RAPID HARD TOOLING OF MOTORCYCLE PANEL
DIE BY PLASMA SPRAY
H. Zhang, Y. Luo and G. Wang
Huazhong University of Science and Technology,
Depatment of Materials Engineering,
430074, Wuhan City,
China
Abstract
A new process of rapid hard tooling for making motorcycle panel dies with
excellent wear resistance by plasma spray of high melting point metal pow-
ders is introduced in this paper. The key techniques such as sprayed model
preparation, determination of the plasma spray condition and selection of
backup materials are investigated, also the evaluation on this rapid hard tool-
ing method is given. The results show that the die made by plasma spray of
stainless steel powder and supported by epoxy composites or zinc alloy has
high surface hardness, fine surface quality and good mechanical properties.
It is also easy to produce, and the technology can be applied in rapid hard
tooling for automobile and motorcycle panel die makings.
Keywords:
rapid hard tooling, motorcycle panel die, plasma spray, stainless steel, back
up.
INTRODUCTION
The technology of rapid prototyping has successfully achieved automa-
tion of prototype making and extremely improved efficiency of prototype
production and manufacturing flexibility. Rapid tooling, especially metal
tooling, is the due way in which rapid prototyping quickly forms to batch
processing and wins the control market.
From lab into panel die market, we must consider the following four fac-
tors about the technology of rapid tooling: tooling size and surface precision,
tooling cost, tooling period and tool lifespan. Tooling based on rapid refined
1091

1092
6TH INTERNATIONAL TOOLING CONFERENCE
casting and rebuilding has a powerful bearing capacity, but the size precision
of tooling and surface quality is poor. Tooling which spray zinc by electric
arc on a back up gives low surface hardness and short lifespan.
The automobile panels are made of thin large sized sheets, which are
formed in complex shapes and having a fine surface quality. The panel dies
are made by advanced milling machines which requires a large investment,
full of hazard, and involving high costs over a long period. The develop-
ment is strong in rapid tooling by plasma spraying of high melting point
alloy powders. This includes precision in tool making, yielding fine surface
quality, short lead time and little limit in tooling size. Thus the production
can rapidly turn to batch processing and make control market gains. It has
a bright prospect in tooling production to make automobile and motorcycle
panel dies.
In this paper, we will briefly introduce the process and key technology of
rapid tooling for making fender of motorcycle panel dies by plasma powder
spray of high melting point alloys, and an evaluation on this rapid tool about
capacity and quality is also given.
THE PROCESS OF RAPID HARD TOOLING DIES BY
SPRAYING HIGH MELTING POINT ALLOYS
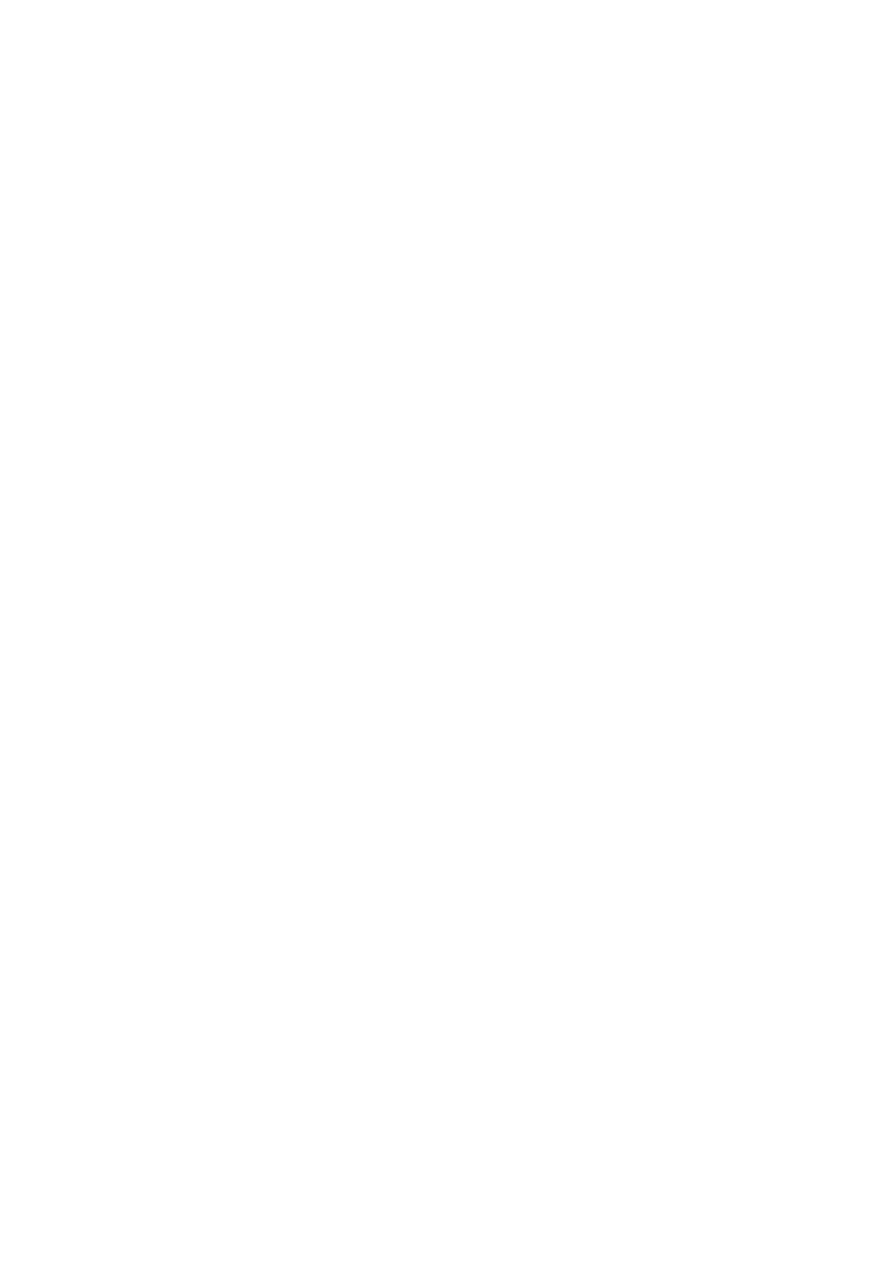
The process of rapid hard tooling dies by plasma spraying of high melting
point alloys is that first a hard spray coating is formed on the heat-resistant
sprayed prototype by plasma spray shown in Fig. 1, then the back-up material
is poured onto the sprayed layer, to combine with the layer, and the die is
obtained after removing the prototype. The process is shown in Fig. 2.
MANUFACTURING THE SPRAYED SUBSTRATE
RP prototype and other prototype of traditional model like woods, plastic
etc can be used. Besides, soft prototype like polyamide manufactured by
CNC can be used too. High precision RP prototype usually uses materials
like resin, paper etc, which will be easily damaged at the high temperature
produced by spraying of high melting point alloys. As a result, spraying di-
rectly on the prototype will easily cause deformation and great dimensional
change. That is why the sprayed substrate must be manufactured from RP
prototype or other prototype. The sprayed substrate should be heat resistant,
which allows spraying high melting point alloy, have good affinity, which
Rapid hard tooling of motorcycle panel die by plasma spray
1093
Figure 1.
Plasma spraying.
Figure 2.
Plasma spraying rapid tooling
process.
allows the sprayed materials to adhere easily, have separatebility which en-
ables the sprayed substrate to be separated from the sprayed layer easily,
have high dimensional accuracy etc. As a result, a mixed powder of ceramic
and metal is used to make the sprayed substrate.
SPRAY
The spray technique have previously been used for improving wear re-
sistance of different parts, and so on. In this study it was used for making
panel dies, because if a hard metal spray layer can be rapidly produced on
the surface of the panel die, the wear resistance of the die will be sharply
improved, the time of making dies will be shortened and the cost will be
reduced. Thus, economic benefits can be acquired.
Spray layer design.
To consider the batch production, the die spray layer
should have high hardness and endure abrasion. Therefore the preferred
spray material should be tool steel. Designing the thickness of spray layer
should consider the die accuracy, cost, and spray formability, etc. As a result,
the thickness of spray layers was designed to be about 1 mm.
Condition and the method of spray.
Lu-600 plasma spraying machine,
and 781 spraying gun made in China, are used according to the melting point
of the sprayed material and thickness of coating. Suitable parameters such
1094
6TH INTERNATIONAL TOOLING CONFERENCE
as the spray power, spray distance, spray angle, travelling speed of gun and
so on, are selected. A high quality tool steel sprayed coating can be formed
on the sprayed substrate by controlling the temperature of the sprayed layer
during the spraying.
BACK UP
The spray only contributes wear-resistance to the surface layer of the die,
but the layer have to be supported. The backup materials should usually
have high mechanical properties, fine casting character (namely low rate of
shrinkage and good fluidity). Also, it should have affinity with the sprayed
layer and small thermal influence on spray layers hardness. Among backup
materials, the epoxy resin is a candidate of compound materials for sheet
metal forming, and the zinc alloy is a candidate of the alloy with mid-low
melting point for sheet metal forming or hot plastic injection (the zinc alloy
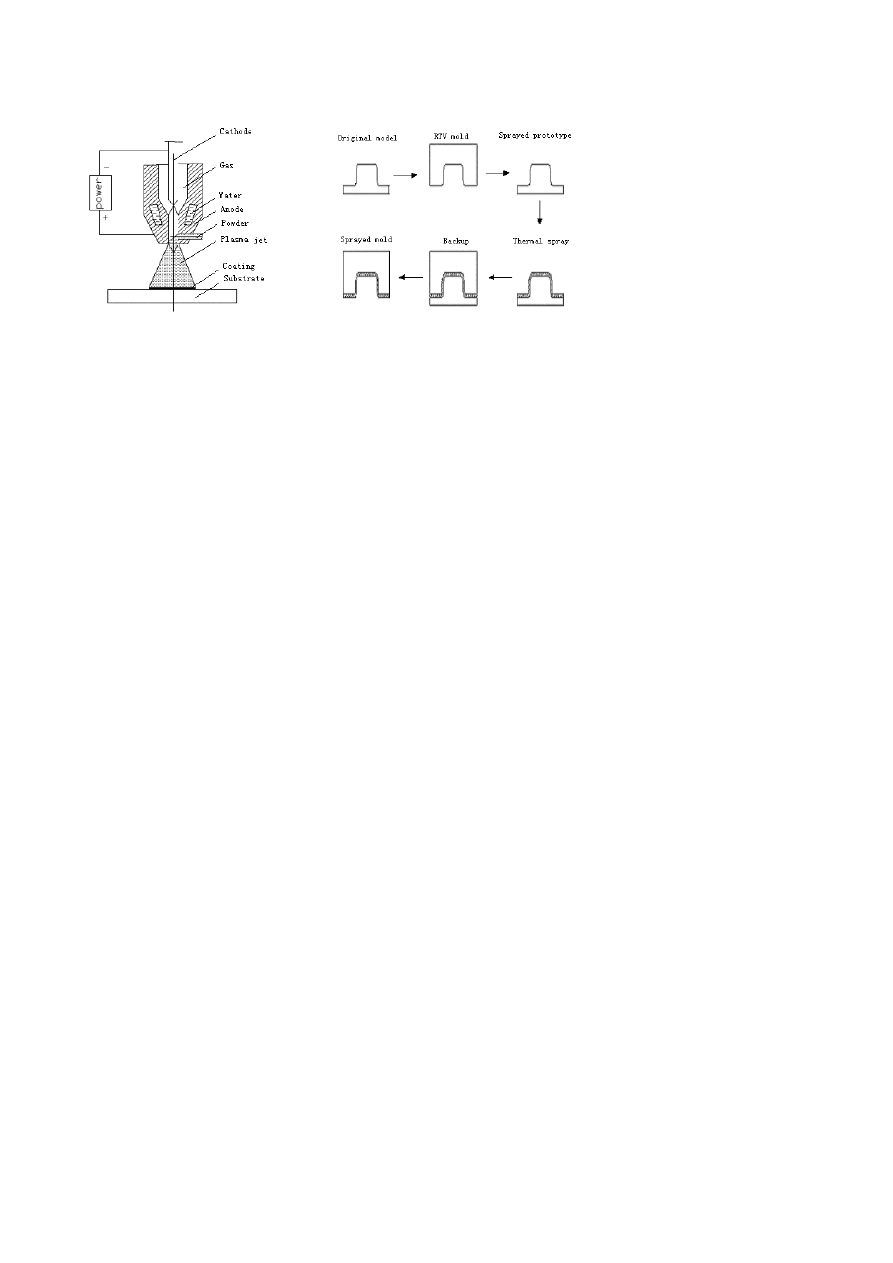
have better conductivity than the epoxy resin). To prevent inhaling water
and air, one usually make a metal frame for pouring the epoxy resin. Figure
3 shows the two backup methods. The motorcycle concave die supported
by a mixture of epoxy resin and ceramic powder is shown in Fig. 3(a). The
concave die supported by epoxy resin and cast iron is shown in Fig. 3(b),
the latter has better compression strength.
(a) Epoxy resin/ceramic powder
(b) Epoxy resin/cast iron
Figure 3.
Backup process.
Rapid hard tooling of motorcycle panel die by plasma spray
1095
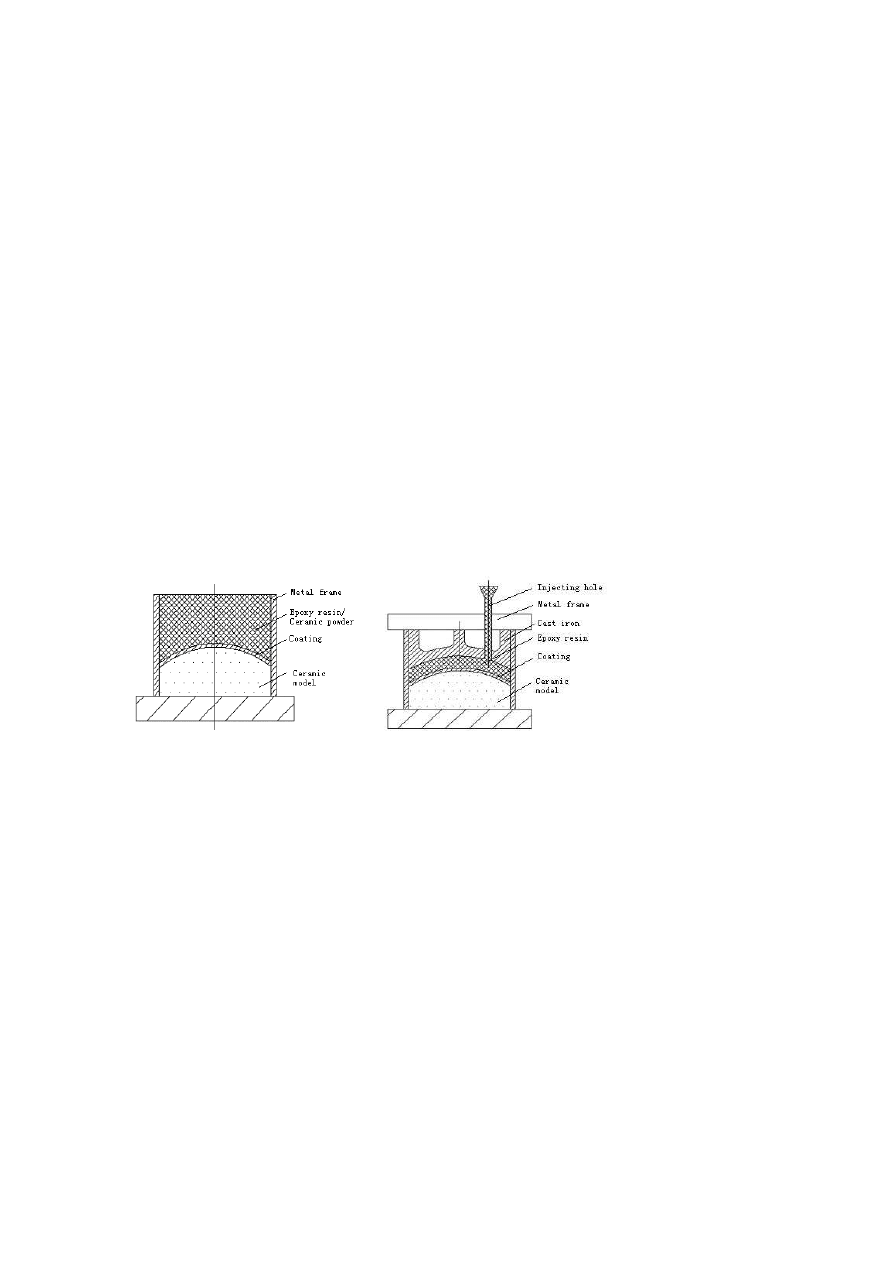
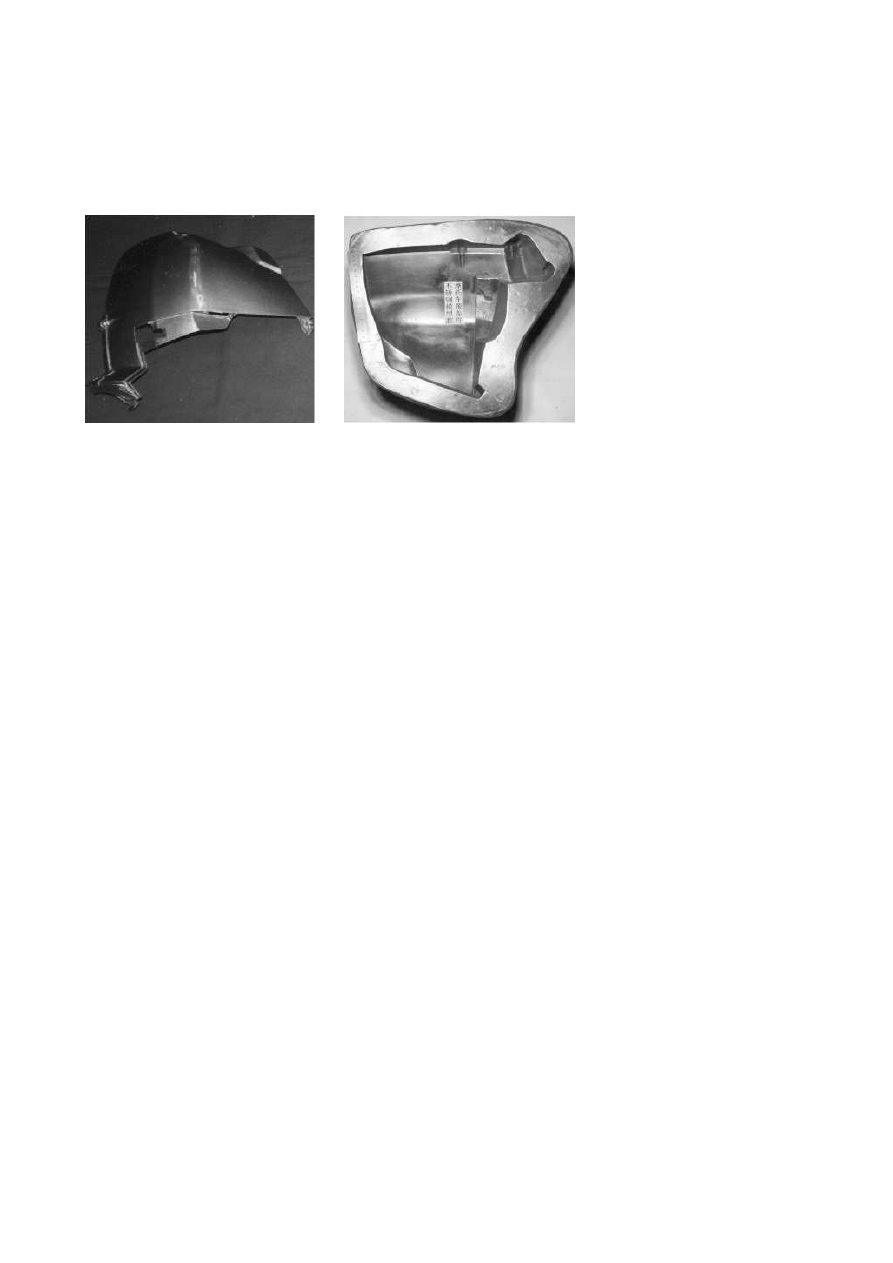
EXAMPLE
Figure 4 is the SLA prototype of the motorcycle fender. In Fig. 5, the
fender concave die manufactured by plasma spraying is shown. The surface
Figure 4.
SLA prototype of motorcycle
fender.
Figure 5.
Sprayed mould.
hardness of the concave dies was approximately 820 HV; the surface rough-
ness was 0.5 µm Ra after polishing; the compression strength was about
80 MPa or above 200 MPa supported by epoxy resin or zinc alloy respec-
tively. Thus, the die can be used into mass production of sheet metal forming
or plastic injection molding.
EXPERIMENTAL RESULTS AND DISCUSSION
THE INFLUENCE OF SPRAY PARAMETERS ON
SPRAY LAYER QUALITY
There are many factors which may affect the spray layer quality. It con-
cerns not only the function of spray equipment, but it also determines the
properties of sprayed powder, and the parameter control of the spraying
process. Because of its complex form, large surface and high thermal de-
formation of the coating, it is difficult to make the panel die shape. To gain
a high quality coating is one of the targets and difficulties in spray tooling
manufacturing technology.
1096
6TH INTERNATIONAL TOOLING CONFERENCE
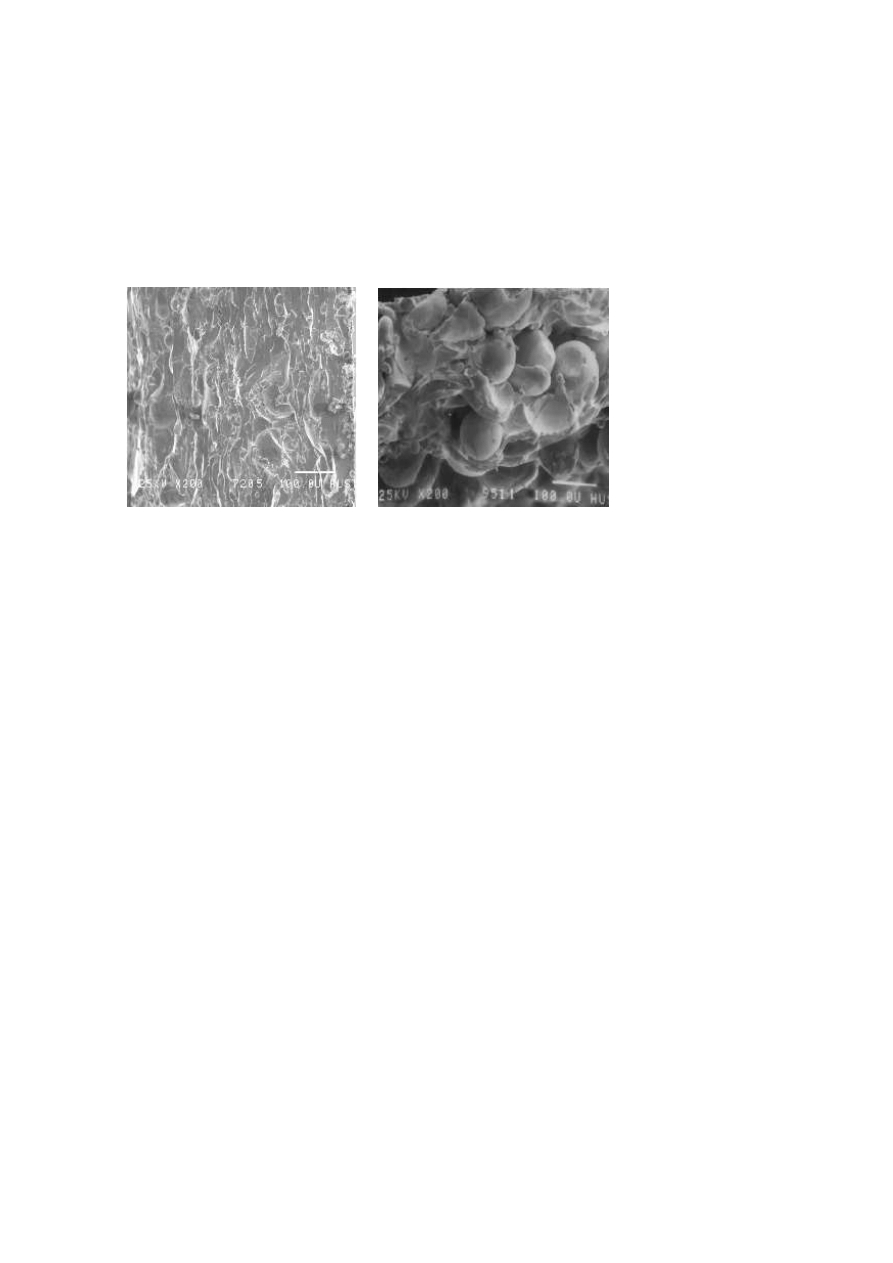
Sending powder ways.
In terms of sending powder inside, the powder
grains can hardly be seen and the coating is thin and flat with overlapped
layers, Fig. 6(a). However in terms of sending the powder outside, a large
amount of powder grains still exist, Fig. 6(b). Thus, sending the powder
inside is evidently suitable to melt the grains. In case the powder is at longer
dwelling time in the sprat gun heating passage, the grains can be fully melted.
(a) Sending powder inside
(b) Sending powder outside
Figure 6.
Coating structure(SEM photo).
Spray power.
When the electric power is small, the spray coating is less
hard and difficult to thicken. In case that a large amount of powder grains
is not melted when the electric power is small, then the particles are hard
to stack. As the electric power is increasing, then bigger powder grains are
fully melted, so that coating will be of low porosity. But when the electric
power is too high and powder grains will be over melted, thus the thermal
stress will be high. As a result, thermal deformation increases leading to
coating peeling off and splitting.
Spray distance.
When the spray distance is too far, the oxidizing degree
of the sprayed grains increases, along with the decrease of temperature and
the impact velocity, leads to large spray porosity, a low adhesive strength and
Rapid hard tooling of motorcycle panel die by plasma spray
1097
a hardness decrease. But if the spray distance is too near, the substrate easily
induces thermal deformation and the coating easily overburns and peels off.
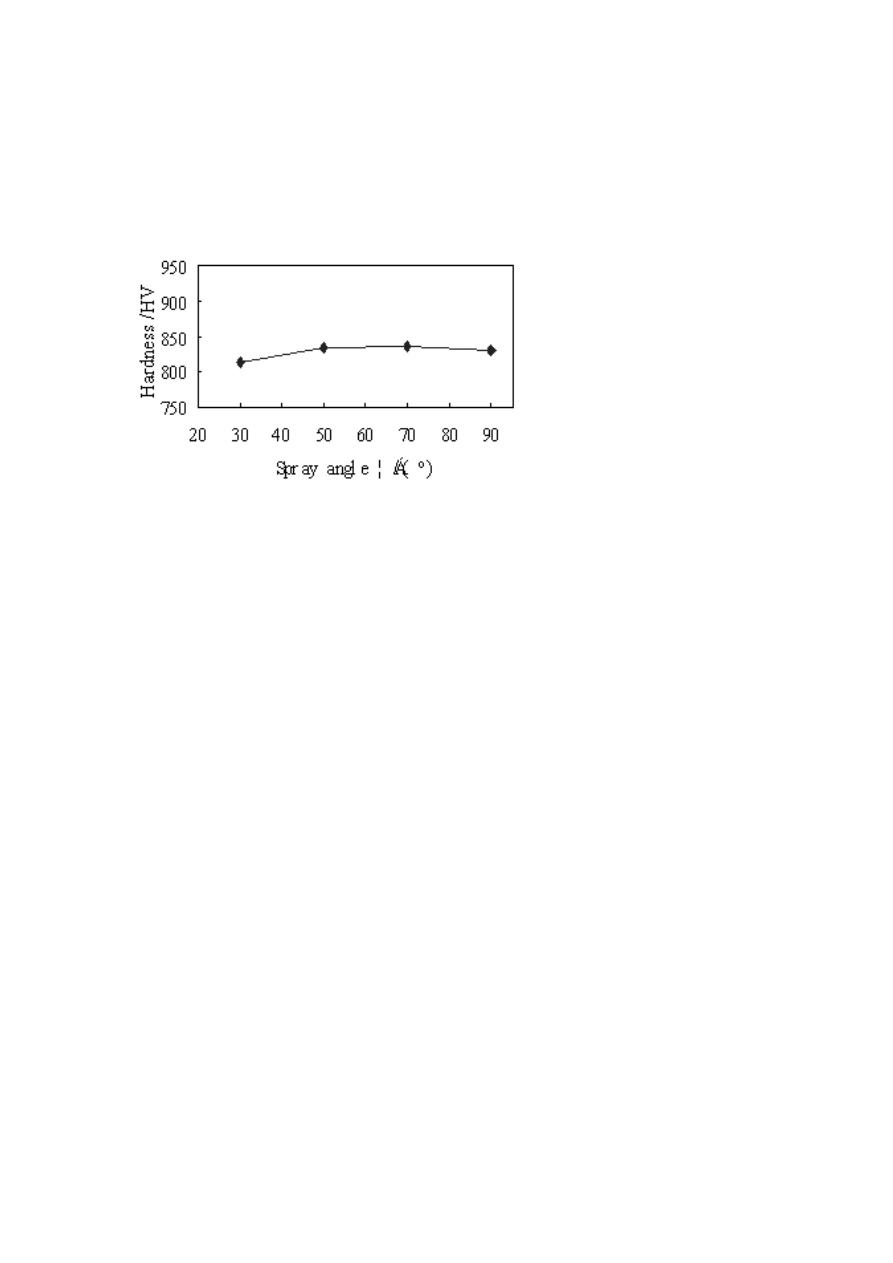
Spray angle .
When spray angle is too small, by "screening effect",
porosity of the coating increases and hardness decreases. When the angle
turns big, the coating hardness increases (Fig. 7). Also, when the scanning
Figure 7.
Coating hardness vs spraying angle.
speed of the spraying gun is small, the number of particles reaching a certain
place in unit time rises, thus a thicker spray layer can be made. Such coating
is susceptible to be overheated so that bigger thermal stress may be created.
BACK UP
In order to improve the mechanical properties of epoxy composite and the
quality of pouring, we can inject metal powder, ceramic powder and sand
in epoxy system. Among compound epoxy data of pouring, especially the
selection of solidifying agent is an extremely important technology process.
The process, whether or not standardized, directly influences the property of
the composite. Therefore, the right compounding should be pledged to epoxy
system which have good fluidity, low viscosity and reduces the possibility
of bubble forming. It is effective to reduce bubble forming by employing an
anchor style vacuum zigzag mixer and film deaeration device. Moreover, it
is extremely important that injected material resists moistening. Therefore
1098
6TH INTERNATIONAL TOOLING CONFERENCE
the injected material must dry before use. Cost of material and directions
for producing back-up parts by low-cost and property of composite, is as
shown in Table 1.
Table 1.
Epoxy resin solidify process and composite property
№
component
usage [g]
solidify
Composite property
Pressure
strengh [MPa]
Impact tough-
ness [KJ/m
2
]
1
Epoxy resin
100
Solidify at
room
temperature
24h
110
3.95
acetone
5
DBP
10
T31
15
Ceramic powder
100
2
Epoxy resin
100
solidify at
60ºC 4h
80
5.67
501
15
polyamide
80
Ceramic powder
100
CONCLUSION
This paper has introduced the process of making dies of motorcycle panels
by plasma spraying, and researched for spray conditions and coating hard-
ness, surface toughness, back up pressure strength, and impact toughness.
The results are as follows:
1. One basic way of rapid hard tooling for making panel dies by rapid plasma
sprayed powder of high melting point alloys has rapidly, economically,
and quickly gone into batch production. It has a bright prospect of appli-
cation for the body development of automobile and motorcycles.
2. One of the key technologies is to gain high quality sprayed layer which
is wear resistant and have a high precision in size as made by thermal
spraying. According to the control of spray parameters, and reducing the
thermal stress of the sprayed layer, it is possible to make high quality
coating to meet the product needs.
3. Using epoxy composites as backup materials, the panel dies spraying tool
steel powder as surface coating, results is a surface hardness more than

Rapid hard tooling of motorcycle panel die by plasma spray
1099
820 HV, and a smooth finish, which could meet demands as on tools with
better pressure strength and impact toughness.
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron