KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 1
STALE NISKOSTOPOWE DO PRACY W
BARDZO NISKICH TEMPERATURACH
EWE III
4 godz.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 2
Normalne temperatury eksploatacji w strefie umiarkowanej do –40 st.C.
W pewnych obszarach konstrukcje pracują w temperaturze do –60 st.C.
Niektóre konstrukcje mają kontakt z zimnymi mediami, których temperatura jest
znacznie niższa.
Spośród różnych materiałów (stopy miedzi, aluminium, itp. najszersze zastosowanie
znalazła stal.
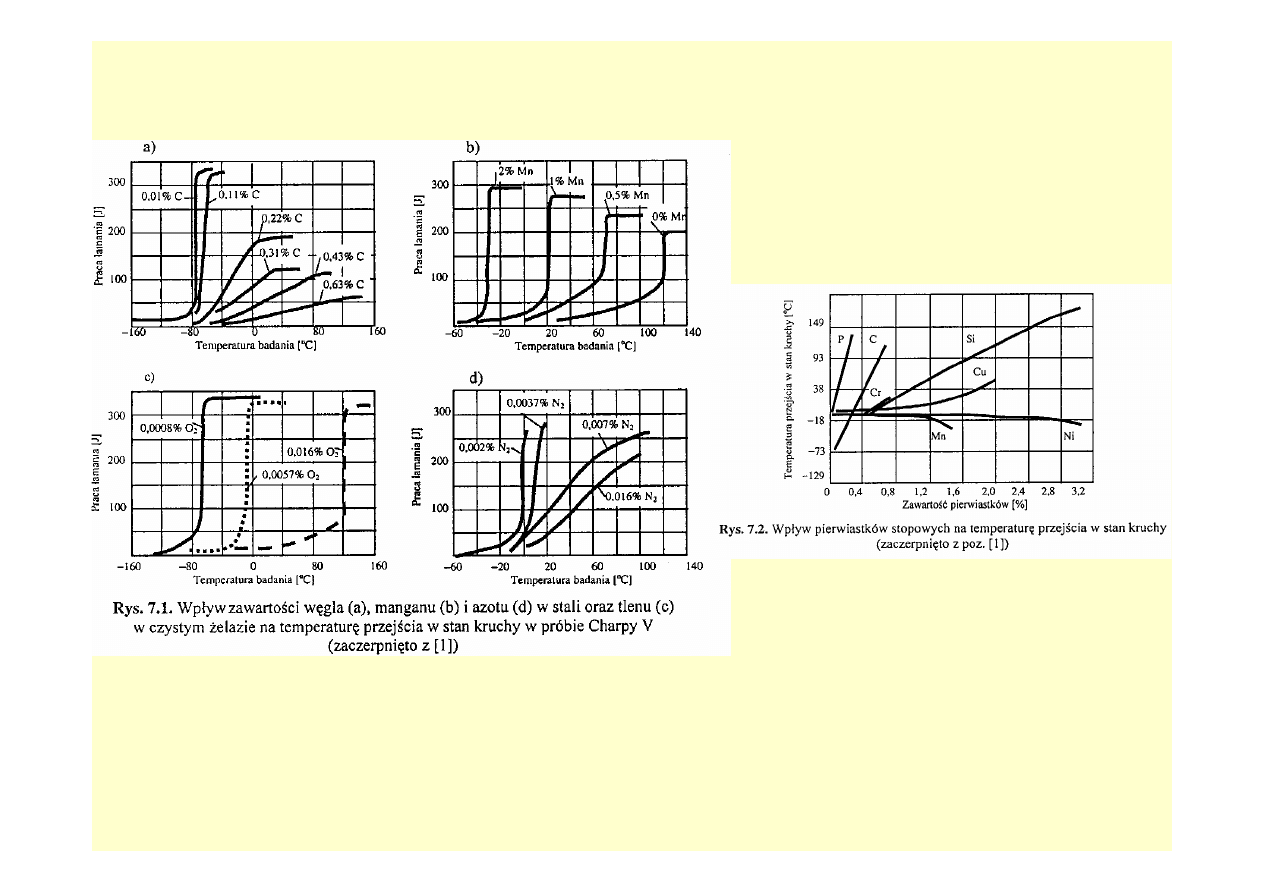
Podstawowe kryterium przydatności do pracy w niskiej temperaturze jest:
-temperaturą przejścia w stan kruchy, mierzona różnymi parametrami:
- udarność -KV,
- parametry mechaniki pękania - K, CTOD, J.
Temperatura przejścia w stan kruchy jest charakterystyczna dla struktury ferrytycznej.
Nie wykazuje tego struktura austenityczna, lub wykazuje w bardzo małym stopniu.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 3
Konstrukcje narażone na niskie temperatury:
1.
eksploatowane w warunkach arktycznych: lodołamacze, koparki, dźwigi
2.
statki do przewozu ciekłych gazów skroplonych: LPG (-50C), LNG (-
160C)
3.
Zbiorniki do magazynowania ciekłych, skroplonych gazów,
4.
Cysterny przewożące gazy skroplone,
5.
Elementy instalacji chłodzących lub odgazowujących.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 4
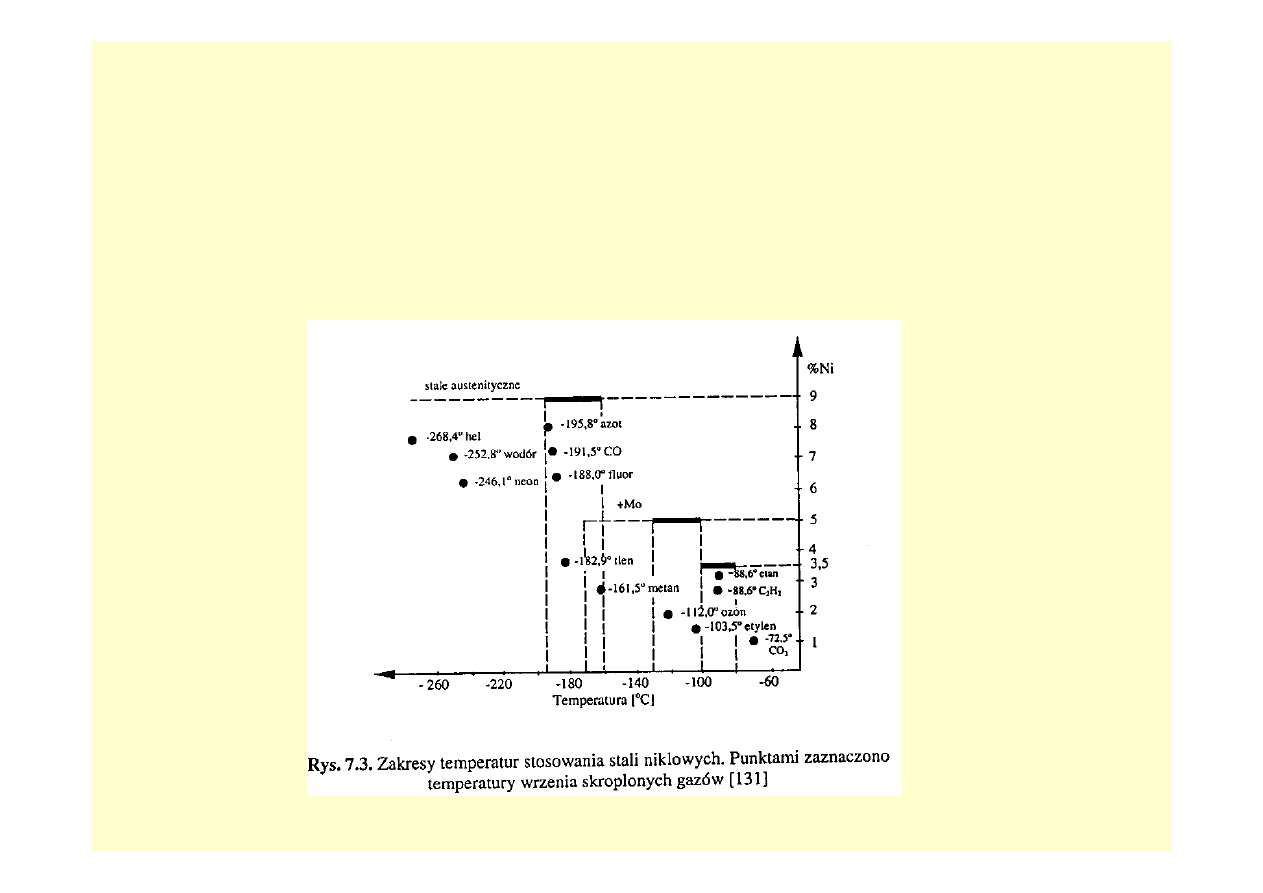
Wpływ podstawowych składników na temperaturę przejściową stali
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 5
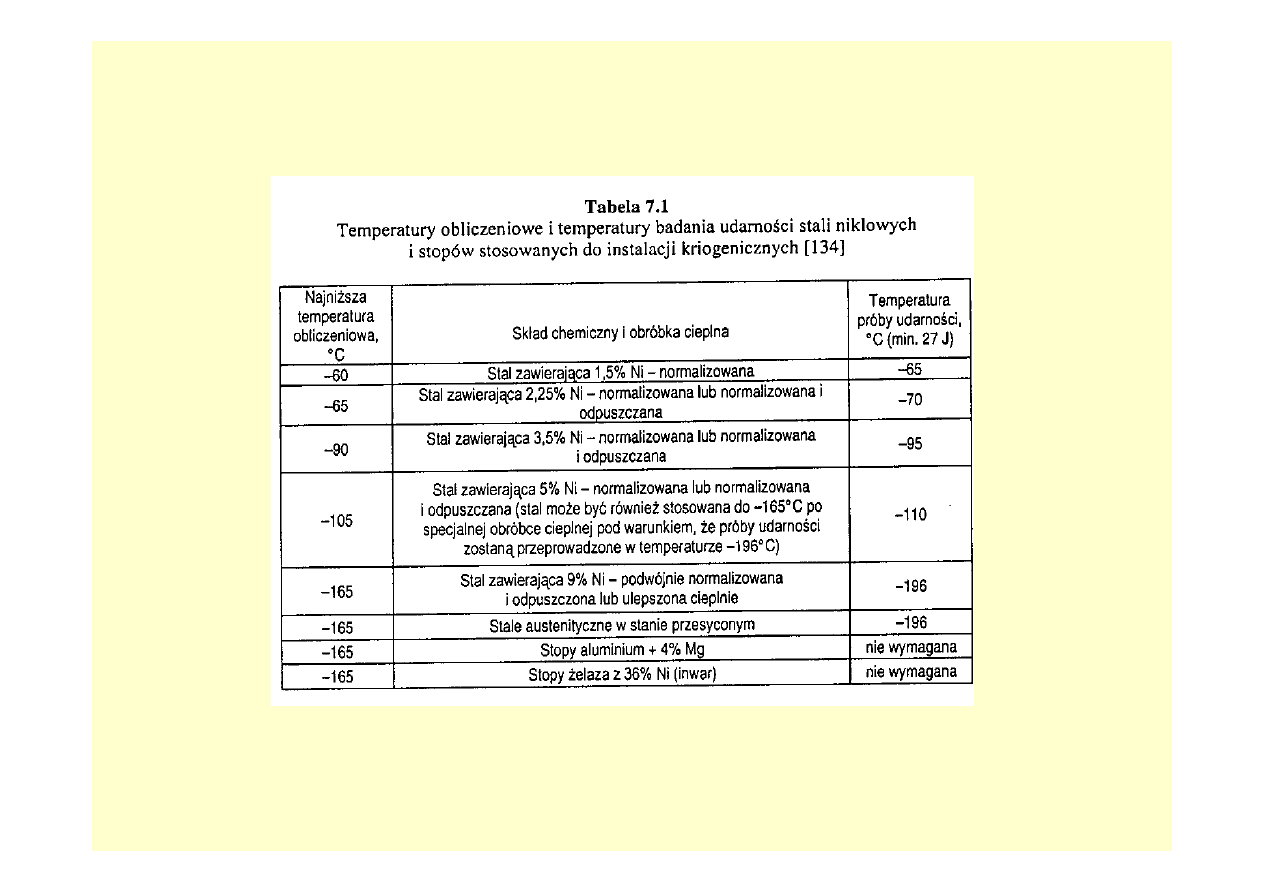
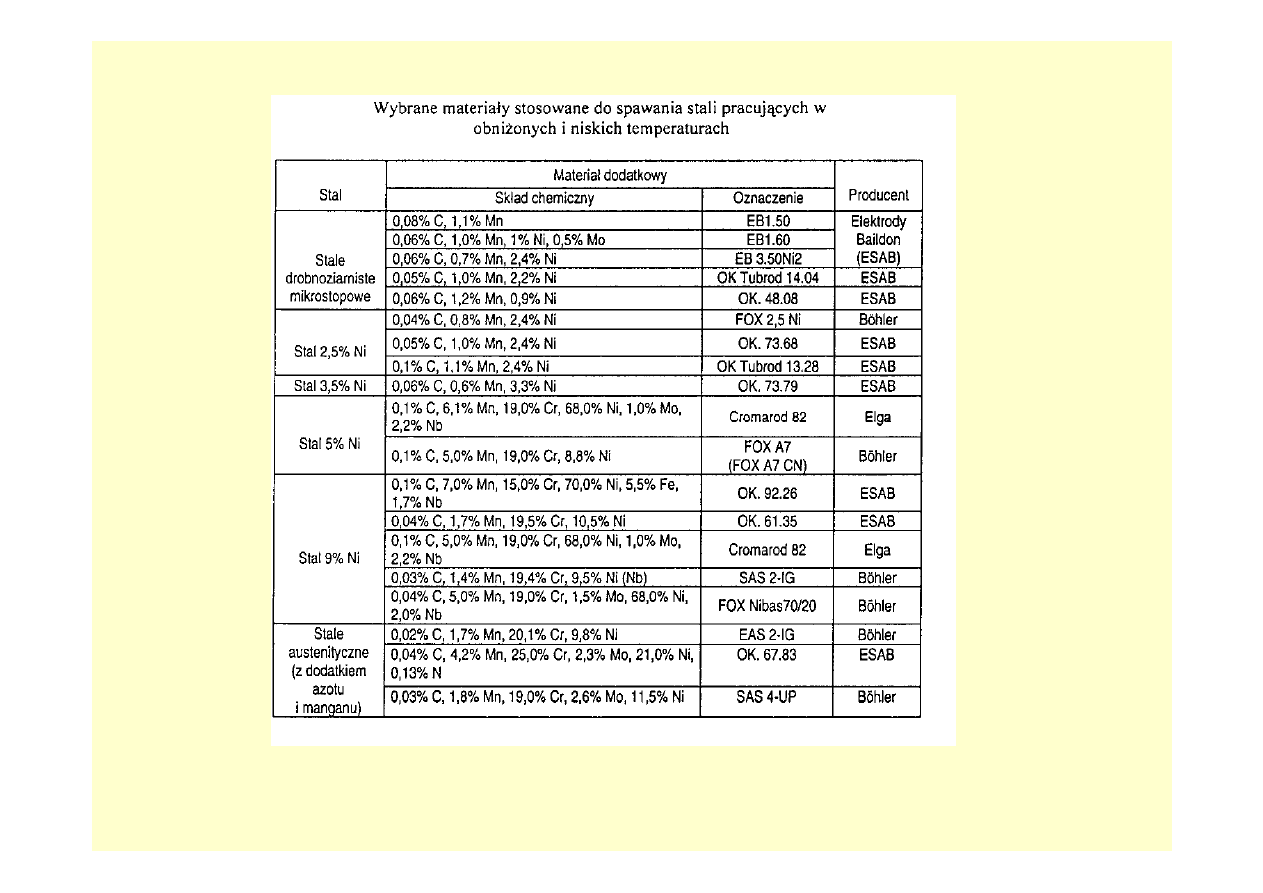
Grupy stali przeznaczonych do zastosowań niskotemperaturowych:
1.
Stale niskowęglowe uspokojone, drobnoziarniste odmiany plastyczności E
wg towarzystw Klasyfikacyjnych (min. 27J w –30 st.C)
2.
Stale mikrostopowe z Nb stosowane do budowy zbiorników na gazy płynne
oraz na konstrukcje pracujące w warunkach arktycznych (15G2ANb)
3.
Stale ulepszane cieplnie niskostopowe i wysokostopowe o różnym zakresie
temperatur przejścia w stan kruchy
4.
Stale niklowe o zawartości 2,5% Ni – stosowane na zbiorniki ciekłego
propanu (-42 st.C)
5.
Stale o zawartości 3,5% Ni – na zbiorniki CO2 (-78st.C) i etanu (-89st.C)
6.
Stale o zawartości 9% Ni – zbiorniki etylenu (-104st.C) oraz azot (-196st.C)
7.
Stale austenityczne 18%Cr-8%Ni w zależności od stabilizacji austenitu – do
temperatury –253st.C (wodór), -270st.C (hel)
8.
Stopy żelazo-nikiel typu Inwar, gdy wymagana jest duża stabilność
wymiarowa
9.
Stopy Al+4,5Mg
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 6
Typowe zakresy zastosowań niskotemperaturowych:
-stale do pracy przy temp. obniżonych, do około –60st.C
-Stale niskotemperaturowe, do około –100st.C
-Stale i stopy kriogeniczne, pracujące poniżej –100st.C.
-Zastosowania na zbiorniki skroplonych gazów:
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 7
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 8
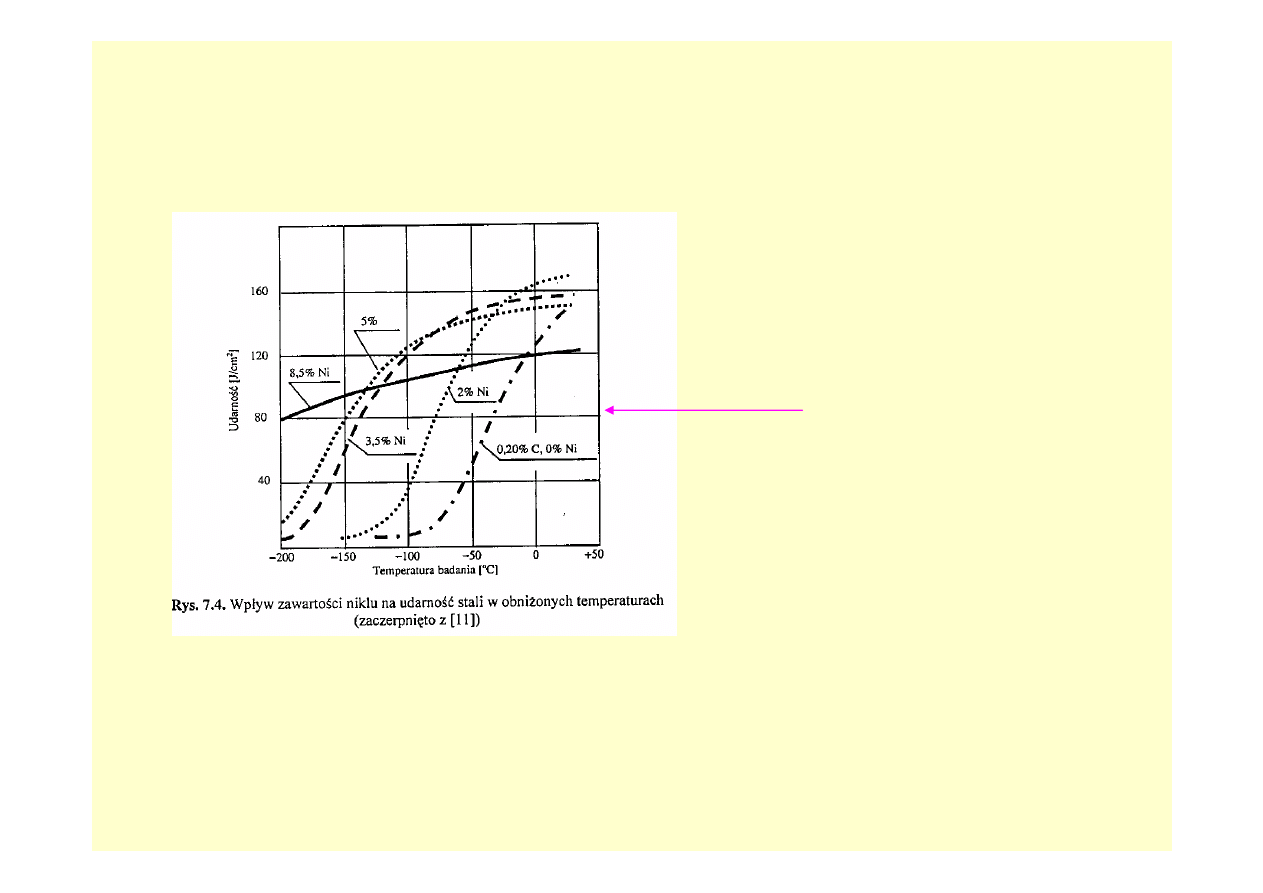
Wpływ niklu na ciągliwość stali:
80J – udarność zadawalająca
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 9
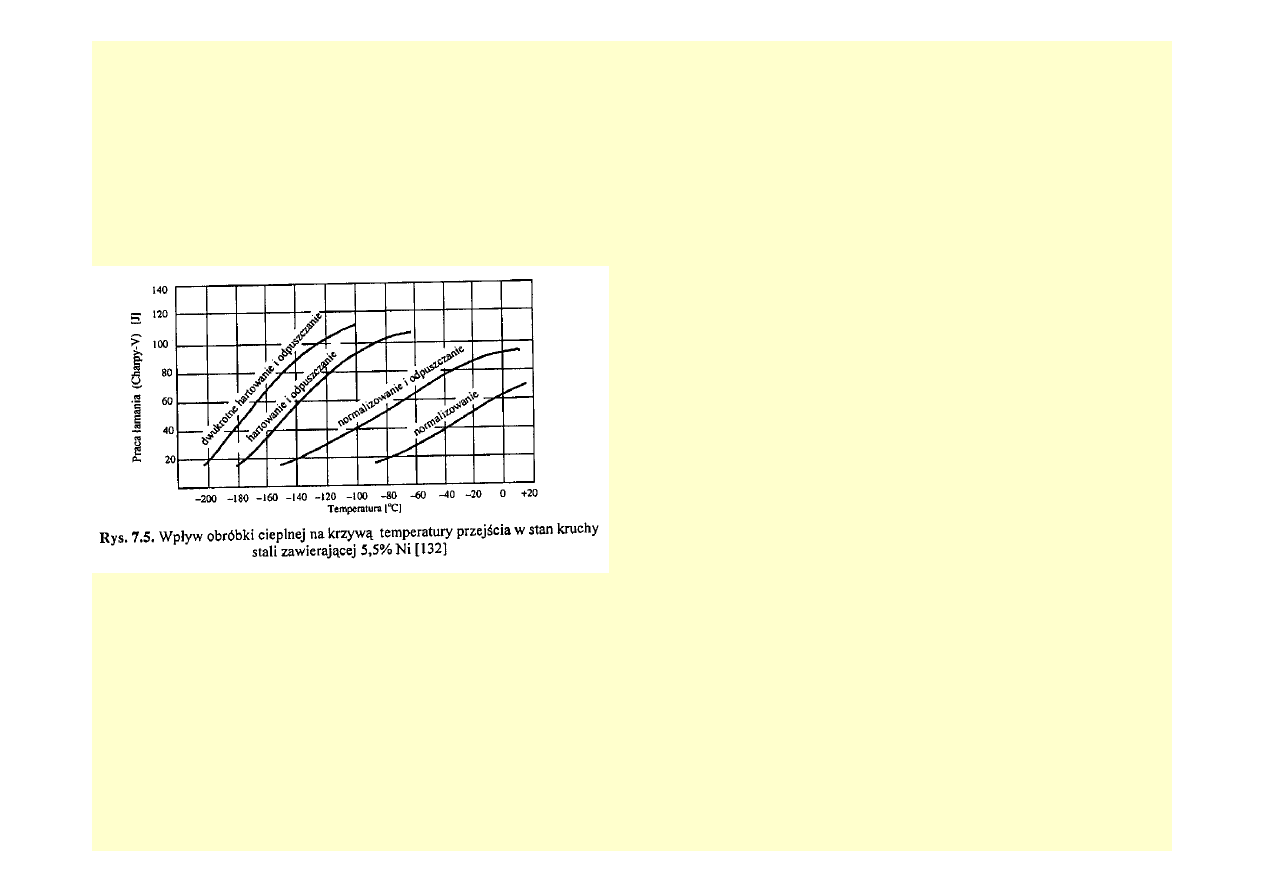
Dla stali 9%Ni zastosowanie obróbki cieplnej daje
możliwość stosowania do –200st.C
Obróbka cieplna:
1.
-normalizowanie 900st.C
-Normalizowanie 790st.C (niezupełne
przekrystalizowanie- ferryt+austenit –powolny spadek
udarności z temp.)
-Wyżarzanie 565st.C, min. 2 godz.
2.
Dwukrotne hartowanie + odpuszczanie (jeszcze lepsze
własności ciągliwe)
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 10
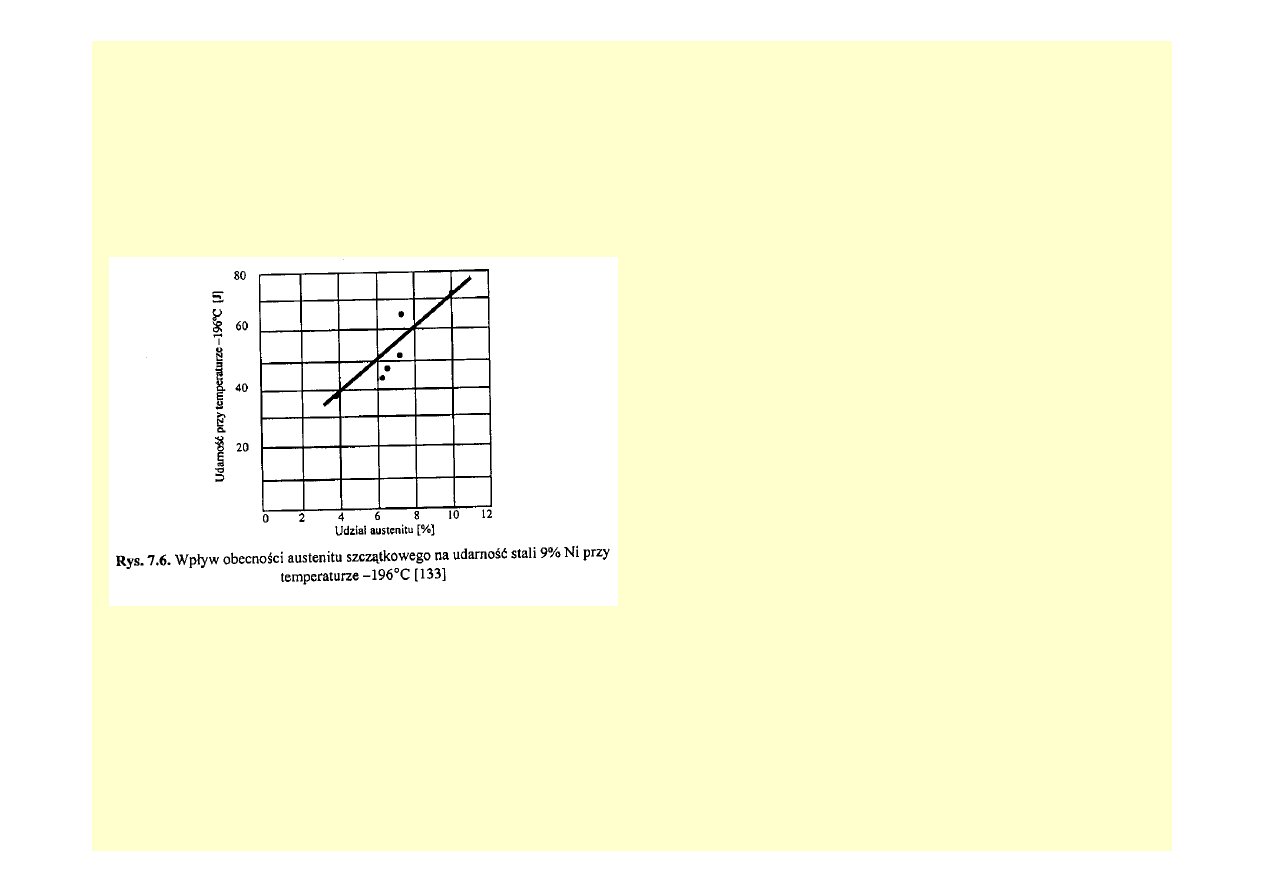
Wpływ austenitu szczątkowego na udarność stali 9%Ni w niskich temperaturach
Im większa zawartość austenitu szczątkowego,
międzylistwowego, tym wyższa udarność.
Płytkowy austenit powstały w czasie
wygrzewania w 790st.C istnieje między listwami
martenzytu. W czasie odpuszczania austenit ulega
częściowej sferoidyzacji – polepsza się udarność,
lecz może być niekorzystna, gdy istnieje
narażenie na działanie wodoru (powoduje to
spadek udarności). W takim przypadku stosuje
się nagrzewanie wielocykliczne szybkie – np.
przy spawaniu TIG.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 11
Spawalność stali do pracy w niskich temperaturach
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 12
Stale te zawierają mało zanieczyszczeń, mało węgla, posiadają niski równoważnik węgla.
Nie występuje tu problem pękania na zimno.
Problemem jest uzyskanie odpowiedniej udarności w określonej temperaturze.
-Należy zastosować specjalne materiały dodatkowe dające metal spoiny o odpowiedniej
udarności.
-Należy stosować odpowiednią technologię spawania, zapewniającą spełnienie wymagania
j.w w spoinie i SWC.
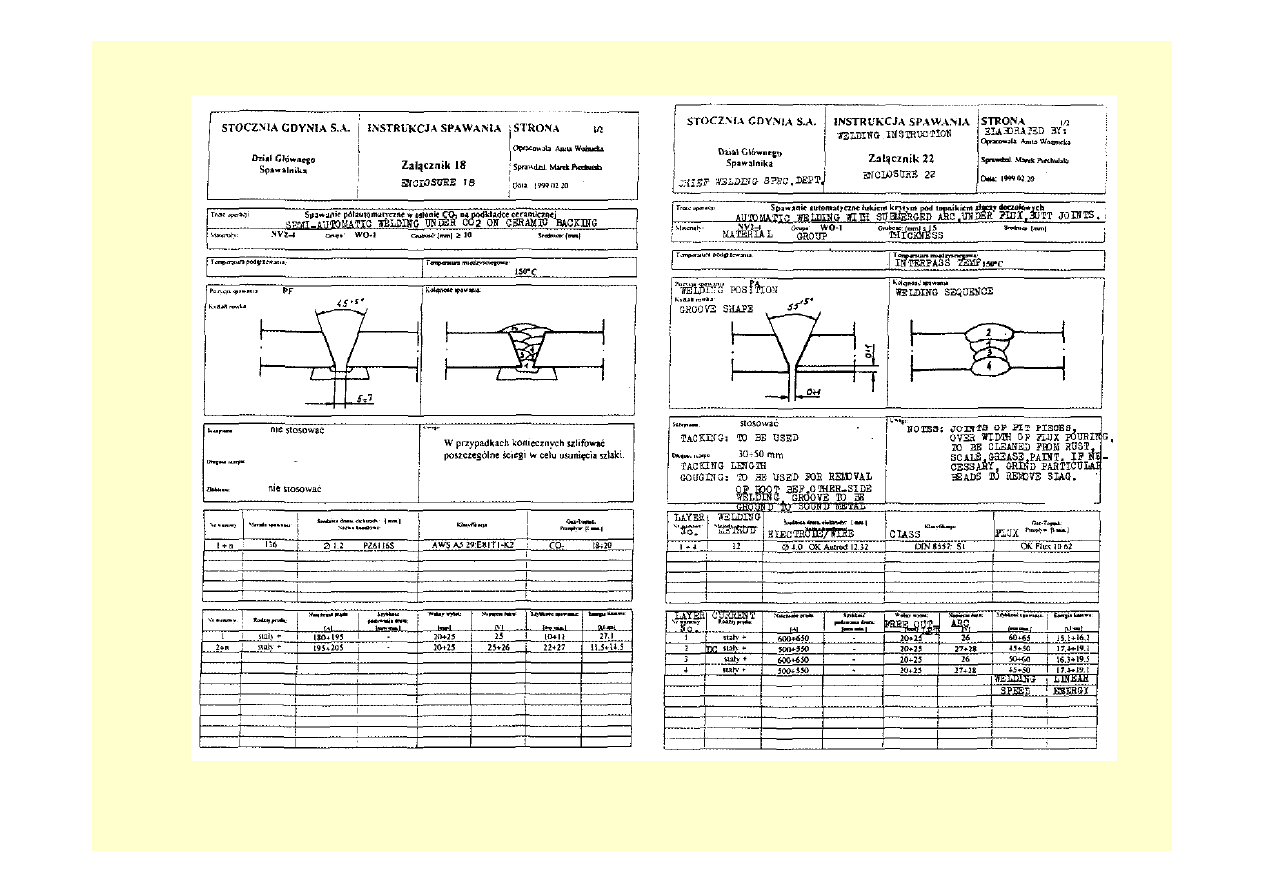
Np. spawanie stali 15G2ANb – prowadzi się:
-techniką wielościegową,
-Mała energia liniowa spawania.
Daje to drobnoziarnistą strukturę wyżarzoną kolejnymi ściegami.
Dla ograniczenia skłonności do pękania na gorąco należy ograniczyć temperaturę
międzyściegową do około 150 st.C
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 13
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 14
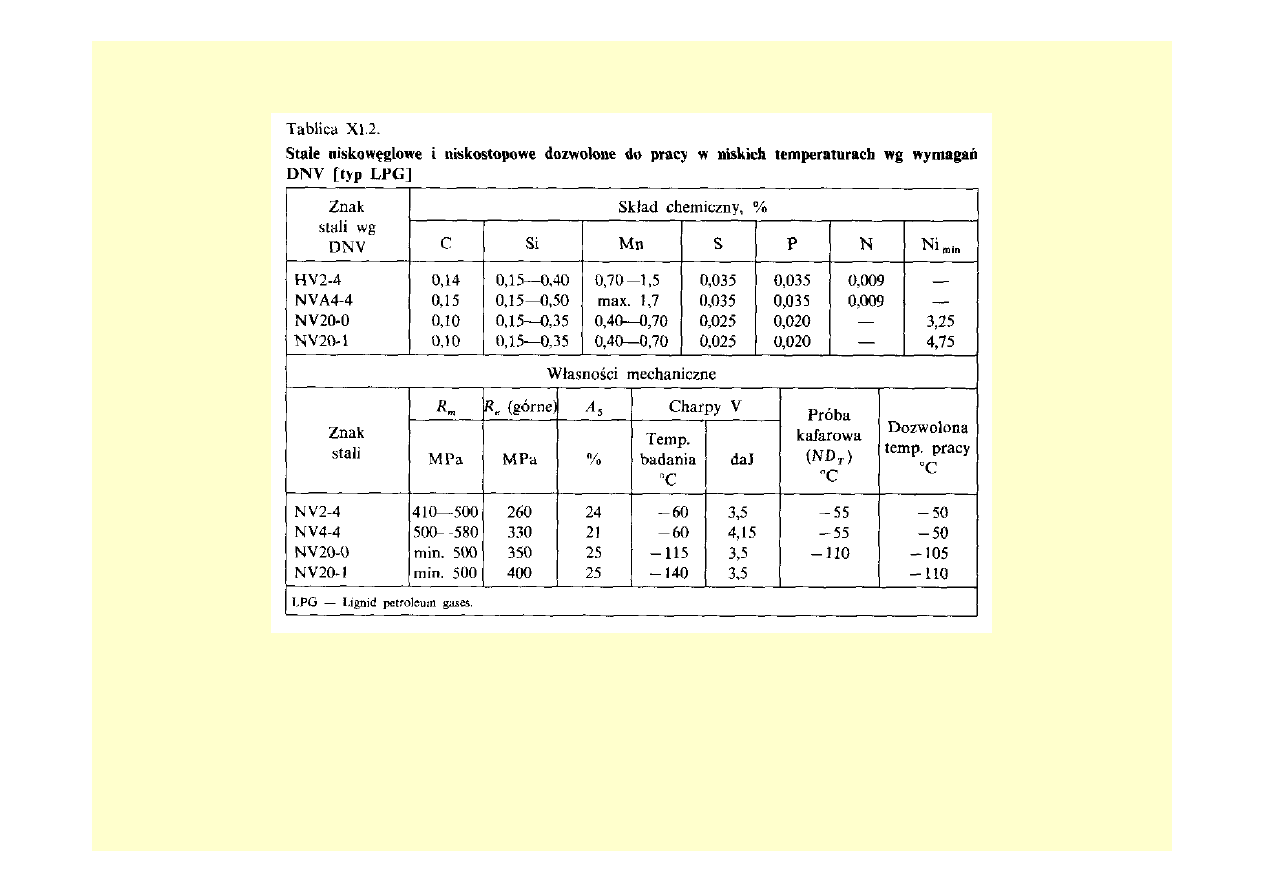
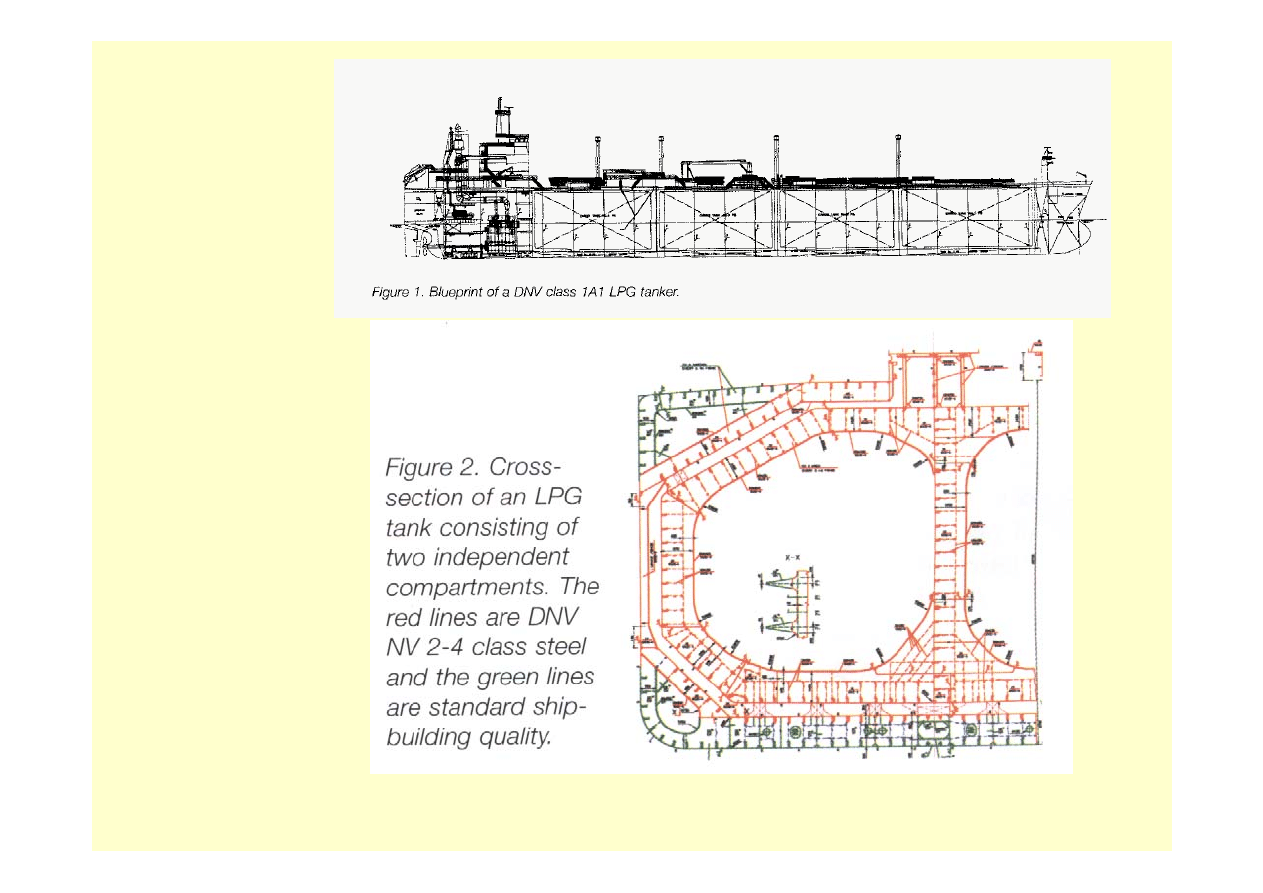
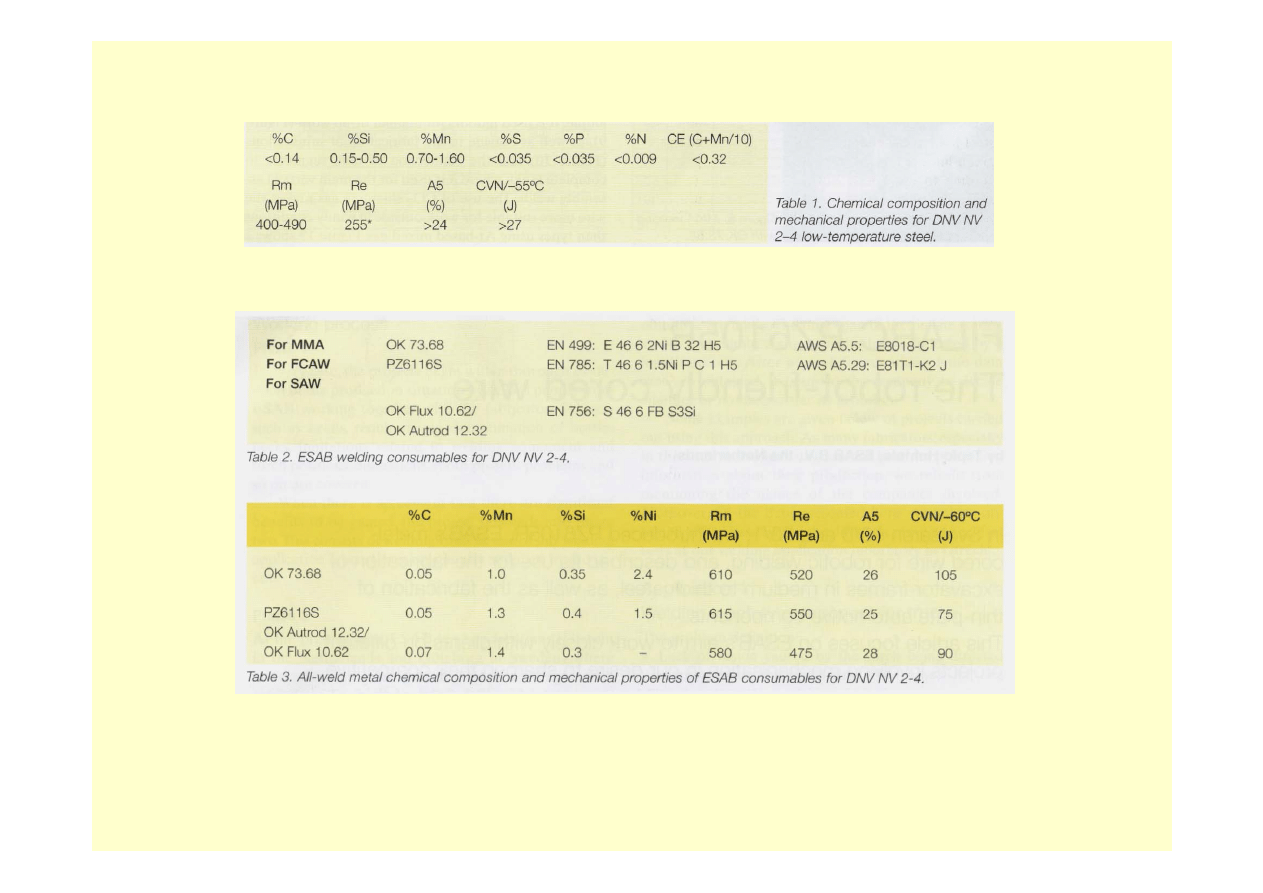
Przykład
zastosowania stali
NV 2-4 na
zbiorniki LPG
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 15
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 16
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 17
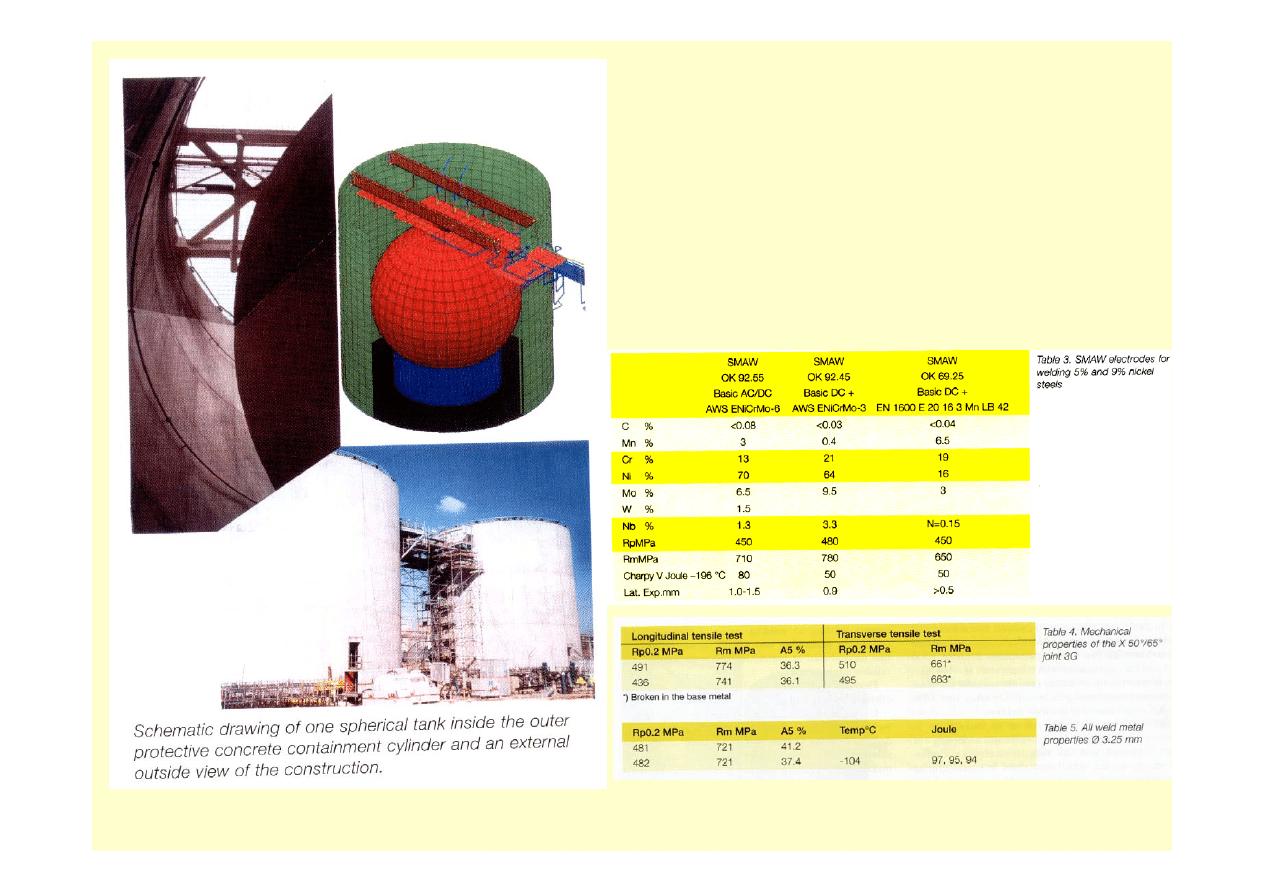
Spawanie stali 5-9%Ni
–wszystkie metody spawania,
-materiały dodatkowe o składzie chem. MR, lub na
bazie Ni albo Cr-Ni lecz trudno osiągnąć
Re>530MPa,
-specjalne materiały dodatkowe –0,05%C,
12,25%Mn, 18,2%Cr, 2,6%Mo, 12,8%Ni, 0,15%N.
-Do g=35mm odprężanie nie jest wymagane, gdyż
może wywoływać kruchość odpuszczania,
-energia liniowa<3kJ/mm, temp. podgrz.
wstępnego< 100-150st.C.
- zauważa się nieznaczny wzrost HV w SWC
Spawanie stali 2,5 i 3,5%Ni
-MMA, prąd stały +
-MIG (argon, mieszanki)
-Materiały dodatkowe-skład jak MR
-Stale 3,5%Ni – skłonność do pękania zimnego dla
dużych grubości – konieczne podgrzewanie wstępne,
utrzymanie min. Temp. międzyściegowej, elektrody
niskowodorowe, suszone.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_13 18
Dwa zbiorniki kuliste na etylen- firma Tissot S.A.
Francja 1999r. Grubość ścianek 32,7mm
Elektrody OK92.55 fi 3,25; 4mm;
Warunki spawania:
J=100-140A, U=20-23V, v=4-12cm/min,
Tmax<100st.C. Ukosowanie X niesymetryczne kąty
rowka 50 s.t, 65st., ilość ściegów 18
Document Outline
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron