
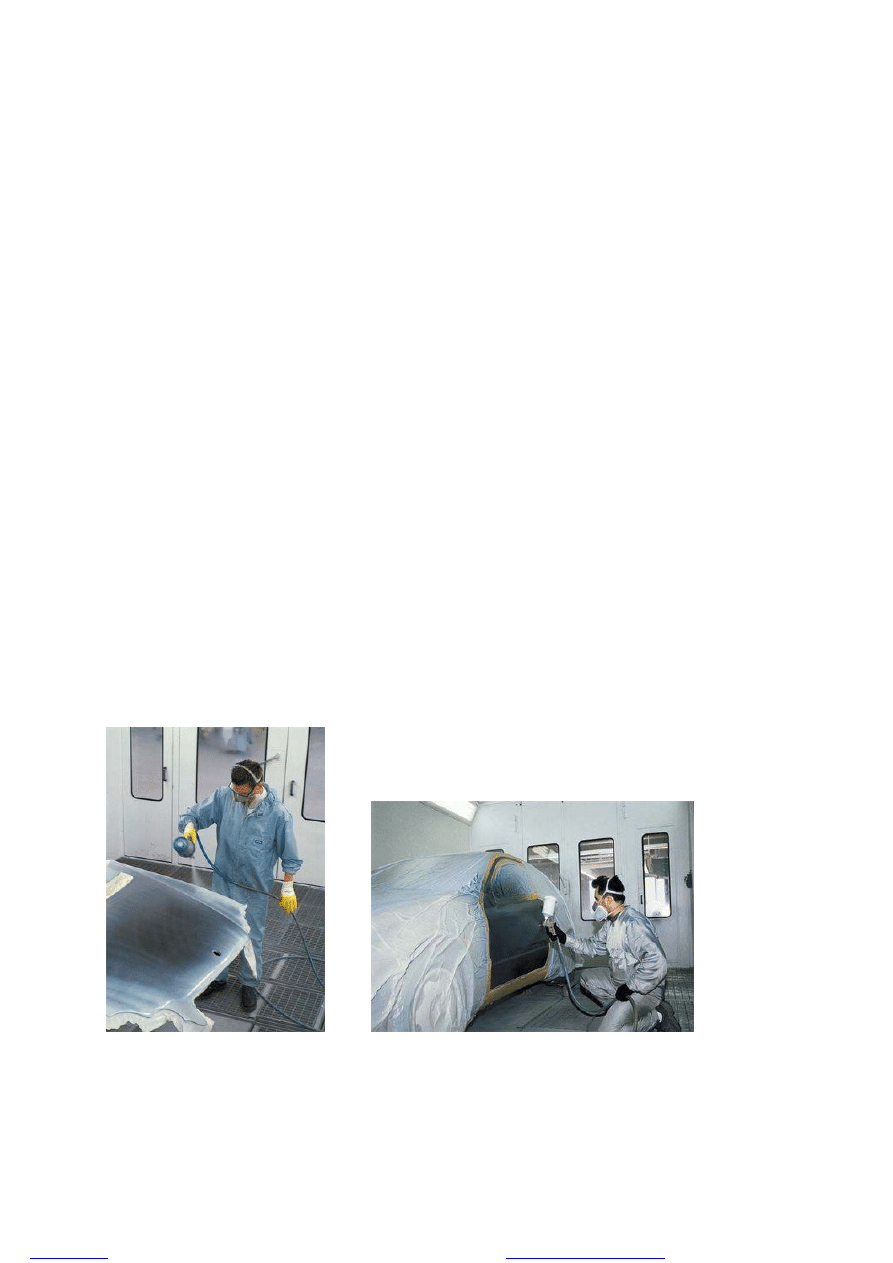
Aplikacja lakierów nawierzchniowych
Na początku natrysku pistolet powinien już być w ruchu
Do napraw lakierniczych stosowana jest dziś niemal wyłącznie technologia natryskowego
nanoszenia wszystkich części tworzonej powłoki za pomocą pneumatycznych pistoletów
tradycyjnych lub nowoczesnych typu HVLP.
Przed właściwą aplikacją uprzednio przygotowanego lakieru konieczna jest zwykle ostateczna
korekta jego lepkości przez ewentualne dodanie utwardzacza (dotyczy to materiałów
dwuskładnikowych 2K) i w każdym wypadku rozcieńczalnika, którym dla ekologicznych
materiałów wodorozcieńczalnych jest woda zdemineralizowana.
Zbyt duża lepkość lakieru zwiększa grubość nakładanej warstwy, a więc również zużycie
materiału i czas schnięcia powłoki, zbyt mała z kolei utrudnia prawidłowe układanie
kolejnych warstw i sprzyja występowaniu ich rozmaitych wad. Zalecenia producentów
lakierów określające właściwą lepkość aplikowanego materiału odnoszą się do temperatury
20oC. W niższych lakier o tym samym składzie gęstnieje, a w wyższych ulega
samoczynnemu rozrzedzeniu.
Lepkość bada się kubkami pomiarowymi, mierząc stoperem czas przepływu określonej ilości
materiału przez kalibrowaną dyszę według zasad wskazanych przez producenta lakieru.
Natrysk lakieru
Przed tą operacją należy odtłuścić rozpuszczalnikiem benzynowym podłoże, czyli:
szpachlówkę, wypełniacz lub starą powłokę lakierniczą, przeszlifowane uprzednio na mokro
papierem o małej ziarnistości (najwyżej 400), obficie zwilżanym wodą. Cała ilość
potrzebnych do naprawy płynnych materiałów lakierniczych musi być starannie wymieszana
we wspólnym naczyniu.
Po napełnieniu zbiornika pistoletu lakierem sprawdza się na jakiejś dodatkowej powierzchni
próbnej kształt natryskiwanego strumienia i ewentualnie koryguje jego regulację.
Początek właściwego natrysku następuje po wciśnięciu dźwigni spustowej pistoletu, który w
tym momencie powinien już poruszać się z jednostajną prędkością, dokładnie równolegle do
malowanej powierzchni. Natrysk z pistoletu nieruchomego powoduje nadmierne
nawarstwienie lakieru lub powstawanie trudnych do usunięcia zacieków.
files without this message by purchasing novaPDF printer (
Odległość pistoletu od malowanej powierzchni powinna być zawsze stała i wynosić 15-20
cm. Przy odległości większej tworzy się mgła lakierowa, powodująca zmatowienie powłoki, a
przy mniejszej - wzrasta ryzyko powstawania zacieków.
Ważne jest także utrzymywanie osi natryskiwanego strumienia w kierunku prostopadłym do
powierzchni podłoża. Nawet nieznacznie, pod kątem 5o, skośne w poziomie lub pionie
prowadzenie pistoletu sprawia, że materiał nie jest na podłoże nakładany jednakowo grubą
warstwą, a jego część ulega rozpyleniu wyłącznie w powietrzu. Skośny kierunek strumienia
źle wpływa na jakość powłoki, ponieważ cząstki lakieru przebywające dłuższą drogę od
dyszy pistoletu do malowanej powierzchni uderzają w nią z mniejszą energią i tworzą lokalne
obszary o mniejszej spoistości.
Nie należy jednak, w trosce o równomierność warstwy, marnować lakieru, zmieniając
kierunek ruchu pistoletu poza malowaną strefą. Lepiej jest, choć wymaga to pewnej wprawy,
podczas wykonywanego zwrotu zwalniać nacisk na spust, by ograniczyć intensywność
natrysku.
Pojedynczą warstwę układa się, wykonując kolejne, równoległe pasy, zachodzące na jeszcze
wilgotne poprzednie - do połowy ich szerokości. Dlatego do czasu wysychania warstw
powinna być dostosowana zarówno szybkość ruchów pistoletu, jak i wielkość jednorazowo
pokrywanego pola. Mniej mgły lakierowej osadza się na świeżej powłoce wówczas, gdy
powierzchnie pionowe są zamalowywane pasami biegnącymi z góry w dół, a duże
powierzchnie poziome - pasami coraz bardziej oddalonymi od miejsca, w którym stoi
lakiernik.
Czasami najlepsze efekty daje nakładanie kilku warstw powłoki w taki sposób, by pasy w
kolejnych warstwach wzajemnie się krzyżowały.
Nowoczesne lakiery o dużej rozlewności i sile krycia mogą być aplikowane oszczędniej tzw.
metodą na 1,5 warstwy. Polega ona na malowaniu jednokrotnym, lecz z łączeniem sąsiednich
pasów zakładkami o większej szerokości.
Rys. powyżej: Malowanie powierzchni pionowych należy prowadzić zgodnie z kierunkiem obiegu powietrza w kabinie
lakierniczej (zwykle z góry w dół)
Rys. obok: Krawędzie elementów pokrywa się w pierwszej kolejności, prowadząc pistolet tylko skośnie
files without this message by purchasing novaPDF printer (

Kolejność malowania elementów nadwozia
Ustalając kolejność malowania elementów nadwozia, trzeba uwzględniać nie tylko ich układ
konstrukcyjny, lecz także kierunek obiegu powietrza w kabinie lakierniczej i rodzaj użytych
materiałów, z których najbardziej podatne na wady powodowane niewłaściwą kolejnością
pracy są lakiery nitrocelulozowe, a najmniej - chemoutwardzalne lakiery akrylowe.
Przy wymianie powłok na poszczególnych elementach zawsze najpierw maluje się miejsca
trudno dostępne, takie jak: naroża, przetłoczenia i wnęki. Krawędzie błotników, drzwi, klap,
słupków, ram okien i drzwi pokrywa się, prowadząc wzdłuż nich pistolet ustawiony skośnie.
W miejscach tych grubość powłoki powinna być nieco grubsza niż na pozostałych częściach
malowanego elementu, mniej narażonych na przecieranie podczas eksploatacji, mycia i
konserwacji nadwozia. Po zamalowaniu obrzeży pozostałe części pokrywanej powierzchni
maluje się w kilku poprzednio opisanych przejściach, z zachowaniem podziału na pasy
równoległe.
Przy lakierowaniu wewnętrznych narożników natryskiwany materiał bardziej obficie osiada
na zbiegających się płaszczyznach niż na linii ich styku. Konieczne więc staje się kolejne
prowadzenie pistoletu wzdłuż krawędzi i prostopadle do powierzchni każdej tych płaszczyzn,
dzięki czemu na linii narożnika powstaje pożądana zakładka.
Malowanie całych nadwozi powinno być prowadzone z góry w dół lub zgodnie z kierunkiem
przepływu powietrza wokół malowanego pojazdu. Chodzi tu o ograniczenie do minimum
zapylania przez mgłę lakierową powierzchni już pomalowanych i maksymalne wykorzystanie
zalet metody "mokrym na mokre". Zapylenie jest bardziej widoczne, gdy mgła osiada na
powierzchniach już przeschniętych, ponieważ jej cząstki nie wtapiają się w świeżą powłokę.
Natomiast całkiem nieszkodliwe jest malowanie powierzchni wcześniej zapylonych.
Równocześnie musi być przy tym zachowana ciągłość tworzonej powłoki, jak również
harmonijny i wypadający we właściwym czasie powrót na miejsca już pomalowane w celu
nałożenia kolejnej warstwy.
W kabinie lakierniczej z centralnym górnym nawiewem i kanałem wyciągowym
umieszczonym pod pojazdem kierunek strug powietrza jest niemal pionowy. Dlatego dach
malowany jest zawsze na początku, przeważnie z podziałem na połowy wyznaczone
wzdłużną osią symetrii i pozwalające ułożyć na każdej z nich powłokę w jednym,
nieprzerwanym przejściu. Połowy te można malować w bezpośredniej kolejności albo z
pierwszej przejść najpierw do sąsiadujących z nią pionowych fragmentów nadwozia, a
dopiero potem wrócić do drugiej połowy. Ze względu na płynność układania warstwy nie
należy części pionowych pokrywać pasami z góry w dół.
files without this message by purchasing novaPDF printer (
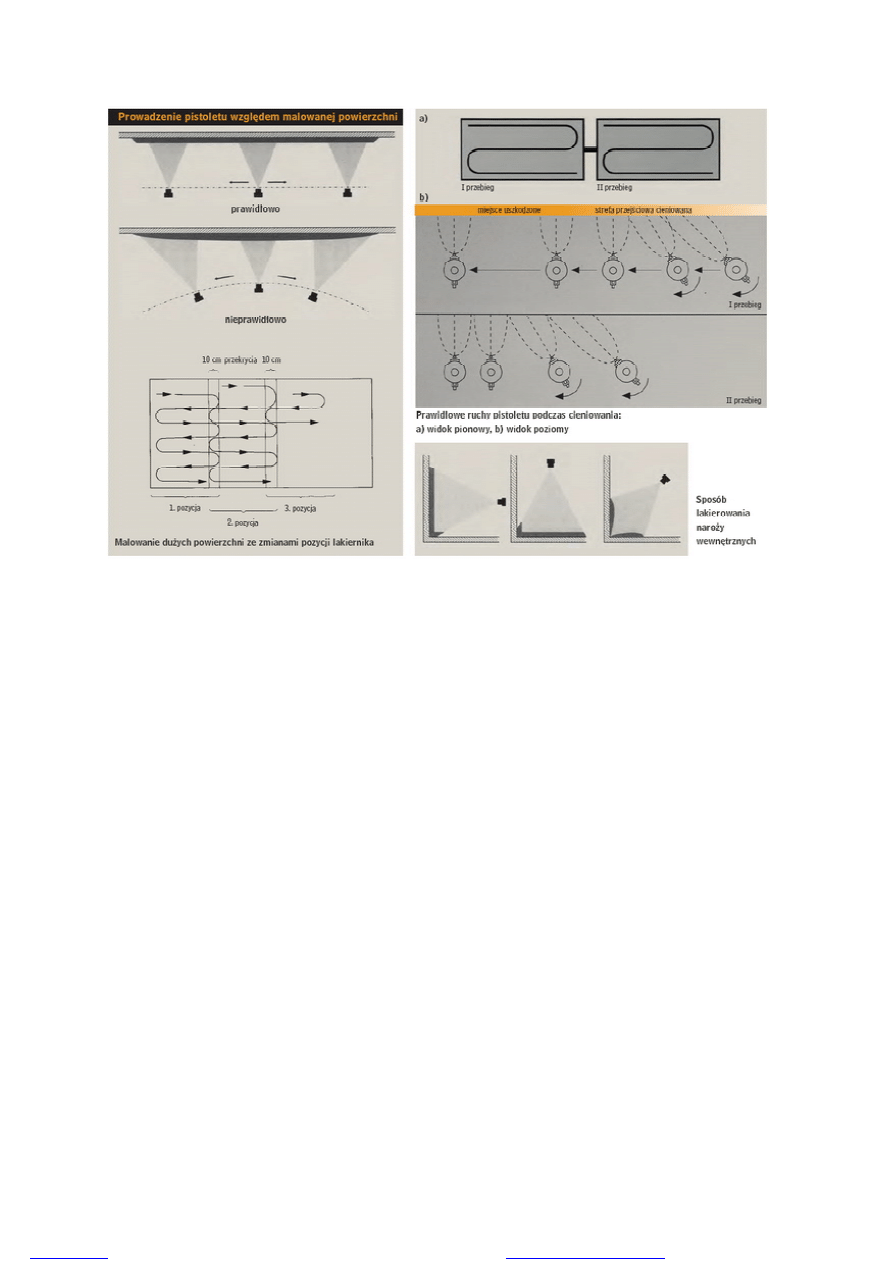
Cieniowanie
Najdoskonalsze nawet metody kolorystycznego doboru lakierów nie zapewniają pełnej
zgodności zabarwienia uzupełnianych fragmentów z oryginalną powłoką. Rozwiązaniem tego
problemu jest technika cieniowania, oparta na łagodnych, stopniowych zmianach odcieni,
mało widocznych dla ludzkiego oka. Naprawa wykonana tą techniką wymaga zmatowienia aż
do całkowitej utraty połysku powierzchni otaczającej miejsce pokrywane świeżym lakierem.
Obróbce tej poddaje się powierzchnię o rozmiarach dokładnie odpowiadających planowanej
strefie cieniowania. Tak przygotowaną powierzchnię należy starannie wyczyścić i odtłuścić
za pomocą specjalnych preparatów z użyciem czystych ścierek bezpyłowych. Wskazane jest
także jej przedmuchanie strumieniem sprężonego powietrza.
Pistolety z grawitacyjnym podawaniem lakieru do cieniowania powinny w przypadku modeli
tradycyjnych mieć zamontowane dysze o przekroju 1,3-1,4 mm oraz ciśnienie powietrza
wyregulowane na 3,5 bara. Dla pistoletów HVLP optymalny rozmiar dyszy wynosi 1,3-1,6
mm, a prawidłowa wartość ciśnienia powietrza - 0,67 bara.
Lakier należy nakładać na podłoże cienkimi warstwami, z których każda następna powinna
być bardziej rozległa od poprzedniej. Aplikację prowadzoną tą metodą kontynuuje się aż do
pełnego pokrycia naprawianej powierzchni. Następnie lakier przed wlaniem do zbiornika
pistoletu rozcieńcza się specjalnym dodatkiem do cieniowania, oferowanym przez wszystkich
głównych producentów materiałów lakierniczych. Zalecana zawartość tego preparatu
określana jest na 50% początkowej objętości lakieru. Trzeba też obniżyć o około 40%
ciśnienie powietrza. Cieniowanie krawędzi części naprawionej wykonuje się, prowadząc
pistolet ruchami wahadłowymi, tak aby oddalać go łagodnym łukiem od krawędzi
pokrywanego podłoża, nie przerywając natrysku.
files without this message by purchasing novaPDF printer (
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron