiny graniowej (w starej normie z 1991r).
Oznaczenia i podział gazów spawalniczych wg EN 439:
R1 – 0 ‹H
2
≤ 15%, reszta Ar,
M21 - 5 ‹CO
2
≤ 25%, reszta Ar,
R2 - 15 ‹H
2
≤ 35%, reszta Ar,
M32 - 10 ‹O
2
≤ 15%, reszta Ar,
I1
–
100
%
Ar,
C1 – 100% CO
2
,
I2 – 100 % H
e
,
C2 - 0 ‹O
2
≤ 30%, reszta CO
2
,
I3 - 0 ‹H
e
≤ 95%, reszta Ar,
F1 – 100% N
2
M11 - 0 ‹CO
2
≤ 5%, 0 ‹H
e
≤ 5%, reszta Ar,
F2 - 0 ‹H
2
≤ 50%, reszta N
2
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
22
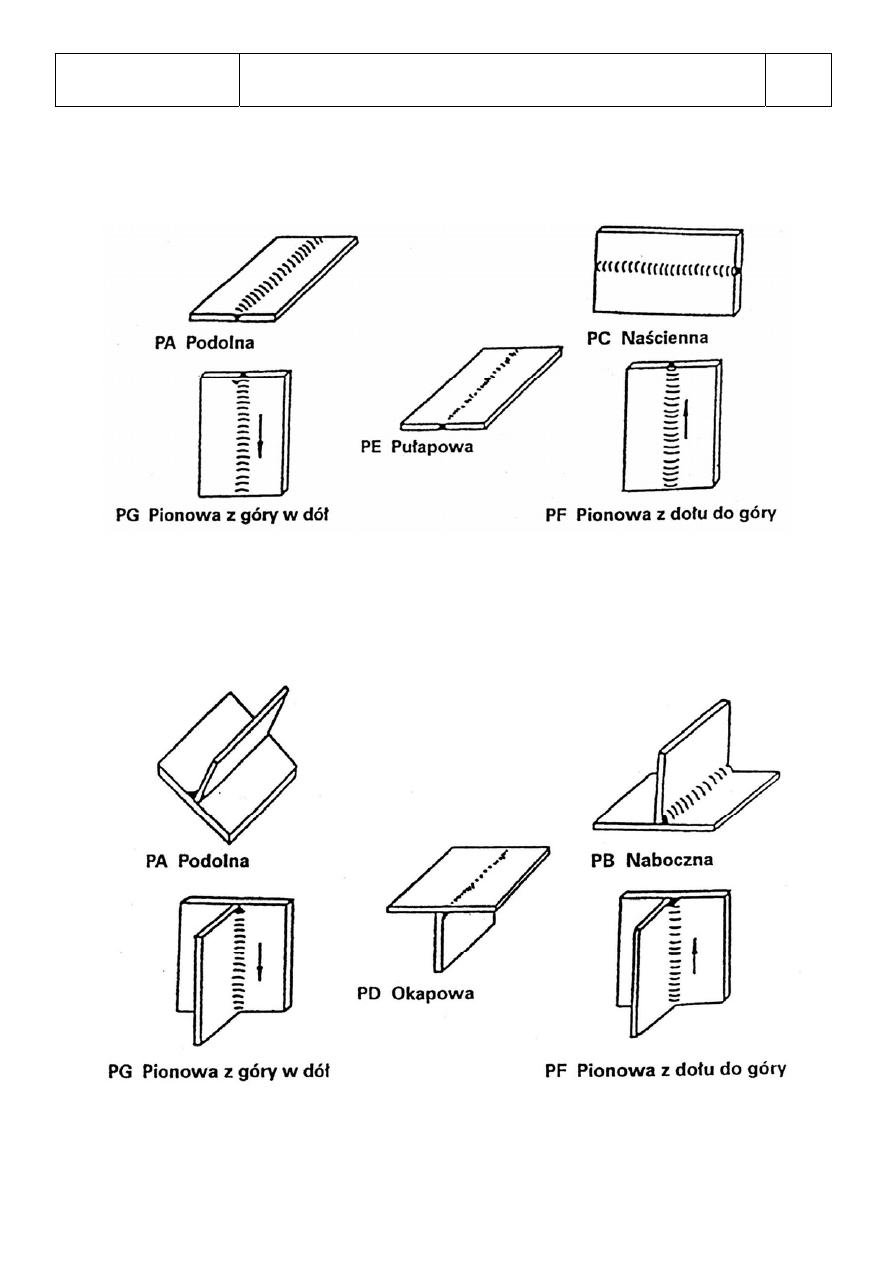
OZANACZENIA: POZYCJE SPAWANIA wg EN 1157, ISO 6947
Spawanie blach - Spoiny czołowe ( BW )
Spawanie blach - Spoiny pachwinowe ( FW )
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
23
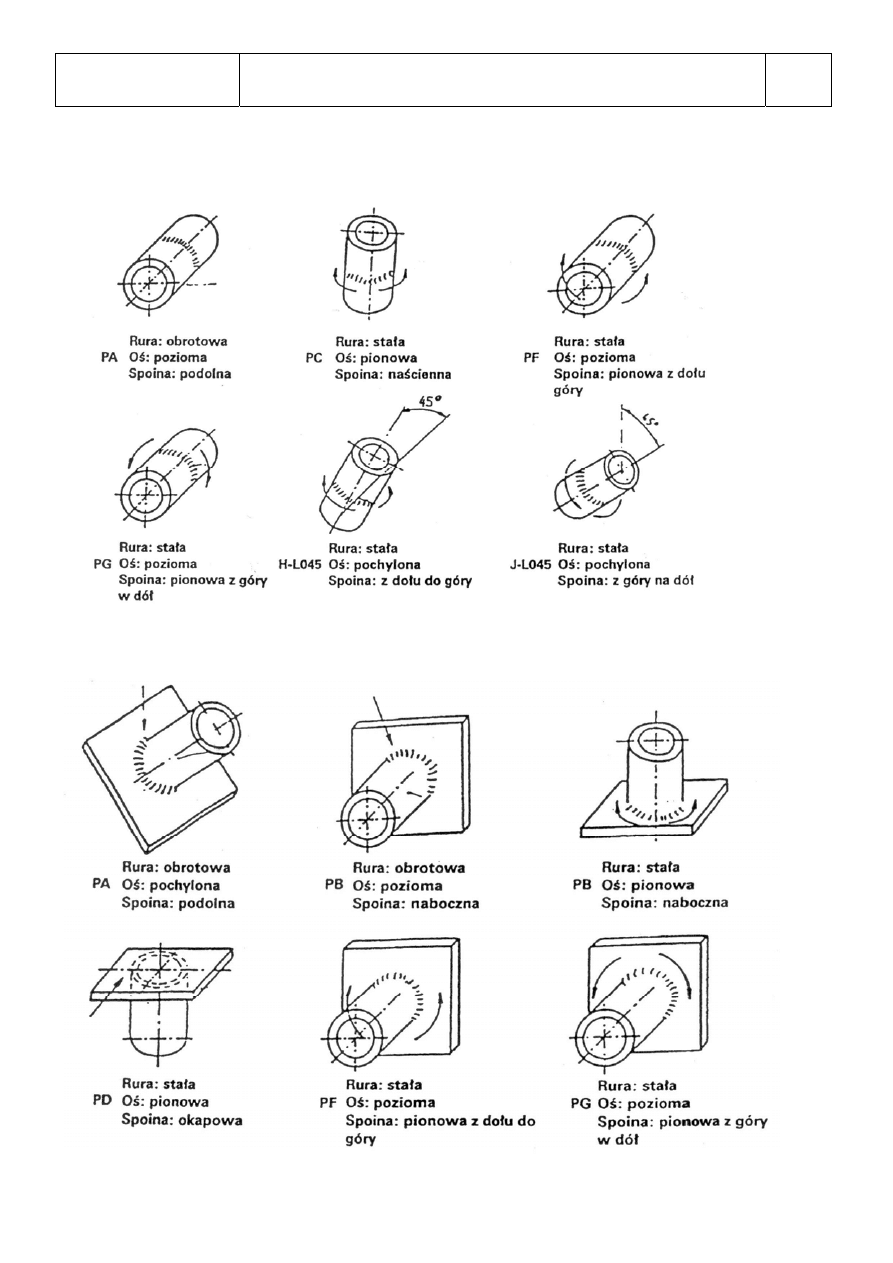
Spawanie rur – Spoiny czołowe ( BW )
Spawanie rur – Spoiny pachwinowe ( FW )
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
24
Warunki spawania
Egzamin spawacza powinien być przeprowadzany w warunkach odpowiadających
warunkom występującym w produkcji i zgodnie z instrukcją spawania WPS lub
przedwstępną instrukcją spawania pWPS, przygotowaną zgodnie z normą dotyczącą
uznania technologii spawania stali PN-EN 15614-1 (stara norma EN 288-2).
Zakresy wielkości geometrycznych złącza próbnego i ich zakres uznania
Dla spoin BW:
Grubości t
Zakres uprawnień
t<3 mm
od t do 2t
b
3 mm ≤ t ≤12 mm
od 3 do 2t
c
t>12 mm
≥5 mm
b – w przypadku spawania 311: od t do 1,5x t
c – w przypadku spawania 311: od 3 mm do 1,5 x t
Dla spoin FW:
Grubości złącza egzaminacyjnego t
Zakres uprawnień
t<3 mm
t do 3 mm
t>3 mm
≥3 mm
Dla średnicy zewnętrznej rury D
Zewnętrzna średnica złącza
egzaminacyjnego D
Zakres uprawnień
D≤ 25 mm
D do 2D
D>25 mm
≥ 0,5 x D (25 mm min.)
W przypadku profili kształtowych za wymiar D należy przyjąć mniejszy bok
Wybrane uwagi:
1. Spoiny jednowarstwowe kwalifikują tylko spoiny jednowarstwowe.
2. Spoiny wielowarstwowe kwalifikują wielowartstowe i jednowarstwowe.
3. Rura ze spoiną czołową kwalifikuje odgałęzienia o kącie ≥ 60
o
.
4. Elektroda zasadowa kwalifikuje elektrodę zasadową (B), rutylową (R), kwaśną (A).
5. Elektroda celulozowa kwalifikuje tylko elektrodę celulozową.
6. Elektroda rutylowa kwalifikuje: R, RR, RA, RC, RB.
7. Lity drut kwalifikuje drut proszkowy z rdzeniem metalowym.
8. Drut proszkowy z rdzeniem zasadowym kwalifikuje wszystkie rodzaje drutów
proszkowych.
9. Drut proszkowy z rdzeniem rutylowym kwalifikuje drut proszkowy z rdzeniem
rutylowym i zasadowym.

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
25
10. Pozycja spawania JL0-45 kwalifikuje wszystkie pozycje spawania z wyłączeniem
HL0-45 i PF.
11. Spawanie złącza egzaminacyjnego o średnicy powyżej 25mm uprawnia do
spawania rur i blach.
12. Spawanie złącza egzaminacyjnego o średnicy poniżej 25mm uprawnia do spawania
tylko rur.
13. Spawanie złącza egzaminacyjnego z blach uprawnia do spawania blach oraz rur o
średnicy D≥150 mm tylko dla pozycji PA, PB, PC.
14. Spawanie złącza egzaminacyjnego z blach uprawnia do spawania blach oraz rur o
średnicy D≥500 mm dla wszystkich pozycji.
15. Spoiny FW kwalifikują tylko FW.
16. Spoiny BW kwalifikują BW oraz FW (jeżeli w produkcji przeważają spoiny FW
należy wykonać złącza egzaminacyjne dla spoin pachwinowych).
Badania złączy egzaminacyjnych
1. Badania wizualne wg EN 970.
2. Badania radiograficzne wg EN 1435.
3. Próba zginania EN 910.
4. Próba łamania wg EN 1320.
W normie zawarto informacje na temat obowiązku wykonywania badań w zależności od
rodzaju spoin BW i FW oraz zastępowania badań np. radiograficznych badaniami
ultradźwiękowymi.
Egzamin poprawkowy
1. Jeśli złącze egzaminacyjne nie spełnia wymagań normy EN 287-1 spawacz
powinien wykonać nowe złącze egzaminacyjne,
2. Jeśli spawacz nie zdał egzaminu z powodu braku umiejętności, uważa się , że nie
jest on zdolny do spełnienia wymagań normy EN 287-1, bez dalszego przeszkolenia
przed egzaminem poprawkowym,
3. Jeśli spawacz nie zdał egzaminu z powodów metalurgicznych lub innych
zewnętrznych przyczyn nie związanych bezpośrednio z brakiem umiejętności
spawacza, wymaga się dodatkowego badania lub dodatkowych prób, aby określić
jakość i przydatność nowego materiału lub nowych warunków badań.
Okres ważności
1. Uprawnienia spawacza są ważne od dnia, w którym wszystkie wymagane badania
oceniono pozytywnie. Data ta może różnić się od daty wydania świadectwa.

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
26
2. Uprawnienia spawacza są ważne dwa lata, pod warunkiem, że świadectwo jest
podpisywane co sześć miesięcy przez pracodawcę/osobę nadzorującą i gdy
wszystkie niżej wymienione warunki są spełnione:
a) spawacz powinien być zatrudniony, w sposób możliwie ciągły. Dopuszcza się
przerwę, ale nie dłuższą niż 6 miesięcy,
b) praca powinna być zgodna z warunkami przeprowadzania egzaminu,
c) nie powinny istnieć ważne przyczyny do zakwestionowania umiejętności
spawacza.
Przedłużanie uprawnień
Ważność uprawnień można przedłużyć jeżeli zostaną spełnione następujące warunki:
1. Spoiny wykonywane przez spawacza spełniają wymogi jakościowe,
2. Protokół z badań np. dokumentacja z badań radiograficznych lub protokoły z prób
łamania z każdego półrocza pracy spawacza są przechowywane razem ze
świadectwem spawacza.
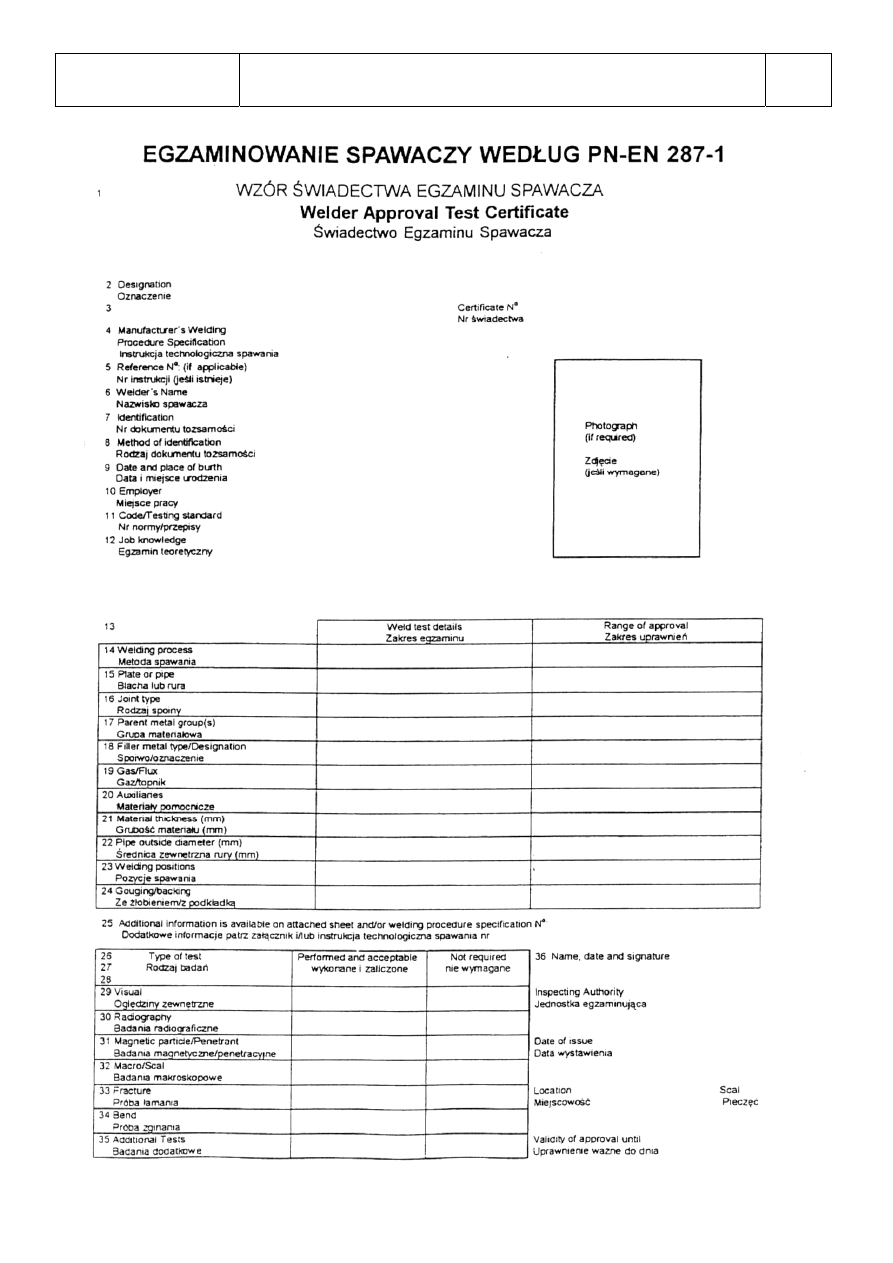
Świadectwo spawacza – oznaczenia
Na świadectwie spawacza powinny być podane następujące dane, w odpowiedniej
kolejności:
1. Numer normy wg , której jest egzaminowany – np. EN 287-1,
2. Zmienne zasadnicze, czyli:
a) metoda spawania wg EN ISO 4063,
b) rodzaj złącza: ze spoiną czołową (BW); ze spoiną pachwinową (FW),
c) półwyroby: blacha (P); rura (T),
d) grupa materiałowa wg CR ISO 15608,
e) spoiwo,
f) wymiar złącza egzaminacyjnego: grubość (t) i średnica rury (D),
g) pozycje spawania wg ISO 6947,
szczegóły dotyczące rodzaju spoiny
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
27
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
28
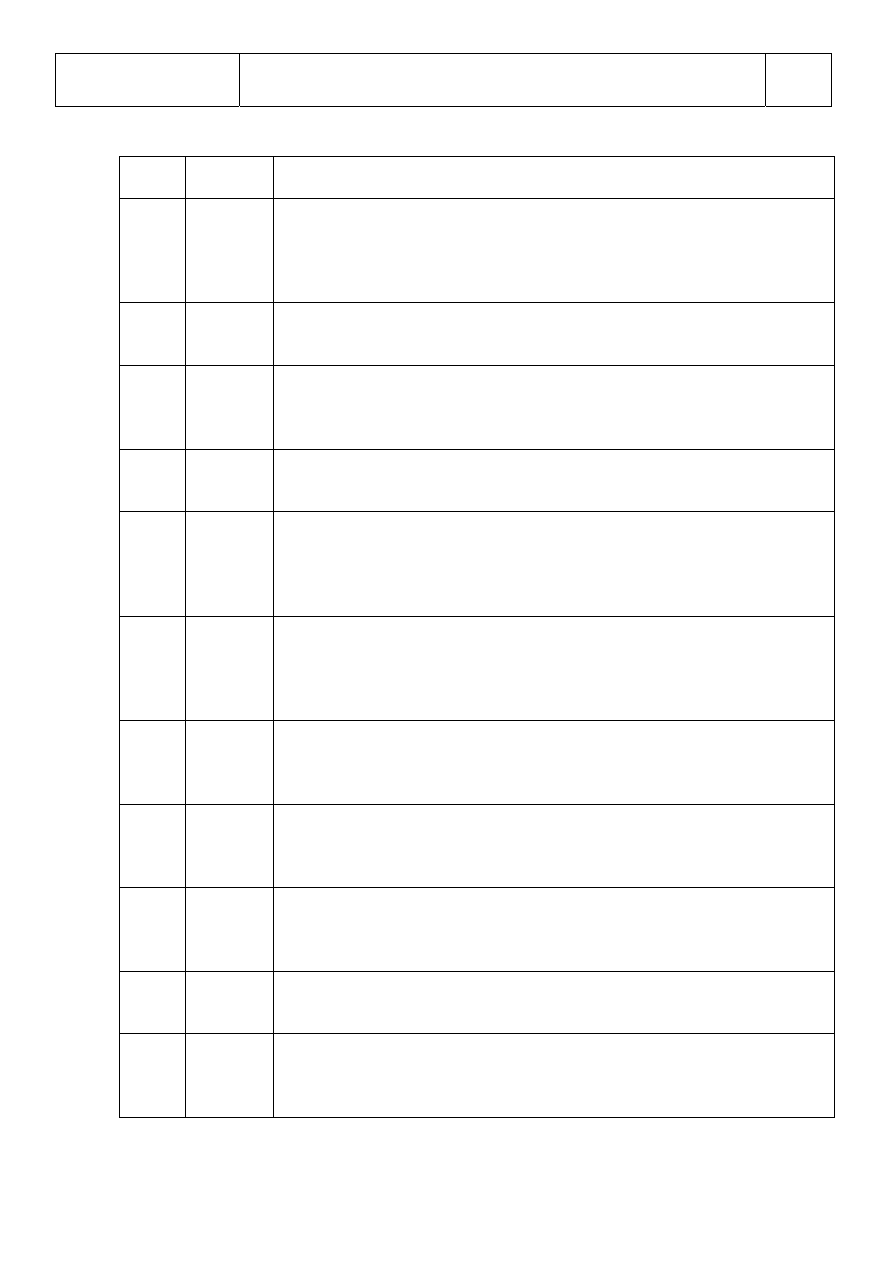
Przykłady oznaczenia uprawnień z zakresem uzyskanych kwalifikacji
Uprawnienia spawacza:
EN 287-141 T BW 5 S t5,0 D60 PF ss nb
EN 287-141 T BW 5 S t5,0 D60 PC ss nb
Objaśnienie Zakres
uprawnień
141 Metoda
spawania Spawanie
metodą TIG
141
T
Rura
- T,
P
BW Spoina
czołowa -
BW,
FW
5 Grupa
materiałowa
wg CR ISO 15608
Materiał grupy 5:
Stale Cr-Mo bez wanadu o
zawartości węgla
C≤ 0,35%
1, 2, 3, 4, 5, 6, 7, 9.1, 11
S Spoiwo
Drut
lity
S
t5,0 Grubość Grubość materiału: 5 mm
Od 3 do 10
D60 Średnica zewnętrzna
rurowego złącza
egzaminacyjnego
Średnica zewnętrzna rury:
60 mm
≥30
PF
PC
Pozycja spawania
Spoina czołowa w złączu z
rur, rura nieruchoma, oś
pionowa, oś pozioma
Wszystkie pozycje z
wyjątkiem PG oraz J-L045
ss nb Szczegóły
wykonania złącza
Spawanie jednostronne bez
podkładki,
wielowarstwowe
ss, nb; ss, mb; bs
Dla FW: sl, ml
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
29
Przykład oznaczeń
Uprawnienie spawacza: EN 287-141/135 T BW 1.2 S t20 (5/15) D200 PA ss nb
Objaśnienie Zakres
uprawnień
141 Metoda
spawania Spawanie
metodą TIG
(ścieg graniowy 2warstwy)
Spawanie metodą MAG
(ściegi wypełniające)
141
135, 136 (tylko M)
T
Rura
- T,
P
BW Spoina
czołowa -
BW,
FW
1.2 Grupa
materiałowa
wg CR ISO 15608
Materiał grupy 5:
Stale Cr-Mo bez wanadu o
zawartości węgla
C≤ 0,35%
1.1, 1.2, 1.4,
S Spoiwo
Drut
lity
141:S
135:S
136: tylko M
T20 Grubość Grubość materiału: 5 mm
141: t= 3 do 10 mm
135: t≥5 mm
141/135: t≥5 mm
D200 Średnica zewnętrzna
rurowego złącza
egzaminacyjnego
Średnica zewnętrzna rury:
60 mm
≥100
PA
Pozycja spawania
Spoina czołowa w złączu z
rur, rura nieruchoma, oś
pionowa, oś pozioma
PA, PB
ss nb Szczegóły
wykonania złącza
Spawanie jednostronne bez
podkładki,
wielowarstwowe
141: ss, nb; ss, mb; bs
135: ss, mb, bs
136 (tylko M)
Dla FW: sl, ml
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
30
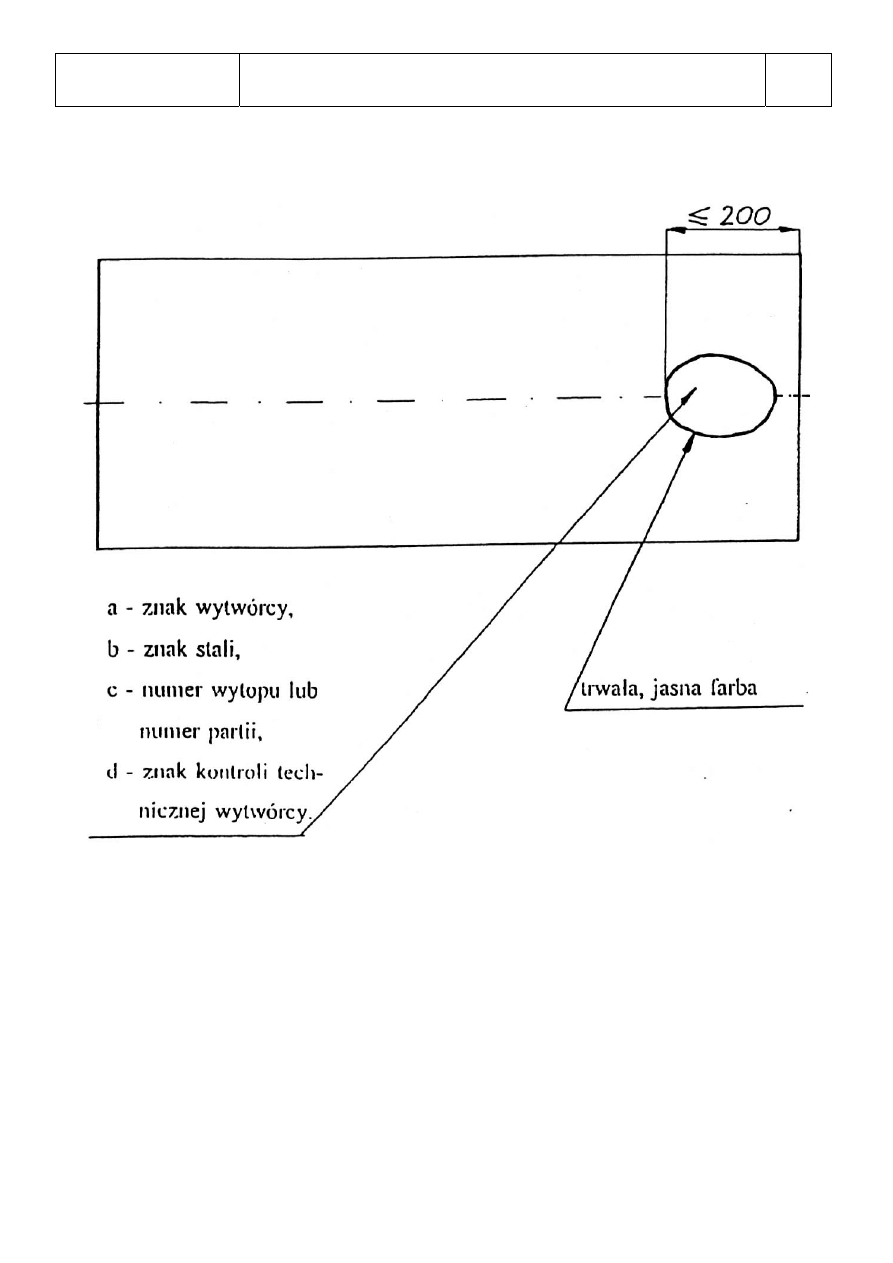
Znakowanie stali
Podczas dzielenia materiału wszystkie znaki stali należy przenieść
w sposób trwały na elementy, które zostały po danym procesie.
Materiał musi być łatwo identyfikowalny.
Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
31
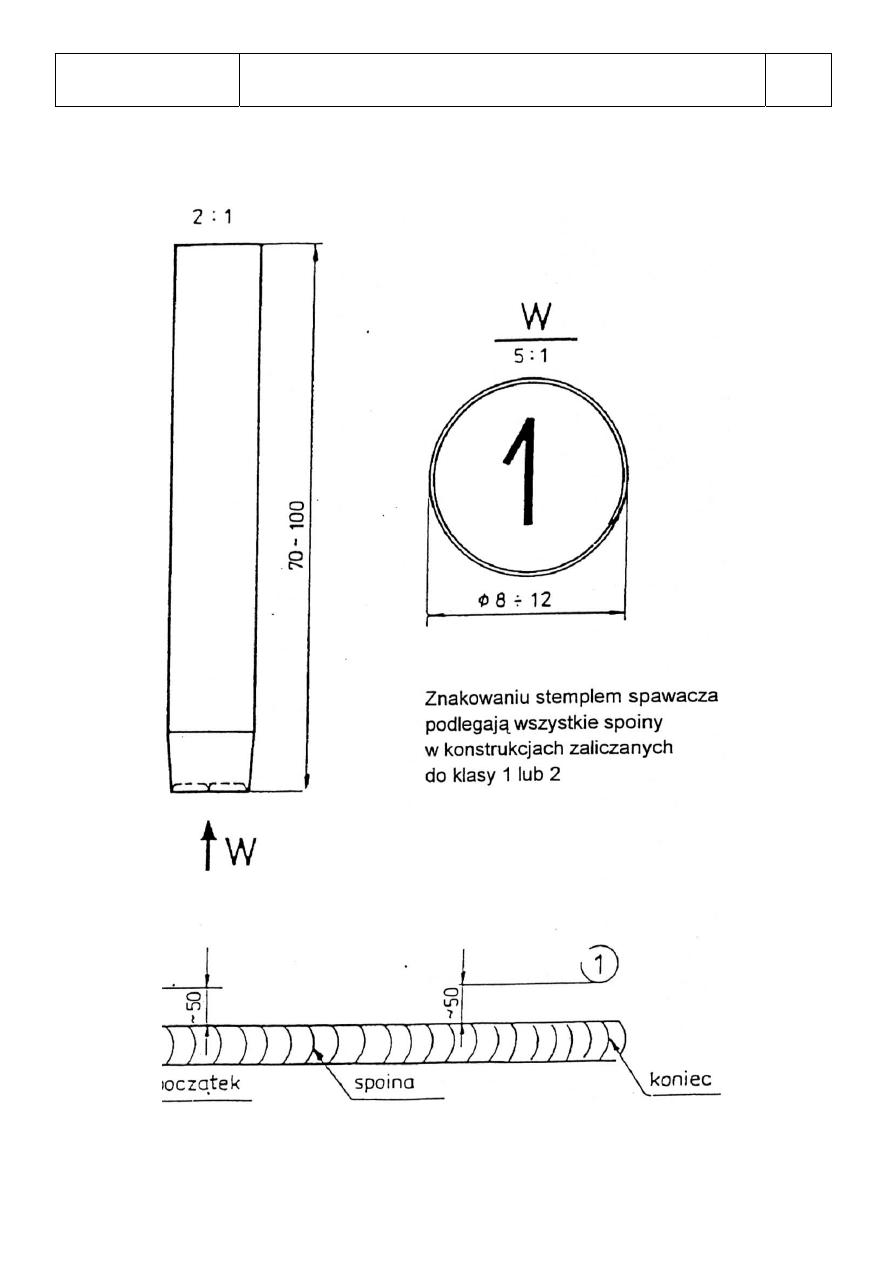
Znakowanie spoin

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
32
11. Kwalifikowanie operatorów wg PN-EN 1418: 2000
Spajanie automatyczne – spajanie podczas które wszystkie operacje przebiegają
automatycznie. Ręczne regulowanie zmiennych podczas spajania jest niemożliwe.
Spajanie w pełni zmechanizowane - spajanie podczas które wszystkie ważniejsze
operacje przebiegają (z wyjątkiem transportu przedmiotu spawanego). Ręczna regulacja
zmiennych podczas spawania jest możliwa.
Uprawnieni są nadawane na podstawie:
1. Badania technologii spajania (badania uznania technologii spawania wg
odpowiedniego arkusza w tym przypadku PN-EN 288-3; 4. Warunek uzyskania
uprawnień: musi realizować proces na tym samy urządzeniu).
2. Badania przedprodukcyjnego lub produkcyjnego technologii spajania (badania
zgodnie z PN-EN 288-8. Warunek uzyskania uprawnień: operator prace musi
realizować na tym samym urządzeniu).
3. Na podstawie badania losowego (badania próbek reprezentujących wyroby muszą
dać wynik pozytywny. Warunek uzyskania uprawnień: operator prace musi
realizować na tym samym urządzeniu przy zastosowaniu tej samej metody).
4. Na podstawie badania funkcjonowania. Nadanie uprawnień obejmuje następujące
elementy:
a) widomości o wzajemnej zależności pomiędzy odchyleniami parametrów a
wynikami spajania.
b) nadzorowanie nastawienia parametrów zgodnie z WPS.
c) Sprawdzenie danych zgodnie z WPS dotyczących użytkowania urządzenia,
d) Omówienie każdej usterki, która wpływa na proces spajania.
Każdy egzamin może być rozszerzony o wiedzę teoretyczną z danej metody spawania lub
procesu.
12. Kalibracja i walidacja przyrządów pomiarowych
Kontrola przyrządów pomiarowych związana jest z:
1. Legalizacją – to sprawdzenie, stwierdzeni i poświadczenie przez organ
administracji miar, że przyrządy pomiarowe spełniają wymagania przepisów
metrologicznych i mogą być stosowane do określonych celów. Dowodem
legalizacji jest cecha umieszczona na przyrządzie lub świadectwo legalizacji.
Wzory cech legalizacji określa Prezes Głównego Urzędu Miar.
2. Uwierzytelnianiem - sprawdzenie, stwierdzeni i poświadczenie, że przyrząd
pomiarowy spełnia wymagania metrologiczne ustalone w przepisach, normach,
zaleceniach lub innych stosownych dokumentach. Jego wskazania zostały
odniesione do państwowych wzorców jednostek miar i są z nimi zgodne w

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
33
granicach określonych błędów Dowód uwierzytelniania jest cecha. Wzór cechy
określa Prezes Głównego Urzędu Miar.
3. Zatwierdzeniem typu – to decyzja Prezesa Głównego Urzędu Miar, która
dopuszcza przyrządy danego typu do legalizacji, uwierzytelnienia lub użytkowania
w kraju. Podejmowana jest na bazie badań prototypów lub egzemplarzy
produkcyjnych tych przyrządów, jeżeli spełniają odpowiednie wymagania.
Wytyczne odnośnie walidacji, kalibracji podane są w odpowiednich normach i ich
arkuszach dotyczących jakości (normy z serii ISO 9000 oraz jakości w spawalnictwie
(PN-EN 729, PN-EN 3834).
Walidacja: Potwierdzenie zgodności zaprojektowanego wyrobu z
potrzebami odbiorcy, dokonane przez niego na podstawie badań
przeprowadzonych w rzeczywistych warunkach
Dokumenty kontrolne z badań przeprowadzonych przez personel upoważniony przez
wytwórcę, który może należeć do działu produkcyjnego
Zaświadczenie o jakości 2.1 – dokument potwierdzający, że wyroby są zgodne z
wymaganiami zamówienia bez podania wyników badań.
Atest 2.2. – dokument, w którym wytwórca zaświadcz, ze wyroby sa zgodne z
wymaganiami zamówienia i podaje wyniki kontroli wewnętrznej wyrobów.
Atest specjalny 2.3. – wytwórca zaświadcza, że dostarczone wyroby sa zgodne z
wymaganiami zmówienia i podaje wyniki kontroli odbiorczej na wyrobach z danej partii.
Dokumenty kontrolne z badań przeprowadzonych lub nadzorowanych przez
upoważniony personel niezależny od wydziału produkcyjnego, na podstawie kontroli
odbiorczej
3.1 Świadectwo odbioru – dokument sporządzony w oparciu o kontrolę i badania
odbiorcze przeprowadzone na podstawie wymagań zamówienia lub oficjalnych aktów
prawnych i związanych z nimi warunków technicznych.
Świadectwa odbioru:
Świadectwo odbioru 3.1.A. – wystawia i potwierdza inspektor kontroli, wyznaczony
oficjalnym aktem prawnym (zgodnie z warunkami technicznymi w nim zawartymi).

Politechnika Gdańska
KTMMiS WM
KURS MIĘDZYNARODOWEGO/EUROPEJSKIEGO INŻYNIERA
SPAWALNIKA (IWE/EWE)
Kontrola jakości podczas produkcji
4.2
34
Świadectwo odbioru 3.1 B. – wystawia wydział kontroli wytwórcy niezależny od wydziału
produkcyjnego i potwierdza upoważniony przedstawiciel wytwórcy, niezależny od
wydziału produkcyjnego.
Świadectwo odbioru 3.1.C. – wystawia i potwierdza upoważniony przedstawiciel
zamawiającego na podstawie wymagań zamówienia.
3.2 Protokół odbioru 3.2. – świadectwo odbioru, które potwierdzają na podstawie
uzgodnienia upoważnienia przedstawiciele wytwórcy i zamawiającego.
Literatura:
1. Szczok E., Nosal M.: Procedury i instrukcje w systemie jakości uwzględniające
zagadnienia dotyczące spawalnictwa. Seminarium, IS w Gliwicach, 2000.
2. Czuchraj J., Świdergoł S.: Podstawy organizacji kontroli jakości w spawalnictwie.
IS w Gliwicach, 2003.
3. Kurpisz B.: zmiany zasad egzaminowania spawaczy stali w znowelizowanej normie
EN 287-1:2004. Biuletyn IS nr 1/2005.
4. Rudko M.: Kwalifikowanie technologii spawania wg EN ISO 15614-1. Materiały
szkoleniowe UDT. Gdańsk 2004.
5. Praca zbiorowa pod red. Ferenca K.: „ Technika Spawalnicza w praktyce”, rozdz.9,
Wydawnictwo VERLAG DASHOFER Sp. z o.o., 2006.
6. Normy z Serii PN-EN ISO 15607 do 15614
7. PN-EN 287-1: 2005
8. PN-EN 1418: 2000
Document Outline
- INSTRUKCJA SPAWALNICZA PRODUCENTA
- Process
- Voltage
- Rodzaj połączenia
- Próba udarności
- Stale chromowo- molibdenowo- wanadowe
- Zakres uznania dla stali (system podziału materiałów wg CR ISO 15608)
- Tabela 9. Zakres uznania grubości dla spoin czołowych wymiary w mm
- Tabela 10. Zakres uznania dla grubości materiału i wysokości spoiny pachwinowej wymiary w mm
- Tabela 11. Zakres uznania dla średnic rur i odgałęzień rurowych wymiary w mm
- Średnica próbki do badań Da
- Zakres uznania
- D(25
- 0,5D(2D
- D>25
- (0,5D (25mm min.)
- a D jest średnicą zewnętrzną rury lub średnicą odgałęzienia rurowego
- Oznaczenia w złączach egzaminacyjnych
- Oznaczenia dla materiałów dodatkowych (obejmują również gazy i topniki):
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron