„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Michał Sylwestrzak
Montowanie maszyn i urządzeń precyzyjnych
731[03].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Jerzy Giemza
mgr inż. Igor Lange
Opracowanie redakcyjne:
mgr inż. Michał Sylwestrzak
Konsultacja:
mgr inż. Andrzej Zych
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[03].Z1.03
„Montowanie maszyn i urządzeń precyzyjnych”, zawartego w modułowym programie nauczania
dla zawodu mechanik precyzyjny 731[03].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Montaż obudów, szkieletów i prowadnic
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
14
4.1.4. Sprawdzian postępów
16
4.2. Montaż łożysk
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
24
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
27
4.3. Montaż sprzęgieł
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
35
4.3.3. Ćwiczenia
35
4.3.4. Sprawdzian postępów
37
4.4. Montaż przekładni
38
4.4.1. Materiał nauczania
38
4.4.2. Pytania sprawdzające
46
4.4.3. Ćwiczenia
46
4.4.4. Sprawdzian postępów
48
4.5. Montaż mechanizmów funkcjonalnych, elementów podatnych i optycznych
49
4.5.1. Materiał nauczania
49
4.5.2. Pytania sprawdzające
56
4.5.3. Ćwiczenia
56
4.5.4. Sprawdzian postępów
58
5. Sprawdzian osiągnięć
59
6. Literatura
65

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy i umiejętności dotyczących montażu
maszyn i urządzeń precyzyjnych.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś mieć już ukształtowane, aby
bez problemów opanować treści nauczania w ramach tej jednostki modułowej,
−
cele kształcenia, czyli wykaz umiejętności, jakie powinieneś nabyć podczas zajęć w ramach
tej jednostki modułowej,
−
materiał nauczania, czyli niezbędne minimum wiadomości teoretycznych, wymaganych do
opanowania treści jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś wymagane treści nauczania,
−
ćwiczenia, w których będziesz doskonalił umiejętności praktyczne w oparciu o wiedzę
teoretyczną, zaczerpniętą z poradnika i innych wskazanych źródeł,
−
sprawdzian osiągnięć, czyli przykładowy zestaw zadań i pytań; pozytywny wynik
sprawdzianu potwierdzi, że dobrze wykorzystałeś zajęcia i nabyłeś niezbędną wiedzę
i umiejętności z zakresu tej jednostki modułowej,
−
wykaz literatury uzupełniającej.
Poradnik ten ma być przewodnikiem, który wprowadzi Cię w tematykę montowania maszyn
i urządzeń precyzyjnych oraz wskaże szczegółowych treści, z którymi powinieneś się zapoznać.
Nie zastępuje podręczników, katalogów czy innych źródeł informacji, jak również wskazówek,
instrukcji i informacji udzielanych przez nauczyciela.
Na wcześniejszych etapach nauki nabyłeś umiejętności w zakresie m.in. przygotowania
stanowiska do prac montażowych i wykonywania różnego rodzaju połączeń, stosowanych
w mechanice precyzyjnej. W ramach realizacji tej jednostki modułowej nabędziesz umiejętności
w zakresie montażu typowych mechanizmów, wchodzących w skład maszyn i urządzeń
precyzyjnych.
Kolejno zostały omówione, w ramach odrębnych tematów:
−
montaż obudów, szkieletów i prowadnic,
−
montaż łożysk,
−
montaż sprzęgieł,
−
montaż przekładni,
−
montaż
mechanizmów
funkcjonalnych
(dźwigniowych, krzywkowych), elementów
podatnych, czyli sprężystych, oraz elementów optycznych.
Na końcu każdego tematu znajdują się pytania sprawdzające. Odpowiadając na nie
sprawdzisz stan opanowania danej partii materiału. Jeżeli stwierdzisz, że czegoś nie pamiętasz lub
nie rozumiesz, powinieneś wrócić do materiału nauczania i tam znaleźć odpowiedzi na pytania,
które sprawiły Ci kłopot.
Wykonanie ćwiczeń, zarówno przykładowych z poradnika, jak i innych, zaproponowanych
przez nauczyciela, pozwoli Ci lepiej zrozumieć i utrwalić nabytą wiedzę przez praktyczne
działanie.
Podsumowanie tematu stanowi sprawdzian postępów. Odpowiadaj uczciwie na postawione
w nim pytana. Znajomość własnych słabych stron jest kluczem do nadrobienia braków.
Przykładowy sprawdzian osiągnięć powinien być dobrym treningiem przed zaplanowanym
przez nauczyciela testem, podsumowującym poziom wiedzy i umiejętności nabytych przez Ciebie
w ramach realizacji całej jednostki modułowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
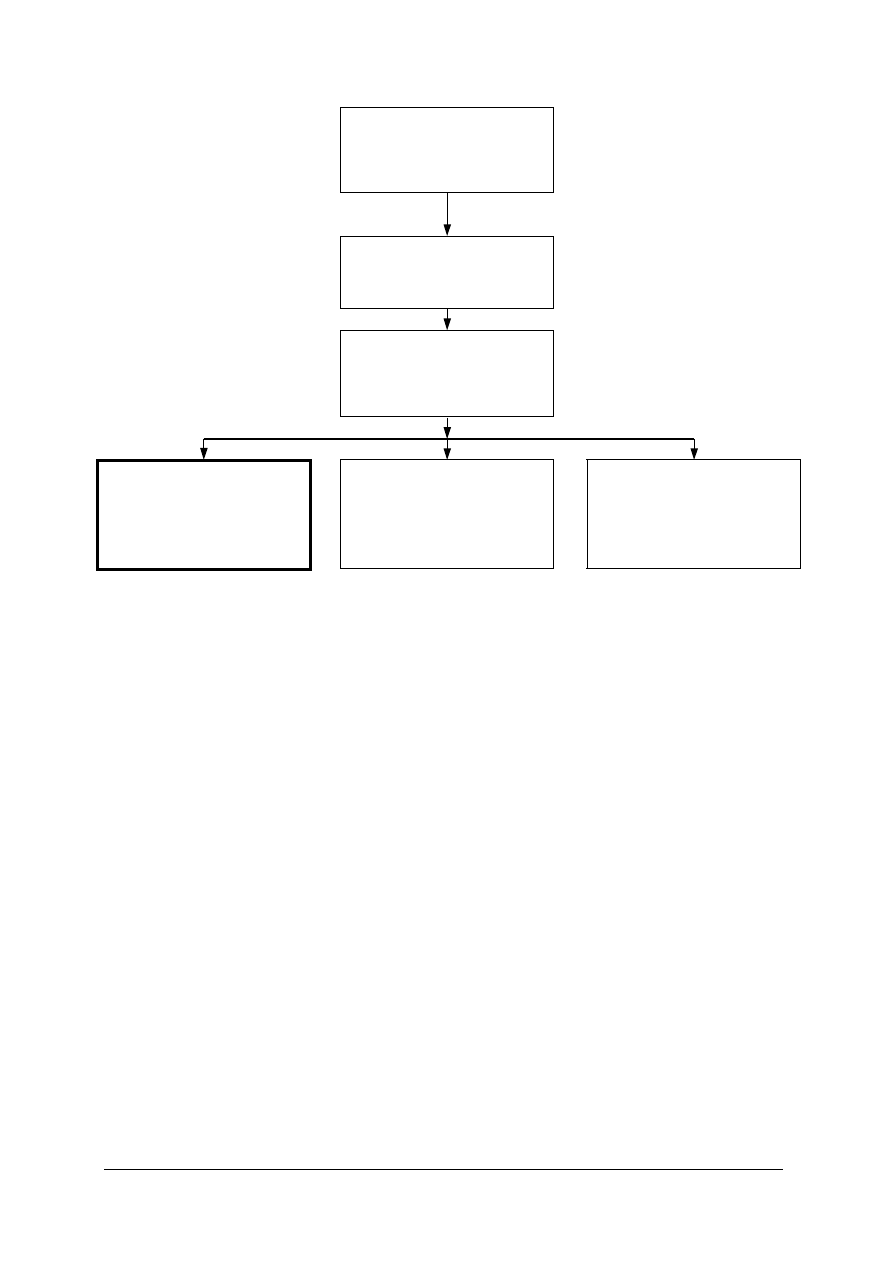
731[03].Z1
Montaż maszyn,
urządzeń i przyrządów
pomiarowych
731[03].Z1.01
Organizowanie stanowiska
pracy
731[03].Z1.02
Montowanie
mechanizmów
precyzyjnych
731[03].Z1.03
Montowanie maszyn
i urządzeń precyzyjnych
731[03].Z1.04
Montowanie przyrządów
pomiarowych
731[03].Z1.05
Montowanie elementów
mechanicznych
w przyrządach
elektrycznych
Schemat jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
wykonywać proste obliczenia techniczne, w szczególności obliczać łańcuchy wymiarowe,
−
posługiwać się dokumentacją techniczną, w szczególności dokumentacją technologiczną
montażu,
−
wykonywać pomiary warsztatowe,
−
rozróżniać maszyny i urządzenia precyzyjne,
−
rozróżniać materiały konstrukcyjne stosowane w mechanice precyzyjnej,
−
wytwarzać proste części maszyn i urządzeń precyzyjnych,
−
rozróżniać formy i metody montażu oraz wybierać zasadę montażu,
−
rozróżniać i dobierać narzędzia, przyrządy i urządzenia do montażu mechanizmu
precyzyjnego,
−
organizować stanowisko do wykonywania prac montażowych z uwzględnieniem zasad
ergonomii, przepisów bhp i ochrony ppoż.,
−
ustalać kolejność czynności podczas montażu mechanizmu precyzyjnego,
−
wykonywać montaż podzespołów mechanizmów precyzyjnych, stosując przepisy bhp,
ochrony ppoż. i ochrony środowiska,
−
sprawdzać jakość montażu mechanizmów precyzyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
zidentyfikować części i zespoły maszyn i urządzeń precyzyjnych,
−
wyjaśnić budowę i zasadę działania maszyn i urządzeń precyzyjnych oraz ich poszczególnych
zespołów,
−
ustalić kolejność czynności podczas montażu maszyn i urządzeń,
−
opracować plan montażu zespołu, maszyny lub urządzenia precyzyjnego,
−
określić zasadę montażu,
−
obliczyć łańcuchy wymiarowe,
−
dobrać, na podstawie dokumentacji technologicznej, narzędzia i przyrządy do montażu
i demontażu maszyn i urządzeń precyzyjnych,
−
ocenić stan techniczny narzędzi i przyrządów montażowych,
−
zorganizować stanowisko do montażu zgodnie z przepisami bhp i zasadami ergonomii,
−
przeprowadzić montaż lub demontaż zgodnie z przepisami bhp, ppoż. i ochrony środowiska,
−
posłużyć się narzędziami zgodnie z ich przeznaczeniem,
−
wykonać regulację mechanizmów maszyn i urządzeń precyzyjnych,
−
wykonać konserwację mechanizmów maszyn i urządzeń precyzyjnych,
−
ocenić jakość wykonanych prac montażowych,
−
posłużyć się dokumentacją techniczną podczas planowania i wykonywania prac
montażowych oraz kontroli jakości ich wykonania,
−
posłużyć się różnymi źródłami informacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Montaż obudów, szkieletów i prowadnic
4.1.1. Materiał nauczania
Przeznaczenie obudów, szkieletów i prowadnic
Obudowy maszyn i urządzeń precyzyjnych stosuje się w celu:
−
ochrony mechanizmów przed działaniem przypadkowych sił zewnętrznych i przed
uszkodzeniem przez osoby niepowołane,
−
ochrony przed szkodliwym wpływem czynników zewnętrznych (pyłem, wodą i wilgocią,
zagrożeniami chemicznymi, różnicami ciśnienia),
−
ochrony przed negatywnymi skutkami stosowania prądu elektrycznego, w szczególności
zabezpieczenia osób obsługujących urządzenie przed porażeniem prądem elektrycznym,
−
tłumienia drgań i hałasu wywołanego przez pracę samego urządzenia.
Oprócz spełnienia tych wymagań, obudowy powinny zapewniać łatwą i bezpieczną obsługę
urządzenia, być estetyczne, lekkie i tanie w wykonaniu.
Szkielety są nieruchomymi częściami przyrządów i mechanizmów, na których osadza się
elementy działaniowe przed ich zamknięciem w obudowie. Szkielety odpowiadają za wzajemne
ustalenie położenia i poprawną współpracę mechanizmów, zatem cechować je musi odpowiednia
sztywność i dokładność wykonania.
Szkielety mechanizmów służą osadzeniu elementów działaniowych tych mechanizmów.
Łożyskuje się w nich wałki i osie przekładni, mechanizmów dźwigniowych, krzywkowych, osadza
prowadnice itp.
Szkielety aparatów elektrycznych i elektronicznych służą do zamontowania elementów
działaniowych (podzespołów elektrycznych i elektronicznych) oraz do wykonania połączeń
elektrycznych.
Prowadnice są to współpracujące ze sobą części konstrukcji, które zapewniają określone
położenie prowadzonych części lub umożliwiają przemieszczanie się części lub podzespołów.
Rozwiązania konstrukcyjne obudów
Wyróżniamy trzy podstawowe typy obudów:
−
pokrywkowe,
−
wieczkowe,
−
szufladkowe,
natomiast
wymagania
konstrukcyjne
oraz
technologiczne sprawiają, że spotyka się bardzo
dużo ich modyfikacji.
Odmianą obudów są tablice rozdzielcze i szafy sterujące. Urządzenia przeznaczone do
montażu w takich szafach lub tablicach wykonuje się w postaci bloków funkcjonalnych (urządzeń
spełniających ściśle określoną funkcję – np. wzmacniaczy, regulatorów) montowanych w panelach
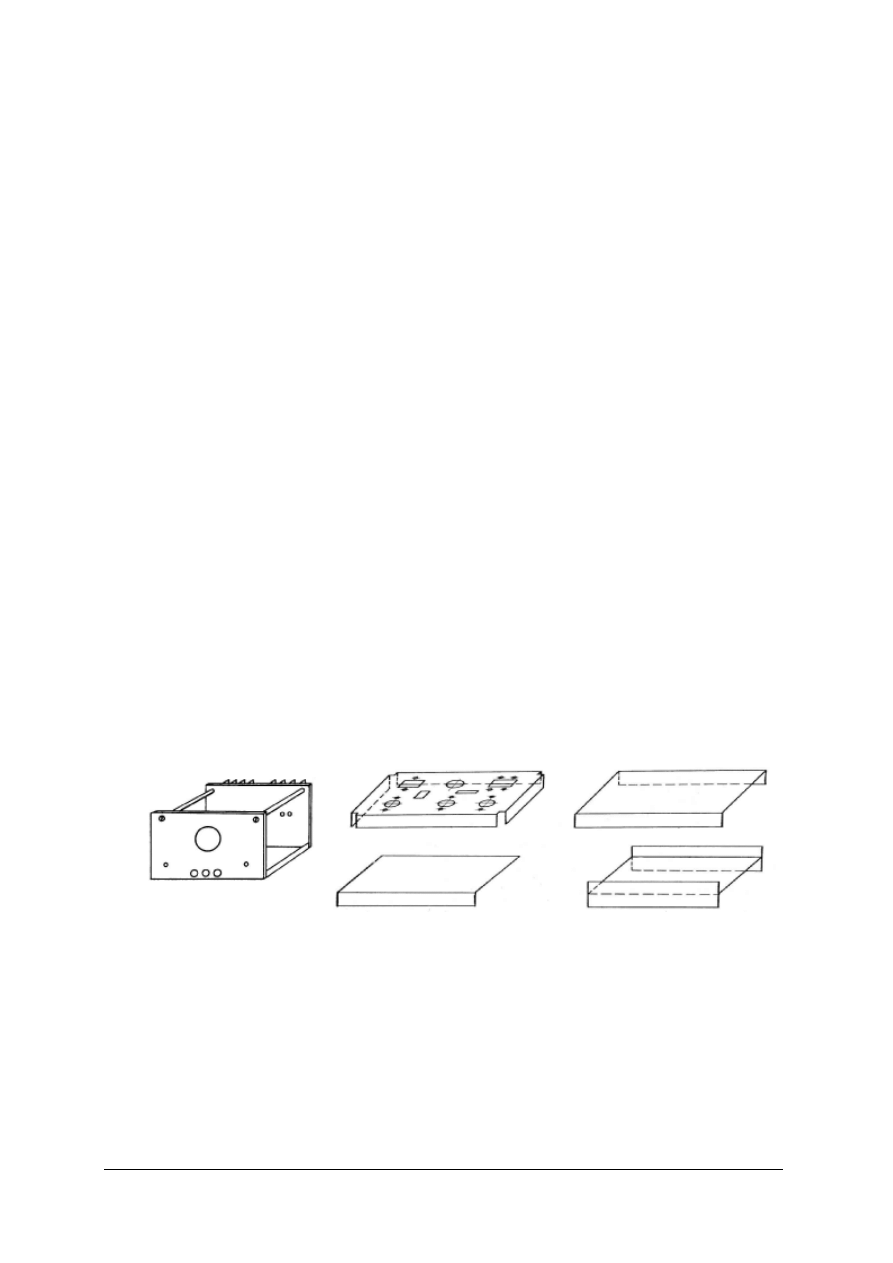
Rys. 1. Rodzaje obudów: a) pokrywkowe,
b) wieczkowa, c) szufladkowa. [10]
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
o wymiarach opartych na systemie modułowym. Panele takie
mają ściśle ustalone wymiary, aby można zestawiać je w
dowolnych konfiguracjach. Panele umieszcza się, jak szufladki,
w konstrukcji nośnej szafy wykonanej z profili stalowych.
Oczywiście wszystkie środki obsługi, wskaźniki urządzeń
pomiarowych, elementy sygnalizacji optycznej, muszą się
w takich panelach znajdować na płycie czołowej, mającej
często uchwyty umożliwiające ich wsuwanie i wysuwanie
z szafy. Poza płytą czołową panele wykonane są w postaci nie
osłoniętego obudową szkieletu, ponieważ zbiorową obudowę
dla wielu takich paneli stanowi szafa sterownicza.
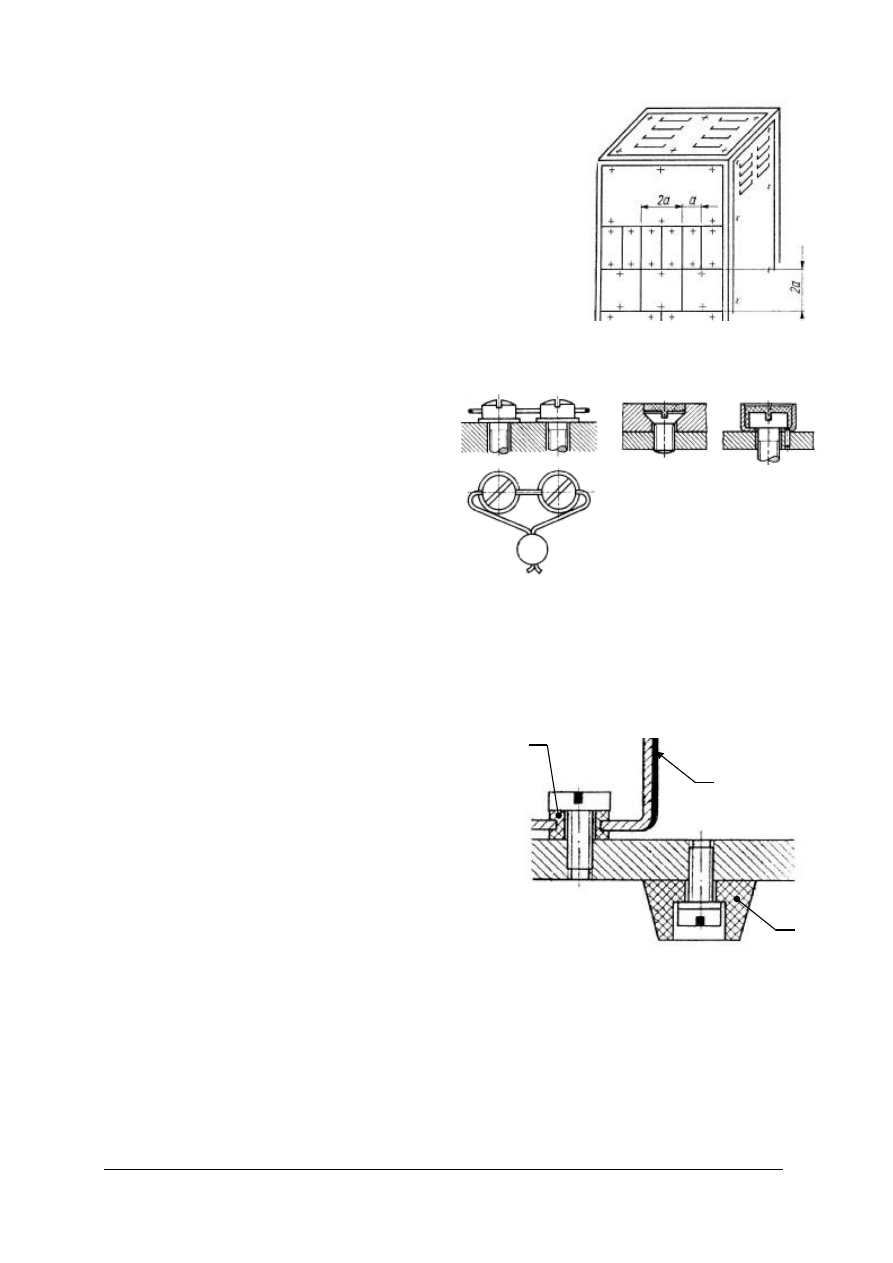
Ochronę mechanizmów przed dostępem
osób niepowołanych zapewnia się przez
stosowanie
połączeń
rozłącznych,
wymagających
specjalnych
narzędzi
do
demontażu, plombowanie lub w przypadku
sprzętu powszechnego użytku wykonanie
obudowy jako nierozbieralnej, to znaczy
niemożliwej do otwarcia bez jej uszkodzenia
poprzez
zastosowanie
połączeń
nierozłącznych.
Ochrona przed negatywnymi skutkami
stosowania prądu elektrycznego polega na:
−
stosowaniu
zabezpieczeń
przed
porażeniem
(wykonanie
obudów
z materiałów izolacyjnych, uziemienie
obudów metalowych),
−
zapewnieniu chłodzenia wnętrza przez
zastosowanie otworów wentylacyjnych,
−
ekranowaniu elementów, które powodują
zakłócenia
elektromagnetyczne
lub
wrażliwych na takie zakłócenia.
Wyciszenie
i
zmniejszenie
wibracji
uzyskuje się przez wyklejenie wnętrza
obudowy materiałami tłumiącymi dźwięk (filc,
pianka poliuretanowa), założenie pomiędzy
szkieletem a obudową (ewentualnie częściami
obudowy) wkładek tłumiących (gumowych
lub z tworzyw sztucznych) oraz wyposażenie
urządzeń w nóżki amortyzujące.
Ochronę przed szkodliwym wpływem
warunków zewnętrznych uzyskuje się przez
zastosowanie uszczelnień. Do uszczelniania
Rys. 2. Modułowa konstrukcja szafy
sterowniczej. [2]
a – moduł
Rys. 4. Sposoby tłumienia drgań i hałasów. [8]
1 – wykładzina tłumiąca, 2 – wkładka gumowa
pomiędzy pokrywą i podstawą obudowy, 3 –
gumowa nóżka amortyzująca.
3
1
2
Rys. 3. Zabezpieczenie obudów przed otwarciem przez
osoby niepowołane:
a) przez przewleczenie drutu i zaplombowanie,
b) przez zalakowanie łba wkrętu zagłębionego lub
zastosowanie specjalnej miseczki. [15]
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
połączeń części obudów najczęściej stosowane są uszczelki gumowe o przekroju okrągłym,
prostokątnym lub w kształcie litery U. Umieszcza się je w rowkach lub nakłada na krawędzie
pokryw. Jako zabezpieczenia przed pyłem zastosować można uszczelnienia labiryntowe.
Wyprowadzenia przewodów elektrycznych uszczelnia się za pomocą dławic, natomiast do
uszczelniania wyprowadzeń wałków stosuje się najczęściej specjalne znormalizowane pierścienie
uszczelniające (pierścienie Siemmera). Zakładając je należy pamiętać o właściwym kierunku
i uważać, aby nie uszkodzić powierzchni pierścienia współpracującej z uszczelnianym wałkiem.
W urządzeniach narażonych na szkodliwy wpływ warunków otoczenia montuje się środki
obsługi ręcznej (czyli dźwignie, przyciski łączników elektrycznych itp.) w tzw. wykonaniu
specjalnym.
W produkcji wielkoseryjnej i masowej często
stosowane są obudowy wykonane w postaci
odlewów z metali lekkich, wyprasek z tworzyw
sztucznych i wytłoczek blaszanych.
W produkcji jednostkowej i małoseryjnej
dominują obudowy blaszane. Wykonuje się je jako
samonośne
lub
montuje
na
stelażach
z kątowników i ceowników. Często stosuje się
przy tym połączenia kształtowe dla przyspieszenia
montażu obudowy, usztywnienia jej i ograniczenia
liczby łączników potrzebnych do montażu.
Na ułatwienie prac montażowych pozwala
zastosowanie tzw. szybkich łączników.
Do zamykania obudów często stosowane są
połączenia bagnetowe. Polegają one na takim
ukształtowaniu łączonych części, że wykonanie
połączenia wymaga wykonania ruchu w dwóch
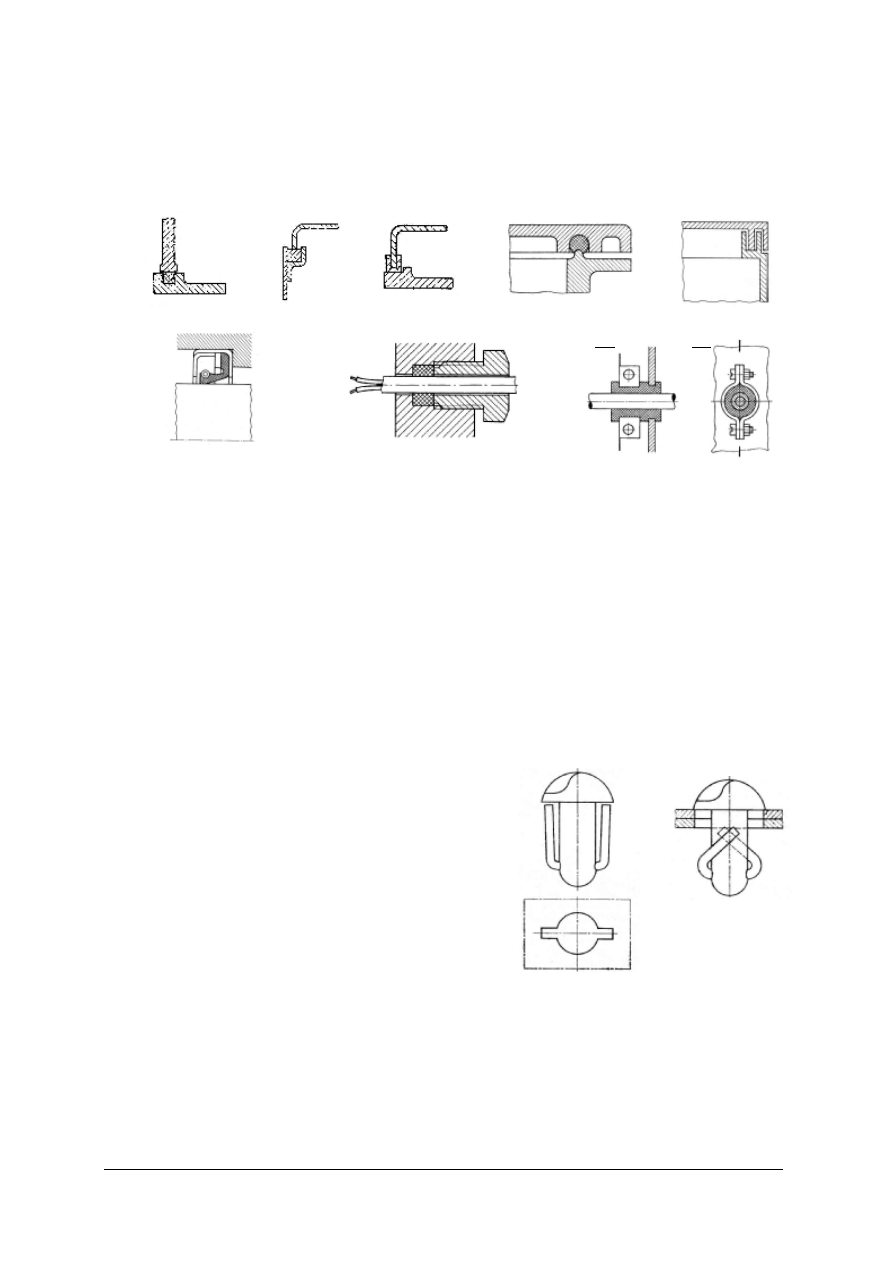
Rys. 5. Uszczelnienia obudów – przykładowe rozwiązania:
a) uszczelka gumowa o przekroju kwadratowym, b) uszczelka gumowa w kształcie litery U nałożoną na
krawędź pokrywy, c) uszczelka gumowa o przekroju okrągłym, d) uszczelnienie labiryntowe,
e) uszczelnienie wałka pierścieniem Siemmera (tzw. siemmeringiem), f) uszczelnienia wyprowadzeń
przewodów elektrycznych – dwa rozwiązania. [2, 11, 15]
a)
b)
c)
d)
e)
f)
A
A
B
B
B-B
A-A
Rys. 6. Szybki łącznik zastępujący wkręt:
a) łącznik ze sprężynującym drutem w stanie
swobodnym, b) odkształcenie końców drutu po
przekręceniu łącznika w otworze montażowym,
c) kształt otworu montażowego. [15]
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
kierunkach. Wycięcia i występy wykonane w łączonych częściach ryglują się przy tym względem
siebie uniemożliwiając rozłączenie. Najprostszymi rozwiązaniami są połączenia bagnetowe
obrotowe i przesuwne. Ponieważ w przypadku występowania wibracji może nastąpić ich
rozłączenie, stosuje się połączenia z zabezpieczeniem klinowym i kształtowym.
Rozwiązania konstrukcyjne szkieletów
Szkielety mechanizmów wykonuje się jako płytowe i przestrzenne.
Rys. 7. Połączenia bagnetowe: a) przesuwne, b) obrotowe, c) obrotowe z zabezpieczeniem klinowym,
d) obrotowe z zabezpieczeniem kształtowym, e) obrotowe z zabezpieczeniem klinowo-kształtowym.
W rozwiązaniach d) i e) sprężyna, unosząc pokrywkę, utrzymuje połączenie w pozycji zaryglowanej. [5]
a)
b)
c)
d)
e)
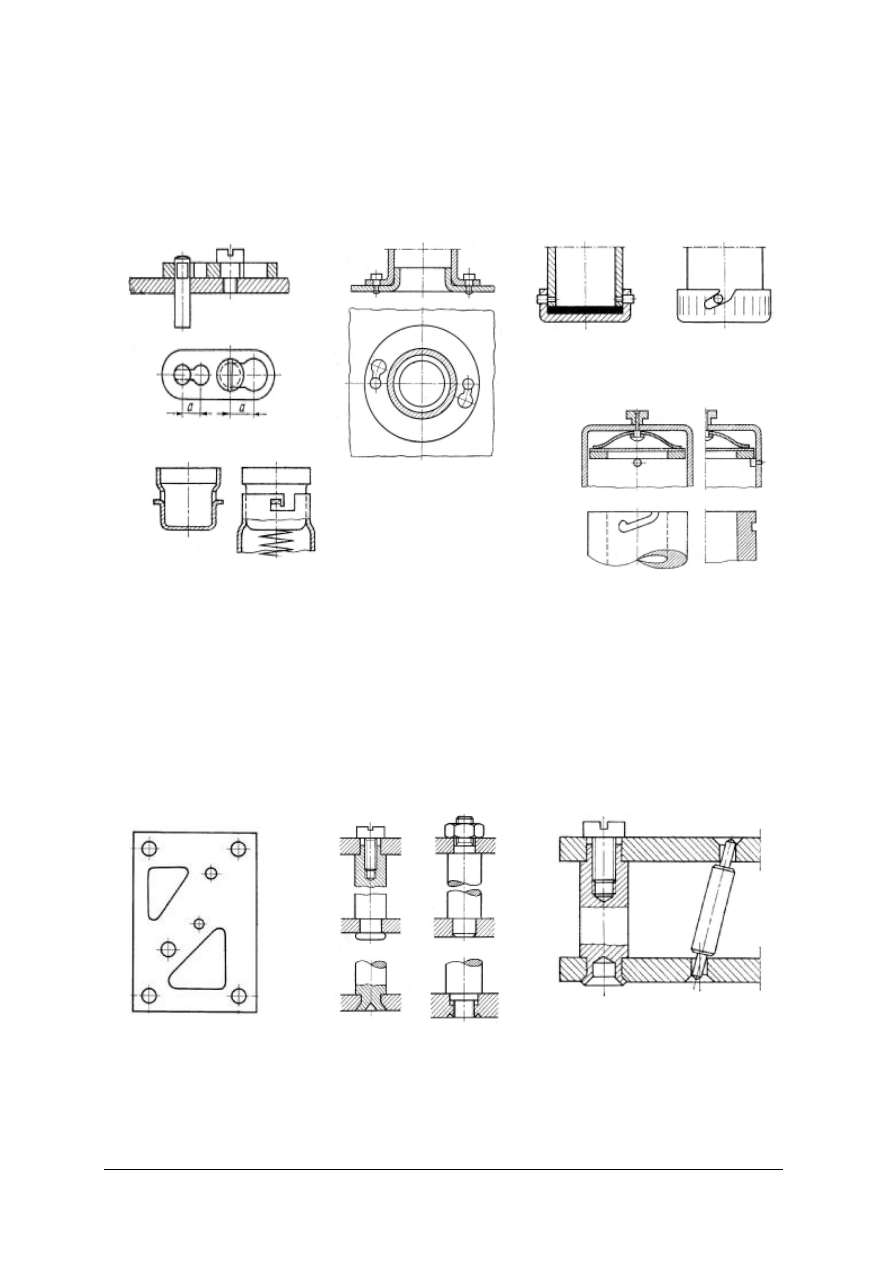
Rys. 8. Szkielety płytowe:
a) płyta szkieletu z otworami montażowymi i ażurami, b) połączenia słupków dystansowych z płytami szkieletu
– płyta górna mocowana za pomocą połączeń gwintowych bezpośrednich, płyta dolna przez nitowanie
bezpośrednie, wtłoczenie lub wkręcenie i zapunktowanie, c) zakleszczenie łożyska ślizgowego na skutek
niedokładnego wykonania płyt szkieletu – podobny będzie skutek wadliwego montażu słupków dystansowych.
[2, 14]
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Szkielety płytowe składają się z dwóch lub więcej równoległych płyt połączonych ze sobą
słupkami dystansowymi. Płyty o większej powierzchni są ażurowane, aby zmniejszyć ich ciężar.
Słupki dystansowe są łączone z płytą dolną za pomocą połączeń nierozłącznych
(np. przez bezpośrednie nitowanie lub wcisk), natomiast z płytą górną za pomocą połączeń
gwintowych.
W szkieletach takich osadza się wałki i inne części ruchome o osiach równoległych. Aby
zapewnić dokładność wykonania, pewne zabiegi w procesie wytwarzania płyt wykonuje się tym
samym narzędziem (np. otwory pod słupki dystansowe i łożyska wykrawa się tym samym
wykrojnikiem) albo prowadzi się ich wspólną obróbkę (wspólne wiercenie otworów, w których
łożyskowane są wałki).
Szkielety przestrzenne służą do osadzania wałków i innych elementów ruchomych o osiach
nierównoległych. Wykonuje się je niekiedy z blachy przez zgięcie i zgrzewanie lub nitowanie,
najczęściej jednak w postaci odlewów.
Funkcję obudowy i szkieletu spełniają niekiedy te same elementy konstrukcyjne urządzenia,
zwłaszcza w przypadku masywnych obudów odlewanych.
Szkielety aparatów elektrycznych i elektronicznych wykonuje się jako skrzynkowe i płytowe.
Szkielety skrzynkowe wykonuje się z blachy stalowej lub aluminiowej w formie
prostopadłościanów otwartych z jednej lub kilku stron (celem zmniejszenia ciężaru, poprawy
chłodzenia i ułatwienia dostępu do wnętrza szkieletu), albo w kształcie ceowym, kątowym lub
dwuteowym. W szkieletach takich na powierzchni montażowej osadza się elementy działaniowe,
a półki służą do usztywnienia konstrukcji i połączenia jej z obudową. Z uwagi na miniaturyzację
podzespołów elektronicznych szkielety takie są coraz rzadziej stosowane; wciąż natomiast
wykorzystuje się je do zabudowy układów dużej mocy.
Szkielety płytowe są wykonywane jako płaskie płyty, które przytwierdzane są do ram tablic
rozdzielczych, szaf sterujących i obudów. Przykładem takich szkieletów są płytki obwodów
drukowanych.
Elementy szkieletów skrzynkowych nie przenoszą, poza ciężarem, żadnych sił. Do ich
montażu stosuje się połączenia nitowe (np. nitami jednostronnymi), połączenia plastyczne przy
użyciu łapek oraz połączenia gwintowe.
Rozwiązania konstrukcyjne prowadnic
W zależności od rodzaju sił tarcia, występującego pomiędzy współpracującymi częściami
prowadnic, dzielą się one na ślizgowe i toczne. Wyróżniamy ponadto prowadnice otwarte, które
w czasie pracy muszą być dociskane siłą zewnętrzną (np. siłą ciężkości) oraz zamknięte,
Rys. 9. Szkielety skrzynkowe aparatów elektrycznych i elektronicznych. W pierwszym
rozwiązaniu przednia i tylna ścianki szkieletu są jednocześnie ściankami obudowy. [2, 11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
nie wymagające takiego docisku, gdyż sposób ich ukształtowania uniemożliwia ich samoczynne
rozłączenie.
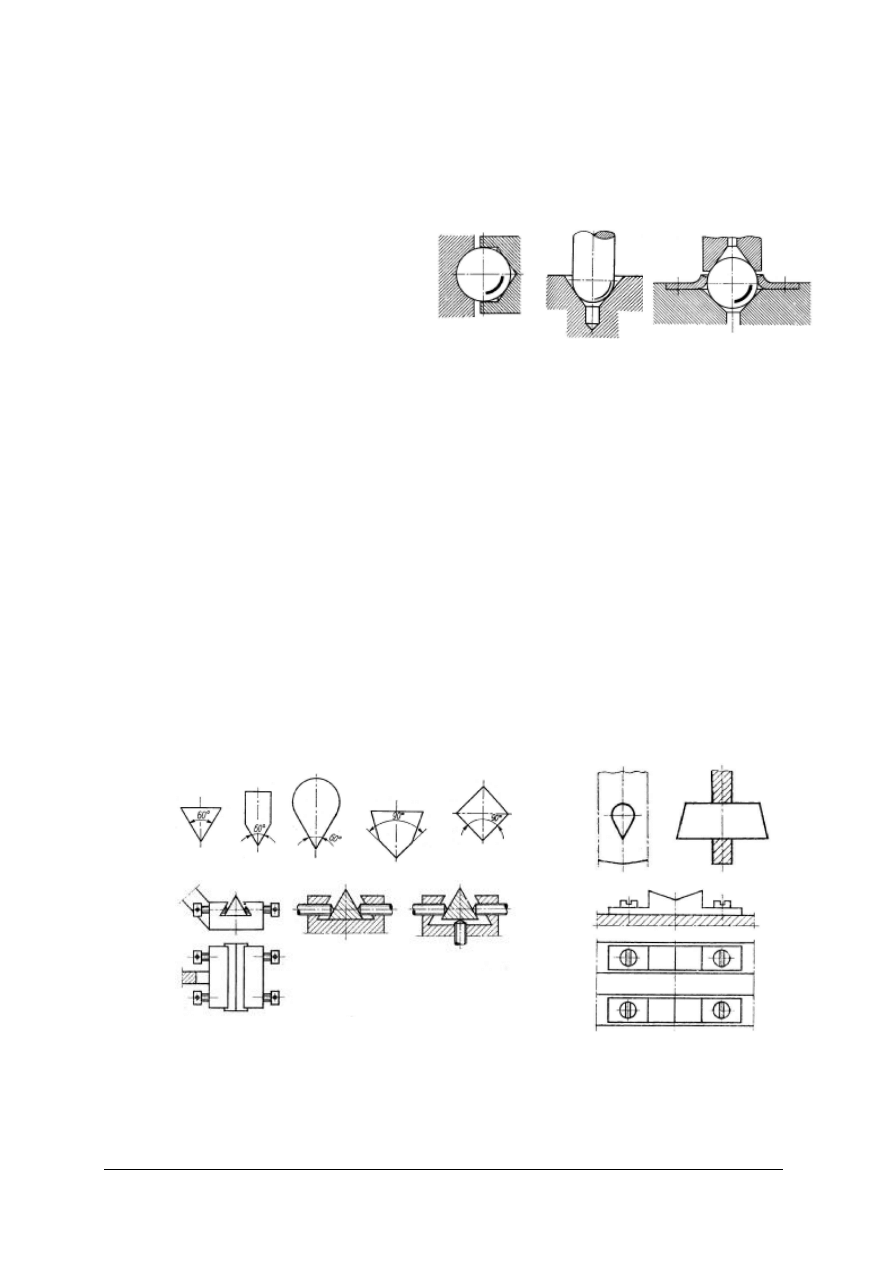
Prowadnice ślizgowe wykonuje się jako walcowe lub pryzmatyczne.
Przykłady rozwiązań konstrukcyjnych prowadnic pokazano na rysunkach.
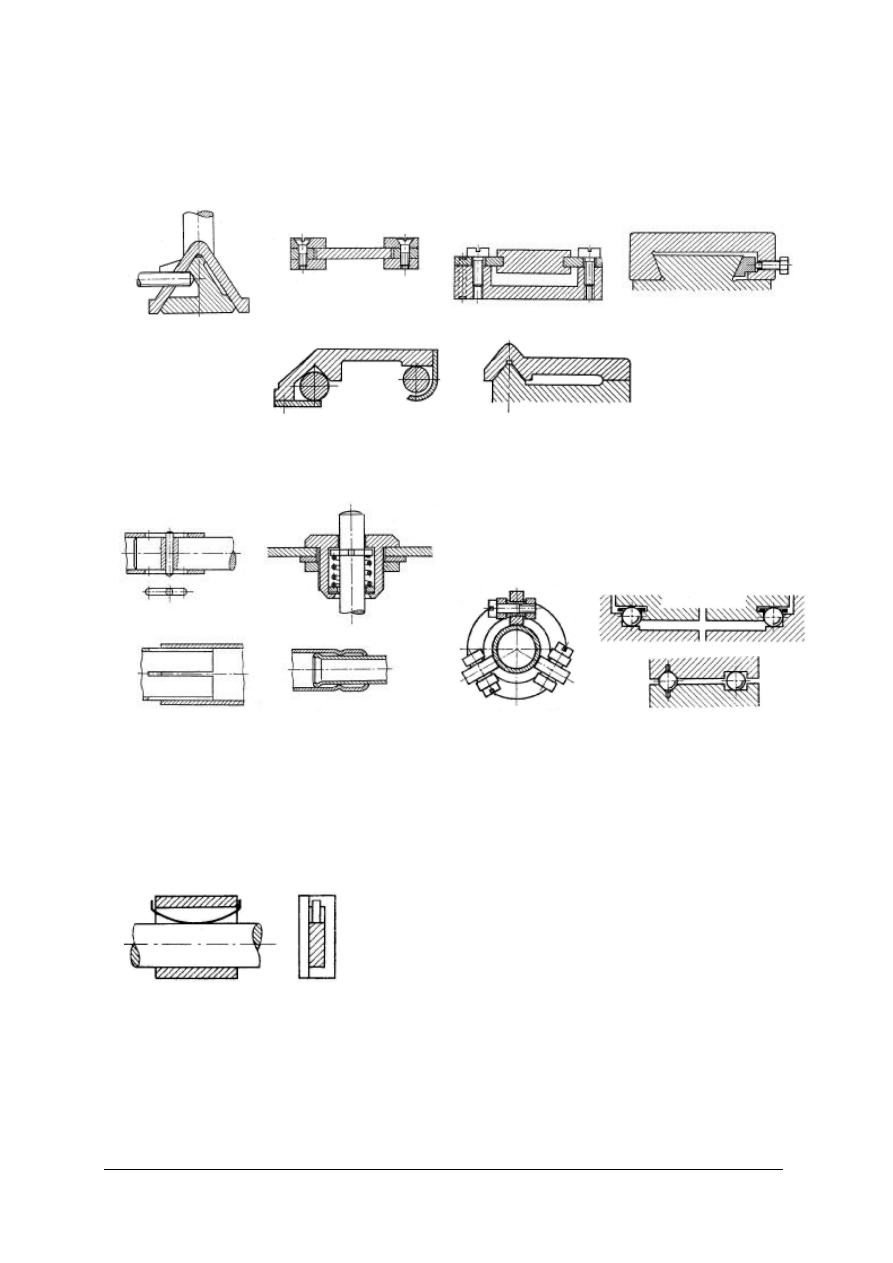
Rys. 10. Przykłady prowadnic ślizgowych pryzmatycznych: a) pryzmatyczna, b) prostokątne, c) w kształcie
jaskółczego ogona, d) na elementach walcowych, e) złożona (trójkątna i płaska). [2]
a)
b)
c)
d)
e)
Rys. 12. Przykłady prowadnic tocznych:
a) prowadzenie rury na ułożyskowanych ślizgowo
rolkach, b) Prowadnica na kulkach stolika przyrządu
pomiarowego, z luzem poprzecznym (rys. górny)
i bez luzu poprzecznego (rys. dolny). [15]
a)
b)
Rys. 11.
Przykłady
prowadnic
ślizgowych
walcowych: a) prowadnica z zabezpieczeniem od
obrotu za pomocą kołka, b) prowadnica przycisku,
c) prowadnica ustalona ciernie, d) prowadnica
z ustaleniem położenia przez zawalcowanie. [15]
a)
b)
c)
d)
Rys. 13.
Sposób
kasowania
luzu
w prowadnicach za pomocą sprężyny
płytkowej. [2]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Wskazówki do montażu
Zestaw narzędzi do montażu obudów, szkieletów i prowadnic powinien być dobrany do
rodzaju przewidzianych połączeń. Kolejność czynności montażowych powinna być zgodna
z procesem technologicznym montażu. Prace montażowe nie mogą obniżyć estetyki wyrobu,
zatem obudowy (zwłaszcza z tworzywa lub lakierowane) należy chronić przed przypadkowym
zarysowaniem. Całe stanowisko montażowe powinno być utrzymane w porządku i czystości.
Przy dokręcaniu połączeń gwintowych w obudowach z tworzyw sztucznych pamiętać należy
o ograniczeniu siły dokręcania, z uwagi na niewielką odporność mechaniczną łączonych części.
Uszkodzeniom przy dokręcaniu częściowo zapobiega użycie podkładek. W przypadku wkręcania
bezpośrednio w tworzywo wkrętów samogwintujących (tzw. blachowkrętów), należy szczególnie
starannie wprowadzić łącznik do gniazda, aby poprawnie rozpocząć nacinanie gwintu.
Użycia podkładek wymaga również nitowanie materiałów kruchych.
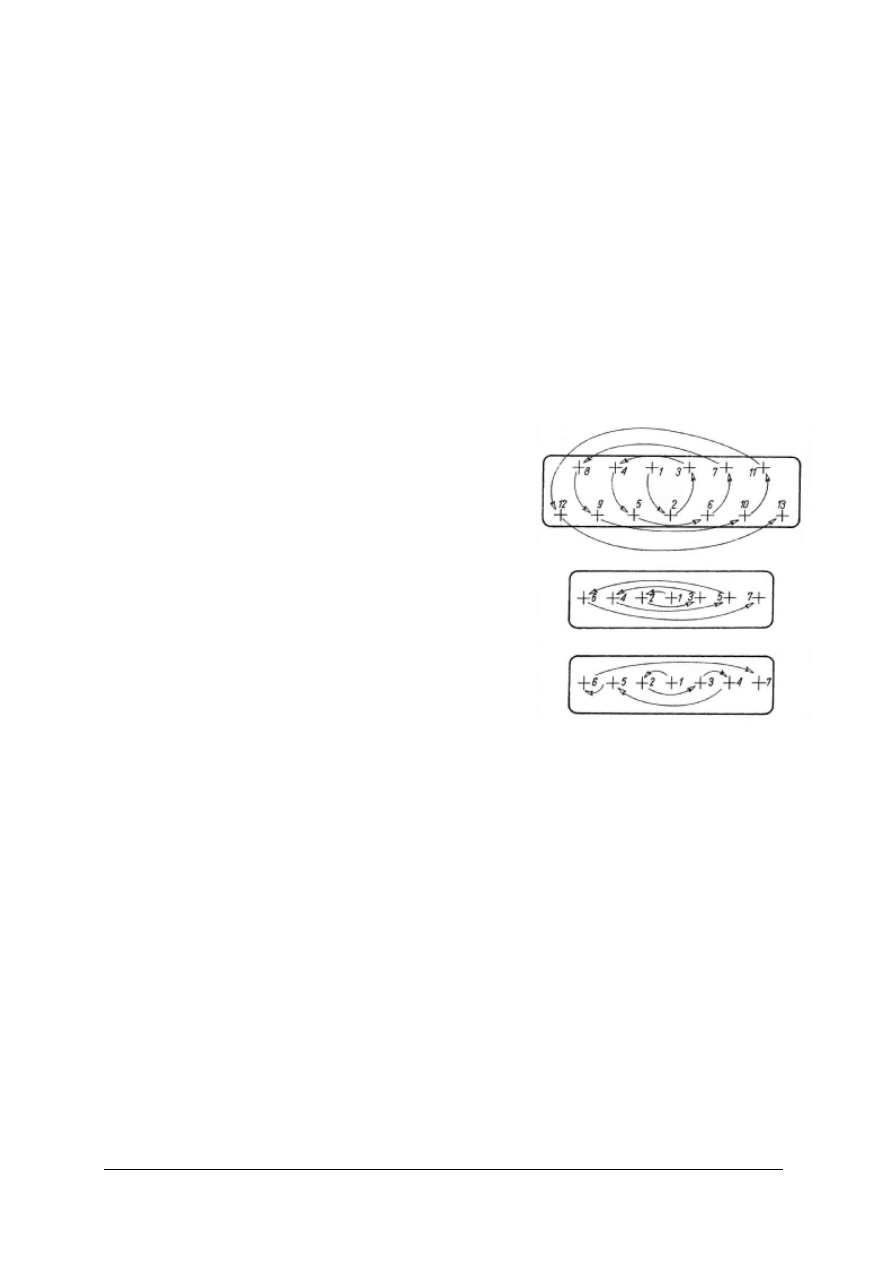
Podczas dokręcania obudów przy użyciu wielu
łączników gwintowych należy trzymać się zalecanej
kolejności dokręcania. Najpierw dokręcamy lekko
wszystkie połączenia, a dopiero potem wszystkie
kolejno dociągamy.
Wykonując nitowanie przy użyciu wielu nitów
należy przyjąć kolejność wykonania połączeń jak dla
dokręcania. Przed rozpoczęciem nitowania należy we
wszystkich otworach montażowych umieścić nity, aby
nie dopuścić do przemieszczenia się łączonych części.
Podczas montażu szkieletów trzeba zwrócić
szczególną uwagę na zachowanie współosiowości
otworów poszczególnych płyt szkieletu. Jeżeli słupki
dystansowe
nie
zostaną
połączone
z
płytami
prostopadle,
może
dojść
do
zakleszczenia
ułożyskowanych w tych płytach wałków.
Montaż prowadnic wymaga dużej staranności, gdyż zbyt duże luzy powodują niedokładność
prowadzenia części po prowadnicy, natomiast luzy zbyt małe i błędy kształtu oraz położenia
(np. płaskości, równoległości) mogą doprowadzić do samozakleszczenia się prowadnicy,
uniemożliwiającego przesunięcie części prowadzonej.
Samozakleszczenie może być również wynikiem mechanicznego uszkodzenia powierzchni
prowadnic lub przedostania się zanieczyszczeń (np. opiłków) pomiędzy powierzchnie prowadnic
w czasie wykonywania prac montażowych. Uszkodzeniom takim zapobiegnie zatem staranne
oczyszczenie przed montażem współpracujących powierzchni prowadnic.
W prowadnicach, w których w konstrukcji przewidziano elementy regulacyjne, należy po
montażu przeprowadzić taką regulację. Dokonuje się jej przez dokręcenie i zablokowanie
łączników gwintowych lub dogięcie po montażu sprężyn dociskowych. Tarcie w prowadnicach
zmniejsza się przez nasmarowanie ich smarem stałym (np. grafitowym).
Rys. 14. Zalecana kolejność dokręcania. [1]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ocena jakości montażu
Oceniając jakość montażu obudów i szkieletów należy wziąć pod uwagę, czy:
−
zostały wykonane wszystkie czynności montażowe (np. czy zostały dokręcone wszystkie
łączniki gwintowe, czy wszystkie połączenia zaopatrzono w podkładki itp.),
−
zabiegi montażowe nie spowodowały zniekształcenia obudowy lub szkieletu (na skutek
niedopasowania części obudowy, niewłaściwej kolejności zabiegów montażowych, użycia
zbyt dużej siły itp.), zachowana została współosiowość otworów szkieletów,
−
w czasie montażu nie nastąpiły uszkodzenia obniżające estetykę obudowy (zarysowania farby,
emalii, uszkodzenia łączników itp.) lub pogarszające stan powierzchni prowadnic,
−
zostały zastosowane i poprawnie założone wskazane w dokumentacji uszczelnienia,
−
wykonane zostały wszystkie wskazane w dokumentacji połączenia elektryczne (np. połączenie
obudowy z przewodem ochronnym instalacji elektrycznej),
−
przeprowadzone zostały wszystkie zabiegi regulacyjne i konserwacyjne.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel stosowania obudów maszyn i urządzeń?
2. Jakie rozwiązania konstrukcyjne obudów chronią przed skutkami stosowania prądu
elektrycznego?
3. W jakim celu stosuje się modułową konstrukcję tablic rozdzielczych i szaf sterujących?
4. Czym charakteryzują się połączenia bagnetowe?
5. W jakim celu stosuje się ażury w szkieletach płytowych?
6. Co to są prowadnice?
7. Czym różnią się prowadnice otwarte od zamkniętych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przeprowadź demontaż i oględziny obudowy i szkieletu jednostki centralnej komputera
osobistego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeprowadzić zewnętrzne oględziny obudowy,
2) pobrać narzędzia niezbędne do demontażu,
3) przeprowadzić demontaż obudowy,
4) przeprowadzić oględziny wnętrza obudowy komputera i sposobu jej mocowania do szkieletu,
5) przeprowadzić oględziny szkieletu komputera,
6) w notatce z przeprowadzonych oględzin opisać w punktach:
−
rodzaje połączeń zastosowanych do montażu obudowy,
−
rozwiązania ułatwiające i przyspieszające montaż i demontaż obudowy,
−
rozwiązania zapewniające sztywność obudowy,
−
rozwiązania służące pięciu głównym celom stosowania obudów, opisanym w materiale
nauczania poradnika dla ucznia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
−
rodzaje połączeń zastosowanych do montażu szkieletu,
7) zmontować obudowę komputera zgodnie z zasadami montażu,
8) sprawdzić jakość montażu i uporządkować stanowisko pracy,
9) zgłosić zakończenie ćwiczenia,
10) porównać swoją notatkę ze spostrzeżeniami kolegów podczas prezentacji wykonania
ćwiczenia.
Wyposażenie stanowiska pracy:
−
jednostka centralna komputera w obudowie,
−
narzędzia będące na wyposażeniu pracowni montażu,
−
materiały piśmienne,
−
poradnik dla ucznia,
−
literatura z biblioteczki podręcznej pracowni.
Ćwiczenie 2
Wykonaj montaż obudów wskazanych urządzeń, dobierając niezbędne łączniki gwintowe
i podkładki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie , powinieneś:
1) dokonać oględzin obudów wskazanych przez nauczyciela, wykonać pomiary niezbędne dla
wstępnego doboru łączników,
2) sporządzić na podstawie norm listę łączników i podkładek potrzebnych do zmontowania
poszczególnych obudów,
3) porównać sporządzoną listę z listą części znormalizowanych dostępnych w pracowni, jeżeli
brak na niej łączników jakie wypisałeś, dobrać zamienniki,
4) skompletować łączniki do wykonania montażu poszczególnych obudów,
5) dobrać zestaw narzędzi niezbędnych do skręcenia poszczególnych obudów,
6) sporządzić szkic obudów, określ na nich kolejność dokręcania łączników,
7) dokonać skręcenia obudów, weryfikując na bieżąco dobór łączników i narzędzi
montażowych, ocenić poprawność i jakość wykonanej pracy, uporządkować stanowisko,
8) zaprezentować sposób wykonania ćwiczenia, ocenić poprawność doboru łączników i omówić
zastosowaną kolejność dokręcania.
Wyposażenie stanowiska pracy:
−
zestaw obudów różnych maszyn i urządzeń,
−
normy i katalogi wyrobów znormalizowanych,
−
lista wyrobów normalnych znajdujących się w pracowni montażu,
−
suwmiarka uniwersalna,
−
klucze i wkrętaki znajdujące się na wyposażeniu pracowni montażu,
−
materiały piśmienne,
−
poradnik dla ucznia i literatura z biblioteczki podręcznej pracowni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować przeznaczenie obudów i szkieletów maszyn
i urządzeń?
2)
wyjaśnić metody ochrony za pomocą obudów przed
negatywnymi skutkami stosowania prądu elektrycznego
w maszynach i urządzeniach?
3)
określić wymagania stawiane szkieletom maszyn i urządzeń
precyzyjnych oraz aparatów elektrycznych?
4)
omówić
przeznaczenie
i
zasadę
montażu
połączeń
bagnetowych?
5)
objaśnić cel stosowania prowadnic i sposoby ich regulacji?
6)
przeprowadzić w sposób poprawny montaż i demontaż
różnych obudów?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Montaż łożysk
4.2.1. Materiał nauczania
Przeznaczenie i podział łożysk
Łożyska są przeznaczone do podtrzymywania obracających się wałków i osi w taki sposób,
aby mogły one obracać się z możliwie najmniejszymi oporami. Łożyska przenoszą obciążenia
osadzonych na nich elementów na szkielet mechanizmu.
Łożyska dzielą się na dwie podstawowe grupy: ślizgowe i toczne, zależnie od tego, czy
występuje w nich poślizg elementów względem siebie, czy ich toczenie się po sobie.
Niezależnie od tego podziału łożyska dzielimy na poprzeczne, przenoszące obciążenia
prostopadłe do osi wałków, oraz wzdłużne, przenoszące obciążenia działające wzdłuż osi
wałków.
W łożysku ślizgowym współpracują ze sobą czop wałka i panewka.
W mechanizmach precyzyjnych stosowane są następujące rodzaje łożysk ślizgowych:
−
walcowe typu maszynowego,
−
walcowe typu zegarowego,
−
stożkowe,
−
kulowe,
−
kiełkowe
oraz tocznych:
−
bezpośrednie – nożowe,
−
z pośrednimi elementami tocznymi, potocznie nazywanymi łożyskami tocznymi.
Spotyka się także ułożyskowania specjalne: magnetyczne i hydrodynamiczne.
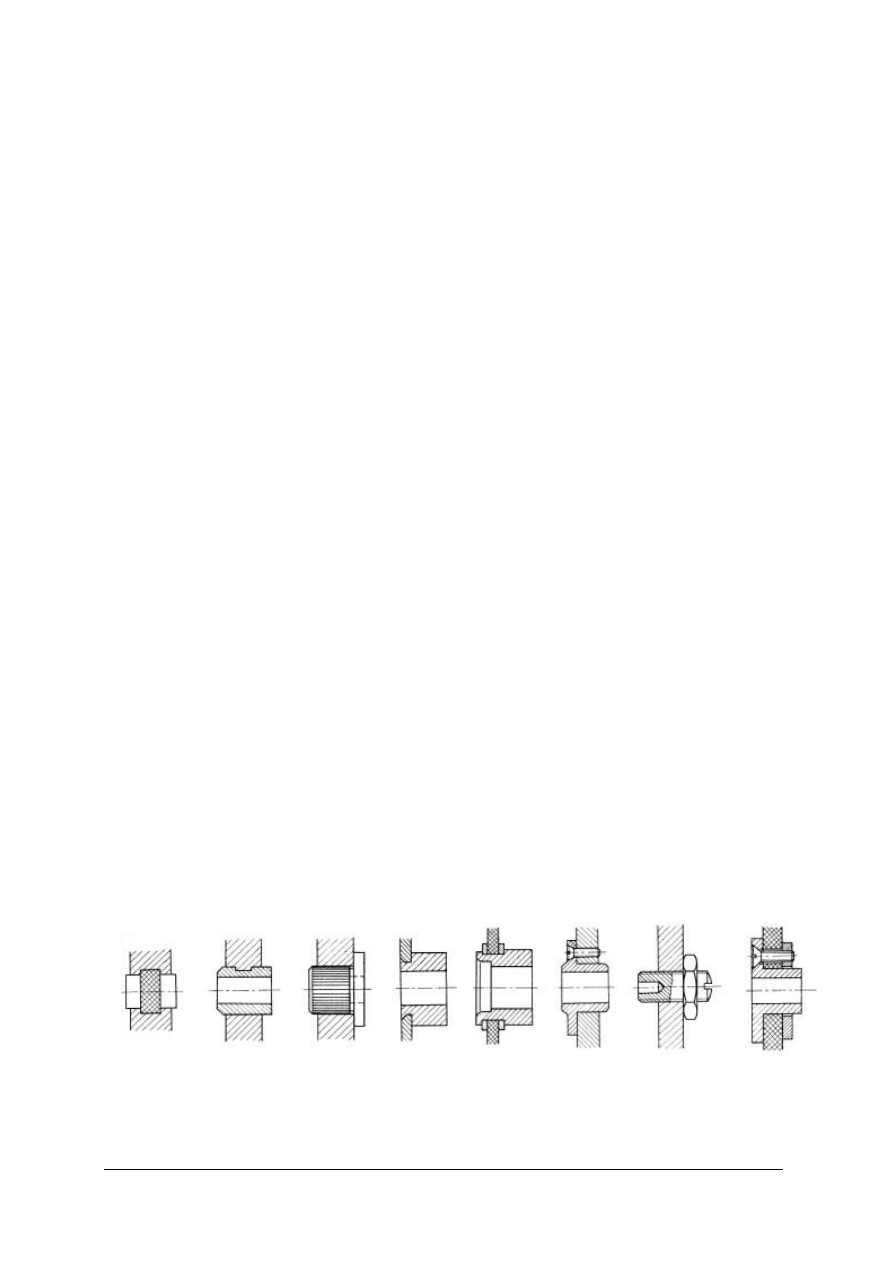
Łożyska ślizgowe walcowe typu maszynowego
Wyróżniamy wśród nich łożyska z ruchomymi i nieruchomymi czopami.
Łożyska z czopami ruchomymi. W przypadku osi i wałków o małych średnicach
i niewielkich obciążeniach możliwe jest ułożyskowanie ich bezpośrednio w otworach
łożyskowych szkieletów. W większości rozwiązań stosowane są jednak mocowane w ściankach
szkieletu panewki tulejkowe.
a)
b)
c)
d)
Rys. 15. Przykłady sposobów osadzenia panewek łożysk ślizgowych walcowych typu maszynowego:
a) panewki zalane lub zaprasowane w ściance, wykonanej jako odlew metalowy lub wypraska z tworzywa,
b) połączenie wtłaczane kształtowe – radełkowanie zabezpiecza panewkę od obrotu, c) panewki nitowane
– nitowanie w płycie z tworzywa wymaga użycia podkładek, d) panewki łączone gwintowo w ściance
metalowej, e) panewka łączona gwintowo w ściance z tworzywa. [2]
e)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Panewki wykonuje się z brązu i mosiądzu (jako metali o małym współczynniku tarcia) lub
spieków proszków metali.
Stosuje się następujące sposoby mocowania panewek:
−
przez zalewanie lub zaprasowanie – w szkieletach metalowych odlewanych i formowanych
z tworzyw sztucznych,
−
przez wtłaczanie, często z dodatkowym kształtowym zabezpieczeniem panewki przed
obrotem,
−
przez nitowanie,
−
za pomocą połączeń gwintowych.
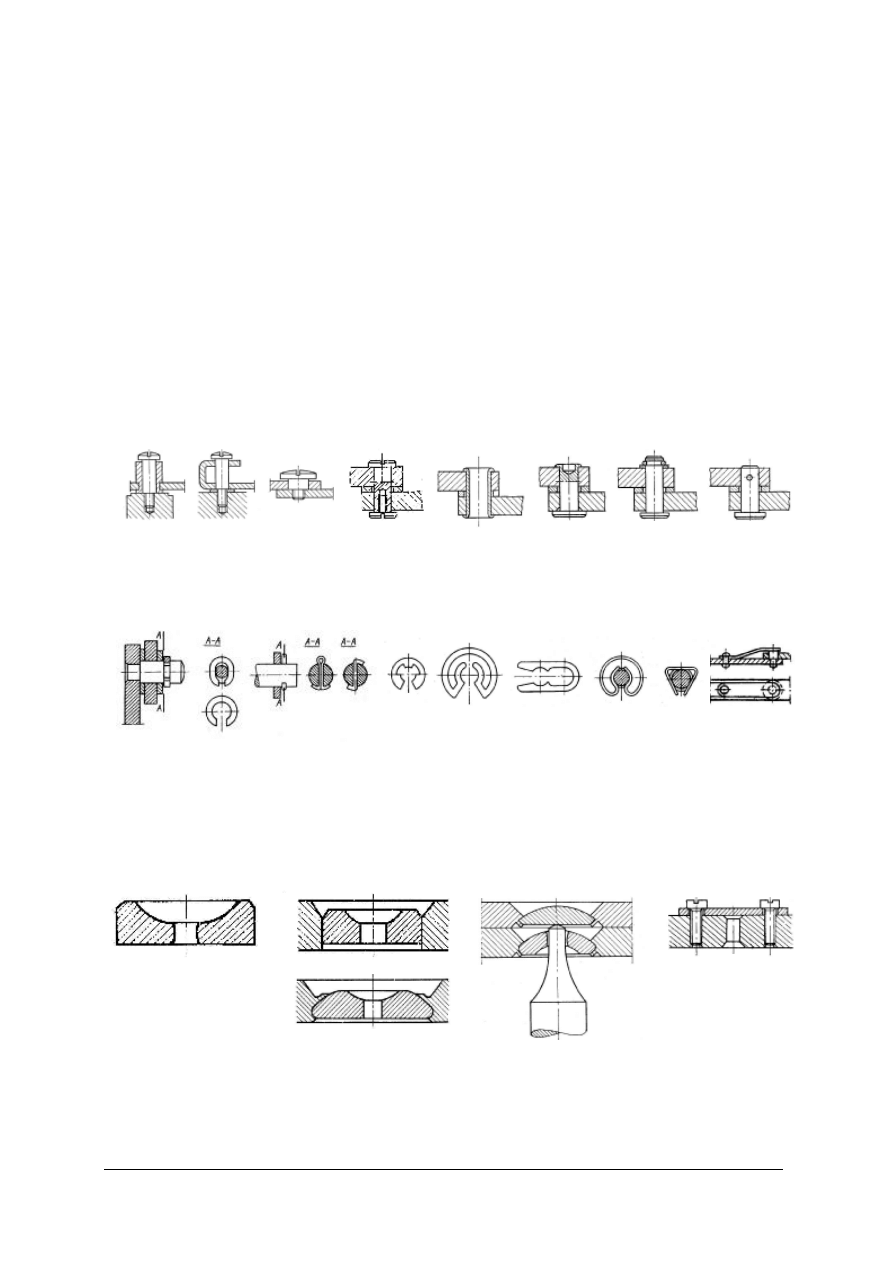
Łożyska z czopami nieruchomymi. Łożyska takie mogą mieć czopy umieszczone
dwustronnie lub być wykonane na czopie utwierdzonym jednostronnie. Łożyska z czopami
dwustronnymi są stosowane do łożyskowania długich wałków, natomiast z czopami
jednostronnymi do łożyskowania dźwigni, rolek itp. Ułożyskowanie takie wymaga zastosowania
zabezpieczenia części łożyskowanej przed spadnięciem z czopa.
Łożyska ślizgowe walcowe typu zegarowego
Rys. 16. Ułożyskowanie jednostronne na czopie nieruchomym, zamocowanym: a) za pomocą gwintu, b) przez
roznitowanie, c) za pomocą pierścienia osadczego, d) za pomocą kołka lub zawleczki. [13]
a)
b)
c)
d)
Rys. 17. Ułożyskowanie jednostronne na czopie nieruchomym – zabezpieczenia przed spadnięciem łożyska
z wałka: a) pierścieniem zaciskanym, b) zawleczką lub drutem, c) zatyczkami sprężynującymi z blachy,
d) zatyczkami sprężynującymi z drutu, e) sprężyną płaską. [15]
a)
c)
d)
e)
b)
Rys. 18. Ułożyskowania ślizgowe typu zegarowego: a) panewka mineralna z otworem wyoblonym – wyoblenie
zapobiega zakleszczeniu czopa, b) panewki mineralne: osadzona przez wcisk i oprawiona przez zagniecenie,
c) łożysko nakrywkowe z panewkami mineralnymi oprawianymi, d) Łożysko nakrywkowe wykonane
bezpośrednio w płycie szkieletu. [2, 10]
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 19.
Ułożyskowanie
stożkowe
wałka
z możliwością regulacji luzu wzdłużnego. [2]
Łożyska ślizgowe walcowe typu zegarowego są to łożyska o konstrukcji podobnej do łożysk
maszynowych, ale charakteryzujące się bardzo małymi wymiarami (średnica czopa może być
mniejsza niż 0,1 mm). Stosuje się łożyska poprzeczne i poprzeczno-wzdłużne, czyli nakrywkowe.
Wałki łożyskuje się albo bezpośrednio w płycie, albo w panewkach mineralnych wtłaczanych lub
zagniatanych w otworze płyty. Panewki te wykonuje się z korundu (szafiru lub rubinu). Panewki
mineralne są znormalizowane.
Łożyska nakrywkowe wymagają dwóch panewek, osobno dla przenoszenia obciążeń
poprzecznych, osobno dla wzdłużnych. Stosowane są też rozwiązania polegające na sprężystym
osadzeniu panewek, zapobiegającym złamaniu się cienkiego czopa na skutek uderzenia lub
wstrząsów mechanizmu.
Łożyska stożkowe
W
łożyskach
stożkowych
stożkowa
powierzchnia czopa współpracuje z krawędzią lub
stożkową powierzchnią panewki. Rozwiązanie takie
cechuje się bardzo małymi oporami ruchu, ale nie
nadaje się dla szybko obracających się wałków. Jest
zalecane dla krótkich wałków wykonujących ruchy
wahliwe.
Łożyska stożkowe mogą przenosić
obciążenia poprzeczne i wzdłużne. Nie wymagają
zachowania dokładnej współosiowości panewek,
ponieważ nie grozi w nich zakleszczenie czopów.
Ich montaż należy zakończyć regulacją luzu wzdłużnego. Aby to ułatwić, ułożyskowanie
wykonywane jest przeważnie w postaci wkrętów łożyskowych blokowanych przeciwnakrętkami.
Ustawiony luz powinien zapewniać właściwą pracę łożyska w przypadku zmian długości wałka na
skutek rozszerzalności cieplnej. Przy skróceniu wałka powierzchnie czopa i panewki powinny
współpracować nadal poprawnie, a przy wydłużeniu nie może nastąpić zakleszczenie
ułożyskowania.
Łożyska kiełkowe
Rys. 20. Ułożyskowanie kiełkowe:
a) kształty panewek: kulista i stożkowo-kulista, b) różne rodzaje panewek: panewka wykonana bezpośrednio
we wkręcie, panewka mineralna osadzona we wkręcie i panewka dociskana sprężyną dla wykasowania luzu
wzdłużnego łożyska, c) ułożyskowanie jednostronne ze stałym czopem (ułożyskowanie igły busoli
magnetycznej),
d)
ułożyskowanie
dwustronne,
panewki
osadzone
we
wkrętach
blokowanych
przeciwnakrętkami umożliwiają ustalenie luzu wzdłużnego. [2, 13, 15]
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
W łożyskach kiełkowych stożkowa powierzchnia czopa zakończona kulistą powierzchnią
współpracuje z kulistą lub stożkową powierzchnią panewki, często mineralnej. Zakres zastosowań
i czynności regulacyjne takich łożysk są podobne jak dla łożysk stożkowych.
Łożyska kulowe
Są to łożyska rzadko stosowane
z uwagi
na
kłopotliwe
wykonanie,
zwłaszcza kulistych panewek. Dlatego
najczęściej stosuje się panewki stożkowe,
współpracujące z kulistym zakończeniem
wału lub kulką łożyskową, zaciśniętą
w gnieździe wykonanym w zakończeniu
wałka.
Wałki
obciążone
wzdłużnie
łożyskuje się na nieruchomej kulce –
stożkowy otwór wykonany jest wówczas
w czole wałka.
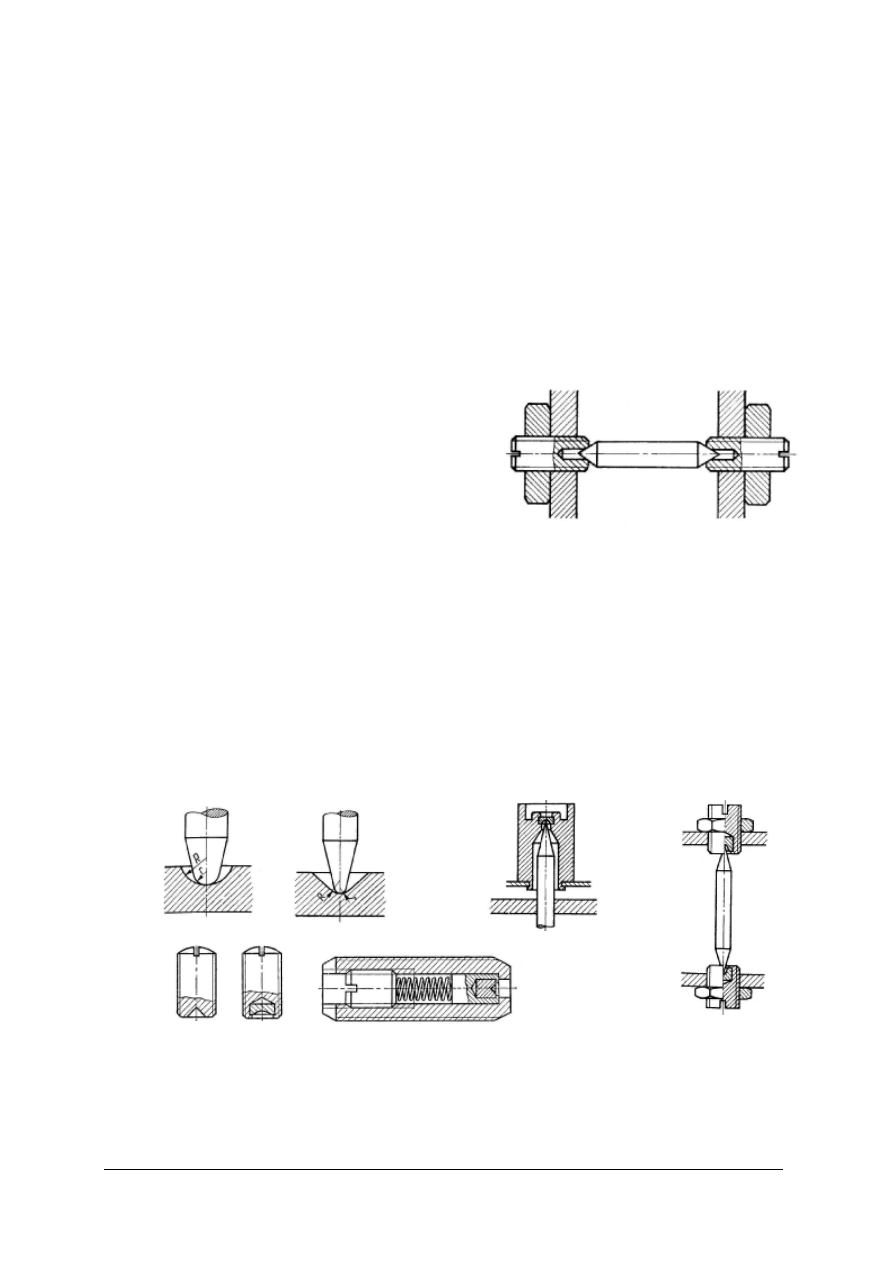
Łożyska pryzmatyczne
W łożyskach pryzmatycznych powierzchnie ślizgowe panewek ustawione są pod kątem
i współpracują z czopem walcowym lub nożowym o zaokrąglonej krawędzi ostrza. Wykonuje się
je jako otwarte (panewka nie obejmuje ze wszystkich stron czopa), a docisk czopa do panewki
następuje pod wpływem siły ciężkości i ewentualnie sprężyny. Łożyska te cechuje brak luzu,
dzięki czemu uzyskuje się dokładne ustalenie położenia części łożyskowanej. Po montażu łożyska
powinna nastąpić jego regulacja. Często odbywa się ona za pomocą więcej niż jednego elementu
regulacyjnego.
Łożyska nożowe
Rys. 21. Ułożyskowanie kulowe:
a) czop stanowi kulka łożyskowa zagnieciona w gnieździe
wałka, b) kulisty czop współpracuje ze stożkową panewką,
c) nieruchomy kulisty czop w postaci kulki łożyskowej
dociśniętej płytką współpracuje z panewką stożkową wykonaną
w wałku. [2]
a)
b)
c)
Rys. 22. Ułożyskowanie nożowe:
a) kształty noży: noże stalowe o kącie rozwarcia 60º i noże mineralne o kącie rozwarcia 90º,
b) ułożyskowanie mniej dokładne – nóż gruszkowy wtłoczony w belkę wagi i stalowe panewki
wklęsłe, c) ułożyskowanie dokładne – zamocowania noży skrajnych wag z możliwością regulacji
w kierunku poziomym oraz poziomym i pionowym. [2, 15]
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
W łożyskach nożowych następuje toczenie się zaokrąglonej krawędzi noża po płaskiej lub
zaokrąglonej powierzchni panewki. Są to łożyska otwarte, w których panewka wykonuje ruchy
wahliwe o niewielkim zakresie. Rozwiązanie takie stosowane jest w ułożyskowaniu ramion
i szalek wag zwykłych i analitycznych. Noże i panewki wykonuje się ze stali hartowanej lub agatu.
W łożyskach mniej dokładnych noże osadza się przez wcisk, natomiast panewki osadza się
również przez wcisk lub dokręca łącznikami gwintowymi. W łożyskach dokładnych noże osadza
się przy użyciu połączeń gwintowych, przez co zapewnia się możliwość ich regulacji. Po montażu
(a także okresowo w trakcje eksploatacji – podczas legalizacji przyrządów) dokonuje się regulacji
położenia noży w jednym lub dwóch kierunkach.
Łożyska toczne z pośrednimi elementami tocznymi
Jest to grupa łożysk, w których powierzchnie czopa i łożyska są od siebie oddzielone
elementami tocznymi w postaci kulek lub wałeczków (walców, baryłek stożków lub igiełek).
Mogą to być łożyska poprzeczne, wzdłużne i skośne. Z kolei łożyska wahliwe zapewniają
poprawną pracę wałka przy odchyleniu jego osi.
Łożyska typu maszynowego składają się z pierścieni wewnętrznego i zewnętrznego oraz
elementów tocznych umieszczonych w tzw. koszyku – blaszanej lub wykonanej z tworzywa
obejmie utrzymującej ich poprawne rozmieszczenie na bieżniach pierścieni. Dla małych obciążeń
stosuje się najczęściej łożyska kulkowe zwykłe, które mogą przenosić obciążenia poprzeczne
i mniejsze obciążenia wzdłużne.
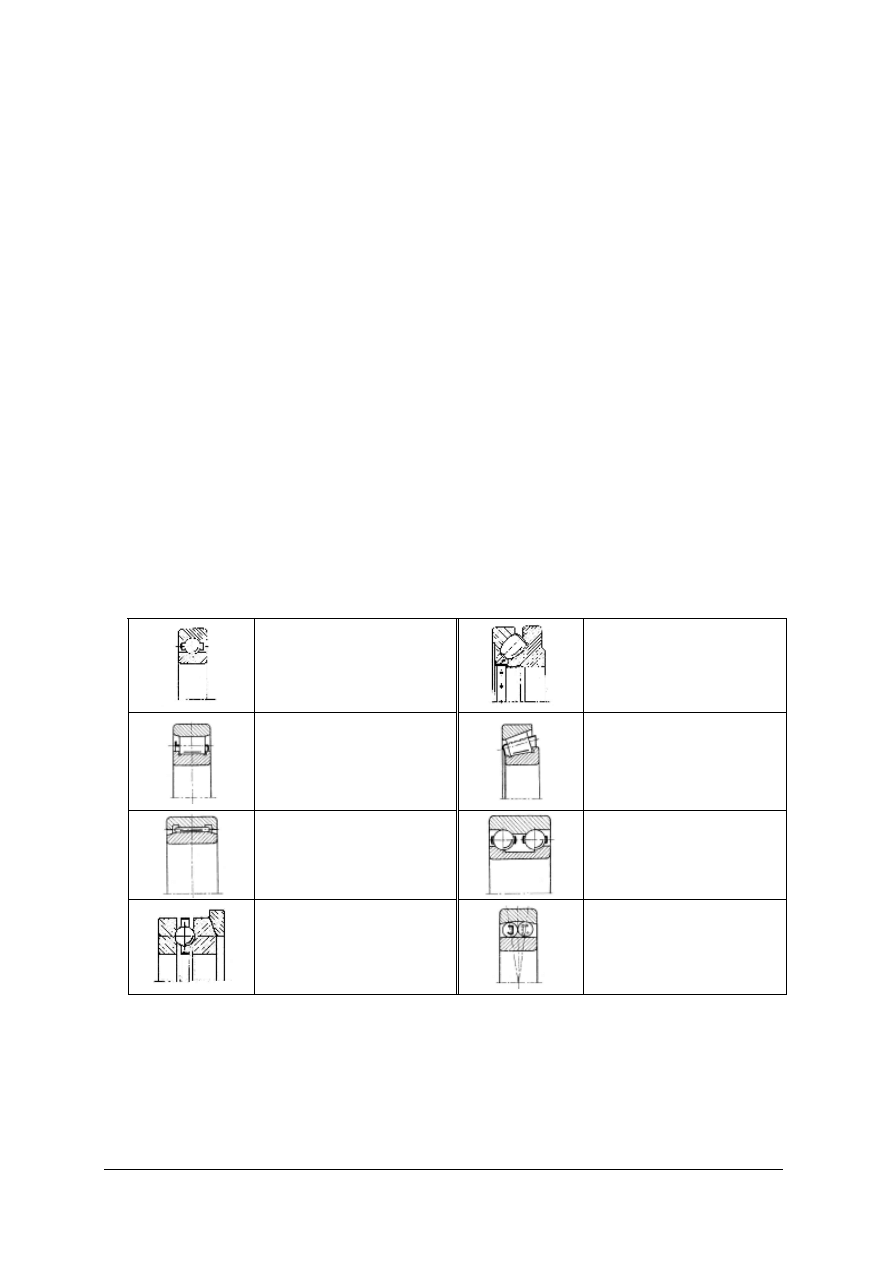
Tabela 1. Rodzaje łożysk tocznych (wybór). [2]
kulkowe zwykłe
(przenosi obciążenia
poprzecznie i mniejsze
obciążenia wzdłużne)
baryłkowe wzdłużne
(przenosi obciążenia wzdłużne
w jednym kierunku)
wałeczkowe
(przenosi obciążenia
poprzeczne)
stożkowe wzdłużne
(przenosi obciążenia wzdłużne
w jednym kierunku)
igiełkowe
(przenosi obciążenia
poprzeczne)
kulkowe skośne dwurzędowe
(przenosi obciążenia
poprzeczne i wzdłużne
w dwóch kierunkach)
kulkowe wzdłużne
jednostronne
(przenosi obciążenia wzdłużne
w jednym kierunku)
kulkowe dwurzędowe wahliwe
(przenosi obciążenia
poprzeczne, umożliwia zmianę
położenia wałka)
Łożyska toczne są znormalizowane. W katalogu producenta łożysk tocznych znajduje się
informacja o średnicy wewnętrznej d i zewnętrznej D łożyska, jego grubości b oraz nośności
i trwałości. Osadzanie łożysk tocznych wymaga zastosowania odpowiedniego pasowania.
W przypadku ruchomego wałka łożysko wciskane jest na wałek, a w przypadku ruchomej
obudowy wciskane jest w obudowę. W każdym z przypadków drugie z pasowań jest pasowaniem
suwliwym. Jest to zasada ogólna, natomiast zalecane pasowania dla danego typu i rozmiaru
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
łożyska oraz wielkości i charakteru obciążenia podawane są również podane w katalogach.
Dlatego przed przystąpieniem do montażu należy dokonać pomiarów średnic gniazd i czopów,
aby stwierdzić, czy zostały one wykonane w granicach dopuszczalnych odchyłek dla danego
pasowania.
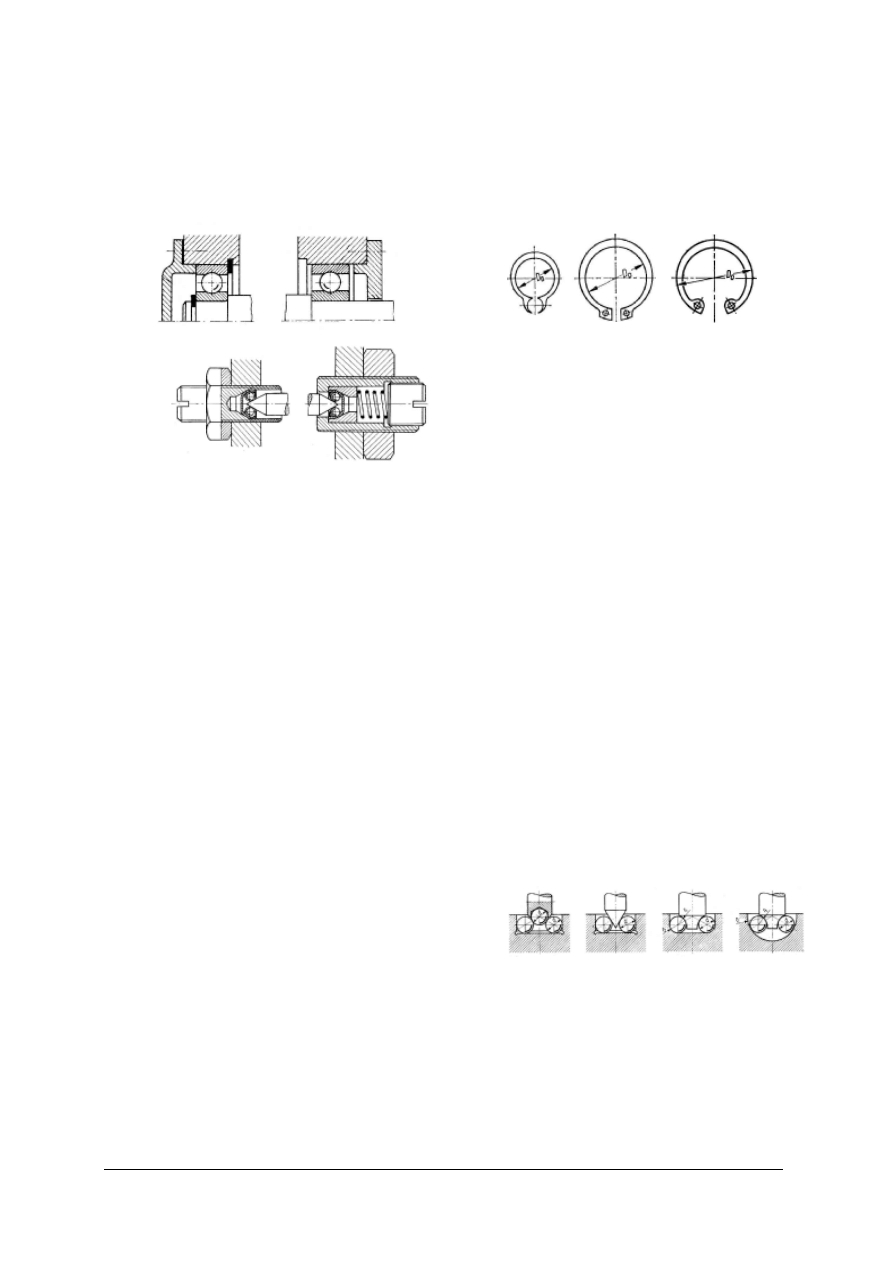
Zabezpieczenie łożysk przed przesuwem poprzecznym (czyli ustalenie) wykonuje się tylko
dla jednego łożyska umieszczonego na wałku, ze względu na dokładność wykonania korpusu
i odkształcenia cieplne wałka. Ustalenia dokonuje się najczęściej przez odpowiednie
ukształtowanie wałków i gniazd, stosowanie przykręcanych pokryw oraz pierścieni sprężystych,
do zakładania których stosuje się specjalne szczypce.
Dla małych średnic czopów i gniazd stosowane są miniaturowe łożyska toczne. Są to łożyska
przypominające budową łożyska kulkowe, ale nie mające pierścienia wewnętrznego, oraz łożyska
miseczkowe. Łożyska miseczkowe są to łożyska skośne wahliwe, z pierścieniem wewnętrznym
lub bez pierścienia. Są one pasowane ciasno
w obudowie. Obudowę taką stanowić może wkręt
wkręcany w korpus urządzenia, co pozwala na łatwą
regulację luzu wzdłużnego. Ustalenie wkręta jest
dokonywane za pomocą przeciwnakrętki.
Na dalszą miniaturyzację pozwala zastosowanie
ułożyskowania
tocznego
specjalnego.
W ułożyskowaniu
takim
kulki
współpracują
bezpośrednio z bieżniami wykonanymi na czopie i w gnieździe szkieletu urządzenia.
a)
b)
c)
Rys. 23. Ustalanie łożysk tocznych:
a) sposób ustalenia wałka ułożyskowanego na łożyskach kulkowych – z lewej strony łożysko ustalające
(ustalenie na wałku kształtowo i za pomocą pierścienia sprężynującego zewnętrznego, a w obudowie za
pomocą pierścienia sprężynującego wewnętrznego i dokręconej pokrywki), z prawej strony łożysko
swobodne,
b) pierścienie osadcze sprężynujące: wewnętrzne (do osadzania na wałku) i zewnętrzny (do osadzania
w gnieździe) – wymiary pierścieni i podtoczeń do ich osadzenia są znormalizowane; wymiarem
nominalnym dla pierścienia jest średnica wałka na którym lub gniazda, w którym ma być osadzony,
c) sposób osadzenia łożysk miseczkowych – z prawej strony łożysko ustalające (miseczka ciasno pasowana
w gnieździe wkręta), z lewej strony łożysko swobodne, dociśnięte sprężyną kasującą luz wzdłużny.
[2, 13, 15]
Rys. 24. Ułożyskowanie toczne specjalne.
Bieżnie wykonane bezpośrednio w szkielecie i na
czopie. [2]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
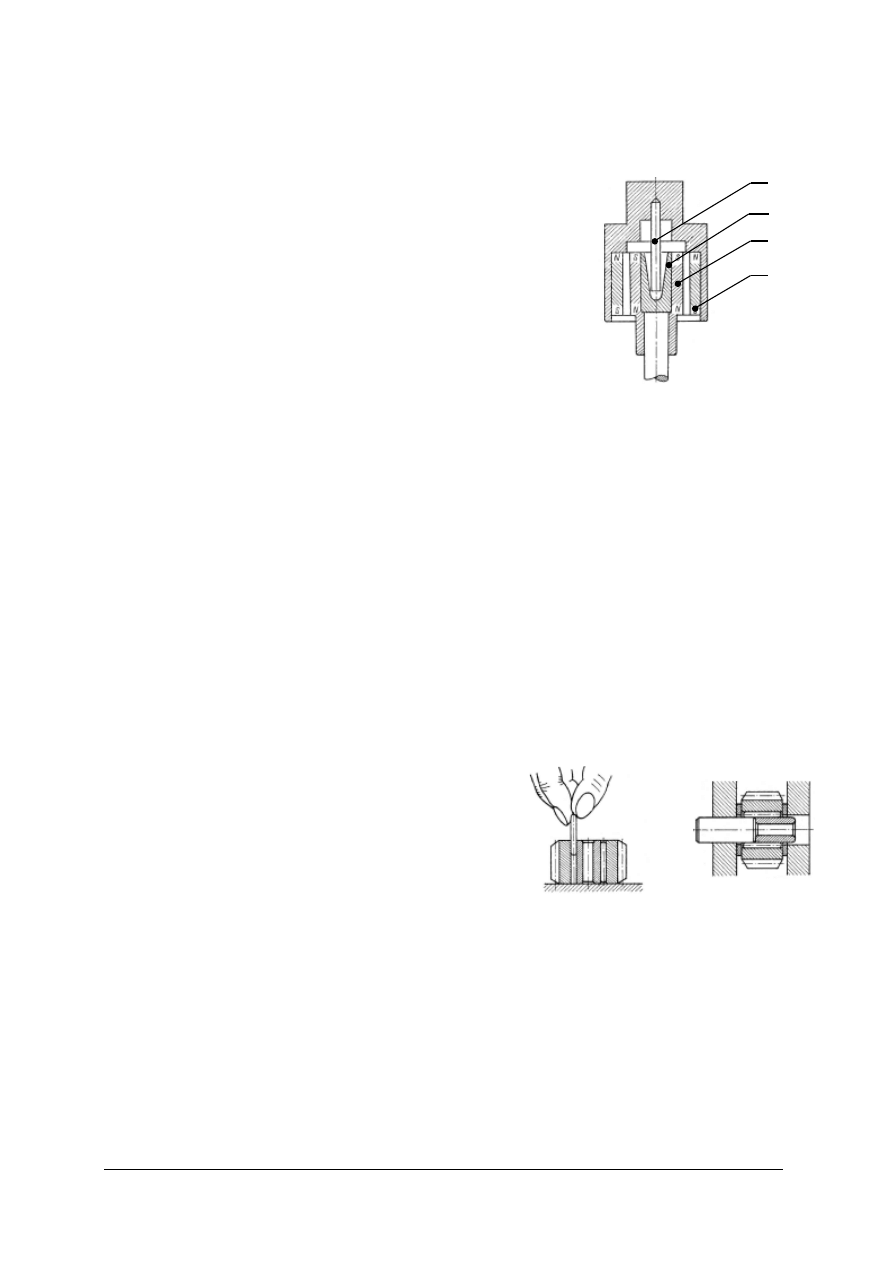
Łożyska magnetyczne
W łożyskach magnetycznych czopy i panewki
wykonane
są
z
magnesów
stałych.
Dzięki
oddziaływaniu
magnesów
powierzchnie
czopa
i panewki nie stykają się, zatem łożysko nie zużywa
się i nie wymaga smarowania. Dodatkowo łożysko
pomocnicze
(w
którym
czopem
jest
wałek
zapewniający współosiowość łożyska) może mieć
panewkę grafitową, o własnościach samosmarujących.
Łożyska magnetyczne stosuje się w przypadku bardzo
małych
obciążeń
do
ułożyskowania
wałków
obciążonych siłą wzdłużną. Przykładem zastosowania
jest
łożyskowanie
wirnika
licznika
energii
elektrycznej. Obciążeniem dla łożyska jest w tym
przypadku jedynie ciężar wirnika.
Magnesy mogą być pasowane na wałku
i w gnieździe suwliwie i dodatkowo utwierdzone za
pomocą połączenia klejonego. Połączenie takie należy
wykonywać,
zachowując
wszystkie
środki
ostrożności stosowane przy klejeniu. W przypadku, gdy zachodzi możliwość pomyłki, należy
ponadto pamiętać o takim zorientowaniu magnesów, aby się wzajemnie odpychały. W związku
z dużą kruchością i wrażliwością na uderzenia, należy zwrócić szczególną uwagę na sposób
montażu magnesów, tak aby nie nastąpiła częściowa utrata własności magnetycznych.
Wskazówki do montażu łożysk
W trakcie montażu ułożyskowania zegarowego należy z największą ostrożnością obchodzić
się z wałkami o cienkich czopach walcowych, zwłaszcza w momencie nakładania płyt szkieletu.
Przy tej czynności najłatwiej o złamanie lub
wygięcie czopa.
Wtłaczanie i oprawianie panewek (zwłaszcza
mineralnych) różnego typu ułożyskowań wymaga
zastosowania pomocy (przyrządu) o odpowiednio
ukształtowanej powierzchni roboczej. Wskazane
jest użycie praski pozwalającej na wywieranie
płynnego nacisku i kontrolowanie jego siły.
Podczas wtłaczania łożysk tocznych nie wolno
wywierać nacisku w taki sposób, aby był on
przenoszony przez elementy toczne. Wtłaczając
łożysko na wałek należy wywierać siłę nacisku na
pierścień wewnętrzny, a wtłaczając do gniazda
szkieletu – na pierścień zewnętrzny.
Montaż łożysk tocznych miniaturowych bez
pierścienia wewnętrznego może wymagać użycia
dodatkowych pomocy. Pomocą taką jest np. wałek
montażowy, stosowany przy osadzaniu ułożyskowania igiełkowego.
Powierzchnie części łączonych wciskowo powinny być starannie oczyszczone.
Rys. 25. Ułożyskowanie magnetyczne wirnika
licznika energii elektrycznej:
1, 2 – magnesy trwałe, 3 – kołek ustalający,
zapewniający współosiowe ustawienie wałka
względem panewki, 4 – pomocnicza panewka
grafitowa. [15]
2
3
1
4
Rys. 26. Montaż łożyska igiełkowego bez pierścieni
za pomocą wałka montażowego:
a) wsunięcie igiełek pomiędzy powierzchnie wałka
montażowego i koła zębatego – wałek montażowy
ma nieco mniejszą średnicę niż wałek właściwy,
b) wypchnięcie walka montażowego przez wałek
właściwy z zastosowaniem zabezpieczenia przez
wysunięciem się igiełek. [5]
a)
b)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Przy okazji charakterystyki poszczególnych rodzajów ułożyskowań opisane zostały typowe
czynności regulacyjne, które trzeba wykonać podczas montażu.
Dla prawidłowej pracy łożysk i wydłużenia żywotności konieczne jest ich smarowanie.
Z uwagi na małe rozmiary mechanizmów precyzyjnych łożyska są zazwyczaj smarowane
jednorazowo podczas montażu.
Do smarowania łożysk ślizgowych typu maszynowego i łożysk tocznych stosuje się smary
stałe (np. wazelinę techniczną, smary łożyskowe mineralne i syntetyczne o symbolu ŁT).
W łożyskach ślizgowych smar wprowadza się pomiędzy czop i panewkę. W panewce
wykonuje się często zagłębienie smarowe (od strony zakończenia czopa), w których smar może
się utrzymywać.
Panewki porowate wymagają nasycenia gęstym smarem przed montażem ułożyskowania.
Uwalniający się z porów panewki smar zapewnia ciągłość smarowania łożyska w ciągu jego
eksploatacji. Nie wymagają natomiast smarowania panewki z tworzyw sztucznych.
Łożyska walcowe typu zegarowego i łożyska kiełkowe smaruje się podczas montażu
smarami rzadkimi. W łożyskach nakrywkowych kroplę smaru należy umieścić na czole czopa
przed zamknięciem łożyska panewką wzdłużną.
Łożyska toczne są smarowane fabrycznie. Należy je rozpakowywać bezpośrednio przed
montażem. W przypadku, gdy smar konserwujący stwardniał, należy je umyć w benzynie lub
roztworze oleju w benzynie oraz zakonserwować ponownie.
Nadmiar smaru, który wydostał się podczas montażu z łożyska należy wytrzeć, aby nie
powodował przyklejania się kurzu, mogącego później przenikać pomiędzy współpracujące
powierzchnie.
Ocena jakości montażu
Oceniając jakość montażu łożysk należy wziąć pod uwagę, czy:
−
zostały wykonane wszystkie czynności montażowe, np. czy osadzony został komplet części
ustalających wałki,
−
części łożyskowane obracają się cicho i płynnie w łożyskach,
−
nie następuje zakleszczanie się łożysk,
−
łożyska nie wykazują nadmiernych oporów ruchu,
−
luz poprzeczny i wzdłużny jest zgodny z normą,
−
przeprowadzono działania regulacyjne dla uzyskania właściwego położenia części
i wymaganych luzów, a po przeprowadzonej regulacji elementy regulacyjne zostały
unieruchomione,
−
wykonane zostało smarowanie łożysk przy użyciu dobrze dobranego smaru, a nadmiar smaru
został usunięty.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to są czop i panewka?
2. Jaki jest podstawowy podział łożysk ślizgowych walcowych typu maszynowego?
3. W jakich przypadkach stosuje się łożyskowanie wałków bezpośrednio w otworach
łożyskowych szkieletu?
4. W jakim celu stosuje się zawleczki w ułożyskowaniach jednostronnych na czopie
nieruchomym?
5. W jaki sposób osadza się panewki mineralne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
6. Co to jest łożysko nakrywkowe?
7. W jakiej sytuacji może nastąpić zakleszczenie ułożyskowania stożkowego?
8. Jaki rodzaj tarcia występuje w ułożyskowaniu nożowym?
9. Jaki rodzaj obciążeń przenoszą łożyska igiełkowe?
10. Na czym polega ustalanie łożysk?
11. Jaka zasada obowiązuje przy ustalaniu łożysk tocznych?
12. W jaki sposób smaruje się panewki porowate?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przeprowadź oględziny ułożyskowania tarczy licznika energii elektrycznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z zasadą działania licznika energii w oparciu o literaturę wskazaną przez
nauczyciela,
2) zanotować (przerysować) oznaczenia znajdujące się na tabliczce znamionowej licznika,
objaśnić ich znaczenie opierając się na literaturze,
3) dokonać oględzin obudowy licznika, ustal sposób jej demontażu i dobrać odpowiednie
narzędzia,
4) zdemontować obudowę licznika,
5) określić zakres dalszego demontażu umożliwiającego oględziny ułożyskowań i dobrać
odpowiednie narzędzia,
6) ustalić plan dalszej pracy z nauczycielem,
7) przeprowadzić demontaż licznika, umożliwiający oględziny ułożyskowań, starannie
odkładając zdemontowane części,
8) szczegółowo opisać ułożyskowania zastosowane w budowie licznika, sporządzić
i wymiarować ich szkice,
9) wykonać montaż licznika i uporządkować stanowisko pracy,
10) zgłosić zakończenie wykonania ćwiczenia i zaprezentować nauczycielowi sporządzoną
notatkę.
Wyposażenie stanowiska pracy:
−
licznik energii elektrycznej,
−
narzędzia znajdujące się na wyposażeniu pracowni montażu,
−
suwmiarka uniwersalna, mikrometr, lupa,
−
artykuły piśmienne,
−
poradnik dla ucznia, literatura przygotowana przez nauczyciela i znajdująca się w biblioteczce
podręcznej pracowni.
Ćwiczenie 2
Wykonaj ułożyskowanie toczne wałka.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem wykonawczym wałka, otrzymanym od nauczyciela,
2) w oparciu o katalog łożysk tocznych zidentyfikować łożyska toczne wskazane przez
nauczyciela,
3) dobrać pierścień osadczy sprężynujący do ustalenia wzdłużnego łożyska na wałku,
4) na podstawie danych łożysk i pierścienia osadczego uzupełnić wymiarowanie rysunku
wykonawczego, stosując zasadę ruchomego wałka,
5) określić technologię wykonania wałka, wypisać kolejność operacji obróbkowych i niezbędne
wyposażenie technologiczne do jego wykonania,
6) sporządzić zestawienie materiałowe w oparciu o zasoby pracowni,
7) skonsultować z nauczycielem dotychczasowy przebieg wykonania ćwiczenia,
8) wykonać wałek, pamiętając o przestrzeganiu przepisów bhp podczas prowadzenia operacji
obróbkowych,
9) dokonać ocenę jakości wykonania wałka,
10) opracować plan montażu zespołu, wypisz niezbędne wyposażenie stanowiska
−
jedno
z łożysk będziesz wtłaczał ręcznie, natomiast drugie za pomocą praski,
11) skompletować wyposażenie stanowiska do wykonania montażu zespołu i ocenić jego stan
techniczny,
12) wykonać szkice brakujących trzpieni i tulejek ochronnych niezbędnych do wtłoczenia łożysk,
13) wykonać naszkicowane trzpienie i tulejki ochronne, pamiętając o przestrzeganiu przepisów
bhp podczas prowadzenia operacji obróbkowych,
14) przeprowadzić mycie i konserwację łożysk tocznych przeznaczonych do montażu,
15) wykonać montaż zespołu, demonstrując nauczycielowi sposób wtłaczana łożysk tocznych,
16) uporządkować stanowisko pracy i wykonaną dokumentację,
17) zgłosić nauczycielowi zakończenie ćwiczenia.
Wyposażenie stanowiska pracy:
−
szkic zespołu,
−
łożyska toczne,
−
pierścienie osadcze sprężynujące,
−
katalogi łożysk i normy,
−
pręty i tulejki okrągłe stalowe, z metali nieżelaznych i tworzyw sztucznych,
−
wyposażenie pracowni do obróbki ręcznej,
−
wyposażenie pracowni do obróbki mechanicznej,
−
wyposażenie pracowni montażu,
−
środki do mycia i konserwacji łożysk,
−
materiały piśmienne i przybory kreślarskie,
−
poradnik dla ucznia, literatura będąca na wyposażeniu biblioteczki podręcznej pracowni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować, rozróżnić i scharakteryzować ułożyskowania
różnych typów?
2)
scharakteryzować cechy poprawnego montażu ułożyskowań
różnych typów?
3)
objaśnić sposób regulacji i konserwacji ułożyskowań różnych
typów?
4)
posłużyć się katalogiem łożysk tocznych?
5)
wykonać montaż i demontaż łożysk tocznych?
6)
scharakteryzować i wykonać ustalenie ułożyskowania
tocznego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Montaż sprzęgieł
4.3.1. Materiał nauczania
Przeznaczenie i klasyfikacja sprzęgieł
Sprzęgła są to zespoły służące do łączenia wałków w celu przeniesienia momentu
obrotowego. Sprzęgła nie zmieniają prędkości obrotowej i kierunku obrotów. Składają się
z członu czynnego, połączonego z wałkiem napędzającym, członu biernego, połączonego
z wałkiem napędzanym oraz sprzęgającego oba człony łącznika. Dzięki stosowaniu sprzęgieł
można oddzielnie wykonywać zespoły napędowe i łączyć je z napędzanymi mechanizmami
w końcowej fazie montażu urządzenia.
Zależnie od metody sprzęgania wyróżnia się sprzęgła mechaniczne, hydrauliczne,
magnetyczne i elektromagnetyczne. W urządzeniach precyzyjnych najczęściej stosowane są
sprzęgła mechaniczne.
Sprzęgła dzielimy na:
−
nierozłączne (stałe) – w których połączenie członów czynnego i biernego wykonane jest na
stałe, a ich rozłączenie wiąże się z demontażem sprzęgła,
−
włączalne – które mogą być włączane w ruchu i spoczynku.
Sprzęgła nierozłączne (stałe) dzielą się z kolei na:
1) sztywne, w których sposób połączenia członów uniemożliwia ich wzajemne przemieszczanie;
mają one najprostszą konstrukcję, ale można je stosować tylko wówczas, gdy łączone wałki są
współosiowe i w trakcie ich współpracy nie następuje ich przesunięcie wzdłużne (czyli czoła
wałków pozostają w stałej odległości),
2) samonastawne, a wśród nich:
−
wysuwne (osiowe) – umożliwiające przesunięcie wzdłużne wałków,
−
przesuwne (promieniowe) – stosowane w przypadku wałków o osiach przesuniętych
równolegle względem siebie,
−
wychylne – stosowane w przypadku wałków, których osie przecinają się pod kątem,
−
uniwersalne – na przykład wysuwno-przesuwne itp.,
3) podatne, których łączniki są wykonane z materiałów podatnych, czyli sprężystych. Głównym
celem stosowania takich sprzęgieł jest zdolność elementów podatnych do tłumienie drgań, ale
pozwalają one również na niewielkie przesunięcie i wychylenie osi wałków.
Spośród sprzęgieł włączalnych w mechanice precyzyjnej stosuje są najczęściej sprzęgła kłowe
i cierne.
Ponadto stosuje się sprzęgła spełniające inne dodatkowe funkcje. Zaliczyć do nich można
sprzęgła:
−
bezpieczeństwa,
−
jednokierunkowe,
−
odśrodkowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
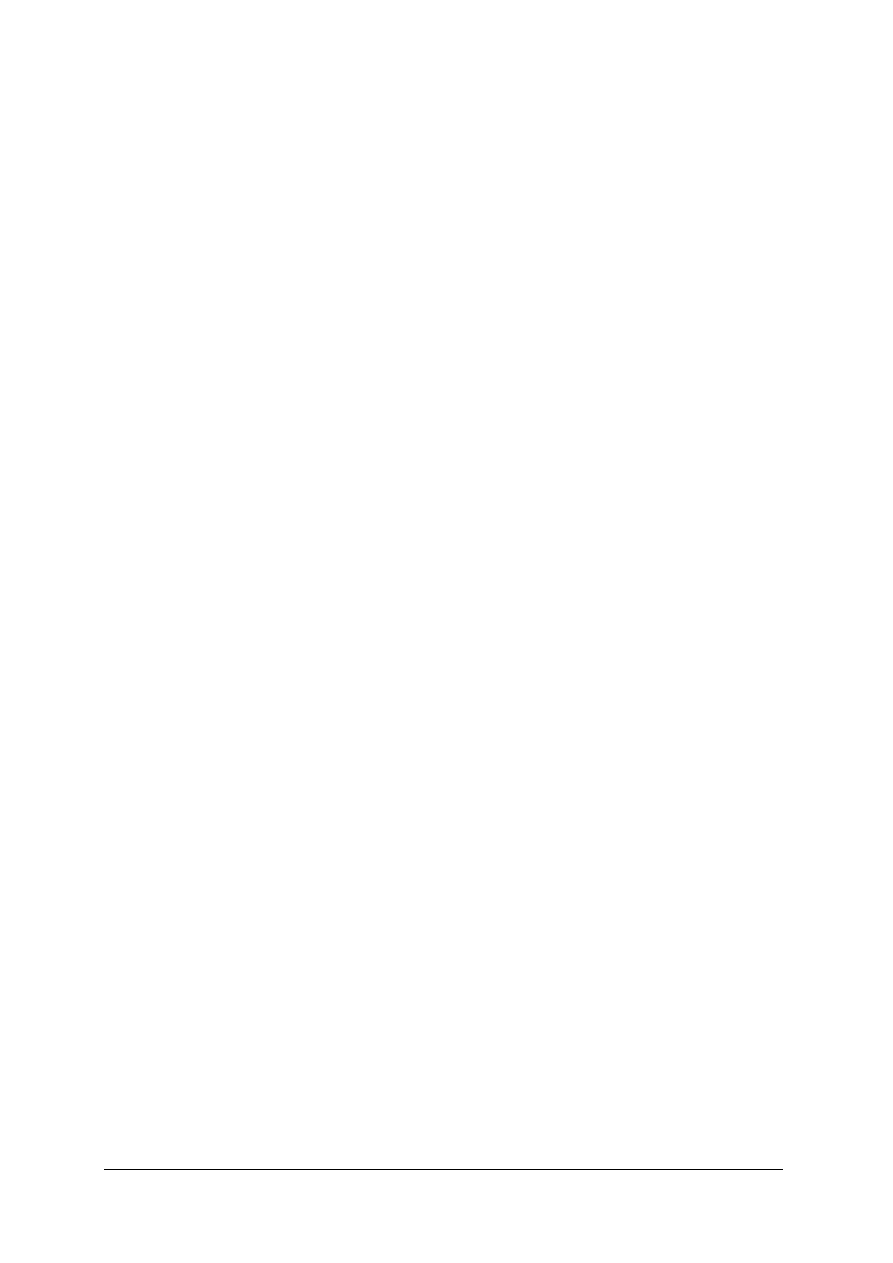
Sprzęgła stałe
Sprzęgła stałe przenoszące małe momenty (czyli poddane niewielkim obciążeniom)
wykonywane są jako tulejowe i łubkowe. Zaletą sprzęgieł łubkowych jest możliwość montażu
łącznika bez konieczności rozsuwania wałków. Ponieważ montaż polega jedynie na zaciśnięciu
łubków, wałki nie wymagają specjalnego ukształtowania zakończeń, aby możliwa była poprawna
zabudowa sprzęgła.
Z kolei montaż sprzęgła łatwo rozbieralnego wymaga dokręcenia tylko jednego łącznika.
Ponieważ łączniki (wkręty, kołki) nie współpracują bezpośrednio z wałkami, jest ono szczególnie
przydatne do sprzęgania wałków o małych średnicach.
Sprzęgła samonastawne
Wśród sprzęgieł wysuwnych najczęściej stosuje się: tulejowe, płetwowe i palcowe.
W przypadku sprzęgła palcowego, przy montażu którego oba człony (czynny i bierny) są
unieruchamiane na wałkach, należy zwrócić uwagę na zachowanie odpowiedniego luzu pomiędzy
powierzchniami tarcz.
b)
a)
Rys. 27. Sprzęgła sztywne: a) tulejowe, b) łubkowe, c) łatwo rozbieralne. [2, 15]
c)
Rys. 28. Sprzęgło przesuwne Oldhama:
a) konstrukcja z zastosowaniem kołków współpracujących ze szczelinami tarczy pośredniczącej – na
kolejnych przekrojach poprzecznych widoczne zmiany położenia kołków w szczelinach tarczy
pośredniczącej oraz zmiany położenia środków: tarczy członu czynnego, tarczy członu biernego
i tarczy pośredniczącej,
b) konstrukcja z kłami prostymi, stosowana w sprzęgłach bardziej obciążonych. [2, 8]
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
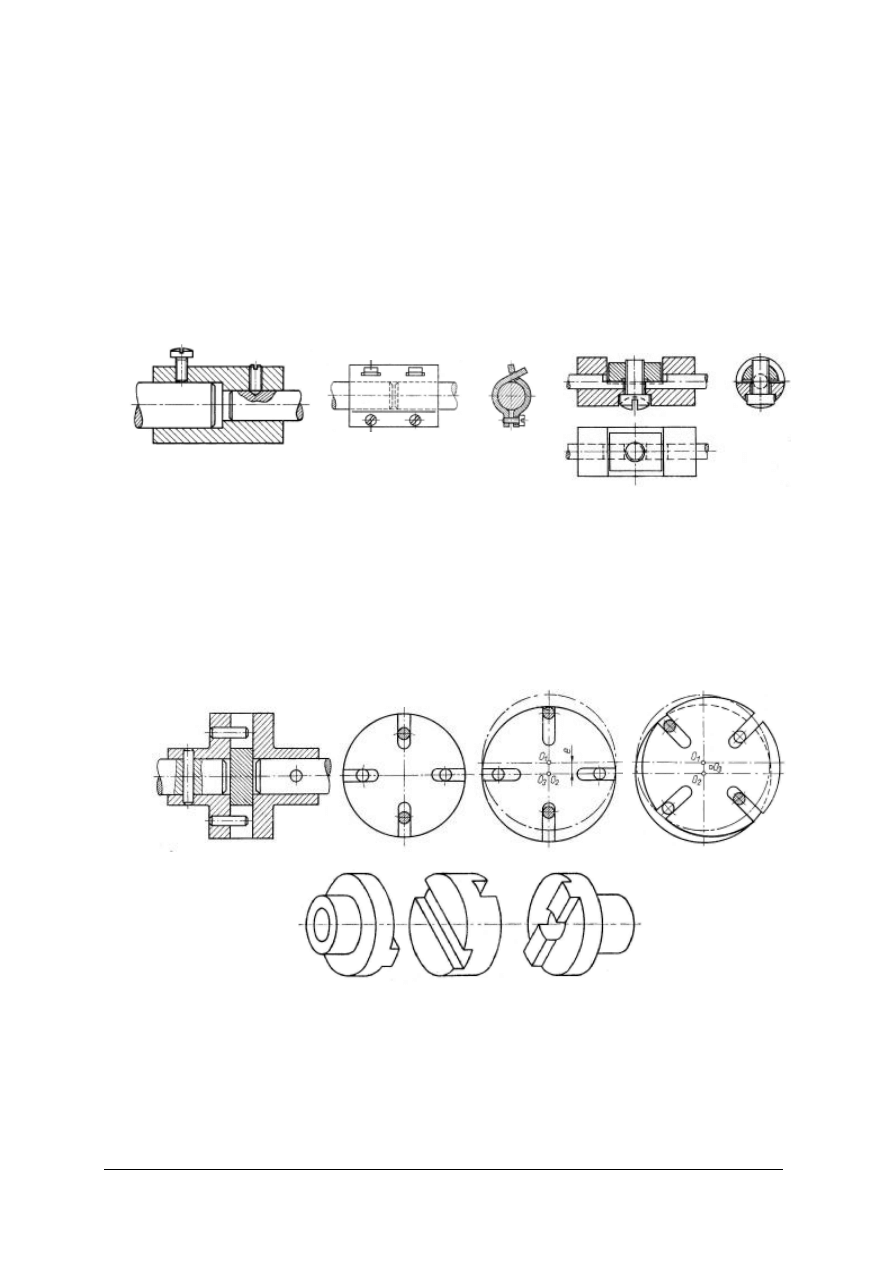
Przykładem
najprostszego
sprzęgła
przesuwnego jest sprzęgło przesuwne tarczowe.
Jego wadą jest zmiana prędkości kątowej
podczas pojedynczego obrotu (wałek bierny
obraca się na przemian szybciej i wolniej od
wałka czynnego). Efektem tego są drgania
mechanizmu.
Wady tej nie ma sprzęgło Oldhama,
w którym odpowiednio ukształtowane tarcze
współpracują z tarczą pośredniczącą. Z uwagi na
intensywne tarcie, prowadzące do zużycia
elementów,
sprzęgła
Oldhama
służą
do
przenoszenia małych obciążeń przy niewielkich
prędkościach obrotowych.
Z kolei sprzęgło z luzem kasowanym, dzięki
zastosowaniu dociskającej sprężyny płytkowej, eliminuje wynikający z istnienia luzów
w mechanizmie sprzęgieł innej konstrukcji, martwy ruch przy zmianie kierunku obrotów wałka
czynnego.
Sprzęgła tarczowe przesuwne, z luzem kasowanym itp. mogą pełnić rolę (przy zastosowaniu
palców wystarczającej długości) sprzęgieł wysuwno-przesuwnych.
a)
c)
Rys. 29. Sprzęgła wysuwne: a) i b) tulejowe,
c) płetwowe, d) palcowe. [2]
b)
d)
a)
b)
Rys. 30. Przykłady sprzęgieł przesuwnych: a) sprzęgło tarczowe, b) sprzęgło z luzem kasowanym. Ponieważ
dla poprawnej współpracy elementów przesuwających się względem siebie konieczne jest zachowanie luzów,
które powiększają się w wyniku zużycia elementów, przy zmianie kierunku obrotów występuje martwy ruch.
W rozwiązaniu tym luz jest kasowany dzięki zastosowaniu sprężyny działającej z siłą większą niż to wynika
z obciążenia sprzęgła. Ponadto dzięki zastosowaniu pośrednich elementów tocznych zmniejszają się straty
energetyczne związane z tarciem. [8]
Rys. 31. Sprzęgła wychylne: a) kulowe pojedyncze, b) kulowe podwójne, c) krzyżowe Cardana. [2, 15]
a)
b)
c)
A
A
A-A
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
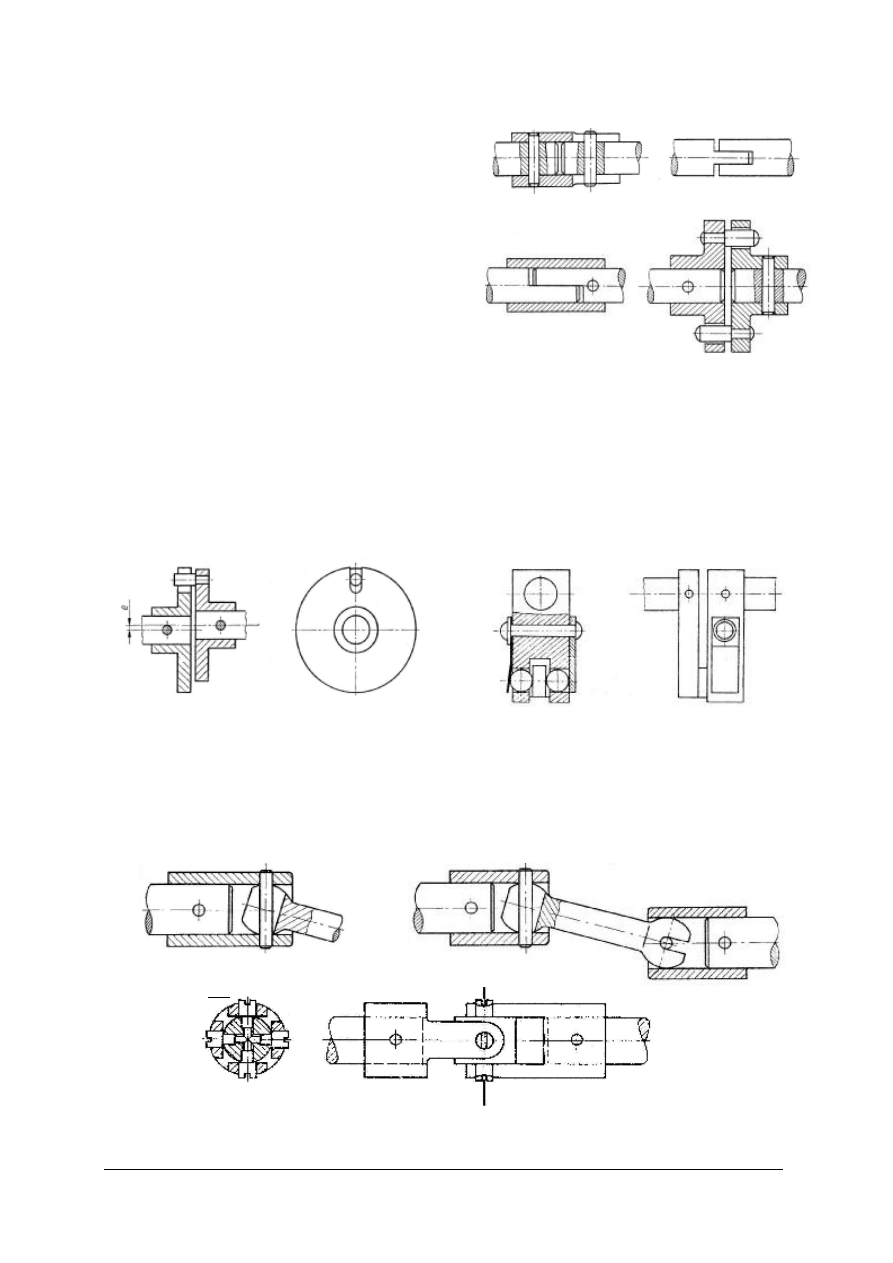
Przykładami sprzęgieł wychylnych są sprzęgła kulowe i krzyżowe (Cardana). Stosując
sprzęgła wychylne podwójne można łączyć wałki o osiach równoległych, przesuniętych na
znaczną odległość. Wadą sprzęgieł kulowych i krzyżowych jest nierównomierna prędkość kątowa
wałka napędzanego. W sprzęgłach kulowych zachodzi ponadto intensywne tarcie pomiędzy
współpracującymi elementami.
Sprzęgła podatne
Celem stosowania sprzęgieł podatnych jest tłumienie drgań i łagodzenie nierównomierności
momentu obrotowego. Są wskazane w mechanizmach, w których człon bierny poddawany jest
gwałtownym zmianom obciążenia. Dodatkowo, ze względu na zastosowanie podatnego łącznika,
korygują w pewnym stopniu błędy położenia wałków (podobnie jak sprzęgła samonastawne).
Sprzęgła podatne wykonuje się jako sprężyste tarczowe, membranowe i sprężynowe.
W sprzęgłach tarczowych palce, osadzone w tarczach stanowiących człon czynny i bierny,
współpracują z przedzielającą je i zaopatrzoną w otwory wkładką z materiału sprężystego
(np. gumy, tworzywa sztucznego). W sprzęgłach membranowych łącznikiem jest membrana
metalowa lub niemetalowa, zamocowana na obrzeżach do tarczy czynnej i biernej.
W sprzęgłach przenoszących małe momenty jako łącznik może być także zastosowana
sprężyna śrubowa lub rurka z materiału podatnego – gumy lub tworzywa.
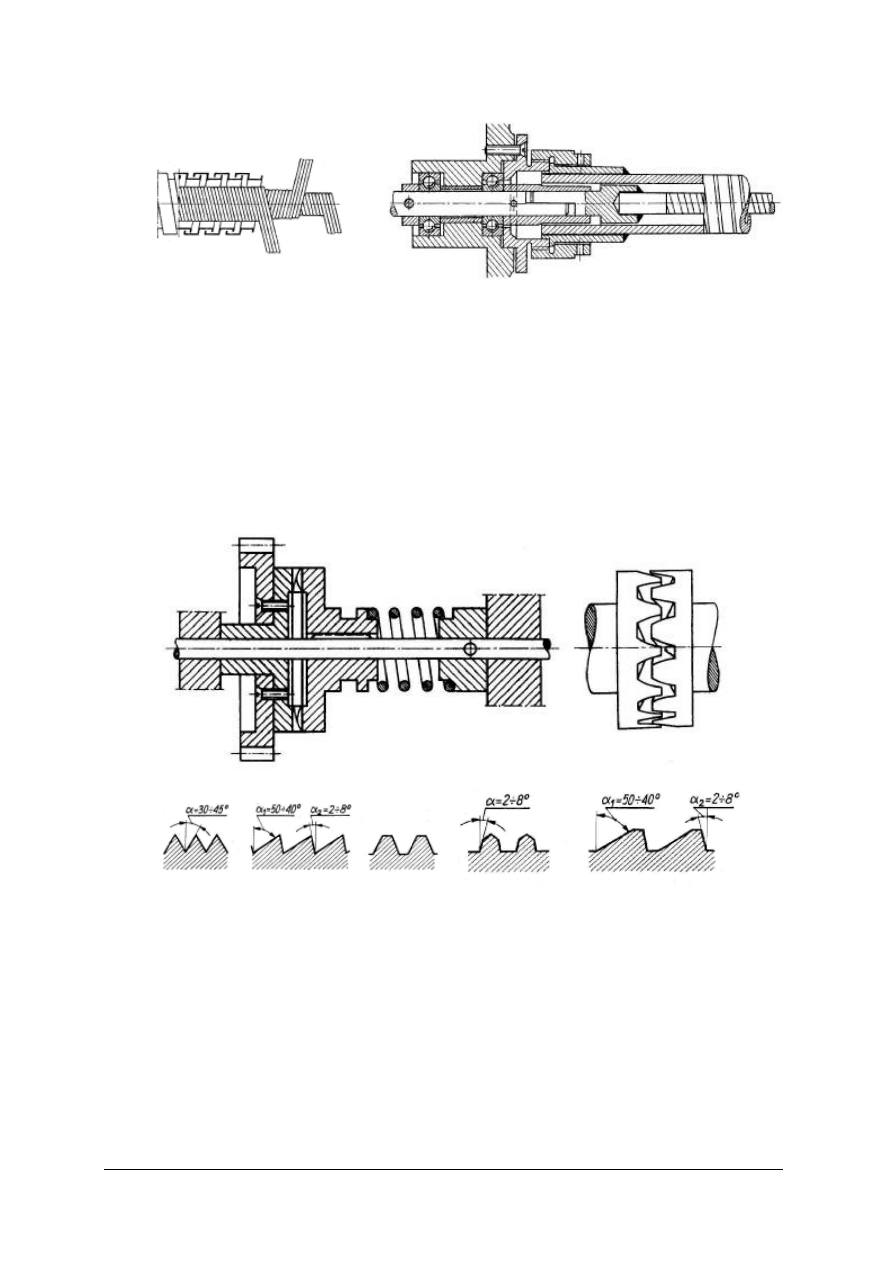
Wałki giętkie
Wałki giętkie stanowią rodzaj sprzęgieł podatnych i służą do napędu mechanizmów, których
nie można łączyć wałkami sztywnymi, np. przy dużych odległościach lub w przypadku, gdy
położenie wałków w czasie pracy ulega zmianie. Wałki takie są używane do napędu
(wychodzących z użycia) prędkościomierzy i obrotomierzy mechanicznych oraz narzędzi
ręcznych. Są wykonywane z kilku warstw ściśle zwiniętego drutu, przy czym kolejne warstwy
nawija się w przeciwnych kierunkach. Są ponadto umieszczone w osłonie z taśmy stalowej
i nałożonej na nią koszulki ochronnej. Podczas montażu wałków giętkich należy wykonać
połączenia obrotowego rdzenia z wałkiem napędzającym i osłony z nieruchomą obudową. Jeżeli
wałek jest zabudowany wewnątrz urządzenia, po montażu należy ułożyć go tak, aby krzywizny
zagięć miały jak największe promienie. Im bardziej wygięty jest wałek, tym większe są straty
mocy i jego zużycie związane z tarciem wałka o osłonę.
Rys. 32. Przykłady sprzęgieł podatnych: a) tarczowe, b) membranowe, c) sprężynowe, d) sprężynowe
samozaciskowe, e) z rurki gumowej. [2, 8]
a)
c)
b)
d)
e)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Sprzęgła włączalne
Sprzęgłami włączalnym stosowanymi w mechanizmach precyzyjnych są najczęściej sprzęgła
kłowe i cierne.
a)
Rys. 33. Wałek giętki: a) konstrukcja wałka – widoczne krzyżujące się warstwy drutu i osłona zwinięta
z profilowanej taśmy stalowej, b) połączenie wałka giętkiego z wałkiem napędzającym – obciążony
wałek giętki ulega znacznemu skręceniu, któremu towarzyszy skrócenie, dlatego tulejka, w której jest
osadzony, połączona jest z wałkiem czynnym za pomocą sprzęgła tulejowego wysuwnego; połączenie
wałka giętkiego i jego osłony z odpowiednimi łącznikami wykonane są za pomocą lutowania twardego.
[15]
b)
a)
b)
g)
c)
d)
e)
f)
Rys. 34. Sprzęgło kłowe: a) przykład konstrukcji, b) sposób współpracy kłów.
Pokazane zarysy zębów mają następujące właściwości:
c) zarys umożliwiający lekkie włączanie i wyłączanie,
d) zarys umożliwiający lekkie włączanie i wyłączanie, zapobiegający przeskakiwaniu zębów przy
naciskach międzyzębnych od strony mniejszego kąta,
e) zarys, przy którym utrudnione jest włączanie, ale umożliwiający lekkie wyłączanie,
zabezpieczający przed przeskakiwaniem zębów, stosowany do przenoszenia większych obciążeń,
f) zarys umożliwiający lekkie włączanie i wyłączanie, stosowany do przenoszenia większych
obciążeń,
g) zarys, przy którym utrudnione jest włączanie ale umożliwiający lekkie wyłączanie,
zabezpieczający przed przeskakiwaniem zębów w jednym kierunku (może być stosowany
w sprzęgle jednokierunkowym), stosowany do przenoszenia większych obciążeń. [15]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Sprzęgło kłowe składa się z dwóch tarcz, na których czołach wykonane są ząbki (kły)
o profilu dostosowanym do wymagań konstrukcyjnych, np. przenoszonego momentu. Tarcza
bierna ma możliwość przesuwania się wzdłuż wałka napędzanego, ponieważ osadzona jest za
pomocą luźno pasowanego połączenia wpustowego.
Jest ona dociskana do powierzchni tarczy czynnej sprężyną śrubową, a wykonane na
powierzchni zewnętrznej jej piasty podtoczenie umożliwia jej odsunięcie (celem rozłączenia
sprzęgła) za pomocą np. mechanizmu widełkowego. Po montażu współpracujące ze sobą
powierzchnie: połączenia wpustowego piasty tarczy biernej z wałkiem oraz mechanizmu
odwodzenia tarczy należy pokryć smarem stałym (np. wazeliną). Sprzęgło kłowe jest sprzęgłem
włączalnym synchronicznie – jego załączanie może odbywać przy nieruchomym lub powoli
obracającym się wałku czynnym – w przeciwnym wypadku gwałtowne uderzenie głów zębów obu
tarcz podczas zazębiania może doprowadzić do ich uszkodzenia. Należy o tym pamiętać podczas
przeprowadzania prób sprzęgła po montażu.
W sprzęgłach ciernych człon bierny jest zabierany
przez człon czynny wskutek sił tarcia występujących
pomiędzy
ich
współpracującymi
powierzchniami.
Z uwagi na ukształtowanie tych powierzchni sprzęgła
cierne dzielą się na płaskie i stożkowe. Pozostałe
rozwiązania konstrukcyjne (połączenie tulei członu
biernego
z wałkiem,
mechanizm
wyłączania)
są
podobne do stosowanych w sprzęgłach kłowych.
Sprzęgła
cierne
są
sprzęgłami
włączalnymi
asynchronicznie – można je włączać w czasie ruchu.
W czasie załączania po krótkiej fazie poślizgu następuje
wyrównanie prędkości wałków.
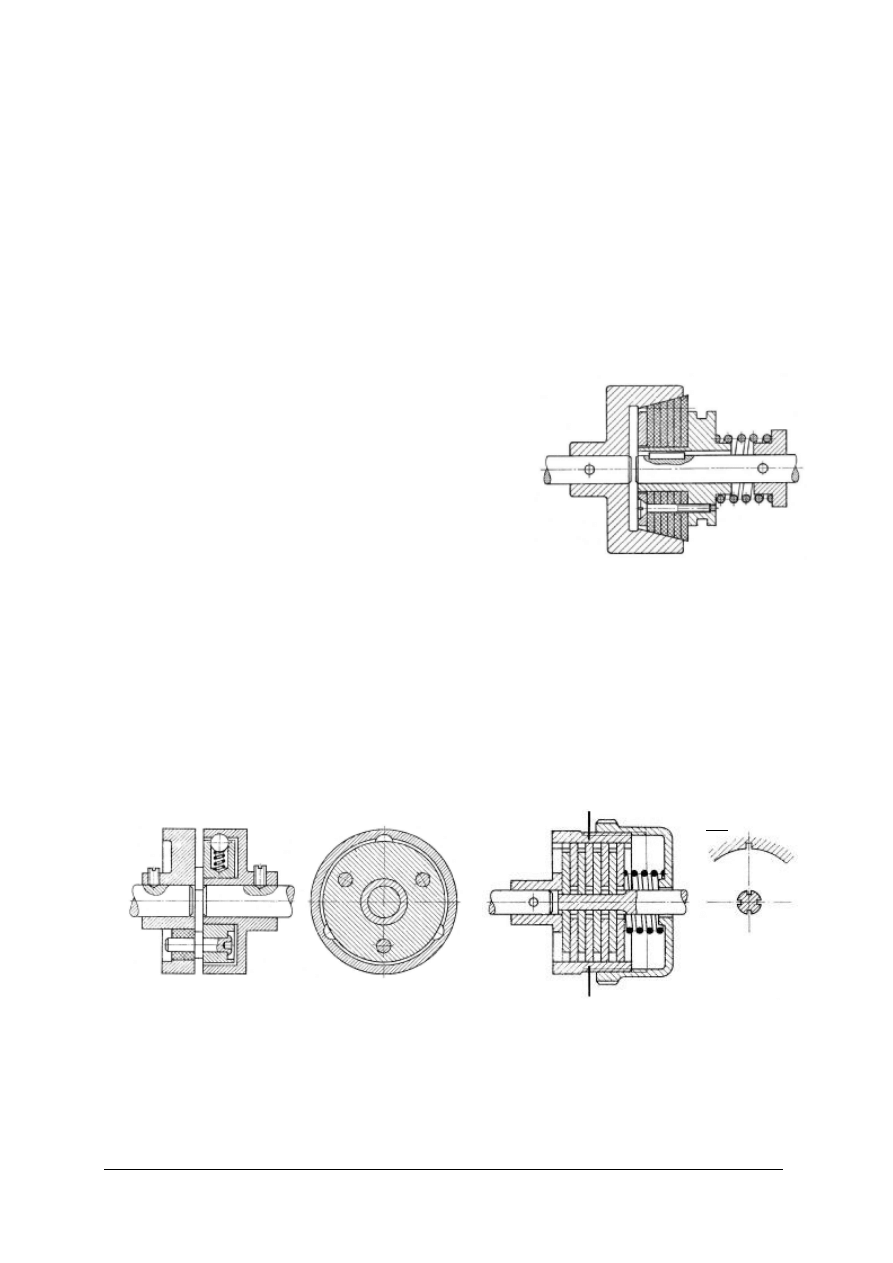
Sprzęgła bezpieczeństwa
Sprzęgła bezpieczeństwa (przeciążeniowe) służą do samoczynnego odłączania napędu, gdy
moment obciążenia na wałku napędzanym przekroczy dopuszczalną wartość, celem ochrony
układu napędowego przed uszkodzeniem.
Rys. 35. Sprzęgło cierne stożkowe. [2]
a)
b)
Rys. 36. Sprzęgła bezpieczeństwa (przeciążeniowe):
a) sprzęgło zatrzaskowe – pod wpływem przeciążenia następuje wypchnięcie podpartych sprężynami kulek
z otworów na wewnętrznej powierzchni tarczy napędzanej,
b) sprzęgło cierne wielopłytkowe – sprężyna dociska do siebie płytki cierne; płytki są zabezpieczone od
obrotu na przemian względem wałka biernego i tarczy czynnej; gdy wartość momentu obciążenia
przekracza wartość momentu siły tarcia, następuje poślizg płytek ciernych względem siebie;
zastosowanie wielu par powierzchni ciernych nie zwiększa siły tarcia, ale zmniejsza zużycie powierzchni
ciernych. [15]
A
A
A-A
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Jako sprzęgło przeciążeniowe może zostać użyte sprzęgło kłowe o odpowiednim zarysie
zębów. Przeskakiwanie zębów prowadzi jednak do ich szybszego zużycia.
Innymi rozwiązaniami są sprzęgła cierne wielopłytkowe lub sprzęgła zatrzaskowe.
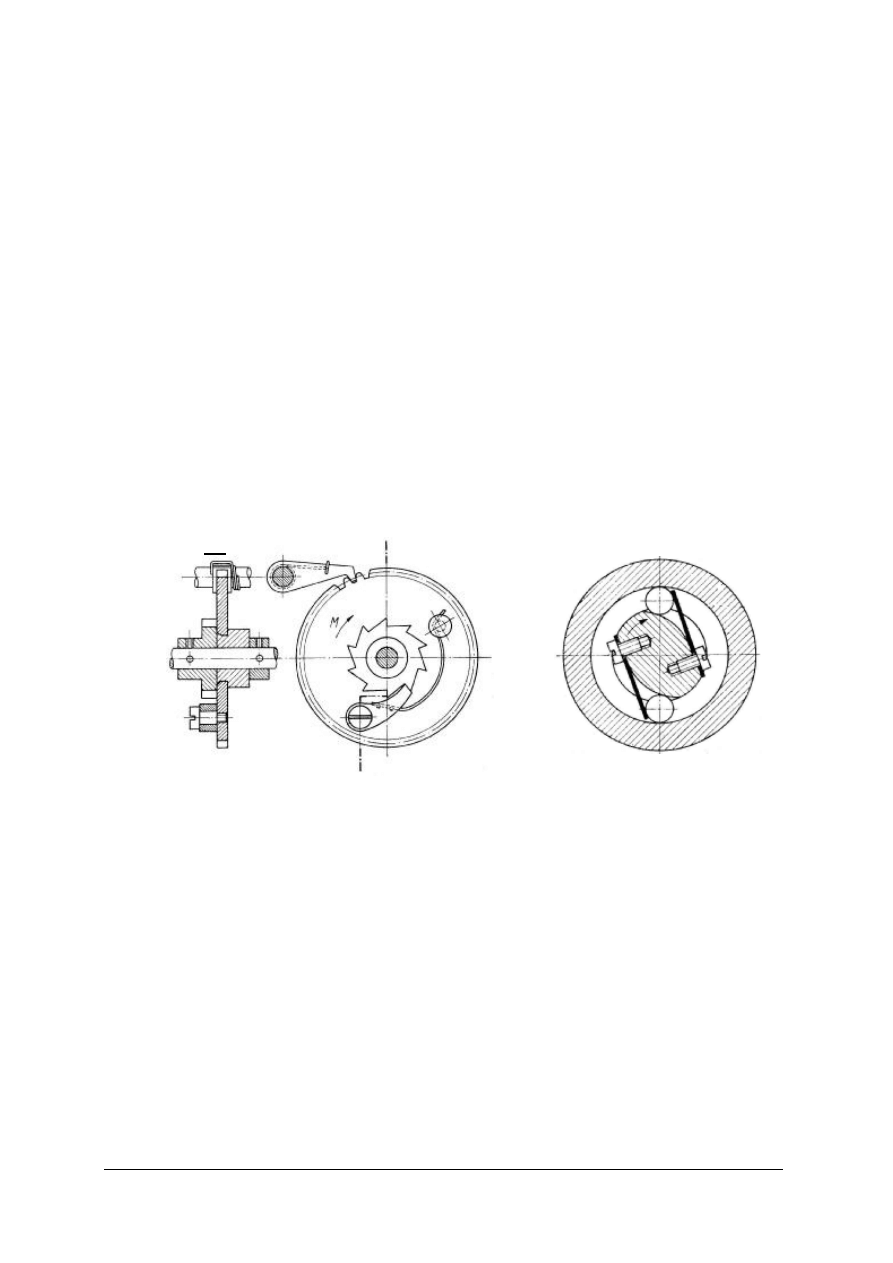
Sprzęgła jednokierunkowe
Są to sprzęgła stosowane do przenoszenia momentu obrotowego w jednym kierunku. Przy
zmianie kierunku obrotów wałka napędzającego lub wówczas, gdy wałkowi napędzanemu
zostanie nadana większa prędkość obrotowa niż wynosi prędkość wałka napędzającego, następuje
samoczynne ich wyłączenie.
Przykładami takich sprzęgieł są sprzęgła krzywkowe i zapadkowe. Mogą być w tym celu
stosowane sprzęgła kłowe o niesymetrycznym zarysie kłów.
Przy montażu sprzęgieł zapadkowych należy zapewnić współpracę zapadki z zębami koła
zapadkowego na całej powierzchni czołowej zapadki. W razie niedokładnego przylegania
powierzchnia czołowa zapadki wymaga podpiłowania.
Ponadto siła docisku sprężyny dociskowej powinna być tak dobrana, aby zazębienie zapadki
z kołem zapadkowym było pewne, z drugiej zaś strony, podczas ruchu jałowego wałka
napędowego (tzn. w kierunku przeciwnym do działania sprzęgła), by zapadka ślizgała się
swobodnie po powierzchniach zębów, nie zabierając wałka biernego w nieodpowiednim kierunku.
Sprzęgła magnetyczne
Sprzęgła magnetyczne nadają się jedynie do przenoszenia niewielkich momentów.
Sprzęgnięcie tarcz następuje dzięki siłom przyciągania wbudowanych w nie magnesów trwałych.
Stosuje się je najczęściej w mechanizmach, w których musi nastąpić przeniesienie ruchu
obrotowego przez szczelną ściankę, np. hermetycznej obudowy. Ścianka ta musi być wykonana
z materiału niemagnetycznego.
A
A
A-A
Rys. 37. Sprzęgła jednokierunkowe:
a) sprzęgło zapadkowe – członem czynnym jest koło zapadkowe osadzone na stałe na wałku,
natomiast członem biernym – koło zębate osadzone na tym wałku obrotowo i zaopatrzone
w zapadkę; w przedstawionym rozwiązaniu zastosowano ponadto łożyskowaną na dodatkowym
wałku przeciwzapadkę, która zapobiega obrotowi koła zębatego w kierunku przeciwnym do
kierunku działania sprzęgła,
b) sprzęgło cierne z krzywką zewnętrzną – przy obrocie wałka napędzającego, zaopatrzonego
w krzywkę, w kierunku oznaczonym strzałką, następuje zakleszczenie dociskanych sprężynami
wałeczków pomiędzy powierzchniami krzywki i zewnętrznej tulei, osadzonej na wałku
napędzanym; przy obrocie w przeciwnym kierunku zaklinowanie ustaje i następuje rozprzęgnięcie.
[15]
b)
a)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wskazówki do montażu sprzęgieł
Montaż sprzęgieł musi być poprzedzony zaplanowaniem kolejnych czynności montażowych.
Przyjęcie właściwej kolejności tych czynności pozwala na prawidłowe przeprowadzenie montażu.
Przystępując do montażu należy ocenić jakość wykonania części.
Częstym sposobem łączenia członów sprzęgieł z wałkami, osadzania palców w tarczach
sprzęgieł itp. jest kołkowanie połączeń. Wtłaczanie kołków należy wykonywać przy użyciu
odpowiedniego zestawu narzędzi i przy zastosowaniu pewnego podparcia wałków, aby zapobiec
ich skrzywieniu lub obróceniu się w czasie wykonywania połączenia.
Wszystkie łączniki muszą być osadzone w sposób pewny, aby nie nastąpiło ich poluzowanie
na skutek drgań sprzęgła, prowadzące do nadmiernego zużycia części i awarii mechanizmu.
Ponieważ pomiędzy częściami sprzęgieł występuje tarcie, należy odpowiednie,
przemieszczające się w czasie pracy sprzęgła powierzchnie pokryć smarem stałym,
np. grafitowym lub wazeliną. Z kolei elementy cierne zabudowane w sprzęgłach ciernych powinny
być przed montażem starannie oczyszczone i odtłuszczone, aby powierzchnie cierne przylegały do
siebie i zapewniona została pomiędzy nimi odpowiednio duża wartość siły tarcia.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do czego służą sprzęgła?
2. Co to są sprzęgła stałe?
3. Jakie właściwości mają sprzęgła podatne?
4. Jakie przykładowe elementy podatne stosuje się w budowie sprzęgieł podatnych?
5. Do jakiej grupy sprzęgieł należy sprzęgło kulowe?
6. W jakim celu stosuje się sprzęgła bezpieczeństwa?
7. Według jakich kryteriów dobiera się zarysy zębów sprzęgieł kłowych?
8. Dlaczego
sprzęgła
kłowe
zaliczamy
do
sprzęgieł
synchronicznych,
a
cierne
do asynchronicznych?
9. W jakim celu stosuje się sprzęgła zapadkowe?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj model sprzęgła według otrzymanej dokumentacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją modelu otrzymaną od nauczyciela,
2) narysować szkice wykonawcze części sprzęgła,
3) obliczyć niezbędne wymiary części, sprawdzając łańcuchy wymiarowe,
4) dobrać materiały do wykonania części sprzęgła,
5) określić technologię wykonania poszczególnych części sprzęgła, wypisać kolejność operacji
obróbkowych i niezbędne wyposażenie technologiczne,
6) wykonać zestawienie materiałowe w oparciu o zasoby pracowni,
7) wykonać części sprzęgła,
8) opracować plan montażu mechanizmu sprzęgła,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
9) wykonać montaż sprzęgła,
10) uporządkować w teczce dokumentację zadania,
11) dokonać prezentacji modelu, ocenić jakość wykonania, działanie i estetykę modelu, opisać
trudności, jakie napotkałeś w czasie realizacji zadania.
Wyposażenie stanowiska pracy:
−
rysunek montażowy modelu sprzęgła,
−
teczka na dokumentację konstrukcyjną i technologiczną modelu,
−
wyposażenie pracowni do obróbki mechanicznej,
−
wyposażenie pracowni do obróbki ręcznej,
−
wyposażenie pracowni montażu,
−
materiały konstrukcyjne metalowe i niemetalowe,
−
artykuły piśmienne i przybory kreślarskie,
−
kalkulator,
−
poradnik dla ucznia,
−
literatura będąca na wyposażeniu biblioteczki podręcznej pracowni.
Ćwiczenie 2
Przeprowadź oględziny sprzęgła maszyny do szycia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z budową i zasadą działania maszyny do szycia w oparciu o literaturę,
2) zdemontować elementy obudowy maszyny, dokonać identyfikacji i oględzin poszczególnych
jej zespołów,
3) przeprowadzić obserwację działania poszczególnych zespołów, pokręcając ręcznie kołem
napędowym maszyny, zwracając szczególną uwagę na przestrzeganie przepisów bhp,
4) określić i opisać cel stosowania sprzęgła w maszynie do szycia,
5) zapisać plan demontażu sprzęgła,
6) przeprowadzić demontaż sprzęgła,
7) na podstawie oględzin dokonać klasyfikacji sprzęgła zastosowanego w budowie maszyny,
8) sporządzić szkic sprzęgła,
9) wykonać montaż maszyny, sprawdzić jego poprawność i uporządkować stanowisko pracy,
10) podczas prezentacji wykonania ćwiczenia scharakteryzować wskazany przez nauczyciela
zespół maszyny do szycia.
Wyposażenie stanowiska pracy:
−
maszyna do szycia wraz z instrukcją obsługi,
−
wyposażenie pracowni montażu,
−
materiały piśmienne i przybory kreślarskie,
−
poradnik ucznia i literatura z biblioteczki podręcznej pracowni.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować sprzęgła stosowane w maszynach i urządzeniach
precyzyjnych?
2)
wyjaśnić zasadę działania sprzęgieł różnej konstrukcji?
3)
zaplanować i przeprowadzić montaż sprzęgieł różnej
konstrukcji?
4)
dokonać oceny jakości montażu sprzęgła?
5)
objaśnić zasady regulacji, konserwacji i eksploatacji sprzęgieł?
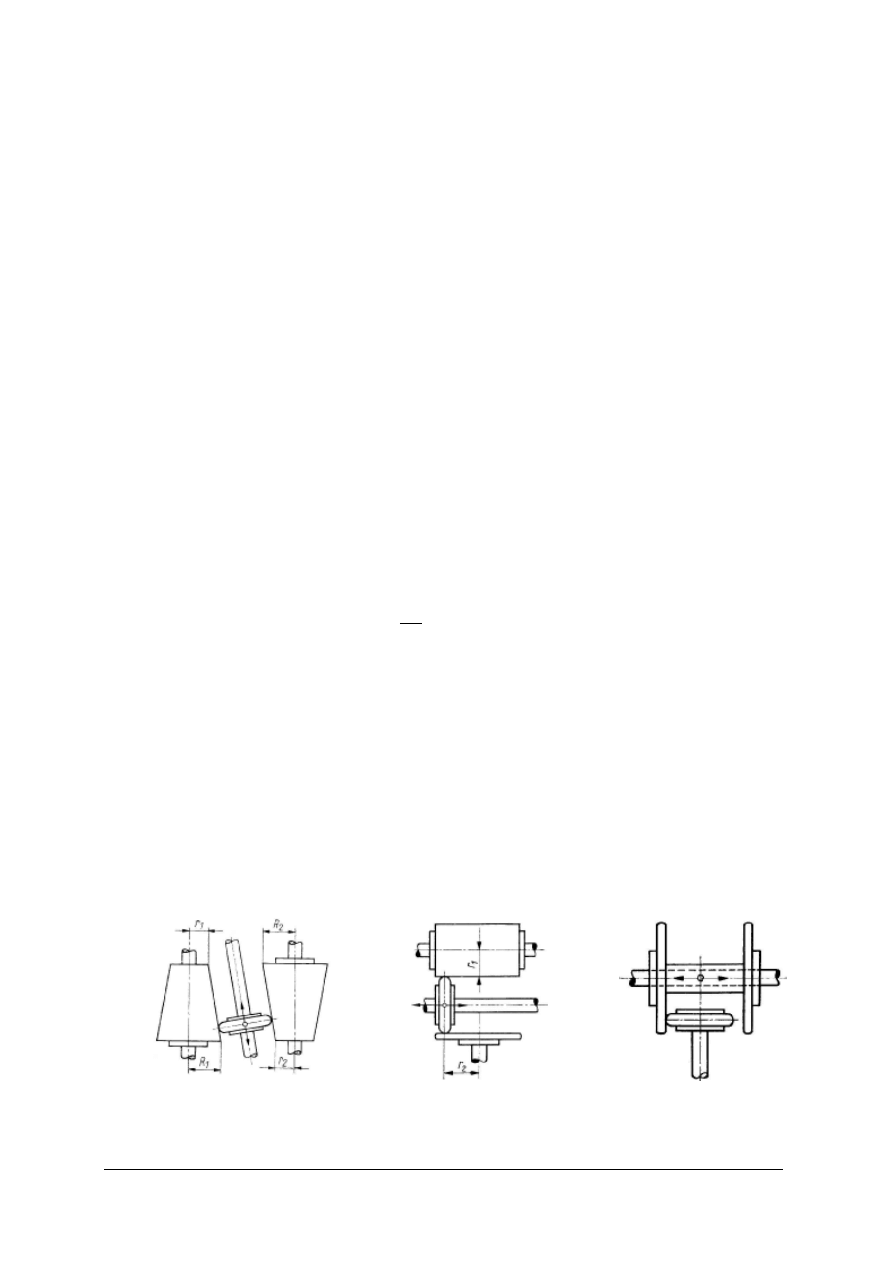
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4. Montaż przekładni
4.4.1. Materiał nauczania
Przeznaczenie przekładni
Przekładnie są mechanizmami służącymi do przenoszenia ruchu obrotowego z wałka
czynnego (napędzającego) na wałek bierny (napędzany). Ponadto do przekładni zaliczamy pewne
mechanizmy zamieniające ruch obrotowy na ruch prostoliniowy i odwrotnie.
Zastosowanie przekładni pozwala na zmianę kierunku obrotów i prędkości obrotowej
wałków. Stosuje się rozwiązania umożliwiające przeniesienie napędu pomiędzy wałkami, których
osie są równoległe, przecinają się pod kątem lub leżą w różnych płaszczyznach (są wichrowate).
Przekładnie dzielą się, z uwagi na charakter współpracy elementów, na:
−
cierne,
−
kształtowe,
oraz z uwagi na występowanie elementów pośredniczących na:
−
bezpośrednie, w których bezpośrednio współpracują ze sobą elementy osadzone na wałkach,
−
pośrednie, w których elementy osadzone na wałkach współpracują ze sobą za pośrednictwem
tzw. cięgna.
Przełożenie przekładni i jest to stosunek prędkości kątowej wału czynnego
1
ω do prędkości
kątowej wału biernego
2
ω :
2
1
ω
ω
=
i
.
Jeżeli
1
2
ω
ω
<
(
1
>
i
), przekładnia zmniejsza prędkość obrotową (jest reduktorem), jeżeli
natomiast
1
2
ω
ω
>
(
1
<
i
), przekładnia zwiększa prędkość obrotową (jest multiplikatorem).
Przekładnie cierne
Przekładnie cierne dzielą się na przekładnie o stałym przełożeniu i przekładnie o zmiennym
przełożeniu (wariatory). Przekładnie cierne stosowane są zarówno do przeniesienia napędu, jak
i do dokładnego nastawiania. Zaletą przekładni ciernych jest tłumienie drgań, a w przypadku
przekładni o zmiennym przełożeniu – bezstopniowa (płynna) zmiana przełożenia. Warunkiem
poprawnej pracy i trwałości przekładni jest właściwe wyregulowanie siły docisku toczących się po
sobie elementów ciernych. Siła zbyta mała prowadzi do występowania poślizgu, natomiast zbyt
Rys. 38. Przykłady przekładni ciernych: a) przekładnia o zmiennym przełożeniu i osiach równoległych,
b) przekładnia o zmiennym przełożeniu i osiach prostopadłych z możliwością zmiany kierunku obrotów,
c) zmieniacz kierunku obrotów. [10]
a)
c)
b)
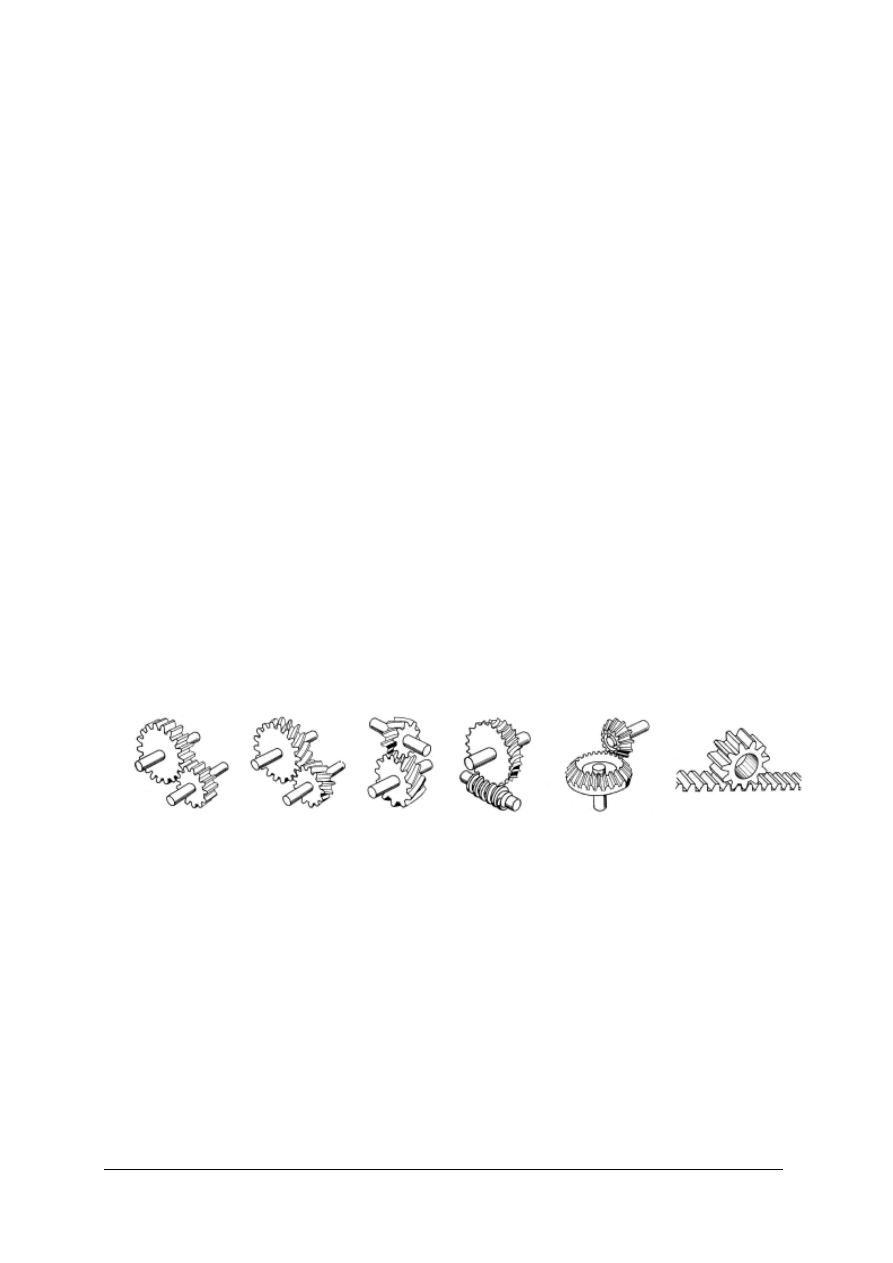
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
duża – nadmiernie obciąża łożyska i elementy cierne, prowadząc do ich przedwczesnego zużycia.
Odmianą przekładni ciernych są cierne mechanizmy przesuwu, w których ruch obrotowy
wałków jest wykorzystywany do transportu materiału taśmowego. Mechanizmy takie stosuje się
najczęściej do transportu papieru w urządzeniach techniki biurowej, np. kserokopiarkach
i drukarkach. W czasie montażu tych mechanizmów należy zwrócić szczególną uwagę na
zapewnienie właściwej siły nacisku i równomierny jego rozkład na całej długości
współpracujących ze sobą wałków transportowych. Powierzchnie wałków nie mogą w czasie
czynności montażowych ulec uszkodzeniu, nie powinny mieć również kontaktu ze smarami.
Należy zapobiegać przedostaniu się między wałki zanieczyszczeń stałych.
Przekładnie zębate
W przekładniach zębatych następuje kształtowe sprzęgnięcie kół.
Przekładnie zębate dzieli się w zależności od położenia względem siebie osi wałków oraz od
rodzaju linii zęba.
Przekładnie bywają złożone z:
−
kół zębatych walcowych o zębach prostych lub śrubowych dla przekazania ruchu pomiędzy
wałkami o osiach równoległych – są to przekładnie walcowe równoległe,
−
kół zębatych śrubowych lub dla przekazania ruchu pomiędzy wałkami nierównoległymi i nie
leżącymi w jednej płaszczyźnie – są to przekładnie śrubowe, czyli wichrowate,
−
ślimaka i koła ślimakowego (ślimacznicy) dla przekazania ruchu pomiędzy wałkami
nierównoległymi i nie leżącymi w jednej płaszczyźnie – są to przekładnie ślimakowe, będące
odmianą przekładni śrubowych,
−
kół zębatych stożkowych dla przekazania ruchu pomiędzy wałkami o przecinających się
osiach – są to przekładnie kątowe (stożkowe),
−
zębatki i koła zębatego dla przekształcenia ruchu obrotowego na postępowy lub odwrotnie.
Z kolei, ze względu na rodzaj zazębienia (kształt zarysu zębów), wyróżnia się trzy
podstawowe rodzaje zazębień:
−
ewolwentowe,
−
cykloidalne,
−
zegarowe (szwajcarskie).
Najczęściej stosowanymi przekładniami zębatymi są przekładnie równoległe z kołami
walcowymi o zębach prostych.
Rys. 39. Przekładnie zębate: a) równoległa z kołami walcowymi o zębach prostych, b) równoległa z kołami
walcowymi o zębach śrubowych, c) śrubowa z kołami walcowymi o zębach śrubowych, d) ślimakowa,
e) kątowa z kołami stożkowymi o zębach prostych, f) złożona z zębatki i koła walcowego o zębach prostych.
[10]
a)
c)
b)
e)
f)
d)
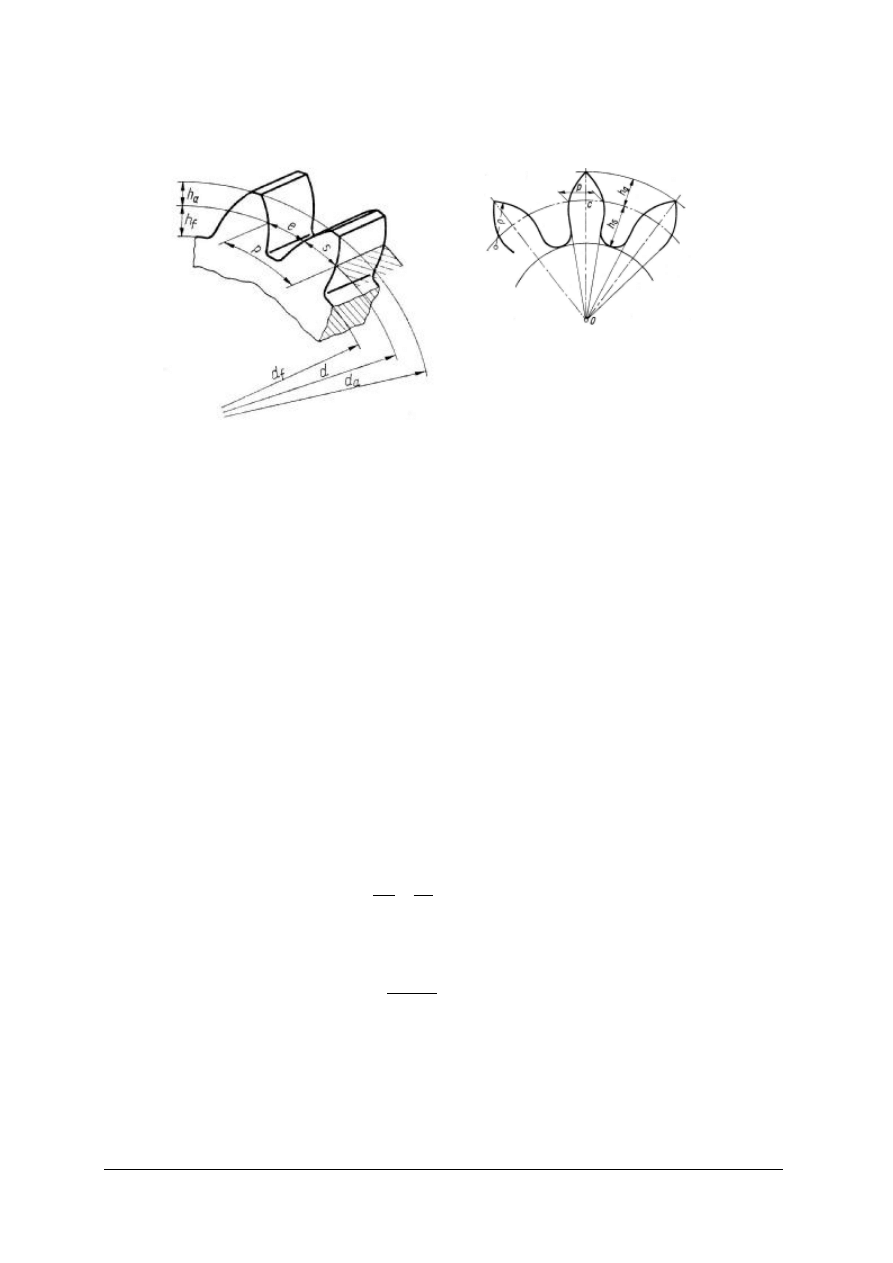
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wszystkie wymiary zębów wyraża się za pomocą modułu uzębienia m – odcinka, który mieści
się w średnicy podziałowej koła zębatego tyle razy, ile zębów ma to koło.
Średnica podziałowa jest to średnica koła podziałowego – umownej powierzchni dzielącej ząb
na dwie części – głowę i stopę.
Moduły uzębień są znormalizowane.
Oczywiście poprawnie współpracować mogą jedynie koła zębate o takich samych kształtach
zarysu zębów i równych modułach.
Zarysy zębów mogą być ponadto korygowane, np. dla zapewnienia poprawnej współpracy kół
o małej ilości zębów.
Zarysy: ewolwentowy i cykloidalny zapewniają stałe przełożenie przekładni (czyli stałą
prędkość kątową napędzanego koła) przy każdym położeniu współpracujących kół. Zaletą zarysu
ewolwentowego jest dodatkowo łatwość wykonania kół o takim zarysie i mniejsza wrażliwość
przekładni o takim zazębieniu na błąd rozstawu osi.
Współpracę kół zębatych w przekładni można wyobrazić sobie jako toczenie się po sobie bez
poślizgu kół podziałowych. Przełożenie przekładni walcowej równoległej jest równe:
1
2
2
1
z
z
i
=
=
ω
ω
gdzie:
1
z jest ilością zębów koła napędzającego, a
2
z jest ilością zębów koła napędzanego.
Współpraca kół jest poprawna, gdy odległość a ich osi jest równa:
m
z
z
a
⋅
+
==
2
2
1
.
Przekładnie zębate w mechanizmach precyzyjnych mogą mieć różne zastosowanie:
−
jako przekładnie napędowe – stawia się im wówczas podobne wymagania, jak przekładni
maszynowej: powinny charakteryzować się dużą trwałością, spokojną i cichą pracą,
−
pomiarowe – powinny mieć stałe przełożenie, szkodliwe jest występowanie powodowanego
luzem międzyzębnym martwego ruchu przy pracy w obu kierunkach,
Rys. 40. Koła zębate:
a) geometria zarysu ewolwentowego,
p - podziałka koła, s - szerokość zęba, e - szerokość wrębu,
d - średnica podziałowa,
a
d - średnica wierzchołków,
f
d
- średnica podstaw,
a
h - wysokość głowy zęba,
f
h - wysokość stopy zęba,
b) zarys zegarowy (szwajcarski), będący modyfikacją zarysu cykloidalnego. [8, 15]
a)
b)
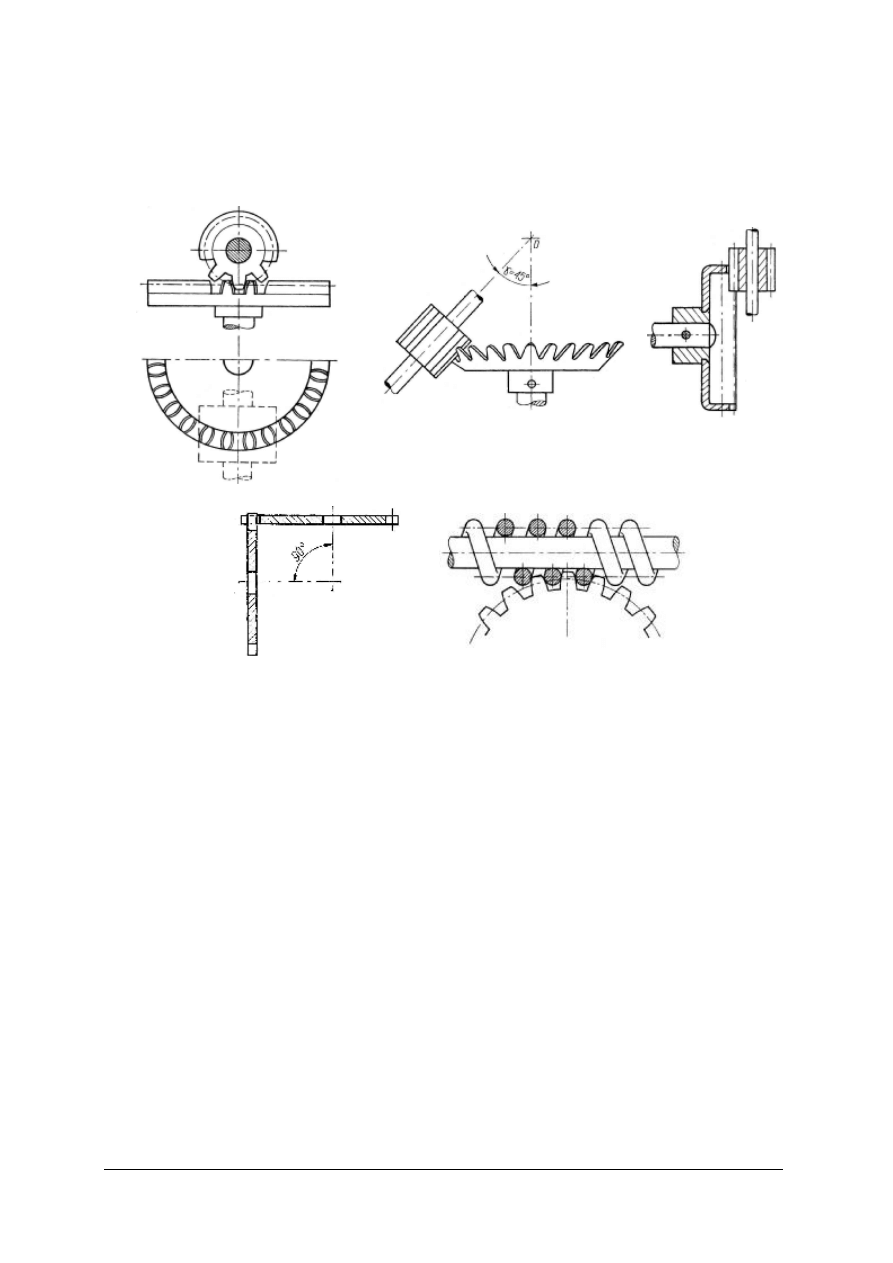
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
−
zliczające i nastawcze – wymagania wobec nich są mniejsze niż w przypadku przekładni
napędowych i pomiarowych, ich obciążenia są niewielkie a mała dokładność wykonania nie
wpływa na poprawność działania. Do realizowania tych funkcji można wykorzystać
uproszczone rozwiązania, nie stosowane w przekładniach maszynowych.
Koła zębate w mechanizmach precyzyjnych wykonywane są przy zastosowaniu różnych
technologii: metodami obróbki wiórowej, przez wykrawanie z blachy, odlewanie ciśnieniowe ze
stopów metali lekkich, odlewanie wtryskowe lub prasowanie z tworzyw sztucznych. Koła o małej
liczbie zębów (zębniki) często wykonuje się jako całość z czopami, na których są łożyskowane
w szkielecie urządzenia.
Przed przystąpieniem do montażu kół na wałkach ich powierzchnia powinna być całkowicie
obrobiona i oczyszczona – koła drobnomodułowe lub o złożonym kształcie (ślimaki, ślimacznice,
uzębienia zegarowe itp.) należy przed myciem oczyścić z pozostałości obróbki wiórowej przez
przedmuchanie sprężonym powietrzem.
Koła zębate typu tarczowego wykonane z blachy osadza się na wałkach bezpośrednio, przy
zastosowaniu dużych wcisków, lub pośrednio, po uprzednim ich przynitowaniu, rozpunktowaniu
lub dokręceniu do tulei (piasty), zębnika lub stopniowanego wałka. Połączenie przez wcisk często
dodatkowo zabezpiecza się od obrotu przez radełkowanie wałka. Piasty kół łączy się z wałkami
kształtowo: za pomocą kołków, wpustów, wkrętów itp.
Rys. 41. Przykłady uproszczonych przekładni kątowych stosowanych w mechanizmach drobnych:
a) koło koronowe frezowane lub wykonane z tworzywa współpracuje z kołem zębatym walcowym o zębach
prostych, b) dwa przykłady przekładni z kołami koronowymi wykrawanymi i tłoczonymi z blachy,
c) przekładnia kątowa złożona z dwóch kół walcowych o zębach prostych i wąskich wieńcach,
d) przekładnia ślimakowa złożona ze ślimaka wykonanego w postaci wałka, na którym osadzono sprężynę
śrubową, natomiast ślimacznicę stanowi koło walcowe o zębach prostych o niewielkiej szerokości wieńca. [2]
a)
c)
b)
d)
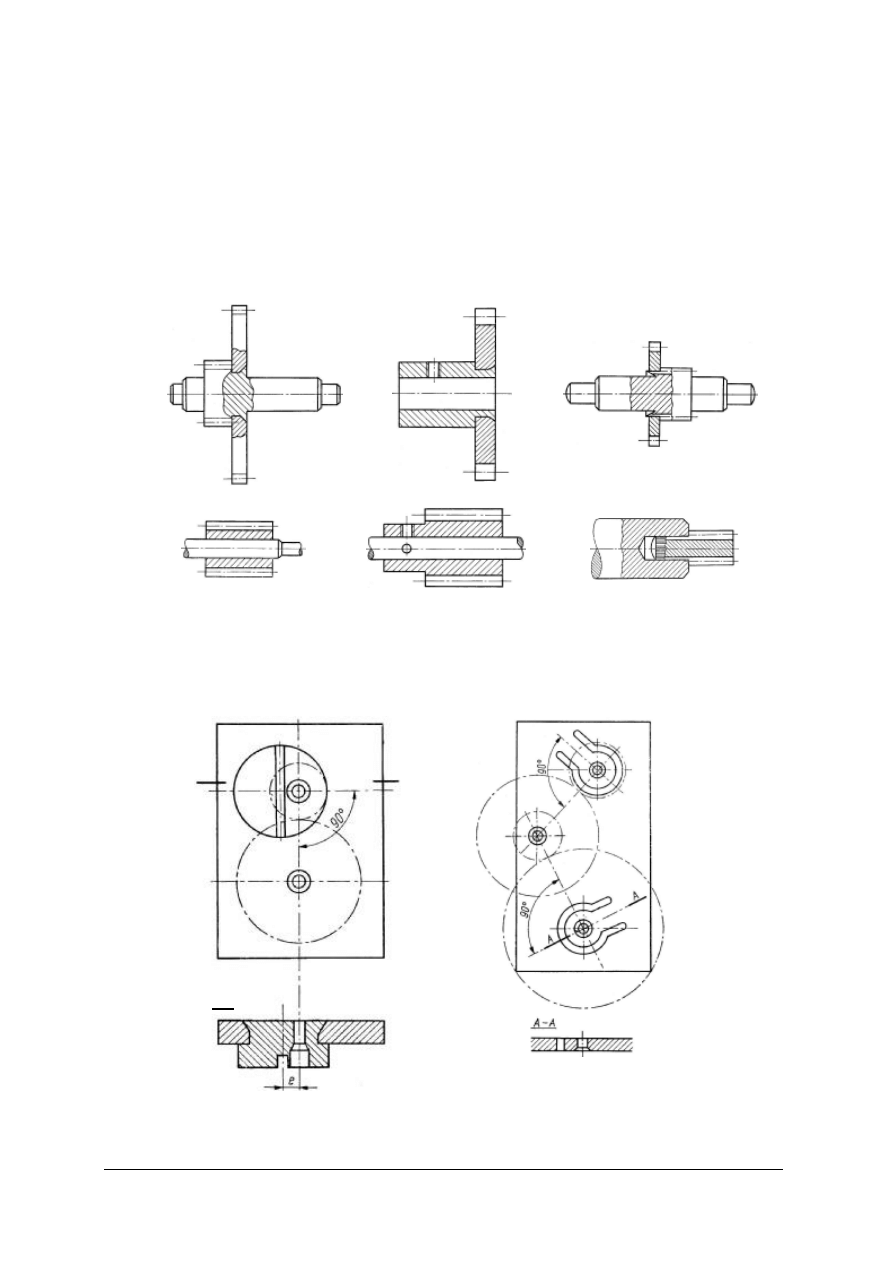
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wszystkie z powyższych zabiegów wykonywać należy przy zastosowaniu odpowiednich
narzędzi i pomocy montażowych, zwracając uwagę na zachowanie prostopadłości powierzchni
kół do osi wałków. W czasie zabiegów tych nie można dopuścić do wygięcia osi lub kół zębatych
lub uszkodzenia uzębienia.
Na prawidłowość działania przekładni zębatych wpływa: dokładność wykonania kół zębatych,
jakość ich osadzenia na wałkach, jakość wykonania ułożyskowania, dokładność wykonania
szkieletu i jakość jego montażu. Wszystkie operacje wytwórcze i montażowe dotyczące produkcji
przekładni zębatych wymagają najwyższej dokładności i staranności, zwłaszcza w przypadku
przekładni drobnomodułowych.
Rys. 42. Sposoby osadzania kół zębatych na wałkach:
a) przynitowanie koła tarczowego do zębnika, b) przynitowanie koła tarczowego do tulei,
c) przynitowanie koła tarczowego do wałka, d) połączenie wtłaczane zębnika z wałkiem,
e) połączenie kołkowe zębnika z wałkiem, f) połączenie wtłaczane kształtowe z otworem
w wałku. [2]
a)
c)
b)
d)
f)
e)
Rys. 44. Przykłady regulacji rozstawienia osi kół: a) za pomocą panewek mimośrodowych, b) przez podginanie
języczkowo ukształtowanych elementów płyty łożyskowej; należy pamiętać o dokonaniu równomiernej
regulacji w obu płytach łożyskowych dla zapewnienia równoległości osi kół zębatych. [15]
A
A
A-A
a)
b)
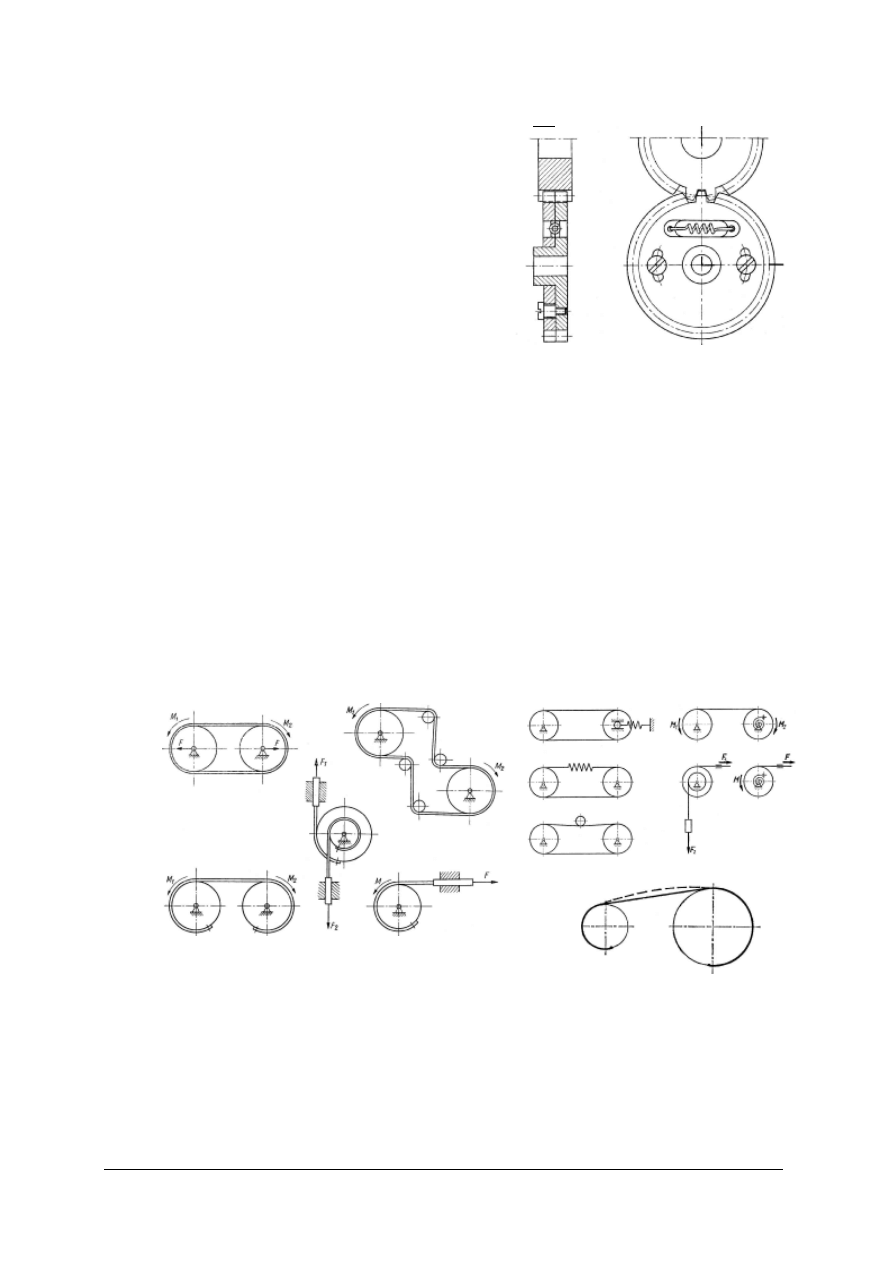
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Niedokładności wykonania części i ich montażu,
prowadzące do powstania bicia czołowego kół
(nierównoległość osi wałków, nierównoległość osi
koła i wałka, na którym jest osadzone, odchyłki
położenia koła na wałku) skutkują współpracą kół na
części szerokości uzębienia, co prowadzi do ich
nierównomiernego, przyspieszonego zużycia.
Odchyłka rozstawienia osi i bicie promieniowe
uzębienia prowadzi z kolei do niepoprawnej
współpracy zębów wzdłuż wysokości zarysu –
w przekładniach napędowych następuje ścieranie się
wierzchołków
lub
podcinanie
stóp
zębów,
a w przekładniach
pomiarowych
powstają
błędy
wynikające ze zmienności przełożenia.
Podczas
montażu
przekładni
można
tak
zmontować względem siebie koła, aby przy ich
wzajemnej
współpracy
nastąpiło
zniesienie się
wpływów odchyłek wykonania poszczególnych kół
przekładni. Działanie takie stosowane jest jednak tylko
w produkcji jednostkowej i małoseryjnej. W produkcji
wielkoseryjnej i masowej, w których obowiązuje
zasada całkowitej zamienności, dokładność współpracy kół osiąga się przez zawężenie tolerancji
wykonania poszczególnych części.
Przekładnie cięgnowe
W przekładniach cięgnowych przeniesienie ruchu odbywa się za pośrednictwem cięgna.
Wśród przekładni cięgnowych wyróżnia się przekładnie cięgnowe cierne oraz przekładnie
cięgnowe ze sprzęgnięciem kształtowym.
Rys. 43. Przekładnia z kasowanym luzem
obwodowym. Przekładnie takie stosuje się
w mechanizmach nastawczych wykonujących
ruch dwukierunkowy. Koło zębate jest złożone
z dwóch
części,
mogących
obracać
się
względem siebie. Obie części są ściągane
sprężyną i dociskają swoimi zębami do dwóch
stron zębów koła, z którym współpracują. [2]
A
A
A-A
Rys. 45. Przekładnie cięgnowe: a) z cięgnem zamkniętym, b) z cięgnem zamkniętym i dodatkowymi
rolkami prowadzącymi cięgno, c) z cięgnami utwierdzonymi do przenoszenia ruchu prostoliniowego,
d) z cięgnem utwierdzonym otwartym, e) z cięgnem utwierdzonym do zamiany ruchu obrotowego na
prostoliniowy, f) przykłady napinania cięgna w przekładni cięgnowej (przy użyciu sprężyn
napinających, rolki napinającej lub obciążnika), g) wybrzuszenie cięgna wywołane sztywnością
cięgna przy zginaniu. [2, 8]
a)
c)
b)
d)
g)
f)
e)
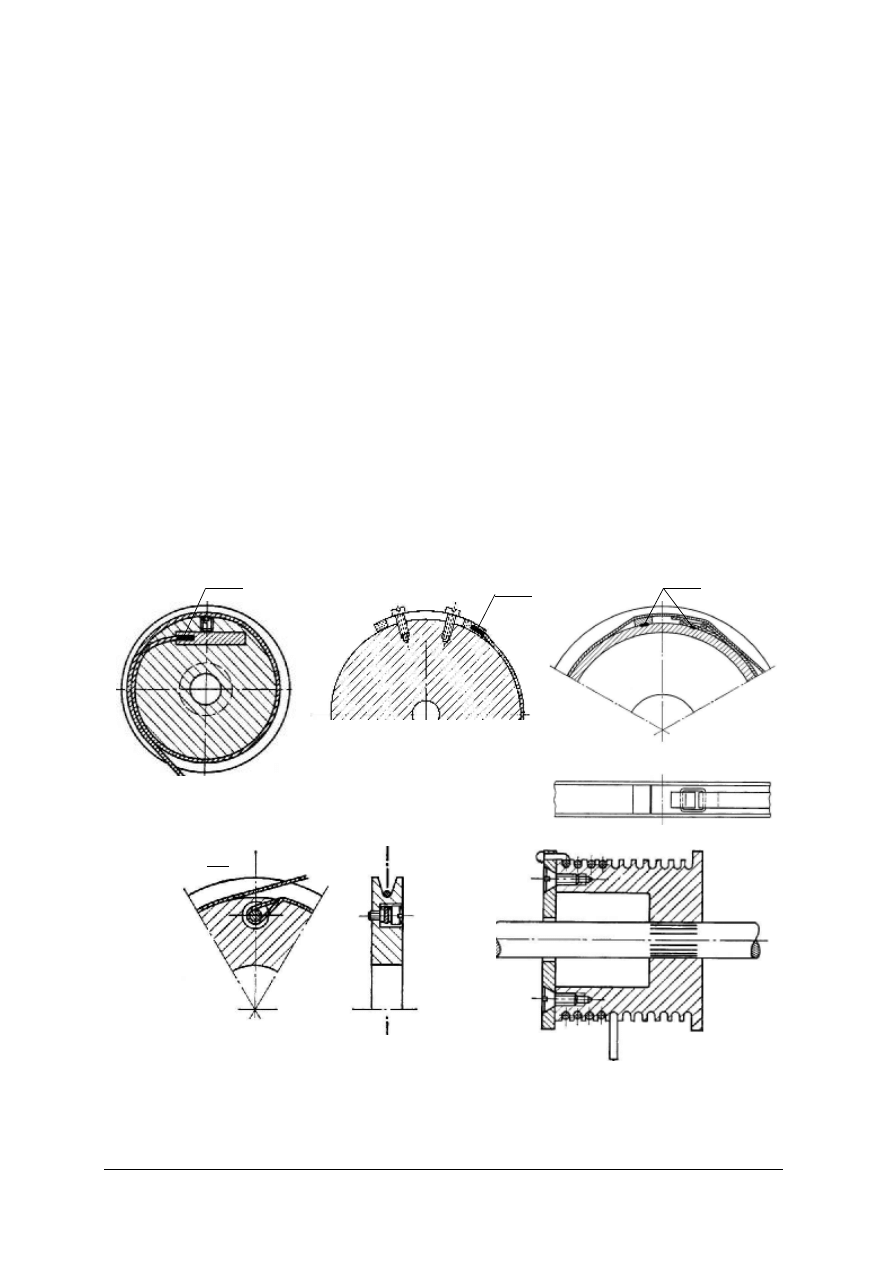
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
W przekładniach cięgnowych ciernych siły z cięgna na człony: bierny i czynny przenoszone są
za pomocą tarcia. Jako tzw. cięgna gibkie stosowane są taśmy, struny lub sznurki wykonane
z metali, gumy, włókiem naturalnych lub tworzyw sztucznych. Kształty bieżni kół przekładni
dostosowane są do kształtu cięgna. Zapewnienie odpowiedniej wielkości siły tarcia wymaga
zastosowania mechanizmu naprężania cięgna. W przekładniach tego typu może wystąpić jednak
poślizg, dlatego nie nadają się one do wykorzystania jako przekładnie miernicze.
Przekładniami cięgnowymi ze sprzęgnięciem kształtowym są: przekładnie z cięgnem
utwierdzonym, przekładnie z paskiem zębatym i przekładnie łańcuchowe.
Przekładnie z cięgnem utwierdzonym są zbudowane podobnie do przekładni cięgnowych
ciernych, z tym że zamocowanie końców cięgna do członów: biernego i czynnego zapobiega
poślizgowi cięgna po ich powierzchni, zapewniając wysoką stałość przełożenia niezależnie od
obciążenia. Błędy przełożenia wynikają m. in. ze zmiany wydłużenia cięgna oraz wybrzuszenia
powstającego na skutek określonej sztywności cięgna przy zginaniu. Przekładnie z cięgnem
utwierdzonym mają przeważnie ograniczony kąt obrotu. Należy o tym pamiętać w czasie
przeprowadzania kontroli działania tego typu mechanizmów po montażu. Najlepiej próby takie
przeprowadzać po zamontowaniu przewidzianych w konstrukcji przekładni ograniczników
obrotu.
Sposób wykonania utwierdzenia zależy od kształtu przekroju poprzecznego cięgna i rodzaju
materiału, z którego jest ono wykonane. Wykonanie utwierdzenia powinno być pewne i staranne.
Utwierdzenie cięgien w postaci taśm stalowych wykonuje się często przez lutowanie twarde.
A
A
A-A
c)
d)
lutować
lutować
lutować
b)
a)
Rys. 46. Przykłady utwierdzenia cięgna: a) taśmowego metalowego, b) taśmowego bawełnianego,
c) strunowego z cięgnem z linki, żyłki itp., d) strunowego z cięgnem z drutu. [2]
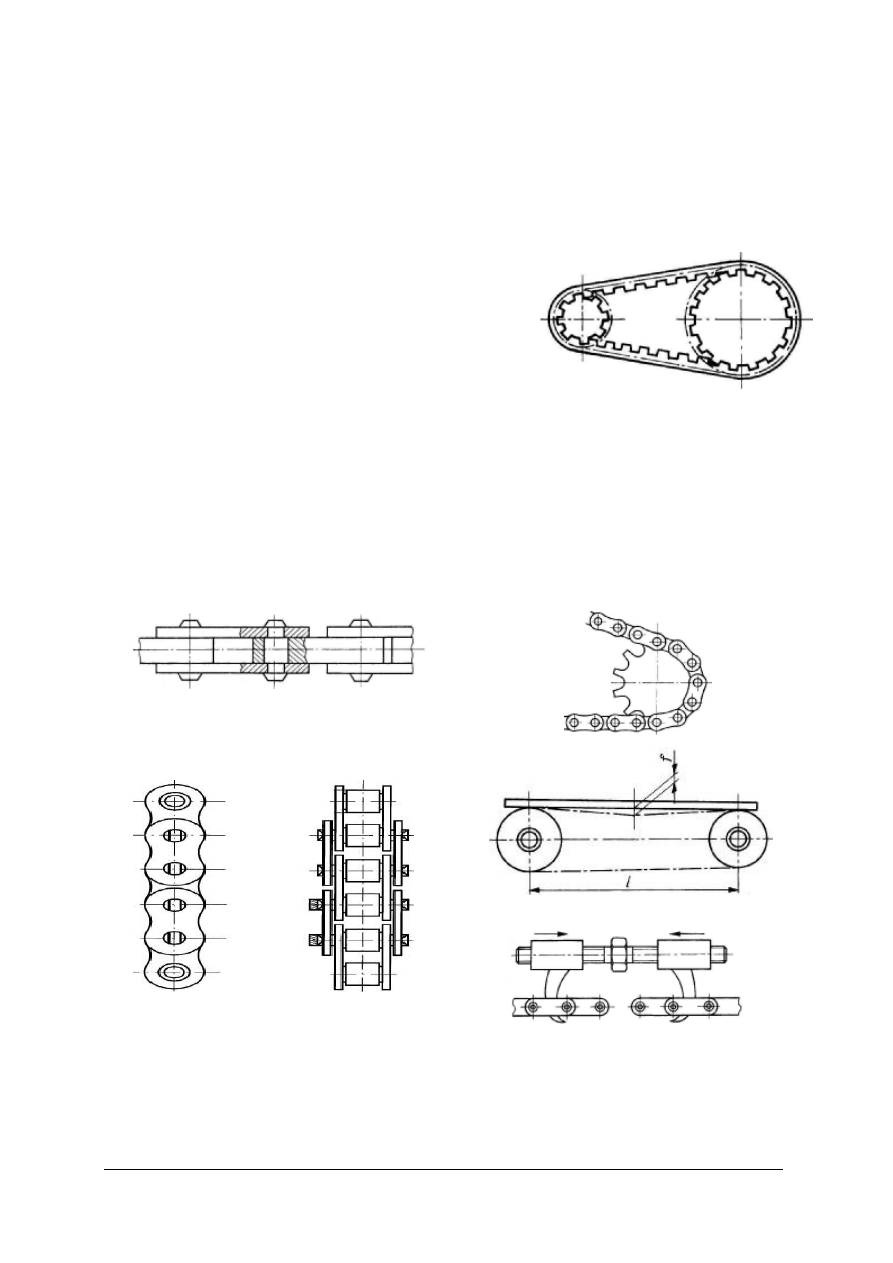
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Należy przeprowadzić je tak, by pozostawienie tzw. zimnego lutu nie obniżyło trwałości
utwierdzenia, nadmiar lutu należy natomiast podpiłować. Kształtując utwierdzenia cięgien
z materiałów niemetalowych należy zadbać, aby nie załamywały się na ostrych krawędziach,
ponieważ w dłuższym czasie może prowadzić to do przecięcia materiału.
Przekładnie z paskiem zębatym są powszechnie stosowane w napędach, w których konieczne
jest wierne przenoszenie ruchu. Wykorzystuje się je w mechanizmach przenoszących ruch
obrotowy oraz, przez związanie z elementami
osadzonymi na prowadnicach, do zamiany ruchu
obrotowego na ruch prostoliniowy, jak ma to miejsce
w bardzo precyzyjnych napędach głowic urządzeń
techniki biurowej i komputerowej: drukarek, ploterów,
skanerów itp. Paski zębate wyparły w znacznym stopniu
z użycia łańcuchy napędowe, gdyż mając wszystkie ich
zalety (wytrzymałość, małą odkształcalność wzdłużną),
nie wymagają smarowania, a praca ich jest bardzo cicha.
Ponieważ paski wykonywane są w postaci
odcinków zamkniętych i nie praktykuje się ich łączenia,
konstrukcja urządzenia musi zapewniać możliwość ich założenia w stanie nie naciągniętym oraz
regulację siły naciągu, którą należy koniecznie przeprowadzić po założeniu paska. Wielkość siły
naciągu wynika z zaleceń producenta dla danego typu pasków.
Przekładnie łańcuchowe są stosowane w ograniczonym zakresie, np. w niektórych automatach
użytkowych. Do przenoszenia mniejszych obciążeń stosuje się łańcuchy drabinkowe złączkowe,
do większych natomiast – rolkowe.
Rys. 48. Przekładnia z paskiem zębatym. [6]
Rys. 48. Przekładnie łańcuchowe:
a) łańcuch drabinkowy złączkowy, b) łańcuch rolkowy, c) koło przekładni łańcuchowej, d) określenie
zwisu biernego łańcucha – w przekładniach poziomych i pochylonych pod kątem 45º przyjmuje się
l
f
02
,
0
=
, w przekładniach pionowych
l
f
01
,
0
=
, e) przyrząd do zakładania łańcucha. [2, 5]
a)
c)
d)
e)
b)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Łańcuchy dostarczane są w odcinkach o długościach handlowych. W czasie montażu
przekładni należy dopasować ich długość przez usunięcie odpowiedniej ilości ogniw. Czynność tę
należy przeprowadzić z zastosowaniem odpowiednich narzędzi (wybijaków). Po połączeniu
końców łańcucha ogniwem łączącym konieczne jest staranne zabezpieczenie połączenia przy
użyciu zawleczek lub sprężystych zapinek z blachy. Warunkiem poprawnej pracy przekładni
łańcuchowej jest zachowanie w czasie jej montażu odpowiedniego naciągu. Jego wielkość określa
się poprzez wielkość tzw. zwisu biernego.
Wszystkie przekładnie cięgnowe wymagają starannego osadzenia koła biernego i czynnego,
a także dodatkowych kół prowadzących i napinających. Koła powinny być osadzone w jednej
płaszczyźnie, przy zachowaniu możliwie najmniejszego bicia czołowego.
Jeżeli wymaganie to nie zostanie spełnione, następuje:
−
w przekładniach z cięgnem utwierdzonym – nierównomierne nawijanie się cięgien gibkich na
koła przekładni;
−
w przekładniach z paskami zębatymi – współpraca na części szerokości zębów;
−
w przekładniach łańcuchowych – ścierania się ogniw łańcucha o boczne powierzchnie zębów
kół przekładni.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie jest przeznaczenie przekładni?
2. Czym różnią się przekładnie pośrednie od bezpośrednich?
3. Jakie może być wzajemne położenie osi wałków przekładni?
4. Co to jest przełożenie przekładni?
5. Jakie przełożenia mają reduktory?
6. Z jakich podstawowych elementów składa się cierny zmieniacz kierunku obrotów?
7. Co to są cierne mechanizmy przesuwu?
8. Co to jest moduł koła zębatego?
9. Na jakiej średnicy mierzy się szerokość zęba i szerokość wrębu?
10. Co decyduje o powszechności stosowania zarysu ewolwentowego w przekładniach zębatych?
11. Jakie są główne zastosowania przekładni zębatych w mechanizmach precyzyjnych?
12. Jakie materiały są stosowane na cięgna gibkie?
4.4.3. Ćwiczenia
Ćwiczenie 1
Na podstawie otrzymanego koła zębatego napędzającego dobierz koło napędzane do
przekładni redukcyjnej o przełożeniu 5:1, a następnie określ rozstaw osi tych kół
współpracujących w przekładni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) Zmierzyć średnicę wierzchołków koła zębatego i policzyć liczbę jego zębów, zanotować
otrzymane wyniki,
2) odszukać w literaturze wzór na średnicę wierzchołków,
3) przekształcając wzór obliczyć moduł koła napędzającego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4) porównać obliczony moduł z ciągiem znormalizowanych modułów nominalnych,
zamieszczonym w literaturze, na podstawie porównania określ moduł badanego koła,
5) obliczyć liczbę zębów koła napędzanego,
6) obliczyć rozstaw osi kół w przekładni,
7) oddać sporządzoną notatkę nauczycielowi.
Wyposażenie stanowiska pracy:
−
koło zębate walcowe o zębach prostych,
−
suwmiarka uniwersalna,
−
poradnik dla ucznia i poradnik mechanika,
−
materiały piśmienne,
−
kalkulator.
Ćwiczenie 2
Przeprowadź demontaż i oględziny skanera, notując spostrzeżenia. Opracuj instrukcje dla
serwisanta skanera.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować instrukcję obsługi skanera i odszukać w niej wskazówki dotyczące zasad
demontażu urządzenia,
2) przeprowadzić oględziny obudowy skanera, zaplanować czynności niezbędne do demontażu
obudowy i dobierać narzędzia do demontażu,
3) skonsultować plan działań z nauczycielem,
4) wykonać demontaż obudowy, zabezpieczając szybę przed uszkodzeniem,
5) przeprowadzić oględziny urządzenia pod kątem:
−
rodzaju, budowy i parametrów zastosowanych przekładni,
−
rodzaju i budowy prowadnic,
−
zastosowanych materiałów konstrukcyjnych, i wynotować wszystkie spostrzeżenia,
6) opracować instrukcje: wymiany żarówki, gniazda sieciowego i paska zębatego; w każdej
z instrukcji powinieneś opisać krok po kroku wymagane czynności, wymieniając narzędzia
i pomoce niezbędne do ich wykonania,
7) przeprowadzić montaż urządzenia,
8) zgłosić nauczycielowi zakończenie ćwiczenia i zaprezentować sposób jego wykonania.
Wyposażenie stanowiska pracy:
−
skaner płaski,
−
instrukcja dla użytkownika,
−
wyposażenie pracowni montażu,
−
materiały piśmienne,
−
poradnik dla ucznia i literatura z biblioteczki podręcznej pracowni.
Ćwiczenie 3
Przeprowadź demontaż i oględziny wskazanego zespołu kserokopiarki.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z zasadą działania kserokopiarki opisaną w literaturze,
2) zapoznać się z dokumentacją techniczną kserokopiarki, otrzymaną od nauczyciela,
3) scharakteryzować przeznaczenie zespołu wskazanego przez nauczyciela,
4) dokonać oględzin zespołu i dobrać zestaw narzędzi niezbędnych do jego demontażu,
5) wykonać demontaż wszystkich połączeń rozłącznych części wchodzących w skład
wskazanego zespołu, w miarę potrzeb uzupełniając zestaw narzędzi niezbędnych do jego
przeprowadzenia,
6) wykonać oględziny stanu wymontowanych części,
7) sporządzić plan montażu zespołu,
8) narysować schemat kinematyczny zespołu będącego przedmiotem oględzin,
9) przeprowadzić montaż i niezbędną konserwację zespołu,
10) ocenić jakość przeprowadzonego montażu i zgłosić zakończenie ćwiczenia nauczycielowi,
11) podczas podsumowania ćwiczenia omówić: przeznaczenie zespołu, szczegóły jego budowy
i zakres przeprowadzonych prac.
Wyposażenie stanowiska pracy:
−
kserokopiarka,
−
instrukcja obsługi i dokumentacja techniczna kserokopiarki,
−
wyposażenie pracowni montażu,
−
materiały piśmienne i przybory kreślarskie,
−
poradnik dla ucznia i literatura będąca na wyposażeniu biblioteczki podręcznej pracowni.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
objaśnić przeznaczenie przekładni?
2)
scharakteryzować poszczególne rodzaje przekładni?
3)
objaśnić pojęcie przełożenia przekładni?
4)
klasyfikować przekładnie zębate?
5)
nazwać i rozpoznać podstawowe rodzaje zazębień?
6)
wykonać pomiary i obliczenia podstawowych parametrów kół
zębatych o zębach prostych oraz przekładni równoległych
z kołami walcowymi o zębach prostych?
7)
zaplanować i wykonać montaż przekładni różnych typów oraz
ocenić jego jakość?
8)
narysować schemat kinematyczny przekładni różnych typów?
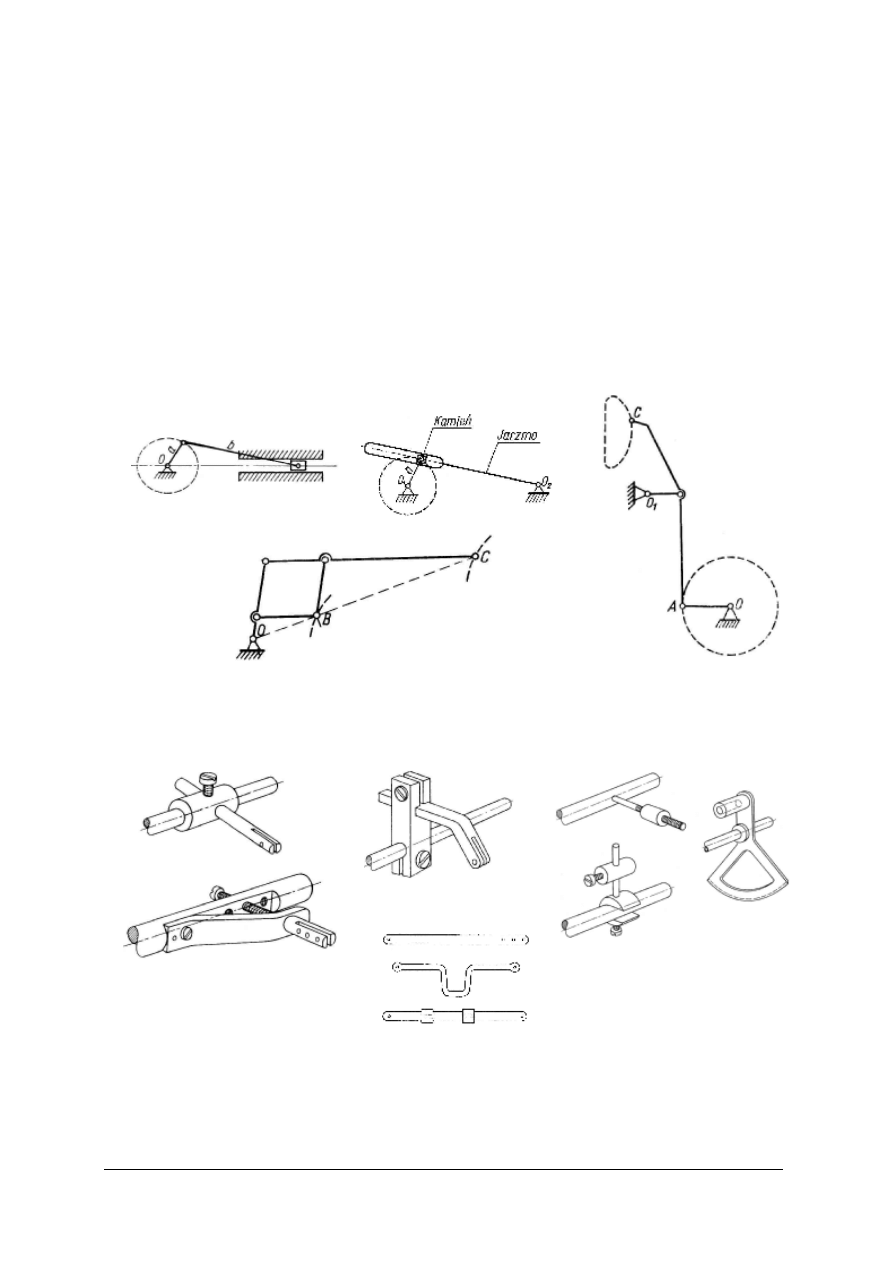
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.5. Montaż mechanizmów funkcjonalnych, elementów podatnych
i optycznych
4.5.1. Materiał nauczania
Mechanizmy funkcjonalne
Mechanizmy funkcjonalne stanowią grupę mechanizmów służących do zamiany ruchu
prostoliniowego lub obrotowego członu czynnego na określony ruch członu biernego.
Wśród mechanizmów dźwigniowych stosowane są przykładowo: mechanizm korbowy,
mechanizm jarzmowy, mechanizmy dźwigniowe przekładniowe i kierujące. Dźwignie i łączniki
Rys. 49. Mechanizmy dźwigniowe: a) mechanizm korbowy, zamieniający ruch obrotowy korby na ruch
posuwisto-zwrotny suwaka, b) mechanizm jarzmowy, zamieniający ruch obrotowy korby na ruch
wahadłowy jarzma, c) mechanizm chwytakowy, stosowany przy realizacji skokowego przesuwu,
d) pantograf, w którym punkt B porusza się po torze będącym zmniejszonym odwzorowaniem toru
punktu C. [2]
a)
c)
d)
b)
Rys. 50. Elementy mechanizmów dźwigniowych:
a) połączenia dźwigni umożliwiające regulację długości, b) połączenie dźwigni umożliwiające regulację
kąta ich wzajemnego ustawienia, c) przeciwciężar sektora zębatego z regulacją przez zalewanie ołowiem
otworu w przeciwciężarze, d) przeciwciężary: z regulacją w kierunku promieniowym oraz z regulacją
w kierunku promieniowym i kątowym, e) przykłady łączników. [10]
a)
c)
d)
b)
e)
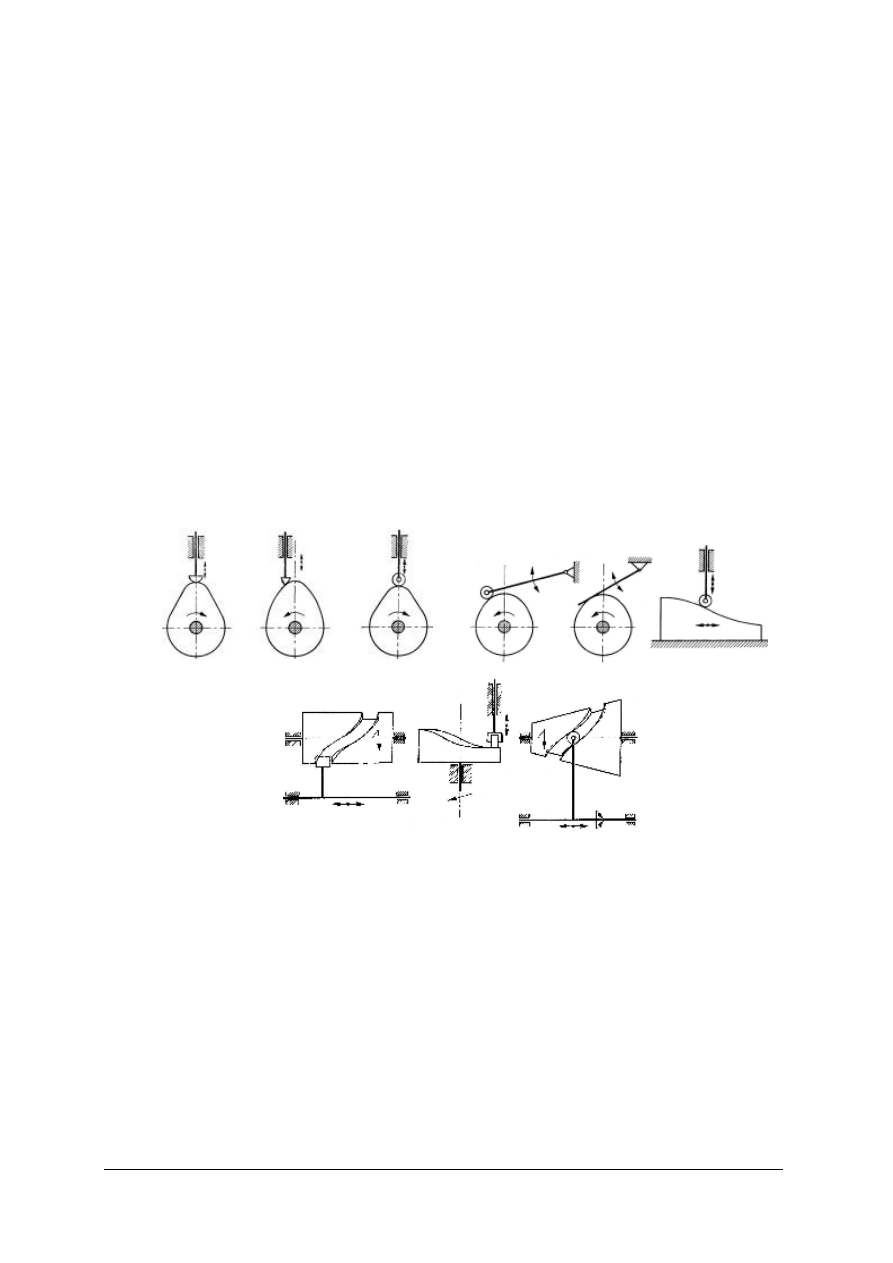
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
tych mechanizmów łożyskowane są najczęściej ślizgowo, za pomocą łożysk z nieruchomym
czopem, należy przestrzegać więc zasad wykonywania takich ułożyskowań, m.in. zabezpieczyć
części ułożyskowane na jednostronnie utwierdzonym czopie przed zsunięciem się z czopa za
pomocą odpowiednich zawleczek, pierścieni sprężynujących itp. Montaż tych mechanizmów
należy zakończyć regulacją położenia przewidzianych w ich konstrukcji przeciwciężarów oraz
smarowaniem łożysk za pomocą smaru stałego. O dobrej jakości montażu mechanizmów
dźwigniowych decyduje poprawna i płynna ich praca bez zatarć, zacięć, blokowania się
w skrajnych położeniach itp.
Mechanizmy
krzywkowe
składają
się
z
wykonującej
ruch
obrotowy
krzywki
i współpracującego z nią ślizgowo popychacza. Podczas montażu mechanizmów krzywkowych
należy zwrócić uwagę na właściwą regulację siły nacisku sprężyny dociskającej popychacz do
powierzchni krzywki. Siła nacisku sprężyny powinna zapewnić pewny docisk elementów przy
każdym ich wzajemnym położeniu, nie powinna być jednak zbyt duża, aby nie powodowała
nadmiernych oporów ruchu krzywki, a tarcie pomiędzy powierzchniami nie prowadziło do ich
przyspieszonego zużycia. Przy montażu mechanizmów wielokrzywkowych, z zastosowaniem
kilku krzywek osadzonych na jednym wałku, należy zwrócić szczególną uwagę na ich wzajemne
położenie, aby ruchy popychaczy odbywały się w zadanej kolejności przy określonym kącie
obrotu wałka.
Mechanizmy śrubowe są to mechanizmy zawierające przynajmniej jedną tzw. parę
kinematyczną śrubową, złożoną z śruby i nakrętki. Mechanizmy śrubowe są stosowane do:
−
przenoszenia napędu – są to mechanizmy śrubowe napędowe,
−
zwiększenia przesunięć pomiarowych w przyrządach i urządzeniach pomiarowych – są to
mechanizmy śrubowe pomiarowe,
−
nastawiania, zmiany położenia i blokowania elementów – są to mechanizmy śrubowe
ustawcze.
Od mechanizmów śrubowych napędowych wymagana jest duża sprawność, którą osiąga się
poprzez dużą wartość kąta wzniosu linii śrubowej, zastosowanie gwintów trapezowych, wysoką
Rys. 51. Mechanizmy krzywkowe:
a) krzywki płaskie obrotowe z popychaczami: walcowym przesuwnym, ostrzowym przesuwnym,
rolkowym przesuwnym, rolkowym wychylnym i płaskim wychylnym, b) krzywka płaska o ruchu
prostoliniowym z popychaczem rolkowym przesuwnym, c) krzywki walcowe z popychaczami rolkowymi
przesuwnymi, d) krzywka stożkowa z popychaczem rolkowym wychylnym. [2]
a)
c)
d)
b)
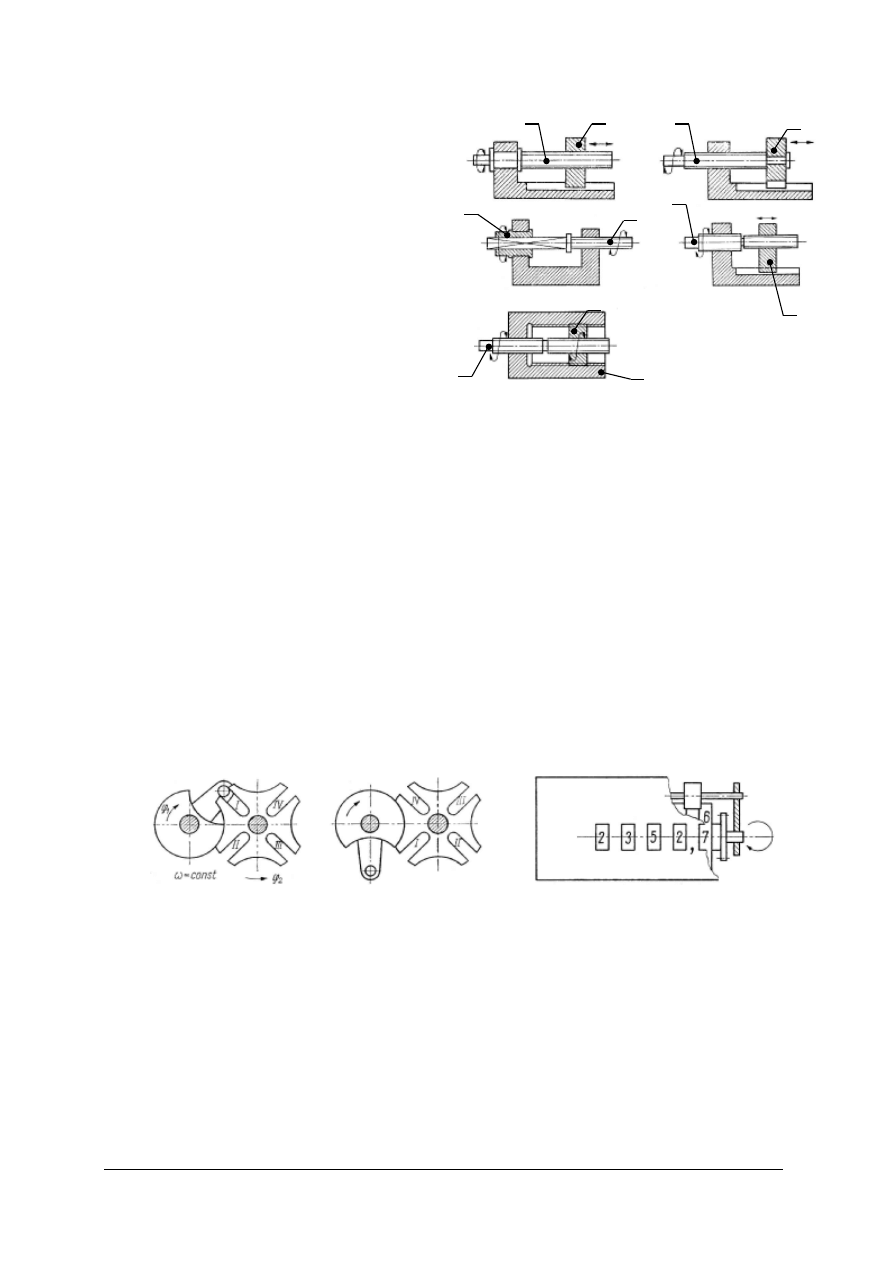
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
dokładność
wykonania
i
smarowanie.
Stosowane są również mechanizmy śrubowe
z tarciem tocznym.
Zadaniem
mechanizmów
śrubowych
pomiarowych jest zamiana nieznacznego
ruchu elementu napędowego (śruby) na
odpowiednio
większy
ruch
elementu
odczytowego (nakrętki). Na zasadzie takiej
działa śruba mikrometryczna.
Mechanizmy śrubowe ustawcze służą do
bardzo dokładnego ustawiania elementów
konstrukcyjnych. Gwinty stosowane w tych
mechanizmach muszą być samohamowne.
Dodatkowo
stosowane
są
rozwiązania
służące do kasowania ich luzu i blokowania
w zadanym położeniu.
Mechanizmy ruchu przerywanego to
m.in. mechanizm krzyża maltańskiego i mechanizm dziesiątkujący. Mechanizm krzyża
maltańskiego pozwala na zamianę, odbywającego się ze stałą prędkością, ruchu obrotowego
wałka napędowego, na skokowy obrót wałka napędzanego z osadzonym na nim tzw. krzyżem
maltańskim. Zwiększenie liczby skoków krzyża, przypadających na jego jeden obrót, można
zwiększyć przez zwiększenie liczby jego wycięć i zwiększenie liczby palców członu czynnego.
Mechanizm dziesiątkujący jest złożony z osadzonych na równoległych wałkach zębnika
i zespołu kół biernych, których uzębienia są tak skonstruowane, że 10 obrotom kółka niższego
rzędu odpowiada 1 obrót kółka wyższego rzędu. Na zewnętrznej powierzchni kółek biernych
naniesione są cyfry od 0 do 9 pojawiające się w okienku obudowy mechanizmu. Ilość
zastosowanych kółek biernych określa zakres zliczania. Mechanizmy dziesiątkujące stosowane są
powszechnie jako liczniki przebiegu pojazdów, cykli roboczych maszyn i urządzeń, a także
w licznikach energii elektrycznej, gazomierzach, wodomierzach.
Elementy podatne
Elementy podatne, czyli sprężyste, są to elementy konstrukcyjne. które podlegają znacznym
odkształceniom pod wpływem obciążeń zewnętrznych i powracają do wymiarów pierwotnych po
ustąpieniu tych obciążeń.
Sprężyny spiralne, zwinięte z drutu o przekroju najczęściej kołowym, mogą być naciskowe,
naciągowe i skrętne. Sprężyny spiralne naciskowe pracują najlepiej, gdy są prowadzone na
trzpieniu lub w otworze. Długie sprężyny naciskowe poddane zbyt dużej sile ściskającej mogą
Rys. 52. Schematy mechanizmów śrubowych:
a) z jedną parą kinematyczną śrubową, b) z dwiema
parami kinematycznymi śrubowymi.
1 – człon czynny, 2, 3 – człony bierne [2]
a)
b)
1
2
1
1
1
1
2
2
2
3
2
Rys. 53. Mechanizmy ruchu przerywanego: a) mechanizm krzyża maltański, b) mechanizm
dziesiątkujący, wykorzystany w liczniku. [8, 11]
a)
b)
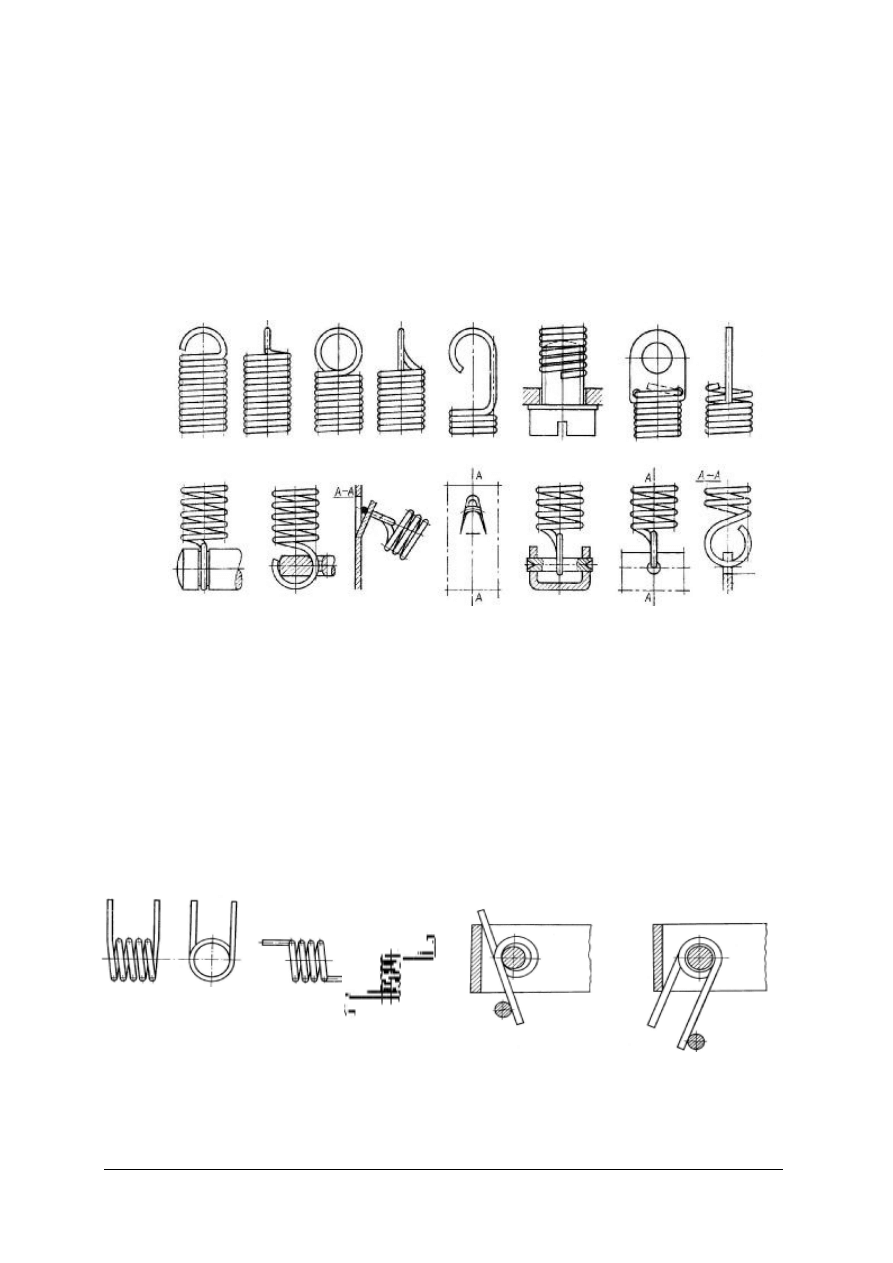
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
ulec wyboczeniu (bocznemu wygięciu), przez co przestają wypełniać swoją funkcję. Wyboczeniu
zapobiega dogięcie końcowych zwojów sprężyny i ich zeszlifowanie prostopadle do osi sprężyny.
Sprężyny naciągowe wymagają zastosowania zaczepów. Często dopasowanie długości
sprężyny i wykonanie zaczepu przez odgięcie zwoju lub połowy zwoju jest zabiegiem wstępnym
towarzyszącym ich montażowi. Wykonanie zaczepu wymaga użycia szczypiec okrągłych, gdyż
załamanie drutu po zbyt małym promieniu znacznie go osłabia. Zaczep powinien zostać wygięty
w odpowiedniej płaszczyźnie, stosownie do położenia elementów, które spina sprężyna, aby nie
była ona w czasie pracy skręcana.
Zakładanie sprężyn również znacznie ułatwia użycie szczypiec.
Należy ponadto pamiętać, że zwoje sprężyn naciągowych spoczywają na sobie (są wstępnie
ściśnięte w procesie ich wytwarzania). Nieostrożne, nadmierne ich rozciągnięcie może
doprowadzić do trwałego odkształcenia plastycznego i rozejścia się zwojów – sprężyna taka traci
w znacznym stopniu swoje właściwości sprężyste.
Rys. 54. Zakończenia i sposoby mocowania sprężyn śrubowych naciągowych:
a) zaczep wykonany przez odgięcie połowy zwoju, b) zaczep wykonany przez odgięcie całego zwoju,
c) zaczep wydłużony, d) zaczep na wkręcie, e) zaczep z blachy, f) mocowanie na kołkach,
g) mocowanie na ząbku odgiętym z blachy, h) mocowanie na trzpieniu, i) mocowanie w otworze
z blachy.
Rozwiązania d) i e) umożliwiają łatwe skrócenie przez odcięcie bez dodatkowych czynności.
W rozwiązaniu g) istnieje niewielka możliwość regulacji naciągu w czasie montażu przez odgięcie
lub dogięcie ząbka. [15]
a)
d)
c)
b)
e)
g)
f)
h)
i)
Rys. 55. Sprężyny śrubowe skrętne:
a) różne zakończenia sprężyn,
b) poprawne i niepoprawne zamocowanie. [15]
a)
b)
poprawne zamocowanie
niepoprawne zamocowanie
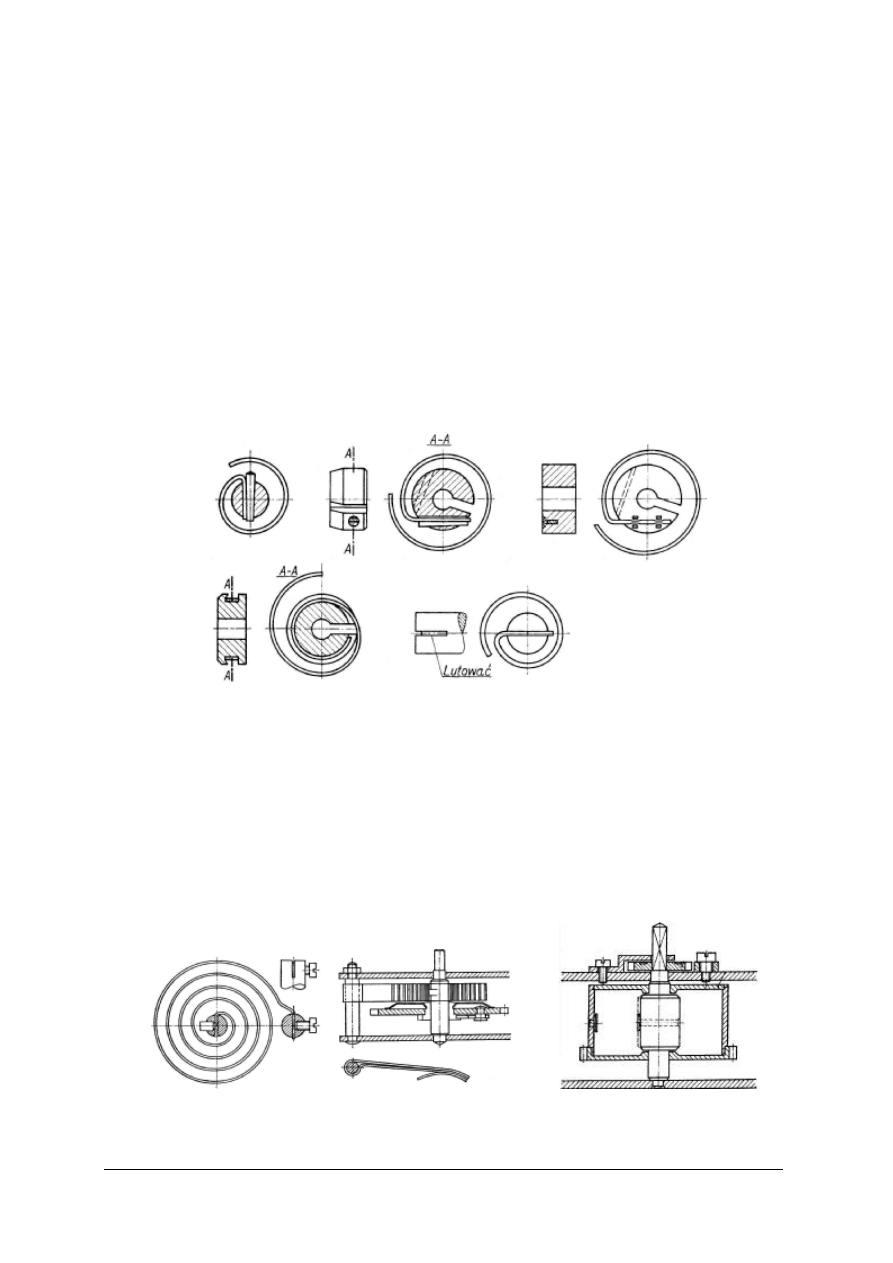
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Części mechanizmów, na które działają swoimi siłami sprężyny, mają tendencję do
gwałtownych przemieszczeń – sprężyny należy zatem, w miarę możliwości, montować w ostatniej
kolejności, a wszystkie prace prowadzić maksymalnie ostrożnie, aby nie doszło np. do pogubienia
elementów.
Sprężyny spiralne są to sprężyny wykonane z taśm o przekroju prostokątnym. Spiralny kształt
nadaje się im w trakcie procesu wytwarzania. Wyróżnia się wśród nich sprężyny włosowe
i napędowe.
Sprężyny włosowe stosowane są jako sprężyny zwrotne pomiarowe, sprężyny zwrotne
kasujące luz oraz sprężyny doprowadzające prąd do ruchomych części przyrządów. Wykonuje
się je z brązów, miedzi lub srebra. Ich mocowanie do części ruchomych (wałów i tulejek
osadzonych na wałkach) wymaga dużej precyzji, bowiem są to detale bardzo drobne i podatne na
uszkodzenia. Załamanie lub skręcenie sprężyny włosowej są uszkodzeniami kłopotliwymi do
naprawy, która nie zawsze kończy się powodzeniem. Podczas wykonywania zamocowań sprężyn
włosowych należy wspomagać się pincetą i lupą na statywie lub lupą zegarmistrzowską.
Sprężyny napędowe wykonywane są z taśm stalowych. Należy obchodzić się z nimi ostrożnie,
ponieważ są hartowane, a więc kruche; ich powierzchnia jest polerowana aby zmniejszyć wpływ
naprężeń zmęczeniowych oraz sił tarcia pomiędzy zaciśniętymi zwojami sprężyny. Aby nie
doprowadzić do rozwoju korozji na powierzchni sprężyn, nie należy dotykać ich bezpośrednio
palcami. Do montażu sprężyn napędowych w bębnach stosowane są specjalne nawijarki
ułatwiające umieszczenie i zaczepienie sprężyny w bębnie.
Rys. 56. Sposoby mocowania końców sprężyn włosowych: a) przez zakołkowanie w otworze wałka,
b) przez zakołkowanie w otworze przeciętej tulejki, wciśniętej na wałek, c) przez zapunktowanie
w nacięciu tulejki, d) przez zagniecenie w wytoczeniu tulejki, e) przez zalutowanie w nacięciu wałka,
stosowane dla sprężyn doprowadzających prąd elektryczny. [15]
a)
c)
d)
e)
b)
Rys. 57. Sprężyny spiralne napędowe:
a) sprężyna swobodna ze zwojami luźnymi, b) sprężyna swobodna ze zwojami zblokowanymi,
c) sprężyna w bębnie. [15]
c)
a)
b)
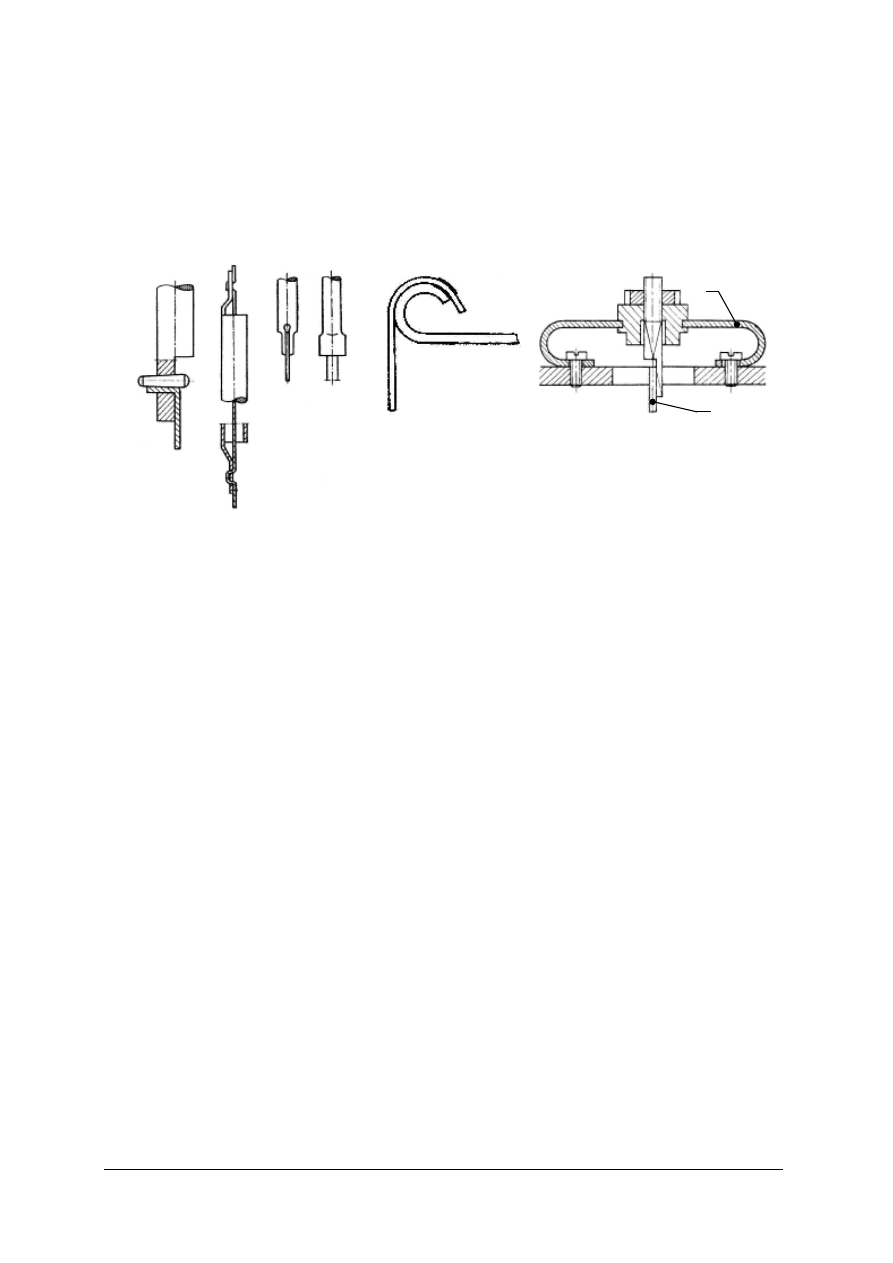
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
W celu konserwacji i zmniejszenia sił tarcia pomiędzy zwojami sprężyn należy je po montażu
nasmarować olejem. Nakręcanie sprężyn napędowych należy prowadzić najwyżej do wyczucia
lekkiego oporu, świadczącego o zetknięciu się zwojów. Kontynuowanie nakręcania może
doprowadzić do zaciśnięcia się zwojów, uniemożliwiającego samoczynne rozkręcenie się
sprężyny, albo zerwania zaczepów.
Sprężyny płaskie taśmowe stosowane są jako sprężyny dociskowe oraz stykowe. Sprężynom
dociskowym należy nadać napięcie wstępne, wywołujące nacisk na przedmiot dociskany. Napięcie
wstępne uzyskuje się poprzez odkształcenie sprężyny.
Sprężyny płaskie stosowane są także do łożyskowania elementów wykonujących małe
wychylenia. W zastosowaniu tym mogą być one poddawane zginaniu (np. w ułożyskowaniu na
sprężynach płytkowych krzyżowych) lub skręcaniu (w zawieszkach skrętnych stosowanych do
zawieszenia układów ruchomych przyrządów pomiarowych).
Ciśnieniowymi elementami sprężystymi są: rurki Bourdona zwinięte najczęściej kołowo lub
spiralnie, pudełka i puszki membranowe oraz mieszki sprężyste. Elementy te są przetwornikami
pomiarowymi i służą do przetworzenia sygnału w postaci różnicy ciśnień panujących wewnątrz
i na zewnątrz elementu na kąt (w przypadku rurek spiralnych) lub przesunięcie (w przypadku
pozostałych elementów). Czynnościami montażowymi przy wytwarzaniu ciśnieniowych
elementów sprężystych są: lutowanie twarde lub zgrzewanie puszek i pudełek na obrzeżach,
lutowanie krążków usztywniających i końcówek, lutowanie lub zgrzewanie króćców.
Podczas montażu elementów ciśnieniowych w przyrządach pomiarowych zapobiegać należy
mechanicznym uszkodzeniom tych elementów, prowadzącym do zniekształcenia ich
charakterystyki.
Rys. 58. Zawieszki skrętne: a) zamocowanie do układu ruchomego przez zakołkowanie, b) zamocowanie
przez przewleczenie, c) zamocowanie przez zaciśnięcie i zalutowanie, d) zamocowanie zawieszki do
układu nieruchomego przez zalutowanie, e) napinanie zawieszek naprężonych przy użyciu sprężyn
napinających.
S – sprężyna napinająca, Z – zawieszka. [2, 15]
a)
b)
d)
e)
c)
S
Z
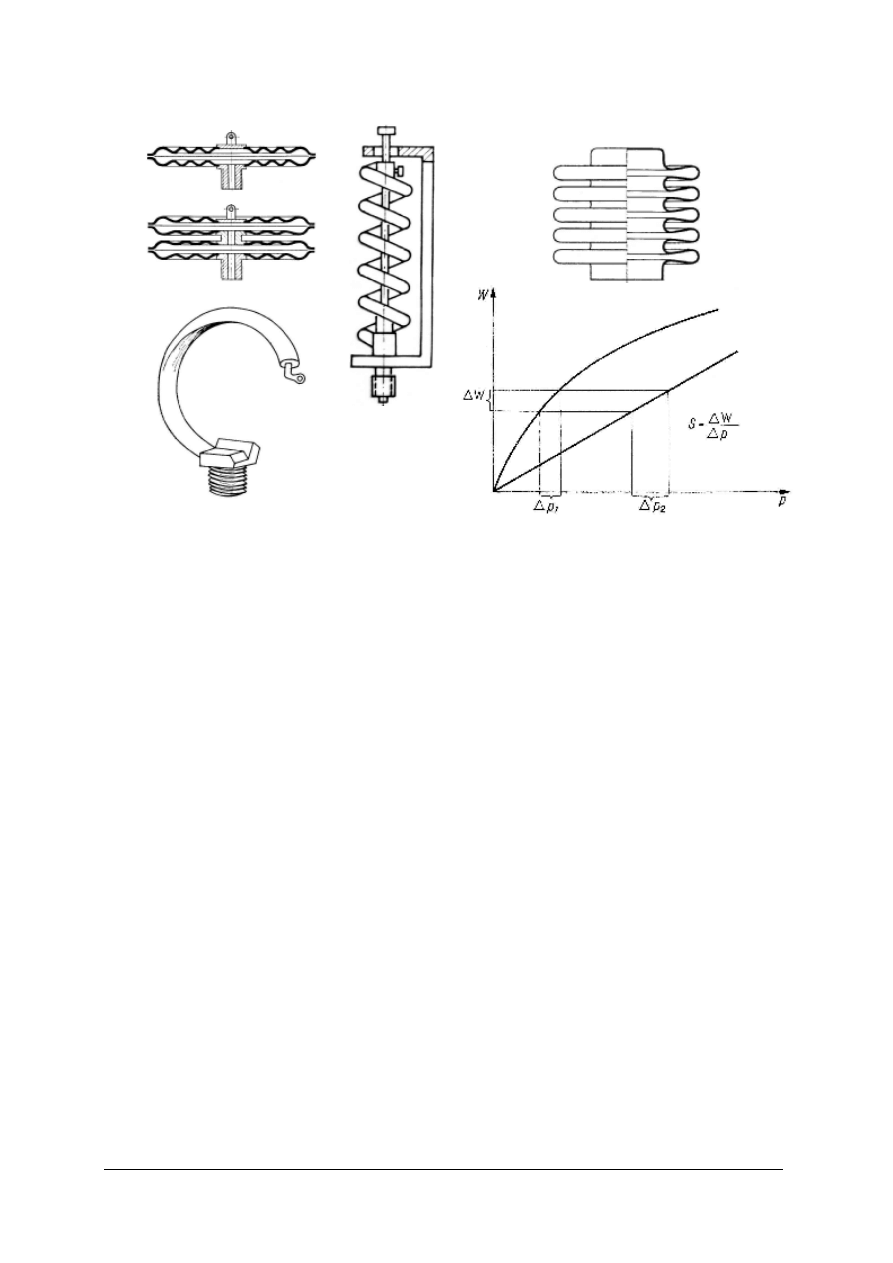
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Elementy optyczne
Elementami optycznymi wchodzącymi w skład urządzeń precyzyjnych i przyrządów
pomiarowych są zwierciadła, płytki interferencyjne, soczewki i pryzmaty szklane lub z tworzyw
sztucznych. Typowymi technikami montażu elementów optycznych jest klejenie (w przypadku
zwierciadeł) oraz osadzanie za pomocą odkształceń plastycznych w tulejach i ramkach
z wywijanymi kołnierzami, przez dokręcenie za pośrednictwem uchwytów lub gwintowanymi
pierścieniami za pośrednictwem podkładek (w przypadku soczewek i zespołów soczewek).
Montaż elementów optycznych wymaga zachowania szczególnej uwagi i sumienności. Należy
pamiętać, że są one wrażliwe na uszkodzenia mechaniczne i w porównaniu z innymi częściami
bardzo drogie, natomiast ich naprawa – niemożliwa. Obowiązuje wymóg zachowania całkowitej
czystości na stanowisku. Powietrze w pomieszczeniu, w którym odbywa się montaż, powinno być
wolne od kurzu i o małej wilgotności.
Powierzchni roboczych elementów optycznych nie należy dotykać palcami, aby nie
pozostawić na nich rysek i trudno usuwalnych odcisków palców. Pracować należy
w bawełnianych rękawiczkach, a do ewentualnego oczyszczania powierzchni elementów
optycznych stosować suche sprężone powietrze i miękkie pędzelki z włosia.
Wycieranie powierzchni przy użyciu np. szmatki jest niewskazane z uwagi na możliwość
porysowania
powierzchni
szkła
i
uszkodzenie
powłok
(np.
przeciwodblaskowych,
półprzepuszczalnych), którymi często pokrywane są powierzchnie elementów optycznych.
Pocieranie (nie tylko powierzchni elementów optycznych, ale i ich opraw itp.) prowadzi ponadto
do gromadzenia się na tych elementach ładunków elektrostatycznych, ściągających kurz.
Do gruntownego czyszczenie elementów optycznych stosuje się mycie w myjkach
Rys. 59. Ciśnieniowe elementy sprężyste:
a) puszka i zespół puszek membranowych, b) rurka Bourdona zwinięta kołowo, c) rurka Bourdona
zwinięta spiralnie, d) mieszek sprężysty, e) charakterystyki ciśnieniowych elementów sprężystych: liniowa
dla rurek Bourdona i mieszków, nieliniowa dla membran i puszek membranowych.
W
∆
- przyrost ugięcia,
p
∆
- przyrost ciśnienia, S - czułość ciśnieniowego elementu sprężystego. [2, 10]
a)
c)
d)
b)
e)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
ultradźwiękowych przy zastosowania roztworów myjących o odczynie lekko kwaśnym lub lekko
zasadowym.
Montaż takich zespołów, jak np. obiektywy, wymaga zachowania szczególnie wysokich norm
czystości, ponieważ wyczyszczenie lub osuszenie powierzchni wewnętrznych takich zespołów
wymagałoby dokonania ich częściowego demontażu.
W konstrukcji zespołów zawierających elementy optyczne uwzględnia się rozwiązania
umożliwiające wykonanie regulacji we wszystkich, niezbędnych dla poprawnego działania
urządzenia, osiach i płaszczyznach. Przeprowadzenie końcowej regulacji odbywa się na
specjalnym stanowisku, na którym zespół poddawany jest badaniu poprawności działania
w warunkach, do jakich jest przeznaczony. Do końcowych regulacji używa się przeważnie
drobnozwojnych łączników gwintowych, które bywają następnie unieruchamiane przy użyciu
kropli lakieru.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu stosuje się mechanizm korbowy?
2. Do jakich celów stosuje się mechanizmy śrubowe w urządzeniach precyzyjnych?
3. W jaki sposób działa mechanizm krzyża maltańskiego?
4. W jakich zastosowaniach spotyka się mechanizm dziesiątkujący?
5. Na czym polega wyboczenie sprężyny śrubowej?
6. W jaki sposób kształtuje się zakończenia sprężyn śrubowych naciągowych?
7. W jaki sposób mocuje się końce sprężyn włosowych?
8. Jakie rodzaje połączeń stosuje się przy montażu ciśnieniowych elementów sprężystych?
9. Jakie rodzaje połączeń stosuje się najczęściej się przy montażu elementów optycznych?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj zaczepy przez odgięcie połowy zwoju, przez odgięcie całego zwoju i zaczep
z blachy sprężyn naciągowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać narzędzia do wykonania zaczepów przez odgięcie połowy i całego zwoju,
2) wykonać zaczepy na obu końcach sprężyn tak, aby znajdowały się w jednej płaszczyźnie,
3) wykonać szkic zaczepu z blachy i skonsultować go z nauczycielem,
4) opracować technologię wykonania zaczepu z blachy, dobierając narzędzia i oprzyrządowanie
do operacji obróbkowych,
5) wykonać dwa zaczepy z blachy zgodnie z zaplanowaną wcześniej kolejnością operacji
technologicznych, pamiętając o przestrzeganiu przepisów bhp w czasie prowadzenia operacji
obróbkowych,
6) uporządkować stanowisko do obróbki mechanicznej i ręcznej,
7) osadzić sprężynę na zaczepach,
8) zgłosić nauczycielowi zakończenie wykonania ćwiczenia i zaprezentować grupie wynik
swojej pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Wyposażenie stanowiska pracy:
−
sprężyny naciągowe z drutu różnej grubości,
−
blacha mosiężna,
−
wyposażenie pracowni do obróbki mechanicznej i ręcznej,
−
wyposażenie pracowni montażu,
−
materiały piśmienne,
−
poradnik dla ucznia i literatura będąca na wyposażeniu biblioteczki podręcznej pracowni.
Ćwiczenie 2
Przeprowadź mycie obiektywu aparatu fotograficznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać oględzin zewnętrznych obiektywu,
2) zapoznać się z konstrukcją obiektywu opisaną w literaturze,
3) zidentyfikować elementy budowy obiektywu,
4) zapoznać się z instrukcją obsługi myjki ultradźwiękowej,
5) wypisać zalecenia dotyczące mycia poszczególnych grup części obiektywu,
6) dobrać narzędzia do demontażu obiektywu,
7) skonsultować dotychczasowe ustalenia z nauczycielem,
8) wykonać demontaż obiektywu, notując kolejność demontażu i starannie odkładając
zdemontowane części na przygotowanym do tego celu stanowisku,
9) wykonać zaplanowaną procedurę mycia części obiektywu,
10) wykonać ponowny montaż obiektywu,
11) przeprowadzić kontrolę działania mechanizmów zmiany przysłony i ustawiania ostrości.
Wyposażenie stanowiska pracy:
−
obiektyw fotograficzny,
−
myjka ultradźwiękowa,
−
wyposażenie pracowni montażu,
−
środki do przygotowania kąpieli myjących,
−
materiały piśmienne,
−
poradnik dla ucznia i literatura będąca na wyposażeniu biblioteczki podręcznej pracowni.
Ćwiczenie 3
Wykonaj przegląd i naprawę przekaźnika teletechnicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z opisem budowy i działania przekaźnika w oparciu o wskazaną literaturę,
2) scharakteryzować elementy sprężyste zastosowane w budowie przekaźnika,
3) zapoznać się z oznaczeniami przekaźnika i wyjaśnić ich znaczenie w oparciu o wskazaną
literaturę,
4) zaproponować sposób sprawdzenia działania przekaźnika i skonsultować go z nauczycielem,
5) zestawić stanowisko do sprawdzenia przekaźnika, przed włączeniem zasilania zgłosić
gotowość nauczycielowi,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
6) wykonać sprawdzenie przekaźnika, pamiętając o przestrzeganiu zasad bhp, zanotować
spostrzeżenia,
7) wyłączyć zasilanie przekaźnika,
8) zdjąć obudowę przekaźnika i dokonać oględzin jego mechanizmu,
9) określić przyczynę niesprawności przekaźnika,
10) wykonać naprawę uszkodzenia,
11) oczyścić zestyki przekaźnika,
12) przeprowadzić montaż i ponowne sprawdzenie przekaźnika,
13) uporządkować stanowisko pracy i zgłosić zakończenie ćwiczenia nauczycielowi,
14) w czasie prezentacji wykonania zadania omówić budowę, sposób działania, rolę
zastosowanych elementów sprężystych, przeznaczenie i parametry przekaźnika, opisać
stwierdzone uszkodzenia i sposób ich naprawy.
Wyposażenie stanowiska pracy:
−
przekaźniki,
−
zasilacz laboratoryjny z osprzętem,
−
miernik uniwersalny,
−
wyposażenie pracowni montażu,
−
materiały piśmienne,
−
poradnik dla ucznia i literatura będąca na wyposażeniu biblioteczki podręcznej pracowni.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
nazwać przykładowe mechanizmy dźwigniowe?
2)
scharakteryzować rozwiązania stosowane w konstrukcji
krzywek i popychaczy?
3)
rozróżnić mechanizmy śrubowe napędowe, pomiarowe
i ustawcze?
4)
scharakteryzować mechanizmy ruchu przerywanego?
5)
sformułować wskazówki do montażu poszczególnych
rodzajów elementów podatnych?
6)
objaśnić, na czym polega liniowość i nieliniowość
charakterystyk ciśnieniowych elementów podatnych?
7)
zaplanować i wykonać montaż elementów podatnych
w urządzeniu precyzyjnym?
8)
nazwać rodzaje połączeń najczęściej stosowanych w montażu
elementów optycznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań i sprawdza Twoje wiadomości z zakresu montowania maszyn
i urządzeń precyzyjnych. Tylko jedna odpowiedź do każdego zadania jest prawidłowa.
5. Udzielaj odpowiedzi wyłącznie na załączonej karcie odpowiedzi. Zakreśl prawidłową
odpowiedź. Jeżeli się pomylisz, błędną odpowiedź weź w kółko i zakreśl odpowiedź
prawidłową. Jeżeli zaznaczysz więcej niż jedną odpowiedź do jednego zadania, to otrzymasz
0 punktów.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, odłóż rozwiązanie zadania na
później; wrócisz do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu pisemnego masz 40 minut.
Powodzenia!
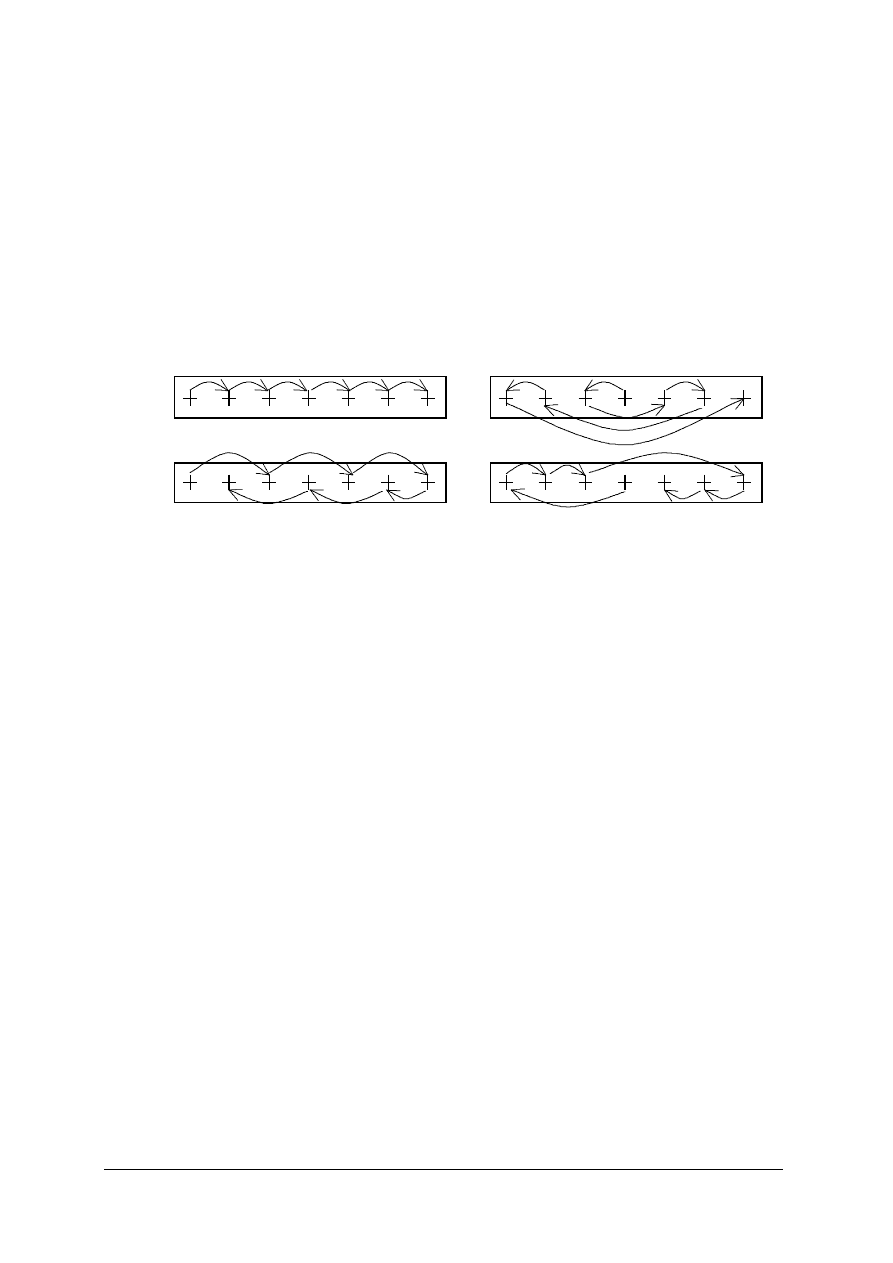
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
ZESTAW ZADAŃ TESTOWYCH
1. Na rysunku zestawieniowym elektronicznego przyrządu pomiarowego znajduje się część
o nazwie „ekran”. Najbardziej prawdopodobnym jej przeznaczeniem jest:
a) wyciszenie urządzenia,
b) ochrona montera przed porażeniem prądem elektrycznym podczas wykonywania
przeglądu przyrządu,
c) odprowadzenie ciepła wydzielającego się podczas pracy układu elektronicznego,
d) ochrona elektroniki przed zakłóceniami elektromagnetycznymi.
2. Który ze szkiców przedstawia poprawną kolejność dokręcania połączeń gwintowych?
3. Szkielety mechanizmów powinny przede wszystkim:
a) zapewniać łatwy dostęp do wszystkich części mechanizmu,
b) zapewniać dokładne ustalenie mechanizmów,
c) chronić mechanizmy przed szkodliwym wpływem otoczenia,
d) umożliwiać obserwację mechanizmu podczas jego pracy.
4. Siemmering to potoczna nazwa:
a) uszczelnienia wyprowadzenia przewodu elektrycznego,
b) gumowej lub poliuretanowej uszczelki o przekroju okrągłym,
c) jednego z rodzajów uszczelnienia wałka,
d) blaszki ochronnej stanowiącej uszczelnienie łożyska tocznego.
5. Łożyska stożkowe:
a) wymagają zachowania dokładnej współosiowości panewek,
b) są zalecane dla długich wałków,
c) są zalecane dla szybko obracających się wałków,
d) mogą przenosić obciążenia poprzeczne i wzdłużne.
6. W ułożyskowaniu wałka zastosowano łożyska kulkowe zwykłe. Oznacza to, że zadaniem
ułożyskowania jest:
a) przeniesienie dużych obciążeń wzdłużnych i niewielkich obciążeń poprzecznych,
b) przeniesienie dużych obciążeń poprzecznych i dużych obciążeń wzdłużnych w jednym
kierunku,
c) przeniesienie dużych obciążeń poprzecznych i dużych obciążeń wzdłużnych w dwóch
kierunkach,
d) przeniesienie obciążeń o takim samym charakterze, ale mniejszych wartościach niż
łożysko wałeczkowe.
6
1
7
2
3
5
4
2
1
5
4
7
3
6
1
4
7
3
5
2
6
1
6
4
2
3
7
5
a.
b.
c.
d.
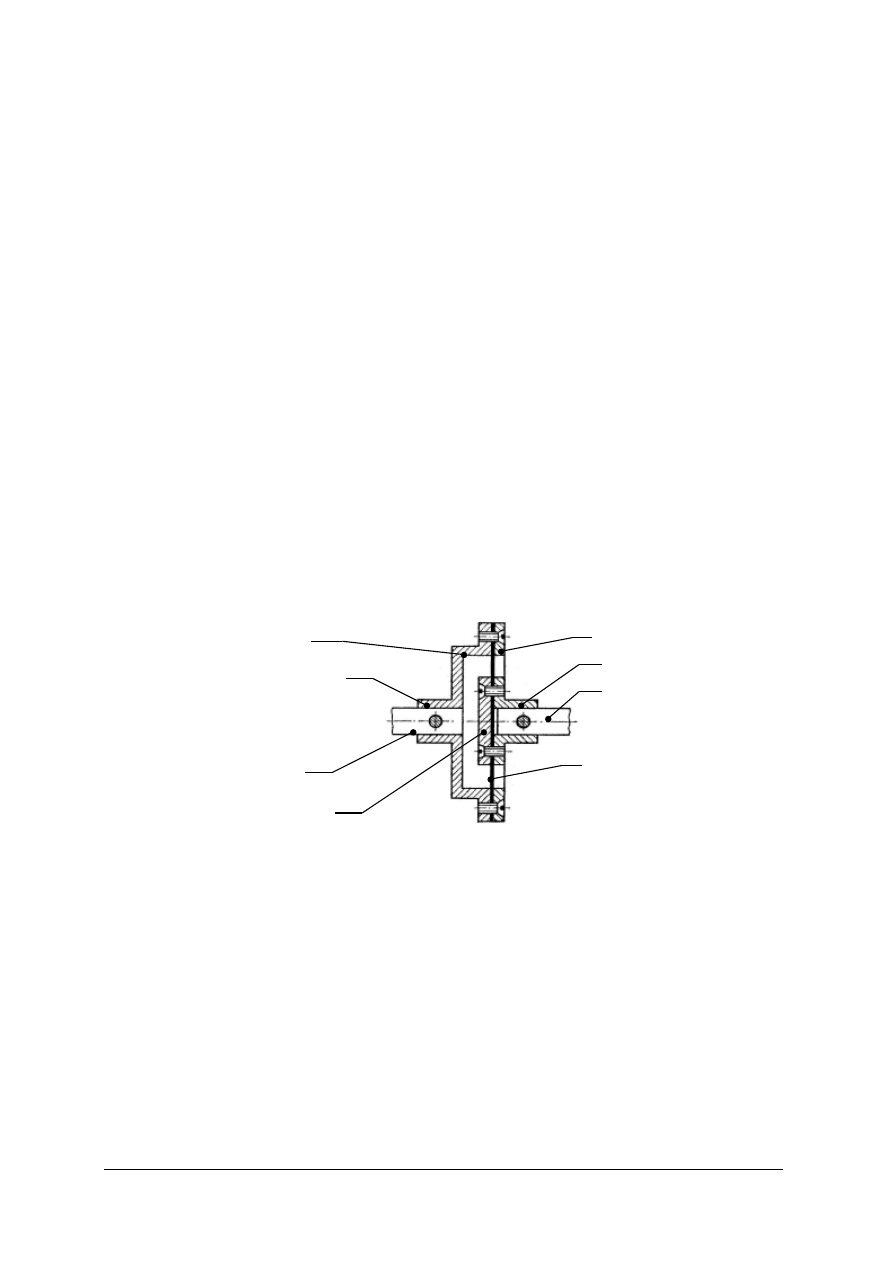
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
7. Wskaż niepoprawny sposób ustalenia łożyska tocznego:
a) za pomocą pierścienia osadczego zaciśniętego na wałku,
b) przez zapunktowanie,
c) przez dociśnięcie pokrywą obudowy,
d) za pomocą pierścienia sprężystego w gnieździe obudowy.
8. Łożyska magnetyczne:
a) są stosowane do łożyskowania przyrządów magnetycznych, takich jak busola,
b) są przeznaczone do łożyskowania lekkich mechanizmów w dowolnej pozycji,
c) wymagają zasilenia elektromagnesów czopa i panewki prądem stałym lub
przemiennym,
d) przeznaczone są do pracy przy niewielkich obciążeniach wzdłużnych.
9. Sprzęgła stałe stosowane są wówczas, gdy:
a) dokładność ułożyskowania wałków zapewnia ich współosiowość i niezmienność
odległości powierzchni czołowych podczas pracy urządzenia,
b) nie przewiduje się konieczności rozłączania sprzęgła w trakcie eksploatacji,
konserwacji i napraw urządzenia,
c) nie powinno nastąpić zatrzymanie silnika napędowego w przypadku znacznego
przeciążenia urządzenia,
d) zachodzi konieczność skompensowania błędów powstałych przy wykonaniu i montażu
wałków.
10. Zaproponuj ostatni zabieg montażowy podczas montażu sprzęgła membranowego:
a) wykonanie połączenia kołkowego tulei (5) z wałkiem napędzanym (4),
b) dokręcenie membrany (8) do tulei (5) za pośrednictwem tarczy (7),
c) dokręcenie membrany (8) do tulei (3) za pośrednictwem pierścienia (6),
d) dokręcenie tarczy (7) do membrany (8).
11. Charakterystyczny odgłos, który towarzyszy zatrzymaniu mechanizmu napędzanego
spowodowanemu jego przeciążeniem, świadczy o tym, że w urządzeniu zastosowane zostało
sprzęgło przeciążeniowe:
a) cierne,
b) kłowe,
c) Oldhama,
d) zapadkowe.
8
3
1
2
4
5
7
6
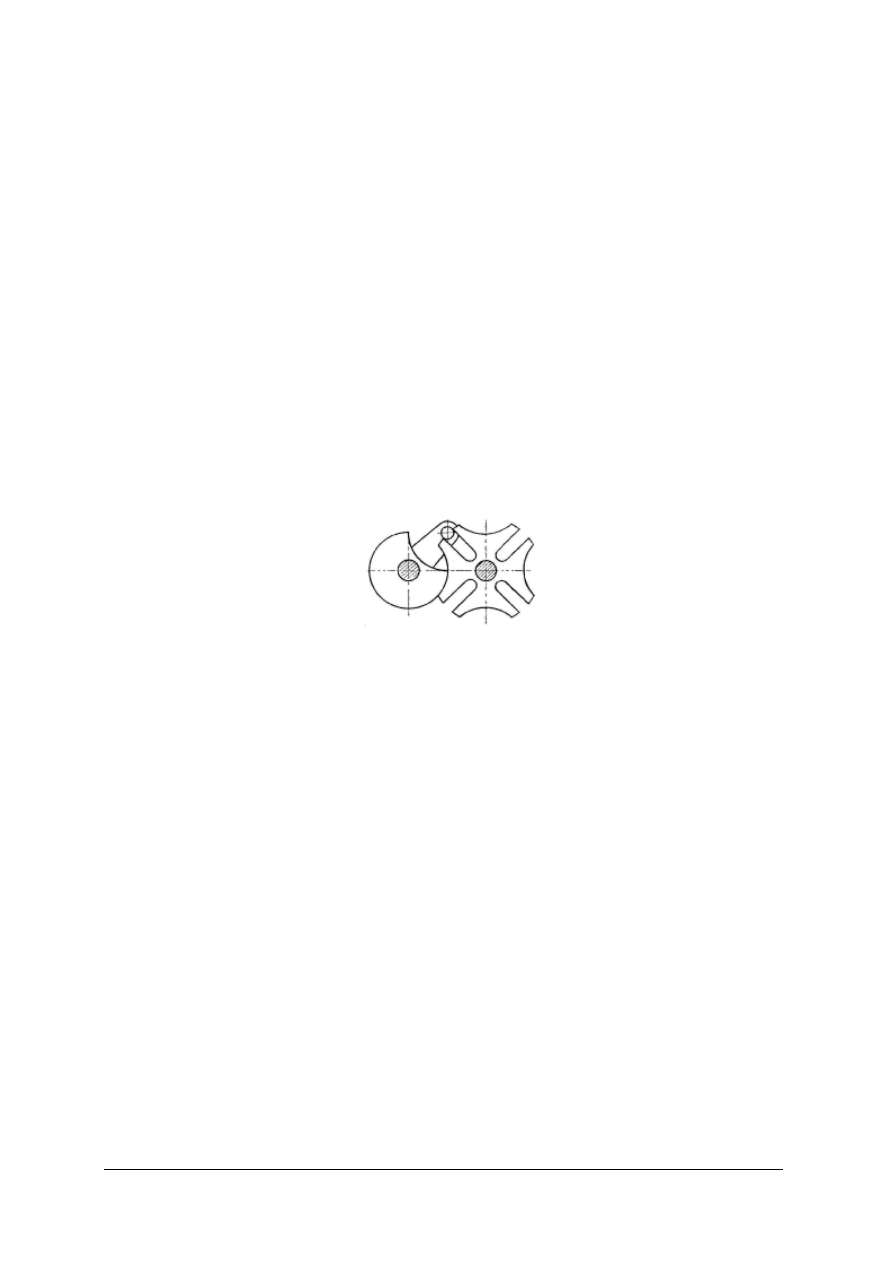
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
12. Moduł koła zębatego:
a) zależy od jego średnicy podziałowej,
b) zależy od ilości jego zębów,
c) jest wielkością znormalizowaną,
d) zależy od rozstawu kół w przekładni zębatej.
13. Zastosowanie w przekładniach zębatych panewek mimośrodowych ma na celu regulację:
a) przełożenia przekładni,
b) bicia promieniowego kół przekładni,
c) bicia osiowego kół przekładni,
d) rozstawienia osi kół.
14. Formownie sprężyn śrubowych naciągowych polega między innymi na:
a) ukształtowaniu zaczepów,
b) szlifowaniu ich powierzchni czołowych,
c) rozciągnięciu w celu uzyskania odpowiedniej odległości między zwojami,
d) skręceniu lub rozkręceniu w celu zmiany ich charakterystyk.
15. Przedstawiony mechanizm stosuje się w celu:
a) zamiany ruchu obrotowego lewego wałka na ruch obrotowy przerywany prawego
wałka, przy czym jednemu obrotowi lewego wałka odpowiada ćwierć obrotu wałka
prawego,
b) zamiany ruchu obrotowego lewego wałka na ruch obrotowy przerywany prawego
wałka, przy czym jednemu obrotowi lewego wałka odpowiadają cztery obroty
prawego wałka,
c) zamiany ruchu obrotowego lewego wałka na ruch obrotowy przerywany prawego
wałka, przy czym jednemu obrotowi lewego wałka odpowiada jeden obrót prawego
wałka,
d) zamiany ruchu obrotowego przerywanego lewego wałka na ruch obrotowy
przerywany prawego wałka, przy czym jednemu obrotowi lewego wałka odpowiadają
cztery obroty prawego wałka.
16. Do czyszczenia silnie zabrudzonych powierzchni elementów optycznych zaleciłbyś:
a) wycieranie suchą ściereczką bawełnianą,
b) przeprowadzenie mycia przy zastosowaniu myjki ultradźwiękowej,
c) użycie pędzelka z włosia syntetycznego zwilżonego benzyną ekstrakcyjną,
d) wyłącznie przedmuchanie sprężonym powietrzem.
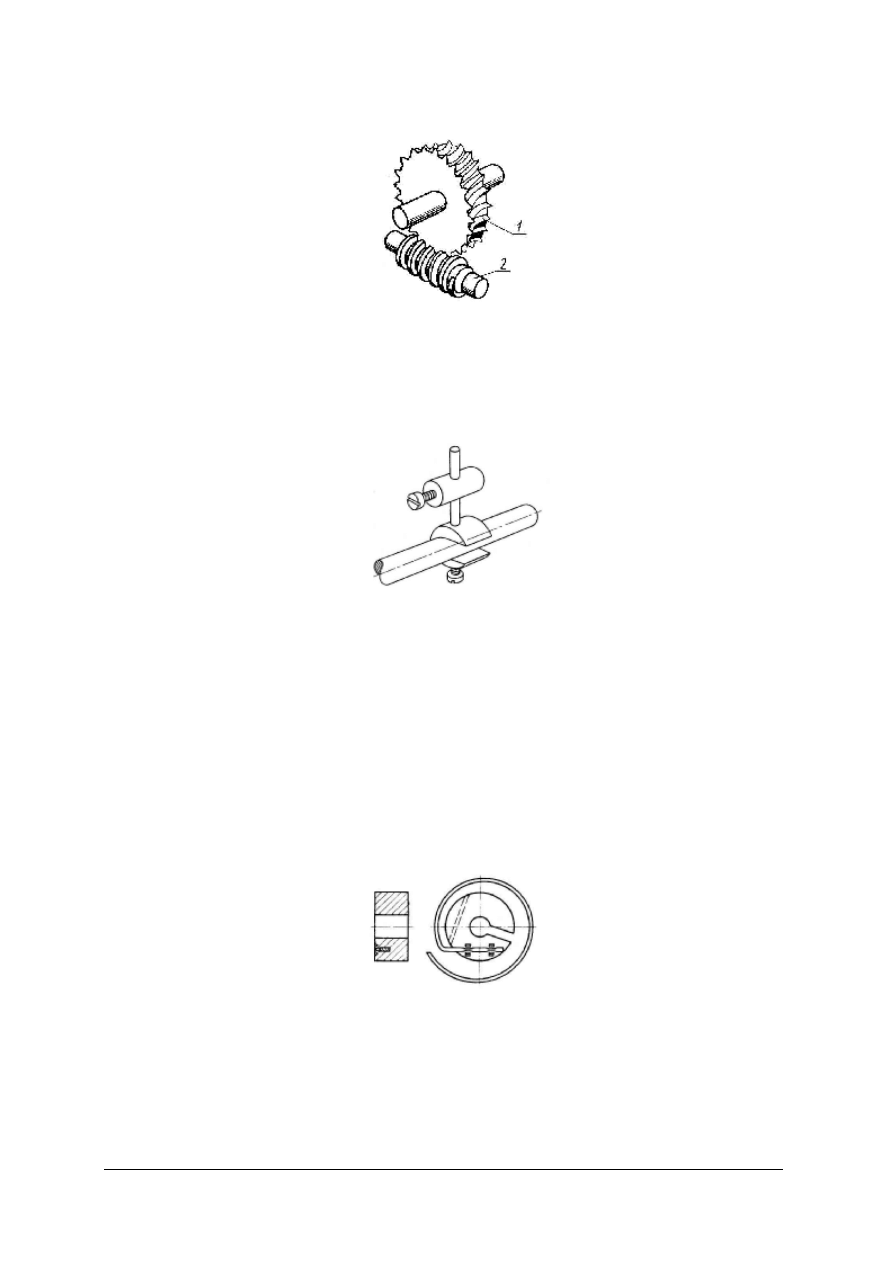
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
17. Na poniższym rysunku przedstawione zostały:
a) ślimak (2) i ślimacznica (1),
b) śruba (2) i koło śrubowe (1),
c) zębnik (2) i zębatka (1),
d) zębnik (1) i zębnica (2).
18. Celem zastosowania przedstawionego rozwiązania konstrukcyjnego jest zapewnienie:
a) regulacji przełożenia mechanizmu dźwigniowego,
b) regulacji wstępnego położenia dźwigni mechanizmu, aby poprawnie realizował on
zadaną funkcję,
c) możliwości wyważenia mechanizmu dźwigniowego,
d) możliwości zatrzymania mechanizmu w dowolnym położeniu.
19. Zastosowanie, do łożyskowania wałków, panewek mineralnych z otworem wyoblonym:
a) ułatwia oprawianie panewek przez wcisk,
b) ułatwia oprawianie panewek przez zagniecenie,
c) zmniejsza koszt wykonania panewek,
d) zmniejsza koszt wykonania płyt szkieletu.
20. Na poniższym rysunku przedstawiony został typowy sposób mocowania:
a) sprężyny spiralnej napędowej ze zwojami luźnymi,
b) sprężyny śrubowej napędowej ze zwojami luźnymi,
c) zawieszki skrętnej,
d) sprężyny włosowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
KARTA ODPOWIEDZI
Imię i nazwisko ..........................................................................................
Montowanie maszyn i urządzeń precyzyjnych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
6.
LITERATURA
1. Bartosiewicz J.: Obróbka i montaż części maszyn. Poradnik. WSiP, Warszawa 1985
2. Czajkowski J.: Elementy przyrządów precyzyjnych. WSiP, Warszawa 1986
3. Dąbrowski A.: Konstrukcja przyrządów precyzyjnych. PWSZ, Warszawa 1972
4. Dobrzański T.: Rysunek techniczny maszynowy. WNT, Warszawa 2004
5. Górecki A., Grzegórski Z.: Montaż, naprawa i eksploatacja maszyn i urządzeń
przemysłowych. WSiP, Warszawa 2005
6. Informator o egzaminie potwierdzającym kwalifikacje zawodowe. Mechanik precyzyjny.
CKE, Warszawa 2004
7. Legun Z.: Technologia elementów optycznych. WNT, Warszawa 1982
8. Oleksiuk W., Paprocki K.: Podstawy konstrukcji mechanicznych dla elektroników. WSiP,
Warszawa 2005
9. Orlof T.: Technologia przyrządów precyzyjnych. WSiP, Warszawa 1989
10. Panasiuk A., Pawlak E.: Technologia przyrządów precyzyjnych. WSiP, Warszawa 1980
11. Potyński A.: Podstawy technologii i konstrukcji mechanicznych. WSiP, Warszawa 2005
12. Praca zbiorowa: Konstrukcja przyrządów i urządzeń precyzyjnych. WNT, Warszawa 1996
13. Praca zbiorowa: Poradnik konstruktora przyrządów precyzyjnych i drobnych. WNT,
Warszawa 1971
14. Praca zbiorowa: Mały poradnik mechanika, tom I i II, WNT. Warszawa 1996
15. Tryliński W.: Drobne mechanizmy i przyrządy precyzyjne. Podstawy konstrukcji. WNT,
Warszawa 1978
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron